
密封容器
【課題】容器本体と蓋からなる密封性を有するプラスチック容器で、外力から、内力からの要因でも破損しないシール蓋であり、かつイージーピールを有する蓋を提供するものである。
【解決手段】プラスチック容器本体と、その本体に射出成形された立体形状のプラスチック蓋が密封シールされるプラスチック容器で、前記容器本体とのシールにおいて、前記蓋の裏面にイージーピールシーラント層を設けたことを特徴とする密封容器である。
【解決手段】プラスチック容器本体と、その本体に射出成形された立体形状のプラスチック蓋が密封シールされるプラスチック容器で、前記容器本体とのシールにおいて、前記蓋の裏面にイージーピールシーラント層を設けたことを特徴とする密封容器である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器本体と蓋からなる密封容器に関するもので、更に詳しくは、内容物の品質を確保するための密封性と、開封時にイージーピールが可能なプラスチック容器に関するものである。
【背景技術】
【0002】
従来、コーヒー、紅茶などの各種飲料、ゼリー、プリンなどのデザート食品、おでんなどの惣菜食品、固形物食品などの内容物を収納したプラスチック容器は、冷凍、チルド、常温などの方法にて流通、保存されている。
【0003】
容器の密封性は、容器本体の開口部にプラスチックフィルム(シール蓋)をヒートシールする方法が一般的である。またシール蓋は、内容物の保護と、開封時に簡単にシール蓋をイージーピールできる必要がある。
【0004】
しかし、これらのシール蓋が商品の流通中に何かの外力を受けて破損したり、固形物が多い内容物では、内からの力で破損することもある。これらの対策として、シール蓋の上に更にオーバーキャップをしている。外力から護る、また内容物の飛散をキャップで護るようにしている。しかしこの方法は、オーバーキャップを外し、更にシール蓋をピールするなど手間が係る欠点がある。
【0005】
特許文献1によれば、プラスチックの蓋が金属缶で採用されているフルオープンタイプの蓋と同じように、容器本体と蓋との接合部が分離して開封されるのでなく、蓋に弱化部を設け、その部分が切れることで開封する提案がされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3079642号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、容器本体と蓋からなる密封性を有する密封容器で、外力から、また内力からの要因でも破損しないシール蓋であり、かつイージーピールが可能な蓋を有する密封容器を提供するものである。
【課題を解決するための手段】
【0008】
本発明の請求項1に係る発明は、容器本体と蓋が密封シールされてなる密封容器において、蓋が射出成形されてなり、蓋の密封シール面にイージーピールシーラント層を設けたことを特徴とする密封容器である。
【0009】
本発明の請求項2に係る発明は、前記密封シール面に、少なくとも接着剤層/基材層/イージーピールシーラント層からなる複合フィルムが、射出成形により前記接着剤層を介して熱融着されていることを特徴とする請求項1に記載の密封容器である。
【0010】
本発明の請求項3に係る発明は、前記射出成形が、インサート射出成形であることを特徴とする請求項2に記載の密封容器である。
【0011】
本発明の請求項4に係る発明は、前記密封シール面に、イージーピール樹脂を用い、射
出成形にてイージーピールシーラント層を設けたことを特徴とする請求項1に記載の密封容器である。
【0012】
本発明の請求項5に係る発明は、前記容器本体と前記蓋が、ヒンジを介して一体成形されていることを特徴とする請求項1から4のいずれか1項に記載の密封容器である。
【発明の効果】
【0013】
本発明は、容器本体と蓋が密封シールされてなる密封容器で、蓋が射出成形されてなり、蓋の密封シール面にイージーピール層を設けたことを特徴としている。即ちプラスチックフィルムでなく、射出成形で蓋を作成することにより、外力から、また内力からの破損をなくすことができる。また蓋の密封シール面、即ち蓋の裏面にイージーピールシーラント層を設けることにより、イージーピールすることができる。
【0014】
蓋の裏面にイージーピールシーラント層を設ける方法としては、前記複合フィルムをインサート成形する方法、またイージーピール樹脂を射出成形して部分的に設ける方法があり、いずれの方法でも設けることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の密封容器の一例を示す説明図である。
【図2】本発明のイージーピールシーラント層を有する複合フィルムの一例を示す説明図である。
【図3】本発明のイージーピールシーラント層を有する複合フィルムを熱融着した蓋の一例を示す説明図である。
【図4】本発明のイージーピールシーラント層がパターン形状で有する蓋の一例を示す説明図である。
【図5】本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を開けた状態の一例を示す断面図である。
【図6】本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示す断面図である。
【図7】本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示し、イージーピールシーラント層をパターンで設けた密封容器の断面図である。
【発明を実施するための形態】
【0016】
以下に、本発明を実施するための形態について具体的に説明する。
【0017】
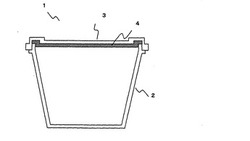
容器本体2および蓋3からなる密封容器1において、蓋の裏面にイージーピールシーラント層を有した密封容器である。図1に示すように蓋の裏面にイージーピールシーラント層を有した複合フィルムを設ける。容器本体とヒートシールまたは高周波シールすることにより密封容器ができる。
【0018】
図2は、本発明のイージーピールシーラント層を有する複合フィルムの一例を示す説明図である。イージーピールシーラント層を有する複合フィルム4である。少なくとも基材層6の表裏に、即ち基材層の片面に蓋と接着する接着層5と、一方の面に容器本体と密封シールするイージーピールシーラント層7の三層構成からなる。
【0019】
この基材層の役割としては、フィルムの腰強度を高めることであり、ポリエチレンテレフタレートフィルム、ポリプロピレンフィルム、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂などの樹脂からなるフィルムないしシートなどが使用できる。未延伸、あるいは一軸延伸、二軸延伸したフィルムを使用できる。基材層に用いるフィルムの厚みとしては、は4μ〜100μの範囲で使用できる。
【0020】
また透明性とガスバリア性を付与する必要がある場合は、ポリエチレンテレフタレートフィルムに酸化珪素、酸化アルミニウムなどの無機酸化物の蒸着膜を有するフィルム、遮光性とガスバリア性を付与する必要がある場合は、アルミニウム箔または蒸着膜を有するフィルム、水蒸気、水などのバリア性を付与する場合は、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン、エチレンープロピレン共重合体などの樹脂のフィルムないしシートなどを用いることができる。ガス、水蒸気などのバリア性、遮光性などの要求レベルにより、上記フィルム、金属箔を組み合わせて使用することができる。
【0021】
接着層としては、蓋を形成するポリオレフィン樹脂と同系の樹脂を用いればよく、押出し法でフィルムを作成する。またこれら樹脂を溶剤に分散し、コーティングすることにより、接着層を形成してもよい。
【0022】
イージーピールシーラント層を形成する材料としては、例えば容器本体の材質がポリエチレン、ポリプロピレンの場合は、ポリエチレン樹脂、高密度ポリエチレン、線状低密度ポリエチレン樹脂、ポリプロピレンジ樹脂などのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂材料が使用できる。またポリオレフィン樹脂とポリスチレン系樹脂を混合した樹脂材料なども使用できる。
【0023】
また、要求されるシール強度およびイージーピール性に合わせて、ポリオレフィン樹脂とポリブテン系樹脂との混合比率、またポリオレフィン樹脂とのポリスチレン系樹脂との混合比率を適宜決めればよい。
【0024】
イージーピールシーラント層は、イージーピール樹脂を押出し法により製膜されたフィルムを使用できる。またイージーピール樹脂を溶剤に分散し、基材にコーティングすることによりイージーピールシーラント層を形成してもよい。
【0025】
複合フィルムは、押出し法により作成することができる。予め作成した接着層、シーラント層の各フィルムを、基材層に接着剤を介して貼合わせて作成することができる。また別の方法として、基材層に接着層を形成する樹脂、イージーピールシーラント層を形成するイージーピール樹脂を、押出し法により成膜しながら、アンカー剤を介して貼合わせて作成することもできる。接着層の厚みは、15μ以上あればよい。またシーラント層の厚みは、シール強度、イージーピール性から15μ以上あればよい。接着層、シーラント層の厚みは、要求レベルにより適宜決めればよい。
【0026】
蓋の裏面にイージーピールシーラント層を作成する方法としては、インサート射出成形法がある。インサート射出成形法は、雌型の蓋形成キャビティ金型の中心部にゲート位置がある射出成形金型を用いるものであり、まず射出成形機上の射出成形金型を型開きし、予め作成した複合フィルム4の接着層5と蓋3を形成する樹脂が熱融着するように、雄型コア金型面に仮固定し、次に型締めしてゲートから蓋を形成する溶融樹脂をキャビティ金型と雄型コア金型との間(成形品が成形される雄型と雌型の間の空間)に射出し、複合フィルムを蓋の裏面に成形する。複合フィルムの金型内への挿入は、インサーターを用いる。
【0027】
図3は、イージーピールシーラント層を有する複合フィルムを熱融着した蓋の一例を示す説明図である。複合フィルムを、蓋を射出成形する金型にインサートし、蓋の裏面にインサート成形し、熱溶着したものである。シーラント層が全面に有したものである。
【0028】
蓋3を作成するために用いられる樹脂は、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂を使用できる。射出成形により成形される。蓋の厚みは、0.2mm〜0.5mmにすることにより、外力から、また内力からの破損がなくすことができる。蓋の厚みは、要求レベルにより適宜決めればよい。
【0029】
容器本体2を作成するために用いられる樹脂は、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、ポリプロピレン系樹脂などのオレフィン系樹脂が使用できる。
【0030】
容器本体は、射出成形法によりカップ、トレイ形状などに成形することができる。また真空成形法でも可能である。
【0031】
また、蓋の裏面にイージーピールシーラント層を作成する方法として、2色射出成形法を用いて作成することもできる。この方法を用いることにより、イージーピールシーラント層をパッターンで作成することができる。
【0032】
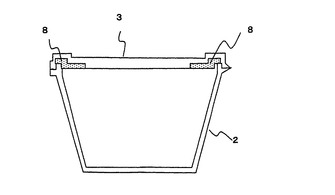
図4は、容器本体とのシール部に合わせて、イージーピールシーラント層をパターンで作成した蓋の一例を示す説明図である。
【0033】
2色射出成形法は、2組の射出装置を備える2色射出成形機を用い、イージーピール樹脂からなる一次成形体を、射出成形金型を用いて作成し、次にこの一次成形体を蓋材用成形金型内に移動して、蓋材を成形すると同時に、一次成形体と蓋の裏面が熱融着し、蓋の裏面にイージーピールシーラント層を作成する方法である。
【0034】
この2色射出成形法では、イージーピール樹脂からなる一次成形体を、容器本体の開口部のヒートシール部の形状に合わせて作成することができる。
【0035】
イージーピール樹脂は、ポリエチレン樹脂、高密度ポリエチレン、線状低密度ポリエチレン樹脂、ポリプロピレンジ樹脂などのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂材料が使用できる。またポリオレフィン樹脂とポリスチレン樹脂を混合した樹脂材料なども使用できる。これらの樹脂は、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリスチレン樹脂などの一般的に蓋に使われる汎用樹脂と比べて高価であり、蓋の裏面のシール部分のみに使用することにより、製造コストの低減に繋げることができる。
【0036】
図5は、容器本体2と蓋3を、ヒンジ9を介して一体成形した密封容器の蓋を開けた状態の一例を示す断面図である。工程の簡略から製造コストの低減にも繋げることができる。
【0037】
図6は、本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示す断面図である。
【0038】
図7は、本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示し、イージーピールシーラント層をパターンで設けた密封容器の断面図である。即ち、容器本体の開口部に合わせイージーピールシーラント層を設けたものである。
【0039】
このように作成された蓋は、容器本体の開口部と、蓋の裏面のイージーピールシーラント層とをヒートシールまたは高周波シールすることにより密封容器にすることができる。
【0040】
本発明の蓋は、容器本体として、プラスチックカップ、プラスチックトレイ、紙とプラスチックとの複合カップおよびトレイなどに使用できる。
【0041】
本発明の密封容器は、コーヒーなどの各種飲料、ゼリー、ぜんざいなどのデザート食品、おでんなどの惣菜食品、菓子などの固形食品などに使用することができる。
【0042】
以下に、本発明の具体的実施例について説明する。
【実施例1】
【0043】
図1に示すようなプラスチックのカップ状容器本体2を,高密度ポリエチレン樹脂を用いて射出成形にて作成した。
【0044】
複合フィルム4は、接着層5として低密度ポリエチレンフィルム20μ、基材層6としてアルミニウム箔9μ、イージーピールシーラント層7としてポリエチレン樹脂とポリブテン−1樹脂を混合した樹脂からなるフィルム15μを用い,2液タイプのウレタン系接着剤を介して貼合し作成した。
【0045】
複合フィルム4を、射出成形金型に挿入し、蓋3を射出成形するのと同時に接着層5を熱融着させ貼合し、蓋の裏面に複合フィルム4を有した蓋を作成した。蓋は高密度ポリエチレンを用いて成形し、厚みは、複合フィルム含めて0.3mmであった。
【0046】
作成した容器本体の開口部に蓋を被せ、高周波シール機を用いて容器本体の開口部と蓋の裏面のイージーピールシーラント層を密封シールし、図1を示すような密封容器を作成した。
【0047】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強い、かつ開封は容易にすることができた。
【実施例2】
【0048】
2色射出成形機を用いて、蓋の裏面にイージーピールシーラント層を作成した。イージーピールシーラント層を設ける部分は、容器本体のシール部に合わせた部分を射出成形した。イージーピールシーラント層に用いた樹脂は、ポリエチレン樹脂とポリブテン−1樹脂を混合した樹脂を使用し、シーラント層の厚みは、0.10mmであった。図4に示す蓋である。
【0049】
蓋は、高密度ポリエチレンを用いて成形し、シーラント層含めて厚みは0.3mmであった。
【0050】
実施例1と同様に作成した容器本体に蓋を被せ、高周波シール機を用いて容器本体と蓋の裏面のイージーピールシーラント層を密封シールし、密封容器を作成した。
【0051】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強い、かつ開封は容易にすることができた。
【実施例3】
【0052】
容器本体と蓋を、ヒンジを介して一体成形し、蓋付きカップ形状容器を作成した。実施例1と同様に複合フィルム4を蓋の成形金型内に挿入し、イージーピールシーラント層を設けた。
【0053】
蓋付きカップ形状容器は、高密度ポリエチレン樹脂を用いて射出成形にて作成した。図5に示す蓋付きカップ形状容器である。蓋の厚みは、複合フィルムを含めて0.3mmであった。
【0054】
容器本体に蓋を被せ、高周波シール機を用いて容器本体と蓋の裏面のイージーピールシーラント層を密封シールし、図6に示す密封容器を作成した。
【0055】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強いかつ開封は容易にすることができた。
【実施例4】
【0056】
容器本体と蓋を、ヒンジを介して一体成形し、蓋付きカップ形状容器を作成した。蓋の裏面には、実施例2と同様に、容器本体のシール部に合わせた部分にイージーピールシーラント層を射出成形し作成した。
【0057】
イージーピールシーラント層に用いる樹脂は、ポリエチレン樹脂とポリブテン−1樹脂を混合した樹脂を使用し、シーラント層の厚みは、0.10mmであった。
【0058】
蓋は、高密度ポリエチレンを用いて成形し、シーラント層含めて厚みは0.3mmであった。
【0059】
容器本体に作成した蓋を被せ、高周波シール機を用いて容器本体と蓋の裏面のイージーピールシーラント層を密封シールし、図7に示す密封容器を作成した。
【0060】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強い、かつ開封は容易にすることができた。
【符号の説明】
【0061】
1・・密封容器
2・・容器本体
3・・蓋
4・・複合フィルム
5・・接着層
6・・基材層
7・・イージーピールシーラント層
8・・イージーピールシーラント層(パターン)
9・・ヒンジ
【技術分野】
【0001】
本発明は、容器本体と蓋からなる密封容器に関するもので、更に詳しくは、内容物の品質を確保するための密封性と、開封時にイージーピールが可能なプラスチック容器に関するものである。
【背景技術】
【0002】
従来、コーヒー、紅茶などの各種飲料、ゼリー、プリンなどのデザート食品、おでんなどの惣菜食品、固形物食品などの内容物を収納したプラスチック容器は、冷凍、チルド、常温などの方法にて流通、保存されている。
【0003】
容器の密封性は、容器本体の開口部にプラスチックフィルム(シール蓋)をヒートシールする方法が一般的である。またシール蓋は、内容物の保護と、開封時に簡単にシール蓋をイージーピールできる必要がある。
【0004】
しかし、これらのシール蓋が商品の流通中に何かの外力を受けて破損したり、固形物が多い内容物では、内からの力で破損することもある。これらの対策として、シール蓋の上に更にオーバーキャップをしている。外力から護る、また内容物の飛散をキャップで護るようにしている。しかしこの方法は、オーバーキャップを外し、更にシール蓋をピールするなど手間が係る欠点がある。
【0005】
特許文献1によれば、プラスチックの蓋が金属缶で採用されているフルオープンタイプの蓋と同じように、容器本体と蓋との接合部が分離して開封されるのでなく、蓋に弱化部を設け、その部分が切れることで開封する提案がされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3079642号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、容器本体と蓋からなる密封性を有する密封容器で、外力から、また内力からの要因でも破損しないシール蓋であり、かつイージーピールが可能な蓋を有する密封容器を提供するものである。
【課題を解決するための手段】
【0008】
本発明の請求項1に係る発明は、容器本体と蓋が密封シールされてなる密封容器において、蓋が射出成形されてなり、蓋の密封シール面にイージーピールシーラント層を設けたことを特徴とする密封容器である。
【0009】
本発明の請求項2に係る発明は、前記密封シール面に、少なくとも接着剤層/基材層/イージーピールシーラント層からなる複合フィルムが、射出成形により前記接着剤層を介して熱融着されていることを特徴とする請求項1に記載の密封容器である。
【0010】
本発明の請求項3に係る発明は、前記射出成形が、インサート射出成形であることを特徴とする請求項2に記載の密封容器である。
【0011】
本発明の請求項4に係る発明は、前記密封シール面に、イージーピール樹脂を用い、射
出成形にてイージーピールシーラント層を設けたことを特徴とする請求項1に記載の密封容器である。
【0012】
本発明の請求項5に係る発明は、前記容器本体と前記蓋が、ヒンジを介して一体成形されていることを特徴とする請求項1から4のいずれか1項に記載の密封容器である。
【発明の効果】
【0013】
本発明は、容器本体と蓋が密封シールされてなる密封容器で、蓋が射出成形されてなり、蓋の密封シール面にイージーピール層を設けたことを特徴としている。即ちプラスチックフィルムでなく、射出成形で蓋を作成することにより、外力から、また内力からの破損をなくすことができる。また蓋の密封シール面、即ち蓋の裏面にイージーピールシーラント層を設けることにより、イージーピールすることができる。
【0014】
蓋の裏面にイージーピールシーラント層を設ける方法としては、前記複合フィルムをインサート成形する方法、またイージーピール樹脂を射出成形して部分的に設ける方法があり、いずれの方法でも設けることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の密封容器の一例を示す説明図である。
【図2】本発明のイージーピールシーラント層を有する複合フィルムの一例を示す説明図である。
【図3】本発明のイージーピールシーラント層を有する複合フィルムを熱融着した蓋の一例を示す説明図である。
【図4】本発明のイージーピールシーラント層がパターン形状で有する蓋の一例を示す説明図である。
【図5】本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を開けた状態の一例を示す断面図である。
【図6】本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示す断面図である。
【図7】本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示し、イージーピールシーラント層をパターンで設けた密封容器の断面図である。
【発明を実施するための形態】
【0016】
以下に、本発明を実施するための形態について具体的に説明する。
【0017】
容器本体2および蓋3からなる密封容器1において、蓋の裏面にイージーピールシーラント層を有した密封容器である。図1に示すように蓋の裏面にイージーピールシーラント層を有した複合フィルムを設ける。容器本体とヒートシールまたは高周波シールすることにより密封容器ができる。
【0018】
図2は、本発明のイージーピールシーラント層を有する複合フィルムの一例を示す説明図である。イージーピールシーラント層を有する複合フィルム4である。少なくとも基材層6の表裏に、即ち基材層の片面に蓋と接着する接着層5と、一方の面に容器本体と密封シールするイージーピールシーラント層7の三層構成からなる。
【0019】
この基材層の役割としては、フィルムの腰強度を高めることであり、ポリエチレンテレフタレートフィルム、ポリプロピレンフィルム、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂などの樹脂からなるフィルムないしシートなどが使用できる。未延伸、あるいは一軸延伸、二軸延伸したフィルムを使用できる。基材層に用いるフィルムの厚みとしては、は4μ〜100μの範囲で使用できる。
【0020】
また透明性とガスバリア性を付与する必要がある場合は、ポリエチレンテレフタレートフィルムに酸化珪素、酸化アルミニウムなどの無機酸化物の蒸着膜を有するフィルム、遮光性とガスバリア性を付与する必要がある場合は、アルミニウム箔または蒸着膜を有するフィルム、水蒸気、水などのバリア性を付与する場合は、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン、エチレンープロピレン共重合体などの樹脂のフィルムないしシートなどを用いることができる。ガス、水蒸気などのバリア性、遮光性などの要求レベルにより、上記フィルム、金属箔を組み合わせて使用することができる。
【0021】
接着層としては、蓋を形成するポリオレフィン樹脂と同系の樹脂を用いればよく、押出し法でフィルムを作成する。またこれら樹脂を溶剤に分散し、コーティングすることにより、接着層を形成してもよい。
【0022】
イージーピールシーラント層を形成する材料としては、例えば容器本体の材質がポリエチレン、ポリプロピレンの場合は、ポリエチレン樹脂、高密度ポリエチレン、線状低密度ポリエチレン樹脂、ポリプロピレンジ樹脂などのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂材料が使用できる。またポリオレフィン樹脂とポリスチレン系樹脂を混合した樹脂材料なども使用できる。
【0023】
また、要求されるシール強度およびイージーピール性に合わせて、ポリオレフィン樹脂とポリブテン系樹脂との混合比率、またポリオレフィン樹脂とのポリスチレン系樹脂との混合比率を適宜決めればよい。
【0024】
イージーピールシーラント層は、イージーピール樹脂を押出し法により製膜されたフィルムを使用できる。またイージーピール樹脂を溶剤に分散し、基材にコーティングすることによりイージーピールシーラント層を形成してもよい。
【0025】
複合フィルムは、押出し法により作成することができる。予め作成した接着層、シーラント層の各フィルムを、基材層に接着剤を介して貼合わせて作成することができる。また別の方法として、基材層に接着層を形成する樹脂、イージーピールシーラント層を形成するイージーピール樹脂を、押出し法により成膜しながら、アンカー剤を介して貼合わせて作成することもできる。接着層の厚みは、15μ以上あればよい。またシーラント層の厚みは、シール強度、イージーピール性から15μ以上あればよい。接着層、シーラント層の厚みは、要求レベルにより適宜決めればよい。
【0026】
蓋の裏面にイージーピールシーラント層を作成する方法としては、インサート射出成形法がある。インサート射出成形法は、雌型の蓋形成キャビティ金型の中心部にゲート位置がある射出成形金型を用いるものであり、まず射出成形機上の射出成形金型を型開きし、予め作成した複合フィルム4の接着層5と蓋3を形成する樹脂が熱融着するように、雄型コア金型面に仮固定し、次に型締めしてゲートから蓋を形成する溶融樹脂をキャビティ金型と雄型コア金型との間(成形品が成形される雄型と雌型の間の空間)に射出し、複合フィルムを蓋の裏面に成形する。複合フィルムの金型内への挿入は、インサーターを用いる。
【0027】
図3は、イージーピールシーラント層を有する複合フィルムを熱融着した蓋の一例を示す説明図である。複合フィルムを、蓋を射出成形する金型にインサートし、蓋の裏面にインサート成形し、熱溶着したものである。シーラント層が全面に有したものである。
【0028】
蓋3を作成するために用いられる樹脂は、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂を使用できる。射出成形により成形される。蓋の厚みは、0.2mm〜0.5mmにすることにより、外力から、また内力からの破損がなくすことができる。蓋の厚みは、要求レベルにより適宜決めればよい。
【0029】
容器本体2を作成するために用いられる樹脂は、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、ポリプロピレン系樹脂などのオレフィン系樹脂が使用できる。
【0030】
容器本体は、射出成形法によりカップ、トレイ形状などに成形することができる。また真空成形法でも可能である。
【0031】
また、蓋の裏面にイージーピールシーラント層を作成する方法として、2色射出成形法を用いて作成することもできる。この方法を用いることにより、イージーピールシーラント層をパッターンで作成することができる。
【0032】
図4は、容器本体とのシール部に合わせて、イージーピールシーラント層をパターンで作成した蓋の一例を示す説明図である。
【0033】
2色射出成形法は、2組の射出装置を備える2色射出成形機を用い、イージーピール樹脂からなる一次成形体を、射出成形金型を用いて作成し、次にこの一次成形体を蓋材用成形金型内に移動して、蓋材を成形すると同時に、一次成形体と蓋の裏面が熱融着し、蓋の裏面にイージーピールシーラント層を作成する方法である。
【0034】
この2色射出成形法では、イージーピール樹脂からなる一次成形体を、容器本体の開口部のヒートシール部の形状に合わせて作成することができる。
【0035】
イージーピール樹脂は、ポリエチレン樹脂、高密度ポリエチレン、線状低密度ポリエチレン樹脂、ポリプロピレンジ樹脂などのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂材料が使用できる。またポリオレフィン樹脂とポリスチレン樹脂を混合した樹脂材料なども使用できる。これらの樹脂は、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、ポリスチレン樹脂などの一般的に蓋に使われる汎用樹脂と比べて高価であり、蓋の裏面のシール部分のみに使用することにより、製造コストの低減に繋げることができる。
【0036】
図5は、容器本体2と蓋3を、ヒンジ9を介して一体成形した密封容器の蓋を開けた状態の一例を示す断面図である。工程の簡略から製造コストの低減にも繋げることができる。
【0037】
図6は、本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示す断面図である。
【0038】
図7は、本発明の容器本体と蓋とをヒンジを介して一体成形した密封容器の蓋を閉じた状態の一例を示し、イージーピールシーラント層をパターンで設けた密封容器の断面図である。即ち、容器本体の開口部に合わせイージーピールシーラント層を設けたものである。
【0039】
このように作成された蓋は、容器本体の開口部と、蓋の裏面のイージーピールシーラント層とをヒートシールまたは高周波シールすることにより密封容器にすることができる。
【0040】
本発明の蓋は、容器本体として、プラスチックカップ、プラスチックトレイ、紙とプラスチックとの複合カップおよびトレイなどに使用できる。
【0041】
本発明の密封容器は、コーヒーなどの各種飲料、ゼリー、ぜんざいなどのデザート食品、おでんなどの惣菜食品、菓子などの固形食品などに使用することができる。
【0042】
以下に、本発明の具体的実施例について説明する。
【実施例1】
【0043】
図1に示すようなプラスチックのカップ状容器本体2を,高密度ポリエチレン樹脂を用いて射出成形にて作成した。
【0044】
複合フィルム4は、接着層5として低密度ポリエチレンフィルム20μ、基材層6としてアルミニウム箔9μ、イージーピールシーラント層7としてポリエチレン樹脂とポリブテン−1樹脂を混合した樹脂からなるフィルム15μを用い,2液タイプのウレタン系接着剤を介して貼合し作成した。
【0045】
複合フィルム4を、射出成形金型に挿入し、蓋3を射出成形するのと同時に接着層5を熱融着させ貼合し、蓋の裏面に複合フィルム4を有した蓋を作成した。蓋は高密度ポリエチレンを用いて成形し、厚みは、複合フィルム含めて0.3mmであった。
【0046】
作成した容器本体の開口部に蓋を被せ、高周波シール機を用いて容器本体の開口部と蓋の裏面のイージーピールシーラント層を密封シールし、図1を示すような密封容器を作成した。
【0047】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強い、かつ開封は容易にすることができた。
【実施例2】
【0048】
2色射出成形機を用いて、蓋の裏面にイージーピールシーラント層を作成した。イージーピールシーラント層を設ける部分は、容器本体のシール部に合わせた部分を射出成形した。イージーピールシーラント層に用いた樹脂は、ポリエチレン樹脂とポリブテン−1樹脂を混合した樹脂を使用し、シーラント層の厚みは、0.10mmであった。図4に示す蓋である。
【0049】
蓋は、高密度ポリエチレンを用いて成形し、シーラント層含めて厚みは0.3mmであった。
【0050】
実施例1と同様に作成した容器本体に蓋を被せ、高周波シール機を用いて容器本体と蓋の裏面のイージーピールシーラント層を密封シールし、密封容器を作成した。
【0051】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強い、かつ開封は容易にすることができた。
【実施例3】
【0052】
容器本体と蓋を、ヒンジを介して一体成形し、蓋付きカップ形状容器を作成した。実施例1と同様に複合フィルム4を蓋の成形金型内に挿入し、イージーピールシーラント層を設けた。
【0053】
蓋付きカップ形状容器は、高密度ポリエチレン樹脂を用いて射出成形にて作成した。図5に示す蓋付きカップ形状容器である。蓋の厚みは、複合フィルムを含めて0.3mmであった。
【0054】
容器本体に蓋を被せ、高周波シール機を用いて容器本体と蓋の裏面のイージーピールシーラント層を密封シールし、図6に示す密封容器を作成した。
【0055】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強いかつ開封は容易にすることができた。
【実施例4】
【0056】
容器本体と蓋を、ヒンジを介して一体成形し、蓋付きカップ形状容器を作成した。蓋の裏面には、実施例2と同様に、容器本体のシール部に合わせた部分にイージーピールシーラント層を射出成形し作成した。
【0057】
イージーピールシーラント層に用いる樹脂は、ポリエチレン樹脂とポリブテン−1樹脂を混合した樹脂を使用し、シーラント層の厚みは、0.10mmであった。
【0058】
蓋は、高密度ポリエチレンを用いて成形し、シーラント層含めて厚みは0.3mmであった。
【0059】
容器本体に作成した蓋を被せ、高周波シール機を用いて容器本体と蓋の裏面のイージーピールシーラント層を密封シールし、図7に示す密封容器を作成した。
【0060】
作成した密封容器は、密封性に優れ、外力から、また内力からの破損に強い、かつ開封は容易にすることができた。
【符号の説明】
【0061】
1・・密封容器
2・・容器本体
3・・蓋
4・・複合フィルム
5・・接着層
6・・基材層
7・・イージーピールシーラント層
8・・イージーピールシーラント層(パターン)
9・・ヒンジ
【特許請求の範囲】
【請求項1】
容器本体と蓋が密封シールされてなる密封容器において、蓋が射出成形されてなり、蓋の密封シール面にイージーピールシーラント層を設けたことを特徴とする密封容器。
【請求項2】
前記密封シール面に、少なくとも接着剤層/基材層/イージーピールシーラント層からなる複合フィルムが、射出成形により前記接着剤層を介して熱融着されていることを特徴とする請求項1に記載の密封容器。
【請求項3】
前記射出成形が、インサート射出成形であることを特徴とする請求項2に記載の密封容器。
【請求項4】
前記密封シール面に、イージーピール樹脂を用い、射出成形にてイージーピールシーラント層を設けたことを特徴とする請求項1に記載の密封容器。
【請求項5】
前記容器本体と前記蓋が、ヒンジを介して一体成形されていることを特徴とする請求項1から4のいずれか1項に記載の密封容器。
【請求項1】
容器本体と蓋が密封シールされてなる密封容器において、蓋が射出成形されてなり、蓋の密封シール面にイージーピールシーラント層を設けたことを特徴とする密封容器。
【請求項2】
前記密封シール面に、少なくとも接着剤層/基材層/イージーピールシーラント層からなる複合フィルムが、射出成形により前記接着剤層を介して熱融着されていることを特徴とする請求項1に記載の密封容器。
【請求項3】
前記射出成形が、インサート射出成形であることを特徴とする請求項2に記載の密封容器。
【請求項4】
前記密封シール面に、イージーピール樹脂を用い、射出成形にてイージーピールシーラント層を設けたことを特徴とする請求項1に記載の密封容器。
【請求項5】
前記容器本体と前記蓋が、ヒンジを介して一体成形されていることを特徴とする請求項1から4のいずれか1項に記載の密封容器。
【図1】



【図2】

【図3】

【図4】

【図5】

【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−230818(P2011−230818A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−105076(P2010−105076)
【出願日】平成22年4月30日(2010.4.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月30日(2010.4.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]