
密閉式混練機、および密閉式混練機の固定側シール部材位置監視方法
【課題】運転中においても摩耗部材(消耗部材)の摩耗具合の把握が容易な密閉式混練機を提供する。
【解決手段】混練室4aに貫挿される混練ロータ2のロータ端面に固設された回転側シール部材9と、混練ロータ2のロータ軸7を回転自在に貫挿する固定側シール部材10と、固定側シール部材10を回転側シール部材9に圧接するべく固定側シール部材10をロータ端面方向に付勢する押圧力付与機構29とを備えるダストストップ装置を具備してなる密閉式混練機1である。ここで、上記押圧力付与機構29は、固定側シール部材10をロータ端面方向に付勢する油圧シリンダ23と、油圧シリンダ23に取り付けられ油圧シリンダ23の変位を検出するリニアセンサ26とを有している。また、密閉式混練機1の機外には、リニアセンサ26からの検出値に応じた固定側シール部材10押圧時の変位情報を表示する表示器27が設けられている。
【解決手段】混練室4aに貫挿される混練ロータ2のロータ端面に固設された回転側シール部材9と、混練ロータ2のロータ軸7を回転自在に貫挿する固定側シール部材10と、固定側シール部材10を回転側シール部材9に圧接するべく固定側シール部材10をロータ端面方向に付勢する押圧力付与機構29とを備えるダストストップ装置を具備してなる密閉式混練機1である。ここで、上記押圧力付与機構29は、固定側シール部材10をロータ端面方向に付勢する油圧シリンダ23と、油圧シリンダ23に取り付けられ油圧シリンダ23の変位を検出するリニアセンサ26とを有している。また、密閉式混練機1の機外には、リニアセンサ26からの検出値に応じた固定側シール部材10押圧時の変位情報を表示する表示器27が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、混練材料の漏洩を防止するダストストップ装置を備えた密閉式混練機に関する。
【背景技術】
【0002】
密閉式混練機は、その混練室に圧入されたゴムやプラスチックなどの混練材料を当該混練室内に設けられたロータにより混練し、所望の混練状態となった混練物を外部に排出する機械である。ここで、通常、密閉式混練機には、そのロータ端部から混練室の外部へ混練材料が漏れ出さないようにするためのシール機構が設けられている。
【0003】
このシール機構は、例えば、特許文献1に示されるように、ロータの軸方向において圧接されることで混練材料の外部への漏洩を防止するシール部材を有する。そして、当該シール部材は、ロータの端面に固設された回転側シール部材と、ロータ軸に貫挿するダストストップリング端面に固設された固定側シール部材とからなり、相互に摺動することで摩耗していく消耗部材である。ここで、特許文献1においては、これらシール部材のいずれか一方を、グラファイトや1/2以下のカーボン短繊維を充填した樹脂コンパウンドからなる材料を用いて形成している。これにより、摺動面の摩擦係数を低い値に抑えて、消耗部材であるシール部材の発熱や摩耗を抑えている。
【0004】
また、密閉式混練機におけるシール機構に関する技術としては、特許文献2に記載されたものもある。特許文献2に記載された技術は、上記固定側シール部材に相当する摩擦摩耗材が端面に固設された第1スリーブを、ロータ軸の回転数よりも低い回転数でロータ回転方向に回転させることにより、シール部材同士の摺動速度を下げてシール部材の発熱や摩耗を抑えようとするものである。
【0005】
また、特許文献3に記載されたようなシール機構に関する技術もある。特許文献3に記載された技術は、混練室内の圧力を測定し、測定した圧力の値に対応させて、液圧シリンダを有する調整手段により、シール圧力(カラーリングに対するシールリングの付勢力)を適切に調整するという技術である。混練末期など混練室内が低圧の場合にはシール圧力を低くすることで、シール部材の寿命を長くすることができる。
【0006】
【特許文献1】特許第3620944号公報
【特許文献2】特開平10−151333号公報
【特許文献3】実開平6−32010号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ここで、特許文献1〜3に記載された技術は、いずれも消耗部材であるシール部材の摩耗を防止して、その寿命を長くしようとするものである。しかしながら、これらシール部材は、あくまで消耗部材であり、少しずつ摩耗していきいずれ寿命に達する(使用限界がくる)部材である。一方、これらシール部材のシール部(摺動部)を混練作業中にオペレータが確認するには、作業場所から離れているため確認しにくく、かつシール部材の摩耗量を把握するにしても数mmというその摩耗量を確認しなければならない。さらに、シール部材の周辺には機械加工部が少なく、したがい、シール部材周辺の機械加工部を基準とした摩耗量の確認はし難い。また、当該機械加工部を基準とした摩耗量を計測しようにも混練作業中に行うことは実質的に不可能である。これらの理由により、ダスト(混練材料)が漏れはじめてから交換などの対応をすることがよくある。
【0008】
ここで、シール部(摺動部)からダスト(混練材料)が漏れはじめると、摺動面の相手側部品にダメージがでるだけでなく、漏れた混練材料によってその周辺にある配管や温度センサが破損してしまうことも懸念され、より大きなダメージとなる。また、漏れた混練材料の廃棄も必要となる。漏れ量が多い場合には、混練機まわりの掃除も必要となり作業効率が低下する。さらに、交換部品を有していない場合などは、その製作にも時間を要するので、混練機を運転できなくなる期間が発生し生産にも大きな影響がでる。以上説明したように、消耗部材であるシール部材の寿命を長くする技術だけでなく、シール部材の摩耗具合を把握するための技術も必要であった。
【0009】
本発明は、上記実情に鑑みてなされたものであって、その目的は、密閉式混練機の運転中においても摩耗部材(消耗部材)の摩耗具合の把握が容易な密閉式混練機を提供することである。
【課題を解決するための手段及び効果】
【0010】
上記目的を達成するために本発明は、混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機において、前記押圧力付与機構は、前記固定側シール部材を前記ロータ端面方向に付勢するリニアアクチュエータと、前記リニアアクチュエータに取り付けられ、当該リニアアクチュエータの変位を検出するリニアセンサと、を有し、前記密閉式混練機の機外に設けられ、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示装置を具備してなる密閉式混練機を提供する。
【0011】
この構成によると、密閉式混練機の機外に離れて設けられた表示装置に、固定側シール部材押圧時のリニアセンサからの検出値に応じた変位情報(例えば、リニアアクチュエータのストローク情報)を表示させることができるので、運転中の固定側シール部材変位の把握、換言すれば、摩耗部材の摩耗具合の把握を容易に行うことができる。また、密閉式混練機の運転中に摩耗部材の摩耗具合の点検を行うことができるので、ロータ端部から混練材料が漏れはじめる前に摩耗部材の交換時期(寿命)到来を知ることができる。なお、摩耗部材の摩耗具合を表示装置でモニタリングしておくことで、使用限界を過ぎて摩耗部材を使用し続けることを防止でき、混練材料の漏洩による周辺設備の破損(周辺配管や温度センサなど)を未然に防止することができる。
【0012】
また本発明において、前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム手段を備えていることが好ましい。
【0013】
この構成によると、交換時期や使用限界に相当する検出値を設定値としておくことで、当該摩耗部材の交換時期到来や使用限界到来によりアラームを出すことができ、当該アラームにより摩耗部材の摩耗具合の把握をより確実に行うことができる。
【0014】
さらに本発明において、前記アラーム手段は、前記設定値を少なくとも2段階に設定可能であることが好ましい。
【0015】
この構成によると、摩耗部材が使用限界に達したときにアラームを出すことによる機械保護だけでなく、摩耗部材が交換時期(使用限界よりも前)に達したことを知らせる事前アラームを出すことができ、その結果、摩耗部材製作などの準備期間の確保、摩耗部材交換工事の計画などができるようになる。
【0016】
さらに本発明において、前記アラームは、前記表示装置に表示されることが好ましい。
【0017】
この構成によると、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを容易に行うことができる。
【0018】
さらに本発明において、前記表示装置は、前記変位情報の表示方法を変更することにより、前記アラームの表示が行われるように構成されていることが好ましい。
【0019】
この構成によると、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを容易かつ同時に行うことができる。
【0020】
また本発明は、その第2の態様によれば、混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機の固定側シール部材位置監視方法であって、前記押圧力付与機構のリニアアクチュエータに取り付けられたリニアセンサにより、前記固定側シール部材を前記ロータ端面方向に付勢する当該リニアアクチュエータの変位を検出する検出工程と、前記密閉式混練機の機外に設けられた表示装置により、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示工程と、を備える密閉式混練機の固定側シール部材位置監視方法を提供する。
【0021】
この構成によると、密閉式混練機の機外に離れて設けられた表示装置に、固定側シール部材押圧時のリニアセンサからの検出値に応じた変位情報(例えば、リニアアクチュエータのストローク情報)を表示させることで、運転中の固定側シール部材変位の把握、換言すれば、摩耗部材の摩耗具合の把握を容易に行うことができる。また、密閉式混練機の運転中に摩耗部材の摩耗具合の点検を行うことができるので、ロータ端部から混練材料が漏れはじめる前に摩耗部材の交換時期(寿命)到来を知ることができる。なお、摩耗部材の摩耗具合を表示装置でモニタリングしておくことで、使用限界を過ぎて摩耗部材を使用し続けることを防止でき、混練材料の漏洩による周辺設備の破損(周辺配管や温度センサなど)を未然に防止することができる。
【0022】
また本発明において、前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム発報工程を備えることが好ましい。
【0023】
この構成によると、交換時期や使用限界に相当する摩耗部材の値を設定値としておくことで、当該摩耗部材の交換時期到来や使用限界到来によりアラームが出され、当該アラームにより摩耗部材の摩耗具合の把握をより確実に行うことができる。
【発明を実施するための最良の形態】
【0024】
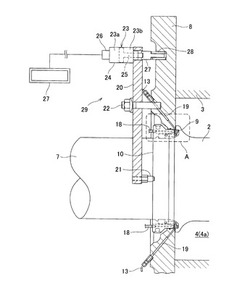
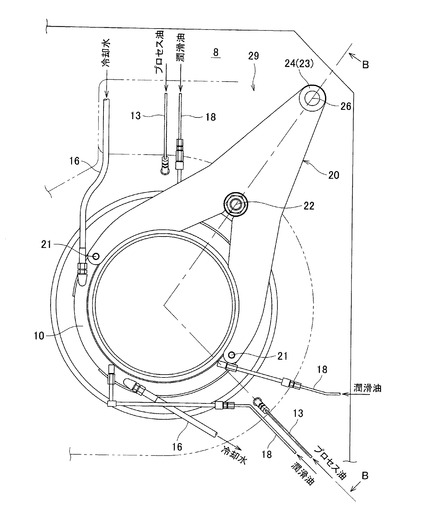
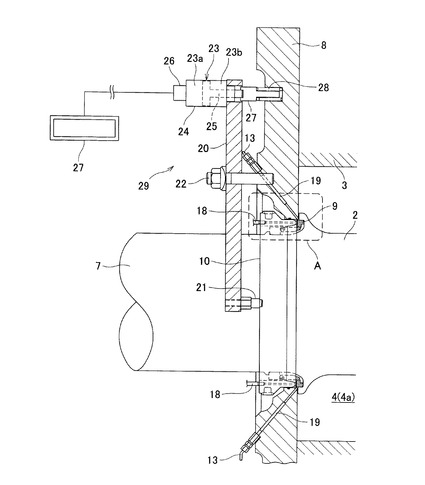
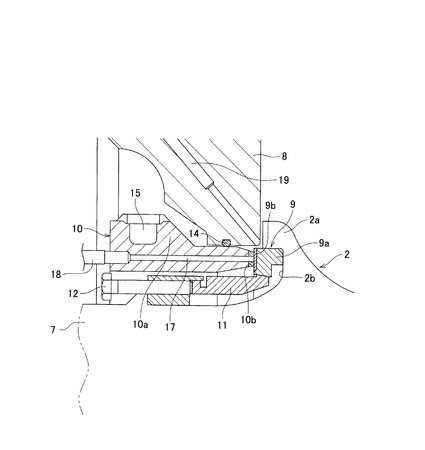
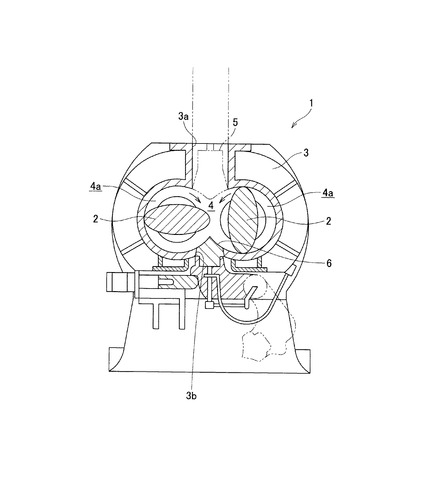
以下、本発明を実施するための形態について図面を参照しつつ説明する。ここで、図1は、本発明の一実施形態に係る密閉式混練機1のダストストップ装置部分の正面図である。図2は、図1のB−B断面図である。図3は、図2のA部詳細図である。また、図4は、本発明の一実施形態に係る密閉式混練機1の断面図である。
【0025】
(密閉式混練機の構成)
まず、主に図4を参照しつつ本発明の一実施形態に係る密閉式混練機1の構成について説明する。図4に示すように、密閉型混練機1は、一対の混練ロータ(ロータ)2・2と、これら混練ロータ2・2を回転自在に収容する中空状のケーシング3とを有している。ケーシング3には、ケーシング3を介して混練物を冷却あるいは昇温させる媒体流通機構(不図示)が設けられている。一方、ケーシング3の内面壁は、縦断面まゆ型形状に形成されており、このケーシング3の側面にエンドプレート8が接合されることによって(図2参照)、左右一対の混練室4a・4aからなるチャンバ4を形成するようになっている。
【0026】
また、ケーシング3の上側中央部には、ゴムやプラスチックなどの混練材料をチャンバ4に投入する投入口3aが形成されている。そして投入口3aには、チャンバ4に投入された混練材料を圧入するフローティングウエイト5が昇降可能に設けられている。一方、チャンバ4の下側中央部には、所望の混練状態となった混練物を外部に排出できるように、排出口3bが形成されているとともに、この排出口3bを開閉するドロップドア6が設けられている。そして、これらフローティングウエイト5およびドロップドア6は、混練時にケーシング3に密接することによって、チャンバ4の内壁面の一部を構成するようになっている。
【0027】
(ダストストップ装置)
次に、密閉式混練機1のダストストップ装置について説明する。ダストストップ装置は、チャンバ4に圧入され混練されている混練材料が、混練ロータ2端部から混練室4aの外部へダストとして漏れ出さないようにするための装置である。図1〜3に示すように、このダストストップ装置は、混練ロータ2の端面2bに固設された回転側シール部材9と、混練ロータ2のロータ軸7を回転自在に貫挿する固定側シール部材10と、固定側シール部材10を回転側シール部材9に圧接するべく固定側シール部材10を混練ロータ2の端面2b方向に付勢する押圧力付与機構29とを有している。
【0028】
(回転側シール部材)
密閉式混練機1の混練室4a・4aには、上述の混練ロータ2・2がそれぞれ貫挿されている。各混練ロータ2・2は、図2および3に示すように、両端部のロータ径がロータ端面2bで最大となるように拡径されており(拡径部2a)、ロータ端面2bの内周側には、拡径部2aのロータ径よりも小さなシャフト径のロータ軸7が突設されている。一方、ロータ端面2bには、2分割可能なリング状の回転側シール部材9が固設されている。ここで、混練ロータ端面2bには、円周状に凹部が形成され、回転側シール部材9は当該凹部に固設されている。また、回転側シール部材9は、断面L字状のシール部材本体9aと、その後端(ロータ軸7側)に固設されたリング状の摺動部材9bとからなる。そして、回転側シール部材9は、その内周側から外周側に向かってリング状のカラー11で押されてロータ端面2bに固設されている。なお、この押し付け力は、ボルト12の締め込みによって生じる。また、回転側シール部材9は、混練ロータ2と一体に回転する部材である。
【0029】
(固定側シール部材)
固定側シール部材10は、2分割可能なリング状の部材であり、その内周側にロータ軸7が回転自在に貫挿されている。上述の回転側シール部材9が回転するのに対し、当該固定側シール部材10は回転しない。また、固定側シール部材10は、リング状のシール部材本体10aと、その先端(混練ロータ2側)に固設されたリング状の摺動部材10bとからなる。ここで、固定側シール部材10のシール部材本体10aは、混練物や潤滑油を外部に漏洩させないように、その混練ロータ2側においてシールリング14を介してエンドプレート8に液密状態に嵌合されている。さらに、シール部材本体10aには、その後端側において冷却水路15が周方向に形成されているとともに、潤滑油路17が軸方向に形成されている。そして、冷却水路15および潤滑油路17には、冷却水配管16および潤滑油配管18がそれぞれ接続されており、冷却水路15は、冷却水配管16を介して冷却水が流入されることにより固定側シール部材10を冷却するようになっている。一方、潤滑油路17は、摺動部材10bに形成された貫通孔に連通されており、潤滑油配管18を介して潤滑油が流入されることにより摺動部材10bと回転側シール部材9の摺動部材9bとの当接面間に潤滑油を供給するようになっている。
【0030】
ここで、回転側シール部材9の摺動部材9b、および固定側シール部材10の摺動部材10bは、例えば、硬質肉盛金属により形成されている。なお、摺動部材9bおよび摺動部材10bに適用できる材料としては、各種鋼、銅合金の他、セラミックスや焼結カーボンなどの油含浸していない材料、砲金や鋳鉄、焼結金属などの油含浸金属を挙げることができる。
【0031】
また、エンドプレート8にはプロセス油路19が形成されている。このプロセス油路19にはプロセス油配管13が接続されており、当該プロセス油路19を介して、チャンバ4内に混入しても混練物の品質に悪影響を及ぼさないプロセス油を、摺動部材9bおよび摺動部材10bの当接面間に供給するようになっている。なお、プロセス油としては、主にアロマ系、ナフテン系などの鉱物油を用いることができる。また、塩化ビニル樹脂などの混練の際には、プロセス油としてDOPに代表される合成可塑剤が用いられる。また、小型の混練機のように当接面間の摺動速度が低いものでは、プロセス油を必要としないものもあり、この場合には、プロセス油路19が設けられていないこともある。
【0032】
(押圧力付与機構)
次に、押圧力付与機構29について説明する。押圧力付与機構29は、油圧シリンダ23と、油圧シリンダ23に取り付けられたリニアセンサ26と、油圧シリンダ23が一方の端部に取り付けられたヨーク20とを有している。
【0033】
(リニアアクチュエータ)
油圧シリンダ23は、シリンダ本体24と、ピストンロッド25とを有し、シリンダ本体24のヘッド側室23aに油が給排されることで、ピストンロッド25が直線運動するリニアアクチュエータである。なお、リニアアクチュエータとは、直線運動するアクチュエータのことをいい、油圧シリンダ23に限られることはない。また、作動源は、油圧に限られず他の液体であってもよいし、空圧シリンダを用いることもできる。
【0034】
また、ピストンロッド25の先端は、円柱状のロッドエンドガイド27の一方の端部に嵌められている。このロッドエンドガイド27の他方の端部からはロッドエンドガイド27に対してバネ28が挿入されており、ロッドエンドガイド27は、エンドプレート8に対して、バネ28を介して接触している。
【0035】
(リニアセンサ)
リニアセンサは、リニアアクチュエータの直線運動の動作距離を測定するセンサである。本実施の形態におけるリニアセンサ26は、油圧シリンダ23のピストンロッド25のストローク(ピストンの位置)を検出するためのセンサであり、油圧シリンダ23のヘッド側に取り付けられている。リニアセンサ26としては、例えば、磁歪式変位センサを用いることができる。磁歪式変位センサは、ヴィーデマン効果(Wiedemann効果)による磁歪現象を応用した変位センサであり、ロッド状のセンサプローブに沿って非接触で移動するマグネットがプローブ内部の磁歪線の上にねじり歪を発生させ、その歪みの伝播時間を測定することでマグネットの絶対位置を高精度に検出する。なお、リニアセンサとしては、ワイヤー式のセンサやレーザー式のセンサなども利用できる。
【0036】
(ヨーク)
ヨーク20は、油圧シリンダ23の作動力を、固定側シール部材10に伝えるための板材であり、一方の端部に油圧シリンダ23が取り付けられ、二股に分かれた他方の端部にはそれぞれヨークピン21が取り付けられている。また、ヨーク20の二股に分かれる部分(ヨーク20のほぼ中心部分)にはヨーク鋲22が貫挿され、このヨーク鋲22を支点としてヨーク20は揺動する(ヨーク機構)。また、ヨーク鋲22はエンドプレート8に固設されており、ヨーク鋲22でヨーク20は支持されている。また、2つのヨークピン21の先端部は、固定側シール部材10のロータ軸7側端面に形成された穴にそれぞれ嵌められている。
【0037】
ここで、固定側シール部材10は、ヨーク20の二股に分かれた端部にそれぞれ取り付けられたヨークピン21により、その回転が防止される。なお、油圧シリンダ23により、ヨーク20を介してヨークピン21が固定側シール部材10に押し付けられることによって、固定側シール部材10の回転はより確実に防止される。
【0038】
(表示装置)
図2に示したように、リニアセンサ26には、表示器27(表示装置)が電気的に(出力ケーブルを介して)接続されている。表示器27は、リニアセンサ26からの出力信号を取り込み、リニアセンサ26の検出値に応じた固定側シール部材10押圧時の変位情報を表示するものである。表示器27は、遠隔表示(押圧力付与機構29から離れた位置での表示)が可能なものであって、密閉式混練機1の傍らに設置されている操作盤などに組み込まれる。また、密閉式混練機1の傍らに設置されている操作盤の運転モニター画面や、密閉式混練機1とは離れた場所に設置されている集中管理システムの操作端末画面自体を、検出値に応じた固定側シール部材10押圧時の変位情報を表示する表示装置としてもよい。なお、前記したように、図2は図1のB−B断面図であるが、表示器27の図示に関しては断面図となっておらず、当該表示器27がリニアセンサ26に結線されていることを模式的に示しているのみである。
【0039】
ここで、検出値に応じた固定側シール部材10押圧時の変位情報とは、油圧シリンダ23のピストンロッド25の押圧時の位置(検出値)そのものでもあってもよいし、ピストンロッド25の初期位置からの変化量であってもよいし、検出値又はピストンロッド25の初期位置からの変化量をヨーク機構のレバー比(油圧シリンダ23−ヨーク鋲22間の距離と、ヨーク鋲22−ヨークピン21間の距離との比)に応じた固定側シール部材10の位置又はその変化量(変位)に変換したものであってもよい。また、固定側シール部材10押圧時の変位情報を表示装置に表示する方法は、数値表示でもよいし、数値に対応するグラフ表示でもよい。
【0040】
(ダストストップ)
次に、密閉型混練機1の動作を通じてダストストップ装置の動作を説明する。まず、押付力付与機構29の油圧シリンダ23により、ヨーク20およびヨークピン21を介して固定側シール部材10を混練ロータ2の端面2b方向に付勢し、固定側シール部材10の摺動部材10bを、回転側シール部材9の摺動部材9bに所定の押圧力で圧接させる。このとき、端がエンドプレート8に当接するバネ28は、固定側シール部材10の摺動部材10bが上記摺動部材9bに圧接した状態を保つように、混練ロータ2の軸方向の微少な動きにヨーク20を追従させる役割をする。
【0041】
次に、本実施形態に係る密閉型混練機1の作用について説明する。図4に示すように、ケーシング3にドロップドア6を密接させた状態でフローティングウエイト5をケーシング3から離隔させることによって、チャンバ4の上面を開口する。そして、この開口からゴムやプラスチック、充填剤などの混練材料をチャンバ4内に装填した後、フローティングウエイト5をケーシング3に密接させてチャンバ4に圧入する。また、この圧入に前後してケーシング3の外壁面に接合された冷却配管に冷却水を流動させ、ケーシング3を介してチャンバ4内の混練材料を冷却するとともに、図3に示すように、冷却水路15に冷却水を流動させ、固定側シール部材10を冷却する。
【0042】
次に、混練ロータ2・2を互いに逆方向に回転させながら各混練材料を投入し、剪断および分散しながら所望の混練状態の混練物となるように混練を開始する。各混練ロータ2・2が回転すると、回転側シール部材9が混練ロータ2と共に回転するため、回転側シール部材9の摺動部材9bと固定側シール部材10の摺動部材10bとが混練ロータ2の回転数に応じた速度で摺動する。そして、油圧シリンダ23による押圧力に比例した摩擦力が両摺動部材9b・10bの当接面間に発生し、両摺動部材リング9b・10bが発熱し磨耗していくことになる。このとき、潤滑油が僅かに混入しても品質的に問題を生じない混練物の場合には、潤滑油路17を介して、少量の潤滑油を両摺動部材リング9b・10bの当接面間に供給する。これにより、両摺動部材リング9b・10bの当接面間の摩擦係数を低減させるとともに両摺動部材リング9b・10bを冷却して、両摺動部材リング9b・10bの発熱および摩耗を抑制する。
【0043】
上記のようにして両摺動部材リング9b・10bを圧接させながら混練ロータ2を回転させると、混練物がケーシング3やエンドプレート8などで構成されるチャンバ4(混練室4a)の内壁面に押圧されることによって、図3に示した混練ロータ2の拡径部2aとエンドプレート8との隙間に混練物の一部が進入する。この際、回転側シール部材9の摺動部材9bには、固定側シール部材10の摺動部材10bが所定の押圧力で圧接されており、エンドプレート8には、固定側シール部材10のシール部材本体10aがシールリング14を介して密接されている。したがって、混練ロータ2の拡径部2aとエンドプレート8との隙間が両摺動部材リング9b・10bの圧接とシールリング14とで封止された状態になっているため、この隙間に混練物が進入しても外部に漏出することはなく、混練物は、チャンバ4内において良好な品質でもって混練されることになる。
【0044】
このようにして、混練ロータ2と一体に回転する回転側シール部材9の当接面と、この当接面に対して所定の押圧力で圧接される固定側シール部材10の当接面との間、およびシールリング14でダストストップを構成する。
【0045】
(シール部材位置監視方法)
次に、シール部材位置監視方法について説明する。
【0046】
(検出工程)
まず、両摺動部材リング9b・10bを圧接させながら混練ロータ2を回転させているとき、油圧シリンダ23のヘッド側に取り付けられたリニアセンサ26により、固定側シール部材10を混練ロータ2の端面2b方向に押圧している油圧シリンダ23のピストンロッド25のストローク(ピストンの位置)を検出する。
【0047】
(表示工程)
次に、リニアセンサ26による検出値に応じた固定側シール部材10の変位情報を表示器27に表示する。ここで、検出値に応じた固定側シール部材10の変位情報とは、前記したように、油圧シリンダ23のピストンロッド25の押圧時の位置(検出値)そのものでもあってもよいし、ピストンロッド25の初期位置からの変化量であってもよいし、検出値又はピストンロッド25の初期位置からの変化量をヨーク機構のレバー比(油圧シリンダ23−ヨーク鋲22間の距離と、ヨーク鋲22−ヨークピン21間の距離との比)に応じた固定側シール部材10の位置又はその変化量(変位)に変換したものであってもよい。これにより、固定側シール部材10が、初期の位置から摩耗分だけ混練ロータ2の端面2b方向に押し込まれた量、すなわち、摺動部材リング9b・10bの合計の厚みを把握することができる。ここで、摺動部材リング10bよりも摺動部材9bのほうが摩耗しにくい材料からなる場合には、摺動部材10bの厚みを把握することになるし、摺動部材リング9bよりも摺動部材10bのほうが摩耗しにくい材料からなる場合には、摺動部材9bの厚みを把握することになる。通常、摺動部材9bおよび摺動部材10bのうちのいずれか一方を磨耗しにくい部材とし、他方を摩耗しやすい(磨耗しにくい一方に比して摩耗しやすい)部材とする。
【0048】
(アラーム発報工程)
次に、リニアセンサ26からの検出値と、表示器27に予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラーム(警報)を出す。このアラームは、表示器27に組み込まれたアラーム手段であってもよいし、表示器27とは別途設けられた警報を発するアラーム手段であってもよい。また、アラーム(警報)は、表示器27などに表示される警報表示であってもよいし、警報装置から発せられる警報音であってもよい。警報表示は、警告文字の表示、警報ランプの点灯、表示器に表示された固定側シール部材10の変位情報の表示形態の変更、表示画面の背景色の変更などにより行うことができる。警報音に関しては、サイレン音や警鐘音などを発生する発振回路を用いて警報音を発してもよいし、メモリに記憶された警報音の出力波形を読み込んで、スピーカを用いて警報音を発してもよい。
【0049】
このようにして、固定側シール部材10押圧時のリニアセンサ26からの検出値に応じた変位情報を表示器27に表示させることで、運転中の固定側シール部材10変位(位置又はその変化量)の把握、換言すれば、摩耗部材である摺動部材10bや摺動部材9bの摩耗具合の把握を容易に行うことができる。また、オペレータが作業場を離れることなく摩耗具合の把握を行うことができる。また、密閉式混練機1の運転中に摩耗部材の摩耗具合の点検を行うことができるので、混練ロータ2端部から混練材料が漏れはじめる前に摩耗部材の交換時期(寿命)到来を知ることができる。なお、摩耗部材の摩耗具合を表示器27でモニタリングしておくことで、使用限界を過ぎて摩耗部材を使用し続けることを防止でき、混練材料の漏洩による周辺設備の破損(周辺配管や温度センサなど)を未然に防止することができる。
【0050】
また、摩耗データ検出値(リニアセンサの検出値)のログデータに基づいて摩耗部材の寿命を予測するためのソフトウェアを入れた演算装置(不図示)を、密閉式混練機1の傍らに設置されている操作盤や、集中管理システムの操作端末などに組み込み、この演算装置でリニアセンサ26からの出力信号を演算あるいは解析すれば、摩耗部材である摺動部材10bや摺動部材9bの寿命予測も可能となる。
【0051】
また、摺動部材10b(または摺動部材9b)の交換時期や使用限界に相当する値を表示器27などで設定値としておくことで、当該摩耗部材の交換時期到来や使用限界到来によりアラームが出され、当該アラームにより摩耗部材の摩耗具合の把握をより確実に行うことができる。
【0052】
ここで、前記したアラーム手段は、警報の設定値を少なくとも2段階に設定可能であることが好ましい。ここで、例えば1段階目の警報設定値は、摩耗部材が交換時期(使用限界よりも前)に達したことを知らせるためのものであり、例えば2段階目の警報設定値は、摩耗部材が使用限界に達したことを知らせるためのものである。これにより、摩耗部材が使用限界に達したときにアラームを出すことによる機械保護だけでなく、摩耗部材が交換時期に達したことを知らせる事前アラームを出すことができ、摩耗部材製作などの準備期間の確保、摩耗部材交換工事の計画などができるようになる。
【0053】
また、アラームが表示器27に表示されるように、表示器27が構成されていることが好ましい。固定側シール部材10の変位情報を表示する表示器27に、アラームが表示されるようにしておくことで、オペレータは表示器27を監視することのみで、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを行うことができる。
【0054】
さらに、表示器27は、固定側シール部材10の変位情報の表示方法を変更することにより、表示器27にアラームの表示が行われるように構成されていることが好ましい。ここで、固定側シール部材10の変位情報の表示方法を変更することによるアラームの表示は、例えば、表示器27に表示されている固定側シール部材10の変位情報(数値表示、グラフ表示)の点滅、色の反転、色彩の変更(全体的な変更や部分的な変更)、あるいはこれらの組み合わせなどによって行われる。これにより、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを、オペレータは目線を変えることなく容易かつ同時に行うことができる。
【0055】
以上、本発明の実施形態について説明したが、本発明は上述の実施の形態に限られるものではなく、特許請求の範囲に記載した限りにおいて様々に変更して実施することが可能なものである。
【図面の簡単な説明】
【0056】
【図1】本発明の一実施形態に係る密閉式混練機のダストストップ装置部分の正面図である。
【図2】図1のB−B断面図である。
【図3】図2のA部詳細図である。
【図4】本発明の一実施形態に係る密閉式混練機の断面図である。
【符号の説明】
【0057】
1:密閉式混練機
2:混練ロータ
2b:ロータ端面
4:チャンバ
4a:混練室
7:ロータ軸
8:エンドプレート
9:回転側シール部材
10:固定側シール部材
23:油圧シリンダ(リニアアクチュエータ)
26:リニアセンサ
27:表示器(表示装置)
29:押圧力付与機構
【技術分野】
【0001】
本発明は、混練材料の漏洩を防止するダストストップ装置を備えた密閉式混練機に関する。
【背景技術】
【0002】
密閉式混練機は、その混練室に圧入されたゴムやプラスチックなどの混練材料を当該混練室内に設けられたロータにより混練し、所望の混練状態となった混練物を外部に排出する機械である。ここで、通常、密閉式混練機には、そのロータ端部から混練室の外部へ混練材料が漏れ出さないようにするためのシール機構が設けられている。
【0003】
このシール機構は、例えば、特許文献1に示されるように、ロータの軸方向において圧接されることで混練材料の外部への漏洩を防止するシール部材を有する。そして、当該シール部材は、ロータの端面に固設された回転側シール部材と、ロータ軸に貫挿するダストストップリング端面に固設された固定側シール部材とからなり、相互に摺動することで摩耗していく消耗部材である。ここで、特許文献1においては、これらシール部材のいずれか一方を、グラファイトや1/2以下のカーボン短繊維を充填した樹脂コンパウンドからなる材料を用いて形成している。これにより、摺動面の摩擦係数を低い値に抑えて、消耗部材であるシール部材の発熱や摩耗を抑えている。
【0004】
また、密閉式混練機におけるシール機構に関する技術としては、特許文献2に記載されたものもある。特許文献2に記載された技術は、上記固定側シール部材に相当する摩擦摩耗材が端面に固設された第1スリーブを、ロータ軸の回転数よりも低い回転数でロータ回転方向に回転させることにより、シール部材同士の摺動速度を下げてシール部材の発熱や摩耗を抑えようとするものである。
【0005】
また、特許文献3に記載されたようなシール機構に関する技術もある。特許文献3に記載された技術は、混練室内の圧力を測定し、測定した圧力の値に対応させて、液圧シリンダを有する調整手段により、シール圧力(カラーリングに対するシールリングの付勢力)を適切に調整するという技術である。混練末期など混練室内が低圧の場合にはシール圧力を低くすることで、シール部材の寿命を長くすることができる。
【0006】
【特許文献1】特許第3620944号公報
【特許文献2】特開平10−151333号公報
【特許文献3】実開平6−32010号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ここで、特許文献1〜3に記載された技術は、いずれも消耗部材であるシール部材の摩耗を防止して、その寿命を長くしようとするものである。しかしながら、これらシール部材は、あくまで消耗部材であり、少しずつ摩耗していきいずれ寿命に達する(使用限界がくる)部材である。一方、これらシール部材のシール部(摺動部)を混練作業中にオペレータが確認するには、作業場所から離れているため確認しにくく、かつシール部材の摩耗量を把握するにしても数mmというその摩耗量を確認しなければならない。さらに、シール部材の周辺には機械加工部が少なく、したがい、シール部材周辺の機械加工部を基準とした摩耗量の確認はし難い。また、当該機械加工部を基準とした摩耗量を計測しようにも混練作業中に行うことは実質的に不可能である。これらの理由により、ダスト(混練材料)が漏れはじめてから交換などの対応をすることがよくある。
【0008】
ここで、シール部(摺動部)からダスト(混練材料)が漏れはじめると、摺動面の相手側部品にダメージがでるだけでなく、漏れた混練材料によってその周辺にある配管や温度センサが破損してしまうことも懸念され、より大きなダメージとなる。また、漏れた混練材料の廃棄も必要となる。漏れ量が多い場合には、混練機まわりの掃除も必要となり作業効率が低下する。さらに、交換部品を有していない場合などは、その製作にも時間を要するので、混練機を運転できなくなる期間が発生し生産にも大きな影響がでる。以上説明したように、消耗部材であるシール部材の寿命を長くする技術だけでなく、シール部材の摩耗具合を把握するための技術も必要であった。
【0009】
本発明は、上記実情に鑑みてなされたものであって、その目的は、密閉式混練機の運転中においても摩耗部材(消耗部材)の摩耗具合の把握が容易な密閉式混練機を提供することである。
【課題を解決するための手段及び効果】
【0010】
上記目的を達成するために本発明は、混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機において、前記押圧力付与機構は、前記固定側シール部材を前記ロータ端面方向に付勢するリニアアクチュエータと、前記リニアアクチュエータに取り付けられ、当該リニアアクチュエータの変位を検出するリニアセンサと、を有し、前記密閉式混練機の機外に設けられ、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示装置を具備してなる密閉式混練機を提供する。
【0011】
この構成によると、密閉式混練機の機外に離れて設けられた表示装置に、固定側シール部材押圧時のリニアセンサからの検出値に応じた変位情報(例えば、リニアアクチュエータのストローク情報)を表示させることができるので、運転中の固定側シール部材変位の把握、換言すれば、摩耗部材の摩耗具合の把握を容易に行うことができる。また、密閉式混練機の運転中に摩耗部材の摩耗具合の点検を行うことができるので、ロータ端部から混練材料が漏れはじめる前に摩耗部材の交換時期(寿命)到来を知ることができる。なお、摩耗部材の摩耗具合を表示装置でモニタリングしておくことで、使用限界を過ぎて摩耗部材を使用し続けることを防止でき、混練材料の漏洩による周辺設備の破損(周辺配管や温度センサなど)を未然に防止することができる。
【0012】
また本発明において、前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム手段を備えていることが好ましい。
【0013】
この構成によると、交換時期や使用限界に相当する検出値を設定値としておくことで、当該摩耗部材の交換時期到来や使用限界到来によりアラームを出すことができ、当該アラームにより摩耗部材の摩耗具合の把握をより確実に行うことができる。
【0014】
さらに本発明において、前記アラーム手段は、前記設定値を少なくとも2段階に設定可能であることが好ましい。
【0015】
この構成によると、摩耗部材が使用限界に達したときにアラームを出すことによる機械保護だけでなく、摩耗部材が交換時期(使用限界よりも前)に達したことを知らせる事前アラームを出すことができ、その結果、摩耗部材製作などの準備期間の確保、摩耗部材交換工事の計画などができるようになる。
【0016】
さらに本発明において、前記アラームは、前記表示装置に表示されることが好ましい。
【0017】
この構成によると、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを容易に行うことができる。
【0018】
さらに本発明において、前記表示装置は、前記変位情報の表示方法を変更することにより、前記アラームの表示が行われるように構成されていることが好ましい。
【0019】
この構成によると、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを容易かつ同時に行うことができる。
【0020】
また本発明は、その第2の態様によれば、混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機の固定側シール部材位置監視方法であって、前記押圧力付与機構のリニアアクチュエータに取り付けられたリニアセンサにより、前記固定側シール部材を前記ロータ端面方向に付勢する当該リニアアクチュエータの変位を検出する検出工程と、前記密閉式混練機の機外に設けられた表示装置により、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示工程と、を備える密閉式混練機の固定側シール部材位置監視方法を提供する。
【0021】
この構成によると、密閉式混練機の機外に離れて設けられた表示装置に、固定側シール部材押圧時のリニアセンサからの検出値に応じた変位情報(例えば、リニアアクチュエータのストローク情報)を表示させることで、運転中の固定側シール部材変位の把握、換言すれば、摩耗部材の摩耗具合の把握を容易に行うことができる。また、密閉式混練機の運転中に摩耗部材の摩耗具合の点検を行うことができるので、ロータ端部から混練材料が漏れはじめる前に摩耗部材の交換時期(寿命)到来を知ることができる。なお、摩耗部材の摩耗具合を表示装置でモニタリングしておくことで、使用限界を過ぎて摩耗部材を使用し続けることを防止でき、混練材料の漏洩による周辺設備の破損(周辺配管や温度センサなど)を未然に防止することができる。
【0022】
また本発明において、前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム発報工程を備えることが好ましい。
【0023】
この構成によると、交換時期や使用限界に相当する摩耗部材の値を設定値としておくことで、当該摩耗部材の交換時期到来や使用限界到来によりアラームが出され、当該アラームにより摩耗部材の摩耗具合の把握をより確実に行うことができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明を実施するための形態について図面を参照しつつ説明する。ここで、図1は、本発明の一実施形態に係る密閉式混練機1のダストストップ装置部分の正面図である。図2は、図1のB−B断面図である。図3は、図2のA部詳細図である。また、図4は、本発明の一実施形態に係る密閉式混練機1の断面図である。
【0025】
(密閉式混練機の構成)
まず、主に図4を参照しつつ本発明の一実施形態に係る密閉式混練機1の構成について説明する。図4に示すように、密閉型混練機1は、一対の混練ロータ(ロータ)2・2と、これら混練ロータ2・2を回転自在に収容する中空状のケーシング3とを有している。ケーシング3には、ケーシング3を介して混練物を冷却あるいは昇温させる媒体流通機構(不図示)が設けられている。一方、ケーシング3の内面壁は、縦断面まゆ型形状に形成されており、このケーシング3の側面にエンドプレート8が接合されることによって(図2参照)、左右一対の混練室4a・4aからなるチャンバ4を形成するようになっている。
【0026】
また、ケーシング3の上側中央部には、ゴムやプラスチックなどの混練材料をチャンバ4に投入する投入口3aが形成されている。そして投入口3aには、チャンバ4に投入された混練材料を圧入するフローティングウエイト5が昇降可能に設けられている。一方、チャンバ4の下側中央部には、所望の混練状態となった混練物を外部に排出できるように、排出口3bが形成されているとともに、この排出口3bを開閉するドロップドア6が設けられている。そして、これらフローティングウエイト5およびドロップドア6は、混練時にケーシング3に密接することによって、チャンバ4の内壁面の一部を構成するようになっている。
【0027】
(ダストストップ装置)
次に、密閉式混練機1のダストストップ装置について説明する。ダストストップ装置は、チャンバ4に圧入され混練されている混練材料が、混練ロータ2端部から混練室4aの外部へダストとして漏れ出さないようにするための装置である。図1〜3に示すように、このダストストップ装置は、混練ロータ2の端面2bに固設された回転側シール部材9と、混練ロータ2のロータ軸7を回転自在に貫挿する固定側シール部材10と、固定側シール部材10を回転側シール部材9に圧接するべく固定側シール部材10を混練ロータ2の端面2b方向に付勢する押圧力付与機構29とを有している。
【0028】
(回転側シール部材)
密閉式混練機1の混練室4a・4aには、上述の混練ロータ2・2がそれぞれ貫挿されている。各混練ロータ2・2は、図2および3に示すように、両端部のロータ径がロータ端面2bで最大となるように拡径されており(拡径部2a)、ロータ端面2bの内周側には、拡径部2aのロータ径よりも小さなシャフト径のロータ軸7が突設されている。一方、ロータ端面2bには、2分割可能なリング状の回転側シール部材9が固設されている。ここで、混練ロータ端面2bには、円周状に凹部が形成され、回転側シール部材9は当該凹部に固設されている。また、回転側シール部材9は、断面L字状のシール部材本体9aと、その後端(ロータ軸7側)に固設されたリング状の摺動部材9bとからなる。そして、回転側シール部材9は、その内周側から外周側に向かってリング状のカラー11で押されてロータ端面2bに固設されている。なお、この押し付け力は、ボルト12の締め込みによって生じる。また、回転側シール部材9は、混練ロータ2と一体に回転する部材である。
【0029】
(固定側シール部材)
固定側シール部材10は、2分割可能なリング状の部材であり、その内周側にロータ軸7が回転自在に貫挿されている。上述の回転側シール部材9が回転するのに対し、当該固定側シール部材10は回転しない。また、固定側シール部材10は、リング状のシール部材本体10aと、その先端(混練ロータ2側)に固設されたリング状の摺動部材10bとからなる。ここで、固定側シール部材10のシール部材本体10aは、混練物や潤滑油を外部に漏洩させないように、その混練ロータ2側においてシールリング14を介してエンドプレート8に液密状態に嵌合されている。さらに、シール部材本体10aには、その後端側において冷却水路15が周方向に形成されているとともに、潤滑油路17が軸方向に形成されている。そして、冷却水路15および潤滑油路17には、冷却水配管16および潤滑油配管18がそれぞれ接続されており、冷却水路15は、冷却水配管16を介して冷却水が流入されることにより固定側シール部材10を冷却するようになっている。一方、潤滑油路17は、摺動部材10bに形成された貫通孔に連通されており、潤滑油配管18を介して潤滑油が流入されることにより摺動部材10bと回転側シール部材9の摺動部材9bとの当接面間に潤滑油を供給するようになっている。
【0030】
ここで、回転側シール部材9の摺動部材9b、および固定側シール部材10の摺動部材10bは、例えば、硬質肉盛金属により形成されている。なお、摺動部材9bおよび摺動部材10bに適用できる材料としては、各種鋼、銅合金の他、セラミックスや焼結カーボンなどの油含浸していない材料、砲金や鋳鉄、焼結金属などの油含浸金属を挙げることができる。
【0031】
また、エンドプレート8にはプロセス油路19が形成されている。このプロセス油路19にはプロセス油配管13が接続されており、当該プロセス油路19を介して、チャンバ4内に混入しても混練物の品質に悪影響を及ぼさないプロセス油を、摺動部材9bおよび摺動部材10bの当接面間に供給するようになっている。なお、プロセス油としては、主にアロマ系、ナフテン系などの鉱物油を用いることができる。また、塩化ビニル樹脂などの混練の際には、プロセス油としてDOPに代表される合成可塑剤が用いられる。また、小型の混練機のように当接面間の摺動速度が低いものでは、プロセス油を必要としないものもあり、この場合には、プロセス油路19が設けられていないこともある。
【0032】
(押圧力付与機構)
次に、押圧力付与機構29について説明する。押圧力付与機構29は、油圧シリンダ23と、油圧シリンダ23に取り付けられたリニアセンサ26と、油圧シリンダ23が一方の端部に取り付けられたヨーク20とを有している。
【0033】
(リニアアクチュエータ)
油圧シリンダ23は、シリンダ本体24と、ピストンロッド25とを有し、シリンダ本体24のヘッド側室23aに油が給排されることで、ピストンロッド25が直線運動するリニアアクチュエータである。なお、リニアアクチュエータとは、直線運動するアクチュエータのことをいい、油圧シリンダ23に限られることはない。また、作動源は、油圧に限られず他の液体であってもよいし、空圧シリンダを用いることもできる。
【0034】
また、ピストンロッド25の先端は、円柱状のロッドエンドガイド27の一方の端部に嵌められている。このロッドエンドガイド27の他方の端部からはロッドエンドガイド27に対してバネ28が挿入されており、ロッドエンドガイド27は、エンドプレート8に対して、バネ28を介して接触している。
【0035】
(リニアセンサ)
リニアセンサは、リニアアクチュエータの直線運動の動作距離を測定するセンサである。本実施の形態におけるリニアセンサ26は、油圧シリンダ23のピストンロッド25のストローク(ピストンの位置)を検出するためのセンサであり、油圧シリンダ23のヘッド側に取り付けられている。リニアセンサ26としては、例えば、磁歪式変位センサを用いることができる。磁歪式変位センサは、ヴィーデマン効果(Wiedemann効果)による磁歪現象を応用した変位センサであり、ロッド状のセンサプローブに沿って非接触で移動するマグネットがプローブ内部の磁歪線の上にねじり歪を発生させ、その歪みの伝播時間を測定することでマグネットの絶対位置を高精度に検出する。なお、リニアセンサとしては、ワイヤー式のセンサやレーザー式のセンサなども利用できる。
【0036】
(ヨーク)
ヨーク20は、油圧シリンダ23の作動力を、固定側シール部材10に伝えるための板材であり、一方の端部に油圧シリンダ23が取り付けられ、二股に分かれた他方の端部にはそれぞれヨークピン21が取り付けられている。また、ヨーク20の二股に分かれる部分(ヨーク20のほぼ中心部分)にはヨーク鋲22が貫挿され、このヨーク鋲22を支点としてヨーク20は揺動する(ヨーク機構)。また、ヨーク鋲22はエンドプレート8に固設されており、ヨーク鋲22でヨーク20は支持されている。また、2つのヨークピン21の先端部は、固定側シール部材10のロータ軸7側端面に形成された穴にそれぞれ嵌められている。
【0037】
ここで、固定側シール部材10は、ヨーク20の二股に分かれた端部にそれぞれ取り付けられたヨークピン21により、その回転が防止される。なお、油圧シリンダ23により、ヨーク20を介してヨークピン21が固定側シール部材10に押し付けられることによって、固定側シール部材10の回転はより確実に防止される。
【0038】
(表示装置)
図2に示したように、リニアセンサ26には、表示器27(表示装置)が電気的に(出力ケーブルを介して)接続されている。表示器27は、リニアセンサ26からの出力信号を取り込み、リニアセンサ26の検出値に応じた固定側シール部材10押圧時の変位情報を表示するものである。表示器27は、遠隔表示(押圧力付与機構29から離れた位置での表示)が可能なものであって、密閉式混練機1の傍らに設置されている操作盤などに組み込まれる。また、密閉式混練機1の傍らに設置されている操作盤の運転モニター画面や、密閉式混練機1とは離れた場所に設置されている集中管理システムの操作端末画面自体を、検出値に応じた固定側シール部材10押圧時の変位情報を表示する表示装置としてもよい。なお、前記したように、図2は図1のB−B断面図であるが、表示器27の図示に関しては断面図となっておらず、当該表示器27がリニアセンサ26に結線されていることを模式的に示しているのみである。
【0039】
ここで、検出値に応じた固定側シール部材10押圧時の変位情報とは、油圧シリンダ23のピストンロッド25の押圧時の位置(検出値)そのものでもあってもよいし、ピストンロッド25の初期位置からの変化量であってもよいし、検出値又はピストンロッド25の初期位置からの変化量をヨーク機構のレバー比(油圧シリンダ23−ヨーク鋲22間の距離と、ヨーク鋲22−ヨークピン21間の距離との比)に応じた固定側シール部材10の位置又はその変化量(変位)に変換したものであってもよい。また、固定側シール部材10押圧時の変位情報を表示装置に表示する方法は、数値表示でもよいし、数値に対応するグラフ表示でもよい。
【0040】
(ダストストップ)
次に、密閉型混練機1の動作を通じてダストストップ装置の動作を説明する。まず、押付力付与機構29の油圧シリンダ23により、ヨーク20およびヨークピン21を介して固定側シール部材10を混練ロータ2の端面2b方向に付勢し、固定側シール部材10の摺動部材10bを、回転側シール部材9の摺動部材9bに所定の押圧力で圧接させる。このとき、端がエンドプレート8に当接するバネ28は、固定側シール部材10の摺動部材10bが上記摺動部材9bに圧接した状態を保つように、混練ロータ2の軸方向の微少な動きにヨーク20を追従させる役割をする。
【0041】
次に、本実施形態に係る密閉型混練機1の作用について説明する。図4に示すように、ケーシング3にドロップドア6を密接させた状態でフローティングウエイト5をケーシング3から離隔させることによって、チャンバ4の上面を開口する。そして、この開口からゴムやプラスチック、充填剤などの混練材料をチャンバ4内に装填した後、フローティングウエイト5をケーシング3に密接させてチャンバ4に圧入する。また、この圧入に前後してケーシング3の外壁面に接合された冷却配管に冷却水を流動させ、ケーシング3を介してチャンバ4内の混練材料を冷却するとともに、図3に示すように、冷却水路15に冷却水を流動させ、固定側シール部材10を冷却する。
【0042】
次に、混練ロータ2・2を互いに逆方向に回転させながら各混練材料を投入し、剪断および分散しながら所望の混練状態の混練物となるように混練を開始する。各混練ロータ2・2が回転すると、回転側シール部材9が混練ロータ2と共に回転するため、回転側シール部材9の摺動部材9bと固定側シール部材10の摺動部材10bとが混練ロータ2の回転数に応じた速度で摺動する。そして、油圧シリンダ23による押圧力に比例した摩擦力が両摺動部材9b・10bの当接面間に発生し、両摺動部材リング9b・10bが発熱し磨耗していくことになる。このとき、潤滑油が僅かに混入しても品質的に問題を生じない混練物の場合には、潤滑油路17を介して、少量の潤滑油を両摺動部材リング9b・10bの当接面間に供給する。これにより、両摺動部材リング9b・10bの当接面間の摩擦係数を低減させるとともに両摺動部材リング9b・10bを冷却して、両摺動部材リング9b・10bの発熱および摩耗を抑制する。
【0043】
上記のようにして両摺動部材リング9b・10bを圧接させながら混練ロータ2を回転させると、混練物がケーシング3やエンドプレート8などで構成されるチャンバ4(混練室4a)の内壁面に押圧されることによって、図3に示した混練ロータ2の拡径部2aとエンドプレート8との隙間に混練物の一部が進入する。この際、回転側シール部材9の摺動部材9bには、固定側シール部材10の摺動部材10bが所定の押圧力で圧接されており、エンドプレート8には、固定側シール部材10のシール部材本体10aがシールリング14を介して密接されている。したがって、混練ロータ2の拡径部2aとエンドプレート8との隙間が両摺動部材リング9b・10bの圧接とシールリング14とで封止された状態になっているため、この隙間に混練物が進入しても外部に漏出することはなく、混練物は、チャンバ4内において良好な品質でもって混練されることになる。
【0044】
このようにして、混練ロータ2と一体に回転する回転側シール部材9の当接面と、この当接面に対して所定の押圧力で圧接される固定側シール部材10の当接面との間、およびシールリング14でダストストップを構成する。
【0045】
(シール部材位置監視方法)
次に、シール部材位置監視方法について説明する。
【0046】
(検出工程)
まず、両摺動部材リング9b・10bを圧接させながら混練ロータ2を回転させているとき、油圧シリンダ23のヘッド側に取り付けられたリニアセンサ26により、固定側シール部材10を混練ロータ2の端面2b方向に押圧している油圧シリンダ23のピストンロッド25のストローク(ピストンの位置)を検出する。
【0047】
(表示工程)
次に、リニアセンサ26による検出値に応じた固定側シール部材10の変位情報を表示器27に表示する。ここで、検出値に応じた固定側シール部材10の変位情報とは、前記したように、油圧シリンダ23のピストンロッド25の押圧時の位置(検出値)そのものでもあってもよいし、ピストンロッド25の初期位置からの変化量であってもよいし、検出値又はピストンロッド25の初期位置からの変化量をヨーク機構のレバー比(油圧シリンダ23−ヨーク鋲22間の距離と、ヨーク鋲22−ヨークピン21間の距離との比)に応じた固定側シール部材10の位置又はその変化量(変位)に変換したものであってもよい。これにより、固定側シール部材10が、初期の位置から摩耗分だけ混練ロータ2の端面2b方向に押し込まれた量、すなわち、摺動部材リング9b・10bの合計の厚みを把握することができる。ここで、摺動部材リング10bよりも摺動部材9bのほうが摩耗しにくい材料からなる場合には、摺動部材10bの厚みを把握することになるし、摺動部材リング9bよりも摺動部材10bのほうが摩耗しにくい材料からなる場合には、摺動部材9bの厚みを把握することになる。通常、摺動部材9bおよび摺動部材10bのうちのいずれか一方を磨耗しにくい部材とし、他方を摩耗しやすい(磨耗しにくい一方に比して摩耗しやすい)部材とする。
【0048】
(アラーム発報工程)
次に、リニアセンサ26からの検出値と、表示器27に予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラーム(警報)を出す。このアラームは、表示器27に組み込まれたアラーム手段であってもよいし、表示器27とは別途設けられた警報を発するアラーム手段であってもよい。また、アラーム(警報)は、表示器27などに表示される警報表示であってもよいし、警報装置から発せられる警報音であってもよい。警報表示は、警告文字の表示、警報ランプの点灯、表示器に表示された固定側シール部材10の変位情報の表示形態の変更、表示画面の背景色の変更などにより行うことができる。警報音に関しては、サイレン音や警鐘音などを発生する発振回路を用いて警報音を発してもよいし、メモリに記憶された警報音の出力波形を読み込んで、スピーカを用いて警報音を発してもよい。
【0049】
このようにして、固定側シール部材10押圧時のリニアセンサ26からの検出値に応じた変位情報を表示器27に表示させることで、運転中の固定側シール部材10変位(位置又はその変化量)の把握、換言すれば、摩耗部材である摺動部材10bや摺動部材9bの摩耗具合の把握を容易に行うことができる。また、オペレータが作業場を離れることなく摩耗具合の把握を行うことができる。また、密閉式混練機1の運転中に摩耗部材の摩耗具合の点検を行うことができるので、混練ロータ2端部から混練材料が漏れはじめる前に摩耗部材の交換時期(寿命)到来を知ることができる。なお、摩耗部材の摩耗具合を表示器27でモニタリングしておくことで、使用限界を過ぎて摩耗部材を使用し続けることを防止でき、混練材料の漏洩による周辺設備の破損(周辺配管や温度センサなど)を未然に防止することができる。
【0050】
また、摩耗データ検出値(リニアセンサの検出値)のログデータに基づいて摩耗部材の寿命を予測するためのソフトウェアを入れた演算装置(不図示)を、密閉式混練機1の傍らに設置されている操作盤や、集中管理システムの操作端末などに組み込み、この演算装置でリニアセンサ26からの出力信号を演算あるいは解析すれば、摩耗部材である摺動部材10bや摺動部材9bの寿命予測も可能となる。
【0051】
また、摺動部材10b(または摺動部材9b)の交換時期や使用限界に相当する値を表示器27などで設定値としておくことで、当該摩耗部材の交換時期到来や使用限界到来によりアラームが出され、当該アラームにより摩耗部材の摩耗具合の把握をより確実に行うことができる。
【0052】
ここで、前記したアラーム手段は、警報の設定値を少なくとも2段階に設定可能であることが好ましい。ここで、例えば1段階目の警報設定値は、摩耗部材が交換時期(使用限界よりも前)に達したことを知らせるためのものであり、例えば2段階目の警報設定値は、摩耗部材が使用限界に達したことを知らせるためのものである。これにより、摩耗部材が使用限界に達したときにアラームを出すことによる機械保護だけでなく、摩耗部材が交換時期に達したことを知らせる事前アラームを出すことができ、摩耗部材製作などの準備期間の確保、摩耗部材交換工事の計画などができるようになる。
【0053】
また、アラームが表示器27に表示されるように、表示器27が構成されていることが好ましい。固定側シール部材10の変位情報を表示する表示器27に、アラームが表示されるようにしておくことで、オペレータは表示器27を監視することのみで、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを行うことができる。
【0054】
さらに、表示器27は、固定側シール部材10の変位情報の表示方法を変更することにより、表示器27にアラームの表示が行われるように構成されていることが好ましい。ここで、固定側シール部材10の変位情報の表示方法を変更することによるアラームの表示は、例えば、表示器27に表示されている固定側シール部材10の変位情報(数値表示、グラフ表示)の点滅、色の反転、色彩の変更(全体的な変更や部分的な変更)、あるいはこれらの組み合わせなどによって行われる。これにより、摩耗部材の摩耗具合の把握と、その摩耗の程度が交換時期や使用限界に達しているかの判断とを、オペレータは目線を変えることなく容易かつ同時に行うことができる。
【0055】
以上、本発明の実施形態について説明したが、本発明は上述の実施の形態に限られるものではなく、特許請求の範囲に記載した限りにおいて様々に変更して実施することが可能なものである。
【図面の簡単な説明】
【0056】
【図1】本発明の一実施形態に係る密閉式混練機のダストストップ装置部分の正面図である。
【図2】図1のB−B断面図である。
【図3】図2のA部詳細図である。
【図4】本発明の一実施形態に係る密閉式混練機の断面図である。
【符号の説明】
【0057】
1:密閉式混練機
2:混練ロータ
2b:ロータ端面
4:チャンバ
4a:混練室
7:ロータ軸
8:エンドプレート
9:回転側シール部材
10:固定側シール部材
23:油圧シリンダ(リニアアクチュエータ)
26:リニアセンサ
27:表示器(表示装置)
29:押圧力付与機構
【特許請求の範囲】
【請求項1】
混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機において、
前記押圧力付与機構は、
前記固定側シール部材を前記ロータ端面方向に付勢するリニアアクチュエータと、
前記リニアアクチュエータに取り付けられ、当該リニアアクチュエータの変位を検出するリニアセンサと、を有し、
前記密閉式混練機の機外に設けられ、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示装置を具備してなることを特徴とする、密閉式混練機。
【請求項2】
前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム手段を備えていることを特徴とする、請求項1に記載の密閉式混練機。
【請求項3】
前記アラーム手段は、前記設定値を少なくとも2段階に設定可能であることを特徴とする、請求項2に記載の密閉式混練機。
【請求項4】
前記アラームは、前記表示装置に表示されることを特徴とする、請求項2または3に記載の密閉式混練機。
【請求項5】
前記表示装置は、前記変位情報の表示方法を変更することにより、前記アラームの表示が行われるように構成されていることを特徴とする、請求項2〜4のいずれかに記載の密閉式混練機。
【請求項6】
混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機の固定側シール部材位置監視方法であって、
前記押圧力付与機構のリニアアクチュエータに取り付けられたリニアセンサにより、前記固定側シール部材を前記ロータ端面方向に付勢する当該リニアアクチュエータの変位を検出する検出工程と、
前記密閉式混練機の機外に設けられた表示装置により、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示工程と、
を備えることを特徴とする、密閉式混練機の固定側シール部材位置監視方法。
【請求項7】
前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム発報工程を備えることを特徴とする、請求項6に記載の密閉式混練機の固定側シール部材位置監視方法。
【請求項1】
混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機において、
前記押圧力付与機構は、
前記固定側シール部材を前記ロータ端面方向に付勢するリニアアクチュエータと、
前記リニアアクチュエータに取り付けられ、当該リニアアクチュエータの変位を検出するリニアセンサと、を有し、
前記密閉式混練機の機外に設けられ、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示装置を具備してなることを特徴とする、密閉式混練機。
【請求項2】
前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム手段を備えていることを特徴とする、請求項1に記載の密閉式混練機。
【請求項3】
前記アラーム手段は、前記設定値を少なくとも2段階に設定可能であることを特徴とする、請求項2に記載の密閉式混練機。
【請求項4】
前記アラームは、前記表示装置に表示されることを特徴とする、請求項2または3に記載の密閉式混練機。
【請求項5】
前記表示装置は、前記変位情報の表示方法を変更することにより、前記アラームの表示が行われるように構成されていることを特徴とする、請求項2〜4のいずれかに記載の密閉式混練機。
【請求項6】
混練室に貫挿されるロータのロータ端面に固設されて当該ロータと一体に回転する回転側シール部材と、前記ロータのロータ軸を回転自在に貫挿するリング状の固定側シール部材と、前記固定側シール部材を前記回転側シール部材に圧接するべく当該固定側シール部材を前記ロータ端面方向に付勢する押圧力付与機構とを備え、両シール部材を圧接して当接面の間でダストストップを構成するダストストップ装置を備えた密閉式混練機の固定側シール部材位置監視方法であって、
前記押圧力付与機構のリニアアクチュエータに取り付けられたリニアセンサにより、前記固定側シール部材を前記ロータ端面方向に付勢する当該リニアアクチュエータの変位を検出する検出工程と、
前記密閉式混練機の機外に設けられた表示装置により、前記リニアセンサからの検出値に応じた固定側シール部材押圧時の変位情報を表示する表示工程と、
を備えることを特徴とする、密閉式混練機の固定側シール部材位置監視方法。
【請求項7】
前記検出値と予め設定した設定値とを比較して当該検出値が当該設定値に到達したときにアラームを出すアラーム発報工程を備えることを特徴とする、請求項6に記載の密閉式混練機の固定側シール部材位置監視方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−162689(P2010−162689A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−4179(P2009−4179)
【出願日】平成21年1月13日(2009.1.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月13日(2009.1.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]