
寸法的に安定な結合した不織繊維ウェブ
結合した不織繊維ウェブを作製する方法であって、高分子材料からなるメルトブローン繊維を押出成形する工程と、このメルトブローン繊維を最初の不織繊維ウェブとし集める工程と、この最初の不織繊維ウェブを制御された加熱及び冷却作業によってアニーリングする工程と、寸法的に安定な結合した不織繊維ウェブを集める工程とを含む方法について説明する。結合した不織繊維ウェブの収縮は典型的に、最初の不織繊維ウェブと比較して、4パーセント未満である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、結合した不織繊維ウェブに関する。
【背景技術】
【0002】
ポリオレフィンのような典型的な溶融紡糸ポリマーは、メルトブローン繊維の押出成形時に半結晶状態である傾向がある(示差走査熱量計(DSC)で測定した場合)。ポリオレフィンでは、この秩序状態の原因の一部は、比較的速い結晶化速度、及び、押出物内で配向される伸長ポリマー鎖である。メルトブローン押出成形では、伸長配向は、伸長場内の高速の加熱空気によって実現される。好ましいランダムコイル構造からポリマー鎖が伸長し、結晶が形成されると、ポリマーに内部応力が加わる。ポリマーが、そのガラス転移温度(Tg)を上回ると、上記の内部応力は消失することになる。メルトブローンポリオレフィンでは、ポリマーのTgが室温を大きく下回るため、応力の消失は、ウェブ形成から数日以内に自然発生的に起きる。
【0003】
メルトブローンポリエチレンテレフタレート(PET)は一般的に、処理中に加えられる歪みレベル、及び、冷却中にポリマー鎖の緩和に費やせる時間に相応する結晶配向レベルを示す。PETは、比較的遅い緩和速度、比較的遅い結晶化速度、比較的高い融解温度(Tm)、及び室温を上回るガラス転移温度(Tg)を有する。伸長場内の非晶配向による内部応力は、融解物の急冷により、その場凍結され、ひいては、緩和を遅らせる。Tgに近づくと共に、Tgを上回ると、ポリマー鎖は緩和し始める。十分な時間にわたりTgとTmとの間でアニーリングを行うと、ポリマーは、伸長配向を原因とする内部応力を消失させることができるようになり、ポリマー鎖は、結晶化可能になる。応力の消失は、ウェブの押出寸法の収縮という形で現れ、ポリマー鎖の結晶化は、脆弱性を増大させる。
【0004】
より安定性及び有用性の高いメルトブローンPET繊維を提供する試みとしては、幅出し構造体の上に保持しながらウェブをアニーリングするものが、米国特許第5,958,322号(トンプソン(Thompson)ら)に記載されており、又は、繊維の細化中に歪み誘導結晶を形成させるものが、米国特許第6,667,254号(トンプソン,Jr.(Thompson, Jr.)ら)及び特開平3−45768号公報に記載されている。加熱した溶媒中で延伸結晶性ポリマーの可溶部分を抽出し、引張応力を加えて安定的なポリエステル不織繊維ウェブを提供する他の技法が、米国特許第3,823,210号(ヒカル・シイ(Hikaru Shii)ら)に記載されており、ウェブを溶媒中で処理することによる技法が、米国特許第5,010,165号(プルエット(Pruett)ら)に記載されている。
【発明の概要】
【課題を解決するための手段】
【0005】
本開示のメルトブローン繊維は、歪み誘導結晶化を実質的に含まない、結合した不織繊維ウェブ内で実質的に未配向である。ある1つの態様では、本開示は、結合した不織繊維ウェブを作製する方法を提供し、この方法は、高分子材料を含むメルトブローン繊維の密集体を押出成形する工程と、このメルトブローン繊維密集体を最初の不織繊維ウェブとして集める工程(この繊維は、歪み誘導結晶化を実質的に含まない)と、制御された加熱及び冷却作業によってこの最初の不織繊維ウェブをアニーリングする工程と、寸法的に安定な結合した不織繊維ウェブを集める工程とを含む。この制御された加熱及び冷却作業は、高分子材料のTcc(低温結晶化温度)超の温度を有する第1の流体で不織繊維ウェブを加熱して、結合した不織繊維ウェブを形成するメルトブローン繊維の非晶質領域の配向を低減することと、高分子材料のTg未満の温度を有する第2の流体で不織繊維ウェブを冷却して、メルトブローン繊維の非晶質領域を保有することとを含む。
【0006】
一実施形態では、寸法的に安定な結合した不織繊維ウェブの収縮は、最初の不織繊維ウェブと比較して、4%未満である。
【0007】
一実施形態では、最初の不織繊維ウェブ、加熱済み不織繊維ウェブ、結合した不織繊維ウェブ、冷却された結合した不織繊維ウェブ、及び、寸法的に安定な結合した不織繊維ウェブは、拘束されていない。
【0008】
別の態様では、ある1つの結合した不織繊維ウェブについて説明する。このウェブは、1〜20マイクロメートルの範囲の直径を有するメルトブローン繊維を含む。この繊維は、歪み誘導結晶化を実質的に含まない。
【0009】
典型的には非晶質である不織繊維ウェブ(ポリエチレンテレフタレート(PET)など)は、メルトブローン繊維の押出成形時に、ほぼ非晶質状態である傾向がある。伸長場内の非晶配向による内部応力は、融解物の急冷により、その場凍結され、ひいては、緩和を抑制し、この抑制は、後にTg超の温度でアニーリングを行うまでは、解除できない。十分な期間にわたりTgとTmとの間でアニーリングを行うと、ポリマーは、結晶化すること、及び、伸長配向を原因とする内部応力を消失させることの双方が可能になる。この応力の消失は収縮という形で現れ、その収縮は、ウェブの押出寸法の50%を超える値に近づく可能性がある。
【0010】
本開示の繊維は、歪み誘導結晶化を実質的に含まず、結合した不織繊維ウェブ内で実質的に未配向である。押出成形機のダイから出る繊維は典型的に鎖伸長がないため、繊維が集められるとき、ポリマー鎖内での非晶配向の低下を示す。ウェブの繊維が制御された加熱工程中に軟化して、繊維間の結合、及び、繊維の非晶質領域の配向の低下をもたらす。ある期間にわたって、高分子材料のTcc超の温度で繊維を緩和させる。加熱工程の直後に、高分子材料のTgを下回る温度まで繊維を冷却して、上記の加熱工程で得られた、低下した非晶配向を保有又は固定する。この制御された加熱及び冷却作業は、寸法的に安定な結合した不織繊維ウェブを提供する。
【図面の簡単な説明】
【0011】
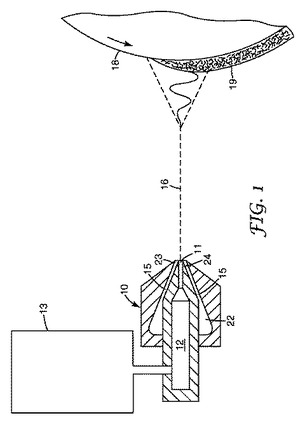
【図1】不織繊維ウェブを形成させるメルトブローン繊維装置の略図。
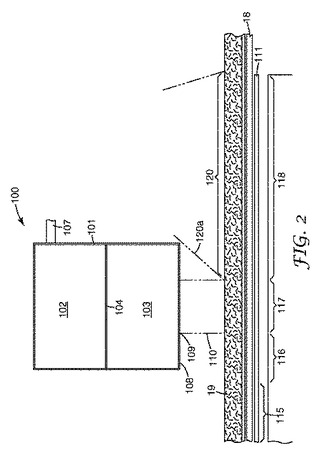
【図2】図1の装置の熱処理部分の拡大側面の略図。
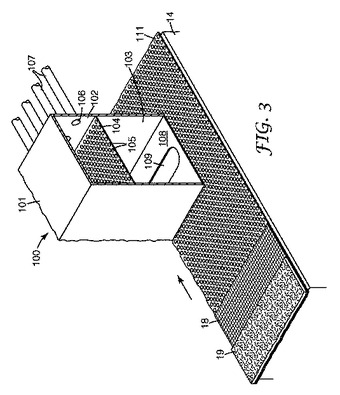
【図3】図1の装置の略図(斜視図)。
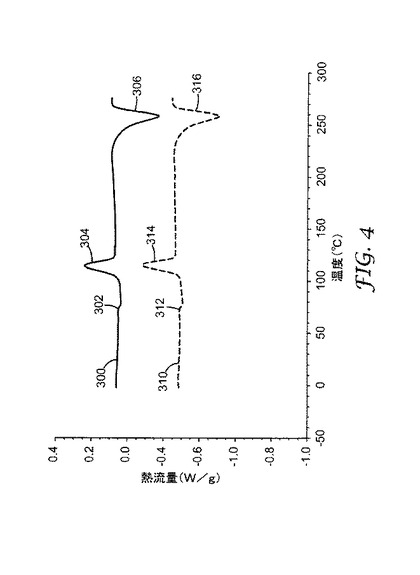
【図4】ポリ(エチレンテレフタレート(terephthlate))不織繊維ウェブから取った繊維上での示差走査熱量測定(DSC)によって得たプロット。
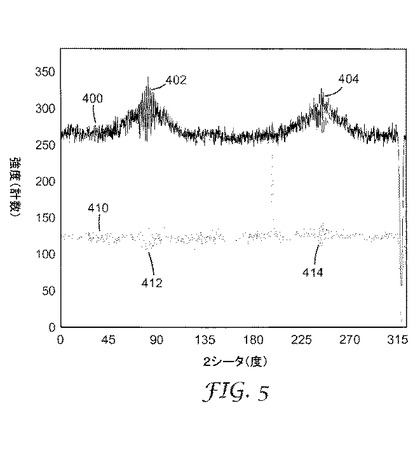
【図5】ポリ(エチレンテレフタレート)不織繊維ウェブから取った繊維のX線回折(リフレクトメトリー)によって得た方位角プロット。
【発明を実施するための形態】
【0012】
以下の定義された用語に関して、別の定義が特許請求の範囲又は本明細書の他の箇所において示されない限り、これらの定義が適用される。
【0013】
用語「アニーリング」は、ある温度まで高分子材料を加熱及び/又は冷却して、一連又は1つの所望の特性に影響を及ぼす方法を指す。例えば、ある温度で材料をアニーリングしてポリマー鎖を緩和させ、その後に、この温度よりも低い温度で冷却して、前記のより高い温度で実現させた特性を保有してよい。
【0014】
用語「低温結晶化温度(Tcc)」は、DSC(示差走査熱量測定)プロットに示されているように、ポリマー鎖の非晶質領域が、ポリマーのTg超の温度で有機化及び配向する温度を指す。
【0015】
用語「急冷」は、加熱作業後の介入時間間隔なしに、メルトブローン繊維の非晶配向を保有するために、メルトブローン繊維を急速に冷却又はクエンチすることを指す。一実施形態では、気体取出機器は、加熱後、ただちにウェブを通して、冷却気体、又は例えば、周囲空気等のその他の流体を出し、それにより繊維を急冷するために、加熱気体流からのダウンウェブに配置される。加熱の長さは、例えば、ウェブの移動経路に沿った加熱領域の長さによって、また、ウェブが加熱領域を通って冷却領域まで移動する速度によって制御されて、繊維全体を溶融することなく、繊維の非晶質領域の意図される軟化及び緩和が引き起こされる。
【0016】
用語「寸法的に安定」は、不織繊維ウェブをアニーリングしたときの温度を上回る温度まで昇温させたときに、主表面沿いにおいて、好ましくは4パーセント未満の収縮、より好ましくは2パーセント未満の収縮、最も好ましくは1パーセント未満の収縮を示す不織繊維ウェブを指す。ウェブは、ASTM D 3776−96に従って調製し、ASTM D 1204−84に従って収縮について試験した。表2は、ウェブ収縮試験の結果を示している。
【0017】
用語「強制的に通す」は、通常の室内圧力に加えて、流体をウェブに通すように推進するために流体に加えられる力で、ウェブに流体又は気体流を通すことを指す。本方法のアニーリング工程は、コンベヤー上のウェブを、加圧下の加熱器から出てウェブの片側と係合する集中的な又はナイフ様の加熱気体流を提供する装置(例えば、空気結合器)に通すことを含み、ウェブのもう片側上の気体取出装置は、ウェブを通して加熱気体を引き出すのを助ける。一般に、加熱流は、ウェブの幅全体に及ぶ。ウェブの繊維を有効に高い温度まで、完全に、均一に、及び急速に加熱するために、加熱流に、流量を調節する特別な制御を施して、加熱気体が、ウェブの幅を通って、均一に、かつ制御速度で分配されるようにしてよい。
【0018】
用語「ガラス転移温度(Tg)」は、ポリマーが、ガラス状態から粘稠又はゴム状態に変化する温度を指す。
【0019】
用語「加熱」は、空気結合装置の、精密に制御した加熱空気(容量、速度、及び温度を制御した空気)を指す。
【0020】
用語「融点又は融解転移温度(Tm)」は、ポリマーが固相から液相に転移する温度を指す。
【0021】
用語「マイクロファイバー」は、20マイクロメートル未満の有効繊維直径を有する繊維を指す。
【0022】
用語「不織繊維ウェブ」は、高分子繊維を機械的、化学的、及び/又は熱的に結合又はインターロックすることによって製造されるテキスタイル構造体を指す。
【0023】
用語「ある期間」は、所望の機能を実行するための所定の長さの時間を指す。例えば、本開示の不織ウェブを「ある期間」にわたり加熱して、ポリマー鎖の非晶配向を緩和させ、及び/又は、ウェブの繊維の結合を可能にする。
【0024】
用語「高分子」は、無機物質でないと共に、反復単位を含有し、ポリマー、コポリマー、及びオリゴマーをそして更に含む物質を指す。
【0025】
用語「実質的に含まない」は、ある材料、数量、又は品目がゼロであるか、又はほとんど検出できない量であることを指す。例えば、この量は、その材料、数量、又は品目の2パーセント未満、0.5パーセント未満、又は0.1パーセント未満であることができる。
【0026】
用語「実質的に未配向」は、ある材料、数量、又は品目がゼロであるか、又はほとんど検出できない量であることを指す。例えば、この量は、その材料、数量、又は品目の2パーセント未満、0.5パーセント未満、又は0.1パーセント未満であることができる。
【0027】
用語「熱可塑性」は、熱に暴露されると可逆的に軟化する高分子材料を指す。
【0028】
用語「拘束されない」は、繊維の配向及び結晶化を実現させるための幅出し構造体のような装置によってウェブ又は繊維が保持又は拘束されない状態を指す。
【0029】
端点による数値範囲の列挙は、その範囲内に包括される全ての数を含む(例えば、1〜5は、1、1.5、2、2.75、3、3.8、4、及び5を含む)。
【0030】
本明細書及び添付の特許請求の範囲に含まれるとき、単数形「a」、「an」、及び「the」は、その内容について別段の明確な指示がない限り、複数の指示対象を含む。したがって、例えば「化合物」(compound)を含有する組成物の言及は、2つ以上の化合物の混合物を含む。本明細書及び添付の特許請求の範囲において使用されるとき、用語「又は」は、その内容について別段の明確な指示がない限り、一般的に「及び/又は」を包含する意味で用いられる。
【0031】
特に指示がない限り、明細書及び特許請求の範囲に使用されている成分の量、性質の測定値等を表す全ての数は、全ての例において、用語「約」により修飾されていることを理解されたい。したがって、特に指示がない限り、先行の本明細書及び添付の特許請求の範囲に記載の数値的パラメータは、本開示の教示を利用して当業者により得ることが求められる所望の性質に応じて変化し得る近似値である。最低でも、特許請求の範囲への同等物の原則の適用を限定する試みとしてではなく、少なくとも各数値的パラメータは、報告された有効数字の数を考慮して、通常の四捨五入の適用によって解釈されなければならない。本開示の広範囲で示す数値的範囲及びパラメータは、近似値であるが、具体例に記載の数値は可能な限り正確に報告する。しかし、いずれの数値もそれらの試験測定値それぞれにおいて見られる標準偏差から必然的に生じる誤差を本来含有する。
【0032】
本開示のメルトブローン繊維又はメルトブローン繊維ウェブを作製するのに有用である代表的な装置は、図1に示されている。ブローン繊維を形成する装置の一部は、生産工学化学(Industrial Engineering Chemistry)、48巻、1342〜1346頁(1956年)中のウェンテ、ヴァン・A.(Wente, Van A.)、「超微細熱可塑性繊維(Superfine Thermoplastic Fibers)」、又は1954年5月25日公開の、ウェンテ、ヴァン・A.ら、「超微細有機繊維の製造(Manufacture of Superfine Organic Fibers)」と題された海軍研究試験所(Naval Research Laboratories)の報告書番号4364に記載されているようであることができる。図示されている装置のこの部分は、平行に並列するようにそろえられた一連のダイオリフィス11を有するダイ10を含み、オリフィス11の1つは、断面図において、ダイを通るように示されている。オリフィス11は、中心ダイキャビティ12から通じる。繊維形成材は、押出成形機13からダイキャビティ12に投入する。オリフィス11の列のいずれかの側に配置された細長い(ページと垂直な方向に細長い)開口部又はスロット15は、非常に速い速度で加熱空気を伝搬する。外側のダイリップ23は、スロット15の寸法に、構造上の制限又は特徴をもたらし、内側のダイリップ24は、流動16が11から出るときに流動16の寸法を制御するのを補助するための構造上の制限又は特徴をもたらす。スロット15の空気(一次空気と呼ぶ)は、押し出された繊維形成材料に影響を及ぼし、押し出された材料を迅速に組み合わせて、繊維の密集体にする。
【0033】
この繊維は、メルトブローンダイ10から、流動16を通って捕集器18に到達する。繊維は、融解転移温度Tm超の温度で、ダイキャビティ12のオリフィス11から出る。オリフィス11から0.5〜5cm以内で、流動16の繊維は減速し始め、一般にはTm未満で冷却されるが、この場合、繊維には、歪み誘導結晶化を実質的に含まない。流動16のメルトブローン繊維は、捕集器18に近づくにつれ減速し続け、一般に、顕著な繊維収縮なしに、Tg(ガラス転移温度)を下回る温度に近づく。この方法による繊維配向又は細化がないことは、材料内で歪み誘導結晶化が起こらない一因となる場合がある。繊維は、メルトブローン繊維19のウェブ又は密集体として、移動捕集器18の上で集められる。捕集器18は、微細有孔円筒スクリーン若しくはドラム、又は移動ベルトの形状を取ってよい。繊維の堆積及び気体(例えば、繊維を流動16内に運ぶ際の空気)の除去を補助するために、気体取出装置を捕集器の後方に配置してよい。図1のメルトブローン装置の更なる詳細は、米国特許第6,667,254号(トンプソン(Thompson)ら)に記載されている。
【0034】
本開示の繊維は、捕集器18の上に移動するまでは、引き出されたり又は細化されたりしない。一次空気は、繊維の動き及び統合を促進する。
【0035】
流動16内の繊維の捕集器18への堆積後、繊維19の密集体は一般に、制御された加熱及び冷却作業によって、ウェブとしてアニーリングされる。
【0036】
ある1つの態様では、メルトブローン繊維19の密集体は、捕集器18の上に移送され、図2及び図3に示されているように、加熱及び冷却作業によってアニーリングされる。図2及び図3の装置は、急冷流量ヒーター、急冷ヒーター、又は空気結合器と称される。集められた繊維密集体19は、最初に、捕集器18の上に取り付けられた、制御された加熱装置100の下を通される。代表的な加熱装置100は、上側プレナム102及び下側プレナム103に分割されたハウジング101を備える。上側プレナム(102)及び下側プレナム(103)は、一連の有孔105の開いたプレート104で隔てられており、孔105は、典型的には、寸法及び間隔が均一である。気体、典型的には空気が、開口部106を介して導管107から上側プレナム102に供給され、プレートは、上側プレナムに供給された空気がプレートを通過して下側プレナム103に入るとき、その空気を比較的均一に分配するための流量分配手段として機能する。他の有用な流量分配手段としては、フィン、バッフル、マニフォールド、エアドラム、スクリーン、又は燒結プレート、すなわち空気の分配を均一にするデバイスが挙げられる。
【0037】
図2及び図3の装置100では、下側プレナム103の底壁108は、細長いスロット109を備えて形成され、そこを介して、下側プレナムからの加熱された空気の細長い又はナイフ状の流動110が、加熱装置100の下で捕集器18上を移動している繊維密集体19上に吹き付けられる(図3において、密集体19及び捕集器18は部分的に切断して示される)。図2及び図3は、米国特許出願第11/457,899号(ベリガン(Berrigan)ら)に更に詳細に記載されている。気体排出14は、好ましくは、加熱装置100のスロット109の下に置かれるように十分なほど延びる(並びに、加熱流110を超えて距離118だけダウンウェブに、120と記された領域を超えて延びる)。プレナム内の加熱された空気は、したがって、プレナム103内の内部圧力下にあり、スロット109において、更に気体排出装置14の真空排出下にある。排出力を更に制御するために、有孔プレート111は、捕集器18の下に配置されて、集められた密集体19の幅及び加熱領域にわたって所望の均一性での、加熱された空気の流動110の広がりに寄与する、一種の背圧又は流量制限手段を与える。他の有用な流量制限手段としてはスクリーン又は燒結プレートが挙げられる。
【0038】
所望の制御を実現させるために、捕集器18のプレート111内の開口部の数、寸法、及び密度をそれぞれの区域によって変えてよい。多量の空気が繊維形成装置を通過し、繊維が領域115内の捕集器に達すると整理されなければならない。処理空気の様々な流動の下でウェブを適所で保持するため、十分な空気が領域116内のウェブ及び捕集器を通過する。処理空気がウェブを通過できるようにし、一方で空気がより均等に分配されることを保証するのに十分な抵抗が残るように、熱処理領域117及び冷却118の下では、プレートに十分な開口度が必要である。
【0039】
繊維の密集体19を通過する加熱された空気の量及び温度を選択し、繊維のモルホロジーの適切な修正を行う。詳細には、急速に加熱することによって、繊維が特定の温度に達するように、上記の量及び温度を選択するが、この急加熱によって、繊維が軟化及び結合するようになると共に、繊維が、Tcc超の温度でその鎖を緩和させて、非晶質領域の配向を低減させるようになる。この加熱作業の後に、繊維をそのTg未満の温度で冷却又は急冷する。
【0040】
集められた密集体19全体を通して意図される繊維モルホロジーの変化を達成するため、密集体19の加熱区域全体にわたって温度−時間条件を制御しなければならない。ウェブを通過する加熱された空気の流動110の温度が、処理される密集体の幅にわたって5℃の範囲以内、好ましくは2℃又は更には1℃以内のとき、最良の結果が概して得られた(加熱空気の温度は、動作を便利に制御するため、ハウジング101への加熱空気の入口点で測定される場合が多いが、集められたウェブに隣接して熱電対を用いて測定することもできる)。更に、加熱装置は、経時的に流動の温度を一定に維持するように、例えば過加熱又は未加熱を防ぐためにヒーターのオン及びオフを素早く循環させることによって操作される。好ましくは、温度は、1秒間隔で測定される場合に、目的とする温度の1℃以内に保持される。ポリマー鎖を緩和させると共に、いずれの歪み誘導結晶化又は非晶配向も実質的に除去又は低減させるには、加熱作業の流動110の温度は、典型的には80℃〜400℃、より好ましくは90℃〜300℃、最も好ましくは100℃〜275℃であれば十分である。
【0041】
一実施形態では、流動110による、ウェブ(例えば不織繊維ウェブ)の繊維19の密集体の温度は、70℃〜300℃、より好ましくは80℃〜300℃、最も好ましくは90℃〜285℃の範囲である。結合のために繊維を軟化させると共に、ポリマー鎖の非晶質領域の配向を緩和させるには、この繊維の温度で十分である。
【0042】
加熱を更に制御し、集められた密集体19の繊維の望ましいモルホロジー形成を完了させるために、密集体は次いで加熱された空気流110の適用直後に冷却にかけられて、繊維を実質的に未配向のモルホロジーに急冷する。そのような冷却は、一般に、密集体19が制御された熱気流110を離れる際に、空気を密集体19の上及び中に引き込むことによって得ることができる。図2の数字120は、空気排出装置によって、ウェブを介して周囲空気が引き込まれる領域を表している。気体排出装置14は、加熱装置を越えて、捕集器18に沿って距離118だけ延び、領域120おける密集体19全体の完全な冷却及び冷却を確実なものにする。空気は、ハウジング101の基部の下、例えば図2で120aと印される区域内に引き込むことができるので、ウェブが熱気流110を離れた直後にウェブに達する。
【0043】
冷却の目的は、ウェブ及び繊維から熱を迅速に除去し、それによって、後で繊維中に生じ得る結晶化又は分子秩序の程度及び性質を実質的に制限することである。一般的に、加熱及び冷却作業でウェブをアニーリングすることは、ウェブがコンベヤー上で作業を通じて移動する間に行われ、冷却は、ウェブが作業の最後に貯蔵ロールに巻き取られる前に行われる。処理時間は、ウェブが動作を通して移動される速度に応じて変わるが、一般に、アニーリング作業(加熱及び冷却)は、1分以内で、好ましくは15秒未満で行われる。アニーリング作業は、より好ましくは5秒未満、更により好ましくは0.5秒未満、最も好ましくは0.001秒未満で行われる。
【0044】
一実施形態では、ある期間にわたって加熱し、融解/軟化状態から固化状態に急冷することによって、繊維を実質的に未配向にすると共に、歪み誘導結晶化を実質的に含まないようにする。望ましくは、DSCで測定した場合にTgを少なくとも100℃下回る温度の流体によって、繊維19の密集体を冷却する。ある1つの態様では、この冷却温度は、−80℃〜65℃、より好ましくは−70℃〜60℃、最も好ましくは−50℃〜50℃の範囲である。また、冷却流体は、望ましくは、0.001秒〜15秒間加える。選択される冷却流体は、繊維を急速に固化させるのに十分な熱容量を有する。
【0045】
一実施形態では、ウェブの繊維の温度は、−70℃〜55℃の範囲である。より好ましくは、繊維の温度は、−60℃〜50℃、最も好ましくは−50℃〜40℃の範囲である。繊維の温度は、上記の加熱工程によって低減した非晶配向を保有するのに十分である。
【0046】
第1の流体を用いて、不織繊維ウェブを加熱してよく、第2の流体を用いて、不織繊維ウェブを冷却してよい。第1の流体及び第2の流体は、気体、液体、又はこれらの混合物であってよい。第1の流体及び第2の流体は、ウェブの加熱及び冷却用である同じ流体であっても、異なる流体であってもよい。使用することが可能な他の流体としては、繊維に噴霧される水、例えば、繊維を加熱する加熱された水又は蒸気、及び繊維を冷却又は急冷する比較的冷たい水が挙げられる。
【0047】
ある1つの態様では、アニーリング工程は、ウェブの加熱及び冷却の少なくとも1つを含む。ウェブの性能及び特性に影響をもたらすために、追加のアニーリング工程を行ってよい。加熱及び冷却の反復アニーリング工程は、不織ウェブの繊維のDSCプロットに示されているように、徐々にTccを低下させることになる。
【0048】
一実施形態では、メルトブローン繊維の密集体を即時にアニーリングする。ウェブの即時処理(制御された加熱及び冷却によるウェブのアニーリング)は、ウェブサンプル内で物理的老化が起こるのを防ぐ。老化の欠如は、熱老化後のウェブの可撓性及び強度の保有によって証明してよい。
【0049】
別の実施形態では、ある期間にわたってメルトブローン繊維の密集体を老化させてから、処理又はアニーリング(制御された加熱及び冷却)してよい。このケースでは、ウェブは、老化後、物理的老化現象により脆弱になる場合がある。物理的老化の兆候は、高分子材料のTcc及び/又はTmにおける吸熱を示すDSC分析を通じて明らかにしてよい。しかし、結合した不織繊維ウェブの寸法安定性は一般的には保持される。
【0050】
ある1つの態様では、寸法的に安定な結合した不織繊維ウェブは、アニーリング工程中、拘束されていない。ロールに巻き取るか又はシート形状で集める目的で、このウェブは連続的であってよい。
【0051】
寸法的に安定な不織繊維ウェブを作製する方法は、米国特許第5,958,322号(トンプソン(Thompson)ら)に記載されている。トンプソン(Thompson)特許は、不織繊維ウェブの寸法安定性の指標として結晶化度を記載しており、幅出し(例えば、ウェブを幅出し構造体の上に拘束する)を利用して、寸法的に安定なウェブを提供した。更には、トンプソン(Thompson)特許では、ウェブの繊維は、結晶性が高いときに最大の寸法安定性を示し、ウェブが完全に非晶質であるときに最大の寸法変化を有する。トンプソン(Thompson)特許のウェブは、幅出し構造体の上でウェブをアニーリングする間に形成された歪み誘導結晶を含む。
【0052】
加熱及び冷却作業の直後、ウェブは一般的に、例えば、回収スクリーンから取り除く、及び貯蔵ロールに巻き取るなど、ウェブが扱われるのに十分な程度の接着を有する。ある1つの態様では、ウェブをロール上に、毎分2メートル〜800メートル/分、より好ましくは毎分50メートル〜毎分600メートル、最も好ましくは毎分100メートル〜毎分300メートルの範囲で、集めてよい。
【0053】
ある1つの態様では、ウェブの繊維の追加的な結合又は成形作業は、繊維に非平面形状をもたらすこと、又は、繊維表面を平滑化することを含んでよい。ウェブは、持続的な新しい構成、すなわち、使用中にウェブが一般的に保有する自立型の構成にされることができる。場合によっては、成形はウェブの一方又は両方の表面を平滑化することを、また場合によっては、ウェブの圧縮を意味する。別のケースでは、成形作業は、フェイスマスクとして使われると思われる成形物品を形成するカップ状のような非平面形状にウェブを修正することを含む。ウェブの繊維特性は、成形の間保有されるが、繊維は、成形作業の圧力を通じて僅かに異なる横断面を受けてもよい。このウェブからなる成形物品は、DSCプロットに低温結晶化ピークがない状態をもたらす場合がある。
【0054】
望ましいアニーリング作業、及びその結果得られた、非晶質の性質を有する相のモルホロジーの確認は、処理されたウェブからの典型的な繊維のDSC(示差走査熱量計)試験により判断することができ、処理条件は、DSCからの結果を基に調節することができる。DSCを用いて、本開示のウェブ内で起こる変化を検証した。一般に、試験サンプル(例えば、繊維ウェブの小断片)に対して、DSC装置内で2回の加熱サイクルを行う。サンプルの融点(安定した基線に戻る熱流量信号によって測定した場合)を超える温度まで、受領時のままのサンプルを加熱する第1加熱を行う。第1加熱で融解したサンプルに対して、第1加熱と同様の第2加熱を行ってから、典型的には室温よりも低い温度まで冷却する。第1加熱は、その終了後ただちに、追加の熱処理を経ることなく、本開示の不織繊維ウェブの特徴を測定する。第2加熱は、ウェブの材料の基本特性を、本開示のウェブの製造及び処置中に材料が受ける処理により基本材料に付与されて、第1加熱中に生じるサンプルの融解によって消失したるいかなる特徴も共に測定する。
【0055】
図4に示されているように、変調示差走査熱量測定(MDSC)によってウェブを評価したが、その方法は、後述の実施例の部分に更に詳細に記載されている。未処理のポリ(エチレンテレフタレート)(PET)ウェブをプロット310で分析した。プロット310の第1加熱スキャン結果は、80℃のTg(312)、115℃のTcc(314)、及び258℃のTm(316)を示している。未処理のPETウェブを押し出し、本開示の制御された加熱及び冷却作業を行わずに集めた。
【0056】
同様に、図4に示されているプロット300は、本開示のアニーリング方法(加熱及び冷却作業)を用いた処理済みPETウェブの第1加熱スキャン結果を示している。プロット300では、80℃のTg(302)は、サンプルの非晶質状態での分子がガラス状態からゴム状態に転移するときの吸熱を示している。Tcc(304)では、発熱は、115℃で結晶化又はアラインメントする非晶質領域の分子を示している。Tm(306)は、258℃での吸熱を示しており、この吸熱では、ウェブの結晶部分が融解する。プロット310の未処理のPETサンプルと比べると、処理済みPETウェブ(プロット300)サンプルに対する本開示の制御された加熱及び冷却作業は、Tcc(304)の大きなシフト、又は発熱の大きさの変化を示さない。未処理のPETウェブのメルトブローン繊維は、実質的な低温結晶化発熱を保有する。プロット300のTm(306)も、プロット310のTm(316)と比較すると、Tmの大きなシフト、及び吸熱の大きさの変化を示さず、いずれのプロットも、比較的同じままであった。プロット300は、アニーリング方法が、プロット310の未処理ウェブと比較すると、繊維ウェブの結晶構造又はモルホロジーにあまり影響を及ぼさないことを示している。更に、プロット300は、未処理のPETウェブのプロット310と比較すると、処理済みサンプル内で歪み誘導結晶又は鎖伸長結晶の明らかな形成がないことを示している。
【0057】
ある1つの態様では、ポリマー繊維内に存在する非晶質部分の配向を徐々に緩和させるために、段階的アニーリングを必要としてよい。ある期間にわたり加熱されてから急冷されるウェブの繊維は、Tccを低下させるために、追加の段階的アニーリング処理を必要とする場合がある。
【0058】
加熱及び冷却作業の不織ウェブに対する影響の更なる確認は、実施例の部分に記載されているように、X線回折散乱を用いて観察した。図5には、処理済み(410)及び未処理(400)のPETウェブに関する回折データの方位角プロットが示されている。個々の繊維束を調製し、ポリマー鎖の結晶秩序を割り出すために、(繊維の長軸に対して)90°及び270°の角度で検証した。プロット400は、90°の角度(402)及び270°の角度(404)において、低レベルの結晶秩序及び一軸の好ましい配向を持つ未処理(400)のPET繊維を示している。PETウェブの処理済み(410)繊維は、未処理(400)の繊維と対照的に、90°の角度(402)及び270°の角度(404)において、更に低レベルの結晶秩序及び一軸の好ましい配向を持つ。また、処理済み(410)繊維のプロットは、未処理(400)のPET繊維と比較すると、本開示のアニーリング方法(加熱及び冷却作業)によって、結晶領域が減少するか、又は、繊維中に存在する非晶質領域の配向が低減することを示している。更に、処理済み(410)PET繊維は、結晶秩序又は非晶配向の増大を示していない。
【0059】
高分子材料として本開示で使用するのに好適なポリマーは、ポリアミド(例えばナイロン6、ナイロン6,6、ナイロン6,10)、ポリエステル(例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリトリメチレンテレフタレート、ポリシクロへキシレンジメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸及びその他の脂肪族ポリエステル)ポリウレタン、アクリル、アクリルコポリマー、ポリスチレン、ポリ塩化ビニル、ポリスチレン−ポリブタジエン、ポリスチレンブロックコポリマー、ポリエーテルケトン、ポリカーボネート、環状ポリオレフィン、並びにこれらの組み合わせが挙げられる。繊維ウェブの繊維は、単一の熱可塑性材料、又は複数の熱可塑性材料のブレンド、例えば、上に列挙したポリマーの1つ以上からなるブレンド、若しくは、上に列挙したポリマーのいずれか1つとポリオレフィンとからなるブレンドから形成させてよい。ある1つの態様では、異なる高分子材料からなる複数の層を有するように、繊維を押出成形する。この層は、同心円状に又は繊維の長さに沿って縦方向に配列してよい。
【0060】
一実施形態では、高分子材料はポリ(エチレンテレフタレート)を含む。
【0061】
一実施形態では、高分子材料はポリ(乳酸)を含む。
【0062】
また繊維は、顔料や染料などの特定の添加剤がブレンドされた材料を含む、材料のブレンドから形成されてもよい。コア・シース(芯鞘)型又はサイド・バイ・サイド型の二成分繊維などの二成分繊維が使用されてよい(本明細書中では、「二成分」は2つ以上の成分を有する繊維を含み、それぞれは、繊維の横断面を占め、繊維の長さにわたって延びる)。しかし、本発明は、一成分繊維と併せるのが最も有益であり(例えば、メルトブローン繊維が少なくとも一成分である場合など)、このようなケースは、多くの利点(製造及び組成の複雑度が小さい)を有し、利便的に結合できると共に、更なる結合性及び成形性を付与できる。繊維の混合物を含むウェブを調製するように、異なる繊維形成材料が、押出ヘッドの異なるオリフィスから押し出されてもよい。米国特許第4,118,531号(ハウザー(Hauser)ら)に記載されているように、短繊維の利用によって、ロフトを保持する熱的に安定なウェブの作製が可能になった。
【0063】
ある1つの態様では、ポリエステルメルトブローン不織繊維ウェブは、ポリプロピレン不織ウェブなどの他の不織高分子ウェブに比べて、高い強度、伸長性、強靱性、把持強度、及び引き裂き強さの独自の組み合わせを提供する。ポリエステル不織ウェブは、オレフィンウェブに比べて、高度な剛性又は硬さを有するように作製できる。この硬さは、主にその高い弾性値により、ポリエステルに固有のものとなっている。これに加えて、ポリエステル不織繊維ウェブには、オリフィン繊維ウェブに比べて、容易に難燃特性が付与される。
【0064】
本開示の方法で調製した繊維は、広範囲にわたる直径を有することができる。マイクロファイバーの寸法(直径約10マイクロメートル以下)が得られ、この寸法はいくつかの利点をもたらすが、これよりも大きい直径の繊維も調製でき、特定の用途には、直径の大きい繊維が有用である。より好ましくは、本開示の繊維直径は、1マイクロメートル〜20マイクロメートル、より好ましくは1マイクロメートル〜10マイクロメートル、最も好ましくは5マイクロメートル〜8マイクロメートルの範囲である。ほとんどの場合、円形断面を有する繊維が調製されるが、その他の断面形状も使用され得る。集められた繊維は、連続的であっても、本質的に不連続的であってもよい。
【0065】
記載されている不織繊維ウェブは、そのTg超の温度で処理すると、寸法的に安定である。ウェブ収縮は、ウェブをアニーリングした温度を上回る温度まで昇温させたとき、主表面沿いにおいて、典型的には4パーセント未満、より好ましくは2パーセント未満、最も好ましくは1パーセント未満である。寸法安定性に関するサンプルは、実施例の部分に記載されている。
【0066】
一実施形態では、不織繊維ウェブは200℃以下の温度で熱的に安定しており、そして更に実施例の部分に記載されている。
【0067】
本開示のいくつかのウェブは、濾過力の向上をもたらすために、米国特許第3,971,373号に開示されているような粒子状物質を含んでよい。添加される粒子は、例えば、ウェブ形成中の処理条件を制御することによって、又は、後の熱処理又は成形作業によって、繊維に結合させてもさせなくてもよい。添加される粒子状物質は、米国特許第4,429,001号に教示されているような超吸着材であってもよい。更には、添加物は、染料、顔料、又は難燃剤のように、繊維の中に組み混んでもよい。
【0068】
本開示のウェブは、絶縁材、例えば、防音材又は断熱材として特に有用である。けん縮繊維と配向メルトブローン繊維とのブレンドを含むウェブは、絶縁材及び絶縁用途において特に有用である。米国特許第6,667,254号(トンプソン(Thompson)ら)に記載されているように、けん縮繊維の添加を通じて、ウェブを更に嵩高又は更にロフトの高いものにし、それによって、絶縁特性を高める。絶縁目的では厚さ5ミリメートルほどのウェブが使われてきているが、開示する絶縁ウェブは好ましくは、厚さ1又は2センチメートル以上である。本明細書に記載されている実質的に未配向のメルトブローンPET繊維は、小さい直径を有しており、この小さい直径も、材料の単位容積あたりの表面積が大きいことの一因となることによって、ウェブの絶縁特性を高める。嵩高と小さい直径との組み合わせは、優れた絶縁特性をもたらす(メルトブローン繊維と短繊維との混合物は、米国特許第4,118,531号(ハウザー(Hauser)ら)に記載されている。
【0069】
熱応力下での寸法安定性によって、本開示のウェブは、自動車のエンジンルーム又は小型及び大型電化製品(例えば、エアコン、食器洗浄機、及び冷蔵庫)のハウジングといったチャンバーの内側を覆うのにとりわけ適している。このウェブは、増大した引張り強度、耐久性、及び曲げ強度も有する。耐久性は、絶縁材での有用性を高め、例えば、増大した耐磨耗性及び耐洗濯性をもたらす。ウェブのその他の実例的用途は、防音ダンパー、フィルター、及び電池セパレーターとしてのものである。
【0070】
以下の実施例によって、本発明を更に明確にしていくが、実施例は、代表的なものであり、本発明の範囲を限定することを意図しない。
【実施例】
【0071】
本発明は、本発明の範囲内の多数の修正例及び変更例が当業者にとって明らかであるために、例証のみを意図する以下の実施例に更に詳しく記載されている。別に言及されない限り、次の実施例で報告される全ての部、百分率、及び比は、重量基準であり、実施例で使用される全ての試薬は、下記の化学薬品供給元から得られたか又は入手でき、あるいは従来の技術により合成されてよい。
【0072】
示差走査熱分析
下記の実施例の代表的な不織繊維ウェブ上で、さまざまな測定及び試験が行われた。示差走査熱量測定(DSC)は、調節されたDSC(商標)システム(デラウェア州ニューキャッスル(New Castle)のTAインストルメンツ(TA Instruments)社より提供されるQ1000モデル)を使用して行われた。かみそりの刃を用いて試験用ウェブから約2〜4ミリグラムの試験サンプルを切断し、下記の条件を用いて試験した。
【0073】
実施例1及び2、並びに比較例C1及びC2では、サンプルは、4℃/分の加熱速度、±0.636℃の摂動振幅、及び60秒間で−10〜300℃まで加熱された。
【0074】
実施例3及び比較例C3では、サンプルは、4℃/分の加熱速度、±0.636℃の摂動振幅、及び60秒間で−25〜210℃まで加熱された。
【0075】
試験サンプルに対して、加熱−冷却−加熱という試験サイクルを使用した。
【0076】
X線散乱(XRD、WAXS、SAXS、GIXD、リフレクトメトリー、マイクロ回折)
透過配置形態で検証するサンプルを、個々の繊維束として調製した。繊維束は、不織ウェブから個々の繊維の群を取り除き、それらの繊維の長軸をそろえて繊維束を形成させることによって調製した。
【0077】
フィリップス(Philips)(マサチューセッツ州ナティック(Natick)のパナリティカル(Panalytica))という垂直回折計、銅Kα(アルファ)放射線、及び、比例検出器の散乱線レジストリーを用いてサーベイスキャンの形で反射配置データを集めた。上記の回折計には、可変入射ビームスリット、固定回折ビームスリット、及びグラファイト回折ビームモノクロメーターが装備されている。5〜55度(2θ)で、0.04度刻み及び8)秒のドウェル時間を用いて、サーベイスキャンを行った。ジェイド(Jade)(バージョン7.5、カリフォルニア州リバーモア(Livermore)のMDI)というソフトウェアスイートを用いて、反射配置データを処理した。透過配置データは、ブルカー−AXS(Bruker-AXS)(ウィスコンシン州マディソン(Madison))のGADDSというマイクロ回折システム、銅Kα(アルファ)放射線、及び、ハイスター(HiStar)という2D位置感知型検出器の散乱線レジストリーを用いて集めた。6cmというサンプルと検出器との距離を用いてサンプルを中心に置き、サンプルを傾けずに、0度(2θ)で検出器を配置した。50kV及び50mAというジェネレーター設定で、グラファイトで単色化した300ミクロンの入射X線ビームを用いた。データを2時間蓄積した。ブルカー−AXS(Bruker-AXS)のGADDS(バージョン4.1、ウィスコンシン州マディソン(Madison))を用いて、透過2D(2次元)データを分析した。1.5度(2シータ又は2θ)の広角散乱角範囲にわたって0.1度(キー)の刻み幅を用いて、2Dデータの全方位トレースを行った。
【0078】
実施例1〜3及び比較例1〜3
本発明の不織メルトブロウンウェブを、ウェンテ、ヴァンA.(Van A. Wente)、「超微細熱可塑性繊維(Superfine Thermoplastic Fibers)」、生産工学化学(Industrial Engineering Chemistry)、48巻、1342頁以下(1956年)、又はウェンテ、ヴァンA.(Van A. Wente)、ブーン、C.D.(Boone, C. D.)、及びフルハーティー、E.L.(Fluharty, E. L.)、「超微細有機繊維の製造(Manufacture of Super Fine Organic Fibers)」、海軍研究試験所(Naval Research Laboratories)という題名の報告書番号4364(1954年5月25日出版)で教示されたのと同様の方法(ドリルダイが好ましくは使用されたという点を除いて)により調製した。ダイを通じて、加熱された空気の高速流の中に熱可塑性材料を押し出した。この高速流は、繊維の固化及び回収前に、繊維を引き伸ばして細化させる。繊維を無作為に有孔スクリーン上などに集めた。
【0079】
図1に示される器具は、ポリエチレンテレフタレート及びポリ乳酸から繊維ウェブを調製するために使用された。実施例1〜2、及び比較例1〜2(C1〜C2)は、295℃の融解温度(Tm)、及び0.61の固有粘度を有するポリ(エチレンテレフタレート)(PET)(3Mポリエステル樹脂(3M Polyester Resin)65100、ミネソタ州セントポール(St. Paul)の3M社(3M Company))から調製した。実施例3及び比較例3(C3)は、ミネソタ州ミネトンカ(Minnetonka)のネイチャーワークス社(Natureworks, LLC,)から入手可能なネイチャーワークス(Natureworks)6251Dというポリ乳酸(PLA)から調製した。
【0080】
実施例4
実施例4は、米国特許第4,118,531号(ハウザー(Hauser)ら)に教示されている手順に従ってウェブの中に短繊維を添加する以外は、実施例1と同じであった。この短繊維は、配向ポリ(エチレンテレフタレート)(4.7デシテックス、長さ約5cm)のけん縮短繊維(コサ(Kosa)T224繊維、ジョージア州コビントン(Covington)のファイバービジョンズ社(Fiber Visions Incorporated))によるものであった。ウェブの組成は、実施例2の繊維密集体50%、短繊維50%であった。
【0081】
不織繊維ウェブの形成及び処理
装置のある部分と動作条件が表1に詳しく説明されている。表に報告されていない装置パラメータは、以下の通りである。図2のプレート104は、0.95センチメートル(3/8インチ)の間隔で、0.64センチメートル(1/4インチ直径)の孔を含有し、プレート面積の40%などを構成する。捕集器18は、1.27メートル(50インチ幅)、0.43mm×0.60mmの開口を有する山形模様の40メッシュステンレススチール網ベルト(stainless steel woven belt)(テネシー州ポートランド(Portland)のアルバニー・インターナショナル・エンジニア・ファブリックス(Albany International Engineered Fabrics)からの2055型)であった。
【0082】
繊維は、約55.9センチメートル(22インチ)の幅を有する密集体19を形成するように捕集器ベルト上に堆積された。ベルト18の下部に位置するプレート111の部分115は、36.8センチメートル(14.5インチ)の機械方向長さを有し、中心が2.78ミリメートルの均一な間隔で、プレート面積の30%などを構成する、1.59ミリメートル直径の孔を含有し、部分116は、約60センチメートル(23.5インチ)の長さを有し、中心が3.18ミリメートル、均一な間隔でプレート面積23%などを構成する1.59ミリメートル直径の孔を含有し、部分117及び118は合計で約23センチメートル(約9インチ)の長さを有し、中心が4.76ミリメートルの均一な間隔でプレート面積63%などを構成し、3.97ミリメートル直径の孔を含有し、部分117の機械方向長さは、表1のスロット幅3.8センチメートル(1.5インチ)を有し、急冷又は冷却部分の長さ118を約19.2センチメートル(7.6インチ)残す。図3の空気排出ダクト14は、55.9センチメートル(22インチ)の幅(捕集器ベルトの移動方向である、機械方向の横断方向)を有し、図3の距離118に十分な長さは、約19センチメートル(7.5インチ)であった。
【0083】
表3に示されるように、表1に報告される加熱面速度は、熱線風速計を使用して、密集体の約1.27センチメートル(0.5インチ)上方の点のスロット109の中心で測定され、領域の幅にわたって10回の測定が行われ、算術平均した。冷却面速度は、図2の領域120の中央(機械方向軸に沿って)で同じ方法で測定される。表1で報告される、加熱領域1〜6の温度は、導管107から箱101へと入る空気の温度である。6本の導管107があり、流入する空気の温度が箱101への入口点で、開放接点熱電対(open-junction thermocouples)によって測定された。図2の空気排出長120は20.3cm、空気排出真空度は280mm水柱、冷却面速度は、領域120の中央において530メートル/分であった。
【0084】
【表1】
【0085】
*空気結合器
ウェブの収縮
ウェブの収縮は、当初のサンプル寸法からの寸法減少率として測定した。ASTM D 3776−96に従って調製したウェブの機械方向に印を付けて、ウェブのサンプルを1辺10cmの正方形のサンプル寸法にダイカットした。ASTM D 1204−84に従ってサンプルを試験した。サンプルをアルミニウムパンの中に置いた。アルミニウムパンは、サンプルがアルミニウムパンに貼りつくのを防ぐために、軽くタルク処理した。続いて、サンプルを対流式オーブン内に置き、オーブンを2時間、一定温度に保持した。ウェブをオーブンから取り出し、約22℃及び50%の相対湿度で24時間調湿した。ウェブを測定し、機械方向及び横断方向の双方のサンプル長で除した収縮値を得ることによって、収縮を計算した。その結果を表2に記す。ウェブのアニーリング処理は、収縮を有用なレベルまで低下させ、この場合のウェブは、その処理温度を上回る温度において安定的である。
【0086】
【表2】
【0087】
#CD(横断方向)
^MD(機械方向)
ウェブの成形
実施例2及び4のウェブの成形性能は、従来の成形条件であるが、以下の表3に示される130℃の成形温度を用いて、典型的なサンプルをレスピレータ型のカップ形状に成形することによって調べられる。成形手順は、米国特許出願第11/461,192号(フォックス(Fox)ら)に記載されている。5秒の成形サイクルを用いて、実施例2の2層のサンプル、並びに、実施例4の2つのサンプル(4(#1)及び4(#2))を成形した。成形型を5秒間閉じ、成形型を開けたら、サンプルを室温の成形型の上に5秒間置いた。成形高さは5.7センチメートル(2.2インチ)であり、11.5センチメートル(4.5インチ)の短軸及び13センチメートル(5.1インチ)の長軸を有する、ほぼ楕円形状を形成した。成形部分の間には0.5センチメートル(0.2インチ)の間隔があった。成形されたカップの高さは、テーブル面にこれを固定し、成形されたカップの頂部に平刃を置き、テーブル面からナイフの刃までの距離を測定することによって測定される。100グラムのおもりを刃の上に置き、高さをもう一度測定した。成形温度及び高さの測定値が表3に報告されている。実施例2及び4のウェブは、130℃の温度で成形した場合でも、成形型の形どおりにうまく成形された。C1及びC2の成形物は、ウェブ収縮の結果、成形型から外すときに裂けた。本開示に記載されているアニーリング処理は、未処理ウェブとは異なり、成形可能であるウェブを提供する。
【0088】
【表3】
【0089】
本発明の様々な修正形態及び変更形態が、当業者には、本発明の範囲及び趣旨から逸脱することなく明らかとなろう。また、本発明は、本明細書に記載した例示的な実施形態に限定されないことが理解されるべきである。
【技術分野】
【0001】
本発明は、結合した不織繊維ウェブに関する。
【背景技術】
【0002】
ポリオレフィンのような典型的な溶融紡糸ポリマーは、メルトブローン繊維の押出成形時に半結晶状態である傾向がある(示差走査熱量計(DSC)で測定した場合)。ポリオレフィンでは、この秩序状態の原因の一部は、比較的速い結晶化速度、及び、押出物内で配向される伸長ポリマー鎖である。メルトブローン押出成形では、伸長配向は、伸長場内の高速の加熱空気によって実現される。好ましいランダムコイル構造からポリマー鎖が伸長し、結晶が形成されると、ポリマーに内部応力が加わる。ポリマーが、そのガラス転移温度(Tg)を上回ると、上記の内部応力は消失することになる。メルトブローンポリオレフィンでは、ポリマーのTgが室温を大きく下回るため、応力の消失は、ウェブ形成から数日以内に自然発生的に起きる。
【0003】
メルトブローンポリエチレンテレフタレート(PET)は一般的に、処理中に加えられる歪みレベル、及び、冷却中にポリマー鎖の緩和に費やせる時間に相応する結晶配向レベルを示す。PETは、比較的遅い緩和速度、比較的遅い結晶化速度、比較的高い融解温度(Tm)、及び室温を上回るガラス転移温度(Tg)を有する。伸長場内の非晶配向による内部応力は、融解物の急冷により、その場凍結され、ひいては、緩和を遅らせる。Tgに近づくと共に、Tgを上回ると、ポリマー鎖は緩和し始める。十分な時間にわたりTgとTmとの間でアニーリングを行うと、ポリマーは、伸長配向を原因とする内部応力を消失させることができるようになり、ポリマー鎖は、結晶化可能になる。応力の消失は、ウェブの押出寸法の収縮という形で現れ、ポリマー鎖の結晶化は、脆弱性を増大させる。
【0004】
より安定性及び有用性の高いメルトブローンPET繊維を提供する試みとしては、幅出し構造体の上に保持しながらウェブをアニーリングするものが、米国特許第5,958,322号(トンプソン(Thompson)ら)に記載されており、又は、繊維の細化中に歪み誘導結晶を形成させるものが、米国特許第6,667,254号(トンプソン,Jr.(Thompson, Jr.)ら)及び特開平3−45768号公報に記載されている。加熱した溶媒中で延伸結晶性ポリマーの可溶部分を抽出し、引張応力を加えて安定的なポリエステル不織繊維ウェブを提供する他の技法が、米国特許第3,823,210号(ヒカル・シイ(Hikaru Shii)ら)に記載されており、ウェブを溶媒中で処理することによる技法が、米国特許第5,010,165号(プルエット(Pruett)ら)に記載されている。
【発明の概要】
【課題を解決するための手段】
【0005】
本開示のメルトブローン繊維は、歪み誘導結晶化を実質的に含まない、結合した不織繊維ウェブ内で実質的に未配向である。ある1つの態様では、本開示は、結合した不織繊維ウェブを作製する方法を提供し、この方法は、高分子材料を含むメルトブローン繊維の密集体を押出成形する工程と、このメルトブローン繊維密集体を最初の不織繊維ウェブとして集める工程(この繊維は、歪み誘導結晶化を実質的に含まない)と、制御された加熱及び冷却作業によってこの最初の不織繊維ウェブをアニーリングする工程と、寸法的に安定な結合した不織繊維ウェブを集める工程とを含む。この制御された加熱及び冷却作業は、高分子材料のTcc(低温結晶化温度)超の温度を有する第1の流体で不織繊維ウェブを加熱して、結合した不織繊維ウェブを形成するメルトブローン繊維の非晶質領域の配向を低減することと、高分子材料のTg未満の温度を有する第2の流体で不織繊維ウェブを冷却して、メルトブローン繊維の非晶質領域を保有することとを含む。
【0006】
一実施形態では、寸法的に安定な結合した不織繊維ウェブの収縮は、最初の不織繊維ウェブと比較して、4%未満である。
【0007】
一実施形態では、最初の不織繊維ウェブ、加熱済み不織繊維ウェブ、結合した不織繊維ウェブ、冷却された結合した不織繊維ウェブ、及び、寸法的に安定な結合した不織繊維ウェブは、拘束されていない。
【0008】
別の態様では、ある1つの結合した不織繊維ウェブについて説明する。このウェブは、1〜20マイクロメートルの範囲の直径を有するメルトブローン繊維を含む。この繊維は、歪み誘導結晶化を実質的に含まない。
【0009】
典型的には非晶質である不織繊維ウェブ(ポリエチレンテレフタレート(PET)など)は、メルトブローン繊維の押出成形時に、ほぼ非晶質状態である傾向がある。伸長場内の非晶配向による内部応力は、融解物の急冷により、その場凍結され、ひいては、緩和を抑制し、この抑制は、後にTg超の温度でアニーリングを行うまでは、解除できない。十分な期間にわたりTgとTmとの間でアニーリングを行うと、ポリマーは、結晶化すること、及び、伸長配向を原因とする内部応力を消失させることの双方が可能になる。この応力の消失は収縮という形で現れ、その収縮は、ウェブの押出寸法の50%を超える値に近づく可能性がある。
【0010】
本開示の繊維は、歪み誘導結晶化を実質的に含まず、結合した不織繊維ウェブ内で実質的に未配向である。押出成形機のダイから出る繊維は典型的に鎖伸長がないため、繊維が集められるとき、ポリマー鎖内での非晶配向の低下を示す。ウェブの繊維が制御された加熱工程中に軟化して、繊維間の結合、及び、繊維の非晶質領域の配向の低下をもたらす。ある期間にわたって、高分子材料のTcc超の温度で繊維を緩和させる。加熱工程の直後に、高分子材料のTgを下回る温度まで繊維を冷却して、上記の加熱工程で得られた、低下した非晶配向を保有又は固定する。この制御された加熱及び冷却作業は、寸法的に安定な結合した不織繊維ウェブを提供する。
【図面の簡単な説明】
【0011】
【図1】不織繊維ウェブを形成させるメルトブローン繊維装置の略図。
【図2】図1の装置の熱処理部分の拡大側面の略図。
【図3】図1の装置の略図(斜視図)。
【図4】ポリ(エチレンテレフタレート(terephthlate))不織繊維ウェブから取った繊維上での示差走査熱量測定(DSC)によって得たプロット。
【図5】ポリ(エチレンテレフタレート)不織繊維ウェブから取った繊維のX線回折(リフレクトメトリー)によって得た方位角プロット。
【発明を実施するための形態】
【0012】
以下の定義された用語に関して、別の定義が特許請求の範囲又は本明細書の他の箇所において示されない限り、これらの定義が適用される。
【0013】
用語「アニーリング」は、ある温度まで高分子材料を加熱及び/又は冷却して、一連又は1つの所望の特性に影響を及ぼす方法を指す。例えば、ある温度で材料をアニーリングしてポリマー鎖を緩和させ、その後に、この温度よりも低い温度で冷却して、前記のより高い温度で実現させた特性を保有してよい。
【0014】
用語「低温結晶化温度(Tcc)」は、DSC(示差走査熱量測定)プロットに示されているように、ポリマー鎖の非晶質領域が、ポリマーのTg超の温度で有機化及び配向する温度を指す。
【0015】
用語「急冷」は、加熱作業後の介入時間間隔なしに、メルトブローン繊維の非晶配向を保有するために、メルトブローン繊維を急速に冷却又はクエンチすることを指す。一実施形態では、気体取出機器は、加熱後、ただちにウェブを通して、冷却気体、又は例えば、周囲空気等のその他の流体を出し、それにより繊維を急冷するために、加熱気体流からのダウンウェブに配置される。加熱の長さは、例えば、ウェブの移動経路に沿った加熱領域の長さによって、また、ウェブが加熱領域を通って冷却領域まで移動する速度によって制御されて、繊維全体を溶融することなく、繊維の非晶質領域の意図される軟化及び緩和が引き起こされる。
【0016】
用語「寸法的に安定」は、不織繊維ウェブをアニーリングしたときの温度を上回る温度まで昇温させたときに、主表面沿いにおいて、好ましくは4パーセント未満の収縮、より好ましくは2パーセント未満の収縮、最も好ましくは1パーセント未満の収縮を示す不織繊維ウェブを指す。ウェブは、ASTM D 3776−96に従って調製し、ASTM D 1204−84に従って収縮について試験した。表2は、ウェブ収縮試験の結果を示している。
【0017】
用語「強制的に通す」は、通常の室内圧力に加えて、流体をウェブに通すように推進するために流体に加えられる力で、ウェブに流体又は気体流を通すことを指す。本方法のアニーリング工程は、コンベヤー上のウェブを、加圧下の加熱器から出てウェブの片側と係合する集中的な又はナイフ様の加熱気体流を提供する装置(例えば、空気結合器)に通すことを含み、ウェブのもう片側上の気体取出装置は、ウェブを通して加熱気体を引き出すのを助ける。一般に、加熱流は、ウェブの幅全体に及ぶ。ウェブの繊維を有効に高い温度まで、完全に、均一に、及び急速に加熱するために、加熱流に、流量を調節する特別な制御を施して、加熱気体が、ウェブの幅を通って、均一に、かつ制御速度で分配されるようにしてよい。
【0018】
用語「ガラス転移温度(Tg)」は、ポリマーが、ガラス状態から粘稠又はゴム状態に変化する温度を指す。
【0019】
用語「加熱」は、空気結合装置の、精密に制御した加熱空気(容量、速度、及び温度を制御した空気)を指す。
【0020】
用語「融点又は融解転移温度(Tm)」は、ポリマーが固相から液相に転移する温度を指す。
【0021】
用語「マイクロファイバー」は、20マイクロメートル未満の有効繊維直径を有する繊維を指す。
【0022】
用語「不織繊維ウェブ」は、高分子繊維を機械的、化学的、及び/又は熱的に結合又はインターロックすることによって製造されるテキスタイル構造体を指す。
【0023】
用語「ある期間」は、所望の機能を実行するための所定の長さの時間を指す。例えば、本開示の不織ウェブを「ある期間」にわたり加熱して、ポリマー鎖の非晶配向を緩和させ、及び/又は、ウェブの繊維の結合を可能にする。
【0024】
用語「高分子」は、無機物質でないと共に、反復単位を含有し、ポリマー、コポリマー、及びオリゴマーをそして更に含む物質を指す。
【0025】
用語「実質的に含まない」は、ある材料、数量、又は品目がゼロであるか、又はほとんど検出できない量であることを指す。例えば、この量は、その材料、数量、又は品目の2パーセント未満、0.5パーセント未満、又は0.1パーセント未満であることができる。
【0026】
用語「実質的に未配向」は、ある材料、数量、又は品目がゼロであるか、又はほとんど検出できない量であることを指す。例えば、この量は、その材料、数量、又は品目の2パーセント未満、0.5パーセント未満、又は0.1パーセント未満であることができる。
【0027】
用語「熱可塑性」は、熱に暴露されると可逆的に軟化する高分子材料を指す。
【0028】
用語「拘束されない」は、繊維の配向及び結晶化を実現させるための幅出し構造体のような装置によってウェブ又は繊維が保持又は拘束されない状態を指す。
【0029】
端点による数値範囲の列挙は、その範囲内に包括される全ての数を含む(例えば、1〜5は、1、1.5、2、2.75、3、3.8、4、及び5を含む)。
【0030】
本明細書及び添付の特許請求の範囲に含まれるとき、単数形「a」、「an」、及び「the」は、その内容について別段の明確な指示がない限り、複数の指示対象を含む。したがって、例えば「化合物」(compound)を含有する組成物の言及は、2つ以上の化合物の混合物を含む。本明細書及び添付の特許請求の範囲において使用されるとき、用語「又は」は、その内容について別段の明確な指示がない限り、一般的に「及び/又は」を包含する意味で用いられる。
【0031】
特に指示がない限り、明細書及び特許請求の範囲に使用されている成分の量、性質の測定値等を表す全ての数は、全ての例において、用語「約」により修飾されていることを理解されたい。したがって、特に指示がない限り、先行の本明細書及び添付の特許請求の範囲に記載の数値的パラメータは、本開示の教示を利用して当業者により得ることが求められる所望の性質に応じて変化し得る近似値である。最低でも、特許請求の範囲への同等物の原則の適用を限定する試みとしてではなく、少なくとも各数値的パラメータは、報告された有効数字の数を考慮して、通常の四捨五入の適用によって解釈されなければならない。本開示の広範囲で示す数値的範囲及びパラメータは、近似値であるが、具体例に記載の数値は可能な限り正確に報告する。しかし、いずれの数値もそれらの試験測定値それぞれにおいて見られる標準偏差から必然的に生じる誤差を本来含有する。
【0032】
本開示のメルトブローン繊維又はメルトブローン繊維ウェブを作製するのに有用である代表的な装置は、図1に示されている。ブローン繊維を形成する装置の一部は、生産工学化学(Industrial Engineering Chemistry)、48巻、1342〜1346頁(1956年)中のウェンテ、ヴァン・A.(Wente, Van A.)、「超微細熱可塑性繊維(Superfine Thermoplastic Fibers)」、又は1954年5月25日公開の、ウェンテ、ヴァン・A.ら、「超微細有機繊維の製造(Manufacture of Superfine Organic Fibers)」と題された海軍研究試験所(Naval Research Laboratories)の報告書番号4364に記載されているようであることができる。図示されている装置のこの部分は、平行に並列するようにそろえられた一連のダイオリフィス11を有するダイ10を含み、オリフィス11の1つは、断面図において、ダイを通るように示されている。オリフィス11は、中心ダイキャビティ12から通じる。繊維形成材は、押出成形機13からダイキャビティ12に投入する。オリフィス11の列のいずれかの側に配置された細長い(ページと垂直な方向に細長い)開口部又はスロット15は、非常に速い速度で加熱空気を伝搬する。外側のダイリップ23は、スロット15の寸法に、構造上の制限又は特徴をもたらし、内側のダイリップ24は、流動16が11から出るときに流動16の寸法を制御するのを補助するための構造上の制限又は特徴をもたらす。スロット15の空気(一次空気と呼ぶ)は、押し出された繊維形成材料に影響を及ぼし、押し出された材料を迅速に組み合わせて、繊維の密集体にする。
【0033】
この繊維は、メルトブローンダイ10から、流動16を通って捕集器18に到達する。繊維は、融解転移温度Tm超の温度で、ダイキャビティ12のオリフィス11から出る。オリフィス11から0.5〜5cm以内で、流動16の繊維は減速し始め、一般にはTm未満で冷却されるが、この場合、繊維には、歪み誘導結晶化を実質的に含まない。流動16のメルトブローン繊維は、捕集器18に近づくにつれ減速し続け、一般に、顕著な繊維収縮なしに、Tg(ガラス転移温度)を下回る温度に近づく。この方法による繊維配向又は細化がないことは、材料内で歪み誘導結晶化が起こらない一因となる場合がある。繊維は、メルトブローン繊維19のウェブ又は密集体として、移動捕集器18の上で集められる。捕集器18は、微細有孔円筒スクリーン若しくはドラム、又は移動ベルトの形状を取ってよい。繊維の堆積及び気体(例えば、繊維を流動16内に運ぶ際の空気)の除去を補助するために、気体取出装置を捕集器の後方に配置してよい。図1のメルトブローン装置の更なる詳細は、米国特許第6,667,254号(トンプソン(Thompson)ら)に記載されている。
【0034】
本開示の繊維は、捕集器18の上に移動するまでは、引き出されたり又は細化されたりしない。一次空気は、繊維の動き及び統合を促進する。
【0035】
流動16内の繊維の捕集器18への堆積後、繊維19の密集体は一般に、制御された加熱及び冷却作業によって、ウェブとしてアニーリングされる。
【0036】
ある1つの態様では、メルトブローン繊維19の密集体は、捕集器18の上に移送され、図2及び図3に示されているように、加熱及び冷却作業によってアニーリングされる。図2及び図3の装置は、急冷流量ヒーター、急冷ヒーター、又は空気結合器と称される。集められた繊維密集体19は、最初に、捕集器18の上に取り付けられた、制御された加熱装置100の下を通される。代表的な加熱装置100は、上側プレナム102及び下側プレナム103に分割されたハウジング101を備える。上側プレナム(102)及び下側プレナム(103)は、一連の有孔105の開いたプレート104で隔てられており、孔105は、典型的には、寸法及び間隔が均一である。気体、典型的には空気が、開口部106を介して導管107から上側プレナム102に供給され、プレートは、上側プレナムに供給された空気がプレートを通過して下側プレナム103に入るとき、その空気を比較的均一に分配するための流量分配手段として機能する。他の有用な流量分配手段としては、フィン、バッフル、マニフォールド、エアドラム、スクリーン、又は燒結プレート、すなわち空気の分配を均一にするデバイスが挙げられる。
【0037】
図2及び図3の装置100では、下側プレナム103の底壁108は、細長いスロット109を備えて形成され、そこを介して、下側プレナムからの加熱された空気の細長い又はナイフ状の流動110が、加熱装置100の下で捕集器18上を移動している繊維密集体19上に吹き付けられる(図3において、密集体19及び捕集器18は部分的に切断して示される)。図2及び図3は、米国特許出願第11/457,899号(ベリガン(Berrigan)ら)に更に詳細に記載されている。気体排出14は、好ましくは、加熱装置100のスロット109の下に置かれるように十分なほど延びる(並びに、加熱流110を超えて距離118だけダウンウェブに、120と記された領域を超えて延びる)。プレナム内の加熱された空気は、したがって、プレナム103内の内部圧力下にあり、スロット109において、更に気体排出装置14の真空排出下にある。排出力を更に制御するために、有孔プレート111は、捕集器18の下に配置されて、集められた密集体19の幅及び加熱領域にわたって所望の均一性での、加熱された空気の流動110の広がりに寄与する、一種の背圧又は流量制限手段を与える。他の有用な流量制限手段としてはスクリーン又は燒結プレートが挙げられる。
【0038】
所望の制御を実現させるために、捕集器18のプレート111内の開口部の数、寸法、及び密度をそれぞれの区域によって変えてよい。多量の空気が繊維形成装置を通過し、繊維が領域115内の捕集器に達すると整理されなければならない。処理空気の様々な流動の下でウェブを適所で保持するため、十分な空気が領域116内のウェブ及び捕集器を通過する。処理空気がウェブを通過できるようにし、一方で空気がより均等に分配されることを保証するのに十分な抵抗が残るように、熱処理領域117及び冷却118の下では、プレートに十分な開口度が必要である。
【0039】
繊維の密集体19を通過する加熱された空気の量及び温度を選択し、繊維のモルホロジーの適切な修正を行う。詳細には、急速に加熱することによって、繊維が特定の温度に達するように、上記の量及び温度を選択するが、この急加熱によって、繊維が軟化及び結合するようになると共に、繊維が、Tcc超の温度でその鎖を緩和させて、非晶質領域の配向を低減させるようになる。この加熱作業の後に、繊維をそのTg未満の温度で冷却又は急冷する。
【0040】
集められた密集体19全体を通して意図される繊維モルホロジーの変化を達成するため、密集体19の加熱区域全体にわたって温度−時間条件を制御しなければならない。ウェブを通過する加熱された空気の流動110の温度が、処理される密集体の幅にわたって5℃の範囲以内、好ましくは2℃又は更には1℃以内のとき、最良の結果が概して得られた(加熱空気の温度は、動作を便利に制御するため、ハウジング101への加熱空気の入口点で測定される場合が多いが、集められたウェブに隣接して熱電対を用いて測定することもできる)。更に、加熱装置は、経時的に流動の温度を一定に維持するように、例えば過加熱又は未加熱を防ぐためにヒーターのオン及びオフを素早く循環させることによって操作される。好ましくは、温度は、1秒間隔で測定される場合に、目的とする温度の1℃以内に保持される。ポリマー鎖を緩和させると共に、いずれの歪み誘導結晶化又は非晶配向も実質的に除去又は低減させるには、加熱作業の流動110の温度は、典型的には80℃〜400℃、より好ましくは90℃〜300℃、最も好ましくは100℃〜275℃であれば十分である。
【0041】
一実施形態では、流動110による、ウェブ(例えば不織繊維ウェブ)の繊維19の密集体の温度は、70℃〜300℃、より好ましくは80℃〜300℃、最も好ましくは90℃〜285℃の範囲である。結合のために繊維を軟化させると共に、ポリマー鎖の非晶質領域の配向を緩和させるには、この繊維の温度で十分である。
【0042】
加熱を更に制御し、集められた密集体19の繊維の望ましいモルホロジー形成を完了させるために、密集体は次いで加熱された空気流110の適用直後に冷却にかけられて、繊維を実質的に未配向のモルホロジーに急冷する。そのような冷却は、一般に、密集体19が制御された熱気流110を離れる際に、空気を密集体19の上及び中に引き込むことによって得ることができる。図2の数字120は、空気排出装置によって、ウェブを介して周囲空気が引き込まれる領域を表している。気体排出装置14は、加熱装置を越えて、捕集器18に沿って距離118だけ延び、領域120おける密集体19全体の完全な冷却及び冷却を確実なものにする。空気は、ハウジング101の基部の下、例えば図2で120aと印される区域内に引き込むことができるので、ウェブが熱気流110を離れた直後にウェブに達する。
【0043】
冷却の目的は、ウェブ及び繊維から熱を迅速に除去し、それによって、後で繊維中に生じ得る結晶化又は分子秩序の程度及び性質を実質的に制限することである。一般的に、加熱及び冷却作業でウェブをアニーリングすることは、ウェブがコンベヤー上で作業を通じて移動する間に行われ、冷却は、ウェブが作業の最後に貯蔵ロールに巻き取られる前に行われる。処理時間は、ウェブが動作を通して移動される速度に応じて変わるが、一般に、アニーリング作業(加熱及び冷却)は、1分以内で、好ましくは15秒未満で行われる。アニーリング作業は、より好ましくは5秒未満、更により好ましくは0.5秒未満、最も好ましくは0.001秒未満で行われる。
【0044】
一実施形態では、ある期間にわたって加熱し、融解/軟化状態から固化状態に急冷することによって、繊維を実質的に未配向にすると共に、歪み誘導結晶化を実質的に含まないようにする。望ましくは、DSCで測定した場合にTgを少なくとも100℃下回る温度の流体によって、繊維19の密集体を冷却する。ある1つの態様では、この冷却温度は、−80℃〜65℃、より好ましくは−70℃〜60℃、最も好ましくは−50℃〜50℃の範囲である。また、冷却流体は、望ましくは、0.001秒〜15秒間加える。選択される冷却流体は、繊維を急速に固化させるのに十分な熱容量を有する。
【0045】
一実施形態では、ウェブの繊維の温度は、−70℃〜55℃の範囲である。より好ましくは、繊維の温度は、−60℃〜50℃、最も好ましくは−50℃〜40℃の範囲である。繊維の温度は、上記の加熱工程によって低減した非晶配向を保有するのに十分である。
【0046】
第1の流体を用いて、不織繊維ウェブを加熱してよく、第2の流体を用いて、不織繊維ウェブを冷却してよい。第1の流体及び第2の流体は、気体、液体、又はこれらの混合物であってよい。第1の流体及び第2の流体は、ウェブの加熱及び冷却用である同じ流体であっても、異なる流体であってもよい。使用することが可能な他の流体としては、繊維に噴霧される水、例えば、繊維を加熱する加熱された水又は蒸気、及び繊維を冷却又は急冷する比較的冷たい水が挙げられる。
【0047】
ある1つの態様では、アニーリング工程は、ウェブの加熱及び冷却の少なくとも1つを含む。ウェブの性能及び特性に影響をもたらすために、追加のアニーリング工程を行ってよい。加熱及び冷却の反復アニーリング工程は、不織ウェブの繊維のDSCプロットに示されているように、徐々にTccを低下させることになる。
【0048】
一実施形態では、メルトブローン繊維の密集体を即時にアニーリングする。ウェブの即時処理(制御された加熱及び冷却によるウェブのアニーリング)は、ウェブサンプル内で物理的老化が起こるのを防ぐ。老化の欠如は、熱老化後のウェブの可撓性及び強度の保有によって証明してよい。
【0049】
別の実施形態では、ある期間にわたってメルトブローン繊維の密集体を老化させてから、処理又はアニーリング(制御された加熱及び冷却)してよい。このケースでは、ウェブは、老化後、物理的老化現象により脆弱になる場合がある。物理的老化の兆候は、高分子材料のTcc及び/又はTmにおける吸熱を示すDSC分析を通じて明らかにしてよい。しかし、結合した不織繊維ウェブの寸法安定性は一般的には保持される。
【0050】
ある1つの態様では、寸法的に安定な結合した不織繊維ウェブは、アニーリング工程中、拘束されていない。ロールに巻き取るか又はシート形状で集める目的で、このウェブは連続的であってよい。
【0051】
寸法的に安定な不織繊維ウェブを作製する方法は、米国特許第5,958,322号(トンプソン(Thompson)ら)に記載されている。トンプソン(Thompson)特許は、不織繊維ウェブの寸法安定性の指標として結晶化度を記載しており、幅出し(例えば、ウェブを幅出し構造体の上に拘束する)を利用して、寸法的に安定なウェブを提供した。更には、トンプソン(Thompson)特許では、ウェブの繊維は、結晶性が高いときに最大の寸法安定性を示し、ウェブが完全に非晶質であるときに最大の寸法変化を有する。トンプソン(Thompson)特許のウェブは、幅出し構造体の上でウェブをアニーリングする間に形成された歪み誘導結晶を含む。
【0052】
加熱及び冷却作業の直後、ウェブは一般的に、例えば、回収スクリーンから取り除く、及び貯蔵ロールに巻き取るなど、ウェブが扱われるのに十分な程度の接着を有する。ある1つの態様では、ウェブをロール上に、毎分2メートル〜800メートル/分、より好ましくは毎分50メートル〜毎分600メートル、最も好ましくは毎分100メートル〜毎分300メートルの範囲で、集めてよい。
【0053】
ある1つの態様では、ウェブの繊維の追加的な結合又は成形作業は、繊維に非平面形状をもたらすこと、又は、繊維表面を平滑化することを含んでよい。ウェブは、持続的な新しい構成、すなわち、使用中にウェブが一般的に保有する自立型の構成にされることができる。場合によっては、成形はウェブの一方又は両方の表面を平滑化することを、また場合によっては、ウェブの圧縮を意味する。別のケースでは、成形作業は、フェイスマスクとして使われると思われる成形物品を形成するカップ状のような非平面形状にウェブを修正することを含む。ウェブの繊維特性は、成形の間保有されるが、繊維は、成形作業の圧力を通じて僅かに異なる横断面を受けてもよい。このウェブからなる成形物品は、DSCプロットに低温結晶化ピークがない状態をもたらす場合がある。
【0054】
望ましいアニーリング作業、及びその結果得られた、非晶質の性質を有する相のモルホロジーの確認は、処理されたウェブからの典型的な繊維のDSC(示差走査熱量計)試験により判断することができ、処理条件は、DSCからの結果を基に調節することができる。DSCを用いて、本開示のウェブ内で起こる変化を検証した。一般に、試験サンプル(例えば、繊維ウェブの小断片)に対して、DSC装置内で2回の加熱サイクルを行う。サンプルの融点(安定した基線に戻る熱流量信号によって測定した場合)を超える温度まで、受領時のままのサンプルを加熱する第1加熱を行う。第1加熱で融解したサンプルに対して、第1加熱と同様の第2加熱を行ってから、典型的には室温よりも低い温度まで冷却する。第1加熱は、その終了後ただちに、追加の熱処理を経ることなく、本開示の不織繊維ウェブの特徴を測定する。第2加熱は、ウェブの材料の基本特性を、本開示のウェブの製造及び処置中に材料が受ける処理により基本材料に付与されて、第1加熱中に生じるサンプルの融解によって消失したるいかなる特徴も共に測定する。
【0055】
図4に示されているように、変調示差走査熱量測定(MDSC)によってウェブを評価したが、その方法は、後述の実施例の部分に更に詳細に記載されている。未処理のポリ(エチレンテレフタレート)(PET)ウェブをプロット310で分析した。プロット310の第1加熱スキャン結果は、80℃のTg(312)、115℃のTcc(314)、及び258℃のTm(316)を示している。未処理のPETウェブを押し出し、本開示の制御された加熱及び冷却作業を行わずに集めた。
【0056】
同様に、図4に示されているプロット300は、本開示のアニーリング方法(加熱及び冷却作業)を用いた処理済みPETウェブの第1加熱スキャン結果を示している。プロット300では、80℃のTg(302)は、サンプルの非晶質状態での分子がガラス状態からゴム状態に転移するときの吸熱を示している。Tcc(304)では、発熱は、115℃で結晶化又はアラインメントする非晶質領域の分子を示している。Tm(306)は、258℃での吸熱を示しており、この吸熱では、ウェブの結晶部分が融解する。プロット310の未処理のPETサンプルと比べると、処理済みPETウェブ(プロット300)サンプルに対する本開示の制御された加熱及び冷却作業は、Tcc(304)の大きなシフト、又は発熱の大きさの変化を示さない。未処理のPETウェブのメルトブローン繊維は、実質的な低温結晶化発熱を保有する。プロット300のTm(306)も、プロット310のTm(316)と比較すると、Tmの大きなシフト、及び吸熱の大きさの変化を示さず、いずれのプロットも、比較的同じままであった。プロット300は、アニーリング方法が、プロット310の未処理ウェブと比較すると、繊維ウェブの結晶構造又はモルホロジーにあまり影響を及ぼさないことを示している。更に、プロット300は、未処理のPETウェブのプロット310と比較すると、処理済みサンプル内で歪み誘導結晶又は鎖伸長結晶の明らかな形成がないことを示している。
【0057】
ある1つの態様では、ポリマー繊維内に存在する非晶質部分の配向を徐々に緩和させるために、段階的アニーリングを必要としてよい。ある期間にわたり加熱されてから急冷されるウェブの繊維は、Tccを低下させるために、追加の段階的アニーリング処理を必要とする場合がある。
【0058】
加熱及び冷却作業の不織ウェブに対する影響の更なる確認は、実施例の部分に記載されているように、X線回折散乱を用いて観察した。図5には、処理済み(410)及び未処理(400)のPETウェブに関する回折データの方位角プロットが示されている。個々の繊維束を調製し、ポリマー鎖の結晶秩序を割り出すために、(繊維の長軸に対して)90°及び270°の角度で検証した。プロット400は、90°の角度(402)及び270°の角度(404)において、低レベルの結晶秩序及び一軸の好ましい配向を持つ未処理(400)のPET繊維を示している。PETウェブの処理済み(410)繊維は、未処理(400)の繊維と対照的に、90°の角度(402)及び270°の角度(404)において、更に低レベルの結晶秩序及び一軸の好ましい配向を持つ。また、処理済み(410)繊維のプロットは、未処理(400)のPET繊維と比較すると、本開示のアニーリング方法(加熱及び冷却作業)によって、結晶領域が減少するか、又は、繊維中に存在する非晶質領域の配向が低減することを示している。更に、処理済み(410)PET繊維は、結晶秩序又は非晶配向の増大を示していない。
【0059】
高分子材料として本開示で使用するのに好適なポリマーは、ポリアミド(例えばナイロン6、ナイロン6,6、ナイロン6,10)、ポリエステル(例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリトリメチレンテレフタレート、ポリシクロへキシレンジメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸及びその他の脂肪族ポリエステル)ポリウレタン、アクリル、アクリルコポリマー、ポリスチレン、ポリ塩化ビニル、ポリスチレン−ポリブタジエン、ポリスチレンブロックコポリマー、ポリエーテルケトン、ポリカーボネート、環状ポリオレフィン、並びにこれらの組み合わせが挙げられる。繊維ウェブの繊維は、単一の熱可塑性材料、又は複数の熱可塑性材料のブレンド、例えば、上に列挙したポリマーの1つ以上からなるブレンド、若しくは、上に列挙したポリマーのいずれか1つとポリオレフィンとからなるブレンドから形成させてよい。ある1つの態様では、異なる高分子材料からなる複数の層を有するように、繊維を押出成形する。この層は、同心円状に又は繊維の長さに沿って縦方向に配列してよい。
【0060】
一実施形態では、高分子材料はポリ(エチレンテレフタレート)を含む。
【0061】
一実施形態では、高分子材料はポリ(乳酸)を含む。
【0062】
また繊維は、顔料や染料などの特定の添加剤がブレンドされた材料を含む、材料のブレンドから形成されてもよい。コア・シース(芯鞘)型又はサイド・バイ・サイド型の二成分繊維などの二成分繊維が使用されてよい(本明細書中では、「二成分」は2つ以上の成分を有する繊維を含み、それぞれは、繊維の横断面を占め、繊維の長さにわたって延びる)。しかし、本発明は、一成分繊維と併せるのが最も有益であり(例えば、メルトブローン繊維が少なくとも一成分である場合など)、このようなケースは、多くの利点(製造及び組成の複雑度が小さい)を有し、利便的に結合できると共に、更なる結合性及び成形性を付与できる。繊維の混合物を含むウェブを調製するように、異なる繊維形成材料が、押出ヘッドの異なるオリフィスから押し出されてもよい。米国特許第4,118,531号(ハウザー(Hauser)ら)に記載されているように、短繊維の利用によって、ロフトを保持する熱的に安定なウェブの作製が可能になった。
【0063】
ある1つの態様では、ポリエステルメルトブローン不織繊維ウェブは、ポリプロピレン不織ウェブなどの他の不織高分子ウェブに比べて、高い強度、伸長性、強靱性、把持強度、及び引き裂き強さの独自の組み合わせを提供する。ポリエステル不織ウェブは、オレフィンウェブに比べて、高度な剛性又は硬さを有するように作製できる。この硬さは、主にその高い弾性値により、ポリエステルに固有のものとなっている。これに加えて、ポリエステル不織繊維ウェブには、オリフィン繊維ウェブに比べて、容易に難燃特性が付与される。
【0064】
本開示の方法で調製した繊維は、広範囲にわたる直径を有することができる。マイクロファイバーの寸法(直径約10マイクロメートル以下)が得られ、この寸法はいくつかの利点をもたらすが、これよりも大きい直径の繊維も調製でき、特定の用途には、直径の大きい繊維が有用である。より好ましくは、本開示の繊維直径は、1マイクロメートル〜20マイクロメートル、より好ましくは1マイクロメートル〜10マイクロメートル、最も好ましくは5マイクロメートル〜8マイクロメートルの範囲である。ほとんどの場合、円形断面を有する繊維が調製されるが、その他の断面形状も使用され得る。集められた繊維は、連続的であっても、本質的に不連続的であってもよい。
【0065】
記載されている不織繊維ウェブは、そのTg超の温度で処理すると、寸法的に安定である。ウェブ収縮は、ウェブをアニーリングした温度を上回る温度まで昇温させたとき、主表面沿いにおいて、典型的には4パーセント未満、より好ましくは2パーセント未満、最も好ましくは1パーセント未満である。寸法安定性に関するサンプルは、実施例の部分に記載されている。
【0066】
一実施形態では、不織繊維ウェブは200℃以下の温度で熱的に安定しており、そして更に実施例の部分に記載されている。
【0067】
本開示のいくつかのウェブは、濾過力の向上をもたらすために、米国特許第3,971,373号に開示されているような粒子状物質を含んでよい。添加される粒子は、例えば、ウェブ形成中の処理条件を制御することによって、又は、後の熱処理又は成形作業によって、繊維に結合させてもさせなくてもよい。添加される粒子状物質は、米国特許第4,429,001号に教示されているような超吸着材であってもよい。更には、添加物は、染料、顔料、又は難燃剤のように、繊維の中に組み混んでもよい。
【0068】
本開示のウェブは、絶縁材、例えば、防音材又は断熱材として特に有用である。けん縮繊維と配向メルトブローン繊維とのブレンドを含むウェブは、絶縁材及び絶縁用途において特に有用である。米国特許第6,667,254号(トンプソン(Thompson)ら)に記載されているように、けん縮繊維の添加を通じて、ウェブを更に嵩高又は更にロフトの高いものにし、それによって、絶縁特性を高める。絶縁目的では厚さ5ミリメートルほどのウェブが使われてきているが、開示する絶縁ウェブは好ましくは、厚さ1又は2センチメートル以上である。本明細書に記載されている実質的に未配向のメルトブローンPET繊維は、小さい直径を有しており、この小さい直径も、材料の単位容積あたりの表面積が大きいことの一因となることによって、ウェブの絶縁特性を高める。嵩高と小さい直径との組み合わせは、優れた絶縁特性をもたらす(メルトブローン繊維と短繊維との混合物は、米国特許第4,118,531号(ハウザー(Hauser)ら)に記載されている。
【0069】
熱応力下での寸法安定性によって、本開示のウェブは、自動車のエンジンルーム又は小型及び大型電化製品(例えば、エアコン、食器洗浄機、及び冷蔵庫)のハウジングといったチャンバーの内側を覆うのにとりわけ適している。このウェブは、増大した引張り強度、耐久性、及び曲げ強度も有する。耐久性は、絶縁材での有用性を高め、例えば、増大した耐磨耗性及び耐洗濯性をもたらす。ウェブのその他の実例的用途は、防音ダンパー、フィルター、及び電池セパレーターとしてのものである。
【0070】
以下の実施例によって、本発明を更に明確にしていくが、実施例は、代表的なものであり、本発明の範囲を限定することを意図しない。
【実施例】
【0071】
本発明は、本発明の範囲内の多数の修正例及び変更例が当業者にとって明らかであるために、例証のみを意図する以下の実施例に更に詳しく記載されている。別に言及されない限り、次の実施例で報告される全ての部、百分率、及び比は、重量基準であり、実施例で使用される全ての試薬は、下記の化学薬品供給元から得られたか又は入手でき、あるいは従来の技術により合成されてよい。
【0072】
示差走査熱分析
下記の実施例の代表的な不織繊維ウェブ上で、さまざまな測定及び試験が行われた。示差走査熱量測定(DSC)は、調節されたDSC(商標)システム(デラウェア州ニューキャッスル(New Castle)のTAインストルメンツ(TA Instruments)社より提供されるQ1000モデル)を使用して行われた。かみそりの刃を用いて試験用ウェブから約2〜4ミリグラムの試験サンプルを切断し、下記の条件を用いて試験した。
【0073】
実施例1及び2、並びに比較例C1及びC2では、サンプルは、4℃/分の加熱速度、±0.636℃の摂動振幅、及び60秒間で−10〜300℃まで加熱された。
【0074】
実施例3及び比較例C3では、サンプルは、4℃/分の加熱速度、±0.636℃の摂動振幅、及び60秒間で−25〜210℃まで加熱された。
【0075】
試験サンプルに対して、加熱−冷却−加熱という試験サイクルを使用した。
【0076】
X線散乱(XRD、WAXS、SAXS、GIXD、リフレクトメトリー、マイクロ回折)
透過配置形態で検証するサンプルを、個々の繊維束として調製した。繊維束は、不織ウェブから個々の繊維の群を取り除き、それらの繊維の長軸をそろえて繊維束を形成させることによって調製した。
【0077】
フィリップス(Philips)(マサチューセッツ州ナティック(Natick)のパナリティカル(Panalytica))という垂直回折計、銅Kα(アルファ)放射線、及び、比例検出器の散乱線レジストリーを用いてサーベイスキャンの形で反射配置データを集めた。上記の回折計には、可変入射ビームスリット、固定回折ビームスリット、及びグラファイト回折ビームモノクロメーターが装備されている。5〜55度(2θ)で、0.04度刻み及び8)秒のドウェル時間を用いて、サーベイスキャンを行った。ジェイド(Jade)(バージョン7.5、カリフォルニア州リバーモア(Livermore)のMDI)というソフトウェアスイートを用いて、反射配置データを処理した。透過配置データは、ブルカー−AXS(Bruker-AXS)(ウィスコンシン州マディソン(Madison))のGADDSというマイクロ回折システム、銅Kα(アルファ)放射線、及び、ハイスター(HiStar)という2D位置感知型検出器の散乱線レジストリーを用いて集めた。6cmというサンプルと検出器との距離を用いてサンプルを中心に置き、サンプルを傾けずに、0度(2θ)で検出器を配置した。50kV及び50mAというジェネレーター設定で、グラファイトで単色化した300ミクロンの入射X線ビームを用いた。データを2時間蓄積した。ブルカー−AXS(Bruker-AXS)のGADDS(バージョン4.1、ウィスコンシン州マディソン(Madison))を用いて、透過2D(2次元)データを分析した。1.5度(2シータ又は2θ)の広角散乱角範囲にわたって0.1度(キー)の刻み幅を用いて、2Dデータの全方位トレースを行った。
【0078】
実施例1〜3及び比較例1〜3
本発明の不織メルトブロウンウェブを、ウェンテ、ヴァンA.(Van A. Wente)、「超微細熱可塑性繊維(Superfine Thermoplastic Fibers)」、生産工学化学(Industrial Engineering Chemistry)、48巻、1342頁以下(1956年)、又はウェンテ、ヴァンA.(Van A. Wente)、ブーン、C.D.(Boone, C. D.)、及びフルハーティー、E.L.(Fluharty, E. L.)、「超微細有機繊維の製造(Manufacture of Super Fine Organic Fibers)」、海軍研究試験所(Naval Research Laboratories)という題名の報告書番号4364(1954年5月25日出版)で教示されたのと同様の方法(ドリルダイが好ましくは使用されたという点を除いて)により調製した。ダイを通じて、加熱された空気の高速流の中に熱可塑性材料を押し出した。この高速流は、繊維の固化及び回収前に、繊維を引き伸ばして細化させる。繊維を無作為に有孔スクリーン上などに集めた。
【0079】
図1に示される器具は、ポリエチレンテレフタレート及びポリ乳酸から繊維ウェブを調製するために使用された。実施例1〜2、及び比較例1〜2(C1〜C2)は、295℃の融解温度(Tm)、及び0.61の固有粘度を有するポリ(エチレンテレフタレート)(PET)(3Mポリエステル樹脂(3M Polyester Resin)65100、ミネソタ州セントポール(St. Paul)の3M社(3M Company))から調製した。実施例3及び比較例3(C3)は、ミネソタ州ミネトンカ(Minnetonka)のネイチャーワークス社(Natureworks, LLC,)から入手可能なネイチャーワークス(Natureworks)6251Dというポリ乳酸(PLA)から調製した。
【0080】
実施例4
実施例4は、米国特許第4,118,531号(ハウザー(Hauser)ら)に教示されている手順に従ってウェブの中に短繊維を添加する以外は、実施例1と同じであった。この短繊維は、配向ポリ(エチレンテレフタレート)(4.7デシテックス、長さ約5cm)のけん縮短繊維(コサ(Kosa)T224繊維、ジョージア州コビントン(Covington)のファイバービジョンズ社(Fiber Visions Incorporated))によるものであった。ウェブの組成は、実施例2の繊維密集体50%、短繊維50%であった。
【0081】
不織繊維ウェブの形成及び処理
装置のある部分と動作条件が表1に詳しく説明されている。表に報告されていない装置パラメータは、以下の通りである。図2のプレート104は、0.95センチメートル(3/8インチ)の間隔で、0.64センチメートル(1/4インチ直径)の孔を含有し、プレート面積の40%などを構成する。捕集器18は、1.27メートル(50インチ幅)、0.43mm×0.60mmの開口を有する山形模様の40メッシュステンレススチール網ベルト(stainless steel woven belt)(テネシー州ポートランド(Portland)のアルバニー・インターナショナル・エンジニア・ファブリックス(Albany International Engineered Fabrics)からの2055型)であった。
【0082】
繊維は、約55.9センチメートル(22インチ)の幅を有する密集体19を形成するように捕集器ベルト上に堆積された。ベルト18の下部に位置するプレート111の部分115は、36.8センチメートル(14.5インチ)の機械方向長さを有し、中心が2.78ミリメートルの均一な間隔で、プレート面積の30%などを構成する、1.59ミリメートル直径の孔を含有し、部分116は、約60センチメートル(23.5インチ)の長さを有し、中心が3.18ミリメートル、均一な間隔でプレート面積23%などを構成する1.59ミリメートル直径の孔を含有し、部分117及び118は合計で約23センチメートル(約9インチ)の長さを有し、中心が4.76ミリメートルの均一な間隔でプレート面積63%などを構成し、3.97ミリメートル直径の孔を含有し、部分117の機械方向長さは、表1のスロット幅3.8センチメートル(1.5インチ)を有し、急冷又は冷却部分の長さ118を約19.2センチメートル(7.6インチ)残す。図3の空気排出ダクト14は、55.9センチメートル(22インチ)の幅(捕集器ベルトの移動方向である、機械方向の横断方向)を有し、図3の距離118に十分な長さは、約19センチメートル(7.5インチ)であった。
【0083】
表3に示されるように、表1に報告される加熱面速度は、熱線風速計を使用して、密集体の約1.27センチメートル(0.5インチ)上方の点のスロット109の中心で測定され、領域の幅にわたって10回の測定が行われ、算術平均した。冷却面速度は、図2の領域120の中央(機械方向軸に沿って)で同じ方法で測定される。表1で報告される、加熱領域1〜6の温度は、導管107から箱101へと入る空気の温度である。6本の導管107があり、流入する空気の温度が箱101への入口点で、開放接点熱電対(open-junction thermocouples)によって測定された。図2の空気排出長120は20.3cm、空気排出真空度は280mm水柱、冷却面速度は、領域120の中央において530メートル/分であった。
【0084】
【表1】
【0085】
*空気結合器
ウェブの収縮
ウェブの収縮は、当初のサンプル寸法からの寸法減少率として測定した。ASTM D 3776−96に従って調製したウェブの機械方向に印を付けて、ウェブのサンプルを1辺10cmの正方形のサンプル寸法にダイカットした。ASTM D 1204−84に従ってサンプルを試験した。サンプルをアルミニウムパンの中に置いた。アルミニウムパンは、サンプルがアルミニウムパンに貼りつくのを防ぐために、軽くタルク処理した。続いて、サンプルを対流式オーブン内に置き、オーブンを2時間、一定温度に保持した。ウェブをオーブンから取り出し、約22℃及び50%の相対湿度で24時間調湿した。ウェブを測定し、機械方向及び横断方向の双方のサンプル長で除した収縮値を得ることによって、収縮を計算した。その結果を表2に記す。ウェブのアニーリング処理は、収縮を有用なレベルまで低下させ、この場合のウェブは、その処理温度を上回る温度において安定的である。
【0086】
【表2】
【0087】
#CD(横断方向)
^MD(機械方向)
ウェブの成形
実施例2及び4のウェブの成形性能は、従来の成形条件であるが、以下の表3に示される130℃の成形温度を用いて、典型的なサンプルをレスピレータ型のカップ形状に成形することによって調べられる。成形手順は、米国特許出願第11/461,192号(フォックス(Fox)ら)に記載されている。5秒の成形サイクルを用いて、実施例2の2層のサンプル、並びに、実施例4の2つのサンプル(4(#1)及び4(#2))を成形した。成形型を5秒間閉じ、成形型を開けたら、サンプルを室温の成形型の上に5秒間置いた。成形高さは5.7センチメートル(2.2インチ)であり、11.5センチメートル(4.5インチ)の短軸及び13センチメートル(5.1インチ)の長軸を有する、ほぼ楕円形状を形成した。成形部分の間には0.5センチメートル(0.2インチ)の間隔があった。成形されたカップの高さは、テーブル面にこれを固定し、成形されたカップの頂部に平刃を置き、テーブル面からナイフの刃までの距離を測定することによって測定される。100グラムのおもりを刃の上に置き、高さをもう一度測定した。成形温度及び高さの測定値が表3に報告されている。実施例2及び4のウェブは、130℃の温度で成形した場合でも、成形型の形どおりにうまく成形された。C1及びC2の成形物は、ウェブ収縮の結果、成形型から外すときに裂けた。本開示に記載されているアニーリング処理は、未処理ウェブとは異なり、成形可能であるウェブを提供する。
【0088】
【表3】
【0089】
本発明の様々な修正形態及び変更形態が、当業者には、本発明の範囲及び趣旨から逸脱することなく明らかとなろう。また、本発明は、本明細書に記載した例示的な実施形態に限定されないことが理解されるべきである。
【特許請求の範囲】
【請求項1】
a)高分子材料を含むメルトブローン繊維を押出成形する工程と、
b)最初の不織繊維ウェブとして、前記メルトブローン繊維を集める工程と、
前記繊維は、歪み誘導結晶化を実質的に含まない、
c)制御された加熱及び冷却作業で、前記最初の不織繊維ウェブをアニーリングする工程と、
前記加熱及び冷却作業は、
i)ステップa)の高分子材料の低温結晶化温度(Tcc)超の温度を有する第1 の流体で、前記最初の不織繊維ウェブを加熱して、結合した不織繊維ウェブを提供 する前記メルトブローン繊維の非晶質領域の配向を低減することと、
ii)ステップa)の前記高分子材料のガラス転移温度(Tg)未満の温度を有す る第2の流体で、結合した不織繊維ウェブを冷却して、冷却された結合した不織繊 維ウェブを提供する前記メルトブローン繊維の前記非晶質領域を維持することと、
を含む、
d)寸法的に安定な結合した不織繊維ウェブを提供する前記冷却された結合した不織繊維ウェブを集める工程と、
を逐次的に含んでなる、結合した不織繊維ウェブを製造するための方法。
【請求項2】
前記結合した不織繊維ウェブのメルトブローン繊維が、実質的に未配向である、請求項1に記載の方法。
【請求項3】
前記最初の不織繊維ウェブ、前記結合した不織繊維ウェブ、前記冷却された結合した不織繊維ウェブ、及び寸法的に安定な結合した不織繊維ウェブが、拘束されていない、請求項1に記載の方法。
【請求項4】
前記寸法的に安定な結合した不織繊維ウェブの収縮が、前記最初の不織繊維ウェブに比較して4パーセント未満である、請求項1に記載の方法。
【請求項5】
前記メルトブローン繊維が、少なくとも一成分である、請求項1に記載の方法。
【請求項6】
前記高分子材料が、ポリエステル、ポリアミド、環状ポリオレフィン、及びこれらの組み合わせからなる群から選択される、請求項1に記載の方法。
【請求項7】
前記高分子材料が、ポリ(エチレンテレフタレート)を含む、請求項1に記載の方法。
【請求項8】
前記高分子材料が、ポリ(乳酸)を含む、請求項1に記載の方法。
【請求項9】
前記メルトブローン繊維の直径が、1マイクロメートル〜20マイクロメートルの範囲である、請求項1に記載の方法。
【請求項10】
1マイクロメートル〜20マイクロメートルの範囲の直径を有するメルトブローン繊維を含む結合した不織繊維ウェブであって、前記繊維が、歪み誘導結晶化を実質的に含まない、結合した不織繊維ウェブ。
【請求項11】
前記メルトブローン繊維が、実質的な低温結晶化発熱量を保有する、請求項10に記載の結合した不織繊維ウェブ。
【請求項12】
前記ウェブが、80℃〜200℃の範囲の温度で、少なくとも2時間、寸法的に安定である、請求項10に記載の結合した不織繊維ウェブ。
【請求項13】
請求項10に記載の前記結合した不織繊維ウェブを含む絶縁物品であって、そして更に短繊維を含む絶縁物品。
【請求項14】
請求項10に記載の前記結合した不織繊維ウェブを含む成形物品。
【請求項15】
請求項1に記載の方法によって調製された、寸法的に安定な結合した不織繊維ウェブ。
【請求項1】
a)高分子材料を含むメルトブローン繊維を押出成形する工程と、
b)最初の不織繊維ウェブとして、前記メルトブローン繊維を集める工程と、
前記繊維は、歪み誘導結晶化を実質的に含まない、
c)制御された加熱及び冷却作業で、前記最初の不織繊維ウェブをアニーリングする工程と、
前記加熱及び冷却作業は、
i)ステップa)の高分子材料の低温結晶化温度(Tcc)超の温度を有する第1 の流体で、前記最初の不織繊維ウェブを加熱して、結合した不織繊維ウェブを提供 する前記メルトブローン繊維の非晶質領域の配向を低減することと、
ii)ステップa)の前記高分子材料のガラス転移温度(Tg)未満の温度を有す る第2の流体で、結合した不織繊維ウェブを冷却して、冷却された結合した不織繊 維ウェブを提供する前記メルトブローン繊維の前記非晶質領域を維持することと、
を含む、
d)寸法的に安定な結合した不織繊維ウェブを提供する前記冷却された結合した不織繊維ウェブを集める工程と、
を逐次的に含んでなる、結合した不織繊維ウェブを製造するための方法。
【請求項2】
前記結合した不織繊維ウェブのメルトブローン繊維が、実質的に未配向である、請求項1に記載の方法。
【請求項3】
前記最初の不織繊維ウェブ、前記結合した不織繊維ウェブ、前記冷却された結合した不織繊維ウェブ、及び寸法的に安定な結合した不織繊維ウェブが、拘束されていない、請求項1に記載の方法。
【請求項4】
前記寸法的に安定な結合した不織繊維ウェブの収縮が、前記最初の不織繊維ウェブに比較して4パーセント未満である、請求項1に記載の方法。
【請求項5】
前記メルトブローン繊維が、少なくとも一成分である、請求項1に記載の方法。
【請求項6】
前記高分子材料が、ポリエステル、ポリアミド、環状ポリオレフィン、及びこれらの組み合わせからなる群から選択される、請求項1に記載の方法。
【請求項7】
前記高分子材料が、ポリ(エチレンテレフタレート)を含む、請求項1に記載の方法。
【請求項8】
前記高分子材料が、ポリ(乳酸)を含む、請求項1に記載の方法。
【請求項9】
前記メルトブローン繊維の直径が、1マイクロメートル〜20マイクロメートルの範囲である、請求項1に記載の方法。
【請求項10】
1マイクロメートル〜20マイクロメートルの範囲の直径を有するメルトブローン繊維を含む結合した不織繊維ウェブであって、前記繊維が、歪み誘導結晶化を実質的に含まない、結合した不織繊維ウェブ。
【請求項11】
前記メルトブローン繊維が、実質的な低温結晶化発熱量を保有する、請求項10に記載の結合した不織繊維ウェブ。
【請求項12】
前記ウェブが、80℃〜200℃の範囲の温度で、少なくとも2時間、寸法的に安定である、請求項10に記載の結合した不織繊維ウェブ。
【請求項13】
請求項10に記載の前記結合した不織繊維ウェブを含む絶縁物品であって、そして更に短繊維を含む絶縁物品。
【請求項14】
請求項10に記載の前記結合した不織繊維ウェブを含む成形物品。
【請求項15】
請求項1に記載の方法によって調製された、寸法的に安定な結合した不織繊維ウェブ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2010−514953(P2010−514953A)
【公表日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2009−544154(P2009−544154)
【出願日】平成19年12月5日(2007.12.5)
【国際出願番号】PCT/US2007/087106
【国際公開番号】WO2008/082872
【国際公開日】平成20年7月10日(2008.7.10)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成19年12月5日(2007.12.5)
【国際出願番号】PCT/US2007/087106
【国際公開番号】WO2008/082872
【国際公開日】平成20年7月10日(2008.7.10)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]