
対象を媒体でコーティングする装置及び方法
【課題】対象を媒体でコーティングする装置及び方法を改良する。
【解決手段】本発明の装置は、流出開口部を有しており、そこから媒体が流出し、その媒体はその後、メイン移動方向とビームプロフィールを有するスプレイビームとして噴霧される。少なくとも1つの成形流体開口部を介して成形流体をスプレイビームへ向ける、流出開口部に関して直径方向に対向する、固定的に配置された1対のビーム成形ユニットによって、スプレイビームのビームプロフィールが成形可能である。自動化された塗装のために必要な精度を維持しながら、スプレイビームのメイン移動方向を中心とするビームプロフィールの角度方向付けを変化させるために、少なくとも他の1対の直径方向に対向するビーム成形ユニットが、流出開口部の軸線に関して他の角度位置に設けられており、そのビーム成形ユニットが、第1の対のビーム成形ユニットから独立して駆動可能である。
【解決手段】本発明の装置は、流出開口部を有しており、そこから媒体が流出し、その媒体はその後、メイン移動方向とビームプロフィールを有するスプレイビームとして噴霧される。少なくとも1つの成形流体開口部を介して成形流体をスプレイビームへ向ける、流出開口部に関して直径方向に対向する、固定的に配置された1対のビーム成形ユニットによって、スプレイビームのビームプロフィールが成形可能である。自動化された塗装のために必要な精度を維持しながら、スプレイビームのメイン移動方向を中心とするビームプロフィールの角度方向付けを変化させるために、少なくとも他の1対の直径方向に対向するビーム成形ユニットが、流出開口部の軸線に関して他の角度位置に設けられており、そのビーム成形ユニットが、第1の対のビーム成形ユニットから独立して駆動可能である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、
a)媒体が流出する、流出開口部であって、その媒体がその後、メイン移動方向とビームプロフィールとを備えたスプレイビームとなって噴霧される、前記流出開口部と、
b)流出開口部に関して直径方向に対向して、固定的に配置された1対のビーム成形ユニットであって、そのビーム成形ユニットが少なくとも1つの成形流体開口部を介して成形流体をスプレイビームへ向け、それによってスプレイビームのビームプロフィールが成形可能である、前記1対のビーム成形ユニットと、を有する、対象を媒体でコーティングする装置に関する。
【0002】
本発明は、さらに、上述した種類の装置が使用される、対象をコーティングする方法に関する。
【背景技術】
【0003】
ビームプロフィールというのは、スプレイビームが横断面においてそのメイン移動方向に対して垂直に形成するプロフィールであって、その場合に流出開口部から、コーティングすべき対象に対する装置の作業間隔にほぼ相当する間隔で、ビームプロフィールが調節される。
【0004】
この種の装置は、特に自動車工業において、車両ボディ又は車両部分を自動的にコーティングするためにスプレイピストルの形式で使用される。スプレイピストルは、そのために、塗装自動機又は塗装ロボットのアームに取り付けられており、そのアームがスプレイピストルを、塗装すべき対象の表面上方で予め定められた移動パターンに従って案内する。
【0005】
市場で知られている、冒頭で挙げた種類のスプレイピストルは、スプレイピストルの流出開口部に関して直径方向に対向する2つのビーム成形ユニットを有しており、その開口部から、スプレイビームへ両側から向けられた圧縮空気、いわゆる成形空気が流出することができる。それによって、スプレイビームは、実質的に細片形状のビームプロフィールを有する平面形状のフラットビームに成形することができる。この種のフラットビームは、たとえば車両ボディのルーフのような、比較的大きい面積上に塗料を次々と帯状に塗布することを許し、それによって最適な塗料分布が得られる。
【0006】
様々な幾何学配置の対象を最適に塗装するために、これらの既知のスプレイピストル及び塗装方法においては、それぞれ塗装相に従って、直径方向に対向するビーム成形ユニットを同時にオンオフすることによって、回転対称のスプレイビームと平面形状のフラットビームとを切り替えることができる。しかし、フラットビームのビームプロフィールは、回転対称のスプレイビームとは異なり、優先方向を有しているので、たとえば帯状に塗装する場合には、付加的に、スプレイビームのメイン移動方向を中心とするスプレイピストルの角度方向を帯方向に関して回動させて、適合させなければならない。特に、一方の工作物側から他方へ変更する場合に、フラットビームを方向付けし直すことが、しばしば必要になる。
【0007】
ビームプロフィールをこのように方向付けし直すことは、原則的に、ロボットアームの前方の端部に設けられた他のリンク軸又は回転軸によって達成することはできるが、それは、全体としてより大形でより複雑な塗装ロボットをもたらすことになる。従ってこれまでは、フラットビームのビームプロフィールは、塗装ロボットの既存のジョイント及び回転軸を用いて複雑かつ広範な捻れ運動が実施されることによって、他方の角度方向へ移動されている。
【0008】
この方法の欠点は、ビームプロフィールを方向づけし直すための、塗装ロボットの複雑な捻りは、時間を必要とし、その時間が車両ボディの塗装時間全体に無視できない現れ方をすることにある。さらに、複雑なロボット運動によって、供給ホースと電気的な接続がよじれるので、ホースが完全に撚れてしまうのを防止するためには、どこかの時点で各捻れ運動に逆の捻れ運動を追従させなければならない。ホースも、捻れによってより強い負荷を受けるので、磨耗が増大し、それに伴って保守の手間を増大させることが必要である。
【0009】
特許文献1は、手動操作されるカラースプレイピストルを示しており、それにおいては、直径方向に対向する2つのビーム成形ユニットがエアキャップに配置されている。エアキャップをその後ろに配置されているブロッキングプレートに対して回動させることによって、ビーム成形ユニットは、流出開口部を中心に90°回動させることができ、それが、ビームプロフィールを適切に方向づけし直すことをもたらす。エアキャップの中間位置においては、ビーム成形ユニットへの供給がブロックされ、それによって回転対称のビームプロフィールが形成される。
【0010】
しかし、この種のやり方は、塗装ロボットを用いた自動的な塗装においては、余り適していない。というのは、ビーム成形を調節する部分が移動され、それが、ビーム成形における不正確さをもたらすことがあるからである。しかし、プログラム制御される塗装プロセスの間最適に塗装するためには、放出されるスプレイビームが常に正確に定められたビームプロフィールを有することが、重要である。従って、自動化された塗装のためには、高い精度で形成されたビーム成形ユニットを有するスプレイピストルが使用され、その成形ユニットは、ピストルボディと流出開口部に関して固定的に配置されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】独国特許公報第69227907号
【発明の概要】
【発明が解決しようとする課題】
【0012】
従って、本発明の課題は、自動化された塗装のために必要な精度を維持しながら、スプレイビームのメイン移動方向を中心にビームプロフィールの角度方向付けを変化させることができる、冒頭で挙げた種類の装置と方法を提供することである。
【課題を解決するための手段】
【0013】
この課題は、装置に関して、本発明によれば、少なくとも他の1対の直径方向に対向するビーム成形ユニットが、流出開口部の軸線に関して他の角度位置に設けられており、そのビーム成形ユニットが、第1の対のビーム成形ユニットから独立して駆動可能である、冒頭で挙げた種類の装置によって解決される。
【0014】
本発明によれば、ビーム成形ユニットの配置が流出開口部ないしピストルボディに関して固定であるにもかかわらず、少なくとも他の1対の直径方向に対向するビーム成形ユニットを独立して駆動することによって、ビームプロフィールの角度方向を変化させることができる。
【0015】
4つのビーム成形ユニットが使用される場合に、直径方向に対向する2対が、好ましくは十字に、すなわち90°変位して配置されている。それによってたとえば、最初は回転対称のスプレイビームを、2つの対向するビーム成形ユニットに成形流体を供給することによって、第1の方向においてフラットビームに成形することができる。2つの第1のビーム成形ユニットをオフにして、他の2つのビーム成形ユニットをオンにすることにより、その後、回転対称のスプレイビームを、第1の方向に対して垂直の、第2の方向において、フラットビームに成形することができる。
【0016】
コーティング媒体として、保護塗料、カラー塗料、湿潤塗料又は粉末塗料のような、様々な機能の種々の塗料のような、表面を湿潤し、あるいは覆うすべての物質を使用することができる。しかし、塗布すべき媒体は、保護層又は機能層として対象上に塗布しなければならない、液状のワックス、プラスチック又は接着剤であってもよい。
【0017】
成形流体として、多くは圧縮空気が使用される。しかし、特殊な使用目的のためには、不活性ガス、たとえば窒素のような、他の流体も、成形流体として考えられる。
【0018】
請求項2に記載の展開によれば、多数の、特に少なくとも4対の、ビーム成形ユニットが設けられている。
【0019】
多数のビーム成形ユニットは、ビームプロフィールの方向付けを細かいステップで変化させることを可能にする。その場合に、たとえば8、12、16又は24のような、大体において偶数のビーム成形ユニットが選択され、その場合にビーム成形ユニットは対をなして直径方向に対向して配置されている。しかし、奇数の数のビーム成形ユニットを設けることもできる。あるいは、幾つかの成形ユニットは、ペア配置なしで存在することができる。好ましくは、ビーム成形ユニットは、流出開口部を中心として、流出開口部に対して同軸の円トラック上に配置することができる。さらに、個々のビーム成形ユニットの成形流体開口部が同一に形成されている場合に、ビーム成形ユニットはスプレイビームに対称に作用し、それが駆動を簡単にする。
【0020】
請求項3に記載の展開によれば、ビーム成形ユニットは、少なくともグループで、特に対をなして、互いに独立して駆動することができる。
【0021】
グループで駆動することによって、種々のビームプロフィールあるいはビームプロフィールの角度方向の間で、切り替えることができる。特に、流出開口部に関して直径方向に対向する対は、他の対に関係なく駆動することができるので、種々の対の間で切り替えることによってフラットビームを回動させることができる。しかしまた、たとえば三角形のビームプロフィールを成形するために、ビーム成形ユニットを、3対称を有する適切なグループで一緒に接続することができる。
【0022】
請求項4に記載の展開によれば、すべてのビーム成形ユニットは、個別に駆動可能である。
【0023】
それによってビームプロフィールを選択する場合に、できるだけ大きい自由度が与えられる。たとえば、半円形状のビームプロフィールを成形することもできる。
【0024】
請求項5に記載の展開によれば、ビーム成形ユニットに、成形流体のための制御可能な遮断弁が対応づけられている。
【0025】
ビーム成形ユニットへの成形流体の供給を、グループで、対で、あるいは個別に中断することができる遮断弁によって、ビーム成形ユニットを少なくとも部分的に独立して駆動することが可能になるので、それぞれ遮断弁の状態に従って、ビームプロフィールを変化させることができる。
【0026】
請求項6に記載の展開によれば、成形流体のための分配通路を有する分配部材が設けられている。
【0027】
分配部材は、複数のビーム成形ユニットをグループで、あるは対で駆動するために個別の遮断弁と接続することを可能にするので、ビーム成形ユニットに成形流体を供給するために、わずかな遮断弁しか必要とされない。そのために、種々の分配通路は、流入側で異なる遮断弁と接続することができる。好ましくは、分配部材は、成形流体開口部の近傍に配置されているので、成形流体の供給路全体のできるだけ最後になって初めて、個々のビーム成形ユニットへの分岐が行なわれる。
【0028】
請求項7に記載の展開によれば、成形流体のために弁スライダを備えた制御可能な調節弁が設けられている。
【0029】
制御可能な調節弁は、弁スライダを有しており、その弁スライダによって、弁を通る様々なルートを選択することができる。すなわち、それぞれ他のビーム成形ユニット又はビーム成形ユニットのグループを選択的に、成形流体の1つ又は複数の供給通路と接続することができるので、流出する成形流体の様々なコンフィグレーションの間で切り替えることができ、各成形ユニット又はビーム成形ユニットのグループのために、遮断弁を設ける必要はない。これが、すでに存在している成形流体供給システムをほとんど変更せずに維持し、かつ成形流体のための調節弁を用いて種々のビーム成形ユニットの間で切り替えることを許す。
【0030】
請求項8に記載の展開によれば、弁スライダが、ビーム成形ユニットへの分配通路を有しており、その分配通路が選択的に、異なるように配置された流入及び/又は流出通路と接続可能である。
【0031】
弁スライダに設けられたこの種の分配通路によって、調節弁の多様な切替え状態が実現される。弁スライダは、複数の分配通路を有することもでき、それらは同時に、あるいは交互に、固定的に配置された適切な流入及び/又は流出通路と接続することができる。
【0032】
請求項9に記載の展開によれば、弁スライダはリング形状であって、かつ回転可能である。
【0033】
本発明に係る装置において、分配通路を有する弁スライダが特に効果的であって、その分配通路は、弁スライダの回転によって選択的に種々のビーム成形ユニット及び成形流体供給通路と接続可能である。これが、調節弁を装置に統合することとそれに伴ってコンパクトで信頼できる構造を可能にする。
【0034】
請求項10に記載の展開によれば、分配弁を駆動するための駆動装置が設けられている。
【0035】
この種の駆動装置は、成形流体を供給されるビーム成形ユニットの自動化された切替えを許す。たとえば空気式、圧電的あるいは電気モータを介して行なうことができる、駆動は、塗装ロボットのプログラムシーケンス内に統合することができ、たとえばフラットビームの回転が必要な場合に、それに応じて駆動することができる。リング形状の弁スライダにおいて、内歯切りが設けられており、電気モータの駆動ピニオンがそれに歯合する。
【0036】
請求項11に記載の展開によれば、少なくとも1つの独立して駆動可能なビーム成形ユニットのために、比例弁が設けられている。
【0037】
比例弁を介して、ビーム成形ユニットへ与えられる成形流体の量を制御することができる。すなわち、たとえばビーム成形ユニットの対が直径方向に対向している場合に、適切に絞ることによって、ビームプロフィールをどれだけ強くフラットビームに変形させるか、を制御することができる。特に、ビームプロフィールに、種々のビーム成形ユニットの比例弁を用いて異なる強さで成形流体を供給することができる。比例弁が使用される場合に、比例弁は、遮断弁に加えて、あるいはその代わりに設けることができる。
【0038】
請求項12に記載の展開によれば、ビーム成形ユニットは、複数の成形流体開口部を有している。
【0039】
異なる大きさあるいは、スプレイビームに関して異なる当接角度を有することができる、ビーム成形ユニットに設けられた複数の成形流体開口部は、ビーム成形ユニットから発生されて、スプレイビームに沿って方向付けされる流れ全体を正確に定めることを可能にする。1つのビーム成形ユニットに属する成形流体開口部は、常に共通に成形流体を供給され、かつそれを実質的に同一の方向からスプレイビームへ向ける。
【0040】
方法に関して、課題は、本発明によれば、上の請求項のいずれか1項に記載の装置が使用されることによって、解決される。
【0041】
請求項14の展開によれば、装置が塗装ロボットに固定され、ビームプロフィールは、種々のビーム成形ユニットの間で切り替えることによって変化され、特にメイン移動方向を中心とするその角度方向が変化される。
【0042】
この方法は、ビームプロフィールを回動させるために、塗装ロボットがわずかな運動を実施すれば済む、という利点を有している。たとえば継手領域、タンク凹部又は空気入口のような、ボディの所定の領域への到達可能性も、改良することができる。特に三角形状のビームプロフィールは、所定の凹部において効果的であり得る。従ってビームプロフィールは、コーティングすべき表面領域に適合させることができるので、オーバースプレイが著しく減少される。
【0043】
以下、図面を参照しながら実施例を用いて本発明を詳細に説明する。
【図面の簡単な説明】
【0044】
【図1】4つのビーム成形ユニットを備えたエアキャップを有する、本発明に係るスプレイピストルを備えた塗装ロボットアームの終端部分を示す概念図である。
【図2】第1の実施例に基づくエアキャップを示す斜視図である。
【図3】図2に基づくエアキャップを示す軸線断面図である。
【図4】第2の実施例に基づくエアキャップを示す斜視図である。
【図5】図4のエアキャップを示す軸線断面図である。
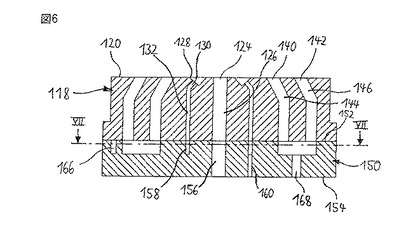
【図6】図4のエアキャップとそれに連続する分配部材を示す軸線断面図である。
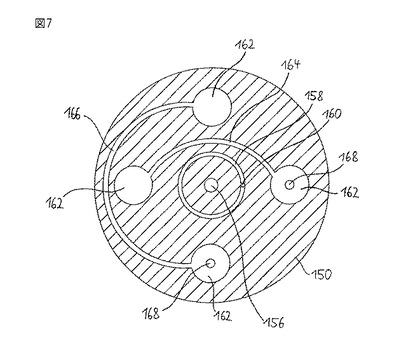
【図7】図6の分配部材を、そこのVII−VII線に沿って示す断面図である。
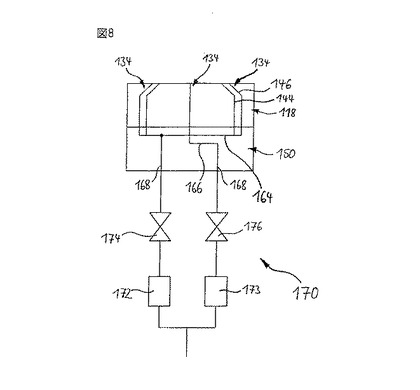
【図8】ビーム成形ユニットに成形流体を供給する、成形流体供給システムの回路図である。
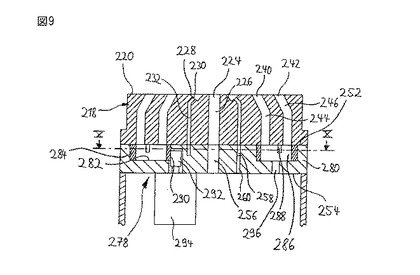
【図9】第2の実施例のスプレイピストルのヘッド部分を示す軸線断面図であって、その場合に単純な分配部材の代わりに、制御可能な調節弁が設けられている。
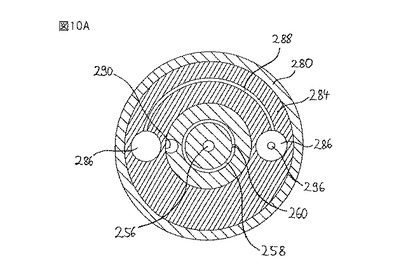
【図10A】図10Aは、図9の調節弁を、リング形状の弁スライダを有するX−X線に従って第1の位置で示している。
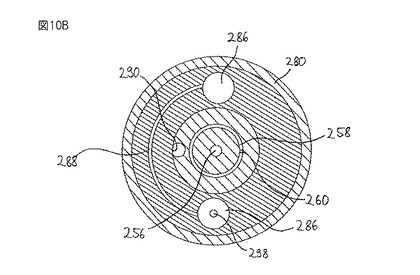
【図10B】図10Bは、図9の調節弁を、リング形状の弁スライダを有するX−X線に従って第2の位置で示している。
【発明を実施するための形態】
【0045】
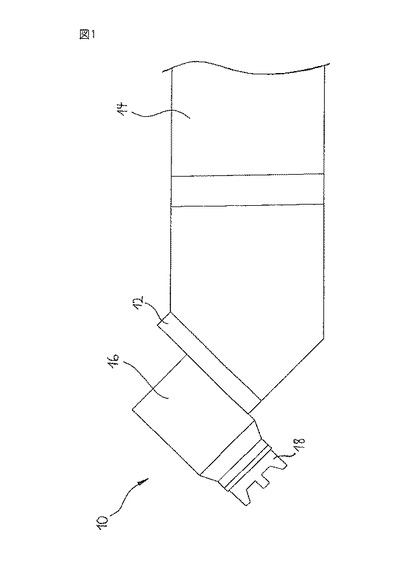
図1は、部分的に示す塗装ロボットアーム14の工具収容部12に固定された、スプレイピストル10を示している。
【0046】
スプレイピストル10は、ピストルボディ16を有しており、その出口側に交換可能なエアキャップ18が配置されている。
【0047】
第1の実施例に基づくこの種のエアキャップ18が、図2と3に示されている。
【0048】
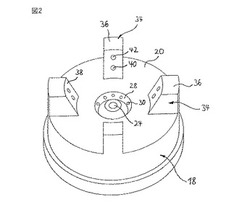
その出口側の端面20が図2において上を向き、その後ろ側22が図2において下を向いている、ディスク形状のエアキャップ18は、端面20の中央に、円錐台形状の凹部によって縁取られた流出開口部24を有しており、そこから、コーティング用に設けられた媒体が流出することができる。流出開口部24は、そのために、軸線方向の媒体供給通路26(図3を参照)と接続されており、その媒体供給通路は、エアキャップ18の後ろ側22へ通じており、かつ媒体(大体において塗料)を供給され、その媒体によって、たとえば車両ボディ又はその部分をコーティングすることができる。
【0049】
図3の断面から明らかなように、流出開口部24は、径方向外側へ向かって斜めに立ち上がる斜角面28によって包囲されており、その斜角面内に周面にわたって均一に分配されて、10の噴霧流体開口部30が配置されている。噴霧流体開口部30は、同様にエアキャップ18の後ろ側22へ通じる噴霧流体通路32を介して噴霧流体(大体において圧縮空気)を供給される。それによって、スプレイピストル10を駆動する間、噴霧流体開口部30から圧縮空気が流出することができ、その圧縮空気は、斜めの斜角面28に基づいて、流出開口部24の前の領域へ方向付けされており、そこで流出する媒体の噴霧をもたらし、あるいは少なくとも支援する。
【0050】
径方向さらに外側に位置するようにして、エアキャップ18の端面20には、4つのビーム成形ユニット34が設けられており、それらはそれぞれ流出側(図2と3において上向き)に張り出す角のような突出部36として形成されている。ビーム成形ユニット34は、流出開口部24を中心に周方向に均一に分配されているので、それらは互いに対して90°の角度で十字状に配置されており、従って流出開口部24に関して対をなして直径方向に対向している。
【0051】
各突出部36は、径方向内側へ向いた斜面38を有しており、その斜面は、外側へ向かって斜めに立ち上がっている。
【0052】
各突出部36の斜面38は、それぞれ2つの成形流体開口部40と42を有しており、それらが、対応する成形流体通路44及び46と接続されている。成形流体通路44、46は、同様に、エアキャップ18の後ろ側22で終了している。斜面38の傾斜によって、スプレイピストル10の駆動の間成形媒体(大体において圧縮空気)を供給される成形流体開口部40、42は、流出開口部22の上方に形成されるスプレイビームの方向を向き、それによってスプレイビームが成形される。
【0053】
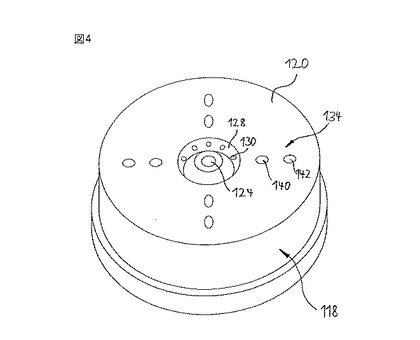
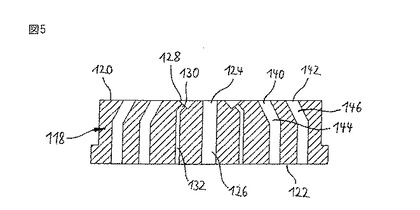
図4と5は、第2の実施例に基づくエアキャップ118を示しており、それは、ビーム成形ユニット134が突出部として形成されていないことによって、前の実施例のエアキャップ18から区別される。
【0054】
その代わりに、各ビーム成形ユニット134の成形流体開口部140、142が、エアキャップ118の平坦な端面120に直接配置されている。それにもかかわらず、流出する成形流体を、流出開口部124の前のスプレイビームへ向けるために、成形流体開口部140、142へ通じる成形流体通路144、146は、それがエアキャップ118の端面120において流出する少なくとも直前に、スプレイビームのメイン移動方向に関して径方向外側及び後方から径方向内側及び前方へ延びている。
【0055】
図6に、突出部136を持たないエアキャップ118の例で示すように、スプレイピストルは、成形流体用のディスク形状の分配部材150を有しており、その分配部材は前側152と後ろ側154を有している。分配部材150は、エアキャップ118の後ろに、その前側152がエアキャップ118の後ろ側122に直接添接するように配置されている。
【0056】
分配部材150自体は、中央に軸線方向の透孔156を有しており、その透孔が、エアキャップ118の媒体供給通路126と整合しており、媒体を供給するために用いられる。
【0057】
さらに、分配部材150は、その前側152に、透孔156を中心として同軸に、円形の環状通路158を有しており、その環状通路は、エアキャップ118へ向かって開放している。環状通路158の直径は、エアキャップ118の噴霧流体通路132と整合するように選択されているので、その噴霧流体通路は環状通路158から供給を行なうことができる。分配部材150の後ろ側154から、供給孔160が環状通路158へ通じている。
【0058】
成形流体を個々のビーム成形ユニット134へ分配するために、分配部材150はその前側152に4つの凹部162を有しており、その凹部は、4つのビーム成型ユニット134に従って配置されており、かつそれぞれ、成形流体開口部140、142へ通じる2つの成形流体通路144及び146とそれぞれ接続されるような大きさの直径を有している。
【0059】
直径方向に対向する対のビーム成形ユニット134に対応づけられた、2つの凹部162は、それぞれ接続通路164と166を介して接続されている。簡単に形成できるようにするために、接続通路164、166は、前側152から開放しており、かつ、エアキャップ118の後ろ側122の閉鎖された領域によって覆われるように、案内されている。
【0060】
1対の凹部162のそれぞれが、供給孔168を介して分配部材150の後ろ側154と接続されている。
【0061】
図4から7の実施例について図8に示すように、分配部材150の供給孔168は、図8に全体を符号170で示す成形流体供給システムに接続されている。
【0062】
成形流体供給システム170は、第1と第2の比例弁172と173を有しており、それらの入口側の接続端が、図示されない圧縮空気源に接続されている。
【0063】
出口側において、第1の比例弁172が第1の遮断弁174と接続され、第2の比例弁173は第2の遮断弁176と接続されている。第1の遮断弁174の出口側は、第1の対のビーム成形ユニット134の供給孔168と接続されている。それに対して第2の遮断弁176は、90°変位された第2の対の供給孔168と接続されている。
【0064】
スプレイピストルは、以下のように機能する:
【0065】
媒体通路126を介して供給された媒体は、噴霧流体開口部130において流出する噴霧流体によって、流出開口部124において噴霧されて、流出開口部124の前でスプレイビームを形成する。
【0066】
2つの遮断弁174と176が閉鎖されている間、スプレイビームは影響されずに回転対称に形成されて、コーティングに使用することができる。
【0067】
たとえば、比較的大きい表面を帯状に塗装するための、特殊なコーティング相において、細片形状のビームプロフィールを有するフラットビームが望まれるので、たとえば、第1の遮断弁174を開放するように駆動することができるので、第1の対の直径方向に対向する2つのビーム成形ユニット134に設けられた成形流体開口部140、142から成形流体が流出することができる。対向する側から斜めにスプレイビームへ当接する成形流体が、このスプレイビームを圧縮するので、フラットビームが生じる。その場合に、第1の比例弁172によって、扁平化の程度を定めることができる。それぞれ比例弁172が広く開放されるほど、スプレイビームプロフィールがそれだけフラットになる。
【0068】
塗装プロセスの経過において、メイン移動方向を中心とするフラットビームの他の角度方向付けが必要になった場合に、第1の遮断弁174が閉鎖されて、第2の対の直径方向に対向するビーム成形ユニット134と接続されている、第2の遮断弁176が開放される。両方の対は互いに対して90°の角度にあるので、フラットビームが90°「回動」される。すなわちフラットビームの方向付けを、たとえば垂直から水平へ変化させることができ、ロボットアーム14が複雑な捻れ運動を実施する必要はない。第2の比例弁173を介して、この方向づけにおいても扁平化の程度を調節することができ、それによって比例弁172、173の制御を介して多数のビームプロフィール形状を調節することができる。
【0069】
成形流体供給の好ましい変形例が、図9、図10A及び図10Bに示されている。
【0070】
切り替えできない分配部材150を、然るべく開閉される個々の切替え弁174及び176と組み合わせて使用する代わりに、制御可能な調節弁278を使用することができる。
【0071】
調節弁278は、ディスク形状の弁座280を有しており、その弁座は、分配部材150と同様に、流出開口部224ないし噴霧流体開口部230に供給するための、中央の透孔256と環状通路258を有している。
【0072】
しかし、分配部材150とは異なり、弁座280は、その前側252からリング形状に一周するシンク282を有しており、その中に相補的なリング形状の弁スライダ284が回転可能に延びている。
【0073】
弁スライダ284は、分配部材150の凹部168に相当する通り抜け孔286を有しており、その通り抜け孔が、成形ユニット234の成形流体通路244と246にそれぞれ供給することができるように形成されている。しかし、弁スライダ284は、この種の通り抜け孔286を2つだけ有しており、それらは直径方向に対向して配置されており、かつ、弁スライダ284に沿って円弧状に延びる接続通路288のみを介して接続されている。
【0074】
弁スライダ284は、さらに、その内側の端縁に内歯切り290を有しており、電気モータ294の従動ピニオン292がその内歯切り内へ嵌入する。従って、電気モータを駆動することによって、弁スライダ284は一周するシンク282に沿って回動することができる。
【0075】
中央の透孔256に関して90°変位して、弁座280に第1の供給孔296と第2の供給孔298が設けられており、それらがシンク282を弁座280の後ろ側264と接続する。そこで、供給孔296、298が、成形流体供給システムの遮断弁ないし比例弁と接続されている。
【0076】
第1の位置において、弁スライダ284の2つの通り抜け孔286は、第1の供給孔296と接続されているので、供給された成形流体は、対応する直径方向に対向するビーム成形ユニット234へ案内することができる。
【0077】
弁スライダ284が90°回動されると、2つの通り抜け孔286の1つが第2の供給孔298と接続されて、他の対のビーム成形ユニットへ成形流体が供給される。
【0078】
中間位置において、弁スライダ284は、成形流体供給を完全に阻止することができるので、スプレイピストルから発生されるスプレイビームは、回転対称のビームプロフィールを有する。従ってビーム成形ユニット234の両方の対を、単に交互に利用しようとする場合には、別体の遮断弁は、省くことができる。
【0079】
図示されてない、特に好ましい変形例においては、多数のビーム成形ユニットを設けることができ、それらは、流出開口部を中心に一周しており、かつ然るべき遮断弁、比例弁及び/又は調節弁を介して互いに独立して成形流体を供給可能である。すなわち、たとえばメイン移動方向を中心にビームプロフィールの角度方向付けを細かいステップで変化させることができる。比例弁を使用することによって、異なるビーム成形ユニットへ異なる成形流体量を供給することができ、それが、ビームプロフィールの多様な形態を可能にする。
【0080】
他の変形例において、媒体のための流出開口部24を中心とする複数の噴霧流体開口部30の代わりに、環状に一周する1つの噴霧流体開口部を設けることもできる。
【技術分野】
【0001】
本発明は、
a)媒体が流出する、流出開口部であって、その媒体がその後、メイン移動方向とビームプロフィールとを備えたスプレイビームとなって噴霧される、前記流出開口部と、
b)流出開口部に関して直径方向に対向して、固定的に配置された1対のビーム成形ユニットであって、そのビーム成形ユニットが少なくとも1つの成形流体開口部を介して成形流体をスプレイビームへ向け、それによってスプレイビームのビームプロフィールが成形可能である、前記1対のビーム成形ユニットと、を有する、対象を媒体でコーティングする装置に関する。
【0002】
本発明は、さらに、上述した種類の装置が使用される、対象をコーティングする方法に関する。
【背景技術】
【0003】
ビームプロフィールというのは、スプレイビームが横断面においてそのメイン移動方向に対して垂直に形成するプロフィールであって、その場合に流出開口部から、コーティングすべき対象に対する装置の作業間隔にほぼ相当する間隔で、ビームプロフィールが調節される。
【0004】
この種の装置は、特に自動車工業において、車両ボディ又は車両部分を自動的にコーティングするためにスプレイピストルの形式で使用される。スプレイピストルは、そのために、塗装自動機又は塗装ロボットのアームに取り付けられており、そのアームがスプレイピストルを、塗装すべき対象の表面上方で予め定められた移動パターンに従って案内する。
【0005】
市場で知られている、冒頭で挙げた種類のスプレイピストルは、スプレイピストルの流出開口部に関して直径方向に対向する2つのビーム成形ユニットを有しており、その開口部から、スプレイビームへ両側から向けられた圧縮空気、いわゆる成形空気が流出することができる。それによって、スプレイビームは、実質的に細片形状のビームプロフィールを有する平面形状のフラットビームに成形することができる。この種のフラットビームは、たとえば車両ボディのルーフのような、比較的大きい面積上に塗料を次々と帯状に塗布することを許し、それによって最適な塗料分布が得られる。
【0006】
様々な幾何学配置の対象を最適に塗装するために、これらの既知のスプレイピストル及び塗装方法においては、それぞれ塗装相に従って、直径方向に対向するビーム成形ユニットを同時にオンオフすることによって、回転対称のスプレイビームと平面形状のフラットビームとを切り替えることができる。しかし、フラットビームのビームプロフィールは、回転対称のスプレイビームとは異なり、優先方向を有しているので、たとえば帯状に塗装する場合には、付加的に、スプレイビームのメイン移動方向を中心とするスプレイピストルの角度方向を帯方向に関して回動させて、適合させなければならない。特に、一方の工作物側から他方へ変更する場合に、フラットビームを方向付けし直すことが、しばしば必要になる。
【0007】
ビームプロフィールをこのように方向付けし直すことは、原則的に、ロボットアームの前方の端部に設けられた他のリンク軸又は回転軸によって達成することはできるが、それは、全体としてより大形でより複雑な塗装ロボットをもたらすことになる。従ってこれまでは、フラットビームのビームプロフィールは、塗装ロボットの既存のジョイント及び回転軸を用いて複雑かつ広範な捻れ運動が実施されることによって、他方の角度方向へ移動されている。
【0008】
この方法の欠点は、ビームプロフィールを方向づけし直すための、塗装ロボットの複雑な捻りは、時間を必要とし、その時間が車両ボディの塗装時間全体に無視できない現れ方をすることにある。さらに、複雑なロボット運動によって、供給ホースと電気的な接続がよじれるので、ホースが完全に撚れてしまうのを防止するためには、どこかの時点で各捻れ運動に逆の捻れ運動を追従させなければならない。ホースも、捻れによってより強い負荷を受けるので、磨耗が増大し、それに伴って保守の手間を増大させることが必要である。
【0009】
特許文献1は、手動操作されるカラースプレイピストルを示しており、それにおいては、直径方向に対向する2つのビーム成形ユニットがエアキャップに配置されている。エアキャップをその後ろに配置されているブロッキングプレートに対して回動させることによって、ビーム成形ユニットは、流出開口部を中心に90°回動させることができ、それが、ビームプロフィールを適切に方向づけし直すことをもたらす。エアキャップの中間位置においては、ビーム成形ユニットへの供給がブロックされ、それによって回転対称のビームプロフィールが形成される。
【0010】
しかし、この種のやり方は、塗装ロボットを用いた自動的な塗装においては、余り適していない。というのは、ビーム成形を調節する部分が移動され、それが、ビーム成形における不正確さをもたらすことがあるからである。しかし、プログラム制御される塗装プロセスの間最適に塗装するためには、放出されるスプレイビームが常に正確に定められたビームプロフィールを有することが、重要である。従って、自動化された塗装のためには、高い精度で形成されたビーム成形ユニットを有するスプレイピストルが使用され、その成形ユニットは、ピストルボディと流出開口部に関して固定的に配置されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】独国特許公報第69227907号
【発明の概要】
【発明が解決しようとする課題】
【0012】
従って、本発明の課題は、自動化された塗装のために必要な精度を維持しながら、スプレイビームのメイン移動方向を中心にビームプロフィールの角度方向付けを変化させることができる、冒頭で挙げた種類の装置と方法を提供することである。
【課題を解決するための手段】
【0013】
この課題は、装置に関して、本発明によれば、少なくとも他の1対の直径方向に対向するビーム成形ユニットが、流出開口部の軸線に関して他の角度位置に設けられており、そのビーム成形ユニットが、第1の対のビーム成形ユニットから独立して駆動可能である、冒頭で挙げた種類の装置によって解決される。
【0014】
本発明によれば、ビーム成形ユニットの配置が流出開口部ないしピストルボディに関して固定であるにもかかわらず、少なくとも他の1対の直径方向に対向するビーム成形ユニットを独立して駆動することによって、ビームプロフィールの角度方向を変化させることができる。
【0015】
4つのビーム成形ユニットが使用される場合に、直径方向に対向する2対が、好ましくは十字に、すなわち90°変位して配置されている。それによってたとえば、最初は回転対称のスプレイビームを、2つの対向するビーム成形ユニットに成形流体を供給することによって、第1の方向においてフラットビームに成形することができる。2つの第1のビーム成形ユニットをオフにして、他の2つのビーム成形ユニットをオンにすることにより、その後、回転対称のスプレイビームを、第1の方向に対して垂直の、第2の方向において、フラットビームに成形することができる。
【0016】
コーティング媒体として、保護塗料、カラー塗料、湿潤塗料又は粉末塗料のような、様々な機能の種々の塗料のような、表面を湿潤し、あるいは覆うすべての物質を使用することができる。しかし、塗布すべき媒体は、保護層又は機能層として対象上に塗布しなければならない、液状のワックス、プラスチック又は接着剤であってもよい。
【0017】
成形流体として、多くは圧縮空気が使用される。しかし、特殊な使用目的のためには、不活性ガス、たとえば窒素のような、他の流体も、成形流体として考えられる。
【0018】
請求項2に記載の展開によれば、多数の、特に少なくとも4対の、ビーム成形ユニットが設けられている。
【0019】
多数のビーム成形ユニットは、ビームプロフィールの方向付けを細かいステップで変化させることを可能にする。その場合に、たとえば8、12、16又は24のような、大体において偶数のビーム成形ユニットが選択され、その場合にビーム成形ユニットは対をなして直径方向に対向して配置されている。しかし、奇数の数のビーム成形ユニットを設けることもできる。あるいは、幾つかの成形ユニットは、ペア配置なしで存在することができる。好ましくは、ビーム成形ユニットは、流出開口部を中心として、流出開口部に対して同軸の円トラック上に配置することができる。さらに、個々のビーム成形ユニットの成形流体開口部が同一に形成されている場合に、ビーム成形ユニットはスプレイビームに対称に作用し、それが駆動を簡単にする。
【0020】
請求項3に記載の展開によれば、ビーム成形ユニットは、少なくともグループで、特に対をなして、互いに独立して駆動することができる。
【0021】
グループで駆動することによって、種々のビームプロフィールあるいはビームプロフィールの角度方向の間で、切り替えることができる。特に、流出開口部に関して直径方向に対向する対は、他の対に関係なく駆動することができるので、種々の対の間で切り替えることによってフラットビームを回動させることができる。しかしまた、たとえば三角形のビームプロフィールを成形するために、ビーム成形ユニットを、3対称を有する適切なグループで一緒に接続することができる。
【0022】
請求項4に記載の展開によれば、すべてのビーム成形ユニットは、個別に駆動可能である。
【0023】
それによってビームプロフィールを選択する場合に、できるだけ大きい自由度が与えられる。たとえば、半円形状のビームプロフィールを成形することもできる。
【0024】
請求項5に記載の展開によれば、ビーム成形ユニットに、成形流体のための制御可能な遮断弁が対応づけられている。
【0025】
ビーム成形ユニットへの成形流体の供給を、グループで、対で、あるいは個別に中断することができる遮断弁によって、ビーム成形ユニットを少なくとも部分的に独立して駆動することが可能になるので、それぞれ遮断弁の状態に従って、ビームプロフィールを変化させることができる。
【0026】
請求項6に記載の展開によれば、成形流体のための分配通路を有する分配部材が設けられている。
【0027】
分配部材は、複数のビーム成形ユニットをグループで、あるは対で駆動するために個別の遮断弁と接続することを可能にするので、ビーム成形ユニットに成形流体を供給するために、わずかな遮断弁しか必要とされない。そのために、種々の分配通路は、流入側で異なる遮断弁と接続することができる。好ましくは、分配部材は、成形流体開口部の近傍に配置されているので、成形流体の供給路全体のできるだけ最後になって初めて、個々のビーム成形ユニットへの分岐が行なわれる。
【0028】
請求項7に記載の展開によれば、成形流体のために弁スライダを備えた制御可能な調節弁が設けられている。
【0029】
制御可能な調節弁は、弁スライダを有しており、その弁スライダによって、弁を通る様々なルートを選択することができる。すなわち、それぞれ他のビーム成形ユニット又はビーム成形ユニットのグループを選択的に、成形流体の1つ又は複数の供給通路と接続することができるので、流出する成形流体の様々なコンフィグレーションの間で切り替えることができ、各成形ユニット又はビーム成形ユニットのグループのために、遮断弁を設ける必要はない。これが、すでに存在している成形流体供給システムをほとんど変更せずに維持し、かつ成形流体のための調節弁を用いて種々のビーム成形ユニットの間で切り替えることを許す。
【0030】
請求項8に記載の展開によれば、弁スライダが、ビーム成形ユニットへの分配通路を有しており、その分配通路が選択的に、異なるように配置された流入及び/又は流出通路と接続可能である。
【0031】
弁スライダに設けられたこの種の分配通路によって、調節弁の多様な切替え状態が実現される。弁スライダは、複数の分配通路を有することもでき、それらは同時に、あるいは交互に、固定的に配置された適切な流入及び/又は流出通路と接続することができる。
【0032】
請求項9に記載の展開によれば、弁スライダはリング形状であって、かつ回転可能である。
【0033】
本発明に係る装置において、分配通路を有する弁スライダが特に効果的であって、その分配通路は、弁スライダの回転によって選択的に種々のビーム成形ユニット及び成形流体供給通路と接続可能である。これが、調節弁を装置に統合することとそれに伴ってコンパクトで信頼できる構造を可能にする。
【0034】
請求項10に記載の展開によれば、分配弁を駆動するための駆動装置が設けられている。
【0035】
この種の駆動装置は、成形流体を供給されるビーム成形ユニットの自動化された切替えを許す。たとえば空気式、圧電的あるいは電気モータを介して行なうことができる、駆動は、塗装ロボットのプログラムシーケンス内に統合することができ、たとえばフラットビームの回転が必要な場合に、それに応じて駆動することができる。リング形状の弁スライダにおいて、内歯切りが設けられており、電気モータの駆動ピニオンがそれに歯合する。
【0036】
請求項11に記載の展開によれば、少なくとも1つの独立して駆動可能なビーム成形ユニットのために、比例弁が設けられている。
【0037】
比例弁を介して、ビーム成形ユニットへ与えられる成形流体の量を制御することができる。すなわち、たとえばビーム成形ユニットの対が直径方向に対向している場合に、適切に絞ることによって、ビームプロフィールをどれだけ強くフラットビームに変形させるか、を制御することができる。特に、ビームプロフィールに、種々のビーム成形ユニットの比例弁を用いて異なる強さで成形流体を供給することができる。比例弁が使用される場合に、比例弁は、遮断弁に加えて、あるいはその代わりに設けることができる。
【0038】
請求項12に記載の展開によれば、ビーム成形ユニットは、複数の成形流体開口部を有している。
【0039】
異なる大きさあるいは、スプレイビームに関して異なる当接角度を有することができる、ビーム成形ユニットに設けられた複数の成形流体開口部は、ビーム成形ユニットから発生されて、スプレイビームに沿って方向付けされる流れ全体を正確に定めることを可能にする。1つのビーム成形ユニットに属する成形流体開口部は、常に共通に成形流体を供給され、かつそれを実質的に同一の方向からスプレイビームへ向ける。
【0040】
方法に関して、課題は、本発明によれば、上の請求項のいずれか1項に記載の装置が使用されることによって、解決される。
【0041】
請求項14の展開によれば、装置が塗装ロボットに固定され、ビームプロフィールは、種々のビーム成形ユニットの間で切り替えることによって変化され、特にメイン移動方向を中心とするその角度方向が変化される。
【0042】
この方法は、ビームプロフィールを回動させるために、塗装ロボットがわずかな運動を実施すれば済む、という利点を有している。たとえば継手領域、タンク凹部又は空気入口のような、ボディの所定の領域への到達可能性も、改良することができる。特に三角形状のビームプロフィールは、所定の凹部において効果的であり得る。従ってビームプロフィールは、コーティングすべき表面領域に適合させることができるので、オーバースプレイが著しく減少される。
【0043】
以下、図面を参照しながら実施例を用いて本発明を詳細に説明する。
【図面の簡単な説明】
【0044】
【図1】4つのビーム成形ユニットを備えたエアキャップを有する、本発明に係るスプレイピストルを備えた塗装ロボットアームの終端部分を示す概念図である。
【図2】第1の実施例に基づくエアキャップを示す斜視図である。
【図3】図2に基づくエアキャップを示す軸線断面図である。
【図4】第2の実施例に基づくエアキャップを示す斜視図である。
【図5】図4のエアキャップを示す軸線断面図である。
【図6】図4のエアキャップとそれに連続する分配部材を示す軸線断面図である。
【図7】図6の分配部材を、そこのVII−VII線に沿って示す断面図である。
【図8】ビーム成形ユニットに成形流体を供給する、成形流体供給システムの回路図である。
【図9】第2の実施例のスプレイピストルのヘッド部分を示す軸線断面図であって、その場合に単純な分配部材の代わりに、制御可能な調節弁が設けられている。
【図10A】図10Aは、図9の調節弁を、リング形状の弁スライダを有するX−X線に従って第1の位置で示している。
【図10B】図10Bは、図9の調節弁を、リング形状の弁スライダを有するX−X線に従って第2の位置で示している。
【発明を実施するための形態】
【0045】
図1は、部分的に示す塗装ロボットアーム14の工具収容部12に固定された、スプレイピストル10を示している。
【0046】
スプレイピストル10は、ピストルボディ16を有しており、その出口側に交換可能なエアキャップ18が配置されている。
【0047】
第1の実施例に基づくこの種のエアキャップ18が、図2と3に示されている。
【0048】
その出口側の端面20が図2において上を向き、その後ろ側22が図2において下を向いている、ディスク形状のエアキャップ18は、端面20の中央に、円錐台形状の凹部によって縁取られた流出開口部24を有しており、そこから、コーティング用に設けられた媒体が流出することができる。流出開口部24は、そのために、軸線方向の媒体供給通路26(図3を参照)と接続されており、その媒体供給通路は、エアキャップ18の後ろ側22へ通じており、かつ媒体(大体において塗料)を供給され、その媒体によって、たとえば車両ボディ又はその部分をコーティングすることができる。
【0049】
図3の断面から明らかなように、流出開口部24は、径方向外側へ向かって斜めに立ち上がる斜角面28によって包囲されており、その斜角面内に周面にわたって均一に分配されて、10の噴霧流体開口部30が配置されている。噴霧流体開口部30は、同様にエアキャップ18の後ろ側22へ通じる噴霧流体通路32を介して噴霧流体(大体において圧縮空気)を供給される。それによって、スプレイピストル10を駆動する間、噴霧流体開口部30から圧縮空気が流出することができ、その圧縮空気は、斜めの斜角面28に基づいて、流出開口部24の前の領域へ方向付けされており、そこで流出する媒体の噴霧をもたらし、あるいは少なくとも支援する。
【0050】
径方向さらに外側に位置するようにして、エアキャップ18の端面20には、4つのビーム成形ユニット34が設けられており、それらはそれぞれ流出側(図2と3において上向き)に張り出す角のような突出部36として形成されている。ビーム成形ユニット34は、流出開口部24を中心に周方向に均一に分配されているので、それらは互いに対して90°の角度で十字状に配置されており、従って流出開口部24に関して対をなして直径方向に対向している。
【0051】
各突出部36は、径方向内側へ向いた斜面38を有しており、その斜面は、外側へ向かって斜めに立ち上がっている。
【0052】
各突出部36の斜面38は、それぞれ2つの成形流体開口部40と42を有しており、それらが、対応する成形流体通路44及び46と接続されている。成形流体通路44、46は、同様に、エアキャップ18の後ろ側22で終了している。斜面38の傾斜によって、スプレイピストル10の駆動の間成形媒体(大体において圧縮空気)を供給される成形流体開口部40、42は、流出開口部22の上方に形成されるスプレイビームの方向を向き、それによってスプレイビームが成形される。
【0053】
図4と5は、第2の実施例に基づくエアキャップ118を示しており、それは、ビーム成形ユニット134が突出部として形成されていないことによって、前の実施例のエアキャップ18から区別される。
【0054】
その代わりに、各ビーム成形ユニット134の成形流体開口部140、142が、エアキャップ118の平坦な端面120に直接配置されている。それにもかかわらず、流出する成形流体を、流出開口部124の前のスプレイビームへ向けるために、成形流体開口部140、142へ通じる成形流体通路144、146は、それがエアキャップ118の端面120において流出する少なくとも直前に、スプレイビームのメイン移動方向に関して径方向外側及び後方から径方向内側及び前方へ延びている。
【0055】
図6に、突出部136を持たないエアキャップ118の例で示すように、スプレイピストルは、成形流体用のディスク形状の分配部材150を有しており、その分配部材は前側152と後ろ側154を有している。分配部材150は、エアキャップ118の後ろに、その前側152がエアキャップ118の後ろ側122に直接添接するように配置されている。
【0056】
分配部材150自体は、中央に軸線方向の透孔156を有しており、その透孔が、エアキャップ118の媒体供給通路126と整合しており、媒体を供給するために用いられる。
【0057】
さらに、分配部材150は、その前側152に、透孔156を中心として同軸に、円形の環状通路158を有しており、その環状通路は、エアキャップ118へ向かって開放している。環状通路158の直径は、エアキャップ118の噴霧流体通路132と整合するように選択されているので、その噴霧流体通路は環状通路158から供給を行なうことができる。分配部材150の後ろ側154から、供給孔160が環状通路158へ通じている。
【0058】
成形流体を個々のビーム成形ユニット134へ分配するために、分配部材150はその前側152に4つの凹部162を有しており、その凹部は、4つのビーム成型ユニット134に従って配置されており、かつそれぞれ、成形流体開口部140、142へ通じる2つの成形流体通路144及び146とそれぞれ接続されるような大きさの直径を有している。
【0059】
直径方向に対向する対のビーム成形ユニット134に対応づけられた、2つの凹部162は、それぞれ接続通路164と166を介して接続されている。簡単に形成できるようにするために、接続通路164、166は、前側152から開放しており、かつ、エアキャップ118の後ろ側122の閉鎖された領域によって覆われるように、案内されている。
【0060】
1対の凹部162のそれぞれが、供給孔168を介して分配部材150の後ろ側154と接続されている。
【0061】
図4から7の実施例について図8に示すように、分配部材150の供給孔168は、図8に全体を符号170で示す成形流体供給システムに接続されている。
【0062】
成形流体供給システム170は、第1と第2の比例弁172と173を有しており、それらの入口側の接続端が、図示されない圧縮空気源に接続されている。
【0063】
出口側において、第1の比例弁172が第1の遮断弁174と接続され、第2の比例弁173は第2の遮断弁176と接続されている。第1の遮断弁174の出口側は、第1の対のビーム成形ユニット134の供給孔168と接続されている。それに対して第2の遮断弁176は、90°変位された第2の対の供給孔168と接続されている。
【0064】
スプレイピストルは、以下のように機能する:
【0065】
媒体通路126を介して供給された媒体は、噴霧流体開口部130において流出する噴霧流体によって、流出開口部124において噴霧されて、流出開口部124の前でスプレイビームを形成する。
【0066】
2つの遮断弁174と176が閉鎖されている間、スプレイビームは影響されずに回転対称に形成されて、コーティングに使用することができる。
【0067】
たとえば、比較的大きい表面を帯状に塗装するための、特殊なコーティング相において、細片形状のビームプロフィールを有するフラットビームが望まれるので、たとえば、第1の遮断弁174を開放するように駆動することができるので、第1の対の直径方向に対向する2つのビーム成形ユニット134に設けられた成形流体開口部140、142から成形流体が流出することができる。対向する側から斜めにスプレイビームへ当接する成形流体が、このスプレイビームを圧縮するので、フラットビームが生じる。その場合に、第1の比例弁172によって、扁平化の程度を定めることができる。それぞれ比例弁172が広く開放されるほど、スプレイビームプロフィールがそれだけフラットになる。
【0068】
塗装プロセスの経過において、メイン移動方向を中心とするフラットビームの他の角度方向付けが必要になった場合に、第1の遮断弁174が閉鎖されて、第2の対の直径方向に対向するビーム成形ユニット134と接続されている、第2の遮断弁176が開放される。両方の対は互いに対して90°の角度にあるので、フラットビームが90°「回動」される。すなわちフラットビームの方向付けを、たとえば垂直から水平へ変化させることができ、ロボットアーム14が複雑な捻れ運動を実施する必要はない。第2の比例弁173を介して、この方向づけにおいても扁平化の程度を調節することができ、それによって比例弁172、173の制御を介して多数のビームプロフィール形状を調節することができる。
【0069】
成形流体供給の好ましい変形例が、図9、図10A及び図10Bに示されている。
【0070】
切り替えできない分配部材150を、然るべく開閉される個々の切替え弁174及び176と組み合わせて使用する代わりに、制御可能な調節弁278を使用することができる。
【0071】
調節弁278は、ディスク形状の弁座280を有しており、その弁座は、分配部材150と同様に、流出開口部224ないし噴霧流体開口部230に供給するための、中央の透孔256と環状通路258を有している。
【0072】
しかし、分配部材150とは異なり、弁座280は、その前側252からリング形状に一周するシンク282を有しており、その中に相補的なリング形状の弁スライダ284が回転可能に延びている。
【0073】
弁スライダ284は、分配部材150の凹部168に相当する通り抜け孔286を有しており、その通り抜け孔が、成形ユニット234の成形流体通路244と246にそれぞれ供給することができるように形成されている。しかし、弁スライダ284は、この種の通り抜け孔286を2つだけ有しており、それらは直径方向に対向して配置されており、かつ、弁スライダ284に沿って円弧状に延びる接続通路288のみを介して接続されている。
【0074】
弁スライダ284は、さらに、その内側の端縁に内歯切り290を有しており、電気モータ294の従動ピニオン292がその内歯切り内へ嵌入する。従って、電気モータを駆動することによって、弁スライダ284は一周するシンク282に沿って回動することができる。
【0075】
中央の透孔256に関して90°変位して、弁座280に第1の供給孔296と第2の供給孔298が設けられており、それらがシンク282を弁座280の後ろ側264と接続する。そこで、供給孔296、298が、成形流体供給システムの遮断弁ないし比例弁と接続されている。
【0076】
第1の位置において、弁スライダ284の2つの通り抜け孔286は、第1の供給孔296と接続されているので、供給された成形流体は、対応する直径方向に対向するビーム成形ユニット234へ案内することができる。
【0077】
弁スライダ284が90°回動されると、2つの通り抜け孔286の1つが第2の供給孔298と接続されて、他の対のビーム成形ユニットへ成形流体が供給される。
【0078】
中間位置において、弁スライダ284は、成形流体供給を完全に阻止することができるので、スプレイピストルから発生されるスプレイビームは、回転対称のビームプロフィールを有する。従ってビーム成形ユニット234の両方の対を、単に交互に利用しようとする場合には、別体の遮断弁は、省くことができる。
【0079】
図示されてない、特に好ましい変形例においては、多数のビーム成形ユニットを設けることができ、それらは、流出開口部を中心に一周しており、かつ然るべき遮断弁、比例弁及び/又は調節弁を介して互いに独立して成形流体を供給可能である。すなわち、たとえばメイン移動方向を中心にビームプロフィールの角度方向付けを細かいステップで変化させることができる。比例弁を使用することによって、異なるビーム成形ユニットへ異なる成形流体量を供給することができ、それが、ビームプロフィールの多様な形態を可能にする。
【0080】
他の変形例において、媒体のための流出開口部24を中心とする複数の噴霧流体開口部30の代わりに、環状に一周する1つの噴霧流体開口部を設けることもできる。
【特許請求の範囲】
【請求項1】
a)媒体が流出する、流出開口部(24;124;224)であって、前記媒体がその後、メイン移動方向とビームプロフィールとを有するスプレイビームとして噴霧される、前記流出開口部と、
b)流出開口部(24;124;224)に関して直径方向に対向する、固定的に配置された1対のビーム成形ユニット(34;134;234)であって、前記ビーム成形ユニットが、少なくとも1つの成形流体開口部(40、42;140、142;240、242)を介して成形流体をスプレイビームへ向けて、それによってスプレイビームのビームプロフィールが成形可能である、前記ビーム成形ユニットと、
を有する、対象を媒体でコーティングする装置(10)において、
c)少なくとも他の1対の、直径方向に対向するビーム成形ユニット(23;134;234)が、流出開口部(24;124;224)の軸線に関して異なる角度位置に設けられており、そのビーム成形ユニット(34;134;234)が第1の対のビーム成形ユニット(34;134;234)から独立して駆動可能である、ことを特徴とする対象を媒体でコーティングする装置。
【請求項2】
多数の、特に少なくとも4対の、ビーム成形ユニット(34;134;234)が設けられている、ことを特徴とする請求項1に記載の装置。
【請求項3】
ビーム成形ユニット(34;134;234)が、少なくともグループで、特に対をなして、互いに独立して駆動可能である、ことを特徴とする請求項1又は2に記載の装置。
【請求項4】
すべてのビーム成形ユニット(34)が、個別に駆動可能である、ことを特徴とする請求項1〜3のいずれか1項に記載の装置。
【請求項5】
ビーム成形ユニット(134)に、制御可能な遮断弁(174、176)が対応づけられている、ことを特徴とする請求項1〜4のいずれか1項に記載の装置。
【請求項6】
成形流体のための分配通路(164、166)を有する分配部材(150)が設けられている、ことを特徴とする請求項1〜5のいずれか1項に記載の装置。
【請求項7】
弁スライダ(284)を有する、成形流体のための制御可能な調節弁(278)が設けられていることを特徴とする請求項1〜6のいずれか1項に記載の装置。
【請求項8】
弁スライダ(284)が、ビーム成形ユニット(234)への分配通路(286、288)を有しており、前記分配通路が、選択的に、異なるように配置された流入及び/又は流出通路(296、298、244、246)と接続可能である、ことを特徴とする請求項7に記載の装置。
【請求項9】
弁スライダ(284)が、リング形状であり、かつ回転可能である、ことを特徴とする請求項7又は8に記載の装置。
【請求項10】
調節弁(278)を駆動するための駆動装置(290、292、294)が設けられている、ことを特徴とする請求項1〜9のいずれか1項に記載の装置。
【請求項11】
少なくとも1つの独立して駆動可能なビーム成形ユニット(134)のために、成形流体用の比例弁(172、173)が設けられている、ことを特徴とする請求項1〜10のいずれか1項に記載の装置。
【請求項12】
ビーム成形ユニット(34;134;234)が、複数の成形流体開口部(40,42;140,142;240,242)を有している、ことを特徴とする請求項1〜11のいずれか1項に記載の装置。
【請求項13】
請求項1〜12のいずれか1項に記載の装置(10)が使用される、対象をコーティングする方法。
【請求項14】
装置(10)が、塗装ロボット(14)に固定され、ビームプロフィールが、種々のビーム成形ユニット(34)の間で切り替えることによって変化され、特に、メイン移動方向を中心とするその角度方向付けが変化される、ことを特徴とする請求項13に記載の方法。
【請求項1】
a)媒体が流出する、流出開口部(24;124;224)であって、前記媒体がその後、メイン移動方向とビームプロフィールとを有するスプレイビームとして噴霧される、前記流出開口部と、
b)流出開口部(24;124;224)に関して直径方向に対向する、固定的に配置された1対のビーム成形ユニット(34;134;234)であって、前記ビーム成形ユニットが、少なくとも1つの成形流体開口部(40、42;140、142;240、242)を介して成形流体をスプレイビームへ向けて、それによってスプレイビームのビームプロフィールが成形可能である、前記ビーム成形ユニットと、
を有する、対象を媒体でコーティングする装置(10)において、
c)少なくとも他の1対の、直径方向に対向するビーム成形ユニット(23;134;234)が、流出開口部(24;124;224)の軸線に関して異なる角度位置に設けられており、そのビーム成形ユニット(34;134;234)が第1の対のビーム成形ユニット(34;134;234)から独立して駆動可能である、ことを特徴とする対象を媒体でコーティングする装置。
【請求項2】
多数の、特に少なくとも4対の、ビーム成形ユニット(34;134;234)が設けられている、ことを特徴とする請求項1に記載の装置。
【請求項3】
ビーム成形ユニット(34;134;234)が、少なくともグループで、特に対をなして、互いに独立して駆動可能である、ことを特徴とする請求項1又は2に記載の装置。
【請求項4】
すべてのビーム成形ユニット(34)が、個別に駆動可能である、ことを特徴とする請求項1〜3のいずれか1項に記載の装置。
【請求項5】
ビーム成形ユニット(134)に、制御可能な遮断弁(174、176)が対応づけられている、ことを特徴とする請求項1〜4のいずれか1項に記載の装置。
【請求項6】
成形流体のための分配通路(164、166)を有する分配部材(150)が設けられている、ことを特徴とする請求項1〜5のいずれか1項に記載の装置。
【請求項7】
弁スライダ(284)を有する、成形流体のための制御可能な調節弁(278)が設けられていることを特徴とする請求項1〜6のいずれか1項に記載の装置。
【請求項8】
弁スライダ(284)が、ビーム成形ユニット(234)への分配通路(286、288)を有しており、前記分配通路が、選択的に、異なるように配置された流入及び/又は流出通路(296、298、244、246)と接続可能である、ことを特徴とする請求項7に記載の装置。
【請求項9】
弁スライダ(284)が、リング形状であり、かつ回転可能である、ことを特徴とする請求項7又は8に記載の装置。
【請求項10】
調節弁(278)を駆動するための駆動装置(290、292、294)が設けられている、ことを特徴とする請求項1〜9のいずれか1項に記載の装置。
【請求項11】
少なくとも1つの独立して駆動可能なビーム成形ユニット(134)のために、成形流体用の比例弁(172、173)が設けられている、ことを特徴とする請求項1〜10のいずれか1項に記載の装置。
【請求項12】
ビーム成形ユニット(34;134;234)が、複数の成形流体開口部(40,42;140,142;240,242)を有している、ことを特徴とする請求項1〜11のいずれか1項に記載の装置。
【請求項13】
請求項1〜12のいずれか1項に記載の装置(10)が使用される、対象をコーティングする方法。
【請求項14】
装置(10)が、塗装ロボット(14)に固定され、ビームプロフィールが、種々のビーム成形ユニット(34)の間で切り替えることによって変化され、特に、メイン移動方向を中心とするその角度方向付けが変化される、ことを特徴とする請求項13に記載の方法。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【公開番号】特開2012−135758(P2012−135758A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2011−277392(P2011−277392)
【出願日】平成23年12月19日(2011.12.19)
【出願人】(511056714)アイゼンマン アクチェンゲゼルシャフト (15)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成23年12月19日(2011.12.19)
【出願人】(511056714)アイゼンマン アクチェンゲゼルシャフト (15)
【Fターム(参考)】
[ Back to top ]