
封着、バッフリングまたは補強用の膨脹可能材料および固締可能部材、ならびにその形成方法
膨脹可能材料とこれを採用した物品が開示される。この材料は、ポリマー添加剤、発泡剤、硬化剤、粘着付与剤を含み、任意選択で充填材または繊維を含む。また、自動車両の部品を封着、バッフルおよび/または補強するための部材(10)も開示される。この部材(10)は、通常、担体(20)、膨脹可能材料(22)および少なくとも1つの固締部(24)を有する。

【発明の詳細な説明】
【関連出願の表示】
【0001】
本願は、2003年6月26日に出願の米国仮出願第60/482,896号、2003年6月26日に出願の米国仮出願第60/482,897号、2004年6月15日に出願の出願番号未付与の米国出願番号(代理人事件番号第1001-141号)、2004年6月22日に出願の出願番号未付与の米国出願番号(代理人事件番号第1001-142号)の出願日の利益を要求し、その全てを参照によりここに援用する。
【技術分野】
【0002】
本発明は、概して、膨張が実質的に均一であること、膨脹度が大きいこと、改善された粘着性を有すること、これらの組み合わせなどの特性を示す膨脹可能材料に関し、封着、雑音/振動の低減、構造補強またはこれらの組み合わせを施すために使用される部材に関する。
【背景技術】
【0003】
長年の間、産業界、特に運輸産業において、自動車両等にバッフリング(baffling)、封止、構造補強などを施すための部材の設計が関心事となっていた。例えば、米国特許第5,755,486号、第4,901,500号、および第4,751,249号は、バッフリング、封止または補強用の従来技術による典型的な装置を記載しており、これら特許の各々は参照によりここに援用する。
【0004】
この部材は、一般に膨脹可能材料を含んでおり、この材料は、封止、バッフル、構造補強などを形成するために自動車両の空洞内で他の部品と組み合わされる。しかし、多くの場合、このような部材を自動車両やその他の製品に組み付けるのは困難である。また、1つの製品または多種多様な製品のさまざまな部分に適用可能な部材を設計するのも困難となる可能性がある。このため、本発明は、上記の問題点のいずれかを解決するかあるいはそれ以外の利点をもたらすために、バッフリング、封止または補強用の部材を提供しようとするものであり、これらは、以下の詳細な説明を読めば明らかになる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
また、産業界、特に運輸産業において、軽量、良好な密着性、吸音、音響減衰、膨脹度が相対的に大きい、膨張が均一である、膨張が一貫している(すなわち予測可能である)といった特性や、その他の所望の特性を示す膨脹可能材料の設計が関心事となっていた。しかし、これらの特性の2つ以上を有するこのような材料の設計は困難でる可能性がある。例えば、密着性、膨張の均一性などの特性を犠牲にせずに、膨脹度の比較的大きな膨脹可能材料を提供することは困難でありえる。このため、本発明は、少なくとも1つの所望の特性を示す一方で、ほかの所望の特性の少なくとも1つを犠牲にすることのない膨脹可能材料を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明は、自動車両等の製品にバッフリング、封着または補強を施すように設計された部材を目的とする。この部材は、通常、担体、膨脹可能材料および1つ以上の固締部を有する。好ましくは、膨脹可能材料は、熱によって活性化されるかまたは別の方法によって活性化され、製品にバッフリング、封着または補強を施す。
【0007】
また本発明は、各種構造の封着、バッフリング、補強、構造接着などに使用可能な膨脹可能材料も提供する。上記材料は、通常は膨脹可能な接着材料であり、通常、ポリマー添加剤、エポキシ樹脂、充填材、発泡剤、硬化剤、発泡剤または硬化剤用の促進剤、粘着付与剤、架橋助剤、抗酸化剤、これらの組み合わせなどの1つ以上の成分を含む。好ましくは、ポリマー添加剤は、アクリレート、アセテートまたはこの両方を含むが、これは必須というわけではない。1つの好ましい強化材はパルプ形状のアラミド繊維であり、これは、材料の流動性調整、抗下垂性および/または自耐能を補助することができる。
【0008】
上記材料は、各種手順に従って形成できる。好ましい一方法では、上記材料の各種成分が、1つ以上の連続式またはバッチ式の混合工程またはその組み合わせにおいて混合される。上記材料は、アルミニウム、マグネシウム、鋼鉄、シートモールディングコンパウンド、バルクモールディングコンパウンド、熱可塑性物質、これらの組み合わせなど、各種材料から形成されうるさまざまな構造に適用できる(例えば付着させることができる)。更に、上記材料は、バッフリング、封着、補強等の各種用途に使用できる。
【0009】
本発明の各種特徴および態様は、以下の詳細な説明、特許請求の範囲、図面などを読むことで明らかになる。
【発明を実施するための最良の形態】
【0010】
本発明は、バッフリング、封着、補強またはこれらの組み合わせを製品に施すための部材の提供を前提としている。上記部材は、ボート、電車、建物、機器、家、家具等さまざまな製品に適用する(例えば組み付ける)ことができることが考察される。しかし、この部材は特に自動車両への利用に適していることがわかっている。
【0011】
上記部材は、通常、
a)担体と、
b)担体に配された膨脹可能材料と、
c)担体、膨脹可能材料またはこの両方に取り付けられうる1つ以上の固締部と、を有する。
【0012】
上記部材は、通常、膨脹可能材料が製品の空洞やその他の場所に配置されるように、1つ以上の固締部を当該製品の一部に取り付けることによって、製品に組み付けられる。その後、膨脹可能材料は、通常、製品にバッフリング、封着または補強を施すために膨張される。固締部、担体またはこの両者は、部材を製品に組み付けるのに役立ち、有利である。更に、この部材は、効率性、低価格、便宜性を有するか、またはこれらの複数を兼ね備えた技術を使用して形成することができる。
【0013】
本発明の担体は、本発明によるさまざまな形状およびさまざまな構成に形成できる。例えば、担体は、平坦であるかあるいは所定の起伏形状(contour)を有するものであってもよく、また、幾何学的形状であっても非幾何学的形状であってもよく、連続的でも非連続的でもよく、可撓であっても硬質であってもよく、更にその他の構成を有していてもよい。また、担体は、1つの連続する部分のみを有していても、複数の部分から形成され、その各々が直接接続されるか、別の部品を介して接続されていてもよい。
【0014】
また、本発明の1つ以上の固締部も、担体、膨脹可能材料またはこの両方に構造を固定できさえすれば、さまざまな形状およびさまざまな構成で提供できる。適した固締部の例には、機械式固締部、クリップ、スナップ嵌め、ねじ、これらの組み合わせなどがある。更に、1つ以上の固締部は、担体と1種類の材料から一体形成されても、担体と異なる材料から形成され、着脱自在に担体に取り付けられてもよいことが考察される。
【0015】
好ましい一実施形態によれば、固締部は、担体および/または膨脹可能材料を、金属またはその他の構造に取り付ける(付着させるか磁気的に固定するなど)ことができる磁性材料または接着材料として提供される。このような実施形態では、磁性材料または接着材料は、担体または膨脹可能材料に散在されうる。別の実施形態では、磁性材料または接着材料は、担体または膨脹可能材料上に配されるか、あるいは別の方法で担体または膨脹可能材料に結合されうる。
【0016】
担体と1つ以上の固締部は、金属、ポリマー、エラストマ、繊維状材料(例えば布または織布)、これらの組み合わせなど、さまざまな材料から形成できる。好ましくは、担体と1つ以上の固締部は、ポリマー材料(例えば熱可塑性物質、エラストマ、プラストマ、熱硬化性材料、プラスチック、これらの組み合わせ等)から少なくとも一部分が形成される。一実施形態では、担体、1つ以上の固締部またはこの両者は、通常は異なる材料から形成されるが、同じ材料から形成されてもよいことが考察される。
【0017】
膨脹可能材料は、各種の適した材料から形成できる。好ましくは、膨脹可能材料は、発泡性を有する熱活性化材料から形成される。この材料は、一般に接触に対して乾燥しているか、粘着性を有してもよく、所望のパターン、配置または厚さを有する任意の形状に成形されうるが、好ましくは厚さが実質的に均一である。一実施形態では、膨脹可能材料は、この材料が配置される空洞の一部分と実質的に似ているか同一の形状を有し、膨脹可能材料は膨脹するまでは空洞の一部分よりもかなり小さい(少なくとも約100%、1000%、2000%または3000%小さいなど)ことが考察される。
【0018】
ほかの熱活性化材料を膨脹可能材料に使用可能であるが、好ましい熱活性化材料は、膨脹可能なポリマーまたはプラスチックであり、好ましくは発泡可能なものである。特に好ましい材料は、アクリレート、アセテート、エラストマの1種類以上、これら組み合わせなどを含むポリマー配合を有する膨張性の比較的高い発泡体である。例えば、この発泡体は、アルファオレフィンを有しうるエチレンのコポリマーまたはターポリマーを含むEVA/ゴムをベースとした材料でありえるが、ここに挙げたものに限定されない。コポリマーまたはターポリマーでは、当該ポリマーは、2種または3種の異なるモノマー(すなわち高い化学反応性を有し、類似する分子と結合可能な小分子)から構成される。
【0019】
多くのバッフリングまたは封止用の発泡体が当業界において公知であり、発泡体の作製に使用することができる。代表的な発泡体は1種類以上のエチレンベースのポリマーなどのポリマー基材を含み、適切な成分(通常は発泡剤や硬化剤など)と配合された場合、熱を加えたり特定の環境条件が生じると、確実かつ予測可能に膨張して硬化する。熱活性化材料に関する化学的な観点から、構造発泡体は、通常、硬化前は流動性材料として最初は処理され、通常は硬化時に材料が架橋して、材料が流動できなくなる。
【0020】
従来の技術材料に対する好ましい発泡材料の1つの利点として、好ましい材料を何通りもの方法で処理可能な点がある。好ましい材料は、射出成形、押出圧縮成形またはミニアプリケータにより処理できる。このため、従来技術で用いられていた大半の材料の機能を上回る部品デザインを形成および作製することが可能である。
【0021】
膨脹可能材料を作製するための好ましい材料を開示したが、膨脹可能材料は、環境条件(湿気、圧力、時間など)によって熱活性化され、選択した用途に適した条件下で、予測可能かつ確実に硬化する材料であれば、ほかの物質から形成されてもよい。このような材料の1つが、1999年3月8日に出願された本願の譲受人による米国特許第6,131,897号に開示されているエポキシベースの樹脂であり、同特許の教示を参照によりここに援用する。ほかの可能な材料は、ポリオレフィン材料、少なくとも1種のモノマー型のアルファオレフィンとのコポリマーおよびターポリマー、フェノール/ホルムアルデヒド材料、フェノキシ材料、ガラス転移温度の高いポリウレタン材料などを含むが、ここに挙げたものに限定されない。米国特許第5,766,719号、第5,755,486号、第5,575,526号、および第5,932,680号(参照援用)も参照されたい。一般に、材料の望ましい特性には、ガラス転移温度が高いこと(通常>70℃)、比較的大きく膨張すること、および密着耐性がある。このように、上記材料は、一般に、自動車メーカーが用いている材料系の妨げになることはない。
【0022】
膨脹可能材料が熱により活性化される熱膨張材料である用途では、発泡体を含む材料の選択および配合に関し考慮すべき重要な事項に、材料が反応または膨張、場合によっては硬化を起こす温度がある。通常、発泡体は、活性化可能材料が高温か高いレベルのエネルギーを付与された状態(塗装の硬化工程など)で自動車部品と共に処理されると、自動車組立工場で使用されるような温度などの高い加工温度で反応性を示すようになる。自動車組立工場で使用される温度は約148.89℃〜204.44℃(約300°F〜400°F)であるが、車体工場および塗装工場での用途では、一般に約93.33℃(約200°F)かこれよりわずかにより高い温度である。上記の範囲以外の温度で膨張させるために、必要に応じて、発泡剤用活性剤を組成物に混合してもよい。一般に、適切な膨脹可能発泡体の膨脹範囲は、約0〜1000%超である。
【0023】
別の実施形態では、膨脹可能材料はカプセル化または一部カプセル化された形状で提供され、接着剤のシェル内に膨脹可能な発泡可能材料がカプセル化または一部カプセル化されているペレットを含みうる。このような系の例は、権利者共通の同時係属中の米国特許出願第09/524,298号(「膨脹可能な事前成形プラグ(Expandable Pre-Formed Plug)」)に開示されており、その内容を参照によりここに援用する。
【0024】
膨脹可能材料が各種送達系によって担体に送達されてこれと接触して配置されてもよく、この送達系には、機械的スナップ嵌めアセンブリ、当業界において公知の押出技術のほか、権利者共通の米国特許第5,358,397号(「流動性材料の押出装置(Apparatus For Extruding Flowable Materials)」)(明示的に援用するものとする)の教示によるミニアプリケータ技術などがあるが、ここに挙げたものに限定されないことが考察される。この実施形態は、本願を限定するものではないが、制動特性を有する活性ポリマーまたはほかの熱活性化ポリマー(例えば、発泡可能ホットメルト接着剤をベースとしたポリマーまたは膨脹可能構造発泡体。この例には、オレフィン族ポリマー、ビニルポリマー、熱可塑性ゴム含有ポリマー、エポキシ樹脂、ウレタンなどがある)が、材料または媒質に少なくとも部分的に塗布される。その際、発泡可能または膨脹可能な材料が、選ばれた表面または基体上にスナップ嵌めされ、選ばれた基体または部材に配置するために、押出によってビーズまたはペレットの形で配置され、バッフル技術、公知技術の教示によるダイカスト技術、必要であればバッフルおよびブラダーシステムを使用したポンプ可能なシステム、噴霧可能な装置等を使用して基体に配置されうる。
【0025】
本発明の部材の形成は、部材の所望の構成に応じて、各種の処理工程を含みうる。いずれの場合であっても、担体、固締部および膨脹可能材料は、手作業で相互に取り付けられても、自動で相互に取り付けられても、この両者の組み合わせが行われてもよいことが通常考察される。成形(圧縮、射出またはその他の成形法等)、押出などの各種工程によって、担体、固締部または膨脹可能材料が個々に形成され、これらの工程によってこれら構成要素が相互に取り付けられうる。
【0026】
本発明に係る部材の第1の例として、図1〜3を参照すると、これらの図は、バッフリング、封着または補強用の系1を形成するため、自動車両(図示せず)の構造14と共に自動車両の構造14の空洞12内に配置されるように構成された例示的な部材10を示している。図からわかるように、部材10は、自動車両内のさまざまな構造の補強、バッフリングまたは封止のため、さまざまな空洞への配置に適しうる。説明のため、部材10は自動車両のピラーまたはロッカー構造14に組み付けられるものとして示されているが、部材10が自動車両の各種構造(例えば車体部材、フレーム部材など)あるいはほかの製品の各種構造に組み付けられてもよいことを理解されたい。
【0027】
部材10は、全体として矩形の構成を有するが、さまざまな形状に形成できる。通常、部材10は、担体20と、担体20に配された膨脹可能材料22を有する。部材10は、担体20に取り付けられている一対の固締部24も有する。
【0028】
担体20は、ここに記載するどのような形状または構成に形成でき、ここに記載するどのような材料で形成してもよい。図に示した実施形態では、担体20は、一般に矩形であり、ポリマーフィルム(例えばポリエステルフィルム)から形成される。図示したポリマーフィルムの厚さ(t)は好ましくは約1cm未満、より好ましくは約0.5mm未満、更により好ましくは約0.3mm未満であるが、担体20の厚さは、さまざまな形状および用途に応じて広く変更できる。図1〜3の担体20は、一般に可撓性を有し、約20℃での破壊時の伸びは約5%超、より好ましくは約50%超、更により好ましくは約100%超である。
【0029】
本発明に使用可能な代替のフィルムまたは層材料は、米国特許第6,287,669号および2001年8月6日出願の米国特許出願第09/923,138号に開示されており、あらゆる目的のためにこの両者を参照によりここに援用する。
【0030】
膨脹可能材料22は、本明細書に開示する膨脹可能材料のいずれであってもよい。図に示した実施形態では、膨脹可能材料22は、約148.89℃〜204.44℃(約300°F〜400°F)(すなわち自動車両の塗装またはコーティング作業で通常用いられる温度)の温度に曝されると、相対的に大きな膨張を起こす材料である。したがって、好ましい膨脹可能材料22は、元の体積すなわち非膨脹時の体積の少なくとも1500%、より好ましくは少なくとも2000%、更に好ましくは少なくとも2500%、更に好ましくは少なくとも約3000%の体積膨脹を起こすように構成されている。このような拡張能を有するこの種の膨脹可能材料の例は、本願と同日に出願された権利者共通の同時係属出願「膨脹可能材料(Expandable Material)」(代理人事件番号第1001-141P1号)に開示されており、あらゆる目的のためにこの出願を参照によりここに完全に援用する。
【0031】
膨脹可能材料22は、通常は矩形またはブロック状の構成に成形されるが、部材の用途によっては、必要な構成または所望の構成に成形されてもよい。図に示した実施形態では、膨脹可能材料22は、担体20の対向する2つの表面に配されており、担体20の長手方向の一端を実質的に囲んでいる。当然、これ以外の構成で材料を担体20に配してもよく、1つの部分(細片など)または複数の部分(細片など)として材料を担体に適用してもよいことが考察される。
【0032】
当業者であれば、本発明の部材10の使用に適した固締部をさまざまに想到しうるであろう。好ましい例をここに開示したが、別例を使用してもよい。図に示した部材10の固締部24は、可塑性を有し、キャップ部30と長尺部32を有する。図に示すように、長尺部32は、円錐形で示す複数の拡張部34を有するが、拡張部をほかの所望の形状に成形してもよい。
【0033】
担体20への固締部24の取付けは、本明細書に記載した技術またはその他の技術のいずれによっても行うことができる。図1〜3の担体20に取り付けるために、各固締部24の長尺部32は、担体20に形成された開口部36(貫通孔など)内に延びており、好ましくはこれを貫通している。このように、拡張部34、キャップ30またはこの両者は、固締部24を担体20に締まり嵌めさせる。
【0034】
一般に、部材10の形成では、担体20を所望の構成に成形し、担体20に膨脹可能材料22を適用し、構成に応じて任意選択で担体20、膨脹可能材料22またはこの両者に固締部24を取り付ける。この一般的な手法では、図示した部材10を、より具体的な各種技術を使用して形成できることが認められよう。しかし、説明を目的として、好ましい1つの技術について詳述する。
【0035】
好ましい技術によれば、担体20用の材料(すなわちフィルム材料)が、長尺状の細片として連続的または非連続的に押出ダイに供給される。同時に、同じ押出ダイに、膨脹可能材料22が押出機から連続的または非連続的に送出されている。長尺状の細片と膨脹可能材料の両方が押出ダイ(例えば、共押出によって)に供給され、これを通過すると、膨脹可能材料が図2に示す断面構成で長尺状の細片に密着して、これに付着する。必要に応じて、膨脹可能材料と担体材料間の取付け強度を向上させるために、膨脹可能材料が押出される長尺状の細片の一部が穿孔されうる(例えば、1つ以上の貫通孔などが設けられる)。
【0036】
押出後、細片と膨脹可能材料は、好ましくは所定の長さに裁断され、この長さは部材10の長さに対応している。担体20または担体材料への開口部36の形成は、裁断、パンチングまたは他の適した任意の技術に従って行うことができる。固締部24用の開口部36は、担体材料の細片に膨脹可能材料を押出す前か押出した後に、担体20または担体材料に形成されうる。更に、押出の前か後に、開口36に固締部24が挿入されうる。部材の形成は、工程の順序によって、長尺状の細片および膨脹可能材料が所定の長さに裁断される時またはその後に完成しうる。
【0037】
固締部24を構造14に取り付けることによって、担体20が図3の構造14に組み付けられる。ここに示すこの実施形態では、各固締部24の長尺部32は、自動車両の構造14の個々の開口部40(空洞、貫通孔など)に延在される。固締部24の拡張部34は、挿入されると、固締部24を構造14に締まり嵌め、これにより固締部24、担体20および膨脹可能材料22を構造14に固定する。図3に示すように、担体20が可撓性を有するため、担体が屈曲または構造14に沿い、固締部24を構造14に取り付けることが可能となる。更に、起伏を描く表面を有する構造では、担体が撓曲または屈曲して、この種の表面に適合することが考察される。
【0038】
膨脹可能材料22は、構造14に組み付けられると、好ましくは自動車両に実施されるコーティングまたは塗装作業において熱に曝されるが、これは必須ではない。このとき、熱により膨脹可能材料22が活性化されて膨張(発泡するなど)し、これにより膨脹可能材料22が、空洞12を画定している構造14の表面42,44,46に接触してこれを濡らし、ここに付着する。このようにして、空洞12を画定しており、膨脹可能材料22が膨脹状態にある構造14を含む系が形成され、これにより、構造14の封着、バッフリングまたは補強のため空洞12が少なくとも部分的に満たされる。好ましくは、膨脹可能材料22は、空洞12を封止するため、空洞12の1つ以上の断面(例えば図の断面)の全体にほぼ完全に広がっており、この結果、開口部がなくなり、ごみ、水、音、空気、またはこれらの組み合わせが空洞12を透過できなくなる。
【0039】
次に、本発明に係る部材の第2の例として、図4〜6を参照すると、これらの図は、バッフリング、封着または補強用の系を形成するため、自動車両の構造54(図示せず)と共に自動車両の構造54の空洞52内に配置されるように構成された別の例示的な部材50を示している。図からわかるように、部材50は、自動車両内のさまざまな構造の補強、バッフリングまたは封止のため、さまざまな空洞への配置に適しうる。説明のため、部材50は自動車両の柱構造54に組み付けられるものとして示すが、部材50が自動車両の各種構造(例えば車体部材、フレーム部材など)あるいはほかの製品の各種構造に組み付けられてもよいことを理解されたい。
【0040】
部材50は長尺状として示されているが、必要に応じて短くてもよい。通常、部材50は、担体60と、担体60に配された膨脹可能材料62を有する。部材50は、担体60に取り付けられている一対の固締部64も有する。
【0041】
担体60は、ここに記載するどのような形状または構成に形成でき、ここに記載するどのような材料で形成してもよい。図に示した実施形態では、担体60は、実質的に平坦でほぼ矩形のベース70を有する。担体60は、任意選択で、ベース70から離れて延びる拡張部72も有する。
【0042】
当業者は、図4〜6の部材50の使用に適した固締部をさまざまに想到しうるであろう。図に示した固締部64は、一対の第1拡張部80と一対の第2拡張部82を有する。しかし、固締部64が1つの第1拡張部のみ、1つの第2拡張部のみ、またはこの両方のみを有するように形成されてもよいことが考察される。図に示すように、第1拡張部80のうちの一方はベース70の第1の側面から延び、第1拡張部80のうちのもう一方はベース70の第2の側面から延びている。第1拡張部80は、いずれも、ベース70の端部84に向かって少なくとも部分的に起伏を描く(例えば、弧をなす)ように図示されている。第2拡張部82の各々は、ベース70の端部84から、第1拡張部80の各々に向かって延びている。しかし、別の実施形態では、第1拡張部、第2拡張部またはこの両者が、図示したのとは異なる方向に延びても、異なる位置から延びてもよいことが考察される。
【0043】
図に示した実施形態では、ベース70のほぼ全体にわたって設けられた固締部64がただ一つのみ示されている。しかし、固締部64を分割し、これにより複数の固締部を形成するようにしてもよいことが考察される。別の実施形態では、ベース70のほぼ全体に延びるようにはなっていない固締部を一つ用いるようにしてもよい。
【0044】
膨脹可能材料62は、本明細書に開示する膨脹可能材料のいずれであってもよい。図に示した実施形態では、膨脹可能材料62は、約148.89℃〜204.44℃(約300°F〜400°F)(すなわち自動車両の塗装またはコーティング作業で通常用いられる温度)の温度に曝されると、相対的に大きな膨張を起こす材料である。したがって、好ましい膨脹可能材料62は、元の体積すなわち非膨脹時の体積の少なくとも1500%、より好ましくは少なくとも2000%、更に好ましくは少なくとも2500%、更に好ましくは少なくとも約3000%の体積膨脹を起こすように構成されている。
【0045】
膨脹可能材料62は、通常は円筒状の構成に成形されるが、部材の用途によっては、必要な構成または所望の構成に成形されてもよい。図に示した実施形態では、膨脹可能材料62は、担体60のベース70の対向する2つの表面に配されており、担体60の長手方向の一端を実質的に囲んでいる。当然、これ以外の構成で材料を担体60に配してもよいことが考察される。
【0046】
一般に、部材50の形成では、担体60、固締部64またはこの両者を所望の構成に成形し、担体60に膨脹可能材料62を適用する。この一般的な手法では、図示した部材50を、より具体的な各種技術を使用して形成できることが認められよう。しかし、説明を目的として、好ましい1つの技術について詳述する。好ましくは、固締部64、固締部64の拡張部80,82、ベース70の拡張部72、ベース70またはこれらの組み合わせは、1種類の材料で一体的に形成される(押出、型成型されるなど)。
【0047】
好ましい技術によれば、担体60の材料(すなわちナイロン)が押出機(例えば双軸スクリュー押出機)に供給されて、第1の型を通って押出され、図5に示す担体60の断面構成を有する押出品が作製される。この後またはこれと同時に、膨脹可能材料62も押出機(同じ押出機または異なる押出機)から送出され、担体の押出品と押出された膨脹可能材料が(好ましくはクロスヘッドダイ押出成形処理において)連続的または非連続的に第2押出ダイに供給される。長尺状の細片と膨脹可能材料の両者が、押出ダイに供給され、これを通過すると、膨脹可能材料が、図2に示す断面構成で長尺状の細片に密着して、これに付着する。必要に応じて、膨脹可能材料と担体材料間の取付け強度を向上させるために、膨脹可能材料が押出された押出品の一部分が穿孔されうる(例えば、1つ以上の貫通孔などが設けられる)。
【0048】
一般に、本発明に係る部材、材料、担体、固締部、これらの組み合わせなどを形成するため、各種の押出機を使用することができる。本発明の好ましい一実施形態によると、使用する押出機は、ニーダー、連続式ニーダーまたはコニーダーとも呼ばれる一軸スクリュー押出機であるが、複数軸スクリュー押出機(例えば双軸スクリュー押出機)であってもよい。一軸スクリュー押出機を使用する場合、好ましくは、溝付きスクリューフライトを有する1本のセグメントスクリューと固定ピンを有し、いずれも押出機のバレルに存在する。一軸スクリュー押出機は、好ましくは、本発明の所望の部品を形成する材料がどのようなものであっても、動作時に分配型の混合を行う。例えば、このような混合は、スクリューを回転させて、同時に前後に往復運動させ、これにより、材料が前方への送り出しによって混合されるが、ピンを通る度に分断もされ、分配型の混合を行うことができる。
【0049】
一軸スクリュー押出機と分配型の混合またはこの両者により、材料の成分を十分に混合できる一方で、材料に付与するエネルギーを低く抑えることができ、これにより、材料を低温に維持して、低温で適用できるようになり、有利である。その結果、特に反応性が高い、すなわち活性化温度が低い発泡剤、発泡剤用活性剤またはこの両方を膨脹可能材料に使用できる。一例として、この種の押出機は、材料を約150℃未満、より好ましくは約120℃未満、更に好ましくは約70℃未満の温度に保持して、適用できることが考察される。更なる利点として、この種の押出機は、カーボンファイバー、ガラスファイバー、ナイロン繊維またはアラミドパルプ等の補強充填材を切断する可能性が低いため、より完全な材料の形成が可能になることが考察される。
【0050】
押出後、細片と膨脹可能材料は、好ましくは所定の長さに裁断され、この長さは部材50の長さに対応している。この時点において、部材50が図4〜6に示すようにほぼ形成される。複数の固締部を有する部材50、または膨脹可能材料62とほぼ同様に延在していない1つ以上の固締部を有する部材50を形成するには、固締部64、ベース70またはこの両者の一部が切断されて、任意選択で押出機で再利用されうる。図4〜6の固締部64と同様に機能する2つの固締部64(a)を有するこのような部材の例が、図7に示されている。
【0051】
図4〜6を再度参照すると、担体60は、構造54に固締部64を取り付けることによって、図6の構造54に組み付けられる。図に示した特定の実施形態では、一対の第2拡張部82とベース70の一部が、構造54の開口部90(例えば貫通孔)を通って延びている。好ましくは、拡張部82は、開口部90を通る際、互いに向かって撓曲し、開口部90を完全に貫通すると拡張部82が互いに広がり、部材50を構造54に締まり嵌める。このような締まり嵌めが行われる際に、好ましくは一対の第1拡張部80が構造54の内面92に当接し、第2拡張部82が構造54の外面94に当接し、これにより、ベース70と部材50の残りの部分が構造54に対して移動できなくなる。
【0052】
膨脹可能材料62は、構造54に組み付けられると、好ましくは自動車両に実施されるコーティングまたは塗装作業において熱に曝されるが、これは必須ではない。このとき、熱により膨脹可能材料62が活性化されて膨張(発泡するなど)し、これにより膨脹可能材料62が、空洞52を画定している構造54の表面92に接触してこれを濡らし、ここに付着する。このようにして、空洞52を画定しており、膨脹可能材料62が膨脹状態にある構造14を含む系が形成され、これにより、構造54の封着、バッフリングまたは補強のため空洞52が少なくとも部分的に満たされる。好ましくは、膨脹可能材料62は、空洞52を封止するため、空洞52の1つ以上の断面(例えば図6の断面)の全体にほぼ完全に広がっており、この結果、開口部がなくなり、ごみ、空気、水、音などが空洞52を透過できなくなる。
【0053】
1つの別の実施形態では、本発明に係る部材が、膨脹可能材料の膨張を案内するのを補助する拡張部を1つ以上有してもよいことが考察される。例えば、図8に図4〜6の部材50が示されており、第1拡張部80のうちの1つが、第1拡張部80に対して所定の角度をなして延び、膨脹可能材料62とほぼ相対する関係にある別の拡張部100を有する。
【0054】
図9〜10を参照すると、磁気固締部114と、担体112に配された膨脹可能材料116を有する担体112を有する部材110が示されている。図に示した実施形態では、担体112はプラスチック材料のストリップとして形成されており、この担体112に磁気固締部114が磁気ストリップとして配されている。しかし、担体112と固締部114は、一体となるように1つの磁気ストリップのみを有してもよいことが考察される。別法として、固締部114が磁性材料(粒子など)であり、膨脹可能材料116に混合されてもよいことが考察される。
【0055】
部材110を形成するために、膨脹可能材料116が、各種の手作業、半自動、完全自動の技術に従って、担体112、固締部114に適用されうる。例えば、膨脹可能材料116と担体112、固締部114またはこの両者が、上記した部材について記載した技術のいずれかに従って、共押出またはクロスヘッド押出される。
【0056】
図10に示すように構造120に部材110を適用するには、固締部114(すなわち磁性材料)を、磁力により固締部を引き付ける構造の表面120(例えば金属表面)に当てる。この固締部114は、前述のほかの実施形態に関して記載したように、膨脹可能材料116が膨張するまで、膨脹可能材料116を所定の位置に(例えば空洞122内に)固定する。
【0057】
磁性材料のほか、上記したように、磁性材料の代わりに感圧材料(例えば粘着性の接着材料、両面テープなど)を部材の固締部として使用してもよいことが考察される。このような実施形態では、感圧材料は、本明細書に記載した方法(例えば共押出、手作業または自動による方法など)のいずれによっても膨脹可能材料に適用することができる。また、感圧材料は、磁性材料と似た方法あるいは同じ方法で、部材を構造に固定(例えば、粘着力によって固定)しうる。
【0058】
別の実施形態
前述のように、固締部、担体および膨脹可能材料は、本発明に従ってさまざまな構成に形成されうる。例示を目的として、そのような形状および構成のいくつかを図11A〜18Cに示す。
【0059】
担体は、通常は所定のプロファイル、つまり所定の外形を備えて形成されており、このプロファイルは、押出のプロファイル(すなわち担体材料を押出すダイによって決まるプロファイル)か、または、担体に使用する材料のタイプとその材料の供給方法に基づいたプロファイルのいずれかでありえる。一般に、担体のプロファイルの寸法を、担体のある寸法(例えばプロファイルに対して実質的に垂直な長さまたはほかの寸法)における異なる断面間で変えてもよい(厚くしたり薄くするなど)が、寸法は、通常、ほぼ一定とされることが考察される。
【0060】
図11A〜11Bにそれぞれ示すように、担体は直線状のプロファイル、角度を設けたプロファイル、弧を描くプロファイル、これらの組み合わせ等を有しうる。図12A〜12Cにそれぞれ示すように、担体はL字型のプロファイル、S字型のプロファイル、C字形のプロファイル、他の任意のアルファベット文字の断面、またはこれらの組み合わせ等に成形されうる。図13A〜13Cにそれぞれ示すように、担体がジグザグ状のプロファイル、波形のプロファイル、楕円形のプロファイル、これらの組み合わせ等を有してもよいことが更に考察される。当然、これらのプロファイルは、例示を目的に示したに過ぎず、担体の形状を限定することを意図したものでは決してない。
【0061】
膨脹可能材料も、担体と同様に、通常何らかのプロファイルを備えて形成されており、このプロファイルは、押出のプロファイル(すなわち担体材料を押出すダイによって決まるプロファイル)か、または、担体に使用する材料のタイプとその材料の供給方法に基づいたプロファイルのいずれかでありえる。一般に、膨脹可能材料のプロファイルの寸法を、膨脹可能材料のある寸法(例えば断面に対して実質的に垂直な長さまたはほかの寸法)における異なる断面間で変えてもよい(厚くしたり薄くするなど)が、寸法は、通常、ほぼ一定とされることが考察される。
【0062】
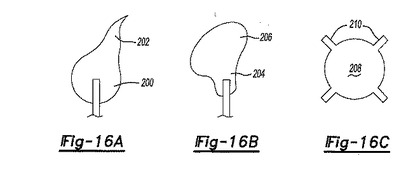
図14A〜14Bにそれぞれ示すように、膨脹可能材料は、三角形のプロファイル、菱形のプロファイル、円形のプロファイル、これらの組み合わせ等を有しうる。図15A〜15Cにそれぞれ示すように、膨脹可能材料は、非幾何学的なプロファイル、正方形のプロファイル、長方形のプロファイル、これらの組み合わせを有しうる。図16A〜16Bにそれぞれ示すように、膨脹可能材料は、担体に取り付けられた大きなベース部200と、ここから延びる小さい拡張部202を有するプロファイル、担体に取り付けられ大きなベース部206に延びるベース部204を有するプロファイルを有してもよい。図16Cに、中心のベース部208と、複数の拡張部210を有する膨脹可能材料のプロファイルが示されており、複数の拡張部210は、(例えば空洞内で)膨脹可能材料を位置決めおよび/または固定するのを補助する。当然、これらのプロファイルは、例示を目的に示したに過ぎず、担体の形状を限定することを意図したものでは決してない。
【0063】
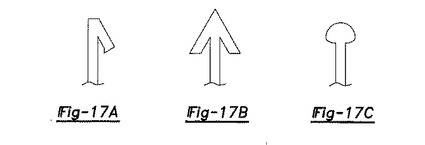
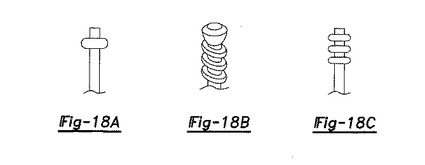
固締部は、通常、特に締まり嵌めに使用される場合には、1つ以上の突起または拡張部を有し、この突起または拡張部は締まり嵌めを行うために、固締部の一部分、担体の一部分、膨脹可能材料の一部分またはこれらの組み合わせから延びうる。図17A〜17Bにそれぞれ示すように、固締部は、1つの拡張部、複数の拡張部または1つの肉厚部(球状の突起として示すものなど)を有しうる。図18A〜18Cにそれぞれ示すように、固締部は、1つの環状の突起(ねじ切りされていてもよい)または複数の環状の突起を有しうる。上記と同様に、これらの固締部の構成は、例示を目的に示したに過ぎず、固締部の構成を限定することを意図したものでは決してない。
【0064】
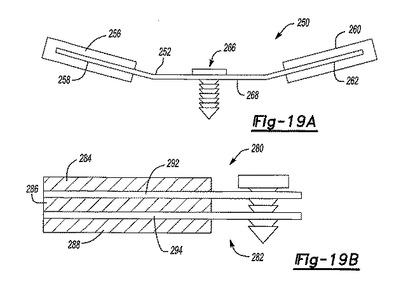
更に別の実施形態では、本発明の部材が、膨脹可能材料の複数の別個の塊を有してもよく、これらの塊は、体積比でそれぞれ同じ量または異なる量膨張するように構成されてもよいことが考察される。一例として、図19Aは、ポリマーフィルム担体252と、担体252の一方の側258に設けた膨脹可能材料の第1の塊256と、担体252の対向する側262に設けた膨脹可能材料の第2の塊260を有する部材250を示す。この部材は、プッシュピン266として示され、膨脹可能材料の2つの塊256,260の間を、担体252の中央部268にある1つ以上の開口部を通って延びる1つ以上の固締部を有することがわかる。図19Bは、膨脹可能材料の第1の塊284、第2の塊286および第3の塊288を有するポリマーフィルム担体282を有する部材280を示す。担体282は、第1のポリマーフィルム292と第2のポリマーフィルム294から形成されている。図からわかるように、膨脹可能材料の第2の塊286は膨脹可能材料の第1の塊284と膨脹可能材料の第3の塊288に挟まれているほか、第1のポリマーフィルム292と第2のポリマーフィルム294にも挟まれている。
【0065】
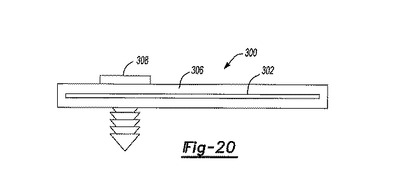
図20に示す別の代替の実施形態は、ポリマーフィルムの担体302が、膨脹可能材料の塊306に実質的に囲まれている部材300である。この実施形態では、プッシュピン308として示される1つ以上の固締部が、担体302と膨脹可能材料の塊306を通って延びている。
【0066】
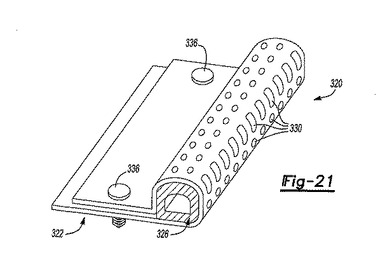
図21に示す更に別の代替実施形態は、膨脹可能材料の塊326にポリマーフィルムの担体322が巻き付くように、折り返され重ねられている担体322を有する部材320である。担体322の、膨脹可能材料の塊326に巻き付いてこれを取り囲んでいる部分において、貫通孔330として示される複数の開口部が担体322を通って延びている。更に、プッシュピン336として示される固締部が、1つ以上、2層のポリマーフィルム担体322を通って延びている。膨脹可能材料の塊326は、膨張すると、貫通孔330内を流れ、構造の壁に付着することができ、有利である。
【0067】
図19A,19B,20,21に示した部材250,280,300,320およびほかの代替の実施形態は、本明細書に記載した技術のいずれかに従って形成し適用することができることを理解されたい。
【0068】
好ましい材料例
本明細書において好ましい膨脹可能材料を幾つか記載したが、以下に、特に好ましい1つの膨脹可能材料を開示する。この膨脹可能材料は、部材の一部として使用しても、別個に使用してもよい。膨脹可能材料は、好ましくは熱またはほかの条件によって活性化されると膨張する。膨脹可能材料は、好ましくは、膨張を均一に保つ、凝集破壊(cohesive failure)を起こさない、の少なくとも一方を達成しつつ、相対的に大きな膨張を起こすことができるが、これは必須ではない。更に、膨脹可能材料は、特に自動車両等の製品に吸音、バッフリングまたは封着を施すなどの用途に有用であることがわかっている。
【0069】
代表的な用途では、膨脹可能材料は、好ましくは、構造物の空洞内またはその表面上、あるいは製品(自動車両など)の1つ以上の部材(ボディパネルや構造部材など)に、バッフリング、付着、封止、音響減衰特性またはこれらの組み合わせを施すのに役立つ。
【0070】
膨脹可能材料は、好ましくは以下の成分のうちの3種類以上の組み合わせを含む。
(a)最大約85重量部のアクリレート、アセテート等のポリマー材料の添加剤
(b)最大約20重量部のエポキシ樹脂
(c)最大約20重量部の炭化水素樹脂等の粘着付与剤
(d)最大約25重量部の発泡剤
(e)最大約10重量部の硬化剤
(f)最大約40重量部の充填材
本発明の膨脹可能材料は、製品に音響減衰を付与する、製品を封止する、または、製品を補強するために、さまざまな製品に適用できる。このような製品の例としては、家庭用または工業用の機器、家具、貯蔵容器、建物、構造物等が挙げられるが、ここに挙げたものに限定されない。好ましい実施形態において、膨脹可能材料は、自動車両の車体部材またはフレーム部材(例えば車両のフレームレール)など、自動車両の一部分に適用される。本発明の一方法では、活性化可能材料を、非膨張状態か部分的に膨張した状態で上記の構造のうちの1つの表面に適用して、非膨張状態での体積を上回る体積(例えば、体積増が1000%、2000%、2500%、3000%、3500%またはこれ以上)まで膨張させるために、材料を活性化させることが考察される。
【0071】
特段の断りのない限り、本明細書において割合とは重量パーセントを指す。
【0072】
ポリマー材料の添加剤
好ましい膨脹可能材料は、通常は、ポリマー材料の添加剤を含み、これには、熱可塑性物質、エラストマ、プラストマ、これらの組み合わせなどのさまざまなポリマーが含まれうる。例えば、ポリマー添加剤に適切に混和されうるポリマーは、ハロゲン化ポリマー、ポリカーボネート、ポリケトン、ウレタン、ポリエステル、シラン、スルホン、アリル、オレフィン、スチレン、アクリル酸塩、メタクリル酸塩、エポキシ樹脂、シリコーン、フェノール樹脂(phenolics)、ゴム、ポリフェニレンオキシド、テレフタレート、アセテート(EVAなど)、アクリル酸エステル、メタクリル酸エステル(例えばエチレンメチルアクリレートポリマー)またはこれらの混合物を含むが、ここに挙げたものに限定されない。他の可能なポリマー物質は、ポリオレフィン(ポリエチレン、ポリプロピレンなど)、ポリスチレン、ポリアクリレート、ポリ(エチレンオキシド)、ポリ(エチレンイミン)、ポリエステル、ポリウレタン、ポリシロキサン、ポリエーテル、ポリフォスファジン(polyphosphazine)、ポリアミド、ポリイミド、ポリイソブチレン、ポリアクリロニトリル、ポリ(塩化ビニル)、ポリ(メチルメタクリレート)、ポリ(ビニルアセテート)、ポリ(塩化ビニリデン)、ポリテトラフルオロエチレン、ポリイソプレン、ポリアクリルアミド、ポリアクリル酸、ポリメタクリレートなどであるかこれらを含んでもよいが、ここに挙げたものに限定されない。
【0073】
ポリマー添加剤は、通常は、かなりの割合の膨脹可能材料(例えば最大85重量%以上)を含んでいる。好ましくは、ポリマー添加剤は、膨脹可能材料の約25%〜約85%、より好ましくは約40%〜約75%、更に好ましくは約50%〜約70重量%含まれる。
【0074】
ポリマー添加剤が1種類以上のアクリレートを含むことが好ましいが、これは必須というわけではない。アクリレートは、例えば、単純なアクリレート、メチルアクリレート、エチルアクリレート、ブチルアクリレート、ビニルアクリレート、これらのコポリマーまたは組み合わせなどを含みうる。更に、これらのアクリレートのいずれかは、エチレンアクリレート、エチレンメチルアクリレートなどの化合物を形成するため、および任意選択でこれらのコポリマーまたは組み合わせ等を形成するために、エポキシ、エチレン、ブチレン、ペンテンなどの化学基を含んでもよい。1種類以上のアクリレートは、添加する場合、通常はポリマー添加剤の約20重量%以下〜約95重量%以上、より好ましくは約40重量%〜約85重量%、更に好ましくは約55重量%〜約75重量%含まれる。
【0075】
好ましいアクリレートは、ブチルアクリレートとメチルアクリレートのコポリマーであり、特に好ましくはエチレンブチルアクリレートとエチレンメチルアクリレートのコポリマーである。このようなコポリマーの例には、米国フィラデルフィア州フィラデルフィア マーケット・ストリート2000、19103所在のアトフィナ ケミカルズ社(ATOFINA Chemical,Inc.)から、商品名LOTRYL 35BA40として市販されているものがある。別の好ましいアクリレートは、エポキシ改質アクリレート(例えばエポキシ化)コポリマーである。このようなコポリマーの例には、米国デラウェア州ウィルミントン マーケット・ストリート1007、19898所在のイー・アイ・デュポン・デュ・ヌムール・アンド・カンパニー(E.I.Dupont De Nemours and Company)から、商品名ELVALOY 4170として市販されているものがある。
【0076】
また、ポリマー添加剤は1種類以上のアセテートを含むことが好ましいが、この場合もこれは必須ではない。このアセテートは、例えば、アセテート、メチルアセテート、エチルアセテート、ブチルアセテート、ビニルアセテート、これらのコポリマーまたは組み合わせなどを含みうる。更に、これらのアセテートのいずれかは、エチレンアクリレート、エチレンメチルアクリレートなどの化合物を形成するため、および任意選択でこれらのコポリマーまたは組み合わせ等を形成するために、エポキシ、エチレン、ブチレン、ペンテンなどの化学基を含んでもよい。1種類以上のアセテートは、添加する場合、通常はポリマー添加剤の約5重量%以下〜約50重量%以上、より好ましくは約7重量%〜約35重量%、更に好ましくは約15重量%〜約25重量%含まれる。
【0077】
好ましいアセテートはエチレンビニルアセテート(EVA)である。このようなアセテートの例に、米国テキサス州ヒューストン ケーティ・フリーウェイ13501、77079-1398所在のエクソンモービル・ケミカル(ExxonMobil Chemical)から、商品名ESCORENE UL-7760として市販されている、エチレン含有量が比較的高いEVAがある。このようなアセテートの別の例に、米国テキサス州ヒューストン ケーティ・フリーウェイ13501、77079-1398所在のエクソンモービル・ケミカル(ExxonMobil Chemical)から、商品名ESCORENE UL-MV02514として市販されている分子量/メルトインデックスの比較的低いEVAがある。
【0078】
エポキシ樹脂
ここで使用するエポキシ樹脂は、エポキシ官能基を少なくとも1つ有する、従来のダイマー、オリゴマーまたはポリマーのエポキシ材料のいずれかを指す。ポリマーベースの材料は、開環反応によって重合可能なオキシラン環を1つ以上有するエポキシ基含有物質でありうる。好ましい実施形態において、膨脹可能材料は最大約20%のエポキシ樹脂を含む。より好ましくは、膨脹可能材料は、約0.1重量%〜10重量%のエポキシ樹脂を含む。
【0079】
エポキシ樹脂は、脂肪族、脂環族、芳香族等でありえる。エポキシ樹脂は、固体として(例えば、ペレット、チャンク、切片等として)、あるいは液体(エポキシ樹脂等)として供給されうる。エポキシ樹脂は、アルファオレフィンをもつエチレンのコポリマーまたはターポリマーを含んでもよい。コポリマーまたはターポリマーでは、当該ポリマーは、2種または3種の異なるモノマー(すなわち高い化学反応性を有し、類似する分子と結合可能な小分子)から構成される。
【0080】
好ましくは、拡張可能材料の密着性および流動性などの性質を向上させるために、エポキシ樹脂が当該材料に添加される。更に、膨脹可能材料が発泡可能な材料の場合、エポキシ樹脂は網状構造を強化することができる。1つの例示的なエポキシ樹脂はフェノール樹脂であってもよく、このフェノール樹脂はノボラック型(novalac type)または別のタイプの樹脂であってもよい。別の好ましいエポキシ含有材料は、ビスフェノール−Aエピクロロヒドリンエーテルポリマー、またはブタジエンまたは別のポリマー添加剤によって改質されうるビスフェノールAエポキシ樹脂を含んでもよい。
【0081】
粘着付与剤
各種の粘着付与剤または粘着性付与剤が、膨脹可能材料に含まれてもよい。例示的な粘着付与剤としては、各種樹脂、フェノール樹脂(例えば熱可塑性物質フェノール樹脂)、芳香族樹脂、合成ゴム、アルコール等が挙げられるが、ここに挙げたものに限定されない。好ましい一実施実施形態によれば、炭化水素樹脂9(例えばC5樹脂、C9樹脂、これらの組み合わせ等)が粘着付与剤として使用される。この炭化水素樹脂は、飽和、不飽和、部分不飽和(すなわち、不飽和度が1,2,3またはこれ以上)のいずれであってもよい。好ましい炭化水素樹脂の一例に、クマロン−インデン樹脂がある。好ましい炭化水素樹脂の別の例には、米国フィラデルフィア州エクトン トーマス・ジョーンズ・ウェイ502,19341所在のSartomer Company,Inc.(サートマ・カンパニー社)から、商品名NORSELENE(登録商標)S-105として市販されているものがある。
【0082】
粘着付与剤は、使用される場合、通常は膨脹可能材料の約0.1重量%以下〜約30量%以上、より好ましくは約2重量%〜約25重量%、更に好ましくは約6重量%〜約20重量%含まれる。粘着付与剤は、膨脹可能材料の膨脹をより一貫性が高く予測可能に起こさせるため、硬化速度を制御するのを補助することができ、有利である。
【0083】
発泡剤
必要に応じて、膨脹可能材料内に解放および/または密閉型の網状構造を形成する不活性ガスを発生させるために、膨脹可能材料に1種類以上の発泡剤を添加してもよい。このようにして、この材料から作製される物品の密度を低減させることが可能となりうる。更に、材料の膨張は、封止能、基体を濡らす能力、基体に対する密着性、音響減衰、これらの組み合わせ等を向上させるのに役立つ。
【0084】
発泡剤は、アミド、アミン等の窒素含有基を1つ以上含みうる。適切な発泡剤の例は、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、4,4i−オキシビス(ベンゼンスルホニルヒドラジド)、トリヒドラジノトリアジン、およびN,Ni−ジメチル−N,Ni−ジニトロソテレフタルアミドを含む。
【0085】
また、膨脹可能材料に発泡剤用の促進剤を与えてもよい。発泡剤が不活性ガスを生成する速度を上げるため、各種の促進剤を使用することができる。1つの好ましい発泡剤用促進剤は、金属塩か、または金属酸化物(例えば酸化亜鉛)等の酸化物である。ほかの好ましい促進剤には、未修飾あるいは未修飾のチアゾールまたはイミダゾール、尿素等が含まれる。
【0086】
発泡剤および発泡剤用促進剤の量は、所望の網状構造のタイプ、膨脹可能材料の所望の膨張量、所望の膨張速度などに応じて、膨脹可能材料内で大きく変わりうる。膨脹可能材料中の発泡剤および発泡剤用促進剤、あるいはこの両者の合計の量の例示的な範囲は、活性化可能材料の約0.1重量%〜約25重量%、より好ましくは約2重量%〜約20重量%、更に好ましくは約7重量%〜約15重量%である。
【0087】
一実施形態では、本発明は、発泡剤を使用しない形態を考察する。このように、材料が膨脹可能材料ではないこともある。好ましくは、本発明の調合物は、熱によって活性化される。しかし、例えば水分、放射などの別の手段によって活性化を得るために別の薬剤を使用してもよい。
【0088】
硬化剤
膨張可能材料に、1種類以上の硬化剤および/または硬化剤用促進剤を添加してもよい。発泡剤と同様に、硬化剤および硬化剤用促進剤の量は、所望の網状構造のタイプ、膨張可能材料の所望の膨張量、所望の膨張速度、活性化可能材料の所望の構造特性などに応じて、膨張可能材料中で大きく変わりうる。膨脹可能材料中の硬化剤、硬化剤促進剤、またはこの両者の合計の有効量の例示的な範囲は、約0重量%〜約7重量%である。
【0089】
好ましくは、硬化剤は、ポリマー、エポキシ樹脂またはこの両者と架橋する(例えば、化学量論的に過剰量の硬化剤が樹脂のエポキシド基(epoxide groups on the resin)と反応する)ことにより、活性化可能材料の硬化を補助する。また、硬化剤が膨脹可能材料の熱硬化を補助することが好ましい。有用な硬化剤のクラスは、脂肪族または芳香族のアミンあるいはこれらのそれぞれの付加体、アミドアミン、ポリアミド、脂環族アミン(例えば無水物)、ポリカルボキシルポリエステル、イソシアナート、フェノールベースの樹脂(例えばフェノールまたはクレゾールノボラック樹脂、フェノールテルペン、ポリビニルフェノール、ビスフェノールAホルムアルデヒドコポリマー等のコポリマー、ビスヒドロキシフェニアルカン等)、またはこれらの混合物から選択される材料である。特定の好ましい硬化剤は、トリエチレンテトラアミン、ジエチレントリアミン テトラエチレンペンタミン、シアノグアニジン、ジシアンジアミドなどの改質または未改質のポリアミドまたはポリアミドを含む。また、膨脹可能材料を調製するために、硬化剤用の促進剤(例えばメチレンジフェニルビス尿素等の修飾または未修飾の尿素、イミダゾールまたはこれらの組み合わせ)が与えられてもよい。
【0090】
本発明の配合物では、5分未満、場合によっては30秒未満の硬化時間が可能であるが、硬化時間は長くてもよい。更に、この硬化時間は、追加のエネルギー(例えば熱、光、放射)が材料に付与されるかどうか、または、材料が室温で硬化するかどうかによって決まりうる。
【0091】
充填材
膨脹可能材料は1種類以上の充填材を含むことができ、これには粒状材料(粉末など)、ビーズ、小球体、ナノ粒子などがあるがここに挙げたものに限定されない。好ましくは、充填材は、膨脹可能材料に存在するほかの成分と通常は反応しない比較的低密度の物質を含む。
【0092】
充填材の例には、シリカ、珪藻土、ガラス、クレイ、タルク、色素、着色剤、ガラスのビーズまたはバブル、ガラスファイバー、カーボンファイバーまたはセラミックファイバー、抗酸化剤などがある。このような充填材(特にクレイ)は、膨脹可能材料の流動中にその高さを均一に保ちやすくする。充填材として使用可能なクレイは、カオリナイト、イライト、クロライト(chloritem)、スメクタイト(smecitite)またはセピオライトの群のクレイのナノ粒子および/またはクレイを含んでもよく、これらは焼成されてもよい。適切な充填材の例としては、タルク、バーミキュライト、パイロフィライト、ソーコナイト、サポナイト、ノントロナイト、モンモリロナイトまたはこれらの混合物を含むが、ここに挙げたものに限定されない。また、クレイは、炭酸塩、長石、マイカおよび石英など、ほかの成分を微量含んでもよい。充填材は、塩化ジメチルアンモニウムおよび塩化ジメチルベンジルアンモニウム等の塩化アンモニウムも含んでもよい。また、二酸化チタンも使用される可能性がある。
【0093】
好ましい一実施形態では、炭酸カルシウム、炭酸ナトリウムなど、1種類以上の鉱物型または石型の充填材を充填材として使用することができる。別の好ましい実施形態では、マイカ等のケイ酸塩鉱物を充填材として使用することができる。ケイ酸塩鉱物およびマイカは、充填材の通常の作用に加えて、硬化後の膨脹可能材料の耐衝撃性を向上させることがわかっている。
【0094】
膨脹可能材料の充填材は、使用される場合、膨脹可能材料の1重量%〜90重量%の範囲をとりうる。一部の実施形態によれば、膨脹可能材料は、約3%〜約30重量%、より好ましくは約10%〜約20重量%の粘土または同様の充填材を含むことができる。
【0095】
材料の充填材のうちの1種類または他の成分は、引張り強度、圧縮強度または剪断強度などの特性のほか、材料の流動を調整できるよう、チキソトロピックであってもよいことが考察される。
【0096】
他の添加剤
また、必要に応じて、その他の添加剤、薬剤または性能改質剤が膨脹可能材料に含まれてもよく、このような物質には、抗紫外線剤、難燃剤、衝撃改質剤、熱安定剤、紫外光架橋剤、着色剤、加工助剤、抗酸化剤、潤滑剤、架橋助剤、補強材(チョップトグラスファイバー、ガラス長繊維、セラミックまたはセラミックファイバー、アラミド繊維、アラミドパルプ、カーボンファイバー、アクリレート繊維、ポリアミド繊維、ポリプロピレン繊維、これらの組み合わせ等)が含まれるが、ここに挙げたものに限定されない。好ましい一実施形態では、例えば、硬化密度を向上させるために、アクリレート架橋助剤が使用されうる。膨脹可能材料は、酸化、硬化速度またはこの両者の調整を補助するために、(ペンタエリトリトールテトラキス(3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオナート)など)の抗酸化剤を、約0.10〜約5.00重量%含んでいてもよい。このような抗酸化剤の例は、スイス国バーゼル ポストファッチ クライベックシュトラーセ141、4002所在のチバ・スペシアリティ・ケミカルズ社(Ciba Specialty Chemicals Company)から、商品名IRGANOX(登録商標)1010として市販されている。
【0097】
膨脹可能材料の適切な成分を決定する際には、適切な時間または温度においてのみ活性化する(例えば、流動、発泡またはその他の状態変化を起こす)ように当該材料を形成することが重要でありうる。例えば、多くの用途では、材料が室温や、製造環境における周囲温度で反応してしまうのは望ましくない。より一般的には、膨脹可能材料は、高い加工温度において活性化されて流動化する。例えば、特に膨脹可能材料が高温か高いレベルのエネルギーを付与された状態(塗装の準備工程など)で他の部品と共に処理される場合には、自動車組立工場で使用されるような温度が適切でありえる。塗布作業の多くで(例えば、塗料の硬化炉において)使用される温度範囲は、例えば最大約180℃以上、約200℃以上、または約250℃以上である。
【0098】
添加剤、充填材またはこの両者を混合するため、添加剤または充填材は、これらと膨脹可能材料の他の成分を混合する前に、分散剤と混合することが好ましいことがある。このような分散剤は、通常は分子量が約100,000amu未満、より好ましくは約50,000amu未満、更に好ましくは約10,000amu未満と比較的低いが、これは必須というわけではない。このような分散剤の例としては、液体ワックス、エチレン−プロピレンゴム(EPDM)等の液体エラストマ、パラフィン(固形パラフィン等)などが挙げられるが、ここに挙げたものに限定されない。
【0099】
材料が膨脹可能な場合、本発明に従ってその構成要素の膨脹度が異なる材料の族を作成してもよい。このような族は、発泡剤、発泡剤用促進剤またはこの両方の量を変えることによって、少なくとも一部を作成できる。説明を目的として、下記に、本発明に従って作成できる特定の1つの族について、発泡剤および/または発泡剤用促進剤の量と、当該族の材料の膨脹度の例を示す表Aを示す。
【表1】
【0100】
調合物の釣り合いをとるため、膨張が小さい材料を得るために減らした発泡剤または発泡剤用促進剤の重量パーセントの代わりに、充填材(鉱物充填剤など)を使用することが望ましいことがある。一例には、発泡剤または促進剤を減して、材料を5重量パーセント減らした場合、この5重量パーセントの代わりに充填材を使用することが望ましいことがある。
【0101】
非常に好適な実施形態および例
本発明の範囲内で、前述した以外のポリマーやその他の物質を、共重合、混合などによって、膨脹可能材料に取り入れてもよいことが考察される。以下に、例示的な膨脹可能材料の調合物について記載する。これらは単に例に過ぎないため、さまざまな成分の重量パーセントが±75%以上、±50%以上、または±30%変動しうることが考察される。更に、成分を追加したり除外してもよい。
【0102】
例
表Bは、膨脹可能材料用の1つの例示的な調合物を示している。
【表2】
【0103】
膨脹可能材料の形成および適用
膨脹可能材料の形成は、各種の新規あるいは公知の技術に従って行うことができる。好ましくは、膨脹可能材料は、実質的に均質な組成の材料として形成される。しかし、各種の結合技術を使用して、膨脹可能材料の特定の部分において特定の成分の濃度を加減してもよいことが考察される。
【0104】
一実施形態によれば、膨脹可能材料は、当該材料の諸成分を、ペレット、チャンクなどの固体形状、液体形状、またはこれらを組み合わせた形状で供給することにより形成される。諸成分は、通常、例えば大型のビン(bin)または他の容器などの1つ以上の容器内で混合される。好ましくは、この容器は、当該容器を回転させるかほかの方法で移動させることにより成分を混合するために使用することができる。その後、熱、圧力またはこの両方が加えられて、成分が撹拌などにより混合されて、単一の均質な組成となるように、成分が軟化または液化されうる。
【0105】
別の実施形態によれば、膨脹可能材料は、ポリマーベースの材料など、成分のうち通常軟化または液化しやすい1種類以上の成分を加熱して、これらの成分を混合可能な状態とすることによって形成されうる。その後、残りの成分が軟化された成分と混合されうる。膨脹可能材料のさまざまな成分は、どのような所望の順序で混合されてもよいことを理解されたい。更に、ポリマー添加剤の成分を共に混合してから他の成分に添加しても、あるいは他のどのような順序で他の成分と混合してもよい。
【0106】
使用する成分によっては、膨脹可能材料の活性化(例えば、気体の生成、流動化またはその他の活性化)、硬化(例えば、堅化、剛化またはその他の状態の変化)、あるいはこの両者を引き起こす可能性がある特定の活性化温度未満に、諸成分の温度が確実に維持されるようにすることが重要となりうる。特に、膨脹可能材料が発泡剤を含む場合、通常は、膨脹可能材料を形成する間、または膨脹可能材料を表面に適用する前に、膨脹可能材料の温度を、発泡剤の活性化温度未満に維持することが望ましい。
【0107】
膨脹可能材料を低温に維持することが望ましい状況においては、圧力を加えるか、圧力と熱の両方を加えて、成分を半固体または粘弾性状態に保持して、膨脹可能材料の諸成分を混合することが望ましいことがある。熱、圧力またはこの両方を材料に加えるためのさまざまな機械が設計されている。1つの好ましい機械が押出機である。本発明の一実施形態によれば、各種成分が使用前に混合されて1種、2種またはそれ以上の予め混合された混合物とされ、これが一軸スクリュー押出機または双軸スクリュー押出機の一箇所またはさまざまな箇所に導入されうる。その後、押出機によって付与される熱および圧力により、膨脹可能材料が混合されてほぼ均質な単一の組成物とされ、この作業は、好ましくは材料を活性化させずに行われる。
【0108】
膨脹可能材料が発泡剤を含む状況では、材料の活性化の際に、少なくともある程度の発泡またはバブリングが行われうる。この発泡またはバブリングは、膨脹可能材料が基材を濡らして、基材と強固な接合を形成するのに役立つ。しかし、別の実施形態では、膨脹可能材料が、発泡またはバブリングを起こさずに活性化されて流動化されるにも関わらず、基材を実質的に濡らし、強固な接合を形成できることが認められよう。強固な接合の形成は、通常は膨脹可能材料の硬化の際に生じるが、必ずしもそうとは限らない。一実施形態では、例えば、米国特許第5,358,397号に開示されているようなタイプのロボット押出成形アプリケータが使用され、同特許を参照によりここに援用する。
【0109】
本技術を膨脹可能材料として適合または使用できる別の用途に、米国特許第6,358,584号、第6,311,452号、および第6,296,298号に記載されているものがあり、これらの全てを参照によりここに援用する。このため、本発明の材料は、成形部材、押出部材、プレス部材などの担体に適用することができる(例えば、金属またはプラスチック、発泡または非発泡。例示的な材料は、アルミニウム、マグネシウム、チタン、鋼鉄、ポリアミド(例えばナイロン6またはナイロン6,6等)、ポリスルホン、熱可塑性イミド、ポリエーテルイミド、ポリエーテルスルホンまたはこれらの混合物を含む)。好ましい用途の別の例は、権利者共通の本願の出願日と同一日に出願された「封着、バッフリングまたは補強用の膨脹可能材料ならびにその形成方法(Fastenable Member for Sealing, Baffling, or Reinforcing and Method of Forming Same)」という特許出願(代理人事件番号第1001-142P1号)に記載されている。
【0110】
本発明の特定の実施形態は、相対的に大きな膨張を起こすとともに、この膨張中に、高い均質性および/または粘着性を示し、有利であった。このため、この膨脹可能材料は、膨張すると、比較的大きな空間(空洞など)を満たすことができる一方で、封着、バッフリング、吸音等の特性が向上している。
【0111】
特段の断りのない限り、ここに記載した各種構造の寸法およびプロファイルは本発明を限定することを意図したものではなく、ほかの寸法またはプロファイルも可能である。1つの一体化された構造により、複数の構造構成要素が提供されうる。別の実施形態では、1つの一体化された構造が、独立した複数の構成要素に分けられうる。更に、本発明の特徴を、図示した実施形態のうちの1つのみにより記載した場合もあるが、任意の用途のために、このような特徴を別の実施形態のほかの特徴の1つ以上と組み合わせることができる。また、ここに記載した独自の構造の製造およびその操作も、本発明に係る方法を構成していることが、上記から理解されよう。
【0112】
本発明の好ましい実施形態を開示した。しかし、当業者は、本発明の教示に特定の変更例を取り入れることができることを理解するであろう。このため、本発明の真の範囲および内容を決定するには、添付の特許請求の範囲を検討すべきである。
【図面の簡単な説明】
【0113】
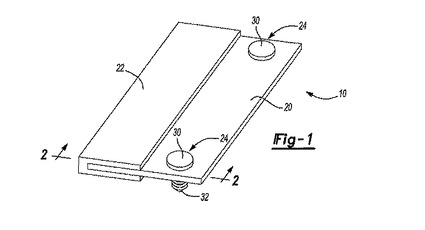
【図1】本発明の一態様に係る例示的な部材の斜視図である。
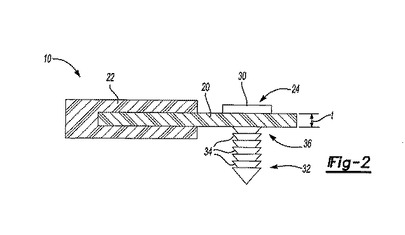
【図2】上記部材の図1の線2−2における断面図である。
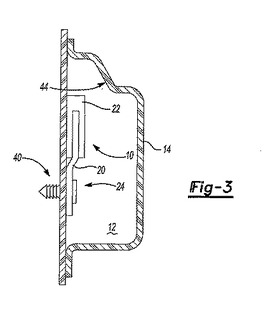
【図3】図1の部材を自動車両の構造に適用した状態の断面図である。
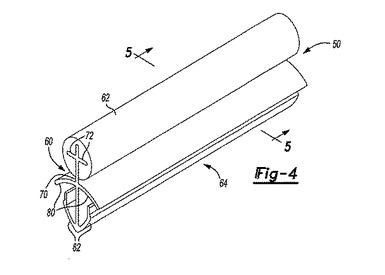
【図4】本発明の一態様に係る別の例示的な部材の斜視図である。
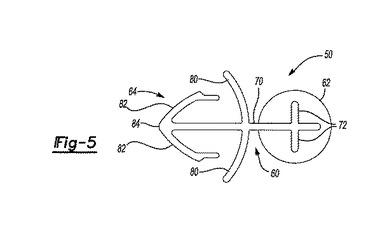
【図5】上記部材の図4の線5−5における断面図である。
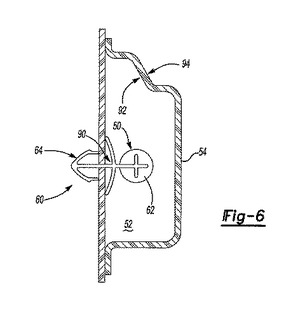
【図6】図1の部材を自動車両の構造に適用した状態の断面図である。
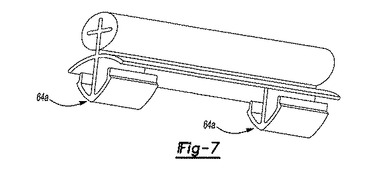
【図7】本発明の一態様に係る別の実施形態による部材の斜視図である。
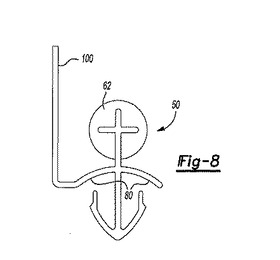
【図8】本発明の一態様に係る別の実施形態による部材の断面図である。
【図9】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図10】図9の部材を自動車両の構造に適用した状態の断面図である。
【図11A】本発明の部材の変形例を示す図である。
【図11B】本発明の部材の変形例を示す図である。
【図11C】本発明の部材の変形例を示す図である。
【図12A】本発明の部材の変形例を示す図である。
【図12B】本発明の部材の変形例を示す図である。
【図12C】本発明の部材の変形例を示す図である。
【図13A】本発明の部材の変形例を示す図である。
【図13B】本発明の部材の変形例を示す図である。
【図13C】本発明の部材の変形例を示す図である。
【図14A】本発明の部材の変形例を示す図である。
【図14B】本発明の部材の変形例を示す図である。
【図14C】本発明の部材の変形例を示す図である。
【図15A】本発明の部材の変形例を示す図である。
【図15B】本発明の部材の変形例を示す図である。
【図15C】本発明の部材の変形例を示す図である。
【図16A】本発明の部材の変形例を示す図である。
【図16B】本発明の部材の変形例を示す図である。
【図16C】本発明の部材の変形例を示す図である。
【図17A】本発明の部材の変形例を示す図である。
【図17B】本発明の部材の変形例を示す図である。
【図17C】本発明の部材の変形例を示す図である。
【図18A】本発明の部材の変形例を示す図である。
【図18B】本発明の部材の変形例を示す図である。
【図18C】本発明の部材の変形例を示す図である。
【図19A】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図19B】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図20】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図21】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【関連出願の表示】
【0001】
本願は、2003年6月26日に出願の米国仮出願第60/482,896号、2003年6月26日に出願の米国仮出願第60/482,897号、2004年6月15日に出願の出願番号未付与の米国出願番号(代理人事件番号第1001-141号)、2004年6月22日に出願の出願番号未付与の米国出願番号(代理人事件番号第1001-142号)の出願日の利益を要求し、その全てを参照によりここに援用する。
【技術分野】
【0002】
本発明は、概して、膨張が実質的に均一であること、膨脹度が大きいこと、改善された粘着性を有すること、これらの組み合わせなどの特性を示す膨脹可能材料に関し、封着、雑音/振動の低減、構造補強またはこれらの組み合わせを施すために使用される部材に関する。
【背景技術】
【0003】
長年の間、産業界、特に運輸産業において、自動車両等にバッフリング(baffling)、封止、構造補強などを施すための部材の設計が関心事となっていた。例えば、米国特許第5,755,486号、第4,901,500号、および第4,751,249号は、バッフリング、封止または補強用の従来技術による典型的な装置を記載しており、これら特許の各々は参照によりここに援用する。
【0004】
この部材は、一般に膨脹可能材料を含んでおり、この材料は、封止、バッフル、構造補強などを形成するために自動車両の空洞内で他の部品と組み合わされる。しかし、多くの場合、このような部材を自動車両やその他の製品に組み付けるのは困難である。また、1つの製品または多種多様な製品のさまざまな部分に適用可能な部材を設計するのも困難となる可能性がある。このため、本発明は、上記の問題点のいずれかを解決するかあるいはそれ以外の利点をもたらすために、バッフリング、封止または補強用の部材を提供しようとするものであり、これらは、以下の詳細な説明を読めば明らかになる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
また、産業界、特に運輸産業において、軽量、良好な密着性、吸音、音響減衰、膨脹度が相対的に大きい、膨張が均一である、膨張が一貫している(すなわち予測可能である)といった特性や、その他の所望の特性を示す膨脹可能材料の設計が関心事となっていた。しかし、これらの特性の2つ以上を有するこのような材料の設計は困難でる可能性がある。例えば、密着性、膨張の均一性などの特性を犠牲にせずに、膨脹度の比較的大きな膨脹可能材料を提供することは困難でありえる。このため、本発明は、少なくとも1つの所望の特性を示す一方で、ほかの所望の特性の少なくとも1つを犠牲にすることのない膨脹可能材料を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明は、自動車両等の製品にバッフリング、封着または補強を施すように設計された部材を目的とする。この部材は、通常、担体、膨脹可能材料および1つ以上の固締部を有する。好ましくは、膨脹可能材料は、熱によって活性化されるかまたは別の方法によって活性化され、製品にバッフリング、封着または補強を施す。
【0007】
また本発明は、各種構造の封着、バッフリング、補強、構造接着などに使用可能な膨脹可能材料も提供する。上記材料は、通常は膨脹可能な接着材料であり、通常、ポリマー添加剤、エポキシ樹脂、充填材、発泡剤、硬化剤、発泡剤または硬化剤用の促進剤、粘着付与剤、架橋助剤、抗酸化剤、これらの組み合わせなどの1つ以上の成分を含む。好ましくは、ポリマー添加剤は、アクリレート、アセテートまたはこの両方を含むが、これは必須というわけではない。1つの好ましい強化材はパルプ形状のアラミド繊維であり、これは、材料の流動性調整、抗下垂性および/または自耐能を補助することができる。
【0008】
上記材料は、各種手順に従って形成できる。好ましい一方法では、上記材料の各種成分が、1つ以上の連続式またはバッチ式の混合工程またはその組み合わせにおいて混合される。上記材料は、アルミニウム、マグネシウム、鋼鉄、シートモールディングコンパウンド、バルクモールディングコンパウンド、熱可塑性物質、これらの組み合わせなど、各種材料から形成されうるさまざまな構造に適用できる(例えば付着させることができる)。更に、上記材料は、バッフリング、封着、補強等の各種用途に使用できる。
【0009】
本発明の各種特徴および態様は、以下の詳細な説明、特許請求の範囲、図面などを読むことで明らかになる。
【発明を実施するための最良の形態】
【0010】
本発明は、バッフリング、封着、補強またはこれらの組み合わせを製品に施すための部材の提供を前提としている。上記部材は、ボート、電車、建物、機器、家、家具等さまざまな製品に適用する(例えば組み付ける)ことができることが考察される。しかし、この部材は特に自動車両への利用に適していることがわかっている。
【0011】
上記部材は、通常、
a)担体と、
b)担体に配された膨脹可能材料と、
c)担体、膨脹可能材料またはこの両方に取り付けられうる1つ以上の固締部と、を有する。
【0012】
上記部材は、通常、膨脹可能材料が製品の空洞やその他の場所に配置されるように、1つ以上の固締部を当該製品の一部に取り付けることによって、製品に組み付けられる。その後、膨脹可能材料は、通常、製品にバッフリング、封着または補強を施すために膨張される。固締部、担体またはこの両者は、部材を製品に組み付けるのに役立ち、有利である。更に、この部材は、効率性、低価格、便宜性を有するか、またはこれらの複数を兼ね備えた技術を使用して形成することができる。
【0013】
本発明の担体は、本発明によるさまざまな形状およびさまざまな構成に形成できる。例えば、担体は、平坦であるかあるいは所定の起伏形状(contour)を有するものであってもよく、また、幾何学的形状であっても非幾何学的形状であってもよく、連続的でも非連続的でもよく、可撓であっても硬質であってもよく、更にその他の構成を有していてもよい。また、担体は、1つの連続する部分のみを有していても、複数の部分から形成され、その各々が直接接続されるか、別の部品を介して接続されていてもよい。
【0014】
また、本発明の1つ以上の固締部も、担体、膨脹可能材料またはこの両方に構造を固定できさえすれば、さまざまな形状およびさまざまな構成で提供できる。適した固締部の例には、機械式固締部、クリップ、スナップ嵌め、ねじ、これらの組み合わせなどがある。更に、1つ以上の固締部は、担体と1種類の材料から一体形成されても、担体と異なる材料から形成され、着脱自在に担体に取り付けられてもよいことが考察される。
【0015】
好ましい一実施形態によれば、固締部は、担体および/または膨脹可能材料を、金属またはその他の構造に取り付ける(付着させるか磁気的に固定するなど)ことができる磁性材料または接着材料として提供される。このような実施形態では、磁性材料または接着材料は、担体または膨脹可能材料に散在されうる。別の実施形態では、磁性材料または接着材料は、担体または膨脹可能材料上に配されるか、あるいは別の方法で担体または膨脹可能材料に結合されうる。
【0016】
担体と1つ以上の固締部は、金属、ポリマー、エラストマ、繊維状材料(例えば布または織布)、これらの組み合わせなど、さまざまな材料から形成できる。好ましくは、担体と1つ以上の固締部は、ポリマー材料(例えば熱可塑性物質、エラストマ、プラストマ、熱硬化性材料、プラスチック、これらの組み合わせ等)から少なくとも一部分が形成される。一実施形態では、担体、1つ以上の固締部またはこの両者は、通常は異なる材料から形成されるが、同じ材料から形成されてもよいことが考察される。
【0017】
膨脹可能材料は、各種の適した材料から形成できる。好ましくは、膨脹可能材料は、発泡性を有する熱活性化材料から形成される。この材料は、一般に接触に対して乾燥しているか、粘着性を有してもよく、所望のパターン、配置または厚さを有する任意の形状に成形されうるが、好ましくは厚さが実質的に均一である。一実施形態では、膨脹可能材料は、この材料が配置される空洞の一部分と実質的に似ているか同一の形状を有し、膨脹可能材料は膨脹するまでは空洞の一部分よりもかなり小さい(少なくとも約100%、1000%、2000%または3000%小さいなど)ことが考察される。
【0018】
ほかの熱活性化材料を膨脹可能材料に使用可能であるが、好ましい熱活性化材料は、膨脹可能なポリマーまたはプラスチックであり、好ましくは発泡可能なものである。特に好ましい材料は、アクリレート、アセテート、エラストマの1種類以上、これら組み合わせなどを含むポリマー配合を有する膨張性の比較的高い発泡体である。例えば、この発泡体は、アルファオレフィンを有しうるエチレンのコポリマーまたはターポリマーを含むEVA/ゴムをベースとした材料でありえるが、ここに挙げたものに限定されない。コポリマーまたはターポリマーでは、当該ポリマーは、2種または3種の異なるモノマー(すなわち高い化学反応性を有し、類似する分子と結合可能な小分子)から構成される。
【0019】
多くのバッフリングまたは封止用の発泡体が当業界において公知であり、発泡体の作製に使用することができる。代表的な発泡体は1種類以上のエチレンベースのポリマーなどのポリマー基材を含み、適切な成分(通常は発泡剤や硬化剤など)と配合された場合、熱を加えたり特定の環境条件が生じると、確実かつ予測可能に膨張して硬化する。熱活性化材料に関する化学的な観点から、構造発泡体は、通常、硬化前は流動性材料として最初は処理され、通常は硬化時に材料が架橋して、材料が流動できなくなる。
【0020】
従来の技術材料に対する好ましい発泡材料の1つの利点として、好ましい材料を何通りもの方法で処理可能な点がある。好ましい材料は、射出成形、押出圧縮成形またはミニアプリケータにより処理できる。このため、従来技術で用いられていた大半の材料の機能を上回る部品デザインを形成および作製することが可能である。
【0021】
膨脹可能材料を作製するための好ましい材料を開示したが、膨脹可能材料は、環境条件(湿気、圧力、時間など)によって熱活性化され、選択した用途に適した条件下で、予測可能かつ確実に硬化する材料であれば、ほかの物質から形成されてもよい。このような材料の1つが、1999年3月8日に出願された本願の譲受人による米国特許第6,131,897号に開示されているエポキシベースの樹脂であり、同特許の教示を参照によりここに援用する。ほかの可能な材料は、ポリオレフィン材料、少なくとも1種のモノマー型のアルファオレフィンとのコポリマーおよびターポリマー、フェノール/ホルムアルデヒド材料、フェノキシ材料、ガラス転移温度の高いポリウレタン材料などを含むが、ここに挙げたものに限定されない。米国特許第5,766,719号、第5,755,486号、第5,575,526号、および第5,932,680号(参照援用)も参照されたい。一般に、材料の望ましい特性には、ガラス転移温度が高いこと(通常>70℃)、比較的大きく膨張すること、および密着耐性がある。このように、上記材料は、一般に、自動車メーカーが用いている材料系の妨げになることはない。
【0022】
膨脹可能材料が熱により活性化される熱膨張材料である用途では、発泡体を含む材料の選択および配合に関し考慮すべき重要な事項に、材料が反応または膨張、場合によっては硬化を起こす温度がある。通常、発泡体は、活性化可能材料が高温か高いレベルのエネルギーを付与された状態(塗装の硬化工程など)で自動車部品と共に処理されると、自動車組立工場で使用されるような温度などの高い加工温度で反応性を示すようになる。自動車組立工場で使用される温度は約148.89℃〜204.44℃(約300°F〜400°F)であるが、車体工場および塗装工場での用途では、一般に約93.33℃(約200°F)かこれよりわずかにより高い温度である。上記の範囲以外の温度で膨張させるために、必要に応じて、発泡剤用活性剤を組成物に混合してもよい。一般に、適切な膨脹可能発泡体の膨脹範囲は、約0〜1000%超である。
【0023】
別の実施形態では、膨脹可能材料はカプセル化または一部カプセル化された形状で提供され、接着剤のシェル内に膨脹可能な発泡可能材料がカプセル化または一部カプセル化されているペレットを含みうる。このような系の例は、権利者共通の同時係属中の米国特許出願第09/524,298号(「膨脹可能な事前成形プラグ(Expandable Pre-Formed Plug)」)に開示されており、その内容を参照によりここに援用する。
【0024】
膨脹可能材料が各種送達系によって担体に送達されてこれと接触して配置されてもよく、この送達系には、機械的スナップ嵌めアセンブリ、当業界において公知の押出技術のほか、権利者共通の米国特許第5,358,397号(「流動性材料の押出装置(Apparatus For Extruding Flowable Materials)」)(明示的に援用するものとする)の教示によるミニアプリケータ技術などがあるが、ここに挙げたものに限定されないことが考察される。この実施形態は、本願を限定するものではないが、制動特性を有する活性ポリマーまたはほかの熱活性化ポリマー(例えば、発泡可能ホットメルト接着剤をベースとしたポリマーまたは膨脹可能構造発泡体。この例には、オレフィン族ポリマー、ビニルポリマー、熱可塑性ゴム含有ポリマー、エポキシ樹脂、ウレタンなどがある)が、材料または媒質に少なくとも部分的に塗布される。その際、発泡可能または膨脹可能な材料が、選ばれた表面または基体上にスナップ嵌めされ、選ばれた基体または部材に配置するために、押出によってビーズまたはペレットの形で配置され、バッフル技術、公知技術の教示によるダイカスト技術、必要であればバッフルおよびブラダーシステムを使用したポンプ可能なシステム、噴霧可能な装置等を使用して基体に配置されうる。
【0025】
本発明の部材の形成は、部材の所望の構成に応じて、各種の処理工程を含みうる。いずれの場合であっても、担体、固締部および膨脹可能材料は、手作業で相互に取り付けられても、自動で相互に取り付けられても、この両者の組み合わせが行われてもよいことが通常考察される。成形(圧縮、射出またはその他の成形法等)、押出などの各種工程によって、担体、固締部または膨脹可能材料が個々に形成され、これらの工程によってこれら構成要素が相互に取り付けられうる。
【0026】
本発明に係る部材の第1の例として、図1〜3を参照すると、これらの図は、バッフリング、封着または補強用の系1を形成するため、自動車両(図示せず)の構造14と共に自動車両の構造14の空洞12内に配置されるように構成された例示的な部材10を示している。図からわかるように、部材10は、自動車両内のさまざまな構造の補強、バッフリングまたは封止のため、さまざまな空洞への配置に適しうる。説明のため、部材10は自動車両のピラーまたはロッカー構造14に組み付けられるものとして示されているが、部材10が自動車両の各種構造(例えば車体部材、フレーム部材など)あるいはほかの製品の各種構造に組み付けられてもよいことを理解されたい。
【0027】
部材10は、全体として矩形の構成を有するが、さまざまな形状に形成できる。通常、部材10は、担体20と、担体20に配された膨脹可能材料22を有する。部材10は、担体20に取り付けられている一対の固締部24も有する。
【0028】
担体20は、ここに記載するどのような形状または構成に形成でき、ここに記載するどのような材料で形成してもよい。図に示した実施形態では、担体20は、一般に矩形であり、ポリマーフィルム(例えばポリエステルフィルム)から形成される。図示したポリマーフィルムの厚さ(t)は好ましくは約1cm未満、より好ましくは約0.5mm未満、更により好ましくは約0.3mm未満であるが、担体20の厚さは、さまざまな形状および用途に応じて広く変更できる。図1〜3の担体20は、一般に可撓性を有し、約20℃での破壊時の伸びは約5%超、より好ましくは約50%超、更により好ましくは約100%超である。
【0029】
本発明に使用可能な代替のフィルムまたは層材料は、米国特許第6,287,669号および2001年8月6日出願の米国特許出願第09/923,138号に開示されており、あらゆる目的のためにこの両者を参照によりここに援用する。
【0030】
膨脹可能材料22は、本明細書に開示する膨脹可能材料のいずれであってもよい。図に示した実施形態では、膨脹可能材料22は、約148.89℃〜204.44℃(約300°F〜400°F)(すなわち自動車両の塗装またはコーティング作業で通常用いられる温度)の温度に曝されると、相対的に大きな膨張を起こす材料である。したがって、好ましい膨脹可能材料22は、元の体積すなわち非膨脹時の体積の少なくとも1500%、より好ましくは少なくとも2000%、更に好ましくは少なくとも2500%、更に好ましくは少なくとも約3000%の体積膨脹を起こすように構成されている。このような拡張能を有するこの種の膨脹可能材料の例は、本願と同日に出願された権利者共通の同時係属出願「膨脹可能材料(Expandable Material)」(代理人事件番号第1001-141P1号)に開示されており、あらゆる目的のためにこの出願を参照によりここに完全に援用する。
【0031】
膨脹可能材料22は、通常は矩形またはブロック状の構成に成形されるが、部材の用途によっては、必要な構成または所望の構成に成形されてもよい。図に示した実施形態では、膨脹可能材料22は、担体20の対向する2つの表面に配されており、担体20の長手方向の一端を実質的に囲んでいる。当然、これ以外の構成で材料を担体20に配してもよく、1つの部分(細片など)または複数の部分(細片など)として材料を担体に適用してもよいことが考察される。
【0032】
当業者であれば、本発明の部材10の使用に適した固締部をさまざまに想到しうるであろう。好ましい例をここに開示したが、別例を使用してもよい。図に示した部材10の固締部24は、可塑性を有し、キャップ部30と長尺部32を有する。図に示すように、長尺部32は、円錐形で示す複数の拡張部34を有するが、拡張部をほかの所望の形状に成形してもよい。
【0033】
担体20への固締部24の取付けは、本明細書に記載した技術またはその他の技術のいずれによっても行うことができる。図1〜3の担体20に取り付けるために、各固締部24の長尺部32は、担体20に形成された開口部36(貫通孔など)内に延びており、好ましくはこれを貫通している。このように、拡張部34、キャップ30またはこの両者は、固締部24を担体20に締まり嵌めさせる。
【0034】
一般に、部材10の形成では、担体20を所望の構成に成形し、担体20に膨脹可能材料22を適用し、構成に応じて任意選択で担体20、膨脹可能材料22またはこの両者に固締部24を取り付ける。この一般的な手法では、図示した部材10を、より具体的な各種技術を使用して形成できることが認められよう。しかし、説明を目的として、好ましい1つの技術について詳述する。
【0035】
好ましい技術によれば、担体20用の材料(すなわちフィルム材料)が、長尺状の細片として連続的または非連続的に押出ダイに供給される。同時に、同じ押出ダイに、膨脹可能材料22が押出機から連続的または非連続的に送出されている。長尺状の細片と膨脹可能材料の両方が押出ダイ(例えば、共押出によって)に供給され、これを通過すると、膨脹可能材料が図2に示す断面構成で長尺状の細片に密着して、これに付着する。必要に応じて、膨脹可能材料と担体材料間の取付け強度を向上させるために、膨脹可能材料が押出される長尺状の細片の一部が穿孔されうる(例えば、1つ以上の貫通孔などが設けられる)。
【0036】
押出後、細片と膨脹可能材料は、好ましくは所定の長さに裁断され、この長さは部材10の長さに対応している。担体20または担体材料への開口部36の形成は、裁断、パンチングまたは他の適した任意の技術に従って行うことができる。固締部24用の開口部36は、担体材料の細片に膨脹可能材料を押出す前か押出した後に、担体20または担体材料に形成されうる。更に、押出の前か後に、開口36に固締部24が挿入されうる。部材の形成は、工程の順序によって、長尺状の細片および膨脹可能材料が所定の長さに裁断される時またはその後に完成しうる。
【0037】
固締部24を構造14に取り付けることによって、担体20が図3の構造14に組み付けられる。ここに示すこの実施形態では、各固締部24の長尺部32は、自動車両の構造14の個々の開口部40(空洞、貫通孔など)に延在される。固締部24の拡張部34は、挿入されると、固締部24を構造14に締まり嵌め、これにより固締部24、担体20および膨脹可能材料22を構造14に固定する。図3に示すように、担体20が可撓性を有するため、担体が屈曲または構造14に沿い、固締部24を構造14に取り付けることが可能となる。更に、起伏を描く表面を有する構造では、担体が撓曲または屈曲して、この種の表面に適合することが考察される。
【0038】
膨脹可能材料22は、構造14に組み付けられると、好ましくは自動車両に実施されるコーティングまたは塗装作業において熱に曝されるが、これは必須ではない。このとき、熱により膨脹可能材料22が活性化されて膨張(発泡するなど)し、これにより膨脹可能材料22が、空洞12を画定している構造14の表面42,44,46に接触してこれを濡らし、ここに付着する。このようにして、空洞12を画定しており、膨脹可能材料22が膨脹状態にある構造14を含む系が形成され、これにより、構造14の封着、バッフリングまたは補強のため空洞12が少なくとも部分的に満たされる。好ましくは、膨脹可能材料22は、空洞12を封止するため、空洞12の1つ以上の断面(例えば図の断面)の全体にほぼ完全に広がっており、この結果、開口部がなくなり、ごみ、水、音、空気、またはこれらの組み合わせが空洞12を透過できなくなる。
【0039】
次に、本発明に係る部材の第2の例として、図4〜6を参照すると、これらの図は、バッフリング、封着または補強用の系を形成するため、自動車両の構造54(図示せず)と共に自動車両の構造54の空洞52内に配置されるように構成された別の例示的な部材50を示している。図からわかるように、部材50は、自動車両内のさまざまな構造の補強、バッフリングまたは封止のため、さまざまな空洞への配置に適しうる。説明のため、部材50は自動車両の柱構造54に組み付けられるものとして示すが、部材50が自動車両の各種構造(例えば車体部材、フレーム部材など)あるいはほかの製品の各種構造に組み付けられてもよいことを理解されたい。
【0040】
部材50は長尺状として示されているが、必要に応じて短くてもよい。通常、部材50は、担体60と、担体60に配された膨脹可能材料62を有する。部材50は、担体60に取り付けられている一対の固締部64も有する。
【0041】
担体60は、ここに記載するどのような形状または構成に形成でき、ここに記載するどのような材料で形成してもよい。図に示した実施形態では、担体60は、実質的に平坦でほぼ矩形のベース70を有する。担体60は、任意選択で、ベース70から離れて延びる拡張部72も有する。
【0042】
当業者は、図4〜6の部材50の使用に適した固締部をさまざまに想到しうるであろう。図に示した固締部64は、一対の第1拡張部80と一対の第2拡張部82を有する。しかし、固締部64が1つの第1拡張部のみ、1つの第2拡張部のみ、またはこの両方のみを有するように形成されてもよいことが考察される。図に示すように、第1拡張部80のうちの一方はベース70の第1の側面から延び、第1拡張部80のうちのもう一方はベース70の第2の側面から延びている。第1拡張部80は、いずれも、ベース70の端部84に向かって少なくとも部分的に起伏を描く(例えば、弧をなす)ように図示されている。第2拡張部82の各々は、ベース70の端部84から、第1拡張部80の各々に向かって延びている。しかし、別の実施形態では、第1拡張部、第2拡張部またはこの両者が、図示したのとは異なる方向に延びても、異なる位置から延びてもよいことが考察される。
【0043】
図に示した実施形態では、ベース70のほぼ全体にわたって設けられた固締部64がただ一つのみ示されている。しかし、固締部64を分割し、これにより複数の固締部を形成するようにしてもよいことが考察される。別の実施形態では、ベース70のほぼ全体に延びるようにはなっていない固締部を一つ用いるようにしてもよい。
【0044】
膨脹可能材料62は、本明細書に開示する膨脹可能材料のいずれであってもよい。図に示した実施形態では、膨脹可能材料62は、約148.89℃〜204.44℃(約300°F〜400°F)(すなわち自動車両の塗装またはコーティング作業で通常用いられる温度)の温度に曝されると、相対的に大きな膨張を起こす材料である。したがって、好ましい膨脹可能材料62は、元の体積すなわち非膨脹時の体積の少なくとも1500%、より好ましくは少なくとも2000%、更に好ましくは少なくとも2500%、更に好ましくは少なくとも約3000%の体積膨脹を起こすように構成されている。
【0045】
膨脹可能材料62は、通常は円筒状の構成に成形されるが、部材の用途によっては、必要な構成または所望の構成に成形されてもよい。図に示した実施形態では、膨脹可能材料62は、担体60のベース70の対向する2つの表面に配されており、担体60の長手方向の一端を実質的に囲んでいる。当然、これ以外の構成で材料を担体60に配してもよいことが考察される。
【0046】
一般に、部材50の形成では、担体60、固締部64またはこの両者を所望の構成に成形し、担体60に膨脹可能材料62を適用する。この一般的な手法では、図示した部材50を、より具体的な各種技術を使用して形成できることが認められよう。しかし、説明を目的として、好ましい1つの技術について詳述する。好ましくは、固締部64、固締部64の拡張部80,82、ベース70の拡張部72、ベース70またはこれらの組み合わせは、1種類の材料で一体的に形成される(押出、型成型されるなど)。
【0047】
好ましい技術によれば、担体60の材料(すなわちナイロン)が押出機(例えば双軸スクリュー押出機)に供給されて、第1の型を通って押出され、図5に示す担体60の断面構成を有する押出品が作製される。この後またはこれと同時に、膨脹可能材料62も押出機(同じ押出機または異なる押出機)から送出され、担体の押出品と押出された膨脹可能材料が(好ましくはクロスヘッドダイ押出成形処理において)連続的または非連続的に第2押出ダイに供給される。長尺状の細片と膨脹可能材料の両者が、押出ダイに供給され、これを通過すると、膨脹可能材料が、図2に示す断面構成で長尺状の細片に密着して、これに付着する。必要に応じて、膨脹可能材料と担体材料間の取付け強度を向上させるために、膨脹可能材料が押出された押出品の一部分が穿孔されうる(例えば、1つ以上の貫通孔などが設けられる)。
【0048】
一般に、本発明に係る部材、材料、担体、固締部、これらの組み合わせなどを形成するため、各種の押出機を使用することができる。本発明の好ましい一実施形態によると、使用する押出機は、ニーダー、連続式ニーダーまたはコニーダーとも呼ばれる一軸スクリュー押出機であるが、複数軸スクリュー押出機(例えば双軸スクリュー押出機)であってもよい。一軸スクリュー押出機を使用する場合、好ましくは、溝付きスクリューフライトを有する1本のセグメントスクリューと固定ピンを有し、いずれも押出機のバレルに存在する。一軸スクリュー押出機は、好ましくは、本発明の所望の部品を形成する材料がどのようなものであっても、動作時に分配型の混合を行う。例えば、このような混合は、スクリューを回転させて、同時に前後に往復運動させ、これにより、材料が前方への送り出しによって混合されるが、ピンを通る度に分断もされ、分配型の混合を行うことができる。
【0049】
一軸スクリュー押出機と分配型の混合またはこの両者により、材料の成分を十分に混合できる一方で、材料に付与するエネルギーを低く抑えることができ、これにより、材料を低温に維持して、低温で適用できるようになり、有利である。その結果、特に反応性が高い、すなわち活性化温度が低い発泡剤、発泡剤用活性剤またはこの両方を膨脹可能材料に使用できる。一例として、この種の押出機は、材料を約150℃未満、より好ましくは約120℃未満、更に好ましくは約70℃未満の温度に保持して、適用できることが考察される。更なる利点として、この種の押出機は、カーボンファイバー、ガラスファイバー、ナイロン繊維またはアラミドパルプ等の補強充填材を切断する可能性が低いため、より完全な材料の形成が可能になることが考察される。
【0050】
押出後、細片と膨脹可能材料は、好ましくは所定の長さに裁断され、この長さは部材50の長さに対応している。この時点において、部材50が図4〜6に示すようにほぼ形成される。複数の固締部を有する部材50、または膨脹可能材料62とほぼ同様に延在していない1つ以上の固締部を有する部材50を形成するには、固締部64、ベース70またはこの両者の一部が切断されて、任意選択で押出機で再利用されうる。図4〜6の固締部64と同様に機能する2つの固締部64(a)を有するこのような部材の例が、図7に示されている。
【0051】
図4〜6を再度参照すると、担体60は、構造54に固締部64を取り付けることによって、図6の構造54に組み付けられる。図に示した特定の実施形態では、一対の第2拡張部82とベース70の一部が、構造54の開口部90(例えば貫通孔)を通って延びている。好ましくは、拡張部82は、開口部90を通る際、互いに向かって撓曲し、開口部90を完全に貫通すると拡張部82が互いに広がり、部材50を構造54に締まり嵌める。このような締まり嵌めが行われる際に、好ましくは一対の第1拡張部80が構造54の内面92に当接し、第2拡張部82が構造54の外面94に当接し、これにより、ベース70と部材50の残りの部分が構造54に対して移動できなくなる。
【0052】
膨脹可能材料62は、構造54に組み付けられると、好ましくは自動車両に実施されるコーティングまたは塗装作業において熱に曝されるが、これは必須ではない。このとき、熱により膨脹可能材料62が活性化されて膨張(発泡するなど)し、これにより膨脹可能材料62が、空洞52を画定している構造54の表面92に接触してこれを濡らし、ここに付着する。このようにして、空洞52を画定しており、膨脹可能材料62が膨脹状態にある構造14を含む系が形成され、これにより、構造54の封着、バッフリングまたは補強のため空洞52が少なくとも部分的に満たされる。好ましくは、膨脹可能材料62は、空洞52を封止するため、空洞52の1つ以上の断面(例えば図6の断面)の全体にほぼ完全に広がっており、この結果、開口部がなくなり、ごみ、空気、水、音などが空洞52を透過できなくなる。
【0053】
1つの別の実施形態では、本発明に係る部材が、膨脹可能材料の膨張を案内するのを補助する拡張部を1つ以上有してもよいことが考察される。例えば、図8に図4〜6の部材50が示されており、第1拡張部80のうちの1つが、第1拡張部80に対して所定の角度をなして延び、膨脹可能材料62とほぼ相対する関係にある別の拡張部100を有する。
【0054】
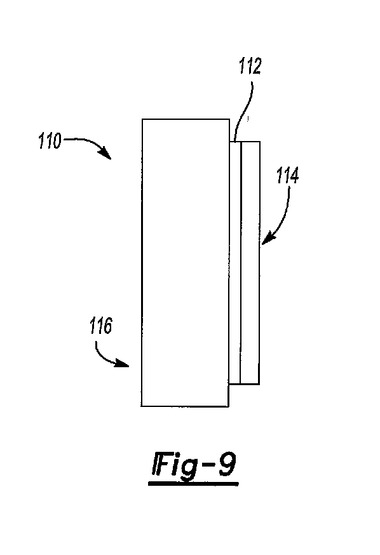
図9〜10を参照すると、磁気固締部114と、担体112に配された膨脹可能材料116を有する担体112を有する部材110が示されている。図に示した実施形態では、担体112はプラスチック材料のストリップとして形成されており、この担体112に磁気固締部114が磁気ストリップとして配されている。しかし、担体112と固締部114は、一体となるように1つの磁気ストリップのみを有してもよいことが考察される。別法として、固締部114が磁性材料(粒子など)であり、膨脹可能材料116に混合されてもよいことが考察される。
【0055】
部材110を形成するために、膨脹可能材料116が、各種の手作業、半自動、完全自動の技術に従って、担体112、固締部114に適用されうる。例えば、膨脹可能材料116と担体112、固締部114またはこの両者が、上記した部材について記載した技術のいずれかに従って、共押出またはクロスヘッド押出される。
【0056】
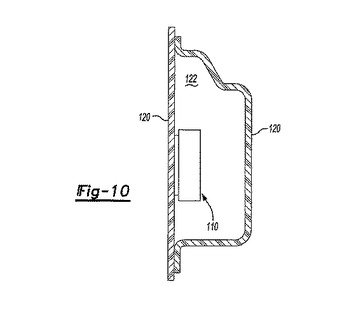
図10に示すように構造120に部材110を適用するには、固締部114(すなわち磁性材料)を、磁力により固締部を引き付ける構造の表面120(例えば金属表面)に当てる。この固締部114は、前述のほかの実施形態に関して記載したように、膨脹可能材料116が膨張するまで、膨脹可能材料116を所定の位置に(例えば空洞122内に)固定する。
【0057】
磁性材料のほか、上記したように、磁性材料の代わりに感圧材料(例えば粘着性の接着材料、両面テープなど)を部材の固締部として使用してもよいことが考察される。このような実施形態では、感圧材料は、本明細書に記載した方法(例えば共押出、手作業または自動による方法など)のいずれによっても膨脹可能材料に適用することができる。また、感圧材料は、磁性材料と似た方法あるいは同じ方法で、部材を構造に固定(例えば、粘着力によって固定)しうる。
【0058】
別の実施形態
前述のように、固締部、担体および膨脹可能材料は、本発明に従ってさまざまな構成に形成されうる。例示を目的として、そのような形状および構成のいくつかを図11A〜18Cに示す。
【0059】
担体は、通常は所定のプロファイル、つまり所定の外形を備えて形成されており、このプロファイルは、押出のプロファイル(すなわち担体材料を押出すダイによって決まるプロファイル)か、または、担体に使用する材料のタイプとその材料の供給方法に基づいたプロファイルのいずれかでありえる。一般に、担体のプロファイルの寸法を、担体のある寸法(例えばプロファイルに対して実質的に垂直な長さまたはほかの寸法)における異なる断面間で変えてもよい(厚くしたり薄くするなど)が、寸法は、通常、ほぼ一定とされることが考察される。
【0060】
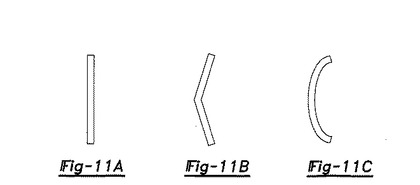
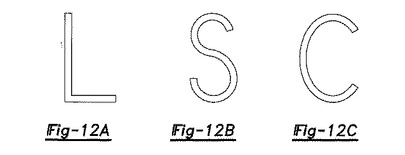
図11A〜11Bにそれぞれ示すように、担体は直線状のプロファイル、角度を設けたプロファイル、弧を描くプロファイル、これらの組み合わせ等を有しうる。図12A〜12Cにそれぞれ示すように、担体はL字型のプロファイル、S字型のプロファイル、C字形のプロファイル、他の任意のアルファベット文字の断面、またはこれらの組み合わせ等に成形されうる。図13A〜13Cにそれぞれ示すように、担体がジグザグ状のプロファイル、波形のプロファイル、楕円形のプロファイル、これらの組み合わせ等を有してもよいことが更に考察される。当然、これらのプロファイルは、例示を目的に示したに過ぎず、担体の形状を限定することを意図したものでは決してない。
【0061】
膨脹可能材料も、担体と同様に、通常何らかのプロファイルを備えて形成されており、このプロファイルは、押出のプロファイル(すなわち担体材料を押出すダイによって決まるプロファイル)か、または、担体に使用する材料のタイプとその材料の供給方法に基づいたプロファイルのいずれかでありえる。一般に、膨脹可能材料のプロファイルの寸法を、膨脹可能材料のある寸法(例えば断面に対して実質的に垂直な長さまたはほかの寸法)における異なる断面間で変えてもよい(厚くしたり薄くするなど)が、寸法は、通常、ほぼ一定とされることが考察される。
【0062】
図14A〜14Bにそれぞれ示すように、膨脹可能材料は、三角形のプロファイル、菱形のプロファイル、円形のプロファイル、これらの組み合わせ等を有しうる。図15A〜15Cにそれぞれ示すように、膨脹可能材料は、非幾何学的なプロファイル、正方形のプロファイル、長方形のプロファイル、これらの組み合わせを有しうる。図16A〜16Bにそれぞれ示すように、膨脹可能材料は、担体に取り付けられた大きなベース部200と、ここから延びる小さい拡張部202を有するプロファイル、担体に取り付けられ大きなベース部206に延びるベース部204を有するプロファイルを有してもよい。図16Cに、中心のベース部208と、複数の拡張部210を有する膨脹可能材料のプロファイルが示されており、複数の拡張部210は、(例えば空洞内で)膨脹可能材料を位置決めおよび/または固定するのを補助する。当然、これらのプロファイルは、例示を目的に示したに過ぎず、担体の形状を限定することを意図したものでは決してない。
【0063】
固締部は、通常、特に締まり嵌めに使用される場合には、1つ以上の突起または拡張部を有し、この突起または拡張部は締まり嵌めを行うために、固締部の一部分、担体の一部分、膨脹可能材料の一部分またはこれらの組み合わせから延びうる。図17A〜17Bにそれぞれ示すように、固締部は、1つの拡張部、複数の拡張部または1つの肉厚部(球状の突起として示すものなど)を有しうる。図18A〜18Cにそれぞれ示すように、固締部は、1つの環状の突起(ねじ切りされていてもよい)または複数の環状の突起を有しうる。上記と同様に、これらの固締部の構成は、例示を目的に示したに過ぎず、固締部の構成を限定することを意図したものでは決してない。
【0064】
更に別の実施形態では、本発明の部材が、膨脹可能材料の複数の別個の塊を有してもよく、これらの塊は、体積比でそれぞれ同じ量または異なる量膨張するように構成されてもよいことが考察される。一例として、図19Aは、ポリマーフィルム担体252と、担体252の一方の側258に設けた膨脹可能材料の第1の塊256と、担体252の対向する側262に設けた膨脹可能材料の第2の塊260を有する部材250を示す。この部材は、プッシュピン266として示され、膨脹可能材料の2つの塊256,260の間を、担体252の中央部268にある1つ以上の開口部を通って延びる1つ以上の固締部を有することがわかる。図19Bは、膨脹可能材料の第1の塊284、第2の塊286および第3の塊288を有するポリマーフィルム担体282を有する部材280を示す。担体282は、第1のポリマーフィルム292と第2のポリマーフィルム294から形成されている。図からわかるように、膨脹可能材料の第2の塊286は膨脹可能材料の第1の塊284と膨脹可能材料の第3の塊288に挟まれているほか、第1のポリマーフィルム292と第2のポリマーフィルム294にも挟まれている。
【0065】
図20に示す別の代替の実施形態は、ポリマーフィルムの担体302が、膨脹可能材料の塊306に実質的に囲まれている部材300である。この実施形態では、プッシュピン308として示される1つ以上の固締部が、担体302と膨脹可能材料の塊306を通って延びている。
【0066】
図21に示す更に別の代替実施形態は、膨脹可能材料の塊326にポリマーフィルムの担体322が巻き付くように、折り返され重ねられている担体322を有する部材320である。担体322の、膨脹可能材料の塊326に巻き付いてこれを取り囲んでいる部分において、貫通孔330として示される複数の開口部が担体322を通って延びている。更に、プッシュピン336として示される固締部が、1つ以上、2層のポリマーフィルム担体322を通って延びている。膨脹可能材料の塊326は、膨張すると、貫通孔330内を流れ、構造の壁に付着することができ、有利である。
【0067】
図19A,19B,20,21に示した部材250,280,300,320およびほかの代替の実施形態は、本明細書に記載した技術のいずれかに従って形成し適用することができることを理解されたい。
【0068】
好ましい材料例
本明細書において好ましい膨脹可能材料を幾つか記載したが、以下に、特に好ましい1つの膨脹可能材料を開示する。この膨脹可能材料は、部材の一部として使用しても、別個に使用してもよい。膨脹可能材料は、好ましくは熱またはほかの条件によって活性化されると膨張する。膨脹可能材料は、好ましくは、膨張を均一に保つ、凝集破壊(cohesive failure)を起こさない、の少なくとも一方を達成しつつ、相対的に大きな膨張を起こすことができるが、これは必須ではない。更に、膨脹可能材料は、特に自動車両等の製品に吸音、バッフリングまたは封着を施すなどの用途に有用であることがわかっている。
【0069】
代表的な用途では、膨脹可能材料は、好ましくは、構造物の空洞内またはその表面上、あるいは製品(自動車両など)の1つ以上の部材(ボディパネルや構造部材など)に、バッフリング、付着、封止、音響減衰特性またはこれらの組み合わせを施すのに役立つ。
【0070】
膨脹可能材料は、好ましくは以下の成分のうちの3種類以上の組み合わせを含む。
(a)最大約85重量部のアクリレート、アセテート等のポリマー材料の添加剤
(b)最大約20重量部のエポキシ樹脂
(c)最大約20重量部の炭化水素樹脂等の粘着付与剤
(d)最大約25重量部の発泡剤
(e)最大約10重量部の硬化剤
(f)最大約40重量部の充填材
本発明の膨脹可能材料は、製品に音響減衰を付与する、製品を封止する、または、製品を補強するために、さまざまな製品に適用できる。このような製品の例としては、家庭用または工業用の機器、家具、貯蔵容器、建物、構造物等が挙げられるが、ここに挙げたものに限定されない。好ましい実施形態において、膨脹可能材料は、自動車両の車体部材またはフレーム部材(例えば車両のフレームレール)など、自動車両の一部分に適用される。本発明の一方法では、活性化可能材料を、非膨張状態か部分的に膨張した状態で上記の構造のうちの1つの表面に適用して、非膨張状態での体積を上回る体積(例えば、体積増が1000%、2000%、2500%、3000%、3500%またはこれ以上)まで膨張させるために、材料を活性化させることが考察される。
【0071】
特段の断りのない限り、本明細書において割合とは重量パーセントを指す。
【0072】
ポリマー材料の添加剤
好ましい膨脹可能材料は、通常は、ポリマー材料の添加剤を含み、これには、熱可塑性物質、エラストマ、プラストマ、これらの組み合わせなどのさまざまなポリマーが含まれうる。例えば、ポリマー添加剤に適切に混和されうるポリマーは、ハロゲン化ポリマー、ポリカーボネート、ポリケトン、ウレタン、ポリエステル、シラン、スルホン、アリル、オレフィン、スチレン、アクリル酸塩、メタクリル酸塩、エポキシ樹脂、シリコーン、フェノール樹脂(phenolics)、ゴム、ポリフェニレンオキシド、テレフタレート、アセテート(EVAなど)、アクリル酸エステル、メタクリル酸エステル(例えばエチレンメチルアクリレートポリマー)またはこれらの混合物を含むが、ここに挙げたものに限定されない。他の可能なポリマー物質は、ポリオレフィン(ポリエチレン、ポリプロピレンなど)、ポリスチレン、ポリアクリレート、ポリ(エチレンオキシド)、ポリ(エチレンイミン)、ポリエステル、ポリウレタン、ポリシロキサン、ポリエーテル、ポリフォスファジン(polyphosphazine)、ポリアミド、ポリイミド、ポリイソブチレン、ポリアクリロニトリル、ポリ(塩化ビニル)、ポリ(メチルメタクリレート)、ポリ(ビニルアセテート)、ポリ(塩化ビニリデン)、ポリテトラフルオロエチレン、ポリイソプレン、ポリアクリルアミド、ポリアクリル酸、ポリメタクリレートなどであるかこれらを含んでもよいが、ここに挙げたものに限定されない。
【0073】
ポリマー添加剤は、通常は、かなりの割合の膨脹可能材料(例えば最大85重量%以上)を含んでいる。好ましくは、ポリマー添加剤は、膨脹可能材料の約25%〜約85%、より好ましくは約40%〜約75%、更に好ましくは約50%〜約70重量%含まれる。
【0074】
ポリマー添加剤が1種類以上のアクリレートを含むことが好ましいが、これは必須というわけではない。アクリレートは、例えば、単純なアクリレート、メチルアクリレート、エチルアクリレート、ブチルアクリレート、ビニルアクリレート、これらのコポリマーまたは組み合わせなどを含みうる。更に、これらのアクリレートのいずれかは、エチレンアクリレート、エチレンメチルアクリレートなどの化合物を形成するため、および任意選択でこれらのコポリマーまたは組み合わせ等を形成するために、エポキシ、エチレン、ブチレン、ペンテンなどの化学基を含んでもよい。1種類以上のアクリレートは、添加する場合、通常はポリマー添加剤の約20重量%以下〜約95重量%以上、より好ましくは約40重量%〜約85重量%、更に好ましくは約55重量%〜約75重量%含まれる。
【0075】
好ましいアクリレートは、ブチルアクリレートとメチルアクリレートのコポリマーであり、特に好ましくはエチレンブチルアクリレートとエチレンメチルアクリレートのコポリマーである。このようなコポリマーの例には、米国フィラデルフィア州フィラデルフィア マーケット・ストリート2000、19103所在のアトフィナ ケミカルズ社(ATOFINA Chemical,Inc.)から、商品名LOTRYL 35BA40として市販されているものがある。別の好ましいアクリレートは、エポキシ改質アクリレート(例えばエポキシ化)コポリマーである。このようなコポリマーの例には、米国デラウェア州ウィルミントン マーケット・ストリート1007、19898所在のイー・アイ・デュポン・デュ・ヌムール・アンド・カンパニー(E.I.Dupont De Nemours and Company)から、商品名ELVALOY 4170として市販されているものがある。
【0076】
また、ポリマー添加剤は1種類以上のアセテートを含むことが好ましいが、この場合もこれは必須ではない。このアセテートは、例えば、アセテート、メチルアセテート、エチルアセテート、ブチルアセテート、ビニルアセテート、これらのコポリマーまたは組み合わせなどを含みうる。更に、これらのアセテートのいずれかは、エチレンアクリレート、エチレンメチルアクリレートなどの化合物を形成するため、および任意選択でこれらのコポリマーまたは組み合わせ等を形成するために、エポキシ、エチレン、ブチレン、ペンテンなどの化学基を含んでもよい。1種類以上のアセテートは、添加する場合、通常はポリマー添加剤の約5重量%以下〜約50重量%以上、より好ましくは約7重量%〜約35重量%、更に好ましくは約15重量%〜約25重量%含まれる。
【0077】
好ましいアセテートはエチレンビニルアセテート(EVA)である。このようなアセテートの例に、米国テキサス州ヒューストン ケーティ・フリーウェイ13501、77079-1398所在のエクソンモービル・ケミカル(ExxonMobil Chemical)から、商品名ESCORENE UL-7760として市販されている、エチレン含有量が比較的高いEVAがある。このようなアセテートの別の例に、米国テキサス州ヒューストン ケーティ・フリーウェイ13501、77079-1398所在のエクソンモービル・ケミカル(ExxonMobil Chemical)から、商品名ESCORENE UL-MV02514として市販されている分子量/メルトインデックスの比較的低いEVAがある。
【0078】
エポキシ樹脂
ここで使用するエポキシ樹脂は、エポキシ官能基を少なくとも1つ有する、従来のダイマー、オリゴマーまたはポリマーのエポキシ材料のいずれかを指す。ポリマーベースの材料は、開環反応によって重合可能なオキシラン環を1つ以上有するエポキシ基含有物質でありうる。好ましい実施形態において、膨脹可能材料は最大約20%のエポキシ樹脂を含む。より好ましくは、膨脹可能材料は、約0.1重量%〜10重量%のエポキシ樹脂を含む。
【0079】
エポキシ樹脂は、脂肪族、脂環族、芳香族等でありえる。エポキシ樹脂は、固体として(例えば、ペレット、チャンク、切片等として)、あるいは液体(エポキシ樹脂等)として供給されうる。エポキシ樹脂は、アルファオレフィンをもつエチレンのコポリマーまたはターポリマーを含んでもよい。コポリマーまたはターポリマーでは、当該ポリマーは、2種または3種の異なるモノマー(すなわち高い化学反応性を有し、類似する分子と結合可能な小分子)から構成される。
【0080】
好ましくは、拡張可能材料の密着性および流動性などの性質を向上させるために、エポキシ樹脂が当該材料に添加される。更に、膨脹可能材料が発泡可能な材料の場合、エポキシ樹脂は網状構造を強化することができる。1つの例示的なエポキシ樹脂はフェノール樹脂であってもよく、このフェノール樹脂はノボラック型(novalac type)または別のタイプの樹脂であってもよい。別の好ましいエポキシ含有材料は、ビスフェノール−Aエピクロロヒドリンエーテルポリマー、またはブタジエンまたは別のポリマー添加剤によって改質されうるビスフェノールAエポキシ樹脂を含んでもよい。
【0081】
粘着付与剤
各種の粘着付与剤または粘着性付与剤が、膨脹可能材料に含まれてもよい。例示的な粘着付与剤としては、各種樹脂、フェノール樹脂(例えば熱可塑性物質フェノール樹脂)、芳香族樹脂、合成ゴム、アルコール等が挙げられるが、ここに挙げたものに限定されない。好ましい一実施実施形態によれば、炭化水素樹脂9(例えばC5樹脂、C9樹脂、これらの組み合わせ等)が粘着付与剤として使用される。この炭化水素樹脂は、飽和、不飽和、部分不飽和(すなわち、不飽和度が1,2,3またはこれ以上)のいずれであってもよい。好ましい炭化水素樹脂の一例に、クマロン−インデン樹脂がある。好ましい炭化水素樹脂の別の例には、米国フィラデルフィア州エクトン トーマス・ジョーンズ・ウェイ502,19341所在のSartomer Company,Inc.(サートマ・カンパニー社)から、商品名NORSELENE(登録商標)S-105として市販されているものがある。
【0082】
粘着付与剤は、使用される場合、通常は膨脹可能材料の約0.1重量%以下〜約30量%以上、より好ましくは約2重量%〜約25重量%、更に好ましくは約6重量%〜約20重量%含まれる。粘着付与剤は、膨脹可能材料の膨脹をより一貫性が高く予測可能に起こさせるため、硬化速度を制御するのを補助することができ、有利である。
【0083】
発泡剤
必要に応じて、膨脹可能材料内に解放および/または密閉型の網状構造を形成する不活性ガスを発生させるために、膨脹可能材料に1種類以上の発泡剤を添加してもよい。このようにして、この材料から作製される物品の密度を低減させることが可能となりうる。更に、材料の膨張は、封止能、基体を濡らす能力、基体に対する密着性、音響減衰、これらの組み合わせ等を向上させるのに役立つ。
【0084】
発泡剤は、アミド、アミン等の窒素含有基を1つ以上含みうる。適切な発泡剤の例は、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、4,4i−オキシビス(ベンゼンスルホニルヒドラジド)、トリヒドラジノトリアジン、およびN,Ni−ジメチル−N,Ni−ジニトロソテレフタルアミドを含む。
【0085】
また、膨脹可能材料に発泡剤用の促進剤を与えてもよい。発泡剤が不活性ガスを生成する速度を上げるため、各種の促進剤を使用することができる。1つの好ましい発泡剤用促進剤は、金属塩か、または金属酸化物(例えば酸化亜鉛)等の酸化物である。ほかの好ましい促進剤には、未修飾あるいは未修飾のチアゾールまたはイミダゾール、尿素等が含まれる。
【0086】
発泡剤および発泡剤用促進剤の量は、所望の網状構造のタイプ、膨脹可能材料の所望の膨張量、所望の膨張速度などに応じて、膨脹可能材料内で大きく変わりうる。膨脹可能材料中の発泡剤および発泡剤用促進剤、あるいはこの両者の合計の量の例示的な範囲は、活性化可能材料の約0.1重量%〜約25重量%、より好ましくは約2重量%〜約20重量%、更に好ましくは約7重量%〜約15重量%である。
【0087】
一実施形態では、本発明は、発泡剤を使用しない形態を考察する。このように、材料が膨脹可能材料ではないこともある。好ましくは、本発明の調合物は、熱によって活性化される。しかし、例えば水分、放射などの別の手段によって活性化を得るために別の薬剤を使用してもよい。
【0088】
硬化剤
膨張可能材料に、1種類以上の硬化剤および/または硬化剤用促進剤を添加してもよい。発泡剤と同様に、硬化剤および硬化剤用促進剤の量は、所望の網状構造のタイプ、膨張可能材料の所望の膨張量、所望の膨張速度、活性化可能材料の所望の構造特性などに応じて、膨張可能材料中で大きく変わりうる。膨脹可能材料中の硬化剤、硬化剤促進剤、またはこの両者の合計の有効量の例示的な範囲は、約0重量%〜約7重量%である。
【0089】
好ましくは、硬化剤は、ポリマー、エポキシ樹脂またはこの両者と架橋する(例えば、化学量論的に過剰量の硬化剤が樹脂のエポキシド基(epoxide groups on the resin)と反応する)ことにより、活性化可能材料の硬化を補助する。また、硬化剤が膨脹可能材料の熱硬化を補助することが好ましい。有用な硬化剤のクラスは、脂肪族または芳香族のアミンあるいはこれらのそれぞれの付加体、アミドアミン、ポリアミド、脂環族アミン(例えば無水物)、ポリカルボキシルポリエステル、イソシアナート、フェノールベースの樹脂(例えばフェノールまたはクレゾールノボラック樹脂、フェノールテルペン、ポリビニルフェノール、ビスフェノールAホルムアルデヒドコポリマー等のコポリマー、ビスヒドロキシフェニアルカン等)、またはこれらの混合物から選択される材料である。特定の好ましい硬化剤は、トリエチレンテトラアミン、ジエチレントリアミン テトラエチレンペンタミン、シアノグアニジン、ジシアンジアミドなどの改質または未改質のポリアミドまたはポリアミドを含む。また、膨脹可能材料を調製するために、硬化剤用の促進剤(例えばメチレンジフェニルビス尿素等の修飾または未修飾の尿素、イミダゾールまたはこれらの組み合わせ)が与えられてもよい。
【0090】
本発明の配合物では、5分未満、場合によっては30秒未満の硬化時間が可能であるが、硬化時間は長くてもよい。更に、この硬化時間は、追加のエネルギー(例えば熱、光、放射)が材料に付与されるかどうか、または、材料が室温で硬化するかどうかによって決まりうる。
【0091】
充填材
膨脹可能材料は1種類以上の充填材を含むことができ、これには粒状材料(粉末など)、ビーズ、小球体、ナノ粒子などがあるがここに挙げたものに限定されない。好ましくは、充填材は、膨脹可能材料に存在するほかの成分と通常は反応しない比較的低密度の物質を含む。
【0092】
充填材の例には、シリカ、珪藻土、ガラス、クレイ、タルク、色素、着色剤、ガラスのビーズまたはバブル、ガラスファイバー、カーボンファイバーまたはセラミックファイバー、抗酸化剤などがある。このような充填材(特にクレイ)は、膨脹可能材料の流動中にその高さを均一に保ちやすくする。充填材として使用可能なクレイは、カオリナイト、イライト、クロライト(chloritem)、スメクタイト(smecitite)またはセピオライトの群のクレイのナノ粒子および/またはクレイを含んでもよく、これらは焼成されてもよい。適切な充填材の例としては、タルク、バーミキュライト、パイロフィライト、ソーコナイト、サポナイト、ノントロナイト、モンモリロナイトまたはこれらの混合物を含むが、ここに挙げたものに限定されない。また、クレイは、炭酸塩、長石、マイカおよび石英など、ほかの成分を微量含んでもよい。充填材は、塩化ジメチルアンモニウムおよび塩化ジメチルベンジルアンモニウム等の塩化アンモニウムも含んでもよい。また、二酸化チタンも使用される可能性がある。
【0093】
好ましい一実施形態では、炭酸カルシウム、炭酸ナトリウムなど、1種類以上の鉱物型または石型の充填材を充填材として使用することができる。別の好ましい実施形態では、マイカ等のケイ酸塩鉱物を充填材として使用することができる。ケイ酸塩鉱物およびマイカは、充填材の通常の作用に加えて、硬化後の膨脹可能材料の耐衝撃性を向上させることがわかっている。
【0094】
膨脹可能材料の充填材は、使用される場合、膨脹可能材料の1重量%〜90重量%の範囲をとりうる。一部の実施形態によれば、膨脹可能材料は、約3%〜約30重量%、より好ましくは約10%〜約20重量%の粘土または同様の充填材を含むことができる。
【0095】
材料の充填材のうちの1種類または他の成分は、引張り強度、圧縮強度または剪断強度などの特性のほか、材料の流動を調整できるよう、チキソトロピックであってもよいことが考察される。
【0096】
他の添加剤
また、必要に応じて、その他の添加剤、薬剤または性能改質剤が膨脹可能材料に含まれてもよく、このような物質には、抗紫外線剤、難燃剤、衝撃改質剤、熱安定剤、紫外光架橋剤、着色剤、加工助剤、抗酸化剤、潤滑剤、架橋助剤、補強材(チョップトグラスファイバー、ガラス長繊維、セラミックまたはセラミックファイバー、アラミド繊維、アラミドパルプ、カーボンファイバー、アクリレート繊維、ポリアミド繊維、ポリプロピレン繊維、これらの組み合わせ等)が含まれるが、ここに挙げたものに限定されない。好ましい一実施形態では、例えば、硬化密度を向上させるために、アクリレート架橋助剤が使用されうる。膨脹可能材料は、酸化、硬化速度またはこの両者の調整を補助するために、(ペンタエリトリトールテトラキス(3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオナート)など)の抗酸化剤を、約0.10〜約5.00重量%含んでいてもよい。このような抗酸化剤の例は、スイス国バーゼル ポストファッチ クライベックシュトラーセ141、4002所在のチバ・スペシアリティ・ケミカルズ社(Ciba Specialty Chemicals Company)から、商品名IRGANOX(登録商標)1010として市販されている。
【0097】
膨脹可能材料の適切な成分を決定する際には、適切な時間または温度においてのみ活性化する(例えば、流動、発泡またはその他の状態変化を起こす)ように当該材料を形成することが重要でありうる。例えば、多くの用途では、材料が室温や、製造環境における周囲温度で反応してしまうのは望ましくない。より一般的には、膨脹可能材料は、高い加工温度において活性化されて流動化する。例えば、特に膨脹可能材料が高温か高いレベルのエネルギーを付与された状態(塗装の準備工程など)で他の部品と共に処理される場合には、自動車組立工場で使用されるような温度が適切でありえる。塗布作業の多くで(例えば、塗料の硬化炉において)使用される温度範囲は、例えば最大約180℃以上、約200℃以上、または約250℃以上である。
【0098】
添加剤、充填材またはこの両者を混合するため、添加剤または充填材は、これらと膨脹可能材料の他の成分を混合する前に、分散剤と混合することが好ましいことがある。このような分散剤は、通常は分子量が約100,000amu未満、より好ましくは約50,000amu未満、更に好ましくは約10,000amu未満と比較的低いが、これは必須というわけではない。このような分散剤の例としては、液体ワックス、エチレン−プロピレンゴム(EPDM)等の液体エラストマ、パラフィン(固形パラフィン等)などが挙げられるが、ここに挙げたものに限定されない。
【0099】
材料が膨脹可能な場合、本発明に従ってその構成要素の膨脹度が異なる材料の族を作成してもよい。このような族は、発泡剤、発泡剤用促進剤またはこの両方の量を変えることによって、少なくとも一部を作成できる。説明を目的として、下記に、本発明に従って作成できる特定の1つの族について、発泡剤および/または発泡剤用促進剤の量と、当該族の材料の膨脹度の例を示す表Aを示す。
【表1】
【0100】
調合物の釣り合いをとるため、膨張が小さい材料を得るために減らした発泡剤または発泡剤用促進剤の重量パーセントの代わりに、充填材(鉱物充填剤など)を使用することが望ましいことがある。一例には、発泡剤または促進剤を減して、材料を5重量パーセント減らした場合、この5重量パーセントの代わりに充填材を使用することが望ましいことがある。
【0101】
非常に好適な実施形態および例
本発明の範囲内で、前述した以外のポリマーやその他の物質を、共重合、混合などによって、膨脹可能材料に取り入れてもよいことが考察される。以下に、例示的な膨脹可能材料の調合物について記載する。これらは単に例に過ぎないため、さまざまな成分の重量パーセントが±75%以上、±50%以上、または±30%変動しうることが考察される。更に、成分を追加したり除外してもよい。
【0102】
例
表Bは、膨脹可能材料用の1つの例示的な調合物を示している。
【表2】
【0103】
膨脹可能材料の形成および適用
膨脹可能材料の形成は、各種の新規あるいは公知の技術に従って行うことができる。好ましくは、膨脹可能材料は、実質的に均質な組成の材料として形成される。しかし、各種の結合技術を使用して、膨脹可能材料の特定の部分において特定の成分の濃度を加減してもよいことが考察される。
【0104】
一実施形態によれば、膨脹可能材料は、当該材料の諸成分を、ペレット、チャンクなどの固体形状、液体形状、またはこれらを組み合わせた形状で供給することにより形成される。諸成分は、通常、例えば大型のビン(bin)または他の容器などの1つ以上の容器内で混合される。好ましくは、この容器は、当該容器を回転させるかほかの方法で移動させることにより成分を混合するために使用することができる。その後、熱、圧力またはこの両方が加えられて、成分が撹拌などにより混合されて、単一の均質な組成となるように、成分が軟化または液化されうる。
【0105】
別の実施形態によれば、膨脹可能材料は、ポリマーベースの材料など、成分のうち通常軟化または液化しやすい1種類以上の成分を加熱して、これらの成分を混合可能な状態とすることによって形成されうる。その後、残りの成分が軟化された成分と混合されうる。膨脹可能材料のさまざまな成分は、どのような所望の順序で混合されてもよいことを理解されたい。更に、ポリマー添加剤の成分を共に混合してから他の成分に添加しても、あるいは他のどのような順序で他の成分と混合してもよい。
【0106】
使用する成分によっては、膨脹可能材料の活性化(例えば、気体の生成、流動化またはその他の活性化)、硬化(例えば、堅化、剛化またはその他の状態の変化)、あるいはこの両者を引き起こす可能性がある特定の活性化温度未満に、諸成分の温度が確実に維持されるようにすることが重要となりうる。特に、膨脹可能材料が発泡剤を含む場合、通常は、膨脹可能材料を形成する間、または膨脹可能材料を表面に適用する前に、膨脹可能材料の温度を、発泡剤の活性化温度未満に維持することが望ましい。
【0107】
膨脹可能材料を低温に維持することが望ましい状況においては、圧力を加えるか、圧力と熱の両方を加えて、成分を半固体または粘弾性状態に保持して、膨脹可能材料の諸成分を混合することが望ましいことがある。熱、圧力またはこの両方を材料に加えるためのさまざまな機械が設計されている。1つの好ましい機械が押出機である。本発明の一実施形態によれば、各種成分が使用前に混合されて1種、2種またはそれ以上の予め混合された混合物とされ、これが一軸スクリュー押出機または双軸スクリュー押出機の一箇所またはさまざまな箇所に導入されうる。その後、押出機によって付与される熱および圧力により、膨脹可能材料が混合されてほぼ均質な単一の組成物とされ、この作業は、好ましくは材料を活性化させずに行われる。
【0108】
膨脹可能材料が発泡剤を含む状況では、材料の活性化の際に、少なくともある程度の発泡またはバブリングが行われうる。この発泡またはバブリングは、膨脹可能材料が基材を濡らして、基材と強固な接合を形成するのに役立つ。しかし、別の実施形態では、膨脹可能材料が、発泡またはバブリングを起こさずに活性化されて流動化されるにも関わらず、基材を実質的に濡らし、強固な接合を形成できることが認められよう。強固な接合の形成は、通常は膨脹可能材料の硬化の際に生じるが、必ずしもそうとは限らない。一実施形態では、例えば、米国特許第5,358,397号に開示されているようなタイプのロボット押出成形アプリケータが使用され、同特許を参照によりここに援用する。
【0109】
本技術を膨脹可能材料として適合または使用できる別の用途に、米国特許第6,358,584号、第6,311,452号、および第6,296,298号に記載されているものがあり、これらの全てを参照によりここに援用する。このため、本発明の材料は、成形部材、押出部材、プレス部材などの担体に適用することができる(例えば、金属またはプラスチック、発泡または非発泡。例示的な材料は、アルミニウム、マグネシウム、チタン、鋼鉄、ポリアミド(例えばナイロン6またはナイロン6,6等)、ポリスルホン、熱可塑性イミド、ポリエーテルイミド、ポリエーテルスルホンまたはこれらの混合物を含む)。好ましい用途の別の例は、権利者共通の本願の出願日と同一日に出願された「封着、バッフリングまたは補強用の膨脹可能材料ならびにその形成方法(Fastenable Member for Sealing, Baffling, or Reinforcing and Method of Forming Same)」という特許出願(代理人事件番号第1001-142P1号)に記載されている。
【0110】
本発明の特定の実施形態は、相対的に大きな膨張を起こすとともに、この膨張中に、高い均質性および/または粘着性を示し、有利であった。このため、この膨脹可能材料は、膨張すると、比較的大きな空間(空洞など)を満たすことができる一方で、封着、バッフリング、吸音等の特性が向上している。
【0111】
特段の断りのない限り、ここに記載した各種構造の寸法およびプロファイルは本発明を限定することを意図したものではなく、ほかの寸法またはプロファイルも可能である。1つの一体化された構造により、複数の構造構成要素が提供されうる。別の実施形態では、1つの一体化された構造が、独立した複数の構成要素に分けられうる。更に、本発明の特徴を、図示した実施形態のうちの1つのみにより記載した場合もあるが、任意の用途のために、このような特徴を別の実施形態のほかの特徴の1つ以上と組み合わせることができる。また、ここに記載した独自の構造の製造およびその操作も、本発明に係る方法を構成していることが、上記から理解されよう。
【0112】
本発明の好ましい実施形態を開示した。しかし、当業者は、本発明の教示に特定の変更例を取り入れることができることを理解するであろう。このため、本発明の真の範囲および内容を決定するには、添付の特許請求の範囲を検討すべきである。
【図面の簡単な説明】
【0113】
【図1】本発明の一態様に係る例示的な部材の斜視図である。
【図2】上記部材の図1の線2−2における断面図である。
【図3】図1の部材を自動車両の構造に適用した状態の断面図である。
【図4】本発明の一態様に係る別の例示的な部材の斜視図である。
【図5】上記部材の図4の線5−5における断面図である。
【図6】図1の部材を自動車両の構造に適用した状態の断面図である。
【図7】本発明の一態様に係る別の実施形態による部材の斜視図である。
【図8】本発明の一態様に係る別の実施形態による部材の断面図である。
【図9】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図10】図9の部材を自動車両の構造に適用した状態の断面図である。
【図11A】本発明の部材の変形例を示す図である。
【図11B】本発明の部材の変形例を示す図である。
【図11C】本発明の部材の変形例を示す図である。
【図12A】本発明の部材の変形例を示す図である。
【図12B】本発明の部材の変形例を示す図である。
【図12C】本発明の部材の変形例を示す図である。
【図13A】本発明の部材の変形例を示す図である。
【図13B】本発明の部材の変形例を示す図である。
【図13C】本発明の部材の変形例を示す図である。
【図14A】本発明の部材の変形例を示す図である。
【図14B】本発明の部材の変形例を示す図である。
【図14C】本発明の部材の変形例を示す図である。
【図15A】本発明の部材の変形例を示す図である。
【図15B】本発明の部材の変形例を示す図である。
【図15C】本発明の部材の変形例を示す図である。
【図16A】本発明の部材の変形例を示す図である。
【図16B】本発明の部材の変形例を示す図である。
【図16C】本発明の部材の変形例を示す図である。
【図17A】本発明の部材の変形例を示す図である。
【図17B】本発明の部材の変形例を示す図である。
【図17C】本発明の部材の変形例を示す図である。
【図18A】本発明の部材の変形例を示す図である。
【図18B】本発明の部材の変形例を示す図である。
【図18C】本発明の部材の変形例を示す図である。
【図19A】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図19B】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図20】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【図21】本発明の一態様に係る更に別の実施形態による部材の斜視図である。
【特許請求の範囲】
【請求項1】
1つ以上の構造に封着、バッフリングまたは補強を施すための部材を形成する方法であって、
担体材料を供給する工程と、
前記担体材料に膨脹可能材料を連続的に配する工程と、
前記部材の各々が、前記担体材料から形成された担体を有し前記担体に前記膨脹可能材料が配されるように、前記部材を形成する工程と、
前記担体に結合している固締部を提供する工程と、を有する方法。
【請求項2】
前記部材を形成する前記工程は、前記担体材料と前記膨脹可能材料を裁断して、個々の前記部材を形成する工程を有する請求項1に記載の方法。
【請求項3】
前記担体材料は材料の細片またはフィルムとして供給され、前記膨脹可能材料は、押出によって前記担体材料に配される請求項1または2に記載の方法。
【請求項4】
前記膨脹可能材料は、前記担体材料に前記膨脹可能材料を配するため、一軸スクリュー押出機、双軸スクリュー押出機またはミニアプリケータから選択される押出機によって押出される請求項3に記載の方法。
【請求項5】
前記膨脹可能材料はクロスヘッド押出によって前記担体材料に配される請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記固締部は前記担体に別個に取り付けられる機械式固締部である請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記固締部は前記担体と共に1つの材料から一体的に形成されている請求項1〜5のいずれか一項に記載の方法。
【請求項8】
前記担体材料は押出によって供給され、前記担体材料は前記膨脹可能材料と共押出され、前記担体材料が、前記担体への前記膨脹可能材料の前記共押出の前に押出されるか、前記担体材料が前記膨脹可能材料と共押出され、得られた共押出品が所定のプロファイルの形状を形成するために更に押出される請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記膨脹可能材料は、密閉材、吸音材、接着剤、構造発泡体、または上記の少なくとも2種の組み合わせを形成するように適合されている請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記担体は、その表面の少なくとも一部分に、共押出、貼合せ、付着、蒸着、プラズマ堆積、スプレーコーティング、ブラッシング、スワビング、浸漬、めっきまたはこれらの組み合わせによって適用された材料の層を有する請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記膨脹可能材料は、押出温度で熱的に変形可能であるが、高温での熱活性化により架橋して熱硬化性材料を形成する材料である請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記膨脹可能材料は、熱可塑性、熱硬化性またはこれらの組み合わせからなる群から選択されるプラスチック、あるいは、エポキシ樹脂、熱可塑性樹脂、アセテート樹脂、EPDM樹脂、フェノキシ樹脂、ポリウレタン樹脂またはこれらの組み合わせからなる群から選択される樹脂を含む請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記担体材料は、金属、ポリマー材料、カーボンファイバー、グラファイト、ガラス、またはこれらの組み合わせから選択される材料から少なくとも部分的に形成される請求項1〜12のいずれか一項に記載の方法。
【請求項14】
前記担体材料は、ポリオレフィン、ポリアミド、ポリエステル、ポリスチレン、ポリ(メタ)アクリレート、ポリ塩化ビニル、ポリスルホン、またはこれらの組み合わせから選択されるポリマー材料を含む請求項1〜13のいずれか一項に記載の方法。
【請求項15】
前記担体材料は、ポリエチレンテレフタレート、高密度ポリエチレン、ポリ塩化ビニル、低密度ポリエチレン、ポリプロピレン、ポリスチレン、またはこれらの組み合わせから選択されるポリマー材料を含む請求項1〜13のいずれか一項に記載の方法。
【請求項16】
前記担体材料は、多結晶材料、非晶質材料またはこれらの組み合わせから選択されるポリマー材料である請求項1〜15のいずれか一項に記載の方法。
【請求項17】
前記担体材料は、塗布によりA級自動車表面仕上げ(class A automotive vehicle finish)が得られるポリマー材料である請求項1〜16のいずれか一項に記載の方法。
【請求項18】
各部材の担体のプロファイルは、英数字形状、多角形状、矢印形状、突刺形状、平坦形状、湾曲形状、またはこれらの組み合わせから選択される形状の部分を有する請求項1〜17のいずれか一項に記載の方法。
【請求項19】
前記部材は高さに比べて長手軸線方向の長さが長い請求項1〜18のいずれか一項に記載の方法。
【請求項20】
前記膨脹可能材料の膨張前は、前記各部材の前記担体の外表面積の少なくとも約10%が前記膨脹可能材料で覆われている請求項1〜19のいずれか一項に記載の方法。
【請求項21】
前記各部材の前記担体の少なくとも1つの端部が前記膨脹可能材料に埋め込まれている請求項1〜20のいずれか一項に記載の方法。
【請求項22】
前記担体は、少なくとも2つの付属面を有する付属物を少なくとも1つ有し、膨脹可能材料の膨張の向きを制御できるよう、前記膨脹可能材料が前記付属面の全体を覆うことのないように選択的に配される請求項1〜21のいずれか一項に記載の方法。
【請求項23】
前記担体または前記固締部は、接着剤、カプセル型接着剤、磁性材料またはこれらの組み合わせから少なくとも一部分が形成されている請求項1〜22のいずれか一項に記載の方法。
【請求項24】
前記膨脹可能材料は、高温に曝されると、体積比で元のサイズの少なくとも3000%に膨張する請求項1〜23のいずれか一項に記載の方法。
【請求項25】
前記膨脹可能材料は、1)厚さが実質的に均一な形状、2)厚さが不均一な形状、3)平坦形状、4)所定の起伏形状、5)幾何学形的形状、6)非幾何学的形状、7)断面円形状、8)断面三角形状、9)断面矩形状から選択される構成を有する請求項1〜24のいずれか一項に記載の方法。
【請求項26】
前記膨脹可能材料は、難燃性、水改質成分、導電成分、吸音性から選択される特性または成分を有する請求項1〜25のいずれか一項に記載の方法。
【請求項27】
前記部材の各部材は、前記膨脹可能材料を覆う前記担体または固締部の拡張部あるいは材料のパネルを有し、前記拡張部あるいは前記パネルは、前記膨脹可能材料の膨張の向きを案内するのを補助するために、前記膨脹可能材料と対向する関係にある請求項1〜26のいずれか一項に記載の方法。
【請求項28】
膨脹可能材料であって、
1種類以上のアクリレート、1種類以上のアセテートまたはこの両方を含む約10重量%〜約70重量%のポリマー添加剤と、
約6.0%〜約20%の粘着付与剤と、
発泡剤、発泡剤用促進剤またはこの両方と、
硬化剤と、
1種類以上の充填材と、を含む膨脹可能材料。
【請求項29】
分散剤を更に含む請求項28に記載の膨脹可能材料。
【請求項30】
前記分散剤の分子量は約50,000amu未満である請求項29に記載の膨脹可能材料。
【請求項31】
前記分散剤は固形パラフィンまたはEPDMから選択される請求項30に記載の膨脹可能材料。
【請求項32】
前記1種類以上の充填材はアラミドパルプを含む請求項28〜31のいずれか一項に記載の膨脹可能材料。
【請求項33】
前記粘着付与剤は、樹脂、ゴムまたはアルコールから選択される請求項28〜32のいずれか一項に記載の膨脹可能材料。
【請求項34】
前記粘着付与剤は炭化水素樹脂である請求項33に記載の膨脹可能材料。
【請求項35】
前記炭化水素樹脂の不飽和度は2度以上である請求項34に記載の膨脹可能材料。
【請求項36】
前記膨脹可能材料は、高温に曝されると、体積比で元のサイズの少なくとも2000%に膨張する請求項28〜35のいずれか一項に記載の膨脹可能材料。
【請求項37】
前記膨脹可能材料は、高温に曝されると、体積比で元のサイズの少なくとも3000%に膨張する請求項28〜36のいずれか一項に記載の膨脹可能材料。
【請求項38】
前記膨脹可能材料は、前記1種類以上のアクリレートと前記1種類以上のアセテートとを含む請求項28〜37のいずれか一項に記載の膨脹可能材料。
【請求項39】
前記1種類以上のアクリレートは前記ポリマー添加剤の約20%〜約95%含まれ、前記1種類以上のアセテートは前記ポリマー添加剤の約5%〜約50%含まれる請求項38に記載の膨脹可能材料。
【請求項40】
抗酸化剤を更に含む請求項28〜39のいずれか一項に記載の膨脹可能材料。
【請求項41】
約0.1重量%〜約10重量%のエポキシ樹脂を更に含む請求項28〜40のいずれか一項に記載の膨脹可能材料。
【請求項42】
前記エポキシ樹脂はノボラック型樹脂またはビスフェノール樹脂である請求項41に記載の膨脹可能材料。
【請求項43】
前記発泡剤、発泡剤用促進剤またはこの両方は前記膨脹可能材料の少なくとも5.5重量%含まれる請求項28〜42のいずれか一項に記載の膨脹可能材料。
【請求項44】
前記1種類以上の充填材は、ガラスファイバー、紙、紙繊維、木、木繊維、セラミックファイバー、アラミド繊維、アラミドパルプ、カーボンファイバー、アクリレート繊維、ポリアミド繊維またはポリプロピレン繊維から選択される強化材を含む請求項28〜43のいずれか一項に記載の膨脹可能材料。
【請求項45】
前記1種類以上のアクリレートは、エポキシ化アクリレートコポリマーと、エチレンブチルアクリレートおよびエチレンメチルアクリレートのコポリマーと、アクリレート架橋助剤とを含む請求項28〜44のいずれか一項に記載の膨脹可能材料。
【請求項46】
前記1種類以上のアセテートは、比較的高含有のエチレンビニルアセテートとメルトインデックスの比較的低いエチレンビニルアセテートとを含む請求項28〜45のいずれか一項に記載の膨脹可能材料。
【請求項47】
前記発泡剤、発泡剤用促進剤またはこの両方は前記膨脹可能材料の少なくとも8重量%含まれ、前記発泡剤はアミンまたはアミドから選択され、前記発泡剤用促進剤は金属塩または酸化物から選択される請求項28〜46のいずれか一項に記載の膨脹可能材料。
【請求項48】
前記硬化剤は過酸化物ベースの硬化剤を含む請求項28〜47のいずれか一項に記載の膨脹可能材料。
【請求項49】
前記1種類以上の充填材は、前記膨脹可能材料の約3重量%〜約30重量%に相当し、炭酸カルシウムを含む請求項28〜48のいずれか一項に記載の膨脹可能材料。
【請求項50】
前記膨脹可能材料は、高温に曝されると、元のサイズの少なくとも3500%に膨張する請求項28〜49のいずれか一項に記載の膨脹可能材料。
【請求項1】
1つ以上の構造に封着、バッフリングまたは補強を施すための部材を形成する方法であって、
担体材料を供給する工程と、
前記担体材料に膨脹可能材料を連続的に配する工程と、
前記部材の各々が、前記担体材料から形成された担体を有し前記担体に前記膨脹可能材料が配されるように、前記部材を形成する工程と、
前記担体に結合している固締部を提供する工程と、を有する方法。
【請求項2】
前記部材を形成する前記工程は、前記担体材料と前記膨脹可能材料を裁断して、個々の前記部材を形成する工程を有する請求項1に記載の方法。
【請求項3】
前記担体材料は材料の細片またはフィルムとして供給され、前記膨脹可能材料は、押出によって前記担体材料に配される請求項1または2に記載の方法。
【請求項4】
前記膨脹可能材料は、前記担体材料に前記膨脹可能材料を配するため、一軸スクリュー押出機、双軸スクリュー押出機またはミニアプリケータから選択される押出機によって押出される請求項3に記載の方法。
【請求項5】
前記膨脹可能材料はクロスヘッド押出によって前記担体材料に配される請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記固締部は前記担体に別個に取り付けられる機械式固締部である請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記固締部は前記担体と共に1つの材料から一体的に形成されている請求項1〜5のいずれか一項に記載の方法。
【請求項8】
前記担体材料は押出によって供給され、前記担体材料は前記膨脹可能材料と共押出され、前記担体材料が、前記担体への前記膨脹可能材料の前記共押出の前に押出されるか、前記担体材料が前記膨脹可能材料と共押出され、得られた共押出品が所定のプロファイルの形状を形成するために更に押出される請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記膨脹可能材料は、密閉材、吸音材、接着剤、構造発泡体、または上記の少なくとも2種の組み合わせを形成するように適合されている請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記担体は、その表面の少なくとも一部分に、共押出、貼合せ、付着、蒸着、プラズマ堆積、スプレーコーティング、ブラッシング、スワビング、浸漬、めっきまたはこれらの組み合わせによって適用された材料の層を有する請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記膨脹可能材料は、押出温度で熱的に変形可能であるが、高温での熱活性化により架橋して熱硬化性材料を形成する材料である請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記膨脹可能材料は、熱可塑性、熱硬化性またはこれらの組み合わせからなる群から選択されるプラスチック、あるいは、エポキシ樹脂、熱可塑性樹脂、アセテート樹脂、EPDM樹脂、フェノキシ樹脂、ポリウレタン樹脂またはこれらの組み合わせからなる群から選択される樹脂を含む請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記担体材料は、金属、ポリマー材料、カーボンファイバー、グラファイト、ガラス、またはこれらの組み合わせから選択される材料から少なくとも部分的に形成される請求項1〜12のいずれか一項に記載の方法。
【請求項14】
前記担体材料は、ポリオレフィン、ポリアミド、ポリエステル、ポリスチレン、ポリ(メタ)アクリレート、ポリ塩化ビニル、ポリスルホン、またはこれらの組み合わせから選択されるポリマー材料を含む請求項1〜13のいずれか一項に記載の方法。
【請求項15】
前記担体材料は、ポリエチレンテレフタレート、高密度ポリエチレン、ポリ塩化ビニル、低密度ポリエチレン、ポリプロピレン、ポリスチレン、またはこれらの組み合わせから選択されるポリマー材料を含む請求項1〜13のいずれか一項に記載の方法。
【請求項16】
前記担体材料は、多結晶材料、非晶質材料またはこれらの組み合わせから選択されるポリマー材料である請求項1〜15のいずれか一項に記載の方法。
【請求項17】
前記担体材料は、塗布によりA級自動車表面仕上げ(class A automotive vehicle finish)が得られるポリマー材料である請求項1〜16のいずれか一項に記載の方法。
【請求項18】
各部材の担体のプロファイルは、英数字形状、多角形状、矢印形状、突刺形状、平坦形状、湾曲形状、またはこれらの組み合わせから選択される形状の部分を有する請求項1〜17のいずれか一項に記載の方法。
【請求項19】
前記部材は高さに比べて長手軸線方向の長さが長い請求項1〜18のいずれか一項に記載の方法。
【請求項20】
前記膨脹可能材料の膨張前は、前記各部材の前記担体の外表面積の少なくとも約10%が前記膨脹可能材料で覆われている請求項1〜19のいずれか一項に記載の方法。
【請求項21】
前記各部材の前記担体の少なくとも1つの端部が前記膨脹可能材料に埋め込まれている請求項1〜20のいずれか一項に記載の方法。
【請求項22】
前記担体は、少なくとも2つの付属面を有する付属物を少なくとも1つ有し、膨脹可能材料の膨張の向きを制御できるよう、前記膨脹可能材料が前記付属面の全体を覆うことのないように選択的に配される請求項1〜21のいずれか一項に記載の方法。
【請求項23】
前記担体または前記固締部は、接着剤、カプセル型接着剤、磁性材料またはこれらの組み合わせから少なくとも一部分が形成されている請求項1〜22のいずれか一項に記載の方法。
【請求項24】
前記膨脹可能材料は、高温に曝されると、体積比で元のサイズの少なくとも3000%に膨張する請求項1〜23のいずれか一項に記載の方法。
【請求項25】
前記膨脹可能材料は、1)厚さが実質的に均一な形状、2)厚さが不均一な形状、3)平坦形状、4)所定の起伏形状、5)幾何学形的形状、6)非幾何学的形状、7)断面円形状、8)断面三角形状、9)断面矩形状から選択される構成を有する請求項1〜24のいずれか一項に記載の方法。
【請求項26】
前記膨脹可能材料は、難燃性、水改質成分、導電成分、吸音性から選択される特性または成分を有する請求項1〜25のいずれか一項に記載の方法。
【請求項27】
前記部材の各部材は、前記膨脹可能材料を覆う前記担体または固締部の拡張部あるいは材料のパネルを有し、前記拡張部あるいは前記パネルは、前記膨脹可能材料の膨張の向きを案内するのを補助するために、前記膨脹可能材料と対向する関係にある請求項1〜26のいずれか一項に記載の方法。
【請求項28】
膨脹可能材料であって、
1種類以上のアクリレート、1種類以上のアセテートまたはこの両方を含む約10重量%〜約70重量%のポリマー添加剤と、
約6.0%〜約20%の粘着付与剤と、
発泡剤、発泡剤用促進剤またはこの両方と、
硬化剤と、
1種類以上の充填材と、を含む膨脹可能材料。
【請求項29】
分散剤を更に含む請求項28に記載の膨脹可能材料。
【請求項30】
前記分散剤の分子量は約50,000amu未満である請求項29に記載の膨脹可能材料。
【請求項31】
前記分散剤は固形パラフィンまたはEPDMから選択される請求項30に記載の膨脹可能材料。
【請求項32】
前記1種類以上の充填材はアラミドパルプを含む請求項28〜31のいずれか一項に記載の膨脹可能材料。
【請求項33】
前記粘着付与剤は、樹脂、ゴムまたはアルコールから選択される請求項28〜32のいずれか一項に記載の膨脹可能材料。
【請求項34】
前記粘着付与剤は炭化水素樹脂である請求項33に記載の膨脹可能材料。
【請求項35】
前記炭化水素樹脂の不飽和度は2度以上である請求項34に記載の膨脹可能材料。
【請求項36】
前記膨脹可能材料は、高温に曝されると、体積比で元のサイズの少なくとも2000%に膨張する請求項28〜35のいずれか一項に記載の膨脹可能材料。
【請求項37】
前記膨脹可能材料は、高温に曝されると、体積比で元のサイズの少なくとも3000%に膨張する請求項28〜36のいずれか一項に記載の膨脹可能材料。
【請求項38】
前記膨脹可能材料は、前記1種類以上のアクリレートと前記1種類以上のアセテートとを含む請求項28〜37のいずれか一項に記載の膨脹可能材料。
【請求項39】
前記1種類以上のアクリレートは前記ポリマー添加剤の約20%〜約95%含まれ、前記1種類以上のアセテートは前記ポリマー添加剤の約5%〜約50%含まれる請求項38に記載の膨脹可能材料。
【請求項40】
抗酸化剤を更に含む請求項28〜39のいずれか一項に記載の膨脹可能材料。
【請求項41】
約0.1重量%〜約10重量%のエポキシ樹脂を更に含む請求項28〜40のいずれか一項に記載の膨脹可能材料。
【請求項42】
前記エポキシ樹脂はノボラック型樹脂またはビスフェノール樹脂である請求項41に記載の膨脹可能材料。
【請求項43】
前記発泡剤、発泡剤用促進剤またはこの両方は前記膨脹可能材料の少なくとも5.5重量%含まれる請求項28〜42のいずれか一項に記載の膨脹可能材料。
【請求項44】
前記1種類以上の充填材は、ガラスファイバー、紙、紙繊維、木、木繊維、セラミックファイバー、アラミド繊維、アラミドパルプ、カーボンファイバー、アクリレート繊維、ポリアミド繊維またはポリプロピレン繊維から選択される強化材を含む請求項28〜43のいずれか一項に記載の膨脹可能材料。
【請求項45】
前記1種類以上のアクリレートは、エポキシ化アクリレートコポリマーと、エチレンブチルアクリレートおよびエチレンメチルアクリレートのコポリマーと、アクリレート架橋助剤とを含む請求項28〜44のいずれか一項に記載の膨脹可能材料。
【請求項46】
前記1種類以上のアセテートは、比較的高含有のエチレンビニルアセテートとメルトインデックスの比較的低いエチレンビニルアセテートとを含む請求項28〜45のいずれか一項に記載の膨脹可能材料。
【請求項47】
前記発泡剤、発泡剤用促進剤またはこの両方は前記膨脹可能材料の少なくとも8重量%含まれ、前記発泡剤はアミンまたはアミドから選択され、前記発泡剤用促進剤は金属塩または酸化物から選択される請求項28〜46のいずれか一項に記載の膨脹可能材料。
【請求項48】
前記硬化剤は過酸化物ベースの硬化剤を含む請求項28〜47のいずれか一項に記載の膨脹可能材料。
【請求項49】
前記1種類以上の充填材は、前記膨脹可能材料の約3重量%〜約30重量%に相当し、炭酸カルシウムを含む請求項28〜48のいずれか一項に記載の膨脹可能材料。
【請求項50】
前記膨脹可能材料は、高温に曝されると、元のサイズの少なくとも3500%に膨張する請求項28〜49のいずれか一項に記載の膨脹可能材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図20】
【図21】
【公表番号】特表2007−526160(P2007−526160A)
【公表日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−517571(P2006−517571)
【出願日】平成16年6月23日(2004.6.23)
【国際出願番号】PCT/US2004/020112
【国際公開番号】WO2005/002950
【国際公開日】平成17年1月13日(2005.1.13)
【出願人】(501045700)エルアンドエル・プロダクツ・インコーポレイテッド (4)
【氏名又は名称原語表記】L&L PRODUCTS,INC.
【住所又は居所原語表記】160 McLean Drive,Romeo,Michigan,USA
【Fターム(参考)】
【公表日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成16年6月23日(2004.6.23)
【国際出願番号】PCT/US2004/020112
【国際公開番号】WO2005/002950
【国際公開日】平成17年1月13日(2005.1.13)
【出願人】(501045700)エルアンドエル・プロダクツ・インコーポレイテッド (4)
【氏名又は名称原語表記】L&L PRODUCTS,INC.
【住所又は居所原語表記】160 McLean Drive,Romeo,Michigan,USA
【Fターム(参考)】
[ Back to top ]