
封筒の製造方法
【課題】簡便で、効率のよい、一辺開口型の封筒の製造方法を提供する。
【解決手段】重ね合わせ部1aと封緘片部1bと剥離部1cを有する単位封筒下紙1の重ね合わせ部1aの三周縁と封緘片部1bに接着剤4a,4bを塗布し、剥離部1cには剥離剤5を塗布する塗布工程と、単位封筒下紙1の重ね合わせ部1aと同一大の単位封筒上紙2を重ね合わせ部1aに重ねて三周縁に塗布した接着剤4aで互いに接着する接着工程と、封緘片部1bと剥離部1cの境を折り部6として剥離部1cを封緘片部1bに折り重ねて剥離可能に接着する封緘片形成工程と、封緘片部1bと剥離部1cの境の折り部6を切断除去する折り部除去工程を施して封筒3を製造する。
【解決手段】重ね合わせ部1aと封緘片部1bと剥離部1cを有する単位封筒下紙1の重ね合わせ部1aの三周縁と封緘片部1bに接着剤4a,4bを塗布し、剥離部1cには剥離剤5を塗布する塗布工程と、単位封筒下紙1の重ね合わせ部1aと同一大の単位封筒上紙2を重ね合わせ部1aに重ねて三周縁に塗布した接着剤4aで互いに接着する接着工程と、封緘片部1bと剥離部1cの境を折り部6として剥離部1cを封緘片部1bに折り重ねて剥離可能に接着する封緘片形成工程と、封緘片部1bと剥離部1cの境の折り部6を切断除去する折り部除去工程を施して封筒3を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、封筒の製造方法に関し、特に、封筒上紙と封筒下紙からなる一辺開口型の封筒の製造方法に関する。
【背景技術】
【0002】
従来から、封筒上紙と封筒下紙からなる一辺開口型の封筒は、種々の構成が知られている(特許文献1,2)。また、この一辺開口型の封筒の製造方法も種々知られているが、別体で構成されている封筒上紙と封筒下紙の重ね合わせ面側に、一方の重ね合わせ面には粘着剤を、他方の封緘部の重ね合わせ面には剥離剤を、それぞれ各別に塗布するのが一般的である(特許文献2、第4図参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−147345号公報
【特許文献2】実開昭53−083306号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の上述した製造方法によると、封筒上紙と封筒下紙の重ね合わせ面側に、一方には粘着剤を、他方の封緘部には剥離剤を各別に塗布するので、封筒上紙用と封筒下紙用にそれぞれ粘着剤塗布機構と剥離剤塗布機構を各別に設けなければならず、製造装置が大型化するとともに、各塗布工程を別々に独立した工程として施すので効率がよくない、という不都合がある。本発明は、このような不都合を解消した一辺開口型の封筒の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
この目的を達成するため本発明の請求項1に係る封筒の製造方法は、重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙の前記重ね合わせ部の三周縁と前記封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙の重ね合わせ部と同一大の単位封筒上紙を前記重ね合わせ部に重ねて前記三周縁に塗布した接着剤で互いに接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程からなるものである。
【0006】
また、同じく上記目的を達成するための本発明の請求項2に係る封筒の製造方法は、重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙形成部における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙形成部の重ね合わせ部と同一大の単位封筒上紙形成部が連続状態にある連続封筒上紙を前記重ね合わせ部に対応するよう連続封筒下紙に重ねて前記三周縁の接着剤で前記各重ね合わせ部と前記各単位封筒上紙形成部の三周縁で接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなるものである。
【0007】
さらに、同じく上記目的を達成するための本発明の請求項3に係る封筒の製造方法は、重ね合わせ部と封緘片部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙形成部における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布する接着剤塗布工程と、前記単位封筒下紙形成部と同一大で前記封緘片部と折り部を介して連接する剥離部を有する単位封筒上紙形成部が連続状態にある連続封筒上紙の前記剥離部に剥離剤を塗布する剥離剤塗布工程と、前記連続封筒下紙に前記連続封筒上紙を前記折り部で折り重ねて前記接着剤により各単位封筒下紙形成部の各重ね合わせ部と各単位封筒上紙形成部の剥離部を除いた三周縁で接着するとともに、前記封緘片部と前記剥離部を剥離可能に接着する接着工程と、前記連続封筒上紙に剥離部の折り部とは反対側に沿ってスリットを形成する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなるものである。
【発明の効果】
【0008】
本発明の請求項1に係る封筒の製造方法によれば、単位状態にある封筒上紙と封筒下紙を重ね合わせて接着して一辺開口型の封筒を容易に製造でき、この際、封緘片の形成にあたってはともに封筒下紙に形成した剥離部を封緘片部に折り重ねた後に、その折り部を切断除去して形成するので、別体の封緘片部と剥離部とを接着する場合に比較して正確な重ね合わせが可能となり、互いがずれて段差を生じることによるフィード時のトラブルがなく、円滑で確実なフィード作業を行なうことができ、また、接着剤と剥離剤を封筒下紙の同一面に塗布するので同一工程で塗布作業を行うことができ、簡便で、効率がよいという効果を奏する。
【0009】
本発明の請求項2に係る封筒の製造方法によれば、連続状態にある別体の封筒上紙と封筒下紙を重ね合わせて接着して一辺開口型の封筒を容易に製造でき、この際、封緘片の形成にあたってはともに封筒下紙に形成した剥離部を封緘片部に折り重ねた後に、その折り部を切断除去して形成するので、別体の封緘片部と剥離部とを接着する場合に比較して正確な重ね合わせが可能となり、互いがずれて段差を生じることによるフィード時のトラブルがなく、円滑で確実なフィード作業を行なうことができ、また、接着剤と剥離剤を封筒下紙の同一面に塗布するので同一工程で塗布作業を行うことができ、簡便で、効率がよいという効果を奏する。
【0010】
本発明の請求項3に係る封筒の製造方法によれば、連続状態にある一体の封筒上紙と封筒下紙を折り重ねて接着して一辺開口型の封筒を容易に製造でき、この際、封緘片の形成にあたっては互いに一体の剥離部を封緘片部に折り重ねた後に、その折り部を切断除去して形成するので、別体の封緘片部と剥離部とを接着する場合に比較して正確な重ね合わせが可能となり、互いがずれて段差を生じることによるフィード時のトラブルがなく、円滑で確実なフィード作業を行なうことができ、また、接着剤と剥離剤を封筒下紙の同一面に塗布するので同一工程で塗布作業を行うことができ、簡便で、効率がよいという効果を奏するものである。
【図面の簡単な説明】
【0011】
【図1】第1実施形態の製造工程での用紙の状態を示す説明図。
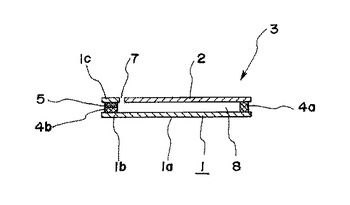
【図2】同じく製造した封筒の断面図。
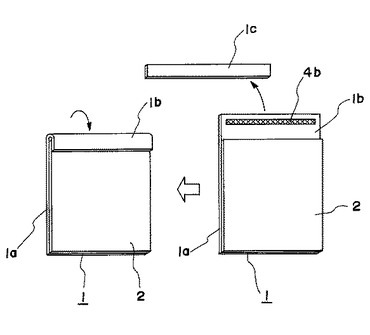
【図3】同じく製造した封筒の使用方法を示す説明図。
【図4】第2実施形態の塗布工程から単位封筒形成工程までの製造工程を示す説明図。
【図5】同じく塗布工程から封緘片形成工程での用紙の状態を示す説明図。
【図6】第3実施形態の接着剤塗布工程から単位封筒形成工程までの製造工程を示す説明図。
【図7】同じく接着剤塗布工程から封緘片形成工程での用紙の状態を示す説明図。
【発明を実施するための形態】
【0012】
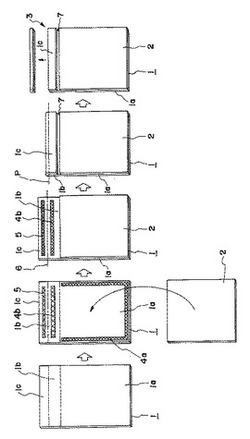
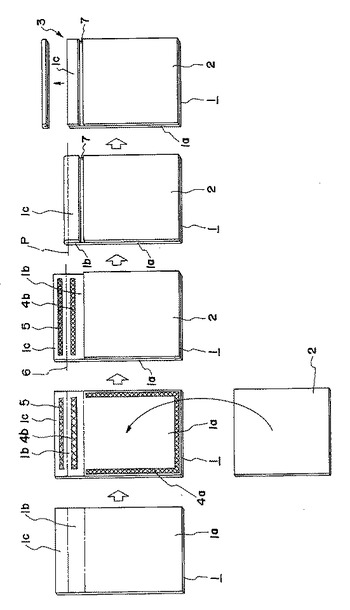
まず、本発明の第1実施形態の製造方法について説明する。図1に示すように、第1実施形態は、重ね合わせ部1aと封緘片部1bと剥離部1cを有する単位封筒下紙1と、この単位封筒下紙1の重ね合わせ部1aと同一大の単位封筒上紙2から一辺開口型の封筒3(図2参照)を製造するものである。
【0013】
はじめに、図示していない公知の塗布装置により、単位封筒下紙1の重ね合わせ部1aの三周縁に、例えば感圧性の接着剤4aを塗布し、封緘片部1bに、例えば感圧性の接着剤4bを塗布し、剥離部1cには剥離剤5を塗布する塗布工程を施す。続いて、前記単位封筒下紙1の重ね合わせ部1aと同一大の単位封筒上紙2を前記重ね合わせ部1aに重ね、図示していない上下一対の加圧ローラで圧着して、前記三周縁に塗布した接着剤4aで互いに接着する接着工程を施す。この接着工程は、前記塗布工程の途中で、重ね合わせ部1aへの接着剤4aの塗布に続いて、封緘片部1bに接着剤4bを塗布し、剥離部1cには剥離剤5を塗布する前段階で行っても良い。
【0014】
続いて、図示していない公知の折り装置により、封緘片部1bと剥離部1cの境を折り部6として前記剥離部1cを前記封緘片部1bに折り重ねて、接着剤4bと剥離剤5により剥離可能に接着する封緘片形成工程を施す。さらに続いて、図示していない公知のスリッタにより、前記封緘片部1bと前記剥離部1cの境の前記折り部6を仮想線Pで切断除去する折り部除去工程を施して、開口部7を有する封筒3とするものである。
【0015】
上述のようにして製造した封筒3は、図2に示すように、所望の収容物(図示せず)、例えば書簡や、部品などの各種小物等、を開口部7から封筒下紙1と封筒上紙2との間の収容空間8に挿入することができる。この封筒3の使用に際しては、収容物を収容空間8に挿入した後、図3に示すように、剥離部1cを封緘片部1bから剥離して接着剤4bを露出した後、前記封緘片部1bを封筒上紙2に折り返して、前記接着剤4bで接着し、封緘状態とする。
【0016】
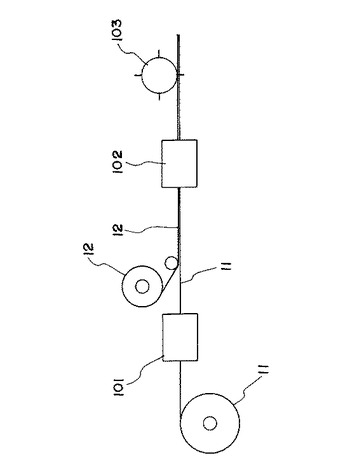
次に、図4及び図5に基いて、第2実施形態を説明する。第2実施形態は、重ね合わせ部11aと封緘片部11bと剥離部11cを有する単位封筒下紙形成部11dが連続状態にある連続封筒下紙11と、この連続封筒下紙11とは別体で、前記単位封筒下紙形成部11dの重ね合わせ部11aと同一大の単位封筒上紙形成部12dが連続状態にある連続封筒上紙12とから一辺開口型の封筒(図2参照)を製造するものである。
【0017】
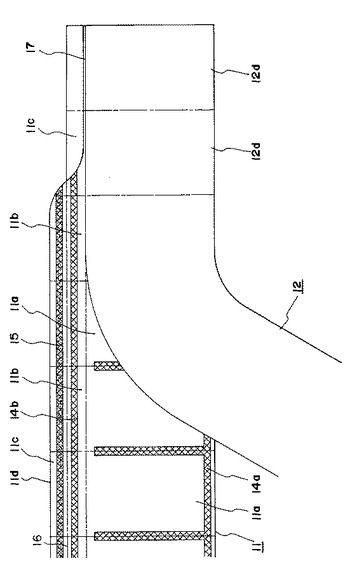
図4及び図5に示すように、はじめに、ロール状の連続封筒下紙11を引き出して移送しながら、公知の塗布装置101によりの各単位封筒下紙形成部11dにおける各重ね合わせ部11aの三周縁に接着剤14aを塗布し、各封緘片部11bに接着剤14bを塗布し、剥離部11cには剥離剤15を塗布する塗布工程を施す。次いで、ロール状の連続封筒上紙12を引き出して移送しながら、前記連続封筒下紙11の各重ね合わせ部11aに対応するようこの連続封筒上紙12を重ねて、前記三周縁の接着剤14aで各単位封筒下紙形成部11dの各重ね合わせ部11aと各単位封筒上紙形成部12dとの三周縁で接着する接着工程を施す。
【0018】
続いて、公知の折り装置102により、封緘片部11bと剥離部11cの境を折り部16として前記剥離部11cを前記封緘片部11bに折り重ねて、接着剤14bと剥離剤15により剥離可能に接着する接着する封緘片形成工程を施す。これによって、開口部17が形成される。さらに続いて、図示していない公知のスリッタにより、前記封緘片部11bと前記剥離部11cの境の前記折り部16を切断除去する折り部除去工程を施す。その後、公知のロールカッタ103により、連続封筒下紙11と連続封筒上紙12を各単位封筒形成部11d,12d毎に切断する単位封筒形成工程を施して封筒(図2参照)とするものである。なお、前記折り部除去工程において、前記折り部側とともにこれとは反対側の端部も切断除去してもよい。また、この折り部除去工程と前記単位封筒形成工程との施す順序を逆にしてもよい。
【0019】
このようにして製造した封筒の使用方法は、上述の第1実施形態の封筒3と同様であるから、その説明は省略する。
【0020】
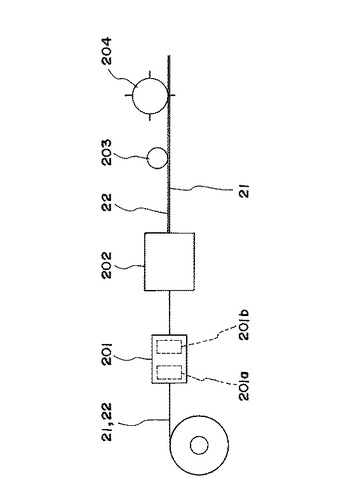
次に、図6及び図7に基いて第3実施形態を説明する。この第3実施形態は、重ね合わせ部21aと封緘片部21bを有する単位封筒下紙形成部21dが連続状態にある連続封筒下紙21と、前記封緘片部21bと折り部26を介して連接する剥離部22cを有する前記単位封筒下紙形成部21dと同一大の単位封筒上紙形成部21dが連続状態にある連続封筒上紙22とから一辺開口型の封筒(図2参照)を製造するものである。このように、本実施形態における連続封筒下紙21と連続封筒上紙22は折り部26を介して幅方向に連接されている。
【0021】
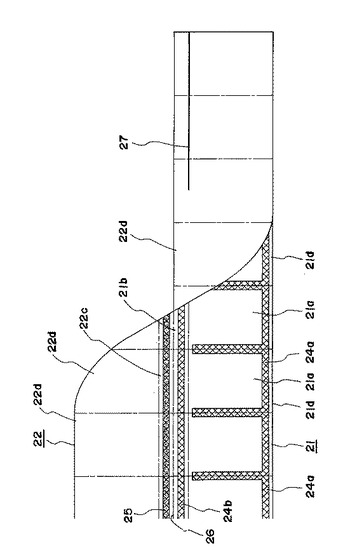
図6及び図7に示すように、はじめに、連続封筒下紙21と連続封筒上紙22が幅方向に連接されているロール状の連続用紙を引き出して、移送しながら、公知の塗布装置201における接着剤塗布装置201aにより、連続封筒下紙21の各単位封筒下紙形成部21dにおける各重ね合わせ部21aの三周縁に接着剤24aを施し、各封緘片部21bに接着剤24bを塗布する接着剤塗布工程を施す。これと連続して、剥離剤塗布装置201bにより、連続封筒上紙22の剥離部22cに剥離剤25を塗布する剥離剤塗布工程を施す。次いで、公知の折り装置202により、前記連続封筒下紙21に前記連続封筒上紙22を前記折り部26で折り重ねて、前記接着剤24aにより各単位封筒下紙形成部21dと各単位封筒上紙形成部22dの三周縁で接着するとともに、前記封緘片部21bと前記剥離部22cを接着剤24bと剥離剤25により剥離可能に接着する接着工程を施す。
【0022】
続いて、公知のスリッタ203により、連続封筒上紙22のみにその剥離部22cに沿ってスリット27を形成する封緘片形成工程を施す。さらに続いて、公知の図示していないスリッタにより、封緘片部21bと前記剥離部22の境の折り部26を切断除去する折り部除去工程を施した後、公知のロールカッタ204により、連続封筒下紙21と連続封筒上紙22を各単位封筒形成部21d,22d毎に切断する単位封筒形成工程を施して、封筒(図2参照)とするものである。そして、前記スリット27が封筒の開口部となる。なお、前記折り部除去工程において、前記折り部側とともにこれとは反対側の端部も切断除去してもよい。また、前記折り部除去工程と前記単位封筒形成工程の施す順序を逆にしてもよい。
【0023】
このようにして製造した封筒の使用方法は、上述の第1実施形態の封筒3と同様であるから、その説明は省略する。
【0024】
なお、本発明は、上述の各実施形態に限定されるものではなく、例えば、各単位封筒上紙2及び各単位封筒下紙1の少なくとも一方、あるいは各単位封筒上紙形成部12d,22d及び各単位封筒下紙形成部11d,21dの少なくとも一方を、透視可能な材質で構成して収容物を外部から視認可能としたり、同様に少なくとも一方の表出面を印字面として、宛名情報や収容物等の各種情報を印字可能にしてもよい。また、第3実施形態において、開口部を形成するスリット27の幅は用途に応じて適宜設定可能である。同様に、第1及び第2実施形態において、開口部7,17を形成する、単位封筒下紙1あるいは単位封筒下紙形成部11dの剥離部1c,11cの折り返し後の先端縁と、単位封筒上紙2あるいは単位封筒上紙形成部12dの上端縁の間隔の大きさも用途に応じて適宜設定可能である。
【符号の説明】
【0025】
1 単位封筒下紙
2 単位封筒上紙
3 封筒
11,21 連続封筒下紙
11d,21d 単位封筒下紙形成部
12,22 連続封筒上紙
12d,22d 単位封筒上紙形成部
1a,11a,21a 重ね合わせ部
1b,11b,21b 封緘片部
1c,11c,22c 剥離部
4a,4b,14a,14b,24a,24b 接着剤
5,15,25 剥離剤
6,16,26 折り部
7,17 開口部
27 スリット
【技術分野】
【0001】
本発明は、封筒の製造方法に関し、特に、封筒上紙と封筒下紙からなる一辺開口型の封筒の製造方法に関する。
【背景技術】
【0002】
従来から、封筒上紙と封筒下紙からなる一辺開口型の封筒は、種々の構成が知られている(特許文献1,2)。また、この一辺開口型の封筒の製造方法も種々知られているが、別体で構成されている封筒上紙と封筒下紙の重ね合わせ面側に、一方の重ね合わせ面には粘着剤を、他方の封緘部の重ね合わせ面には剥離剤を、それぞれ各別に塗布するのが一般的である(特許文献2、第4図参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−147345号公報
【特許文献2】実開昭53−083306号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の上述した製造方法によると、封筒上紙と封筒下紙の重ね合わせ面側に、一方には粘着剤を、他方の封緘部には剥離剤を各別に塗布するので、封筒上紙用と封筒下紙用にそれぞれ粘着剤塗布機構と剥離剤塗布機構を各別に設けなければならず、製造装置が大型化するとともに、各塗布工程を別々に独立した工程として施すので効率がよくない、という不都合がある。本発明は、このような不都合を解消した一辺開口型の封筒の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
この目的を達成するため本発明の請求項1に係る封筒の製造方法は、重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙の前記重ね合わせ部の三周縁と前記封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙の重ね合わせ部と同一大の単位封筒上紙を前記重ね合わせ部に重ねて前記三周縁に塗布した接着剤で互いに接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程からなるものである。
【0006】
また、同じく上記目的を達成するための本発明の請求項2に係る封筒の製造方法は、重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙形成部における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙形成部の重ね合わせ部と同一大の単位封筒上紙形成部が連続状態にある連続封筒上紙を前記重ね合わせ部に対応するよう連続封筒下紙に重ねて前記三周縁の接着剤で前記各重ね合わせ部と前記各単位封筒上紙形成部の三周縁で接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなるものである。
【0007】
さらに、同じく上記目的を達成するための本発明の請求項3に係る封筒の製造方法は、重ね合わせ部と封緘片部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙形成部における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布する接着剤塗布工程と、前記単位封筒下紙形成部と同一大で前記封緘片部と折り部を介して連接する剥離部を有する単位封筒上紙形成部が連続状態にある連続封筒上紙の前記剥離部に剥離剤を塗布する剥離剤塗布工程と、前記連続封筒下紙に前記連続封筒上紙を前記折り部で折り重ねて前記接着剤により各単位封筒下紙形成部の各重ね合わせ部と各単位封筒上紙形成部の剥離部を除いた三周縁で接着するとともに、前記封緘片部と前記剥離部を剥離可能に接着する接着工程と、前記連続封筒上紙に剥離部の折り部とは反対側に沿ってスリットを形成する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなるものである。
【発明の効果】
【0008】
本発明の請求項1に係る封筒の製造方法によれば、単位状態にある封筒上紙と封筒下紙を重ね合わせて接着して一辺開口型の封筒を容易に製造でき、この際、封緘片の形成にあたってはともに封筒下紙に形成した剥離部を封緘片部に折り重ねた後に、その折り部を切断除去して形成するので、別体の封緘片部と剥離部とを接着する場合に比較して正確な重ね合わせが可能となり、互いがずれて段差を生じることによるフィード時のトラブルがなく、円滑で確実なフィード作業を行なうことができ、また、接着剤と剥離剤を封筒下紙の同一面に塗布するので同一工程で塗布作業を行うことができ、簡便で、効率がよいという効果を奏する。
【0009】
本発明の請求項2に係る封筒の製造方法によれば、連続状態にある別体の封筒上紙と封筒下紙を重ね合わせて接着して一辺開口型の封筒を容易に製造でき、この際、封緘片の形成にあたってはともに封筒下紙に形成した剥離部を封緘片部に折り重ねた後に、その折り部を切断除去して形成するので、別体の封緘片部と剥離部とを接着する場合に比較して正確な重ね合わせが可能となり、互いがずれて段差を生じることによるフィード時のトラブルがなく、円滑で確実なフィード作業を行なうことができ、また、接着剤と剥離剤を封筒下紙の同一面に塗布するので同一工程で塗布作業を行うことができ、簡便で、効率がよいという効果を奏する。
【0010】
本発明の請求項3に係る封筒の製造方法によれば、連続状態にある一体の封筒上紙と封筒下紙を折り重ねて接着して一辺開口型の封筒を容易に製造でき、この際、封緘片の形成にあたっては互いに一体の剥離部を封緘片部に折り重ねた後に、その折り部を切断除去して形成するので、別体の封緘片部と剥離部とを接着する場合に比較して正確な重ね合わせが可能となり、互いがずれて段差を生じることによるフィード時のトラブルがなく、円滑で確実なフィード作業を行なうことができ、また、接着剤と剥離剤を封筒下紙の同一面に塗布するので同一工程で塗布作業を行うことができ、簡便で、効率がよいという効果を奏するものである。
【図面の簡単な説明】
【0011】
【図1】第1実施形態の製造工程での用紙の状態を示す説明図。
【図2】同じく製造した封筒の断面図。
【図3】同じく製造した封筒の使用方法を示す説明図。
【図4】第2実施形態の塗布工程から単位封筒形成工程までの製造工程を示す説明図。
【図5】同じく塗布工程から封緘片形成工程での用紙の状態を示す説明図。
【図6】第3実施形態の接着剤塗布工程から単位封筒形成工程までの製造工程を示す説明図。
【図7】同じく接着剤塗布工程から封緘片形成工程での用紙の状態を示す説明図。
【発明を実施するための形態】
【0012】
まず、本発明の第1実施形態の製造方法について説明する。図1に示すように、第1実施形態は、重ね合わせ部1aと封緘片部1bと剥離部1cを有する単位封筒下紙1と、この単位封筒下紙1の重ね合わせ部1aと同一大の単位封筒上紙2から一辺開口型の封筒3(図2参照)を製造するものである。
【0013】
はじめに、図示していない公知の塗布装置により、単位封筒下紙1の重ね合わせ部1aの三周縁に、例えば感圧性の接着剤4aを塗布し、封緘片部1bに、例えば感圧性の接着剤4bを塗布し、剥離部1cには剥離剤5を塗布する塗布工程を施す。続いて、前記単位封筒下紙1の重ね合わせ部1aと同一大の単位封筒上紙2を前記重ね合わせ部1aに重ね、図示していない上下一対の加圧ローラで圧着して、前記三周縁に塗布した接着剤4aで互いに接着する接着工程を施す。この接着工程は、前記塗布工程の途中で、重ね合わせ部1aへの接着剤4aの塗布に続いて、封緘片部1bに接着剤4bを塗布し、剥離部1cには剥離剤5を塗布する前段階で行っても良い。
【0014】
続いて、図示していない公知の折り装置により、封緘片部1bと剥離部1cの境を折り部6として前記剥離部1cを前記封緘片部1bに折り重ねて、接着剤4bと剥離剤5により剥離可能に接着する封緘片形成工程を施す。さらに続いて、図示していない公知のスリッタにより、前記封緘片部1bと前記剥離部1cの境の前記折り部6を仮想線Pで切断除去する折り部除去工程を施して、開口部7を有する封筒3とするものである。
【0015】
上述のようにして製造した封筒3は、図2に示すように、所望の収容物(図示せず)、例えば書簡や、部品などの各種小物等、を開口部7から封筒下紙1と封筒上紙2との間の収容空間8に挿入することができる。この封筒3の使用に際しては、収容物を収容空間8に挿入した後、図3に示すように、剥離部1cを封緘片部1bから剥離して接着剤4bを露出した後、前記封緘片部1bを封筒上紙2に折り返して、前記接着剤4bで接着し、封緘状態とする。
【0016】
次に、図4及び図5に基いて、第2実施形態を説明する。第2実施形態は、重ね合わせ部11aと封緘片部11bと剥離部11cを有する単位封筒下紙形成部11dが連続状態にある連続封筒下紙11と、この連続封筒下紙11とは別体で、前記単位封筒下紙形成部11dの重ね合わせ部11aと同一大の単位封筒上紙形成部12dが連続状態にある連続封筒上紙12とから一辺開口型の封筒(図2参照)を製造するものである。
【0017】
図4及び図5に示すように、はじめに、ロール状の連続封筒下紙11を引き出して移送しながら、公知の塗布装置101によりの各単位封筒下紙形成部11dにおける各重ね合わせ部11aの三周縁に接着剤14aを塗布し、各封緘片部11bに接着剤14bを塗布し、剥離部11cには剥離剤15を塗布する塗布工程を施す。次いで、ロール状の連続封筒上紙12を引き出して移送しながら、前記連続封筒下紙11の各重ね合わせ部11aに対応するようこの連続封筒上紙12を重ねて、前記三周縁の接着剤14aで各単位封筒下紙形成部11dの各重ね合わせ部11aと各単位封筒上紙形成部12dとの三周縁で接着する接着工程を施す。
【0018】
続いて、公知の折り装置102により、封緘片部11bと剥離部11cの境を折り部16として前記剥離部11cを前記封緘片部11bに折り重ねて、接着剤14bと剥離剤15により剥離可能に接着する接着する封緘片形成工程を施す。これによって、開口部17が形成される。さらに続いて、図示していない公知のスリッタにより、前記封緘片部11bと前記剥離部11cの境の前記折り部16を切断除去する折り部除去工程を施す。その後、公知のロールカッタ103により、連続封筒下紙11と連続封筒上紙12を各単位封筒形成部11d,12d毎に切断する単位封筒形成工程を施して封筒(図2参照)とするものである。なお、前記折り部除去工程において、前記折り部側とともにこれとは反対側の端部も切断除去してもよい。また、この折り部除去工程と前記単位封筒形成工程との施す順序を逆にしてもよい。
【0019】
このようにして製造した封筒の使用方法は、上述の第1実施形態の封筒3と同様であるから、その説明は省略する。
【0020】
次に、図6及び図7に基いて第3実施形態を説明する。この第3実施形態は、重ね合わせ部21aと封緘片部21bを有する単位封筒下紙形成部21dが連続状態にある連続封筒下紙21と、前記封緘片部21bと折り部26を介して連接する剥離部22cを有する前記単位封筒下紙形成部21dと同一大の単位封筒上紙形成部21dが連続状態にある連続封筒上紙22とから一辺開口型の封筒(図2参照)を製造するものである。このように、本実施形態における連続封筒下紙21と連続封筒上紙22は折り部26を介して幅方向に連接されている。
【0021】
図6及び図7に示すように、はじめに、連続封筒下紙21と連続封筒上紙22が幅方向に連接されているロール状の連続用紙を引き出して、移送しながら、公知の塗布装置201における接着剤塗布装置201aにより、連続封筒下紙21の各単位封筒下紙形成部21dにおける各重ね合わせ部21aの三周縁に接着剤24aを施し、各封緘片部21bに接着剤24bを塗布する接着剤塗布工程を施す。これと連続して、剥離剤塗布装置201bにより、連続封筒上紙22の剥離部22cに剥離剤25を塗布する剥離剤塗布工程を施す。次いで、公知の折り装置202により、前記連続封筒下紙21に前記連続封筒上紙22を前記折り部26で折り重ねて、前記接着剤24aにより各単位封筒下紙形成部21dと各単位封筒上紙形成部22dの三周縁で接着するとともに、前記封緘片部21bと前記剥離部22cを接着剤24bと剥離剤25により剥離可能に接着する接着工程を施す。
【0022】
続いて、公知のスリッタ203により、連続封筒上紙22のみにその剥離部22cに沿ってスリット27を形成する封緘片形成工程を施す。さらに続いて、公知の図示していないスリッタにより、封緘片部21bと前記剥離部22の境の折り部26を切断除去する折り部除去工程を施した後、公知のロールカッタ204により、連続封筒下紙21と連続封筒上紙22を各単位封筒形成部21d,22d毎に切断する単位封筒形成工程を施して、封筒(図2参照)とするものである。そして、前記スリット27が封筒の開口部となる。なお、前記折り部除去工程において、前記折り部側とともにこれとは反対側の端部も切断除去してもよい。また、前記折り部除去工程と前記単位封筒形成工程の施す順序を逆にしてもよい。
【0023】
このようにして製造した封筒の使用方法は、上述の第1実施形態の封筒3と同様であるから、その説明は省略する。
【0024】
なお、本発明は、上述の各実施形態に限定されるものではなく、例えば、各単位封筒上紙2及び各単位封筒下紙1の少なくとも一方、あるいは各単位封筒上紙形成部12d,22d及び各単位封筒下紙形成部11d,21dの少なくとも一方を、透視可能な材質で構成して収容物を外部から視認可能としたり、同様に少なくとも一方の表出面を印字面として、宛名情報や収容物等の各種情報を印字可能にしてもよい。また、第3実施形態において、開口部を形成するスリット27の幅は用途に応じて適宜設定可能である。同様に、第1及び第2実施形態において、開口部7,17を形成する、単位封筒下紙1あるいは単位封筒下紙形成部11dの剥離部1c,11cの折り返し後の先端縁と、単位封筒上紙2あるいは単位封筒上紙形成部12dの上端縁の間隔の大きさも用途に応じて適宜設定可能である。
【符号の説明】
【0025】
1 単位封筒下紙
2 単位封筒上紙
3 封筒
11,21 連続封筒下紙
11d,21d 単位封筒下紙形成部
12,22 連続封筒上紙
12d,22d 単位封筒上紙形成部
1a,11a,21a 重ね合わせ部
1b,11b,21b 封緘片部
1c,11c,22c 剥離部
4a,4b,14a,14b,24a,24b 接着剤
5,15,25 剥離剤
6,16,26 折り部
7,17 開口部
27 スリット
【特許請求の範囲】
【請求項1】
重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙の前記重ね合わせ部の三周縁と前記封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙の重ね合わせ部と同一大の単位封筒上紙を前記重ね合わせ部に重ねて前記三周縁に塗布した接着剤で互いに接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程からなることを特徴とする封筒の製造方法。
【請求項2】
重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙形成部の重ね合わせ部と同一大の単位封筒上紙形成部が連続状態にある連続封筒上紙を前記重ね合わせ部に対応するよう連続封筒下紙に重ねて前記三周縁の接着剤で前記各重ね合わせ部と各単位封筒上紙形成部の三周縁で接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなることを特徴とする封筒の製造方法。
【請求項3】
重ね合わせ部と封緘片部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙形成部における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布する接着剤塗布工程と、前記単位封筒下紙形成部と同一大で前記封緘片部と折り部を介して連接する剥離部を有する単位封筒上紙形成部が連続状態にある連続封筒上紙の前記剥離部に剥離剤を塗布する剥離剤塗布工程と、前記連続封筒下紙に前記連続封筒上紙を前記折り部で折り重ねて前記接着剤により各単位封筒下紙形成部の重ね合わせ部と各単位封筒上紙形成部の剥離部を除いた三周縁で接着するとともに、前記封緘片部と前記剥離部を剥離可能に接着する接着工程と、前記連続封筒上紙に剥離部の折り部とは反対側に沿ってスリットを形成する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなることを特徴とする封筒の製造方法。
【請求項1】
重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙の前記重ね合わせ部の三周縁と前記封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙の重ね合わせ部と同一大の単位封筒上紙を前記重ね合わせ部に重ねて前記三周縁に塗布した接着剤で互いに接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程からなることを特徴とする封筒の製造方法。
【請求項2】
重ね合わせ部と封緘片部と剥離部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布し、前記剥離部には剥離剤を塗布する塗布工程と、前記単位封筒下紙形成部の重ね合わせ部と同一大の単位封筒上紙形成部が連続状態にある連続封筒上紙を前記重ね合わせ部に対応するよう連続封筒下紙に重ねて前記三周縁の接着剤で前記各重ね合わせ部と各単位封筒上紙形成部の三周縁で接着する接着工程と、前記封緘片部と前記剥離部の境を折り部として前記剥離部を前記封緘片部に折り重ねて剥離可能に接着する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなることを特徴とする封筒の製造方法。
【請求項3】
重ね合わせ部と封緘片部を有する単位封筒下紙形成部が連続状態にある連続封筒下紙の前記各単位封筒下紙形成部における各重ね合わせ部の三周縁と各封緘片部に接着剤を塗布する接着剤塗布工程と、前記単位封筒下紙形成部と同一大で前記封緘片部と折り部を介して連接する剥離部を有する単位封筒上紙形成部が連続状態にある連続封筒上紙の前記剥離部に剥離剤を塗布する剥離剤塗布工程と、前記連続封筒下紙に前記連続封筒上紙を前記折り部で折り重ねて前記接着剤により各単位封筒下紙形成部の重ね合わせ部と各単位封筒上紙形成部の剥離部を除いた三周縁で接着するとともに、前記封緘片部と前記剥離部を剥離可能に接着する接着工程と、前記連続封筒上紙に剥離部の折り部とは反対側に沿ってスリットを形成する封緘片形成工程と、前記封緘片部と前記剥離部の境の前記折り部を切断除去する折り部除去工程と、連続封筒下紙と連続封筒上紙を各単位封筒形成部毎に切断する単位封筒形成工程とからなることを特徴とする封筒の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−107298(P2013−107298A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−254579(P2011−254579)
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000110217)トッパン・フォームズ株式会社 (989)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000110217)トッパン・フォームズ株式会社 (989)
【Fターム(参考)】
[ Back to top ]