
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法

【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形と同時に金型内で文字や図柄などの加飾を行うことができる射出成形同時加飾金型、この金型を用いた射出成形同時加飾装置、及び射出成形同時加飾方法に関する。
【背景技術】
【0002】
一般的な射出成形同時加飾加工においては、加飾シート上の文字や図柄などが施された加飾層が樹脂製品へ密着し、前記樹脂製品と接触しない前記加飾層の余剰部分は前記加飾シート上に残る。このとき、転写面と非転写面との境界部分の切れが悪いと、非転写面が転写面に引っ張られて箔バリが発生したり、非転写面が転写面を引っ張って箔切れ不良が発生したりすることがある。そこで、このような不具合を解消するために、金型内において加飾シートの転写面と非転写面との境界部分をカット加工して箔切れの切り欠きを行う方法、すなわち、フィルムインサート射出成形法によるフィルム切断方法が行われている。
【0003】
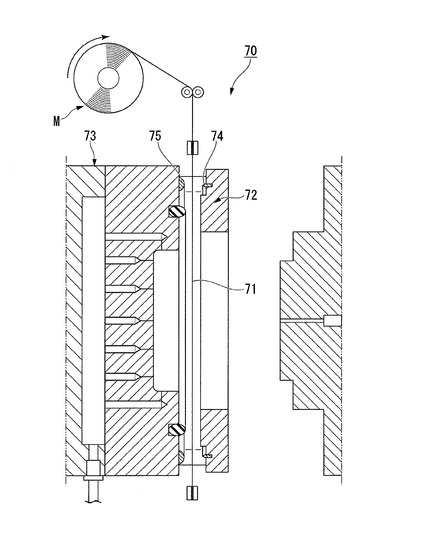
例えば、図12に示すように、巻出機Mから連続して供給される加飾シート71を押えるクランパー72の雌型73側に環状切断刃74を設け、かつ、その環状切断刃74と対向する側に切断具受け部75を設けた射出成形同時絵付装置70が開示されている(例えば、特許文献1参照)。この射出成形同時絵付装置70によれば、加飾シート71をクランパー72によって雌型73に固定する際に、環状切断刃74と切断具受け部75とで挟まれるようにして加飾シート71の余剰部分が切り取られるようになっている。
【0004】
また、加飾シートの加飾層(使用領域)と不使用領域との境界線に沿って、カバーフィルムに貫通しないような切り込みをあらかじめ入れておき、この加飾シートを射出成形用金型のキャビティに嵌め込んで射出成形を行う技術が開示されている(例えば、特許文献2参照)。この技術によれば、加飾シートの絵柄領域はカバーフィルムに覆われているので、三次元加工の射出成形時において絵柄領域に傷が付くおそれはない。また、射出成形後においては、加飾シートの不使用領域を容易に削除することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−117774号公報
【特許文献2】特許第3262750号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記特許文献1に開示された技術は、金型内に連続して供給される加飾シート71をクランパー72によって雌型73に固定する際に、この加飾シート71が環状切断刃74と切断具受け部75とで挟まれるようにして切断されるため、金型から成形品を取り出した後に加飾シート71を構成する基体シートを剥離する工程(後工程)が増えてしまう。また、前記特許文献2に開示された技術は、加飾シートを金型に挿入して射出成形を行う前に、その加飾シートに切り込みを入れて加工する工程(前工程)が増えてしまう。さらに、金型へ加飾シートを挿入する際に、金型と切り込み部分との位置決めが必要となるので、射出成形の工程時間が長くなってしまう。
【0007】
本発明は、このような事情に鑑みてなされたものであり、射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型、この金型を用いた射出成形同時加飾装置、及び射出成形同時加飾方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明に係る射出成形同時加飾金型は、凸型と凹型とを有する金型の内部へ樹脂を射出する際に、情報が記録されて前記凸型と前記凹型との間に配置される加飾シートの転写層を前記金型の内部に射出された樹脂の表面に転写して加飾成形品を生成する射出成形同時加飾金型であって、前記加飾シートと前記凹型との間の空間を減圧し、前記加飾シートを前記凹型の形状に沿わせる吸引機構と、前記凸型に設けられ、前記金型の型締め時に前記転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを付ける切断手段と、を備えることを特徴とする。
【0009】
また、本発明に係る射出成形同時加飾装置は、請求項1から7のいずれかに記載の射出成形同時加飾金型を備えると共に、前記射出成形同時加飾金型の凹型と凸型との間に挿入された前記加飾シートを前記凹型に固定するクランプ手段と、前記加飾シートが前記凹型に固定されたときに形成される該凹型の空間を減圧する吸引手段と、前記凸型から製品を取り出す突出し手段と、前記凹型と前記凸型とによって形成された製品形状を有するキャビティへ溶融された樹脂を射出する射出手段とを備えることを特徴とする。
【0010】
また、本発明に係る射出成形同時加飾方法は、金型の凸型と凹型との間へ情報が記録された加飾シートを挿入する第1の工程と、前記金型の型締め時に、前記凸型に設けられた切断手段が、製品端部に位置する前記加飾シート上の転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを入れる第2の工程と、前記金型の内部へ溶融した樹脂を射出する第3の工程と、前記樹脂と前記転写層とを密着させて該樹脂を冷却させ、加飾成形品を生成する第4の工程と、前記金型の型開き時に、前記切り込みを切欠して前記加飾シートから転写された前記転写層と前記加飾成形品とを分離する第5の工程と、前記加飾成形品と前記加飾シートとをそれぞれ取り出す第6の工程とを含むことを特徴とする。
【発明の効果】
【0011】
本発明によれば、金型内に加飾シートを挿入して型締めを行う際に、切断エッジが加飾シートの転写面と非転写面との境界線に突き当たって、転写層に切り込みを入れている。そのため、金型の型開き時に切り込み部分を切欠して、加飾シートから転写面が転写された加飾成形品(製品)を分離させるので、製品の末端で箔バリや箔切れ不良が発生しないように射出成形と加飾とを同時に行うことができる。したがって、加飾成形品の生産性を改善することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係る射出成形同時加飾装置の構成を示す断面図である。
【図2】図1に示す加飾シートの断面図である。
【図3】図1に示す射出成形同時加飾装置において、第1実施形態に係る金型部分の詳細な断面図である。
【図4】本発明の第1実施形態に係る射出成形同時加飾装置の動作の流れを示すフローチャートである。
【図5】本発明の第1実施形態に係る射出成形同時加飾装置が図4のスッテップS7の動作を行ったときの金型部分の詳細な断面図である。
【図6】図1に示す射出成形同時加飾装置において、第2実施形態に係る金型部分の詳細な断面図である。
【図7】図6に示す金型部分を上面から見た平面図である。
【図8】図1に示す射出成形同時加飾装置において、第3実施形態に係る金型部分の詳細な断面図である。
【図9】図8に示す金型部分を上面から見た平面図である。
【図10】図1に示す射出成形同時加飾装置において、第4実施形態に係る金型部分の詳細な断面図である。
【図11】図10に示す金型部分において、切断エッジが磨耗した状態を示す断面図である。
【図12】従来例に係るフィルムインサート射出成形装置を示す概略断面図である。
【発明を実施するための形態】
【0013】
《概要》
本発明の実施形態に係る射出成形同時加飾金型は、金型内の凸型の部分に切断エッジ(切断手段)を設けている。これにより、金型の凸型と凹型を型締めするときに、切断エッジが、加飾シートにおける転写層の転写面と非転写面との境界部分に切り込みをつけることができる。したがって、型開き時において、切り込み部分の余剰領域を切り欠いて、加飾シートから転写面が転写された製品を分離することができる。これによって、金型の上型(凸型)を開くときに箔バリ不良や箔切れ不良などが発生しないため、加飾成形品の製品としての外観がよく、かつ品質のよい製品を生産することができる。
【0014】
《第1実施形態》
〈射出成形同時加飾装置〉
先ず、本発明の実施形態に係る射出成形同時加飾装置について、図面を参照して詳細に説明する。図1は、本発明の一実施形態に係る射出成形同時加飾装置の構成を示す断面図である。図1に示すように、射出成形同時加飾装置10の金型1は、凸型2と凹型3とによって構成され、凸型2と凹型3との間には、文字や図柄等の情報が記録された加飾シート4が挿入される。
【0015】
図1に示すように、凸型2は、凸型ブロック23、突出し機構(突出し手段)24、リンク25、及びスプル26を含んで構成されている。凸型ブロック23は、製品の裏面形状を有しており、製品の末端となる位置の加飾シート4に切り込みを入れるための切断エッジ(図1では図示せず)を備えている。
【0016】
この凸型ブロック23は、製品の裏面形状を形成するとともに、この加飾シート4の転写面と非転写面との境界線に切り込みを入れるように構成されている。なお、凸型ブロック23による加飾シート4の転写面と非転写面との境界線の切り込み方法の詳細については後述する。また、突出し機構24は、凸型ブロック23の製品の裏面となる位置に配置され、成形品の取出工程時に凸型2から製品を突き出す手段である。
【0017】
また、リンク25は、突出し機構24と凹型3とを接続しており、凹型3が可動する力を利用して突出し機構24を可動させるように構成されている。さらに、スプル26は、凸型2と凹型3から成形される製品形状となるキャビティ11から金型1の外部へつながっており、射出機構27によって射出された溶融樹脂(図示せず)の経路となる。なお、スプル26と射出機構27とによって射出手段が構成される。
【0018】
一方、凹型3は、凹型ブロック31、クランプ32、クランプ機構33、吸引口34、及び吸引機構35を含んで構成されている。凹型ブロック31は、製品表面の形状を有している。また、クランプ32は、クランプ機構33によって挿入された加飾シート4を凹型3へ押付けて加飾シート4がずれないように固定する手段である。なお、クランプ32とクランプ機構33とによってクランプ手段が構成される。
【0019】
また、吸引口34は、吸引機構35と接続していて、クランプ32によって位置決めされた加飾シート4と凹型ブロック31との間の空間を減圧して、加飾シート4が凹型ブロック31の製品表面形状にならうようにしている。なお、吸引口34と吸引機構35とによって吸引手段が構成される。
【0020】
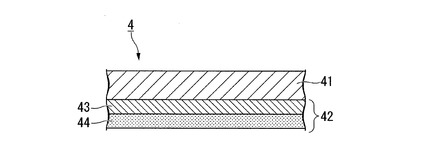
図2は、図1に示す加飾シートの断面図である。図2に示すように、加飾シート4は、基体シート41と転写層42とによって構成されている。転写層42は、基体シート41側から加飾層43と接着層44とが積層された構成となっている。
【0021】
このような構成の加飾シート4において、射出成形時に接着層44がキャビティ11内に射出された樹脂と接着して、成形品に対して転写層42を転写する。なお、加飾層43は、製品に外観意匠性の機能をもたせるものである。
【0022】
〈射出成形同時加飾金型〉
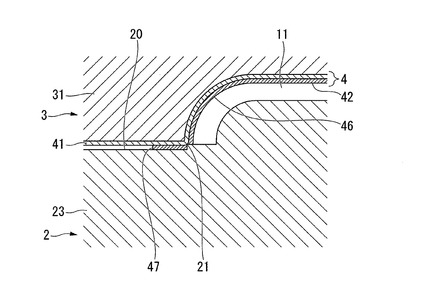
図3は、図1に示す射出成形同時加飾装置において、第1実施形態に係る金型部分の詳細な断面図である。すなわち、図3は、図1に示す金型1における凸型2の凸型ブロック23と凹型3の凹型ブロック31の詳細な構成を示している。
【0023】
図3において、凸型ブロック23に形成された切断エッジ21は、加飾シート4の製品面の末端において該加飾シート4の転写面46と非転写面47との境界に位置している。そして、この切断エッジ21は、凸型ブロック23の金型分割面であるPL面20(Parting・Line)よりも転写層42の厚みと同じ高さだけ突起し、型締め工程時に加飾シート4の転写層42に切り込みを入れるように構成されている。
【0024】
切断エッジ21をこのように構成することにより、図1に示す射出成形同時加飾装置10内に加飾シート4を挿入して金型1の型締めを行うと、図3に示すように、切断エッジ21と凹型ブロック31とのクリアランスが、ちょうど基体シート41の厚みと同じになる。その結果、切断エッジ21が、加飾シート4の転写面46と非転写面47との境界線に突き当たり、転写層42の末端にだけに切り込みを入れることができる。これによって、凸型2と凹型3の型開き時にこの切り込みを切欠して、加飾シート4から転写面46が転写された製品を分離することができる。
【0025】
さらに詳しく説明すると、図1に示す射出成形同時加飾装置10は、図3に示すように、凸型ブロック23の製品末端で加飾シート4の転写面46と非転写面47との境界線にあたる位置に、PL面20から転写層42の厚みと同じ高さの切断エッジ21を設けている。これによって、凸型2と凹型3の型締めと同時に、切断エッジ21が転写層42の転写面46と非転写面47との境界線に切り込みを入れるので、凸型2と凹型3の型開き時に、切り込み部分を切欠して加飾シート4から転写面46が転写された製品を分離することができる。
【0026】
言い換えると、図3において、凸型ブロック23の切断エッジ21は、製品面の末端で加飾シート4の転写面46と非転写面47との境界線に位置して、PL面20から転写層42の厚みと同じ高さだけ突起しているため、凸型2の型締め工程時に凹型3とのクリアランスが基体シート41の厚みと同じ高さになり、転写層42だけに切り込みを入れることができる。
【0027】
また、切断エッジ21は、キャビティ11の一部を形成しているため、凸型ブロック23と同じ材質を用いても構わない。例えば、切断エッジ21は、一般的な凸型ブロック23の型材として使用される快削鋼の一種であるプリハードン鋼を用いることができる。
【0028】
なお、図1に示す射出成形同時加飾装置10において、射出機構27、クランプ機構33、及び吸引機構35は、当業者にとってよく知られているものであり、また、本発明の実施形態とは直接的には関係しないので、それらの詳細な構成は省略する。また、図2の加飾層43は、外観に立体感を持たせる場合や、製品面に機能をもたせる場合には多層構造としてもよい。さらに、図2の転写層42が接着機能を有している場合には、接着層44を設けないで加飾層43のだけの単層構造としてもよい。
【0029】
次に、フローチャートを用いて、図1に示す射出成形同時加飾装置の動作について説明する。図4は、本発明の第1実施形態に係る射出成形同時加飾装置の動作の流れを示すフローチャートである。また、図5は、本発明の第1実施形態に係る射出成形同時加飾装置が図4のスッテップS7の動作を行ったときの金型部分の詳細な断面図である。したがって、図1、図2、図3、及び図5を参照しながら、図4のフローチャートを説明する。
【0030】
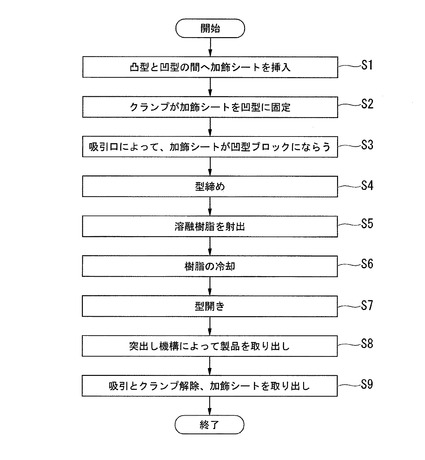
図4のフローチャートに示すように、先ず、加飾シート4を凸型2と凹型3の間に挿入する(ステップS1)。次に、クランプ機構33によってクランプ32を凹型3の方向へ移動させ、クランプ32によって加飾シート4を固定する(ステップS2)。さらに、吸引機構35によって、吸引口34が凹型ブロック31と加飾シート4の間にできた空間を減圧し、加飾シート4がその空間の圧力と外部の圧力との差によって凹型ブロック31の製品表面形状にならう(ステップS3)。
【0031】
次に、金型1の凸型2と凹型3を型締めして、切断エッジ21が加飾シート4に接触して転写層42に切り込みを入れる(ステップS4)。そして、射出機構27によって溶融した樹脂をスプル26から射出し(ステップS5)、金型1内においてその樹脂を冷却すると共に加飾シート4の接着層44が接着する(ステップS6)。
【0032】
その後、金型1の凸型2と凹型3の型開きを行うと、凸型2に密着して転写層42が転写された製品(加飾成形品)から、凹型3にクランプされている加飾シート4が、切断エッジ21でよって形成された切り込みを切欠して剥離される(ステップS7)。このとき、図5に示すように、製品の末端には切り込みが入っているため、加飾シート4の転写面46は樹脂の製品46a側に接着し、非転写面47は加飾シート4側に残る。これによって、凸型2と凹型3の型開きにより、リンク25が可動して突出し機構24が凸型2に密着した製品46aを突き出す(ステップS8)。その後、吸引口34の減圧とクランプ32の解除とを行い、加飾シート4を取り出し(ステップS9)、射出成形サイクルを終了する。
【0033】
以上説明したように、本実施形態の射出成形同時加飾装置においては、金型1内に加飾シート4を挿入して型締めを行う際に、切断エッジ21が加飾シート4の転写面46と非転写面47との境界線に突き当たって転写層42に切り込みを入れるので、金型1の型開きのときに切り込み部分を切欠して加飾シート4から転写面46が転写された製品を分離することができる。これによって、製品の末端で箔バリや箔切れ不良が生じなくなると共に、射出成形と同時に加飾を行うことができる。
【0034】
《第2実施形態》
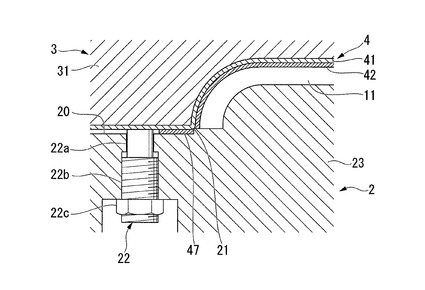
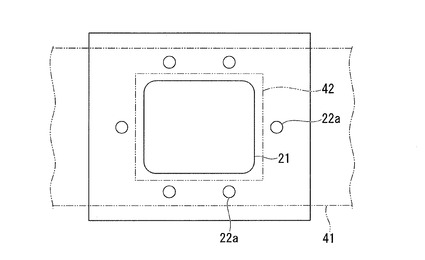
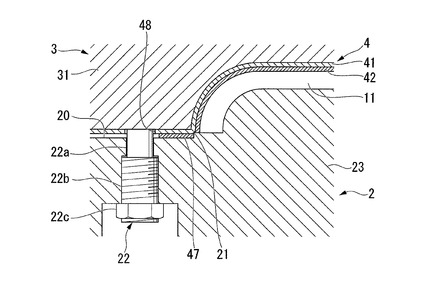
本発明の第2実施形態における射出成形同時加飾装置の基本的な構成は図1と同じであるが、第2実施形態では凸型2と凹型3のクリアランスの調節についてさらに工夫されている。図6は、図1に示す射出成形同時加飾装置において、第2実施形態に係る金型部分の詳細な断面図である。また、図7は、図6に示す金型部分を上面から見た平面図である。すなわち、図7は、図6に示す金型部分を見やすいように、基体シート41と転写層42を二点鎖線で表現したものである。
【0035】
第2実施形態においては、図6に示すように、第1実施形態の構成に加え、型締めの際に基体シート41と突き当たるピン部22aと、ネジ形状によってピン部22aの先端の長さを調整することができる調整部(高さ調整部)22bと、調整後に調整部22bを凸型2へ固定する固定部22cとを有する位置決めピン(位置決め手段)22を備えている。すなわち、図7に示すように、ピン部22aは、基体シート41に突き当たるように複数個(図では6個)配置され、型締めの際に凹型3及び加飾シート4へ突き当たってパーティング面のクリアランスを調整することができる。
【0036】
このように、第2実施形態では、位置決めピン22に設けた調整部22bと固定部22cで位置決めピン22の高さを調整できるようにしているので、金型の組立によって部分的に切り込みが深い部分や浅い部分がないように調整することができる。また、切断エッジ21が磨耗して切り込みが若干浅くなったときには、位置決めピン22の高さを磨耗した分だけ低くして、位置決めピン22が基体シート41と接触するように型締めを行い、転写層42に切り込みを充分に入れることができる。その結果、切断エッジ21の使用寿命を長くすることができる。
【0037】
なお、第2実施形態では、高さ調整(すなわち、パーティング面のクリアランスを調整)に位置決めピン22を用いたが、位置決めピン22よりも基体シート41と広い面積で接触するようなブロック形状を有する高さ調整構造を用いてもよい。
【0038】
《第3実施形態》
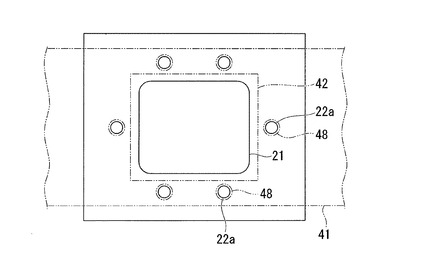
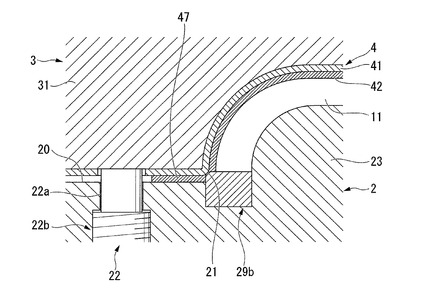
本発明の第3実施形態における射出成形同時加飾装置の基本的な構成は図1と同じであるが、第3実施形態では加飾シート4についてさらに工夫している。図8は、図1に示す射出成形同時加飾装置において、第3実施形態に係る金型部分の詳細な断面図である。また、図9は、図8に示す金型部分を上面から見た平面図である。すなわち、図9は、図8に示す金型部分を見やすいように基体シート41と転写層42を二点鎖線で表現したものである。
【0039】
第3実施形態においては、図8及び図9に示すように、第2実施形態の構成に加えて、加飾シート4が位置決めピン22と金型内で接触しないように配置され、位置決めピン22のピン径よりも大きな逃げ穴48が設けられている。すなわち、図8に示すように、位置決めピン22の高さが切断エッジ21の高さよりも基体シート41の厚み分だけ高く調整してある。このようにして、加飾シート4上に逃げ穴48が空いているため、型締め工程で位置決めピン22と凹型3とが突き当たり凸型2と凹型3とが所定のクリアランスを介して位置決めされる。
【0040】
このように、本実施形態では、加飾シート4上に逃げ穴48が空いているため、位置決めピン22と凹型3が突き当たって凸型2と凹型3とのクリアランスを決めるので、加飾シート4を介してクリアランスの精度を高くするよりも、クリアランスを高精度にすることができる。
【0041】
《第4実施形態》
本発明の第4実施形態における射出成形同時加飾装置の基本的な構成は図1と同じであるが、第4実施形態では、切断部材29bが取り外し交換できるような工夫が施されている。図10は、図1に示す射出成形同時加飾装置において、第4実施形態に係る金型部分の詳細な断面図である。また、図11は、図10に示す金型部分において切断エッジが磨耗した状態を示す断面図である。
【0042】
すなわち、図10に示すように、第4実施形態における射出成形同時加飾装置では、ネジなどによる入れ子構造の切断部材固定具29aによって、切断部材29bが凸型ブロック23に固定されている。したがって、切断部材29bは自在に取り付け/取り外しすることができる。
【0043】
言い換えると、切断部材29bは、入れ子構造の切断部材固定具29aによって凸型ブロック23に固定されているため、連続成形の後に切断部材29bの切断エッジ21が磨耗して加飾シート4の切り込みが浅くなったときには、切断部材固定具29aを取り外して切断部材29bを容易に交換することができる。すなわち、図11に示すように切断部材29bの切断エッジ21が摩耗して丸くなったときには、加飾シート4の切り込みが浅くなってしまうので、切断部材固定具(図11では図示せず)を取り外して、切断エッジ21が磨耗した切断部材29bを容易に交換することができる。
【0044】
このように、本実施形態では、切断部材固定具29aが取り外し容易な入れ子構造となっているので、切断部材29bの切断エッジ21が寿命で磨耗した場合は、金型1を作り直したり、金型1を再加工したりすることなく、容易に、切断エッジ21の良好な切断部材29bに交換することができる。
【0045】
《まとめ》
以上、本発明に係る射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法の実施形態について図面を参照して詳述してきたが、本発明の具体的な構成は上述した実施形態の内容に限定されるものではなく、本発明の趣旨を逸脱しない範囲の設計の変更等があっても、それらは本発明に含まれる。
【産業上の利用可能性】
【0046】
本発明の射出成形同時加飾装置は、文字や図柄等が加飾された加飾成形品などの装飾品の生成等に有効に利用することができる。
【符号の説明】
【0047】
1 金型
2 凸型
3 凹型
4 加飾シート
10 射出成形同時加飾装置
11 キャビティ
20 PL面
21 切断エッジ(切断手段)
22 位置決めピン(位置決め手段)
22a ピン部
22b 調整部(高さ調整部)
22c 固定部
23 凸型ブロック
24 突出し機構(突出し手段)
25 リンク
26 スプル(射出手段)
27 射出機構(射出手段)
29a 切断部材固定具
29b 切断部材
31 凹型ブロック
32 クランプ(クランプ手段)
33 クランプ機構(クランプ手段)
34 吸引口(吸引手段)
35 吸引機構(吸引手段)
41 基体シート
42 転写層
43 加飾層
44 接着層
46 転写面
46a 製品
47 非転写面
48 逃げ穴
70 射出成形同時絵付装置
71 加飾シート
72 凹型
73 環状切断刃
74 切断具受け部
75 エッジ
76 エッジ
77 エッジ
【技術分野】
【0001】
本発明は、射出成形と同時に金型内で文字や図柄などの加飾を行うことができる射出成形同時加飾金型、この金型を用いた射出成形同時加飾装置、及び射出成形同時加飾方法に関する。
【背景技術】
【0002】
一般的な射出成形同時加飾加工においては、加飾シート上の文字や図柄などが施された加飾層が樹脂製品へ密着し、前記樹脂製品と接触しない前記加飾層の余剰部分は前記加飾シート上に残る。このとき、転写面と非転写面との境界部分の切れが悪いと、非転写面が転写面に引っ張られて箔バリが発生したり、非転写面が転写面を引っ張って箔切れ不良が発生したりすることがある。そこで、このような不具合を解消するために、金型内において加飾シートの転写面と非転写面との境界部分をカット加工して箔切れの切り欠きを行う方法、すなわち、フィルムインサート射出成形法によるフィルム切断方法が行われている。
【0003】
例えば、図12に示すように、巻出機Mから連続して供給される加飾シート71を押えるクランパー72の雌型73側に環状切断刃74を設け、かつ、その環状切断刃74と対向する側に切断具受け部75を設けた射出成形同時絵付装置70が開示されている(例えば、特許文献1参照)。この射出成形同時絵付装置70によれば、加飾シート71をクランパー72によって雌型73に固定する際に、環状切断刃74と切断具受け部75とで挟まれるようにして加飾シート71の余剰部分が切り取られるようになっている。
【0004】
また、加飾シートの加飾層(使用領域)と不使用領域との境界線に沿って、カバーフィルムに貫通しないような切り込みをあらかじめ入れておき、この加飾シートを射出成形用金型のキャビティに嵌め込んで射出成形を行う技術が開示されている(例えば、特許文献2参照)。この技術によれば、加飾シートの絵柄領域はカバーフィルムに覆われているので、三次元加工の射出成形時において絵柄領域に傷が付くおそれはない。また、射出成形後においては、加飾シートの不使用領域を容易に削除することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−117774号公報
【特許文献2】特許第3262750号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記特許文献1に開示された技術は、金型内に連続して供給される加飾シート71をクランパー72によって雌型73に固定する際に、この加飾シート71が環状切断刃74と切断具受け部75とで挟まれるようにして切断されるため、金型から成形品を取り出した後に加飾シート71を構成する基体シートを剥離する工程(後工程)が増えてしまう。また、前記特許文献2に開示された技術は、加飾シートを金型に挿入して射出成形を行う前に、その加飾シートに切り込みを入れて加工する工程(前工程)が増えてしまう。さらに、金型へ加飾シートを挿入する際に、金型と切り込み部分との位置決めが必要となるので、射出成形の工程時間が長くなってしまう。
【0007】
本発明は、このような事情に鑑みてなされたものであり、射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型、この金型を用いた射出成形同時加飾装置、及び射出成形同時加飾方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明に係る射出成形同時加飾金型は、凸型と凹型とを有する金型の内部へ樹脂を射出する際に、情報が記録されて前記凸型と前記凹型との間に配置される加飾シートの転写層を前記金型の内部に射出された樹脂の表面に転写して加飾成形品を生成する射出成形同時加飾金型であって、前記加飾シートと前記凹型との間の空間を減圧し、前記加飾シートを前記凹型の形状に沿わせる吸引機構と、前記凸型に設けられ、前記金型の型締め時に前記転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを付ける切断手段と、を備えることを特徴とする。
【0009】
また、本発明に係る射出成形同時加飾装置は、請求項1から7のいずれかに記載の射出成形同時加飾金型を備えると共に、前記射出成形同時加飾金型の凹型と凸型との間に挿入された前記加飾シートを前記凹型に固定するクランプ手段と、前記加飾シートが前記凹型に固定されたときに形成される該凹型の空間を減圧する吸引手段と、前記凸型から製品を取り出す突出し手段と、前記凹型と前記凸型とによって形成された製品形状を有するキャビティへ溶融された樹脂を射出する射出手段とを備えることを特徴とする。
【0010】
また、本発明に係る射出成形同時加飾方法は、金型の凸型と凹型との間へ情報が記録された加飾シートを挿入する第1の工程と、前記金型の型締め時に、前記凸型に設けられた切断手段が、製品端部に位置する前記加飾シート上の転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを入れる第2の工程と、前記金型の内部へ溶融した樹脂を射出する第3の工程と、前記樹脂と前記転写層とを密着させて該樹脂を冷却させ、加飾成形品を生成する第4の工程と、前記金型の型開き時に、前記切り込みを切欠して前記加飾シートから転写された前記転写層と前記加飾成形品とを分離する第5の工程と、前記加飾成形品と前記加飾シートとをそれぞれ取り出す第6の工程とを含むことを特徴とする。
【発明の効果】
【0011】
本発明によれば、金型内に加飾シートを挿入して型締めを行う際に、切断エッジが加飾シートの転写面と非転写面との境界線に突き当たって、転写層に切り込みを入れている。そのため、金型の型開き時に切り込み部分を切欠して、加飾シートから転写面が転写された加飾成形品(製品)を分離させるので、製品の末端で箔バリや箔切れ不良が発生しないように射出成形と加飾とを同時に行うことができる。したがって、加飾成形品の生産性を改善することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係る射出成形同時加飾装置の構成を示す断面図である。
【図2】図1に示す加飾シートの断面図である。
【図3】図1に示す射出成形同時加飾装置において、第1実施形態に係る金型部分の詳細な断面図である。
【図4】本発明の第1実施形態に係る射出成形同時加飾装置の動作の流れを示すフローチャートである。
【図5】本発明の第1実施形態に係る射出成形同時加飾装置が図4のスッテップS7の動作を行ったときの金型部分の詳細な断面図である。
【図6】図1に示す射出成形同時加飾装置において、第2実施形態に係る金型部分の詳細な断面図である。
【図7】図6に示す金型部分を上面から見た平面図である。
【図8】図1に示す射出成形同時加飾装置において、第3実施形態に係る金型部分の詳細な断面図である。
【図9】図8に示す金型部分を上面から見た平面図である。
【図10】図1に示す射出成形同時加飾装置において、第4実施形態に係る金型部分の詳細な断面図である。
【図11】図10に示す金型部分において、切断エッジが磨耗した状態を示す断面図である。
【図12】従来例に係るフィルムインサート射出成形装置を示す概略断面図である。
【発明を実施するための形態】
【0013】
《概要》
本発明の実施形態に係る射出成形同時加飾金型は、金型内の凸型の部分に切断エッジ(切断手段)を設けている。これにより、金型の凸型と凹型を型締めするときに、切断エッジが、加飾シートにおける転写層の転写面と非転写面との境界部分に切り込みをつけることができる。したがって、型開き時において、切り込み部分の余剰領域を切り欠いて、加飾シートから転写面が転写された製品を分離することができる。これによって、金型の上型(凸型)を開くときに箔バリ不良や箔切れ不良などが発生しないため、加飾成形品の製品としての外観がよく、かつ品質のよい製品を生産することができる。
【0014】
《第1実施形態》
〈射出成形同時加飾装置〉
先ず、本発明の実施形態に係る射出成形同時加飾装置について、図面を参照して詳細に説明する。図1は、本発明の一実施形態に係る射出成形同時加飾装置の構成を示す断面図である。図1に示すように、射出成形同時加飾装置10の金型1は、凸型2と凹型3とによって構成され、凸型2と凹型3との間には、文字や図柄等の情報が記録された加飾シート4が挿入される。
【0015】
図1に示すように、凸型2は、凸型ブロック23、突出し機構(突出し手段)24、リンク25、及びスプル26を含んで構成されている。凸型ブロック23は、製品の裏面形状を有しており、製品の末端となる位置の加飾シート4に切り込みを入れるための切断エッジ(図1では図示せず)を備えている。
【0016】
この凸型ブロック23は、製品の裏面形状を形成するとともに、この加飾シート4の転写面と非転写面との境界線に切り込みを入れるように構成されている。なお、凸型ブロック23による加飾シート4の転写面と非転写面との境界線の切り込み方法の詳細については後述する。また、突出し機構24は、凸型ブロック23の製品の裏面となる位置に配置され、成形品の取出工程時に凸型2から製品を突き出す手段である。
【0017】
また、リンク25は、突出し機構24と凹型3とを接続しており、凹型3が可動する力を利用して突出し機構24を可動させるように構成されている。さらに、スプル26は、凸型2と凹型3から成形される製品形状となるキャビティ11から金型1の外部へつながっており、射出機構27によって射出された溶融樹脂(図示せず)の経路となる。なお、スプル26と射出機構27とによって射出手段が構成される。
【0018】
一方、凹型3は、凹型ブロック31、クランプ32、クランプ機構33、吸引口34、及び吸引機構35を含んで構成されている。凹型ブロック31は、製品表面の形状を有している。また、クランプ32は、クランプ機構33によって挿入された加飾シート4を凹型3へ押付けて加飾シート4がずれないように固定する手段である。なお、クランプ32とクランプ機構33とによってクランプ手段が構成される。
【0019】
また、吸引口34は、吸引機構35と接続していて、クランプ32によって位置決めされた加飾シート4と凹型ブロック31との間の空間を減圧して、加飾シート4が凹型ブロック31の製品表面形状にならうようにしている。なお、吸引口34と吸引機構35とによって吸引手段が構成される。
【0020】
図2は、図1に示す加飾シートの断面図である。図2に示すように、加飾シート4は、基体シート41と転写層42とによって構成されている。転写層42は、基体シート41側から加飾層43と接着層44とが積層された構成となっている。
【0021】
このような構成の加飾シート4において、射出成形時に接着層44がキャビティ11内に射出された樹脂と接着して、成形品に対して転写層42を転写する。なお、加飾層43は、製品に外観意匠性の機能をもたせるものである。
【0022】
〈射出成形同時加飾金型〉
図3は、図1に示す射出成形同時加飾装置において、第1実施形態に係る金型部分の詳細な断面図である。すなわち、図3は、図1に示す金型1における凸型2の凸型ブロック23と凹型3の凹型ブロック31の詳細な構成を示している。
【0023】
図3において、凸型ブロック23に形成された切断エッジ21は、加飾シート4の製品面の末端において該加飾シート4の転写面46と非転写面47との境界に位置している。そして、この切断エッジ21は、凸型ブロック23の金型分割面であるPL面20(Parting・Line)よりも転写層42の厚みと同じ高さだけ突起し、型締め工程時に加飾シート4の転写層42に切り込みを入れるように構成されている。
【0024】
切断エッジ21をこのように構成することにより、図1に示す射出成形同時加飾装置10内に加飾シート4を挿入して金型1の型締めを行うと、図3に示すように、切断エッジ21と凹型ブロック31とのクリアランスが、ちょうど基体シート41の厚みと同じになる。その結果、切断エッジ21が、加飾シート4の転写面46と非転写面47との境界線に突き当たり、転写層42の末端にだけに切り込みを入れることができる。これによって、凸型2と凹型3の型開き時にこの切り込みを切欠して、加飾シート4から転写面46が転写された製品を分離することができる。
【0025】
さらに詳しく説明すると、図1に示す射出成形同時加飾装置10は、図3に示すように、凸型ブロック23の製品末端で加飾シート4の転写面46と非転写面47との境界線にあたる位置に、PL面20から転写層42の厚みと同じ高さの切断エッジ21を設けている。これによって、凸型2と凹型3の型締めと同時に、切断エッジ21が転写層42の転写面46と非転写面47との境界線に切り込みを入れるので、凸型2と凹型3の型開き時に、切り込み部分を切欠して加飾シート4から転写面46が転写された製品を分離することができる。
【0026】
言い換えると、図3において、凸型ブロック23の切断エッジ21は、製品面の末端で加飾シート4の転写面46と非転写面47との境界線に位置して、PL面20から転写層42の厚みと同じ高さだけ突起しているため、凸型2の型締め工程時に凹型3とのクリアランスが基体シート41の厚みと同じ高さになり、転写層42だけに切り込みを入れることができる。
【0027】
また、切断エッジ21は、キャビティ11の一部を形成しているため、凸型ブロック23と同じ材質を用いても構わない。例えば、切断エッジ21は、一般的な凸型ブロック23の型材として使用される快削鋼の一種であるプリハードン鋼を用いることができる。
【0028】
なお、図1に示す射出成形同時加飾装置10において、射出機構27、クランプ機構33、及び吸引機構35は、当業者にとってよく知られているものであり、また、本発明の実施形態とは直接的には関係しないので、それらの詳細な構成は省略する。また、図2の加飾層43は、外観に立体感を持たせる場合や、製品面に機能をもたせる場合には多層構造としてもよい。さらに、図2の転写層42が接着機能を有している場合には、接着層44を設けないで加飾層43のだけの単層構造としてもよい。
【0029】
次に、フローチャートを用いて、図1に示す射出成形同時加飾装置の動作について説明する。図4は、本発明の第1実施形態に係る射出成形同時加飾装置の動作の流れを示すフローチャートである。また、図5は、本発明の第1実施形態に係る射出成形同時加飾装置が図4のスッテップS7の動作を行ったときの金型部分の詳細な断面図である。したがって、図1、図2、図3、及び図5を参照しながら、図4のフローチャートを説明する。
【0030】
図4のフローチャートに示すように、先ず、加飾シート4を凸型2と凹型3の間に挿入する(ステップS1)。次に、クランプ機構33によってクランプ32を凹型3の方向へ移動させ、クランプ32によって加飾シート4を固定する(ステップS2)。さらに、吸引機構35によって、吸引口34が凹型ブロック31と加飾シート4の間にできた空間を減圧し、加飾シート4がその空間の圧力と外部の圧力との差によって凹型ブロック31の製品表面形状にならう(ステップS3)。
【0031】
次に、金型1の凸型2と凹型3を型締めして、切断エッジ21が加飾シート4に接触して転写層42に切り込みを入れる(ステップS4)。そして、射出機構27によって溶融した樹脂をスプル26から射出し(ステップS5)、金型1内においてその樹脂を冷却すると共に加飾シート4の接着層44が接着する(ステップS6)。
【0032】
その後、金型1の凸型2と凹型3の型開きを行うと、凸型2に密着して転写層42が転写された製品(加飾成形品)から、凹型3にクランプされている加飾シート4が、切断エッジ21でよって形成された切り込みを切欠して剥離される(ステップS7)。このとき、図5に示すように、製品の末端には切り込みが入っているため、加飾シート4の転写面46は樹脂の製品46a側に接着し、非転写面47は加飾シート4側に残る。これによって、凸型2と凹型3の型開きにより、リンク25が可動して突出し機構24が凸型2に密着した製品46aを突き出す(ステップS8)。その後、吸引口34の減圧とクランプ32の解除とを行い、加飾シート4を取り出し(ステップS9)、射出成形サイクルを終了する。
【0033】
以上説明したように、本実施形態の射出成形同時加飾装置においては、金型1内に加飾シート4を挿入して型締めを行う際に、切断エッジ21が加飾シート4の転写面46と非転写面47との境界線に突き当たって転写層42に切り込みを入れるので、金型1の型開きのときに切り込み部分を切欠して加飾シート4から転写面46が転写された製品を分離することができる。これによって、製品の末端で箔バリや箔切れ不良が生じなくなると共に、射出成形と同時に加飾を行うことができる。
【0034】
《第2実施形態》
本発明の第2実施形態における射出成形同時加飾装置の基本的な構成は図1と同じであるが、第2実施形態では凸型2と凹型3のクリアランスの調節についてさらに工夫されている。図6は、図1に示す射出成形同時加飾装置において、第2実施形態に係る金型部分の詳細な断面図である。また、図7は、図6に示す金型部分を上面から見た平面図である。すなわち、図7は、図6に示す金型部分を見やすいように、基体シート41と転写層42を二点鎖線で表現したものである。
【0035】
第2実施形態においては、図6に示すように、第1実施形態の構成に加え、型締めの際に基体シート41と突き当たるピン部22aと、ネジ形状によってピン部22aの先端の長さを調整することができる調整部(高さ調整部)22bと、調整後に調整部22bを凸型2へ固定する固定部22cとを有する位置決めピン(位置決め手段)22を備えている。すなわち、図7に示すように、ピン部22aは、基体シート41に突き当たるように複数個(図では6個)配置され、型締めの際に凹型3及び加飾シート4へ突き当たってパーティング面のクリアランスを調整することができる。
【0036】
このように、第2実施形態では、位置決めピン22に設けた調整部22bと固定部22cで位置決めピン22の高さを調整できるようにしているので、金型の組立によって部分的に切り込みが深い部分や浅い部分がないように調整することができる。また、切断エッジ21が磨耗して切り込みが若干浅くなったときには、位置決めピン22の高さを磨耗した分だけ低くして、位置決めピン22が基体シート41と接触するように型締めを行い、転写層42に切り込みを充分に入れることができる。その結果、切断エッジ21の使用寿命を長くすることができる。
【0037】
なお、第2実施形態では、高さ調整(すなわち、パーティング面のクリアランスを調整)に位置決めピン22を用いたが、位置決めピン22よりも基体シート41と広い面積で接触するようなブロック形状を有する高さ調整構造を用いてもよい。
【0038】
《第3実施形態》
本発明の第3実施形態における射出成形同時加飾装置の基本的な構成は図1と同じであるが、第3実施形態では加飾シート4についてさらに工夫している。図8は、図1に示す射出成形同時加飾装置において、第3実施形態に係る金型部分の詳細な断面図である。また、図9は、図8に示す金型部分を上面から見た平面図である。すなわち、図9は、図8に示す金型部分を見やすいように基体シート41と転写層42を二点鎖線で表現したものである。
【0039】
第3実施形態においては、図8及び図9に示すように、第2実施形態の構成に加えて、加飾シート4が位置決めピン22と金型内で接触しないように配置され、位置決めピン22のピン径よりも大きな逃げ穴48が設けられている。すなわち、図8に示すように、位置決めピン22の高さが切断エッジ21の高さよりも基体シート41の厚み分だけ高く調整してある。このようにして、加飾シート4上に逃げ穴48が空いているため、型締め工程で位置決めピン22と凹型3とが突き当たり凸型2と凹型3とが所定のクリアランスを介して位置決めされる。
【0040】
このように、本実施形態では、加飾シート4上に逃げ穴48が空いているため、位置決めピン22と凹型3が突き当たって凸型2と凹型3とのクリアランスを決めるので、加飾シート4を介してクリアランスの精度を高くするよりも、クリアランスを高精度にすることができる。
【0041】
《第4実施形態》
本発明の第4実施形態における射出成形同時加飾装置の基本的な構成は図1と同じであるが、第4実施形態では、切断部材29bが取り外し交換できるような工夫が施されている。図10は、図1に示す射出成形同時加飾装置において、第4実施形態に係る金型部分の詳細な断面図である。また、図11は、図10に示す金型部分において切断エッジが磨耗した状態を示す断面図である。
【0042】
すなわち、図10に示すように、第4実施形態における射出成形同時加飾装置では、ネジなどによる入れ子構造の切断部材固定具29aによって、切断部材29bが凸型ブロック23に固定されている。したがって、切断部材29bは自在に取り付け/取り外しすることができる。
【0043】
言い換えると、切断部材29bは、入れ子構造の切断部材固定具29aによって凸型ブロック23に固定されているため、連続成形の後に切断部材29bの切断エッジ21が磨耗して加飾シート4の切り込みが浅くなったときには、切断部材固定具29aを取り外して切断部材29bを容易に交換することができる。すなわち、図11に示すように切断部材29bの切断エッジ21が摩耗して丸くなったときには、加飾シート4の切り込みが浅くなってしまうので、切断部材固定具(図11では図示せず)を取り外して、切断エッジ21が磨耗した切断部材29bを容易に交換することができる。
【0044】
このように、本実施形態では、切断部材固定具29aが取り外し容易な入れ子構造となっているので、切断部材29bの切断エッジ21が寿命で磨耗した場合は、金型1を作り直したり、金型1を再加工したりすることなく、容易に、切断エッジ21の良好な切断部材29bに交換することができる。
【0045】
《まとめ》
以上、本発明に係る射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法の実施形態について図面を参照して詳述してきたが、本発明の具体的な構成は上述した実施形態の内容に限定されるものではなく、本発明の趣旨を逸脱しない範囲の設計の変更等があっても、それらは本発明に含まれる。
【産業上の利用可能性】
【0046】
本発明の射出成形同時加飾装置は、文字や図柄等が加飾された加飾成形品などの装飾品の生成等に有効に利用することができる。
【符号の説明】
【0047】
1 金型
2 凸型
3 凹型
4 加飾シート
10 射出成形同時加飾装置
11 キャビティ
20 PL面
21 切断エッジ(切断手段)
22 位置決めピン(位置決め手段)
22a ピン部
22b 調整部(高さ調整部)
22c 固定部
23 凸型ブロック
24 突出し機構(突出し手段)
25 リンク
26 スプル(射出手段)
27 射出機構(射出手段)
29a 切断部材固定具
29b 切断部材
31 凹型ブロック
32 クランプ(クランプ手段)
33 クランプ機構(クランプ手段)
34 吸引口(吸引手段)
35 吸引機構(吸引手段)
41 基体シート
42 転写層
43 加飾層
44 接着層
46 転写面
46a 製品
47 非転写面
48 逃げ穴
70 射出成形同時絵付装置
71 加飾シート
72 凹型
73 環状切断刃
74 切断具受け部
75 エッジ
76 エッジ
77 エッジ
【特許請求の範囲】
【請求項1】
凸型と凹型とを有する金型の内部へ樹脂を射出する際に、情報が記録されて前記凸型と前記凹型との間に配置される加飾シートの転写層を前記金型の内部に射出された樹脂の表面に転写して加飾成形品を生成する射出成形同時加飾金型であって、
前記加飾シートと前記凹型との間の空間を減圧し、前記加飾シートを前記凹型の形状に沿わせる吸引機構と、
前記凸型に設けられ、前記金型の型締め時に前記転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを付ける切断手段と、
を備えることを特徴とする射出成形同時加飾金型。
【請求項2】
前記切断手段は、前記転写層より硬い材質で形成されていることを特徴とする請求項1に記載の射出成形同時加飾金型。
【請求項3】
前記金型の型締め時に前記転写層を覆う基体シートの表面に突き当たる位置に配置され、該金型の凹型と凸型とをクリアランスを介して位置決めする位置決め手段をさらに備えることを特徴とする請求項1又は2に記載の射出成形同時加飾金型。
【請求項4】
前記位置決め手段は、前記クリアランスを調整するための高さ調整部を備えていることを特徴とする請求項3に記載の射出成形同時加飾金型。
【請求項5】
前記位置決め手段が前記凸型に設けられ、前記基体シートは、前記位置決め手段と接触しないような逃げ穴を備え、前記金型が型締めされるとき、前記位置決め手段が前記金型の凹型に当接することにより前記クリアランスが調整されることを特徴とする請求項3又は4に記載の射出成形同時加飾金型。
【請求項6】
前記切断手段は、前記凸型に着脱可能に設けられていることを特徴とする請求項1から5のいずれか1項に記載の射出成形同時加飾金型。
【請求項7】
請求項1から6のいずれかに記載の射出成形同時加飾金型を備えると共に、
前記射出成形同時加飾金型の凹型と凸型との間に挿入された前記加飾シートを前記凹型に固定するクランプ手段と、
前記加飾シートが前記凹型に固定されたときに形成される該凹型の空間を減圧する吸引手段と、
前記凸型から製品を取り出す突出し手段と、
前記凹型と前記凸型とによって形成された製品形状を有するキャビティへ溶融された樹脂を射出する射出手段と
を備えることを特徴とする射出成形同時加飾装置。
【請求項8】
金型の凸型と凹型との間へ情報が記録された加飾シートを挿入する第1の工程と、
前記金型の型締め時に、前記凸型に設けられた切断手段が、製品端部に位置する前記加飾シート上の転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを入れる第2の工程と、
前記金型の内部へ溶融した樹脂を射出する第3の工程と、
前記樹脂と前記転写層とを密着させて該樹脂を冷却させ、加飾成形品を生成する第4の工程と、
前記金型の型開き時に、前記切り込みを切欠して前記加飾シートから転写された前記転写層と前記加飾成形品とを分離する第5の工程と、
前記加飾成形品と前記加飾シートとをそれぞれ取り出す第6の工程と
を含むことを特徴とする射出成形同時加飾方法。
【請求項1】
凸型と凹型とを有する金型の内部へ樹脂を射出する際に、情報が記録されて前記凸型と前記凹型との間に配置される加飾シートの転写層を前記金型の内部に射出された樹脂の表面に転写して加飾成形品を生成する射出成形同時加飾金型であって、
前記加飾シートと前記凹型との間の空間を減圧し、前記加飾シートを前記凹型の形状に沿わせる吸引機構と、
前記凸型に設けられ、前記金型の型締め時に前記転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを付ける切断手段と、
を備えることを特徴とする射出成形同時加飾金型。
【請求項2】
前記切断手段は、前記転写層より硬い材質で形成されていることを特徴とする請求項1に記載の射出成形同時加飾金型。
【請求項3】
前記金型の型締め時に前記転写層を覆う基体シートの表面に突き当たる位置に配置され、該金型の凹型と凸型とをクリアランスを介して位置決めする位置決め手段をさらに備えることを特徴とする請求項1又は2に記載の射出成形同時加飾金型。
【請求項4】
前記位置決め手段は、前記クリアランスを調整するための高さ調整部を備えていることを特徴とする請求項3に記載の射出成形同時加飾金型。
【請求項5】
前記位置決め手段が前記凸型に設けられ、前記基体シートは、前記位置決め手段と接触しないような逃げ穴を備え、前記金型が型締めされるとき、前記位置決め手段が前記金型の凹型に当接することにより前記クリアランスが調整されることを特徴とする請求項3又は4に記載の射出成形同時加飾金型。
【請求項6】
前記切断手段は、前記凸型に着脱可能に設けられていることを特徴とする請求項1から5のいずれか1項に記載の射出成形同時加飾金型。
【請求項7】
請求項1から6のいずれかに記載の射出成形同時加飾金型を備えると共に、
前記射出成形同時加飾金型の凹型と凸型との間に挿入された前記加飾シートを前記凹型に固定するクランプ手段と、
前記加飾シートが前記凹型に固定されたときに形成される該凹型の空間を減圧する吸引手段と、
前記凸型から製品を取り出す突出し手段と、
前記凹型と前記凸型とによって形成された製品形状を有するキャビティへ溶融された樹脂を射出する射出手段と
を備えることを特徴とする射出成形同時加飾装置。
【請求項8】
金型の凸型と凹型との間へ情報が記録された加飾シートを挿入する第1の工程と、
前記金型の型締め時に、前記凸型に設けられた切断手段が、製品端部に位置する前記加飾シート上の転写層における樹脂の表面に転写すべき転写面と前記加飾シート側に残すべき非転写面との境界に接触し、前記転写層に切り込みを入れる第2の工程と、
前記金型の内部へ溶融した樹脂を射出する第3の工程と、
前記樹脂と前記転写層とを密着させて該樹脂を冷却させ、加飾成形品を生成する第4の工程と、
前記金型の型開き時に、前記切り込みを切欠して前記加飾シートから転写された前記転写層と前記加飾成形品とを分離する第5の工程と、
前記加飾成形品と前記加飾シートとをそれぞれ取り出す第6の工程と
を含むことを特徴とする射出成形同時加飾方法。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−67131(P2013−67131A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208641(P2011−208641)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
[ Back to top ]