
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法
【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形による成形品に用いられる射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法に関するものである。
【背景技術】
【0002】
従来、自動車のランプレンズ等の照明具のレンズには無機ガラスが使用されてきたが、重量が重いため、近年の省燃費化の観点から好ましくなく、また、車両の前輪よりも前方向に重量物が設けられることで運動性能に悪影響を及ぼす可能性があり、さらに、割れ易いといった欠点があった。そこで、重量の軽い高透明性の合成樹脂を用い、射出成形等により成形体を得た後、その表面に塗装を施してハードコート層を設ける手法が検討されてきたが、塗装工程が煩雑になったり、異物の除去が非常に困難であるといった問題があった。
【0003】
一方、三次元曲面などの複雑な表面形状を有する樹脂成形体に加飾を施したり保護層を積層する場合には、射出成形同時積層法が用いられる。射出成形同時積層方法とは、射出成形の際に金型内に挿入された積層用フィルムをキャビティ内に射出注入された溶融した射出樹脂と一体化させて、樹脂成形体表面に加飾を施したり保護層を積層する方法であって、樹脂成形体と一体化される積層用フィルムの構成の違いによって、一般に射出成形同時ラミネート法と射出成形同時転写法に大別される。
射出成形同時転写法においては、射出成形同時転写用の積層用フィルムの転写層側を金型内に向けて転写層側から熱盤によって加熱し、該積層用フィルムが金型内形状に沿うように成形して金型内面に密着させて型締した後、キャビティ内に溶融した射出樹脂を射出して該積層用フィルムと射出樹脂とを一体化し、次いで成形品を冷却して金型から取り出し、積層用フィルムの基材を剥離することにより、転写層を転写した成形品を得る。
【0004】
そこで、上記のような塗装工程を行わずに合成樹脂製照明レンズを製造する方法として、高透明射出成形樹脂により成形体を得ると同時に成形体表面にハードコート層を設ける方法が検討されている(特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−108560号公報
【特許文献2】特開平8−187748号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1、2に記載の技術は、ハードコート層及び基材層を有する転写フィルムをロールトゥロールで供給して金型内に装着し、金型を閉じて真空吸引により金型に密着させ、次いで金型内に溶融樹脂を射出充填するものである。しかしながら、単に真空吸引のみを行った場合、転写フィルムを金型内の形状に十分に沿わせることができず、そのまま射出成形を行った場合、射出樹脂により転写フィルムが局所的に引き伸ばされることがあり、加飾柄が変形したり、フィルムの破れが生じることがある。
そこで、より複雑な形状の予備成形を効率よく行うためには、ロールから金型とフィルムクランプとの間に積層用フィルムを供給し、積層用フィルムの予備成形する領域を含む周囲全周を金型とフィルムクランプとで挟持し、必要に応じて熱盤によって積層用フィルムを加熱した上で、金型側より真空吸引して予備成形を行う方法が好ましい。しかしながら、積層用フィルムが電離放射線硬化性樹脂組成物の硬化物層を有する場合、この層の硬化収縮などによってフィルムの収縮やカールが生じることがあり、フィルムクランプ及び金型で挟持した際に積層用フィルムが折れた状態となり、ここからエアー漏れが生じ、予備成形不良が発生するという問題があった。
また、基材上に保護層を積層してなる積層型の積層用フィルムを用い、当該基材側から溶融樹脂を射出して成形体を得ようとすると、基材を含む積層用フィルムが射出成形体と一体化してしまうため、ロールトゥロールで加飾フィルムを供給することができない。
【0007】
本発明は、このような状況下で、積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時加飾法において、良好な耐カール性及び耐傷性を備える積層用フィルム、及びそれを用いた成形品、並びにそれらの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者らは、前記課題を達成するために鋭意研究を重ねた結果、特定の厚さと引張弾性率を有する基材と保護層を選択することにより、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0009】
すなわち、本発明は、
[1]積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム、
[2]前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートを含む[1]に記載の射出成形同時積層用フィルム、
[3]基材上に電離放射線硬化性樹脂組成物層を積層する工程、及び該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程を含むことを特徴とする[1]又は[2]に記載の射出成形同時積層用フィルムの製造方法、
[4][1]又は[2]に記載の射出成形同時積層用フィルムを、保護層側を金型内に向けつつ供給する工程、該射出成形同時積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持する工程、該射出成形同時積層用フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から成形品を取り出す工程を含む成形品の製造方法、
[5]樹脂成形体、基材及び保護層をこの順に有する成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする成形品、及び
[6]窓材用又は樹脂製カバー用である[5]に記載の成形品、
を提供するものである。
【発明の効果】
【0010】
本発明によれば、積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な耐カール性及び耐傷性を備える積層用フィルム、及びそれを用いた成形品、並びにそれらの製造方法を提供することができる。
【図面の簡単な説明】
【0011】
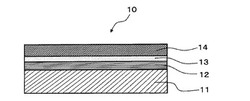
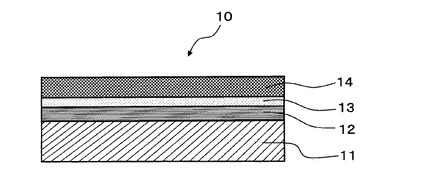
【図1】本発明の積層用フィルムの一例の断面を示す模式図である。
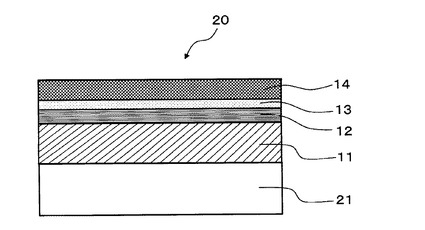
【図2】本発明の成形品の一例の断面を示す模式図である。
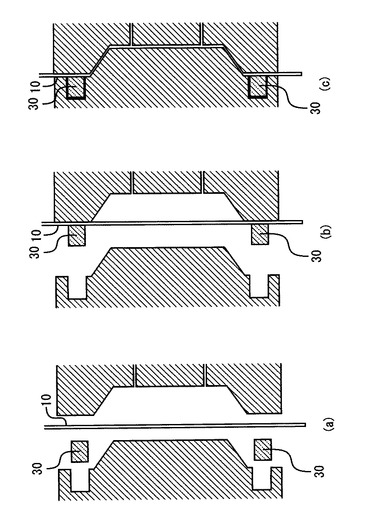
【図3】本発明の成形品の製造方法の各工程を示す模式図である。
【発明を実施するための形態】
【0012】
[積層用フィルム]
本発明の積層用フィルムは、積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする。以下、本発明を、図面を参照しながら説明する。図1は、本発明の積層用フィルムの好ましい態様の一例の断面を示す模式図である。
図1に示される本発明の積層用フィルム10は、基材11上に、装飾層12、プライマー層13及び保護層14を有する。
【0013】
≪基材≫
基材11としては、保護層14よりも引張弾性率が高く、かつ、引張弾性率が3000MPa以下のものであれば特に限定されず、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体などのビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチルなどのアクリル系樹脂;ポリスチレンなどのスチレン系樹脂、アクリロニトリル・ブタジエン・スチレン共重合体、三酢酸セルロース、セロファン、ポリカーボネート、ポリウレタン系などのエラストマー系樹脂などによるものが利用される。これらのうち、成形性及び剥離性が良好である点から、アクリル系樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂(特にポリエチレンテレフタレート)が好ましい。
基材11の引張弾性率は、上述のように保護層14の引張弾性率よりも高く、かつ、3000MPa以下であることが必要であるが、基材11の引張弾性率と保護層14の引張弾性率の差が50MPa以上であると、よりカールの少ない積層用フィルムとなるため好ましく、当該引張弾性率の差はより好ましくは500MPa以上である。
【0014】
基材11の厚さとしては、成形性や形状追従性、取り扱いが容易であるとの観点から、通常40〜300μmであり、40〜250μmが好ましく、50〜200μmがより好ましい。
また、基材11は、これら樹脂の単層シート、あるいは同種又は異種樹脂による複層シートを用いることができる。
【0015】
基材11は、後述する装飾層12との密着性を向上させる目的で、所望により、片面又は両面に酸化法や凹凸化法などによる物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材11の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
【0016】
基材11は、該基材11とその上に設けられる層との層間密着性の強化などを目的として、易接着層を形成するなどの処理を施しても良い。なお、ポリエステルシートとして市販のものを用いる場合には、該市販品は予め上記のような表面処理が施されたものや、易接着剤層が設けられたものも用いることができる。
【0017】
≪装飾層≫
本発明の加飾フィルム10は、基材11上にさらに装飾層12を有してもよい。ここで、装飾層12は、図1に示すように基材11の保護層14側の面に設け、装飾層12が基材11とプライマー層13や保護層14との間に挟持されるようにしてもよいが、装飾層12を基材11上であって保護層14とは反対側の面に設けることもでき、また、基材11と接着剤層との間に挟持されるようにしてもよい。
装飾層12は、通常絵柄層及び/又は隠蔽層により構成される。ここで、絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層であり、隠蔽層は、通常全面ベタ層であり射出樹脂などの着色などを隠蔽するために設けられる層である。隠蔽層には、絵柄層の絵柄を引き立てるために絵柄層の内側に設けられる場合の外、それ単独で装飾層を形成する場合がある。また、当該装飾層は、透明であってもよいし、色付きであってもよい。
本発明における絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層である。絵柄層の絵柄は任意であるが、例えば、木目、石目、布目、砂目、幾何学模様、文字などからなる絵柄を挙げることができる。
装飾層12は、基材11に印刷インキでグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷、昇華転写印刷、インクジェット印刷などの公知の印刷法により形成することで、図1に示すように基材11とプライマー層13との間に形成される。装飾層12の厚みは、意匠性の観点から1〜40μmが好ましく、1〜15μmがより好ましい。
【0018】
装飾層12の形成に用いられる印刷インキのバインダー樹脂としては、ポリエステル系樹脂、ポリウレタン系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、セルロース系樹脂などを好ましく挙げることができるが、アクリル系樹脂単独又はアクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合物を主成分とするのが好ましい。これらの中では、アクリル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂又は別のアクリル系樹脂を混合すると印刷適性、成形適性がより良好となり好ましい。ここで、アクリル系樹脂としては、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、メチル(メタ)アクリレート−ブチル(メタ)アクリレート共重合体、メチル(メタ)アクリレート−スチレン共重合体などのアクリル系樹脂〔ただし、(メタ)アクリレートとは、アクリレート又はメタクリレートをいう〕、フッ素などによる変性アクリル樹脂が挙げられ、これらを1種又は2種以上の混合物として用いることができる。この他、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレートなどの(メタ)アクリル酸アルキルエステルと、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレートなどの分子中に水酸基を有する(メタ)アクリル酸エステルと、を共重合させて得られるアクリルポリオールを用いることもできる。また、塩化ビニル−酢酸ビニル系共重合体樹脂としては、通常、酢酸ビニル含有量が5〜20質量%程度、平均重合度350〜900程度のものが用いられる。必要に応じ、塩化ビニル−酢酸ビニル系共重合体樹脂にさらにマレイン酸、フマル酸などのカルボン酸を共重合させても良い。アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合比は、アクリル系樹脂/塩化ビニル−酢酸ビニル系共重合体樹脂=1/9〜9/1(質量比)程度である。この他、副成分の樹脂として、必要に応じて、適宜その他の樹脂、例えば、熱可塑性ポリエステル系樹脂、熱可塑性ウレタン系樹脂、塩素化ポリエチレン、塩素化ポリプロピレンなどの塩素化ポリオレフィン系樹脂などの樹脂を混合しても良い。
【0019】
本発明に係る装飾層12に用いられる着色剤としては、アルミニウム、クロム、ニッケル、錫、チタン、リン化鉄、銅、金、銀、真鍮などの金属、合金、又は金属化合物の鱗片状箔粉からなるメタリック顔料、マイカ状酸化鉄、二酸化チタン被覆雲母、二酸化チタン被覆オキシ塩化ビスマス、オキシ塩化ビスマス、二酸化チタン被覆タルク、魚鱗箔、着色二酸化チタン被覆雲母、塩基性炭酸鉛などの箔粉からなる真珠光沢(パール)顔料、アルミン酸ストロンチウム、アルミン酸カルシウム、アルミン酸バリウム、硫化亜鉛、硫化カルシウムなどの蛍光顔料、二酸化チタン、亜鉛華、三酸化アンチモンなどの白色無機顔料、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラックなどの無機顔料、イソインドリノンイエロー、ハンザイエローA、キナクリドンレッド、パーマネントレッド4R、フタロシアニンブルー、インダスレンブルーRS、アニリンブラックなどの有機顔料(染料も含む)を1種又は2種以上混合して用いることができる。
【0020】
このような装飾層12は、本発明の積層用フィルムに意匠性を付与するために設けられる層であるが、意匠性を向上させる目的で、さらに金属薄膜層などを形成しても良い。金属薄膜層の形成は、アルミニウム、クロム、金、銀、銅などの金属を用いて、真空蒸着、スパッタリングなどの方法で製膜することができる。この金属薄膜層は全面に設けても、部分的にパターン状に設けても良い。
装飾層12の形成に用いられる印刷インキは、上記成分の他に、沈降防止剤、硬化触媒、紫外線吸収剤、酸化防止剤、レベリング剤、増粘剤、消泡剤、滑剤などを適宜添加することができる。印刷インキは、上記成分を、通常溶剤に溶解又は分散した態様で提供される。溶剤としては、バインダー樹脂を溶解又は分散させるものであれば良く、有機溶剤及び/又は水を使用することができる。有機溶剤としては、トルエン、キシレンなどの炭化水素類、アセトン、メチルエチルケトンなどのケトン類、酢酸エチル、セロソルブアセテート、ブチルセロソルブアセテートなどのエステル類、アルコール類が挙げられる。
【0021】
≪プライマー層≫
本発明の積層用フィルムは、保護層と基材の間に保護層と隣接して、さらにプライマー層13を有することが好ましい。プライマー層13を設けることにより、装飾層12と保護層14との密着性をさらに向上させることができる。プライマー層13は透明又は半透明な層であることが好ましく、ポリウレタン系樹脂、ポリエステル系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、セルロース系樹脂、塩素化ポリエチレン、塩素化ポリプロピレンなどの樹脂の1種単独又は2種以上の混合物が用いられるが、特にポリウレタン系2液硬化型樹脂を用いたものが好ましい。
【0022】
ポリウレタン系2液硬化型樹脂としては、例えば塩化ビニル−酢酸ビニル共重合体系、ポリエステル系、ウレタン系、アクリル系、ポリエーテル系、ポリカーボネート系などのポリマーポリオール単独、又はそれらの混合物に対して、使用直前に硬化剤を添加したものが用いられる。
前記ポリマーポリオールとしては、アクリル系ポリマーポリオール、あるいはポリエステル系ポリマーポリオールが好ましく、アクリル系ポリマーポリオールがより好ましい。アクリル系ポリマーポリオールとしては、(メタ)アクリル酸エチルなどの(メタ)アクリル酸アルキルエステルに、2−ヒドロキシエチルアクリレート、2−ヒドロキシ−3−フェノキシプロピルアクリレート等のヒドロキシアクリレートを共重合させて複数の水酸基を導入したものが好ましく挙げられる。また、ポリエステル系ポリマーポリオールとしては、例えばポリ(エチレンアジペート)、ポリ(ブチレンアジペート)、ポリ(ネオペンチルアジペート)、ポリ(ヘキサメチレンアジペート)、ポリ(ブチレンアゼラエート)、ポリ(ブチレンセバケート)、ポリカプロラクトンなどが用いられる。
また、本発明においては、上記のアクリル系ポリマーポリオールとウレタン樹脂との混合物がより好ましい。
【0023】
硬化剤としては、多価イソシアネートが好ましく、例えば、2,4−トリレンジイソシアネート、キシリレンジイソシアネート、ナフタレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネートなどの芳香族イソシアネート;1,6−ヘキサメチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネートなどの脂肪族(乃至は脂環式)イソシアネート;を用いることができ、あるいは、上記各種イソシアネートの付加体又は多量体、例えば、トリレンジイソシアネートの付加体、トリレンジイソシアネート3量体なども用いることができる。
【0024】
また、本発明において、ポリウレタン系2液硬化型樹脂は、ポリマーポリオールの未硬化時のガラス転移温度Tgが80℃以上であることが好ましく、該ガラス転移温度Tgの上限に特に制限はないが、通常110℃程度であり、好ましいTgは80〜100℃の範囲である。ガラス転移温度Tgが上記範囲内であると、優れた密着性が得られる。
【0025】
プライマー層は、上述のポリウレタン系2液硬化型樹脂と、さらにバインダー樹脂とを含むプライマー層形成用樹脂組成物を用いて形成することもできる。
このバインダー樹脂としては、ガラス転移温度Tgが77℃以下の公知のバインダー樹脂が好ましく用いられ、水酸基を有する化合物であっても、有さない化合物であってもどちらでもよい。プライマー層がガラス転移温度Tgの低いバインダー樹脂を含有することで、鮮明な色を表現することができる。バインダー樹脂として具体的には、ポリウレタン系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、ポリエステル樹脂などを用いることができる。バインダー樹脂として使用可能な樹脂の標準ポリスチレンで換算された重量平均分子量は、好ましくは、1万〜30万であり、より好ましくは、5〜20万である。
バインダー樹脂の含有量は、ポリマーポリオールとバインダー樹脂との合計に対して10〜60質量%であることが好ましい。
【0026】
プライマー層13は、上記樹脂を溶媒に溶解した塗布液を、公知の方法で塗布、乾燥して得ることができる。プライマー層13の厚みについては、通常、0.5〜20μm程度であり、好ましくは、1〜5μmの範囲である。
【0027】
≪保護層≫
保護層14は、電離放射線硬化性樹脂組成物の硬化物であり、この電離放射線硬化性樹脂組成物に用いられる電離放射線硬化性樹脂は、電磁波又は荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線又は電子線などを照射することにより、架橋、硬化する樹脂を指す。具体的には、従来電離放射線硬化性樹脂として慣用されている重合性オリゴマーや重合性モノマーの中から適宜選択して用いることができる。
【0028】
重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、アクリル(メタ)アクリレート系、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系、ポリカーボネート(メタ)アクリレート系、アクリルシリコーン(メタ)アクリレート系のオリゴマーなどが好ましく挙げられる。これらのオリゴマーのうち、多官能性の重合性オリゴマーが好ましく、官能基数としては、2〜16が好ましく、2〜8がより好ましく、2〜6がさらに好ましい。
【0029】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテルなどの分子中にカチオン重合性官能基を有するオリゴマーなどがある。これらの重合性オリゴマーは、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0030】
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート単量体が好適であり、なかでも分子内にエチレン性不飽和結合を2個以上有するような多官能性(メタ)アクリレートが好ましく、1種を単独で、あるいは2種以上を組み合わせて用いて用いればよい。官能基数としては、2〜8が好ましく、2〜6がより好ましく、3〜4がさらに好ましい。
【0031】
本発明においては、前記多官能性(メタ)アクリレートとともに、その粘度を調整するなどの目的で、メチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどの単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0032】
本発明における電離放射線硬化性樹脂組成物としては、上記各種電離放射線硬化性樹脂のうち、少なくとも、ポリカーボネート(メタ)アクリレート又はアクリルシリコーン(メタ)アクリレートと、多官能(メタ)アクリレートとを含有するものを用いると、優れた耐薬品性及び耐傷付き性と良好な三次元成形性とを同時に満足するので、保護層にクラック等が入ることがなく、三次元成形し易く、かつ耐薬品性の高い積層用フィルムを得ることができる点で好ましい。
【0033】
電離放射線硬化性樹脂組成物として、ポリカーボネート(メタ)アクリレート及び多官能(メタ)アクリレートを含有するものを用いる場合、ポリカーボネート(メタ)アクリレートと多官能(メタ)アクリレートとの質量比は好ましくは98:2〜50:50であり、さらに好ましくは95:5〜60:40である。ポリカーボネート(メタ)アクリレートと多官能(メタ)アクリレートの質量比が98:2より大きくなると(即ち、ポリカーボネート(メタ)アクリレートの量が98質量%を超えると)、耐傷付き性が低下する。一方、ポリカーボネート(メタ)アクリレートと多官能(メタ)アクリレートの質量比が50:50より小さくなると(即ち、ポリカーボネート(メタ)アクリレートの量が70質量%未満となると)、三次元成形性が低下してしまう。
本発明に用いられるポリカーボネート(メタ)アクリレートは、特に限定されず、ポリマー主鎖にカーボネート結合を有し、且つ末端あるいは側鎖に(メタ)アクリレートを有するものであれば良い。このポリカーボネート(メタ)アクリレートは、架橋、硬化する観点から、2官能以上有することが好ましく、2〜5官能有することがより好ましい。2官能以上であると、架橋密度が十分となるため、硬化後の保護層14に傷がつきにくくなり、また、5官能以下であると、架橋密度が高すぎないため、積層用フィルムを三次元成形に供した場合であっても、形状に十分に追従することができる。
ポリカーボネート(メタ)アクリレートは、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、500以上であることが好ましく、1,000以上であることがより好ましく、2,000以上であることがさらに好ましい。ポリカーボネート(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から100,000以下が好ましく、50,000以下がより好ましく、20,000以下がさらに好ましく、10,000以下が特に好ましい。耐傷付き性と三次元成形性とを両立させる観点から、2,000〜50,000が好ましく、5,000〜2,0000がより好ましい。
【0034】
電離放射線硬化性樹脂組成物として、アクリルシリコーン(メタ)アクリレート及び多官能(メタ)アクリレートを含有するものを用いる場合、アクリルシリコーン(メタ)アクリレートと多官能(メタ)アクリレートとの質量比は好ましくは50:50〜95:5であり、さらに好ましくは80:20〜95:5である。
本発明に用いられるアクリルシリコーン(メタ)アクリレートは、特に限定されず、1分子中に、アクリル樹脂の構造の一部がシロキサン結合(Si−O)に置換しており、かつ官能基としてアクリル樹脂の側鎖及び/又は主鎖末端に(メタ)アクリロイルオキシ基(アクリロイルオキシ基又はメタアクリロイルオキシ基)を2個以上有しているものであれば良い。
アクリルシリコーン(メタ)アクリレートは、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、1,000以上であることが好ましく、2,000以上であることがより好ましい。アクリルシリコーン(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から150,000以下が好ましく、100,000以下がより好ましい。三次元成形性と耐薬品性と耐傷付き性とを鼎立させる観点から、2,000〜100,000であることが特に好ましい。
【0035】
本発明に用いられる多官能(メタ)アクリレートは、2官能以上の(メタ)アクリレートであれば良く、特に制限はない。ただし、硬化性の観点から3官能以上の(メタ)アクリレートが好ましい。ここで、2官能とは、分子内にエチレン性不飽和結合{(メタ)アクリロイル基}を2個有することをいう。
また、多官能(メタ)アクリレートは、オリゴマー及びモノマーのいずれでも良いが、三次元成形性向上の観点から多官能(メタ)アクリレートオリゴマーが好ましい。
多官能(メタ)アクリレートは、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、500以上であることが好ましく、1,000以上であることがより好ましく、2,000以上であることがさらに好ましく、5,000以上が特に好ましい。多官能(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から100,000以下が好ましく、50,000以下がより好ましく、20,000以下が特に好ましい。耐傷付き性と三次元成形性とを両立させる観点から、さらに好ましくは、2,000〜50,000であり、特に好ましくは、5,000〜20,000である。
【0036】
上記の多官能(メタ)アクリレートオリゴマーとしては、例えばウレタン(メタ)アクリレート系オリゴマー、エポキシ(メタ)アクリレート系オリゴマー、ポリエステル(メタ)アクリレート系オリゴマー、ポリエーテル(メタ)アクリレート系オリゴマーなどが挙げられる。ここで、ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0037】
さらに、他の多官能(メタ)アクリレートオリゴマーとしては、ポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマーなどが挙げられる。
【0038】
また、電離放射線硬化性樹脂として紫外線硬化性樹脂を用いる場合には、光重合用開始剤を紫外線硬化性樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、例えばベンゾインメチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテルなどのベンゾインエーテル類;アセトフェノン、2,2'−ジエトキシアセトフェノン、p−ジメチルアセトフェノン、p−tert−ブチルアセトフェノンなどのアセトフェノン類;ベンゾフェノン、2−クロロベンゾフェノン、p,p'−ビスジメチルアミノベンゾフェノンなどのベンゾフェノン類;2−メチル−1−〔4−(メチルチオ)フェニル〕−2−モンフォリノプロパノン−1,2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリオフェニル)−ブタノン−1などのα−アミノアルキルフェノン類;ベンジルジメチルケタール、チオキサンソン、2−クロロチオキサンソン、2,4−ジエチルチオキサンソンなどのイオウ化合物などが好ましく挙げられる。
光増感剤として、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤などを用いることもできる。
【0039】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。電子線硬化性樹脂は無溶剤化が可能であって、環境や健康の観点からより好ましく、かつ、光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0040】
上記電離放射線硬化性樹脂組成物中には、本発明の効果を奏する範囲で他の樹脂を含有させることができる。例えば、本発明積層用フィルム10に高い耐カール性を付与したい場合や、柔軟性を付与したい場合には、熱可塑性樹脂を添加することができる。一方、溶剤への耐性が必要な場合には、熱可塑性樹脂を含有しないことが好ましい。
熱可塑性樹脂としては、(メタ)アクリル酸エステル等の(メタ)アクリル系樹脂、ポリビニルブチラール等のポリビニルアセタール(ブチラール樹脂)、ポリエチレンテレフタレート,ポリブチレンテレフタレート等のポリエステル樹脂、塩化ビニル樹脂、ウレタン樹脂、ポリエチレン,ポリプロピレン等のポリオレフィン、ポリスチレン,α−メチルスチレン等のスチレン系樹脂、ポリアミド、ポリカーボネート、ポリオキシメチレン等のアセタール樹脂、エチレン−4フッ化エチレン共重合体等のフッ素樹脂、ポリイミド、ポリ乳酸、ポリビニルアセタール樹脂、液晶性ポリエステル樹脂等が挙げられ、これらは1種単独でも又は2種以上を組み合わせて用いても良い。2種以上組み合わせる場合は、これらの樹脂を構成するモノマーの共重合体でも良いし、それぞれの樹脂を混合して用いても良い。
【0041】
上記熱可塑性樹脂のうち、本発明では(メタ)アクリル系樹脂を主成分とするものが好ましく、なかでもモノマー成分として少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなるものが好ましい。
より具体的には、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が好ましい。
【0042】
前記熱可塑性樹脂としては、例えば、重量平均分子量が1万〜25万のものが好ましく、10万〜25万のものがより好ましい。重量平均分子量がこの範囲であると、架橋硬化して保護層を形成した後の成形性及び表面の耐摩耗性、耐擦傷性のいずれも高いレベルで得ることができる。
なお、ここで重量平均分子量とは、ゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算のものである。ここで用いる溶媒としては通常用いられるものを適宜選択して行うことができ、例えば、テトラヒドロフラン(THF)又はN−メチル−2−ピロリジノン(NMP)等が挙げられる。
【0043】
また、前記熱可塑性樹脂の多分散度(重量平均分子量Mw/数平均分子量Mn)が1.1〜3.0の範囲であることが好ましい。多分散度がこの範囲内であると、やはり架橋硬化して保護層を形成した後の成形性及び表面の耐摩耗性、耐擦傷性のいずれも高いレベルで得ることができる。以上の点から、該(メタ)アクリル系樹脂の多分散度は、さらに1.5〜2.5の範囲であることが好ましい。
【0044】
このようにして形成された保護層14には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇機能、防汚機能、防眩機能、反射防止機能、紫外線遮蔽機能、赤外線遮蔽機能等を付与することもできる。
【0045】
添加剤としては、例えば耐候性改善剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤、耐摩耗性向上剤等が挙げられる。
【0046】
本発明においては、保護層14の硬化後の厚さが50μm以下であることを要し、1〜50μmであることが好ましい。保護層14の硬化後の厚さが1μm以上であると透明感、光沢感等、優れた意匠性が得られ、更に耐汚染性、耐擦傷性、耐候性等の保護層としての十分な物性が得られる。一方、50μm以下であると、塗膜の厚みの制御が容易となり、また、成形の際に保護層の割れ、白化等がなく、所望の形状に追従することができるため射出成形同時積層後も良好な意匠性を有することができ、さらに、層内に溶剤が残留して硬化不良を来たすことがない。この観点から、保護層14の硬化後の厚さは2〜20μmの範囲が好ましく、5〜15μmの範囲がさらに好ましい。
【0047】
本発明の積層用フィルム10は射出樹脂との密着性を向上させるため、所望により、積層用フィルム10の裏面(保護層14とは反対側の面)に接着剤層(図示しない。)を設けることができる。接着剤層には、射出樹脂に応じて、熱可塑性樹脂又は硬化性樹脂が用いられる。熱可塑性樹脂としては、アクリル樹脂、アクリル変性ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、塩化ビニル−酢酸ビニル共重合体、熱可塑性ウレタン樹脂、熱可塑性ポリエステル樹脂、ポリアミド樹脂、ゴム系樹脂などが挙げられ、これらは1種又は2種以上を混合して用いることができる。また、熱硬化性樹脂としては、ウレタン樹脂、エポキシ樹脂などが挙げられる。
射出温度の低い射出樹脂を用いる場合には、上記接着剤層を設けることで、基材11が熱融着しない場合であっても良好な接着性が得られるため特に好ましい。
【0048】
≪積層用フィルムの製造方法≫
本発明の積層用フィルムは、例えば、以下の[1]〜[5]の工程により製造することができる。
[1]所望により、基材11の表面にコロナ放電処理又はプラズマ処理を施す工程
[2]所望により、該基材11上に装飾層12を積層する工程、
[3]所望により、該装飾層12上に、プライマー層13を積層する工程、
[4]電離放射線硬化性樹脂組成物層を積層する工程、及び
[5]該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化又は半硬化して保護層14を形成する工程、
基材11上に積層される装飾層12、プライマー層13、及び保護層14の積層方法は、グラビア印刷、ロールコートなどの公知の印刷又は塗布手段が用いられる。
なお、装飾層12を例えば上記のように絵柄層と隠蔽層との組み合わせとする場合は、一層を積層した後、乾燥し、その後次の層を積層すれば良い。
【0049】
本発明における保護層14を形成する工程において、基材11、装飾層12、もしくはプライマー層13上に積層された電離放射線硬化性樹脂組成物層を半硬化させてもよいし、硬化させてもよいが、硬化物であると表面性能が良好となり、該樹脂組成物を後述する所定のものとすることで、硬化物であっても成形性が良好となるため、硬化させることが好ましい。該電離放射線硬化性樹脂組成物層を硬化させる場合には、該樹脂組成物層に電子線、紫外線などの電離放射線を照射して硬化させることができる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で電離放射線硬化性樹脂組成物層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材11への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂組成物層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜70kGy(1〜7Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
【0050】
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
【0051】
≪積層用フィルムの用途≫
本発明の積層用フィルムは、成形品に優れた耐汚染性、及び成形性を付与しうるものである。本発明の積層用フィルムは、この特性をいかして、自動車の照明器具等の無機ガラス代替材料の分野、家庭用電化製品、自動車内外装品などの分野や、パソコンの分野、とりわけパソコンの筐体など、幅広い分野で用いられる部材に加飾を施したり保護層を積層する際に好適に使用することができる。
【0052】
[成形品の製造方法]
本発明の積層用フィルムは、射出成形同時積層法に好適に用いられる。本発明の成形品は、例えば射出成形同時積層法により製造することができる。より具体的には、本発明の成形品は、例えば、以下の工程(1)〜(7)により製造することができる。
(1)上記積層用フィルムを、保護層側を金型内に向けつつ供給する工程、
(2)該射出成形同時積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持する工程、
(3)必要に応じて設けられる、熱盤によって該射出成形同時積層用フィルムの予備成形する領域を加熱する工程、
(4)該射出成形同時積層用フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、
(5)射出樹脂を金型内に射出する工程、
(6)該射出樹脂が冷却した後に金型から成形品を取り出す工程、及び
(7)必要に応じて設けられる、半硬化状態の保護層14を硬化する工程。
【0053】
上記工程(1)においては、図3(a)に示すように、加飾フィルム10はフィルムクランプ30と金型40との間に垂下するように供給される。
【0054】
上記工程(2)は、供給された積層用フィルム10の端部が、フィルム送り装置によりフィルムクランプと金型との間に垂下しているところ、これをフィルムクランプと金型とで挟持し、固定する(図3(b)参照)。これによって、積層用フィルムの予備成形する領域と金型内部の空間とが密閉され、金型側より真空吸引することで積層用フィルムの予備成形が可能となる。
【0055】
上記工程(3)は、深絞り形状の成形を行う際に設けると、加熱により積層用フィルムが軟化し、金型形状への追従性が良好となるため好ましい。
【0056】
上記工程(4)において、積層用フィルムを金型内形状に沿うように金型内面に密着させる方法としては、真空引きして行う方法などが挙げられる。型締した状態を図3(c)に示す。
上記工程(2)と同時またはそれ以降から工程(6)以前で金型内の積層用フィルムをロール部分から切り離す場合には、電熱線などによって切断することができる。
【0057】
上記工程(5)においては、後述する射出樹脂を溶融させて、キャビティ内に射出して本発明の積層用フィルムと射出樹脂とを一体化させる。射出樹脂が熱可塑性樹脂の場合は、加熱溶融によって流動状態にして、また、射出樹脂が熱硬化性樹脂の場合は、未硬化の液状組成物を室温又は適宜加熱して流動状態で射出して、冷却して固化させる。これによって、積層用フィルムが、形成された樹脂成形体と一体化して貼り付き、成形品となる。射出樹脂の加熱温度は、射出樹脂によるが、一般に180〜320℃程度である。
このようにして得られた成形品は、冷却した後に金型から取り出した後、樹脂成形体21、基材11、必要に応じて設けられる装飾層12、プライマー層13及び保護層14をこの順に有する成形品となる。
【0058】
≪射出樹脂≫
成形品に用いられる射出樹脂としては、射出成形可能な熱可塑性樹脂あるいは、熱硬化性樹脂(1液又は2液硬化性樹脂を含む)であれば特に制限されず、様々な樹脂を用いることができる。このような熱可塑性樹脂材料としては、例えばポリ塩化ビニル、ポリ塩化ビニリデンなどのビニル系重合体;ポリスチレン、アクリロニトリル−スチレン系共重合体、ABS樹脂(アクリロニトリル−ブタジエン−スチレン共重合体樹脂)などのスチレン系樹脂;ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリアクリロニトリルなどのアクリル系樹脂;ポリエチレン、ポリプロピレン、ポリブテンなどのポリオレフィン系樹脂、ポリエチレンテレフタレート、エチレングリコール−テレフタル酸−イソフタル酸共重合体、ポリブチレンテレフタレートなどのポリエステル系樹脂;ポリカーボネート樹脂などが挙げられる。また、熱硬化性樹脂としては、1液又は2液反応硬化型のポリウレタン系樹脂、エポキシ系樹脂などが挙げられる。これらの樹脂は、単独でも良いし、二種以上混合して用いても良い。
【0059】
また、これらの樹脂には、必要に応じて各種添加剤、例えば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、難燃剤、可塑剤、シリカ、アルミナ、炭酸カルシウム、水酸化アルミニウムなどの無機物粉末、木粉、ガラス繊維などの充填剤、滑剤、離型剤、帯電防止剤、着色剤などを添加することができる。なお、射出樹脂は、用途に応じて適宜、着色剤を添加して着色した樹脂を使用しても良い。着色剤には、前述の基材に用いることのできるものと同様の公知の着色剤を使用できる。
成形品を構成する射出樹脂成形体の厚みについては特に制限はなく、当該成形品の用途に応じて選定されるが、通常1〜5mm、好ましくは2〜3mmである。
【0060】
[成形品]
本発明の成形品は、上記したように本発明の積層用フィルムを用いて製造することができ、その構成は、樹脂成形体、基材及び保護層を順に有し、好ましくは樹脂成形体、基材、装飾層、プライマー層及び保護層を順に有し、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とするものである。また、本発明の成形品は、樹脂成形体と保護層との間に、所望に応じて接着剤層やプライマー層を有していてもよく、より具体的には、樹脂成形体、接着剤層、装飾層、プライマー層、保護層、離型層、及び基材を順に有する層構成であってもよい。ここで、接着剤層、装飾層、プライマー層、保護層、離型層、及び基材は、本発明の積層用フィルムの層として説明したものと同じものである。
【0061】
図2は、本発明の成形品の好ましい態様の一例の断面を示す模式図である。
成形品20は、樹脂成形体21上に、基材11、装飾層12、プライマー層13及び保護層14が積層一体化された構造を有している。ここで、基材11、装飾層12、プライマー層13及び保護層14は、本発明の積層用フィルムの層として説明したものと同じものである。
本発明の成形品は、優れた耐汚染性を有し、また、優れた成形性が得られる本発明の積層用フィルムを使用することで、仕上がりにも優れたものとなる。
本発明の成形品は、これらの優れた特性をいかして、自動車の照明具等の無機ガラス代替材料の分野や、家庭用電化製品、自動車内外装品などの分野や、あるいはパソコンの分野、とりわけパソコンの筐体など、幅広い分野において好適に使用することができる。
【実施例】
【0062】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
【0063】
<評価方法>
(1)保護層の引張弾性率
保護層を形成するために用いた電子線硬化性樹脂組成物を、2軸延伸ポリエステルフィルム上にバーコーターで塗布して、加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して架橋硬化させて、保護層(厚み:20μm)を形成した。当該保護層をポリエステルフィルムから剥離して得たサンプルを用いて、JIS K7127に準拠した短冊型試験片に打ち抜いたシートを用意し、25℃の温度環境下にて、引張圧縮試験機(オリエンテック(株)製 テンシロン RTC−1250A)を用い、引張速度50mm/分、チャック間距離80mm、幅25mmの条件で測定して得られた引張応力−ひずみ曲線の初めの直線部分から、次の式によって計算した。
E=Δρ/Δε
E:引張弾性率
Δρ:直線上の2点間の元平均断面積による応力差
Δε:同じ2点間のひずみ差
(2)基材の引張弾性率
基材を、JIS K7127に準拠した短冊型試験片に打ち抜いたシートを用意し、25℃の温度環境下にて、引張圧縮試験機(オリエンテック(株)製 テンシロン RTC−1250A)を用い、引張速度50mm/分、チャック間距離80mm、幅25mmの条件で測定して得られた引張応力−ひずみ曲線の初めの直線部分から、次の式によって計算した。
E=Δρ/Δε
E:引張弾性率
Δρ:直線上の2点間の元平均断面積による応力差
Δε:同じ2点間のひずみ差
(3)成形性
各実施例及び比較例で得た積層用フィルムを用いて、以下に示すようにして樹脂成形品を作製した。また、得られた成形品について、成形後の外観にて評価した。評価基準は以下のとおりである。
<樹脂成形品の作製>
各実施例及び比較例で得られた積層用フィルムを熱盤温度350℃で加熱して該積層用フィルムの温度が100℃とし、射出成形の金型内形状に沿うように真空成形して、金型内面に密着させた。金型は、80mm角の大きさで、絞り3mm、コーナー部が11Rのトレー状である形状のものを用いた。一方、射出樹脂としてABS樹脂(「クララスチックMTH−2(商品名)」,日本エイアンドエル(株)製)を用いて、これを230℃にて溶融状態にしてから、キャビティ内に射出した。温度60℃の金型から取り出し、表面に基材シート、絵柄層、隠蔽層及び接着剤層からなる転写層を転写形成してなる図2に示す構成の成形品20を得た。
<評価基準>
◎:成形品外観に割れ、白化等の外観不良が見られなかった。(最大伸度100%)
○:最大伸展部に微細な割れ、白化等が見られるが、浅絞り形状(伸度50%)では、割れ、白化等の外観不良が見られなかった。
△:最大伸展部に割れ、白化等が見られるが、浅絞り形状(伸度25%)では、割れ、白化等の外観不良が見られなかった。
×:割れ、白化等の外観不良が著しかった。
【0064】
(4)耐カール性
各実施例及び比較例で得た積層用フィルムを用いて、400mm幅のロールを作成し、このロールより流れ方向に積層用フィルムを80mm引き出し、鉛直方向にフィルムを垂らし、鉛直方向からのカール幅を測定した。
○:カール幅が50mm以下であった
×:カール幅が50mm超であった
(5)耐傷性
各実施例及び比較例で得られた積層用フィルムについて、スチールウール(日本スチールウール株式会社製、ボンスター#0000)を用いて、1.5kgの荷重をかけて5往復擦り、外観を目視で評価した。評価基準は以下のとおりである。
○ :表面に微細な傷が認められたが、塗膜の削れや白化がなかった。
△ :若干の塗膜の削れや白化が認められた。
× :表面に著しい傷があった。
【0065】
実施例1(積層用フィルムの製造)
基材シート(アクリルシート、厚み:100μm、引張弾性率:2450MPa)上に、アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂とをバインダー樹脂とした黒色系印刷インキ(アクリル樹脂:50質量%、塩化ビニル−酢酸ビニル系共重合体樹脂:50質量%)を塗布量3g/m2でグラビア印刷を施して全面ベタ層の装飾層を形成した。
次に、ポリウレタン系2液硬化型樹脂(アクリル系ポリマーポリオールと硬化剤としてキシリレンジイソシアネートとを、NCO当量とOH当量とが同量になるように含む組成物,ガラス転移温度Tg(ポリオールの未硬化時):100℃)の溶液をグラビア印刷により塗布して、プライマー層(厚み1.5μm)を形成した。
さらに、2官能ポリカーボネート系ウレタンアクリレート(重量平均分子量:10,000)94質量部、及び6官能ウレタンアクリレート(重量平均分子量:6,000)6質量部からなる樹脂成分、紫外線吸収剤1.1質量部、光安定剤0.6質量部、並びにレベリング剤0.2質量部を含む電離放射線硬化性樹脂組成物を、上記プライマー層上にバーコーターで塗布して、加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して架橋硬化させて、保護層(厚み:10μm)を形成し、図1に示す構成の積層用フィルムを作製した。
該積層用フィルムについて上記方法にて評価した。その評価結果を第1表に示す。
【0066】
実施例2〜12及び比較例1〜3
実施例1において、基材や電離放射線硬化性樹脂を第1表に示すものとした以外は実施例1と同様にして積層用フィルムを作製し、それぞれについて上記方法にて評価した。評価結果を第1表に示す。
【0067】
比較例4
実施例1で用いた基材シートについて上記方法にて評価した。その評価結果を第1表に示す。
【0068】
【表1】

【0069】
電離放射線硬化性樹脂組成物A(樹脂成分):2官能ポリカーボネート系ウレタンアクリレート(重量平均分子量:10,000)94質量部、及び6官能ウレタンアクリレート(重量平均分子量:6,000)6質量部
電離放射線硬化性樹脂組成物B(樹脂成分):アクリルポリマー(重量平均分子量:120,000)60質量部、及び3官能アクリレートモノマー(分子量:298)40質量部
電離放射線硬化性樹脂組成物C(樹脂成分):3.9官能ウレタンアクリレートオリゴマー 30質量部、及び2官能アクリレートモノマー 70質量部
電離放射線硬化性樹脂組成物D(樹脂成分):2官能ポリカーボネート系ウレタンアクリレート(重量平均分子量:10,000)50質量部、及び4官能ウレタンアクリレート(重量平均分子量20,000)50質量部
電離放射線硬化性樹脂組成物E(樹脂成分):3官能アクリレートモノマー(重量平均分子量:296)
【産業上の利用可能性】
【0070】
本発明の積層用フィルムは、樹脂成形品に加飾を施したり保護層を積層するための射出成形同時積層法に用いられる積層用フィルムとして有用である。また、本発明の積層用フィルムは、成形品に優れた耐汚染性、及び成形性を付与するため、本発明の成形品は、優れた耐汚染性を有し、また、優れた成形性が得られる本発明の積層用フィルムを使用することで、仕上がりにも優れたものとなる。よって、本発明の成形品は、自動車の照明具等の無機ガラス代替材料の分野や、家庭用電化製品、自動車内外装品などの分野、あるいはパソコンの分野、とりわけパソコンの筐体など、幅広い分野において好適に使用することができる。また、本発明の成形品は、特に衝撃などにより発生する破片などの飛散防止が求められる、自動車、列車、船舶、航空機等の車輌に用いられる車輌用窓材や樹脂製カバーなどの用途にも好適に用いられる。
【符号の説明】
【0071】
10 積層用フィルム
11 基材
12 装飾層
13 プライマー層
14 保護層
20 成形品
21 樹脂成形体
30 フィルムクランプ
【技術分野】
【0001】
本発明は、射出成形による成形品に用いられる射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法に関するものである。
【背景技術】
【0002】
従来、自動車のランプレンズ等の照明具のレンズには無機ガラスが使用されてきたが、重量が重いため、近年の省燃費化の観点から好ましくなく、また、車両の前輪よりも前方向に重量物が設けられることで運動性能に悪影響を及ぼす可能性があり、さらに、割れ易いといった欠点があった。そこで、重量の軽い高透明性の合成樹脂を用い、射出成形等により成形体を得た後、その表面に塗装を施してハードコート層を設ける手法が検討されてきたが、塗装工程が煩雑になったり、異物の除去が非常に困難であるといった問題があった。
【0003】
一方、三次元曲面などの複雑な表面形状を有する樹脂成形体に加飾を施したり保護層を積層する場合には、射出成形同時積層法が用いられる。射出成形同時積層方法とは、射出成形の際に金型内に挿入された積層用フィルムをキャビティ内に射出注入された溶融した射出樹脂と一体化させて、樹脂成形体表面に加飾を施したり保護層を積層する方法であって、樹脂成形体と一体化される積層用フィルムの構成の違いによって、一般に射出成形同時ラミネート法と射出成形同時転写法に大別される。
射出成形同時転写法においては、射出成形同時転写用の積層用フィルムの転写層側を金型内に向けて転写層側から熱盤によって加熱し、該積層用フィルムが金型内形状に沿うように成形して金型内面に密着させて型締した後、キャビティ内に溶融した射出樹脂を射出して該積層用フィルムと射出樹脂とを一体化し、次いで成形品を冷却して金型から取り出し、積層用フィルムの基材を剥離することにより、転写層を転写した成形品を得る。
【0004】
そこで、上記のような塗装工程を行わずに合成樹脂製照明レンズを製造する方法として、高透明射出成形樹脂により成形体を得ると同時に成形体表面にハードコート層を設ける方法が検討されている(特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−108560号公報
【特許文献2】特開平8−187748号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1、2に記載の技術は、ハードコート層及び基材層を有する転写フィルムをロールトゥロールで供給して金型内に装着し、金型を閉じて真空吸引により金型に密着させ、次いで金型内に溶融樹脂を射出充填するものである。しかしながら、単に真空吸引のみを行った場合、転写フィルムを金型内の形状に十分に沿わせることができず、そのまま射出成形を行った場合、射出樹脂により転写フィルムが局所的に引き伸ばされることがあり、加飾柄が変形したり、フィルムの破れが生じることがある。
そこで、より複雑な形状の予備成形を効率よく行うためには、ロールから金型とフィルムクランプとの間に積層用フィルムを供給し、積層用フィルムの予備成形する領域を含む周囲全周を金型とフィルムクランプとで挟持し、必要に応じて熱盤によって積層用フィルムを加熱した上で、金型側より真空吸引して予備成形を行う方法が好ましい。しかしながら、積層用フィルムが電離放射線硬化性樹脂組成物の硬化物層を有する場合、この層の硬化収縮などによってフィルムの収縮やカールが生じることがあり、フィルムクランプ及び金型で挟持した際に積層用フィルムが折れた状態となり、ここからエアー漏れが生じ、予備成形不良が発生するという問題があった。
また、基材上に保護層を積層してなる積層型の積層用フィルムを用い、当該基材側から溶融樹脂を射出して成形体を得ようとすると、基材を含む積層用フィルムが射出成形体と一体化してしまうため、ロールトゥロールで加飾フィルムを供給することができない。
【0007】
本発明は、このような状況下で、積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時加飾法において、良好な耐カール性及び耐傷性を備える積層用フィルム、及びそれを用いた成形品、並びにそれらの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者らは、前記課題を達成するために鋭意研究を重ねた結果、特定の厚さと引張弾性率を有する基材と保護層を選択することにより、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0009】
すなわち、本発明は、
[1]積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム、
[2]前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートを含む[1]に記載の射出成形同時積層用フィルム、
[3]基材上に電離放射線硬化性樹脂組成物層を積層する工程、及び該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程を含むことを特徴とする[1]又は[2]に記載の射出成形同時積層用フィルムの製造方法、
[4][1]又は[2]に記載の射出成形同時積層用フィルムを、保護層側を金型内に向けつつ供給する工程、該射出成形同時積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持する工程、該射出成形同時積層用フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から成形品を取り出す工程を含む成形品の製造方法、
[5]樹脂成形体、基材及び保護層をこの順に有する成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする成形品、及び
[6]窓材用又は樹脂製カバー用である[5]に記載の成形品、
を提供するものである。
【発明の効果】
【0010】
本発明によれば、積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な耐カール性及び耐傷性を備える積層用フィルム、及びそれを用いた成形品、並びにそれらの製造方法を提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の積層用フィルムの一例の断面を示す模式図である。
【図2】本発明の成形品の一例の断面を示す模式図である。
【図3】本発明の成形品の製造方法の各工程を示す模式図である。
【発明を実施するための形態】
【0012】
[積層用フィルム]
本発明の積層用フィルムは、積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする。以下、本発明を、図面を参照しながら説明する。図1は、本発明の積層用フィルムの好ましい態様の一例の断面を示す模式図である。
図1に示される本発明の積層用フィルム10は、基材11上に、装飾層12、プライマー層13及び保護層14を有する。
【0013】
≪基材≫
基材11としては、保護層14よりも引張弾性率が高く、かつ、引張弾性率が3000MPa以下のものであれば特に限定されず、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体などのビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂;ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチルなどのアクリル系樹脂;ポリスチレンなどのスチレン系樹脂、アクリロニトリル・ブタジエン・スチレン共重合体、三酢酸セルロース、セロファン、ポリカーボネート、ポリウレタン系などのエラストマー系樹脂などによるものが利用される。これらのうち、成形性及び剥離性が良好である点から、アクリル系樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂(特にポリエチレンテレフタレート)が好ましい。
基材11の引張弾性率は、上述のように保護層14の引張弾性率よりも高く、かつ、3000MPa以下であることが必要であるが、基材11の引張弾性率と保護層14の引張弾性率の差が50MPa以上であると、よりカールの少ない積層用フィルムとなるため好ましく、当該引張弾性率の差はより好ましくは500MPa以上である。
【0014】
基材11の厚さとしては、成形性や形状追従性、取り扱いが容易であるとの観点から、通常40〜300μmであり、40〜250μmが好ましく、50〜200μmがより好ましい。
また、基材11は、これら樹脂の単層シート、あるいは同種又は異種樹脂による複層シートを用いることができる。
【0015】
基材11は、後述する装飾層12との密着性を向上させる目的で、所望により、片面又は両面に酸化法や凹凸化法などによる物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材11の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
【0016】
基材11は、該基材11とその上に設けられる層との層間密着性の強化などを目的として、易接着層を形成するなどの処理を施しても良い。なお、ポリエステルシートとして市販のものを用いる場合には、該市販品は予め上記のような表面処理が施されたものや、易接着剤層が設けられたものも用いることができる。
【0017】
≪装飾層≫
本発明の加飾フィルム10は、基材11上にさらに装飾層12を有してもよい。ここで、装飾層12は、図1に示すように基材11の保護層14側の面に設け、装飾層12が基材11とプライマー層13や保護層14との間に挟持されるようにしてもよいが、装飾層12を基材11上であって保護層14とは反対側の面に設けることもでき、また、基材11と接着剤層との間に挟持されるようにしてもよい。
装飾層12は、通常絵柄層及び/又は隠蔽層により構成される。ここで、絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層であり、隠蔽層は、通常全面ベタ層であり射出樹脂などの着色などを隠蔽するために設けられる層である。隠蔽層には、絵柄層の絵柄を引き立てるために絵柄層の内側に設けられる場合の外、それ単独で装飾層を形成する場合がある。また、当該装飾層は、透明であってもよいし、色付きであってもよい。
本発明における絵柄層は、模様や文字などとパターン状の絵柄を表現するために設けられる層である。絵柄層の絵柄は任意であるが、例えば、木目、石目、布目、砂目、幾何学模様、文字などからなる絵柄を挙げることができる。
装飾層12は、基材11に印刷インキでグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷、昇華転写印刷、インクジェット印刷などの公知の印刷法により形成することで、図1に示すように基材11とプライマー層13との間に形成される。装飾層12の厚みは、意匠性の観点から1〜40μmが好ましく、1〜15μmがより好ましい。
【0018】
装飾層12の形成に用いられる印刷インキのバインダー樹脂としては、ポリエステル系樹脂、ポリウレタン系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、セルロース系樹脂などを好ましく挙げることができるが、アクリル系樹脂単独又はアクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合物を主成分とするのが好ましい。これらの中では、アクリル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂又は別のアクリル系樹脂を混合すると印刷適性、成形適性がより良好となり好ましい。ここで、アクリル系樹脂としては、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、メチル(メタ)アクリレート−ブチル(メタ)アクリレート共重合体、メチル(メタ)アクリレート−スチレン共重合体などのアクリル系樹脂〔ただし、(メタ)アクリレートとは、アクリレート又はメタクリレートをいう〕、フッ素などによる変性アクリル樹脂が挙げられ、これらを1種又は2種以上の混合物として用いることができる。この他、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレートなどの(メタ)アクリル酸アルキルエステルと、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレートなどの分子中に水酸基を有する(メタ)アクリル酸エステルと、を共重合させて得られるアクリルポリオールを用いることもできる。また、塩化ビニル−酢酸ビニル系共重合体樹脂としては、通常、酢酸ビニル含有量が5〜20質量%程度、平均重合度350〜900程度のものが用いられる。必要に応じ、塩化ビニル−酢酸ビニル系共重合体樹脂にさらにマレイン酸、フマル酸などのカルボン酸を共重合させても良い。アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂との混合比は、アクリル系樹脂/塩化ビニル−酢酸ビニル系共重合体樹脂=1/9〜9/1(質量比)程度である。この他、副成分の樹脂として、必要に応じて、適宜その他の樹脂、例えば、熱可塑性ポリエステル系樹脂、熱可塑性ウレタン系樹脂、塩素化ポリエチレン、塩素化ポリプロピレンなどの塩素化ポリオレフィン系樹脂などの樹脂を混合しても良い。
【0019】
本発明に係る装飾層12に用いられる着色剤としては、アルミニウム、クロム、ニッケル、錫、チタン、リン化鉄、銅、金、銀、真鍮などの金属、合金、又は金属化合物の鱗片状箔粉からなるメタリック顔料、マイカ状酸化鉄、二酸化チタン被覆雲母、二酸化チタン被覆オキシ塩化ビスマス、オキシ塩化ビスマス、二酸化チタン被覆タルク、魚鱗箔、着色二酸化チタン被覆雲母、塩基性炭酸鉛などの箔粉からなる真珠光沢(パール)顔料、アルミン酸ストロンチウム、アルミン酸カルシウム、アルミン酸バリウム、硫化亜鉛、硫化カルシウムなどの蛍光顔料、二酸化チタン、亜鉛華、三酸化アンチモンなどの白色無機顔料、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラックなどの無機顔料、イソインドリノンイエロー、ハンザイエローA、キナクリドンレッド、パーマネントレッド4R、フタロシアニンブルー、インダスレンブルーRS、アニリンブラックなどの有機顔料(染料も含む)を1種又は2種以上混合して用いることができる。
【0020】
このような装飾層12は、本発明の積層用フィルムに意匠性を付与するために設けられる層であるが、意匠性を向上させる目的で、さらに金属薄膜層などを形成しても良い。金属薄膜層の形成は、アルミニウム、クロム、金、銀、銅などの金属を用いて、真空蒸着、スパッタリングなどの方法で製膜することができる。この金属薄膜層は全面に設けても、部分的にパターン状に設けても良い。
装飾層12の形成に用いられる印刷インキは、上記成分の他に、沈降防止剤、硬化触媒、紫外線吸収剤、酸化防止剤、レベリング剤、増粘剤、消泡剤、滑剤などを適宜添加することができる。印刷インキは、上記成分を、通常溶剤に溶解又は分散した態様で提供される。溶剤としては、バインダー樹脂を溶解又は分散させるものであれば良く、有機溶剤及び/又は水を使用することができる。有機溶剤としては、トルエン、キシレンなどの炭化水素類、アセトン、メチルエチルケトンなどのケトン類、酢酸エチル、セロソルブアセテート、ブチルセロソルブアセテートなどのエステル類、アルコール類が挙げられる。
【0021】
≪プライマー層≫
本発明の積層用フィルムは、保護層と基材の間に保護層と隣接して、さらにプライマー層13を有することが好ましい。プライマー層13を設けることにより、装飾層12と保護層14との密着性をさらに向上させることができる。プライマー層13は透明又は半透明な層であることが好ましく、ポリウレタン系樹脂、ポリエステル系樹脂、アクリル系樹脂、酢酸ビニル系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、セルロース系樹脂、塩素化ポリエチレン、塩素化ポリプロピレンなどの樹脂の1種単独又は2種以上の混合物が用いられるが、特にポリウレタン系2液硬化型樹脂を用いたものが好ましい。
【0022】
ポリウレタン系2液硬化型樹脂としては、例えば塩化ビニル−酢酸ビニル共重合体系、ポリエステル系、ウレタン系、アクリル系、ポリエーテル系、ポリカーボネート系などのポリマーポリオール単独、又はそれらの混合物に対して、使用直前に硬化剤を添加したものが用いられる。
前記ポリマーポリオールとしては、アクリル系ポリマーポリオール、あるいはポリエステル系ポリマーポリオールが好ましく、アクリル系ポリマーポリオールがより好ましい。アクリル系ポリマーポリオールとしては、(メタ)アクリル酸エチルなどの(メタ)アクリル酸アルキルエステルに、2−ヒドロキシエチルアクリレート、2−ヒドロキシ−3−フェノキシプロピルアクリレート等のヒドロキシアクリレートを共重合させて複数の水酸基を導入したものが好ましく挙げられる。また、ポリエステル系ポリマーポリオールとしては、例えばポリ(エチレンアジペート)、ポリ(ブチレンアジペート)、ポリ(ネオペンチルアジペート)、ポリ(ヘキサメチレンアジペート)、ポリ(ブチレンアゼラエート)、ポリ(ブチレンセバケート)、ポリカプロラクトンなどが用いられる。
また、本発明においては、上記のアクリル系ポリマーポリオールとウレタン樹脂との混合物がより好ましい。
【0023】
硬化剤としては、多価イソシアネートが好ましく、例えば、2,4−トリレンジイソシアネート、キシリレンジイソシアネート、ナフタレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネートなどの芳香族イソシアネート;1,6−ヘキサメチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネートなどの脂肪族(乃至は脂環式)イソシアネート;を用いることができ、あるいは、上記各種イソシアネートの付加体又は多量体、例えば、トリレンジイソシアネートの付加体、トリレンジイソシアネート3量体なども用いることができる。
【0024】
また、本発明において、ポリウレタン系2液硬化型樹脂は、ポリマーポリオールの未硬化時のガラス転移温度Tgが80℃以上であることが好ましく、該ガラス転移温度Tgの上限に特に制限はないが、通常110℃程度であり、好ましいTgは80〜100℃の範囲である。ガラス転移温度Tgが上記範囲内であると、優れた密着性が得られる。
【0025】
プライマー層は、上述のポリウレタン系2液硬化型樹脂と、さらにバインダー樹脂とを含むプライマー層形成用樹脂組成物を用いて形成することもできる。
このバインダー樹脂としては、ガラス転移温度Tgが77℃以下の公知のバインダー樹脂が好ましく用いられ、水酸基を有する化合物であっても、有さない化合物であってもどちらでもよい。プライマー層がガラス転移温度Tgの低いバインダー樹脂を含有することで、鮮明な色を表現することができる。バインダー樹脂として具体的には、ポリウレタン系樹脂、塩化ビニル−酢酸ビニル系共重合体樹脂、ポリエステル樹脂などを用いることができる。バインダー樹脂として使用可能な樹脂の標準ポリスチレンで換算された重量平均分子量は、好ましくは、1万〜30万であり、より好ましくは、5〜20万である。
バインダー樹脂の含有量は、ポリマーポリオールとバインダー樹脂との合計に対して10〜60質量%であることが好ましい。
【0026】
プライマー層13は、上記樹脂を溶媒に溶解した塗布液を、公知の方法で塗布、乾燥して得ることができる。プライマー層13の厚みについては、通常、0.5〜20μm程度であり、好ましくは、1〜5μmの範囲である。
【0027】
≪保護層≫
保護層14は、電離放射線硬化性樹脂組成物の硬化物であり、この電離放射線硬化性樹脂組成物に用いられる電離放射線硬化性樹脂は、電磁波又は荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線又は電子線などを照射することにより、架橋、硬化する樹脂を指す。具体的には、従来電離放射線硬化性樹脂として慣用されている重合性オリゴマーや重合性モノマーの中から適宜選択して用いることができる。
【0028】
重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、アクリル(メタ)アクリレート系、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系、ポリカーボネート(メタ)アクリレート系、アクリルシリコーン(メタ)アクリレート系のオリゴマーなどが好ましく挙げられる。これらのオリゴマーのうち、多官能性の重合性オリゴマーが好ましく、官能基数としては、2〜16が好ましく、2〜8がより好ましく、2〜6がさらに好ましい。
【0029】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテルなどの分子中にカチオン重合性官能基を有するオリゴマーなどがある。これらの重合性オリゴマーは、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0030】
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート単量体が好適であり、なかでも分子内にエチレン性不飽和結合を2個以上有するような多官能性(メタ)アクリレートが好ましく、1種を単独で、あるいは2種以上を組み合わせて用いて用いればよい。官能基数としては、2〜8が好ましく、2〜6がより好ましく、3〜4がさらに好ましい。
【0031】
本発明においては、前記多官能性(メタ)アクリレートとともに、その粘度を調整するなどの目的で、メチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどの単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0032】
本発明における電離放射線硬化性樹脂組成物としては、上記各種電離放射線硬化性樹脂のうち、少なくとも、ポリカーボネート(メタ)アクリレート又はアクリルシリコーン(メタ)アクリレートと、多官能(メタ)アクリレートとを含有するものを用いると、優れた耐薬品性及び耐傷付き性と良好な三次元成形性とを同時に満足するので、保護層にクラック等が入ることがなく、三次元成形し易く、かつ耐薬品性の高い積層用フィルムを得ることができる点で好ましい。
【0033】
電離放射線硬化性樹脂組成物として、ポリカーボネート(メタ)アクリレート及び多官能(メタ)アクリレートを含有するものを用いる場合、ポリカーボネート(メタ)アクリレートと多官能(メタ)アクリレートとの質量比は好ましくは98:2〜50:50であり、さらに好ましくは95:5〜60:40である。ポリカーボネート(メタ)アクリレートと多官能(メタ)アクリレートの質量比が98:2より大きくなると(即ち、ポリカーボネート(メタ)アクリレートの量が98質量%を超えると)、耐傷付き性が低下する。一方、ポリカーボネート(メタ)アクリレートと多官能(メタ)アクリレートの質量比が50:50より小さくなると(即ち、ポリカーボネート(メタ)アクリレートの量が70質量%未満となると)、三次元成形性が低下してしまう。
本発明に用いられるポリカーボネート(メタ)アクリレートは、特に限定されず、ポリマー主鎖にカーボネート結合を有し、且つ末端あるいは側鎖に(メタ)アクリレートを有するものであれば良い。このポリカーボネート(メタ)アクリレートは、架橋、硬化する観点から、2官能以上有することが好ましく、2〜5官能有することがより好ましい。2官能以上であると、架橋密度が十分となるため、硬化後の保護層14に傷がつきにくくなり、また、5官能以下であると、架橋密度が高すぎないため、積層用フィルムを三次元成形に供した場合であっても、形状に十分に追従することができる。
ポリカーボネート(メタ)アクリレートは、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、500以上であることが好ましく、1,000以上であることがより好ましく、2,000以上であることがさらに好ましい。ポリカーボネート(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から100,000以下が好ましく、50,000以下がより好ましく、20,000以下がさらに好ましく、10,000以下が特に好ましい。耐傷付き性と三次元成形性とを両立させる観点から、2,000〜50,000が好ましく、5,000〜2,0000がより好ましい。
【0034】
電離放射線硬化性樹脂組成物として、アクリルシリコーン(メタ)アクリレート及び多官能(メタ)アクリレートを含有するものを用いる場合、アクリルシリコーン(メタ)アクリレートと多官能(メタ)アクリレートとの質量比は好ましくは50:50〜95:5であり、さらに好ましくは80:20〜95:5である。
本発明に用いられるアクリルシリコーン(メタ)アクリレートは、特に限定されず、1分子中に、アクリル樹脂の構造の一部がシロキサン結合(Si−O)に置換しており、かつ官能基としてアクリル樹脂の側鎖及び/又は主鎖末端に(メタ)アクリロイルオキシ基(アクリロイルオキシ基又はメタアクリロイルオキシ基)を2個以上有しているものであれば良い。
アクリルシリコーン(メタ)アクリレートは、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、1,000以上であることが好ましく、2,000以上であることがより好ましい。アクリルシリコーン(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から150,000以下が好ましく、100,000以下がより好ましい。三次元成形性と耐薬品性と耐傷付き性とを鼎立させる観点から、2,000〜100,000であることが特に好ましい。
【0035】
本発明に用いられる多官能(メタ)アクリレートは、2官能以上の(メタ)アクリレートであれば良く、特に制限はない。ただし、硬化性の観点から3官能以上の(メタ)アクリレートが好ましい。ここで、2官能とは、分子内にエチレン性不飽和結合{(メタ)アクリロイル基}を2個有することをいう。
また、多官能(メタ)アクリレートは、オリゴマー及びモノマーのいずれでも良いが、三次元成形性向上の観点から多官能(メタ)アクリレートオリゴマーが好ましい。
多官能(メタ)アクリレートは、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、500以上であることが好ましく、1,000以上であることがより好ましく、2,000以上であることがさらに好ましく、5,000以上が特に好ましい。多官能(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から100,000以下が好ましく、50,000以下がより好ましく、20,000以下が特に好ましい。耐傷付き性と三次元成形性とを両立させる観点から、さらに好ましくは、2,000〜50,000であり、特に好ましくは、5,000〜20,000である。
【0036】
上記の多官能(メタ)アクリレートオリゴマーとしては、例えばウレタン(メタ)アクリレート系オリゴマー、エポキシ(メタ)アクリレート系オリゴマー、ポリエステル(メタ)アクリレート系オリゴマー、ポリエーテル(メタ)アクリレート系オリゴマーなどが挙げられる。ここで、ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0037】
さらに、他の多官能(メタ)アクリレートオリゴマーとしては、ポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマーなどが挙げられる。
【0038】
また、電離放射線硬化性樹脂として紫外線硬化性樹脂を用いる場合には、光重合用開始剤を紫外線硬化性樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、例えばベンゾインメチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテルなどのベンゾインエーテル類;アセトフェノン、2,2'−ジエトキシアセトフェノン、p−ジメチルアセトフェノン、p−tert−ブチルアセトフェノンなどのアセトフェノン類;ベンゾフェノン、2−クロロベンゾフェノン、p,p'−ビスジメチルアミノベンゾフェノンなどのベンゾフェノン類;2−メチル−1−〔4−(メチルチオ)フェニル〕−2−モンフォリノプロパノン−1,2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリオフェニル)−ブタノン−1などのα−アミノアルキルフェノン類;ベンジルジメチルケタール、チオキサンソン、2−クロロチオキサンソン、2,4−ジエチルチオキサンソンなどのイオウ化合物などが好ましく挙げられる。
光増感剤として、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤などを用いることもできる。
【0039】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。電子線硬化性樹脂は無溶剤化が可能であって、環境や健康の観点からより好ましく、かつ、光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0040】
上記電離放射線硬化性樹脂組成物中には、本発明の効果を奏する範囲で他の樹脂を含有させることができる。例えば、本発明積層用フィルム10に高い耐カール性を付与したい場合や、柔軟性を付与したい場合には、熱可塑性樹脂を添加することができる。一方、溶剤への耐性が必要な場合には、熱可塑性樹脂を含有しないことが好ましい。
熱可塑性樹脂としては、(メタ)アクリル酸エステル等の(メタ)アクリル系樹脂、ポリビニルブチラール等のポリビニルアセタール(ブチラール樹脂)、ポリエチレンテレフタレート,ポリブチレンテレフタレート等のポリエステル樹脂、塩化ビニル樹脂、ウレタン樹脂、ポリエチレン,ポリプロピレン等のポリオレフィン、ポリスチレン,α−メチルスチレン等のスチレン系樹脂、ポリアミド、ポリカーボネート、ポリオキシメチレン等のアセタール樹脂、エチレン−4フッ化エチレン共重合体等のフッ素樹脂、ポリイミド、ポリ乳酸、ポリビニルアセタール樹脂、液晶性ポリエステル樹脂等が挙げられ、これらは1種単独でも又は2種以上を組み合わせて用いても良い。2種以上組み合わせる場合は、これらの樹脂を構成するモノマーの共重合体でも良いし、それぞれの樹脂を混合して用いても良い。
【0041】
上記熱可塑性樹脂のうち、本発明では(メタ)アクリル系樹脂を主成分とするものが好ましく、なかでもモノマー成分として少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなるものが好ましい。
より具体的には、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が好ましい。
【0042】
前記熱可塑性樹脂としては、例えば、重量平均分子量が1万〜25万のものが好ましく、10万〜25万のものがより好ましい。重量平均分子量がこの範囲であると、架橋硬化して保護層を形成した後の成形性及び表面の耐摩耗性、耐擦傷性のいずれも高いレベルで得ることができる。
なお、ここで重量平均分子量とは、ゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算のものである。ここで用いる溶媒としては通常用いられるものを適宜選択して行うことができ、例えば、テトラヒドロフラン(THF)又はN−メチル−2−ピロリジノン(NMP)等が挙げられる。
【0043】
また、前記熱可塑性樹脂の多分散度(重量平均分子量Mw/数平均分子量Mn)が1.1〜3.0の範囲であることが好ましい。多分散度がこの範囲内であると、やはり架橋硬化して保護層を形成した後の成形性及び表面の耐摩耗性、耐擦傷性のいずれも高いレベルで得ることができる。以上の点から、該(メタ)アクリル系樹脂の多分散度は、さらに1.5〜2.5の範囲であることが好ましい。
【0044】
このようにして形成された保護層14には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇機能、防汚機能、防眩機能、反射防止機能、紫外線遮蔽機能、赤外線遮蔽機能等を付与することもできる。
【0045】
添加剤としては、例えば耐候性改善剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤、耐摩耗性向上剤等が挙げられる。
【0046】
本発明においては、保護層14の硬化後の厚さが50μm以下であることを要し、1〜50μmであることが好ましい。保護層14の硬化後の厚さが1μm以上であると透明感、光沢感等、優れた意匠性が得られ、更に耐汚染性、耐擦傷性、耐候性等の保護層としての十分な物性が得られる。一方、50μm以下であると、塗膜の厚みの制御が容易となり、また、成形の際に保護層の割れ、白化等がなく、所望の形状に追従することができるため射出成形同時積層後も良好な意匠性を有することができ、さらに、層内に溶剤が残留して硬化不良を来たすことがない。この観点から、保護層14の硬化後の厚さは2〜20μmの範囲が好ましく、5〜15μmの範囲がさらに好ましい。
【0047】
本発明の積層用フィルム10は射出樹脂との密着性を向上させるため、所望により、積層用フィルム10の裏面(保護層14とは反対側の面)に接着剤層(図示しない。)を設けることができる。接着剤層には、射出樹脂に応じて、熱可塑性樹脂又は硬化性樹脂が用いられる。熱可塑性樹脂としては、アクリル樹脂、アクリル変性ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、塩化ビニル−酢酸ビニル共重合体、熱可塑性ウレタン樹脂、熱可塑性ポリエステル樹脂、ポリアミド樹脂、ゴム系樹脂などが挙げられ、これらは1種又は2種以上を混合して用いることができる。また、熱硬化性樹脂としては、ウレタン樹脂、エポキシ樹脂などが挙げられる。
射出温度の低い射出樹脂を用いる場合には、上記接着剤層を設けることで、基材11が熱融着しない場合であっても良好な接着性が得られるため特に好ましい。
【0048】
≪積層用フィルムの製造方法≫
本発明の積層用フィルムは、例えば、以下の[1]〜[5]の工程により製造することができる。
[1]所望により、基材11の表面にコロナ放電処理又はプラズマ処理を施す工程
[2]所望により、該基材11上に装飾層12を積層する工程、
[3]所望により、該装飾層12上に、プライマー層13を積層する工程、
[4]電離放射線硬化性樹脂組成物層を積層する工程、及び
[5]該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化又は半硬化して保護層14を形成する工程、
基材11上に積層される装飾層12、プライマー層13、及び保護層14の積層方法は、グラビア印刷、ロールコートなどの公知の印刷又は塗布手段が用いられる。
なお、装飾層12を例えば上記のように絵柄層と隠蔽層との組み合わせとする場合は、一層を積層した後、乾燥し、その後次の層を積層すれば良い。
【0049】
本発明における保護層14を形成する工程において、基材11、装飾層12、もしくはプライマー層13上に積層された電離放射線硬化性樹脂組成物層を半硬化させてもよいし、硬化させてもよいが、硬化物であると表面性能が良好となり、該樹脂組成物を後述する所定のものとすることで、硬化物であっても成形性が良好となるため、硬化させることが好ましい。該電離放射線硬化性樹脂組成物層を硬化させる場合には、該樹脂組成物層に電子線、紫外線などの電離放射線を照射して硬化させることができる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で電離放射線硬化性樹脂組成物層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材11への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂組成物層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜70kGy(1〜7Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
【0050】
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
【0051】
≪積層用フィルムの用途≫
本発明の積層用フィルムは、成形品に優れた耐汚染性、及び成形性を付与しうるものである。本発明の積層用フィルムは、この特性をいかして、自動車の照明器具等の無機ガラス代替材料の分野、家庭用電化製品、自動車内外装品などの分野や、パソコンの分野、とりわけパソコンの筐体など、幅広い分野で用いられる部材に加飾を施したり保護層を積層する際に好適に使用することができる。
【0052】
[成形品の製造方法]
本発明の積層用フィルムは、射出成形同時積層法に好適に用いられる。本発明の成形品は、例えば射出成形同時積層法により製造することができる。より具体的には、本発明の成形品は、例えば、以下の工程(1)〜(7)により製造することができる。
(1)上記積層用フィルムを、保護層側を金型内に向けつつ供給する工程、
(2)該射出成形同時積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持する工程、
(3)必要に応じて設けられる、熱盤によって該射出成形同時積層用フィルムの予備成形する領域を加熱する工程、
(4)該射出成形同時積層用フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、
(5)射出樹脂を金型内に射出する工程、
(6)該射出樹脂が冷却した後に金型から成形品を取り出す工程、及び
(7)必要に応じて設けられる、半硬化状態の保護層14を硬化する工程。
【0053】
上記工程(1)においては、図3(a)に示すように、加飾フィルム10はフィルムクランプ30と金型40との間に垂下するように供給される。
【0054】
上記工程(2)は、供給された積層用フィルム10の端部が、フィルム送り装置によりフィルムクランプと金型との間に垂下しているところ、これをフィルムクランプと金型とで挟持し、固定する(図3(b)参照)。これによって、積層用フィルムの予備成形する領域と金型内部の空間とが密閉され、金型側より真空吸引することで積層用フィルムの予備成形が可能となる。
【0055】
上記工程(3)は、深絞り形状の成形を行う際に設けると、加熱により積層用フィルムが軟化し、金型形状への追従性が良好となるため好ましい。
【0056】
上記工程(4)において、積層用フィルムを金型内形状に沿うように金型内面に密着させる方法としては、真空引きして行う方法などが挙げられる。型締した状態を図3(c)に示す。
上記工程(2)と同時またはそれ以降から工程(6)以前で金型内の積層用フィルムをロール部分から切り離す場合には、電熱線などによって切断することができる。
【0057】
上記工程(5)においては、後述する射出樹脂を溶融させて、キャビティ内に射出して本発明の積層用フィルムと射出樹脂とを一体化させる。射出樹脂が熱可塑性樹脂の場合は、加熱溶融によって流動状態にして、また、射出樹脂が熱硬化性樹脂の場合は、未硬化の液状組成物を室温又は適宜加熱して流動状態で射出して、冷却して固化させる。これによって、積層用フィルムが、形成された樹脂成形体と一体化して貼り付き、成形品となる。射出樹脂の加熱温度は、射出樹脂によるが、一般に180〜320℃程度である。
このようにして得られた成形品は、冷却した後に金型から取り出した後、樹脂成形体21、基材11、必要に応じて設けられる装飾層12、プライマー層13及び保護層14をこの順に有する成形品となる。
【0058】
≪射出樹脂≫
成形品に用いられる射出樹脂としては、射出成形可能な熱可塑性樹脂あるいは、熱硬化性樹脂(1液又は2液硬化性樹脂を含む)であれば特に制限されず、様々な樹脂を用いることができる。このような熱可塑性樹脂材料としては、例えばポリ塩化ビニル、ポリ塩化ビニリデンなどのビニル系重合体;ポリスチレン、アクリロニトリル−スチレン系共重合体、ABS樹脂(アクリロニトリル−ブタジエン−スチレン共重合体樹脂)などのスチレン系樹脂;ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリアクリロニトリルなどのアクリル系樹脂;ポリエチレン、ポリプロピレン、ポリブテンなどのポリオレフィン系樹脂、ポリエチレンテレフタレート、エチレングリコール−テレフタル酸−イソフタル酸共重合体、ポリブチレンテレフタレートなどのポリエステル系樹脂;ポリカーボネート樹脂などが挙げられる。また、熱硬化性樹脂としては、1液又は2液反応硬化型のポリウレタン系樹脂、エポキシ系樹脂などが挙げられる。これらの樹脂は、単独でも良いし、二種以上混合して用いても良い。
【0059】
また、これらの樹脂には、必要に応じて各種添加剤、例えば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、難燃剤、可塑剤、シリカ、アルミナ、炭酸カルシウム、水酸化アルミニウムなどの無機物粉末、木粉、ガラス繊維などの充填剤、滑剤、離型剤、帯電防止剤、着色剤などを添加することができる。なお、射出樹脂は、用途に応じて適宜、着色剤を添加して着色した樹脂を使用しても良い。着色剤には、前述の基材に用いることのできるものと同様の公知の着色剤を使用できる。
成形品を構成する射出樹脂成形体の厚みについては特に制限はなく、当該成形品の用途に応じて選定されるが、通常1〜5mm、好ましくは2〜3mmである。
【0060】
[成形品]
本発明の成形品は、上記したように本発明の積層用フィルムを用いて製造することができ、その構成は、樹脂成形体、基材及び保護層を順に有し、好ましくは樹脂成形体、基材、装飾層、プライマー層及び保護層を順に有し、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とするものである。また、本発明の成形品は、樹脂成形体と保護層との間に、所望に応じて接着剤層やプライマー層を有していてもよく、より具体的には、樹脂成形体、接着剤層、装飾層、プライマー層、保護層、離型層、及び基材を順に有する層構成であってもよい。ここで、接着剤層、装飾層、プライマー層、保護層、離型層、及び基材は、本発明の積層用フィルムの層として説明したものと同じものである。
【0061】
図2は、本発明の成形品の好ましい態様の一例の断面を示す模式図である。
成形品20は、樹脂成形体21上に、基材11、装飾層12、プライマー層13及び保護層14が積層一体化された構造を有している。ここで、基材11、装飾層12、プライマー層13及び保護層14は、本発明の積層用フィルムの層として説明したものと同じものである。
本発明の成形品は、優れた耐汚染性を有し、また、優れた成形性が得られる本発明の積層用フィルムを使用することで、仕上がりにも優れたものとなる。
本発明の成形品は、これらの優れた特性をいかして、自動車の照明具等の無機ガラス代替材料の分野や、家庭用電化製品、自動車内外装品などの分野や、あるいはパソコンの分野、とりわけパソコンの筐体など、幅広い分野において好適に使用することができる。
【実施例】
【0062】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
【0063】
<評価方法>
(1)保護層の引張弾性率
保護層を形成するために用いた電子線硬化性樹脂組成物を、2軸延伸ポリエステルフィルム上にバーコーターで塗布して、加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して架橋硬化させて、保護層(厚み:20μm)を形成した。当該保護層をポリエステルフィルムから剥離して得たサンプルを用いて、JIS K7127に準拠した短冊型試験片に打ち抜いたシートを用意し、25℃の温度環境下にて、引張圧縮試験機(オリエンテック(株)製 テンシロン RTC−1250A)を用い、引張速度50mm/分、チャック間距離80mm、幅25mmの条件で測定して得られた引張応力−ひずみ曲線の初めの直線部分から、次の式によって計算した。
E=Δρ/Δε
E:引張弾性率
Δρ:直線上の2点間の元平均断面積による応力差
Δε:同じ2点間のひずみ差
(2)基材の引張弾性率
基材を、JIS K7127に準拠した短冊型試験片に打ち抜いたシートを用意し、25℃の温度環境下にて、引張圧縮試験機(オリエンテック(株)製 テンシロン RTC−1250A)を用い、引張速度50mm/分、チャック間距離80mm、幅25mmの条件で測定して得られた引張応力−ひずみ曲線の初めの直線部分から、次の式によって計算した。
E=Δρ/Δε
E:引張弾性率
Δρ:直線上の2点間の元平均断面積による応力差
Δε:同じ2点間のひずみ差
(3)成形性
各実施例及び比較例で得た積層用フィルムを用いて、以下に示すようにして樹脂成形品を作製した。また、得られた成形品について、成形後の外観にて評価した。評価基準は以下のとおりである。
<樹脂成形品の作製>
各実施例及び比較例で得られた積層用フィルムを熱盤温度350℃で加熱して該積層用フィルムの温度が100℃とし、射出成形の金型内形状に沿うように真空成形して、金型内面に密着させた。金型は、80mm角の大きさで、絞り3mm、コーナー部が11Rのトレー状である形状のものを用いた。一方、射出樹脂としてABS樹脂(「クララスチックMTH−2(商品名)」,日本エイアンドエル(株)製)を用いて、これを230℃にて溶融状態にしてから、キャビティ内に射出した。温度60℃の金型から取り出し、表面に基材シート、絵柄層、隠蔽層及び接着剤層からなる転写層を転写形成してなる図2に示す構成の成形品20を得た。
<評価基準>
◎:成形品外観に割れ、白化等の外観不良が見られなかった。(最大伸度100%)
○:最大伸展部に微細な割れ、白化等が見られるが、浅絞り形状(伸度50%)では、割れ、白化等の外観不良が見られなかった。
△:最大伸展部に割れ、白化等が見られるが、浅絞り形状(伸度25%)では、割れ、白化等の外観不良が見られなかった。
×:割れ、白化等の外観不良が著しかった。
【0064】
(4)耐カール性
各実施例及び比較例で得た積層用フィルムを用いて、400mm幅のロールを作成し、このロールより流れ方向に積層用フィルムを80mm引き出し、鉛直方向にフィルムを垂らし、鉛直方向からのカール幅を測定した。
○:カール幅が50mm以下であった
×:カール幅が50mm超であった
(5)耐傷性
各実施例及び比較例で得られた積層用フィルムについて、スチールウール(日本スチールウール株式会社製、ボンスター#0000)を用いて、1.5kgの荷重をかけて5往復擦り、外観を目視で評価した。評価基準は以下のとおりである。
○ :表面に微細な傷が認められたが、塗膜の削れや白化がなかった。
△ :若干の塗膜の削れや白化が認められた。
× :表面に著しい傷があった。
【0065】
実施例1(積層用フィルムの製造)
基材シート(アクリルシート、厚み:100μm、引張弾性率:2450MPa)上に、アクリル系樹脂と塩化ビニル−酢酸ビニル系共重合体樹脂とをバインダー樹脂とした黒色系印刷インキ(アクリル樹脂:50質量%、塩化ビニル−酢酸ビニル系共重合体樹脂:50質量%)を塗布量3g/m2でグラビア印刷を施して全面ベタ層の装飾層を形成した。
次に、ポリウレタン系2液硬化型樹脂(アクリル系ポリマーポリオールと硬化剤としてキシリレンジイソシアネートとを、NCO当量とOH当量とが同量になるように含む組成物,ガラス転移温度Tg(ポリオールの未硬化時):100℃)の溶液をグラビア印刷により塗布して、プライマー層(厚み1.5μm)を形成した。
さらに、2官能ポリカーボネート系ウレタンアクリレート(重量平均分子量:10,000)94質量部、及び6官能ウレタンアクリレート(重量平均分子量:6,000)6質量部からなる樹脂成分、紫外線吸収剤1.1質量部、光安定剤0.6質量部、並びにレベリング剤0.2質量部を含む電離放射線硬化性樹脂組成物を、上記プライマー層上にバーコーターで塗布して、加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して架橋硬化させて、保護層(厚み:10μm)を形成し、図1に示す構成の積層用フィルムを作製した。
該積層用フィルムについて上記方法にて評価した。その評価結果を第1表に示す。
【0066】
実施例2〜12及び比較例1〜3
実施例1において、基材や電離放射線硬化性樹脂を第1表に示すものとした以外は実施例1と同様にして積層用フィルムを作製し、それぞれについて上記方法にて評価した。評価結果を第1表に示す。
【0067】
比較例4
実施例1で用いた基材シートについて上記方法にて評価した。その評価結果を第1表に示す。
【0068】
【表1】
【0069】
電離放射線硬化性樹脂組成物A(樹脂成分):2官能ポリカーボネート系ウレタンアクリレート(重量平均分子量:10,000)94質量部、及び6官能ウレタンアクリレート(重量平均分子量:6,000)6質量部
電離放射線硬化性樹脂組成物B(樹脂成分):アクリルポリマー(重量平均分子量:120,000)60質量部、及び3官能アクリレートモノマー(分子量:298)40質量部
電離放射線硬化性樹脂組成物C(樹脂成分):3.9官能ウレタンアクリレートオリゴマー 30質量部、及び2官能アクリレートモノマー 70質量部
電離放射線硬化性樹脂組成物D(樹脂成分):2官能ポリカーボネート系ウレタンアクリレート(重量平均分子量:10,000)50質量部、及び4官能ウレタンアクリレート(重量平均分子量20,000)50質量部
電離放射線硬化性樹脂組成物E(樹脂成分):3官能アクリレートモノマー(重量平均分子量:296)
【産業上の利用可能性】
【0070】
本発明の積層用フィルムは、樹脂成形品に加飾を施したり保護層を積層するための射出成形同時積層法に用いられる積層用フィルムとして有用である。また、本発明の積層用フィルムは、成形品に優れた耐汚染性、及び成形性を付与するため、本発明の成形品は、優れた耐汚染性を有し、また、優れた成形性が得られる本発明の積層用フィルムを使用することで、仕上がりにも優れたものとなる。よって、本発明の成形品は、自動車の照明具等の無機ガラス代替材料の分野や、家庭用電化製品、自動車内外装品などの分野、あるいはパソコンの分野、とりわけパソコンの筐体など、幅広い分野において好適に使用することができる。また、本発明の成形品は、特に衝撃などにより発生する破片などの飛散防止が求められる、自動車、列車、船舶、航空機等の車輌に用いられる車輌用窓材や樹脂製カバーなどの用途にも好適に用いられる。
【符号の説明】
【0071】
10 積層用フィルム
11 基材
12 装飾層
13 プライマー層
14 保護層
20 成形品
21 樹脂成形体
30 フィルムクランプ
【特許請求の範囲】
【請求項1】
積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム。
【請求項2】
前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートを含む請求項1に記載の射出成形同時積層用フィルム。
【請求項3】
基材上に電離放射線硬化性樹脂組成物層を積層する工程、及び該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程を含むことを特徴とする請求項1又は2に記載の射出成形同時積層用フィルムの製造方法。
【請求項4】
請求項1又は2に記載の射出成形同時積層用フィルムを、保護層側を金型内に向けつつ供給する工程、該射出成形同時積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持する工程、該射出成形同時積層用フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から成形品を取り出す工程を含む成形品の製造方法。
【請求項5】
樹脂成形体、基材及び保護層をこの順に有する成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする成形品。
【請求項6】
窓材用又は樹脂製カバー用である請求項5に記載の成形品。
【請求項1】
積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム。
【請求項2】
前記電離放射線硬化性樹脂組成物が、多官能(メタ)アクリレートを含む請求項1に記載の射出成形同時積層用フィルム。
【請求項3】
基材上に電離放射線硬化性樹脂組成物層を積層する工程、及び該電離放射線硬化性樹脂組成物層に電離放射線を照射し該電離放射線硬化性樹脂組成物層を硬化して保護層を形成する工程を含むことを特徴とする請求項1又は2に記載の射出成形同時積層用フィルムの製造方法。
【請求項4】
請求項1又は2に記載の射出成形同時積層用フィルムを、保護層側を金型内に向けつつ供給する工程、該射出成形同時積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持する工程、該射出成形同時積層用フィルムを金型内形状に沿うように予備成形して金型内面に密着させて型締する工程、射出樹脂を金型内に射出する工程、及び該射出樹脂が冷却した後に金型から成形品を取り出す工程を含む成形品の製造方法。
【請求項5】
樹脂成形体、基材及び保護層をこの順に有する成形品であって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする成形品。
【請求項6】
窓材用又は樹脂製カバー用である請求項5に記載の成形品。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−111930(P2013−111930A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−262269(P2011−262269)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]