
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、表層及び内層からなるサンドイッチ成形品や、内部に中空部を有する中空成形品等の射出成形方法に関する。
【背景技術】
【0002】
従来から、表層と、この表層に内包された内層とからなるサンドイッチ成形品が知られている。サンドイッチ成形品を成形する射出成形方法(コ・インジェクション法)としては、主に、多段成形方法と同時成形方法の2つの方法が知られている。多段成形方法は、表層用溶融樹脂を金型キャビティ内に射出充填させた後、内層用溶融樹脂を表層用溶融樹脂内に射出充填させ、これら2つの溶融樹脂で金型キャビティ内を満たす方法である(特許文献1参照)。同時成形方法は、表層用溶融樹脂を金型キャビティ内に射出充填させた後、表層用溶融樹脂と内層用溶融樹脂とを、表層用溶融樹脂が外周側で、その中心に内層用溶融樹脂が配置されるような層流状態で、先に射出した表層用溶融樹脂内に射出充填させ、これら2つの溶融樹脂で金型キャビティ内を満たす方法である(特許文献2参照)。
【0003】
また、従来から、内部に中空部を有する中空成形品が知られている。中空成形品を成形する射出成形方法としては、例えば中空射出成形方法(ガスアシスト射出成形方法)が知られている。中空射出成形方法は、溶融樹脂を金型キャビティ内に射出充填させた後、加圧ガスを溶融樹脂内に注入させて中空部を形成させ、注入させた加圧ガスを排出させる方法である(特許文献3参照)。この中空射出成形方法は、通常、金型キャビティの容積を一定にして成形が行われるが、加圧ガスの注入に連動させて金型キャビティの容積を拡張させる方法も知られている(特許文献4参照)。この加圧ガスの注入に連動させて金型キャビティの容積を拡張させる方法は、通常の中空射出成形方法と区別して高中空成形方法と呼ばれており、中空成形品の内部の中空部容積をより大きくさせることができる方法である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平08−174603号公報
【特許文献2】特開2001−096566号公報
【特許文献3】特開平10−272644号公報
【特許文献4】特開2001−054919号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1乃至4に記載の射出成形方法では、最初に金型キャビティ内に射出充填された溶融樹脂から、後に注入された溶融樹脂又は加圧ガスが噴出するおそれがあるという問題がある。
【0006】
すなわち、特許文献1乃至3に記載の射出成形方法は、最初に金型キャビティ内に射出充填される溶融樹脂の射出充填量を金型キャビティの容積未満の量とし、いわゆるショートショットの状態となるように最初の溶融樹脂を射出充填するものである。一般に、金型キャビティ内の気体の熱伝導率は、金型キャビティの内面(金属等)の熱伝導率よりも低いため、最初に金型キャビティ内に射出充填された溶融樹脂のうち、金型キャビティ内の気体と接触する箇所は、金型キャビティの内面と接触する箇所に比べて冷却固化が遅く、強度が弱い。このため、最初に金型キャビティ内に射出充填された溶融樹脂の内部に溶融樹脂又は加圧ガスを射出充填する際に、この強度の弱い箇所から溶融樹脂又は加圧ガスが噴出し、樹脂反転不良又はガス破裂不良が発生するおそれがある。
【0007】
また、特許文献4の射出成形方法は、金型キャビティ内に溶融樹脂を射出充填させた後、金型キャビティを拡張させ、その後、加圧ガスを溶融樹脂内に注入することにより、拡張された金型キャビティ内において溶融樹脂を流動させて所望の成形品の大きさに拡大させるものである。このため、特許文献4の射出成形方法では、例えば複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において溶融樹脂の流動が乱れ、ガス破裂不良が発生するおそれがある。
【0008】
本発明は、樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、本発明に係る一の射出成形方法は、金型キャビティを形成可能な第1金型及び第2金型を用いて成形品を成形する射出成形方法であって、前記第1金型と前記第2金型とを型締めし、前記金型キャビティを形成する型締め工程と、前記型締め工程の完了後に、前記金型キャビティに発泡性溶融樹脂を射出充填し、前記金型キャビティ内を前記発泡性溶融樹脂で満たす第1射出充填工程と、前記第1射出充填工程の開始後に、前記金型キャビティを所定量だけ拡張させ、前記発泡性溶融樹脂を発泡させる金型キャビティ拡張工程と、前記第1射出充填工程の完了後で、かつ、前記金型キャビティ拡張工程の開始後に、前記金型キャビティ内の前記発泡性溶融樹脂内に溶融樹脂又はガスを注入する第2射出充填工程とを備えることを特徴とする。
【0010】
本発明に係る一の射出成形方法において、前記型締め工程の開始後で、かつ、前記第1射出充填工程の開始前に、前記金型キャビティ内に加圧ガスを注入させ、前記金型キャビティ内を前記発泡性溶融樹脂の発泡膨張圧力以上の圧力で与圧させる与圧工程と、前記第1射出充填工程の開始後に、前記加圧ガスを排出させる加圧ガス排出工程とを更に備えるとしても良い。この場合において、前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に加圧ガス流路を介して加圧ガスを注入する工程であり、前記与圧工程は、前記第2射出充填工程において使用する加圧ガス流路を介して前記金型キャビティ内に加圧ガスを注入する工程であることが好ましい。
【0011】
本発明に係る一の射出成形方法において、前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、前記射出成形方法は、前記金型キャビティ拡張工程の完了後で、かつ、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備えるとしても良い。
【0012】
本発明に係る一の射出成形方法において、前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積未満となるように、前記金型キャビティを拡張させる工程であり、前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に内層用発泡性溶融樹脂を注入する工程であり、前記射出成形方法は、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ拡張させ、前記内層用発泡性溶融樹脂を発泡させる金型キャビティ再拡張工程を更に備えるとしても良い。この場合において、前記金型キャビティ再拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、前記射出成形方法は、前記金型キャビティ再拡張工程の完了後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備えることが好ましい。
【0013】
本発明に係る一の射出成形方法において、前記金型キャビティの拡張及び縮小の少なくとも一方は、射出成形装置の型開閉機構による型開閉動作、及び、金型内可動部の移動動作の少なくとも一つにより行われるとしても良い。
【0014】
本発明に係る他の射出成形方法は、金型キャビティを形成可能な第1金型及び第2金型を用いて、表層と内層とからなるサンドイッチ成形品を成形する射出成形方法であって、
前記第1金型と前記第2金型とを型締めし、前記金型キャビティを形成する型締め工程と、前記型締め工程の完了後に、前記金型キャビティに非発泡性溶融樹脂を射出充填し、前記金型キャビティ内を前記非発泡性溶融樹脂で満たす第1射出充填工程と、前記第1射出充填工程の完了後に、前記第1金型及び前記第2金型の少なくとも一方を他方に対して所定量だけ微小型開きさせて、前記金型キャビティを拡張させる金型キャビティ拡張工程と、前記金型キャビティ拡張工程の開始後に、前記金型キャビティ内の前記非発泡性溶融樹脂内に溶融樹脂を射出充填する第2射出充填工程とを備えることを特徴とする。
【0015】
本発明に係る他の射出成形方法において、前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、前記射出成形方法は、前記金型キャビティ拡張工程の完了後で、かつ、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備えるとしても良い。
【0016】
本発明に係る他の射出成形方法において、前記金型キャビティの拡張及び縮小の少なくとも一方は、射出成形装置の型開閉機構による型開閉動作、及び、金型内可動部の移動動作の少なくとも一つにより行われるとしても良い。
【発明の効果】
【0017】
本発明によれば、樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1A】本発明の実施例1に係る射出成形方法の成形サイクル前の型開き状態を示す概略断面図である。
【図1B】実施例1に係る射出成形方法の第1射出充填工程を示す概略断面図である。
【図1C】実施例1に係る射出成形方法の金型キャビティ拡張工程を示す概略断面図である。
【図1D】実施例1に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図1E】実施例1に係る射出成形方法の冷却固化工程を示す概略断面図である。
【図1F】実施例1に係る射出成形方法の製品取出工程を示す概略断面図である。
【図2A】実施例1に係る射出成形方法の金型キャビティ拡張工程における表層用発泡性溶融樹脂の状態を示す概略断面図である。
【図2B】実施例1に係る射出成形方法の第2射出充填工程の開始時における内層用非発泡性溶融樹脂の流動状態を示す概略断面図である。
【図2C】実施例1に係る射出成形方法の第2射出充填工程の完了時における内層用非発泡性溶融樹脂の流動状態を示す概略断面図である。
【図3A】本発明の実施例2に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図3B】実施例2に係る射出成形方法の金型キャビティ縮小工程を示す概略断面図である。
【図4A】本発明の実施例3に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図4B】実施例3に係る射出成形方法の金型キャビティ再拡張工程を示す概略断面図である。
【図5A】本発明の実施例4に係る射出成形方法の第1射出充填工程を示す概略断面図である。
【図5B】実施例4に係る射出成形方法の金型キャビティ拡張工程を示す概略断面図である。
【図5C】実施例4に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図5D】実施例4に係る射出成形方法の冷却固化工程を示す概略断面図である。
【図5E】実施例4に係る射出成形方法の製品取出工程を示す概略断面図である。
【図6A】実施例4に係る射出成形方法の金型キャビティ拡張工程における表層用非発泡性溶融樹脂の状態を示す概略断面図である。
【図6B】実施例4に係る射出成形方法の第2射出充填工程の開始時における内層用非発泡性溶融樹脂の流動状態を示す概略断面図である。
【図7A】本発明の実施例5に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図7B】実施例5に係る射出成形方法の金型キャビティ縮小工程を示す概略断面図である。
【図8A】本発明の実施例6に係る射出成形方法の成形サイクル前の型開き状態を示す概略断面図である。
【図8B】実施例6に係る射出成形方法の第1射出充填工程を示す概略断面図である。
【図8C】実施例6に係る射出成形方法の金型キャビティ拡張工程を示す概略断面図である。
【図8D】実施例6に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図8E】実施例6に係る射出成形方法の冷却固化工程を示す概略断面図である。
【図8F】実施例6に係る射出成形方法の製品取出工程を示す概略断面図である。
【図9A】実施例6に係る射出成形方法の金型キャビティ拡張工程における発泡性溶融樹脂の状態を示す概略断面図である。
【図9B】実施例6に係る射出成形方法の第2射出充填工程における加圧ガスの流動状態を示す概略断面図である。
【図9C】実施例6に係る射出成形方法の冷却固化工程における中空成形品の状態を示す概略断面図である。
【図10A】本発明の実施例7に係る射出成形方法の第2射出充填工程(中空部形成工程)を示す概略断面図である。
【図10B】実施例7に係る射出成形方法の第2射出充填工程(中空部形成工程)が完了した状態を示す概略断面図である。
【図10C】実施例7に係る射出成形方法の金型キャビティ縮小工程を示す概略断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態について、添付図面を参照しながら詳細に説明する。実施例1乃至実施例5に係る射出成形方法は、表層と内層とからなり、表層が内層を内包するサンドイッチ成形品を成形する射出成形方法に関するものである。実施例6及び実施例7に係る射出成形方法は、内部に中空部を有する中空成形品を成形する射出成形方法に関するものである。
【0020】
サンドイッチ成形品は、樹脂成形品における、異材、同材、異色、同色様々な組み合わせからなる多層成形品の一つである。このようなサンドイッチ成形品は、1つの層の一方の表面にのみ別層が積層される多層成形品と異なり、内層が表層に内包される多層成形品であるため、内包される内層は略完全に表層には露出せず、樹脂成形品自体の外観性や意匠性は表層で確保可能なことから、近年、プラスチック製資源ごみや廃棄プラスチック等を原料とする、コストダウンや環境対応に適したリサイクル樹脂等が内層に採用されたサンドイッチ成形品が、自動車のバンパーや輸送・物流用パレット、あるいは、コンテナボックス等、使用樹脂量が多い大物部品用の樹脂成形品として採用されている。また、サンドイッチ成形品は、内層に、軽量化、制振性、断熱・遮音性、柔軟性付与を目的とした発泡性樹脂、あるいは、高強度樹脂や、電磁波・電離線の遮断・吸収性樹脂、吸水性樹脂、非透過性樹脂等の機能性樹脂を使用し、用途に応じた機能性を付与させつつ、表層により優れた製品外観性をも有する、表裏両面が意匠面となるような樹脂成形品(家電製品や自動車内層部品の開閉カバー等)としても採用される。中空成形品は、内部に中空部が形成された成形品であり、樹脂成形品の軽量化を主目的として形成されるものである。
【実施例1】
【0021】
図1A乃至図1F及び図2A乃至図2Cを参照しながら本発明の実施例1に係る射出成形方法を説明する。図1A乃至図1Fは、実施例1に係るサンドイッチ成形品の射出成形方法の各工程を示す金型の概略断面図である。図2A乃至図2Cは、サンドイッチ成形品が成形される過程を示す概略断面図である。
【0022】
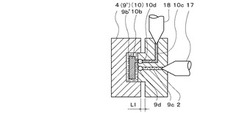
実施例1に係る射出成形方法に用いる射出成形機は、図1Aに示すように、金型キャビティ9aを形成可能な固定金型2(第1金型)及び可動金型4(第2金型)と、表層用発泡性溶融樹脂9b´(第1材料)を金型キャビティ9a内に射出充填可能な第1射出ユニット17と、内層用非発泡性溶融樹脂10b(第2材料)を金型キャビティ9a内に射出充填可能な第2射出ユニット18とを備える。
【0023】
固定金型2は、ベース(図示せず)に立設された固定盤(図示せず)に取り付けられている。また、固定金型2は、第1射出ユニット17から射出された表層用発泡性溶融樹脂9b´が金型キャビティ9a内に向けて流動する表層用樹脂流路9cと、この表層用樹脂流路9cの金型キャビティ9a内に連通されるゲート部分に設けられたゲートバルブ(樹脂遮断開放切替弁)9dと、第2射出ユニット18から射出された内層用非発泡性溶融樹脂10bが金型キャビティ9a内に向けて流動する内層用樹脂流路10cと、この内層用樹脂流路10cの金型キャビティ9a内に連通されるゲート部分に設けられたゲートバルブ10dとを有している。可動金型4は、可動盤(図示せず)に、固定金型2に対向するように取り付けられ、図示しない型開閉機構により射出成形機の長手方向(以下、型開閉方向という)に移動可能に配置されている。
【0024】
固定金型2及び可動金型4は、それぞれの金型の分割面(金型分割面、パーティング面、割面と呼称されることもある)がシェアエッジ構造となっており、射出成形機の型開閉機構による型開閉動作で、金型キャビティの容積を可変させるものである。シェアエッジ構造とは、くいきり構造、あるいはインロー構造等と呼称されることもあり、金型の分割面を形成する嵌合部の構造として一般的に知られた構造であり、型開閉方向に伸びて、互いに摺動しながら挿脱することのできる嵌合部を、固定金型と可動金型の間に形成することによって、金型キャビティ内に射出充填された溶融樹脂が、所定量、金型を型開きさせても金型外に漏れ出すのを防止することができる構造である。このようなシェアエッジ構造の金型は、成形工程中に金型を微小型開きさせる拡張発泡成形方法(コアバック発泡成形方法と呼称されることもある)や型内被覆成形方法(インモールドコーティング法、金型内塗装方法と呼称されることもある)等に採用される。
【0025】
第1射出ユニット17及び第2射出ユニット18は、固定金型2側において、例えば並行型配置、V字型配置、斜め型配置及びL字型配置等の種々の方法で配置されている。並行型配置は、第1射出ユニット17及び第2射出ユニット18の双方が、固定金型2の背面側において射出成形機の長手方向と平行となるように配置される態様である。V字型配置は、第1射出ユニット17及び第2射出ユニット18の双方が、固定金型2の背面側において射出成形機の長手方向に対して若干の角度を付けて配置される態様である。斜め型配置は、メイン射出ユニットが、固定金型2の背面側において射出成形機の長手方向と平行となるように配置され、サブ射出ユニットが、固定金型2の背面側においてメイン射出ユニットに対して斜めに配置される態様である。L字型配置は、メイン射出ユニットが、固定金型2の背面側において射出成形機の長手方向と平行となるように配置され、サブ射出ユニットが、固定金型2の側面、上面又は下面側において射出成形機の長手方向と直交するように配置される態様である。これらの配置は、使用される溶融樹脂の種類や、射出充填量等の射出充填仕様により適宜選択されれば良い。実施例1に係る射出成形方法に用いる射出成形機は、初めから2つ以上の射出ユニットが配置されたサンドイッチ成形専用の射出成形機であっても、市販されている後付け用の射出ユニットが追加された汎用射出成形機であっても良い。
【0026】
また、第1材料及び第2材料が同じ樹脂材料である場合、実施例1に係る射出成形方法において、第1材料及び第2材料のそれぞれの射出充填工程が一部だけでも重複するケースは稀なため、汎用射出成形機を含む、射出ユニットが1セットしか配置されていない射出成形機であっても、多くのケースにおいて、実施例1に係る射出成形方法を実施することができる。その場合、樹脂流路の金型キャビティ側端部のゲート部分にゲートバルブが配置されていれば、第1材料及び第2材料の樹脂流路は、金型内でそれぞれを分岐・独立させた形態であっても、分岐させず、共通化させた形態であっても良い。更に、それぞれの形態において、第1材料及び第2材料のいずれか一方、あるいは、双方の樹脂流路を更に分岐させて、複数の異なるゲート位置から射出充填させる多点ゲート形態であっても良い。
【0027】
実施例1に係る射出成形方法は、図1Aに示す成形サイクル開始前の型開き状態から、図1Bに示すように、可動金型4を図示しない型開閉機構により固定金型2側に移動させて可動金型4と固定金型2とを型閉じさせた後、型締力を付与させる(型締め工程)。この型締め工程は、固定金型2及び可動金型4により形成される金型キャビティ9aの容積が、製品(成形品)の容積未満で、かつ、表層用発泡性溶融樹脂9b´の射出充填率が略100%となるように、固定金型2及び可動金型4を型締めする工程である。
【0028】
次に、型締力を付与させた状態において、表層用樹脂流路9cのゲートバルブ9dを開放させて、第1射出ユニット17から表層用樹脂流路9cを介して、発泡剤を含む表層用発泡性溶融樹脂9b´を金型キャビティ9aに射出充填させる(第1射出充填工程)。なお、第1射出充填工程において、内層用樹脂流路10cの金型キャビティ9a側端部のゲート部分に設けられたゲートバルブ10dは閉じられており、金型キャビティ9a内に射出充填させた表層用発泡性溶融樹脂9b´が内層用樹脂流路10cに逆流することはない。この第1射出充填工程において、金型キャビティ9a内は、表層用発泡性溶融樹脂9b´で満たされ、この時点において、金型キャビティ9a内の表層用発泡性溶融樹脂9b´は発泡状態ではない。このため、表層用発泡性溶融樹脂9b´の略全面が金型キャビティ9aの内面と接触して冷却され、略全面を覆う強固なスキン層(冷却固化層)9eが形成されると共に、スキン層9eへの高い転写性が確保される。また、表層用発泡性溶融樹脂9b´の略全面に略均一に付与される型締力により、スキン層9e形成時における発泡セルのスキン層9eへの表出が抑制される。そのため、表層用発泡性溶融樹脂9b´が発泡剤を含む発泡性溶融樹脂であっても、製品外観性が向上する。
【0029】
ここで、表層用発泡性溶融樹脂9b´に含まれる発泡剤は、化学発泡剤であることを前提に説明するが、物理発泡剤であっても良い。ただし、その場合、表層用発泡性溶融樹脂9b´に適宜、物理発泡剤を混入させるための構成要件が、金型、あるいは、射出成形機に必要となる。また、表層用発泡性溶融樹脂9b´が発泡剤を含む発泡性溶融樹脂である場合、型締め工程の開始後(すなわち、型締め工程の途中、又は、型締め工程の完了後)で、かつ、第1射出充填工程の開始前において、金型キャビティ9a内に、図示しない加圧ガス流路から、空気、窒素、二酸化炭素等の加圧ガスを注入させ、金型キャビティ9a内を、発泡剤を含む表層用発泡性溶融樹脂9b´の発泡膨張圧力以上の圧力で与圧させ(与圧工程)、第1射出充填工程の開始後(すなわち、第1射出充填工程の途中、又は、第1射出充填工程の完了後)に、注入させた加圧ガスを該加圧ガス流路から排出させる(加圧ガス排出工程)、いわゆる、ガス・カウンター・プレッシャー法を行わせても良い。発泡剤を含む発泡性溶融樹脂で拡張発泡成形を行う場合、スキン層(冷却固化層)への発泡セルの表出は、表層用発泡性溶融樹脂9b´の略全面に略均一に付与される型締力や、射出条件や金型温度制御等の成形条件で抑制させることが可能である。しかしながら、これらの成形条件は複雑であり、サンドイッチ成形品の成形条件と相反する場合がある。このような場合であっても、このようなガス・カウンター・プレッシャー法が採用されれば、スキン層(冷却固化層)への発泡セルの表出をより確実に抑制することができ、高い外観性や意匠性を要求されるサンドイッチ成形品であっても、一般的に発泡剤を含まない非発泡性溶融樹脂が採用されるサンドイッチ成形品の表層用溶融樹脂として、発泡剤を含む発泡性溶融樹脂を採用することができる。
【0030】
表層用発泡性溶融樹脂9b´は、金型キャビティ9a内に射出充填された直後から金型内で冷却され、冷却固化収縮が進行するため、型締め工程により形成された金型キャビティ9aの容積より、少なくとも冷却固化収縮分(容積)だけ多く射出充填させた方が、表層用発泡性溶融樹脂9b´の強固なスキン層(冷却固化層)9eの形成とスキン層9eへの高い転写性を確保する上で好ましい。ここで、スキン層9eは、金型キャビティ内の気体との接触部に形成されるスキン層に対して強固ではあるが、完全に硬化している層ではなく、その温度が樹脂軟化点温度、あるいは、ガラス固化温度以上で冷却固化がまだ進行中の、層方向にゴム状の弾性挙動を示す薄膜のような層であり、金型キャビティ9aの容積の可変に伸縮して追従可能である。
【0031】
第1射出充填工程の開始後(すなわち、第1射出充填工程の途中、又は、第1射出充填工程の完了後)に、図1Cに示すように、金型キャビティ9aの容積を製品の容積まで拡張させ、表層用発泡性溶融樹脂9b´を発泡させる(金型キャビティ拡張工程又は表層用樹脂拡張発泡成形工程)。この金型キャビティ拡張工程は、表層用樹脂流路9cのゲートバルブ9dを閉じた後、可動金型4を固定金型2から離間する方向に微小型開き量L1だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積と略同じとさせる工程である。この金型キャビティ拡張工程により、図2Aに示すように、表層用発泡性溶融樹脂9b´により形成される表層9´が、スキン層9eと、発泡セルからなる発泡層9f´と、から構成される発泡成形体として形成される。
【0032】
第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後(すなわち、金型キャビティ拡張工程の途中、又は、金型キャビティ拡張工程の完了後)に、図1Dに示すように、内層用樹脂流路10cのゲートバルブ10dを開放させ、内層10を形成する内層用非発泡性溶融樹脂10bを、第2射出ユニット18から内層用樹脂流路10cを介して、表層用発泡性溶融樹脂9b´と金型キャビティ9a内面との接触面に形成された表層用発泡性溶融樹脂9b´のスキン層(冷却固化層)9eを貫通させて、表層用発泡性溶融樹脂9b´の発泡層9f´内に射出充填させる(第2射出充填工程)。この第2射出充填工程の開始時における内層用非発泡性溶融樹脂10bの流動状態を図2Bに、完了時における流動状態を図2Cに示す。
【0033】
内層用非発泡性溶融樹脂10bの表層用発泡性溶融樹脂9b´内への射出充填が完了した後、図1Eに示すように、内層用樹脂流路10cのゲートバルブ10dを閉じ、金型キャビティ9a内に成形されたサンドイッチ成形品11aに所定の型締力を付与させた状態で冷却固化させる(冷却固化工程)。そして、金型キャビティ9a内に成形されたサンドイッチ成形品11aの冷却固化が完了した後、図1Fに示すように、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11aを射出成形機外へ搬出させ、成形サイクルが終了する。
【0034】
ここで、実施例1に係る射出成形方法のように、2つの射出ユニットが固定金型2に接続される形態、あるいは、1つの射出ユニットが固定金型2に接続される形態においては、一般的にはサンドイッチ成形品11aの固定金型2側へゲート跡(ゲート痕、射出痕)が転写されるため、この固定金型2側が非意匠面、対向する可動金型4側が意匠面となる。そのため、製品を取り出す際は、非意匠面である固定金型2側から製品押出手段等で金型から押し出されるが、実施例1に係る射出成形方法は、2つ、あるいは、1つの射出ユニットがどのように配置されるか、2つ、あるいは、1つの射出ユニットが固定金型2及び可動金型4のいずれに接続されるか、あるいは、サンドイッチ成形品の固定金型2側、可動金型4側のいずれが意匠面で非意匠面か、等の形態の差異によって、上述した効果に大きな差異が生じることはなく、そのような異なる形態においても実施することができる。
【0035】
以上説明したように、表層用溶融樹脂が発泡剤を含む表層用発泡性溶融樹脂9b´の場合、必要に応じて、ガス・カウンター・プレッシャー法を採用して、図1Aから図1Fまでの工程を繰り返すことにより、表層用発泡性溶融樹脂9b´に対する内層用非発泡性溶融樹脂10bの充填率を、表層用溶融樹脂として発泡剤を含まない非発泡性溶融樹脂を採用した場合と比較して更に高く設定しても、樹脂反転不良を抑制しながら、製品外観性に優れたサンドイッチ成形品11aを連続して成形させることができる。また、実施例1に係る射出成形方法においては、一般的なサンドイッチ射出成形方法では、発泡セルのスキン層への表出等の問題で表層用溶融樹脂には使用されることが少ない、発泡剤を含む発泡性溶融樹脂を、射出充填率が略100%となるように金型キャビティの容積を製品容積より縮小させて行われる射出充填工程により、発泡剤を含む発泡性溶融樹脂の略全面に型締力を略均一に付与させて、スキン層形成時における発泡セルのスキン層への表出を抑制させることで、表層用溶融樹脂として使用することができる。そのため、発泡剤を含まない非発泡性溶融樹脂を表層用溶融樹脂として使用する一般的なサンドイッチ成形品に対して、製品容積に対する内層用溶融樹脂の充填比率を大幅に向上させたサンドイッチ成形品を成形させることができる。
【0036】
以上説明した実施例1に係る射出成形方法は、特許文献1及び2に記載されているサンドイッチ成形品の従来の射出成形方法よりも、樹脂反転不良の発生を確実に抑制することができる。
【0037】
すなわち、特許文献1に記載の複合成形方法においては、最初に行われる、表層となる第1材料の金型キャビティ内への射出充填における射出充填量(容積)が、金型キャビティの容積を満たすには足りない、いわゆる、ショートショットであるため、金型キャビティ内が第1材料で満たされることはない。そのため、射出充填された溶融状態の第1材料と熱伝導率の高い金型キャビティの内面と接触して冷却されることによりその接触部に形成されるスキン層(冷却固化層)に対して、該第1材料の流動先端部等、金型キャビティ内の熱伝導率の低い気体との接触部に形成されるスキン層は強度が弱い。その結果、内層となる第2材料の射出充填量(容積)を多くし、製品容積に対する第2樹脂(内層)の射出充填量(容積)の割合、すなわち、製品容積に対する内層用溶融樹脂の充填比率を高く設定すると、第1材料に形成された弱いスキン層部分から第2材料が噴出する、いわゆる、樹脂反転不良が発生するという問題がある。また、先にショートショットで充填された第1材料が、その内部に続いて充填される第2材料の射出充填量(容積)の増大に伴い、これら2種類の溶融樹脂が金型キャビティ内を満たすため、第2材料を内包する第1材料の樹脂流動は金型キャビティ内の樹脂流動に依存する。そのため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において樹脂流動が乱れ、樹脂反転不良が発生し易くなると共に、射出後の金型キャビティ内を自由流動する第2材料の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が第1材料表面に形成されたスキン層(冷却固化層)に転写される。その結果、樹脂反転不良を防止するため、製品形状を比較的単純な形状にしたり、溶融樹脂が金型キャビティ内に充填されるゲート部分から射出シリンダまでの樹脂流動長を短くしたりする制約を受けたり、金型キャビティ内に射出充填させた溶融樹脂に略均一に型締力が付与される一般的な射出成形方法により成形された樹脂成形品に対して、サンドイッチ成形品の製品外観性が低下するという問題がある。さらに、金型キャビティ容積(製品容積)に対する第1材料(表層)の充填比率が低い程、第2材料を内包する第1材料の樹脂流動長が長くなり、樹脂反転不良が発生し易くなることから、樹脂反転不良を防止するため、内層となる第2材料の射出充填前に、表層となる第1材料を所定量(容積)以上、金型キャビティ内に射出充填させる必要があり、製品容積に対する第2樹脂(内層)の充填比率を高く設定できないという問題がある。
【0038】
また、特許文献2に記載の射出成形方法においては、溶融樹脂が金型キャビティ内に充填されるゲート部分において、内層樹脂用の第2ランナーが、表層樹脂用の第1ランナーの中心部に同心円状になるように配置されるため、表層樹脂の中心部に同心円状に内層樹脂が流動する層流が形成される。しかしながら、これら第1及び第2ランナーは、内部の溶融樹脂を溶融状態で流動・保持させるための保温・加熱手段を備えたホットランナーであり、両ランナーを同心円状に配置させるために、射出装置から金型キャビティ内に連通されるゲート部分までの金型内におけるこれらホットランナーの配置及び構成が複雑になる。そのため、金型構造が複雑になると共に、樹脂流動長が長くなることにより樹脂圧損が大きくなり射出充填性の低下を招くという問題がある。また、ゲート部分にゲートバルブ(樹脂遮断開放切替弁)を設けると、せっかく形成させた層流がゲートバルブ通過により乱れるため、ゲートバルブ付の金型には採用できない。さらに、特許文献2に記載の射出成形方法においても、最初に行われる、表層となる表層樹脂の金型キャビティ内への射出充填はショートショットであり、ゲート部分から表層樹脂と内層樹脂とを層流で射出させても、特許文献1の射出成形方法と同様に、ゲート部分以降の内層樹脂を内包する表層樹脂の樹脂流動は金型キャビティ内の樹脂流動に依存するため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等における樹脂反転不良の発生は十分に抑制することはできない。これは、同時成形方法の1つである、層流を形成させるために、複数の射出ユニットの先端部を結合させるミキシングノズルを介して金型キャビティ内に射出充填する場合も同様である。また、樹脂反転不良以外の、ショートショットに起因する諸問題も十分には解決されていない。加えて、特許文献2に記載の射出成形方法においては、多層構造に構成することが困難な部分(例えば、ビール箱の仕切板部や、OA機器や家電製品或いはコピー機の蓋部などにおいて見られるヒンジ部等)に、表層のみを通過させるゲート「スキン限定ゲート」を配設し、このような薄肉部分はあえて多層構造とはしないで、表層樹脂のみから形成し、樹脂反転不良を回避できると記載されている。この構成により、多層構造に構成することが困難な薄肉部分における樹脂反転不良は回避できる可能性があるが、ほとんどの樹脂成形品の裏面には、補強リブ構造や製品組み込み用のクリップ座構造等の薄肉部分が配置され、軽量化を目的とした更なる薄肉化が要求される状況を鑑みると、これら薄肉部分への「スキン限定ゲート」の追加により、これに接続されるホットランナーも追加される必要があり、ホットランナーの配置及び構成がますます複雑になる。また、従来、成形が困難とされる薄肉部分への内層の形成は考慮されておらず、多くのサンドイッチ成形体に要求される、製品容積に対する内層用溶融樹脂の充填比率向上は望めないという問題がある。
【0039】
これに対し、実施例1に係る射出成形方法は、第1射出充填工程において、射出充填率が略100%となるように、金型キャビティ9aの容積を製品容積より縮小させることにより、縮小させた金型キャビティ9a内が表層用発泡性溶融樹脂9b´により満たされ、金型キャビティ9a内の表層用発泡性溶融樹脂9b´に型締力が略均一に付与される。これにより、金型キャビティ9a内における表層用発泡性溶融樹脂9b´の樹脂圧力が略均一に高められ、表層用発泡性溶融樹脂9b´の略全面に金型キャビティ9aの内面との接触により冷却固化された強固なスキン層(冷却固化層)が形成され、後に表層用発泡性溶融樹脂9b´内に射出充填される内層用非発泡性溶融樹脂10bの表層外部への流出、いわゆる、樹脂反転不良を抑制すると共に、金型キャビティ面の該スキン層への高い転写性が確保される。このように、実施例1に係る射出成形方法によれば、特許文献1及び2の射出成形方法のような、射出後の金型キャビティ内を自由流動する表層用溶融樹脂の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が表層用溶融樹脂表面に形成されたスキン層(冷却固化層)へ転写される一般的なサンドイッチ成形品の射出成形方法で成形されたサンドイッチ成形品に対して、製品外観性が向上する。
【0040】
また、実施例1に係る射出成形方法は、金型キャビティ拡張工程において、金型キャビティ9aの容積が既に製品容積と略同じである。このため、実施例1に係る射出成形方法は、金型キャビティ9aの容積変動がなく、特許文献4の射出成形方法のような金型キャビティの容積変動がある場合に対して、第2射出充填工程の前に確実に内層用溶融樹脂の射出充填抵抗を低下させ、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において生じる樹脂流動の乱れを低下させるという効果を生じさせ、内層用溶融樹脂の射出充填抵抗の低下に寄与すると共に、内層用溶融樹脂の樹脂反転不良の抑制効果を向上させることができる。
【0041】
さらに、実施例1に係る射出成形方法は、表層用発泡性溶融樹脂9b´の発泡層9f´が、発泡剤を含まない非発泡性溶融樹脂で満たされた状態に対して、その強度及び密度が低い。このため、図2Bに示すように、スキン層9eを貫通させて、内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´の発泡層9f´に射出充填させると、内層用非発泡性溶融樹脂10bはその射出圧力と樹脂流動により、発泡セル内にその発泡ガスを圧縮させて充填され、又は、発泡層9f´の強度及び密度が弱い部位から順次、発泡セルを破壊しながら内層用非発泡性溶融樹脂10bと置換されていく。このように、実施例1に係る射出成形方法は、発泡層9f´にのみ、内層用非発泡性溶融樹脂10bが充填・置換されるため、樹脂反転不良が抑制されると共に、内層用非発泡性溶融樹脂10bの充填・置換部分を特定可能な優先流動効果や、発泡層9f´の密度低下分が、内層用非発泡性溶融樹脂10bが充填・置換される量(容積)と略同じになる、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率制御効果を生じさせる。そのため、微小型開き制御で発泡層の発泡セル密度を制御する発泡倍率制御により、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率制御が可能になると共に、内層用非発泡性溶融樹脂10bを充填させたい部分のみ、金型内の可動中子等により金型キャビティ9aの容積を拡張させて発泡層を形成させれば、優先流動効果により、任意の部分に内層用非発泡性溶融樹脂10bを充填させる選択流動が可能になる。このように、実施例1に係る射出成形方法は、第2射出充填工程において、強度及び密度が弱い発泡セルからなる発泡層9f´に内層用非発泡性溶融樹脂10bを射出充填させるため、表層用溶融樹脂として発泡剤を含まない非発泡性溶融樹脂を使用した場合と比較して、内層用非発泡性溶融樹脂10bの射出充填抵抗を大幅に低下させ、発泡層9f´による内層用非発泡性溶融樹脂10bの優先流動効果との相乗効果により、内層用非発泡性溶融樹脂10bの樹脂反転不良を確実に防止できると共に、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を更に高く設定することができる。また、表層用発泡性溶融樹脂9b´の略全面に形成された強固なスキン層9eによって樹脂反転不良が更に抑制され、また、スキン層9eへの高い転写性が確保される。
【0042】
ここで、化学発泡剤を使用した場合、形成された発泡層内の発泡セル内の発泡ガス圧力は、化学発泡剤の種類や成形条件により相違するが、一般的に0.3〜0.5MPa(樹脂温度200℃)とされている。これに対して、射出充填樹脂圧力(射出圧力)は、樹脂の種類や成形条件により相違するが、一般的に30MPa〜50MPa、あるいは、それ以上とされている。実施例1の第1射出充填工程においては、このような発泡セル内の発泡ガス圧力と射出充填樹脂圧力との大きな圧力差により、発泡セル内の発泡ガスが、内層用溶融樹脂の発泡層内への射出充填時に、その射出充填抵抗を増加させる要因になることはなく、発泡セル内のほとんどの発泡ガスは、製品品質に全く影響しない程度の容積まで容易に圧縮され、内層用溶融樹脂内に残留し、ごく一部が、破壊された発泡セルの残骸と共に、内層用溶融樹脂中に再融解され、内層用溶融樹脂中に取り込まれたまま冷却固化され、発泡ガスとしては存在しなくなる。その結果、使用する樹脂の組み合わせや、製品形状及び成形条件によっては、図2Cに示すように、発泡層9f´の容積(発泡層9f´が発泡層でない溶融層である場合に対する、発泡層9f´の密度低下分、又は、発泡倍率分)を略完全に、内層用非発泡性溶融樹脂10bに置換させることが可能である。そのため、発泡層9f´の容積(密度低下分、又は、発泡倍率分)やスキン層9eの厚みを制御することにより、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を制御することができる。本実施例1のように、発泡層9f´を略完全に内層用非発泡性溶融樹脂10bに置換させず、表層9´をスキン層9eと発泡層9f´の一部との混在する層としても良い。
【0043】
またさらに、実施例1に係る射出成形方法は、第2射出充填工程において、内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´とは別の内層用樹脂流路10cから、表層用発泡性溶融樹脂9b´のスキン層(冷却固化層)9eを貫通させて、表層用発泡性溶融樹脂9b´内に射出充填させるため、射出ユニットにミキシングノズル等の層流形成手段は不要である。また、これら溶融樹脂の金型内の樹脂流路9c、10cがホットランナーであっても、その配置及び構成等により層流を形成させる構造のように複雑になることはなく、任意の複数部位から内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´内に射出充填させることができる。また、内層用非発泡性溶融樹脂10bは、内層用樹脂流路10cが金型キャビティ9a内に接続されるゲート部分から、射出力により表層用発泡性溶融樹脂9b´のスキン層(冷却固化層)9eを貫通させるため、金型に、内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´内に射出充填させるための特殊なゲート構造や特殊なゲートバルブ等を必要としない。
【実施例2】
【0044】
次に、図3A及び図3Bを参照しながら本発明の実施例2に係る射出成形方法を説明する。図3A及び図3Bは、実施例2に係る射出成形方法のうち、上述した実施例1に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0045】
実施例2に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積よりも大きい容積となるように金型キャビティ9aを拡張させる工程である点と、金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、金型キャビティ9aの容積を製品の容積まで縮小させる金型キャビティ縮小工程を備えている点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例1において説明したものと基本的に同じものを用いることができるため、実施例1に係る射出成形方法との相違点についてのみ説明する。
【0046】
図3Aは、金型キャビティ拡張工程及び第2射出充填工程が完了し、内層用樹脂流路10cのゲートバルブ10dが閉じられた直後の状態を示す。実施例2に係る射出成形方法において、金型キャビティ拡張工程は、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも大きい微小型開き量L1´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積よりも大きい容積とさせる工程である。
【0047】
図3Aに示す状態において、内層用非発泡性溶融樹脂10bは、まだ溶融状態が維持されている。また、表層用発泡性溶融樹脂9b´の発泡層9f´は、樹脂種類や、製品形状、及び、製品仕様等(製品容積に対する内層用溶融樹脂の充填比率、軽量化、均一性、強度剛性等)に応じて、発泡セルが内層用非発泡性溶融樹脂10bに所望する割合で置換されてはいるが、図示しない、製品の補強リブ等の薄肉部分に形成された発泡層9f´は、まだ、内層用非発泡性溶融樹脂10bに置換された状態ではない。そして、図3Aに示す金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程が完了した直後の状態、あるいは、第2射出充填工程の途中の状態(実施例1の図1Dの状態)から、図3Bに示すように、可動金型4を固定金型2側に微小型開き量L1´がL2になるまで、図示しない型開閉機構により型締めさせ、金型キャビティ9aの容積を縮小させる(金型キャビティ縮小工程)。微小型開き量L1´からL2になるまで型締めさせた状態の金型キャビティ9aの容積は、製品容積と略同じである。この金型キャビティ縮小工程により、増加させた内層用非発泡性溶融樹脂10bは、表層用発泡性溶融樹脂9b´内の射出充填抵抗の低い、内層用非発泡性溶融樹脂10bに置換されていない発泡層9f´の発泡セル部分へと流動し充填され、あるいは、発泡セルを破壊しながら置換され、射出充填抵抗の低い発泡セル部分の充填抵抗が高まる。そして、金型キャビティ9aの容積が製品容積と略同じ状態となる際には、製品の補強リブ等の薄肉部分の発泡セル部分にも内層用非発泡性溶融樹脂10bが充填され、製品の略全面に内層用非発泡性溶融樹脂10bが略均一に充填される。
【0048】
そして、図3Bに示す状態から、金型キャビティ9a内に成形されたサンドイッチ成形品11bの冷却固化が完了した後、実施例1に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11bを射出成形機外へ搬出させ、成形サイクルが終了する。
【0049】
実施例2に係る射出成形方法によれば、実施例1に係る射出成形方法と同様に、第1射出充填工程において表層用発泡性溶融樹脂9b´の略全面に形成された強固なスキン層9eにより、内層用非発泡性溶融樹脂10bの樹脂反転不良が抑制される。
【0050】
また、実施例2に係る射出成形方法は、金型キャビティ拡張工程が金型キャビティの容積を製品容積より所定量大きく拡張させる工程であることにより、実施例1に係る射出成形方法のように製品容積にまで拡張させる場合に対して、第2射出充填工程における射出充填抵抗の低減効果を更に向上させ、内層用非発泡性溶融樹脂10bの射出充填性を向上させると共に、金型キャビティ9aの容積拡張により発泡層9f´の密度を更に低下させ、射出充填可能な内層用非発泡性溶融樹脂10bの射出充填量(容積)を物理的に増加させることができる。また、諸条件にもよるが、一般的に、製品厚みが1mmの部分に形成させるスキン層厚みは片面で0.4〜0.5mmであり、この状態において、表層用溶融樹脂内に内層用溶融樹脂を充填させることは非常に困難である。しかしながら、製品厚みが1mmの部分を金型キャビティ容積の拡張により一時的に1.5〜2mmに拡張させれば、この部分への内層用溶融樹脂の充填は可能となる。この一時的に拡張させる金型キャビティ容積の拡張量は、金型構造や、製品形状、及び製品容積に対する内層用溶融樹脂の充填比率等により、適宜選択されれば良い。
【0051】
さらに、実施例2に係る射出成形方法は、金型キャビティの容積を製品容積まで縮小させる金型キャビティ縮小工程により、増加させた内層用溶融樹脂を射出充填抵抗の低い部位へと流動させることができるため、製品の補強リブ等のような、内層用溶融樹脂を充填させることが困難な薄肉部分にも内層用溶融樹脂を充填させることができる。また、その結果、製品容積に対する内層用溶融樹脂の充填比率を高く設定することができる。さらに、実施例2に係る射出成形方法は、金型キャビティ縮小工程によりサンドイッチ成形品に略均一な型締力を付与させることができるので、サンドイッチ成形品内の残留応力を低下させ、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果が期待できる。
【実施例3】
【0052】
次に、図4A及び図4Bを参照しながら本発明の実施例3に係る射出成形方法を説明する。図4A及び図4Bは、実施例3に係る射出成形方法のうち、上述した実施例1に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0053】
実施例3に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積未満となるように金型キャビティ9aを拡張させる工程である点と、内層用非発泡性溶融樹脂が発泡剤を含む内層用発泡性溶融樹脂10b´である点と、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、金型キャビティ9aの容積が製品の容積となるように、金型キャビティ9aを再度拡張させる金型キャビティ再拡張工程を備えている点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例1において説明したものと基本的に同じものを用いることができるため、実施例1に係る射出成形方法との相違点についてのみ説明する。
【0054】
図4Aは、金型キャビティ拡張工程及び第2射出充填工程が完了し、内層用樹脂流路10cのゲートバルブ10dが閉じられた直後の状態を示す。実施例3に係る射出成形方法において、金型キャビティ拡張工程は、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも小さい微小型開き量L1´´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積未満とさせる工程である。また、実施例3に係る射出成形方法において、第2射出充填工程において射出充填される第2材料は、発泡剤を含む内層用発泡性溶融樹脂10b´である。
【0055】
そして、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、図4Bに示すように、金型キャビティ9aの容積が製品の容積となるように、金型キャビティ9aを再度拡張させる(金型キャビティ再拡張工程)。これにより、表層用発泡性溶融樹脂9b´内に充填された内層用発泡性溶融樹脂10b´を発泡させる。
【0056】
その後、図4Bに示す状態から、金型キャビティ9a内に成形されたサンドイッチ成形品11cの冷却固化が完了した後、実施例1に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11cを射出成形機外へ搬出させ、成形サイクルが終了する。
【0057】
実施例3に係る射出成形方法は、金型キャビティ再拡張工程を行うことにより、従来のサンドイッチ成形品の射出成形方法において、表層用溶融樹脂内に充填された、発泡剤を含む発泡性溶融樹脂の樹脂流動や発泡状態に依存するしかなかった内層用溶融樹脂の発泡状態(発泡層厚みや発泡率等)を積極的に制御することができる。
【0058】
実施例3に係る射出成形方法において、実施例2に係る射出成形方法のように、金型キャビティ縮小工程を行うことが好ましい。この場合、金型キャビティ縮小工程は、金型キャビティ拡張工程及び金型キャビティ再拡張工程のいずれか一方の後に行うとしても良いし、これら金型キャビティ拡張工程及び金型キャビティ再拡張工程の後にそれぞれ行うとしても良い。なお、金型キャビティ拡張工程後に金型キャビティ縮小工程を行う場合には、実施例2に係る射出成形方法において説明したように、金型キャビティ拡張工程において、金型キャビティ縮小工程により縮小させる分だけ多めに金型キャビティ9aの拡張を行うようにすれば良い。また、金型キャビティ再拡張工程後に金型キャビティ縮小工程を行う場合も同様であり、金型キャビティ縮小工程により縮小させる分だけ多めに金型キャビティ9aの拡張を行うようにすれば良い。
【実施例4】
【0059】
次に、図5A乃至図5E、図6A及び図6Bを参照しながら本発明の実施例4に係る射出成形方法を説明する。図5A乃至図5Eは、実施例4に係るサンドイッチ成形品の射出成形方法の各工程を示す金型の概略断面図である。図6A及び図6Bは、サンドイッチ成形品が成形される過程を示す概略断面図である。
【0060】
実施例4に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、表層用溶融樹脂が発泡剤を含まない非発泡性溶融樹脂である点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであるため、その詳細な説明を省略する。また、金型及び射出成形機においても、発泡剤を含む表層用発泡性溶融樹脂が発泡剤を含まない表層用非発泡性溶融樹脂9bに変更される点以外は実施例1において説明したものと基本的に同じものを用いることができるため、説明を省略する。
【0061】
実施例4に係る射出成形方法は、まず、実施例1に係る射出成形方法と同様の方法により型締め工程及び第1射出充填工程を行い、製品の容積未満の容積からなる金型キャビティ9aを形成すると共に、金型キャビティ9a内を表層用非発泡性溶融樹脂9bで満たす(図5A)。実施例4に係る射出成形方法においても、実施例1に係る射出成形方法と同様に、表層用非発泡性溶融樹脂9bの射出充填率が略100%であるため、図6Aに示すように、表層用非発泡性溶融樹脂9bの略全面が金型キャビティ9aの内面と接触して冷却され、略全面を覆う強固なスキン層(冷却固化層)9eと、内部が溶融状態の溶融層9fとから構成される表層9が成形される。また、金型キャビティ9a内の表層用非発泡性溶融樹脂9bに略均一に型締力が付与され、金型キャビティ9a内面の該スキン層への高い転写性が確保されるため、サンドイッチ成形品の製品外観性が向上する。
【0062】
次に、図5Bに示すように、第1射出充填工程の開始後(すなわち、第1射出充填工程の途中、又は、第1射出充填工程の完了後)に、金型キャビティ9aの容積を製品容積まで拡張させる金型キャビティ拡張工程が行われる。ここで、可動金型4が固定金型2から微小型開き量L1になるまで型開きさせる動作を分かり易くするために、表層9と可動金型4の金型キャビティ9aとの間に微小型開き量L1と同じ隙間が図示されているが、実際には、この金型キャビティ拡張工程と同時に、あるいは、所定時間経過後に行われる第2射出充填工程に連動させて、可動金型4の微小型開き動作が制御されることが好ましい。具体的には、図5Cに示すように、可動金型4の型開き量、すなわち、金型キャビティ9aの容積拡張量が、表層用非発泡性溶融樹脂9b内に射出充填させる内層用非発泡性溶融樹脂10bの射出充填量(容積)の増加と同じ、あるいは、所定量(容積)少なくなるように、型開閉機構による型開き速度や型位置保持力等を制御させ、前述した隙間が生じないように金型キャビティ9aの容積が製品容積になるまで、すなわち、微小型開き量L1になるまで可動金型4を型開きさせることが、表層用非発泡性溶融樹脂9bの強固なスキン層(冷却固化層)の形成と該スキン層への高い転写性を確保する上で好ましい。また、逆に、可動金型4の型開きによる金型キャビティ9aの容積拡張量に合わせて、内層用樹脂射出充填工程における内層用非発泡性溶融樹脂10bの射出充填量(容積)を同様に制御させる、あるいは、双方を連動制御させても良い。
【0063】
次に、実施例1に係る射出成形方法と同様の方法により第2射出充填工程を行い、内層用非発泡性溶融樹脂10bを表層用非発泡性溶融樹脂9b内に射出充填させる(図5C)。この第2射出充填工程の開始時における内層用非発泡性溶融樹脂10bの流動状態を図6Bに示す。ここで、金型キャビティ拡張工程とこの第2射出充填工程とを連動させ、内層用樹脂流路10cのゲートバルブ10dと、金型キャビティ9aの内面との接触面に形成された表層用非発泡性溶融樹脂9bのスキン層9eとを密着させた状態を維持させることにより、ゲートバルブ10dにおける樹脂反転不良の発生を防止しつつ、表層用非発泡性溶融樹脂9bのスキン層9eを貫通させて、内層用非発泡性溶融樹脂10bを表層用非発泡性溶融樹脂9b内に射出充填することができる。なお、金型キャビティ拡張工程と第2射出充填工程との連動によらず、成形条件等で、ゲートバルブ10dと表層用非発泡性溶融樹脂9bのスキン層9eとの密着性が維持される場合においては、金型キャビティ拡張工程と内層用樹脂射出充填工程とを必ずしも連動させる必要はない。
【0064】
第2射出充填工程後、図5Dに示すように、内層用樹脂流路10cのゲートバルブ10dが閉じられ、金型キャビティ9a内に成形されたサンドイッチ成形品11dに所定の型締力を付与させた状態で冷却固化させる冷却固化工程に移行させる。そして、金型キャビティ9a内に成形されたサンドイッチ成形品11dの冷却固化が完了した後、図5Eに示すように、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11dを射出成形機外へ搬出させ、成形サイクルが終了する。
【0065】
以上説明したように、図5Aから図5Eまでの工程を繰り返すことにより、製品容積に対する内層用溶融樹脂の充填比率を高く設定しても、樹脂反転不良を抑制しながら、製品外観性に優れたサンドイッチ成形品11dを連続して成形させることができる。
【0066】
実施例4に係る射出成形方法は、金型キャビティ拡張工程により、縮小させた金型キャビティ内に満たされた表層用非発泡性溶融樹脂9bへの型締力が緩和され、表層用非発泡性溶融樹脂9b内圧力を低下させることができる。このため、第2射出充填工程における内層用非発泡性溶融樹脂10bの射出充填抵抗を低下させ、内層用非発泡性溶融樹脂10bの射出充填性を向上させることにより、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を高く設定することができる。すなわち、実施例4に係る射出成形方法は、内層用非発泡性溶融樹脂10bの表層用非発泡性溶融樹脂9b内への射出充填量(容積)の増大に伴い、金型キャビティ9aがこれら2つの溶融樹脂で満たされた状態で、製品容積まで金型キャビティ9aの容積が拡張される。これにより、実施例4に係る射出成形方法によれば、図6Bに示すように、表層用非発泡性溶融樹脂9bの略全面に形成された強固なスキン層9eによって樹脂反転不良が抑制され、スキン層9eへの高い転写性も確保することができる。また、実施例4に係る射出成形方法によれば、金型キャビティ拡張工程により、表層用非発泡性溶融樹脂9bの溶融層9fへの射出充填抵抗を低下させて、内層用非発泡性溶融樹脂10bの射出充填性を向上させることができるため、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を高く設定して、この第2射出充填工程を行わせることができる。
【0067】
また、実施例4に係る射出成形方法は、第2射出充填工程において、内層用非発泡性溶融樹脂10bを、図5Cに示すように、表層用非発泡性溶融樹脂9bの表層用樹脂流路9cとは別の内層用樹脂流路10cから、表層用非発泡性溶融樹脂9bのスキン層(冷却固化層)9eを貫通させて、表層用非発泡性溶融樹脂9b内に射出充填させている。このため、実施例4に係る射出成形方法に用いる射出成形機には、複数の射出ユニットの先端部を結合させるミキシングノズル等の層流形成手段が不要である。また、これら溶融樹脂の樹脂流路がホットランナーであっても、その配置及び構成等により層流を形成させる構造のように複雑になることはなく、樹脂流動長を短くすることができるため、樹脂圧損が小さく射出充填性が良く、樹脂滞留が少ないため色換え性にも優れる。さらに、任意の複数部位から内層用非発泡性溶融樹脂10bを表層用非発泡性溶融樹脂9b内に射出充填させることができる。また、内層用非発泡性溶融樹脂10bは、内層用樹脂流路10cが金型キャビティ9aに接続されるゲート部分に配置されたゲートバルブ10dから、射出力により表層用非発泡性溶融樹脂9bのスキン層(冷却固化層)9eを貫通させるため、固定金型2に、内層用非発泡性溶融樹脂10bを表層内非発泡性溶融樹脂9b内に射出充填させるための特殊なゲート構造や特殊なゲートバルブ等を必要としない。
【実施例5】
【0068】
次に、図7A及び図7Bを参照しながら本発明の実施例5に係る射出成形方法を説明する。図7A及び図7Bは、実施例5に係る射出成形方法のうち、上述した実施例4に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0069】
実施例5に係る射出成形方法が実施例4に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積よりも大きい容積となるように金型キャビティ9aを拡張させる工程である点と、金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、金型キャビティ9aの容積を製品の容積まで縮小させる金型キャビティ縮小工程を備えている点である。これ以外の成形工程は、実施例4に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例1において説明したものと基本的に同じものを用いることができるため、実施例1及び4に係る射出成形方法との相違点についてのみ説明する。なお、実施例5に係る射出成形方法において、金型キャビティ拡張工程及び金型キャビティ縮小工程は、実施例2に係る射出成形方法と同様であるため、詳細な説明を省略する。
【0070】
図7Aは、金型キャビティ拡張工程及び第2射出充填工程が完了し、内層用樹脂流路10cのゲートバルブ10dが閉じられた直後の状態を示す。図7Aに示す状態において、表層用非発泡性溶融樹脂9bの溶融層9f及び内層用非発泡性溶融樹脂10bは、まだ溶融状態が維持されている。実施例5に係る射出成形方法において、金型キャビティ拡張工程は、実施例2に係る射出成形方法と同様に、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも大きい微小型開き量L1´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積よりも大きい容積とさせる工程である。
【0071】
そして、図7Aに示す金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程が完了した直後の状態、あるいは、第2射出充填工程の途中の状態(実施例4の図5Cの状態)から、実施例2に係る射出成形方法と同様に、可動金型4を固定金型2側に微小型開き量L1´がL2になるまで、図示しない型開閉機構により型締めさせ、金型キャビティ9aの容積を縮小させる(金型キャビティ縮小工程)。この際の金型キャビティ9aの容積は、製品の容積と略同じである。この金型キャビティ縮小工程により、増加させた内層用非発泡性溶融樹脂10bは、表層用非発泡性溶融樹脂9b内の射出充填抵抗の低い部位へと流動し充填される。
【0072】
そして、図7Bに示す状態から、金型キャビティ9a内に成形されたサンドイッチ成形品11eの冷却固化が完了した後、実施例1に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11eを射出成形機外へ搬出させ、成形サイクルが終了する。
【0073】
実施例5に係る射出成形方法は、実施例2に係る射出成形方法と同様に、金型キャビティ拡張工程が金型キャビティの容積を製品容積より所定量大きく拡張させる工程であることにより、第2射出充填工程における射出充填抵抗の低減効果を向上させ、内層用非発泡性溶融樹脂10bの射出充填性を向上させると共に、射出充填可能な内層用非発泡性溶融樹脂10bの射出充填量(容積)を物理的に増加させることができる。また、実施例5に係る射出成形方法は、実施例2に係る射出成形方法と同様に、金型キャビティ縮小工程により、製品の補強リブ等の薄肉部分にも内層用非発泡性溶融樹脂10bが充填され、製品の略全面に内層用非発泡性溶融樹脂10bが略均一に充填されるため、製品外観性に優れたサンドイッチ成形品を成形させることができる。また、その結果、製品の容積に対する内層用非発泡性溶融樹脂10bの充填比率を高く設定することができる。さらに、この金型キャビティ縮小工程により、サンドイッチ成形品11eに略均一な型締力を付与させることができるので、サンドイッチ成形品11e内の残留応力を低下させ、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果が期待できる。またさらに、実施例5に係る射出成形方法においても、第1射出充填工程において表層用非発泡性溶融樹脂9bの略全面に形成された強固なスキン層9eにより、内層用非発泡性溶融樹脂10bの樹脂反転不良が抑制される。
【実施例6】
【0074】
次に、図8A乃至図8F、図9A、図9B及び図9Cを参照しながら本発明の実施例6に係る射出成形方法を説明する。図8A乃至図8Fは、実施例6に係る中空成形品の射出成形方法の各工程を示す金型の概略断面図である。図9A、図9B及び図9Cは、中空成形品が成形される過程を示す概略断面図である。
【0075】
実施例6に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、実施例1に係る射出成形方法が第2材料として内層用非発泡性溶融樹脂10bを用いるサンドイッチ成形品の射出成形方法であるのに対し、実施例6に係る射出成形方法は、第2材料として加圧ガス10b´´を用いる中空成形品の射出成形方法である点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであるため、その詳細な説明を省略する。
【0076】
実施例6に係る射出成形方法に用いる射出成形機は、図8Aに示すように、金型キャビティ9aを形成可能な固定金型2(第1金型)及び可動金型4(第2金型)と、発泡性溶融樹脂9b´´(第1材料)を金型キャビティ9a内に射出充填可能な射出ユニット17´と、加圧ガス10b´´(第2材料)を金型キャビティ9a内に供給可能な加圧ガスユニット18´とを備える。
【0077】
固定金型2は、ベース(図示せず)に立設された固定盤(図示せず)に取り付けられている。また、固定金型2は、射出ユニット17´から射出された発泡性溶融樹脂9b´´が金型キャビティ9a内に向けて流動する樹脂流路9c´と、この樹脂流路9c´の金型キャビティ9a内に連通されるゲート部分に設けられたゲートバルブ(樹脂遮断開放切替弁)9d´と、加圧ガスユニット18から供給される加圧ガス10b´´を金型キャビティ9a内に注入させる加圧ガス流路10c´と、この加圧ガス流路10c´の金型キャビティ9a側端部の接続部分に設けられた開閉弁10d´とを有している。可動金型4は、可動盤(図示せず)に、固定金型2に対向するように取り付けられ、図示しない型開閉機構により射出成形機の長手方向に移動可能に配置されている。
【0078】
射出ユニット17´は、固定金型2の背面側において射出成形機の長手方向と平行となるように設けられ、固定盤の背面からその先端ノズルを固定金型2に対して接離可能に配置されている。加圧ガスユニット18´は、後述する中空部形成工程で使用される、空気、窒素、二酸化炭素等のガスを所定量、所定圧力で供給可能なユニットであって、タンクユニットと、タンクユニットに係る圧力計、圧力制御弁、ガス流量制御弁、逆止弁、大気開放弁等で構成される。この加圧ガスユニット18´は、タンクユニットを含む1つのユニットとして、射出成形機近傍に配置され、固定金型2の加圧ガス流路10c´と配管やガスホース等で接続されている。加圧ガスを射出成形機が設置されている工場のユーティリティー配管等から供給可能な場合は、それらユーティリティー配管から直接加圧ガスを供給させ、必要な配管機器類のみをユニットとして別置きする形態や、該ユニットを射出成形機の固定盤等に配置させる形態も可能である。
【0079】
実施例6に係る射出成形方法に用いる射出成形機において、固定金型2及び可動金型4の構成等の他の構成は、実施例1に係る射出成形方法に用いる射出成形機と同様であるため、その説明を省略する。
【0080】
実施例6に係る射出成形方法は、図8Aに示す成形サイクル開始前の型開き状態から、実施例1に係る射出成形方法の型締め工程及び第1射出充填工程と同様の方法により、型締め工程及び射出充填工程を行い、製品の容積未満の容積からなる金型キャビティ9aを形成すると共に、金型キャビティ9a内を発泡性溶融樹脂9b´´で満たす(図8B)。実施例6に係る射出成形方法においても、実施例1に係る射出成形方法と同様に、発泡性溶融樹脂9b´´の射出充填率が略100%であるため、図9Aに示すように、発泡性溶融樹脂9b´´の略全面が金型キャビティ9aの内面と接触して冷却され、発泡性溶融樹脂9b´´の略全面を覆う強固なスキン層(冷却固化層)9eが成形される。また、ショートショットの場合のように、後に注入させる加圧ガスを内包する樹脂流動圧力で金型キャビティ内に溶融樹脂が満たされる形態に対して、金型キャビティ9a内の発泡剤を含む発泡性溶融樹脂9b´´に略均一に型締力が付与されるため、金型キャビティ9a内面のスキン層9eへの高い転写性が確保されると共に、発泡剤を含む発泡性溶融樹脂9b´´の略全面に略均一に付与される型締力により、スキン層9e形成時における発泡セルのスキン層9eへの表出が抑制される。そのため、ショートショットの場合のように、後に注入させる加圧ガスにより、射出後の金型キャビティ内を自由流動する溶融樹脂の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が溶融樹脂表面に形成されたスキン層(冷却固化層)へ転写される一般的な中空射出成形方法で成形された中空成形品に対して、製品外観性が向上する。
【0081】
発泡性溶融樹脂9b´´は、金型キャビティ9a内に射出充填された直後から金型内で冷却され、冷却固化収縮が進行するため、縮小させた金型キャビティ9aの容積より、少なくとも冷却固化収縮分(容積)だけ多く射出充填させた方が、発泡性溶融樹脂9b´´の強固なスキン層(冷却固化層)9eの形成とスキン層9eへの高い転写性を確保する上で好ましい。ここで、スキン層9eは、金型キャビティ内の気体との接触部に形成されるスキン層に対して強固ではあるが、完全に硬化している層ではなく、その温度が樹脂軟化点温度、あるいは、ガラス固化温度以上で冷却固化がまだ進行中の、層方向にゴム状の弾性挙動を示す薄膜のような層であり、金型キャビティ9aの容積の可変に伸縮して追従可能である。
【0082】
ここで、発泡剤を含む発泡性溶融樹脂9b´´に含まれる発泡剤は、化学発泡剤であることを前提に説明するが、実施例1において説明した通り、物理発泡剤であっても良い。また、実施例6に係る射出成形方法は、実施例1に係る射出成形方法と同様に、型締め工程の開始後(すなわち、型締め工程の途中、又は、型締め工程の完了後)で、かつ、射出充填工程の開始前において、金型キャビティ9a内に、空気、窒素、二酸化炭素等の加圧ガスを注入させ、金型キャビティ9a内を発泡性溶融樹脂9b´´の発泡膨張圧力以上の圧力で与圧させ(与圧工程)、射出充填工程の開始後(すなわち、射出充填工程の途中、又は、射出充填工程の完了後)に、注入させた加圧ガスを排出させる(加圧ガス排出工程)、いわゆる、ガス・カウンター・プレッシャー法を行わせても良い。発泡性溶融樹脂9´´で拡張発泡成形を行う場合、スキン層(冷却固化層)への発泡セルの表出は、発泡性溶融樹脂9´´の略全面に略均一に付与される型締力や、射出条件や金型温度制御等の成形条件で抑制させることが可能である。しかしながら、これらの成形条件は複雑であり、中空成形品の成形条件と相反する場合がある。このような場合であっても、このようなガス・カウンター・プレッシャー法が採用されれば、スキン層(冷却固化層)への発泡セルの表出をより確実に抑制することができ、高い製品外観性や意匠性を要求される中空成形品であっても、中空成形品の樹脂材料として、発泡性溶融樹脂9b´´を採用することができる。これにより、軽量化に適した中空成形品の更なる軽量化が期待できる。
【0083】
射出充填工程において、このガス・カウンター・プレッシャー法が採用される場合、使用される加圧ガスは、後述する中空部形成工程に使用される加圧ガスと同じ、空気、窒素、二酸化炭素等であっても良い。また、加圧ガスユニット18´は、固定金型2の加圧ガス流路10c´及び加圧ガス流路10c´の開閉弁10d´を介して金型キャビティ9a内にそれら加圧ガスを所定量、所定圧力で供給可能である。さらに、開閉弁10d´は、加圧ガスを溶融樹脂内に注入させるための特殊な開閉弁等ではない。そのため、これら中空部形成工程において、溶融樹脂内に加圧ガスを注入させる加圧ガス流路や関連機構を、このガス・カウンター・プレッシャー法における金型キャビティ内の与圧工程やガス排出工程に使用すれば、新たな構成要件を追加することなく、ガス・カウンター・プレッシャー法が採用できる。このガス・カウンター・プレッシャー法における金型キャビティ内の与圧工程と、中空部形成工程における加圧ガスの注入工程とは重複しておらず、それぞれの加圧ガスの排出工程は重複しても問題ないため、中空部形成工程に使用される加圧ガスユニット18´及び加圧ガス流路10c´や関連機構を、このガス・カウンター・プレッシャー法における金型キャビティ9a内の与圧工程やガス排出工程に使用することは成形工程上も問題はない。
【0084】
次に、図8Cに示すように、実施例1に係る射出成形方法と同様に、金型キャビティ9aの容積を製品容積まで拡張させる金型キャビティ拡張工程が行われ、これにより、射出充填された発泡性溶融樹脂9b´´が、スキン層9eと、発泡セルからなる発泡層9fとからなる発泡成形体9´´として形成される。この金型キャビティ拡張工程においては、一般的な拡張発泡成形方法と同様に、発泡成形体9´´のスキン層9e及び発泡セルからなる発泡層9fの厚みや、発泡セルの粒径や発泡倍率等の発泡状態が所望の発泡状態になるように可動金型4の微小型開き動作や金型温度等が制御されるが、後に行われる中空部形成工程において、成形品容積に対する中空部の中空比率をより高く設定することができるように、積極的に強度及び密度が低くなるように制御されても良い。
【0085】
次に、図8Dに示すように、射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後(すなわち、金型キャビティ拡張工程の途中、又は、金型キャビティ拡張工程の完了後)に、加圧ガス流路10c´の開閉弁10d´を開放させ、加圧ガス10b´´を、加圧ガスユニット18´から加圧ガス流路10c´を介して、発泡性溶融樹脂9b´´と金型キャビティ9a内面との接触面に形成された、発泡成形体9´´のスキン層(冷却固化層)9eを貫通させて、発泡成形体9´´の発泡層9f内に注入させる(中空部形成工程又は第2射出充填工程)。この中空部形成工程又は第2射出充填工程における加圧ガスの流動状態を図9Bに示す。この中空部形成工程の前の、射出充填工程及び金型キャビティ拡張工程、すなわち、拡張発泡成形工程により、発泡性溶融樹脂9b´´を金型キャビティ9a内で発泡膨張させているため、この中空部形成工程においても、発泡成形体9´´のスキン層9eは金型キャビティ9aの内面に発泡ガス圧力により押し付けられている状態である。同様に、加圧ガス流路10c´の開閉弁10d´と、発泡成形体9´´のスキン層9eとも密着させた状態が維持されるため、開閉弁10d´におけるガス破裂不良の発生を防止しつつ、発泡成形体9´´のスキン層(冷却固化層)9eを貫通させて、加圧ガス10b´´を発泡成形体9´´の発泡層9f内に注入することができる。
【0086】
加圧ガス10b´´の発泡成形体9´´内への注入が完了し、所望する中空部が形成された後、図8Eに示すように、金型キャビティ9a内に成形された中空成形品11fに所定の型締力を付与させた状態で冷却固化させる冷却固化工程に移行させる。この冷却固化工程における中空成形品の状態を図9Cに示す。このとき、中空成形体の略全面に型締力が略均一に付与されるように、また、中空部を形成させるために必要な圧力を維持させるように、加圧ガスユニット18´からの加圧ガス供給及び供給ガス圧力制御は継続されることが好ましいが、中空部内のガス圧力が所定圧力以上であれば、加圧ガス流路10c´の開閉弁10d´を閉じた状態であっても良い。そして、金型キャビティ9a内に成形された中空成形品11fの冷却固化工程の開始後(すなわち、冷却固化工程の途中、又は、冷却固化工程の完了後)に、加圧ガス流路10c´から加圧ガスユニット18´間の管路に配置された大気開放弁を開放させると共に、加圧ガス流路10c´の開閉弁10d´を開放させ、中空成形品11fの中空部内の、発泡ガスが混合された加圧ガスを排出させる。そして、図8Fに示すように、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段により中空成形品11fを射出成形機外へ搬出させ、成形サイクルが終了する。
【0087】
ここで、実施例6に係る射出成形方法のように、射出ユニット17´が固定金型2に接続される形態においては、一般的には中空成形品11fの固定金型2側へゲート跡(ゲート痕、射出痕)が転写されるため、この固定金型2側が非意匠面、対向する可動金型4側が意匠面となる。そのため、加圧ガスを注入させる開閉弁10d´も固定金型2側の非意匠面に配置され、加圧ガスの注入孔も中空成形品11fの固定金型2側の非意匠面に形成される。また、製品を取り出す際は、非意匠面である固定金型2側から製品押出手段等で金型から押し出される。しかしながら、実施例6に係る射出成形方法は、射出ユニットが固定金型2及び可動金型4のいずれに接続されるか、あるいは、中空成形品の固定金型2側、可動金型4側のいずれが意匠面で非意匠面か、等の形態の差異によって、上述した効果に大きな差異が生じることはなく、そのような異なる形態においても実施することができる。
【0088】
以上説明したように、必要に応じて、ガス・カウンター・プレッシャー法を採用して、図8Aから図8Fまでの工程を繰り返すことにより、製品容積に対する中空部の中空比率を高く設定しても、ガス破裂不良を抑制しながら、製品外観性に優れた中空成形品11fを連続して成形させることができる。ガス・カウンター・プレッシャー法が採用された場合は、この中空成形品11fの中空部内の加圧ガス排出の際に、金型キャビティ9a内の加圧ガスも同時に排出されるため、特に、ガス・カウンター・プレッシャー法個別の加圧ガスの排出制御は必要ない。また、実施例6に係る射出成形方法においては、一般的な中空射出成形方法では、発泡セルのスキン層への表出等の問題で、使用されることが少ない、発泡剤を含む発泡性溶融樹脂を、射出充填率が略100%となるように金型キャビティの容積を製品容積より縮小させて行われる射出充填工程により、発泡剤を含む発泡性溶融樹脂の略全面に型締力を略均一に付与させて、スキン層形成時における発泡セルのスキン層への表出を抑制させることで、使用することができる。そのため、発泡剤を含まない非発泡性溶融樹脂を使用する一般的な中空成形品に対して、上述したように、製品容積に対する中空部の中空比率を大幅に向上させた中空成形品を成形させることができる。
【0089】
以上説明した実施例6に係る射出成形方法は、特許文献3及び4に記載されている中空成形品の従来の射出成形方法(中空射出成形方法及び高中空射出成形方法)よりも、ガス破裂不良の発生を確実に抑制することができる。
【0090】
すなわち、特許文献3に記載の中空成形方法においては、最初に行われる、溶融合成樹脂(溶融樹脂)の金型キャビティ内への射出充填における射出充填量(容積)が、金型キャビティの容積を満たすには足りない、いわゆる、ショートショットであるため、金型キャビティ内が溶融合成樹脂で満たされることはない。そのため、射出充填された溶融合成樹脂が、熱伝導率の高い金型キャビティの内面と接触して冷却されることによりその接触部に形成される、薄い膜状のスキン層(冷却固化層)に対して、該溶融合成樹脂の流動先端部等、金型キャビティ内の熱伝導率の低い気体との接触部に形成されるスキン層は強度が弱い。その結果、溶融合成樹脂の射出充填後に、溶融合成樹脂内へガスを噴出させる際、ガス量(容積)を多くしたり、ガス圧力を高くしたりして、製品容積に対する中空部容積の割合、すなわち、製品容積に対する中空部の中空比率を高く設定すると、溶融合成樹脂に形成された弱いスキン層部分からガスが噴出する、いわゆる、ガス破裂不良が発生するという問題がある。ガス破裂不良が発生すると、意図しないガス破裂の貫通穴や破裂したガスの巻き込みよる凹凸部が意匠面に形成され、外観不良になる。また、中空部のガス圧力が低下するため、ガス圧力による溶融合成樹脂の金型キャビティ内面への押付け力が低下し、金型キャビティ内面形状のスキン層への転写性、すなわち、中空成形品の製品外観性が低下する。このため、特許文献3に記載の中空成形方法においては、製品容積に対する中空部の中空比率を高く設定することができない。また、先にショートショットで充填された溶融合成樹脂が、その内部に続いて噴出(注入)されるガス噴出(注入)量(容積)の増大に伴い、溶融合成樹脂が金型キャビティ内を満たすため、ガスを内包する溶融合成樹脂の樹脂流動は金型キャビティ内の樹脂流動に依存する。そのため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において樹脂流動が乱れ、ガス破裂不良が発生し易い。このようなガス破裂不良を防止するため、製品形状を比較的単純な形状にしたり、溶融合成樹脂が金型キャビティ内に充填されるゲート部分から射出シリンダまでの樹脂流動長を短くしたりする制約を受けるという問題がある。さらに、金型キャビティ内の溶融合成樹脂内へガスを噴出させるノズルを金型内で進退させる機構が必要なため、このようなノズルを複数個備え、溶融合成樹脂の流入状態に合わせてこれら複数のノズルから順番にガスを噴出させたり、溶融合成樹脂の冷却固化状態に合わせてこれらノズルを順番に後退させたりする特許文献3の形態では、金型構造とガス噴出に関連するノズルの制御が複雑になるという問題がある。
【0091】
また、特許文献4に記載の高中空射出成形方法においても、金型キャビティの容積の拡大に伴う、ガスを内包する溶融樹脂の樹脂流動が金型キャビティ内の樹脂流動に依存する点は、特許文献3に記載の中空射出成形方法と同様である。そのため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において樹脂流動が乱れ、ガス破裂不良が発生し易く、ガス破裂不良に係る問題は十分には解決されていない。
【0092】
これに対し、実施例6に係る射出成形方法は、射出充填工程において、射出充填率が略100%となるように、金型キャビティの容積を製品容積より縮小させることにより、縮小させた金型キャビティ内が、発泡しない状態の発泡性溶融樹脂により満たされ、金型キャビティ内の発泡性溶融樹脂に型締力が略均一に付与される。これにより、発泡性溶融樹脂の略全面に、金型キャビティの内面との接触により冷却固化された強固なスキン層(冷却固化層)が形成され、後に発泡性溶融樹脂内に注入される加圧ガスのスキン層外部への流出、いわゆる、ガス破裂不良を抑制する。また、金型キャビティの内面の該スキン層への高い転写性が確保されると共に、発泡剤を含む発泡性溶融樹脂の略全面に略均一に付与される型締力により、スキン層形成時における発泡セルのスキン層への表出が抑制される。このため、特許文献3及び4の射出成形方法のように、後に注入させる加圧ガスにより、射出後の金型キャビティ内を自由流動する溶融樹脂の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が溶融樹脂表面に形成されたスキン層(冷却固化層)へ転写される一般的な中空射出成形方法で成形された中空成形品に対して、製品外観性が向上する。
【0093】
また、実施例6に係る射出成形方法は、特許文献3及び4の射出成形方法と異なり、中空部形成工程において、金型キャビティ9aの容積が既に製品容積と略同じである。このため、実施例6に係る射出成形方法は、金型キャビティ9aの容積変動がなく、一般的な高中空射出成形方法のような金型キャビティ9aの容積変動がある場合に対して、中空部形成工程の前に確実に加圧ガスの注入抵抗を低下させ、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において生じる樹脂流動の乱れを低下させるという効果を生じさせ、加圧ガスの注入抵抗の低下に寄与すると共に、加圧ガスのガス破裂不良の抑制効果を向上させることができる。
【0094】
さらに、実施例6に係る射出成形方法は、加圧ガスの注入先が、特許文献3及び4の射出成形方法のような溶融樹脂ではなく、溶融樹脂に対してその強度及び密度が低い、発泡セルからなる発泡層9fである。このため、図9Bに示すように、スキン層9eを貫通させて、加圧ガス10b´´を発泡成形体9´´の発泡層9fに注入させると、加圧ガス10b´´はそのガス圧力とガス流動により、発泡セル内にその発泡ガスを圧縮させて注入され、発泡層9fの強度及び密度が弱い部位から順次、発泡セルを破壊しながら中空部を形成させていく。その状態においても、射出充填工程において発泡成形体9´´の略全面に形成された強固なスキン層9eにより、加圧ガス10bのガス破裂不良が抑制される。このように、実施例6に係る射出成形方法は、発泡層9fにのみ、加圧ガスが注入されるため、ガス破裂不良を抑制すると共に、加圧ガスの注入による中空部形成部分を特定可能な優先流動効果や、発泡層9fの密度低下分が、加圧ガスの注入により形成される中空部(容積)と略同じになる、製品容積に対する中空部の中空比率制御効果を生じさせる。そのため、微小型開き制御で発泡層の発泡セル密度を制御する発泡倍率制御により、製品容積に対する中空部の中空比率制御が可能になると共に、中空部を形成させたい部分のみ、金型内の可動中子等により金型キャビティ9aの容積を拡張させて発泡層を形成させれば、優先流動効果により、任意の部分に中空部を形成させる選択流動が可能になる。このように、実施例6に係る射出成形方法は、中空部形成工程において、溶融樹脂よりも強度及び密度が弱い発泡セルからなる発泡層9f内に加圧ガスを注入させて中空部を形成させるため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等においても、それら部位に形成された発泡層9fにより加圧ガスの流動が乱れにくく、ガス破裂不良をより確実に抑制しながら、製品容積に対する中空部の中空比率を高く設定することができる。
【0095】
ここで、化学発泡剤を使用した場合、形成された発泡層内の発泡セル内の発泡ガス圧力は、化学発泡剤の種類や成形条件により相違するが、一般的に0.3〜0.5MPa(樹脂温度200℃)とされている。中空部形成工程においては、加圧ガス圧力を発泡ガス圧力よりも高くすることにより、このような発泡セル内の発泡ガス圧力と加圧ガス圧力との圧力差により、発泡セル内の発泡ガスが、加圧ガスの発泡層内への注入時に、その注入抵抗を増加させる要因になることはなく、発泡セルが順次破壊される。それに伴い、発泡セル内のほとんどの発泡ガスは圧縮され、形成された中空部において加圧ガスと混合されて圧力平衡状態となる。その結果、使用する樹脂の組み合わせや、製品形状及び成形条件によっては、図9Cに示すように、発泡層9fの容積(発泡層9fが発泡層でない溶融層である場合に対する、発泡層9fの密度低下分、又は、発泡倍率分)を略完全に、中空部として形成させることが可能である。そのため、発泡層9fの容積(密度低下分、又は、発泡倍率分)やスキン層9eの厚みを制御することにより、製品容積に対する中空部の中空比率を制御することができる。実施例6に係る射出成形方法のように、発泡層9fを略完全に中空部として形成させず、中空成形品11fを発泡成形体9´´のスキン層9eと発泡層9fの一部との混在する層としても良い。
【0096】
またさらに、実施例6に係る射出成形方法は、中空部形成工程において、加圧ガス10b´´が、図8Dに示すように、発泡性溶融樹脂9b´´の溶融樹脂流路9c´とは別の加圧ガス流路10c´から、発泡成形体9´´のスキン層(冷却固化層)9eを貫通させて、発泡成形体9´´の発泡層9f内に注入させるため、射出ユニットのノズル中心に加圧ガスノズルを配置させるような特殊な構造は不要であり、任意の複数部位から加圧ガス10b´´を発泡成形体9´´内に注入させることができる。また、加圧ガス10b´´は、加圧ガス流路10c´が金型キャビティ9a内に接続される接続部分に配置された開閉弁10d´から、ガス圧力により発泡成形体9´´のスキン層(冷却固化層)9eを貫通させるため、固定金型2に、加圧ガス10b´´を発泡成形体9´´内に注入させるための特殊な開閉弁等を必要としない。
【実施例7】
【0097】
次に、図10A乃至図10Cを参照しながら本発明の実施例7に係る射出成形方法を説明する。図10A乃至図10Cは、実施例7に係る射出成形方法のうち、上述した実施例6に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0098】
実施例7に係る射出成形方法が実施例6に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積よりも大きい容積となるように金型キャビティ9aを拡張させる工程である点と、金型キャビティ拡張工程の完了後で、かつ、中空部形成工程の開始後(すなわち、中空部形成工程の途中、又は、中空部形成工程の完了後)に、金型キャビティ9aの容積を製品の容積まで縮小させる金型キャビティ縮小工程を備えている点である。これ以外の成形工程は、実施例6に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例6において説明したものと基本的に同じものを用いることができるため、実施例6に係る射出成形方法との相違点についてのみ説明する。
【0099】
図10Aは、加圧ガス流路10c´の開閉弁10d´を開放させ、加圧ガスユニット18´から加圧ガス10b´´を発泡成形体9´´の発泡層9fに注入させる中空部形成工程を示す。実施例7に係る射出成形方法において、金型キャビティ拡張工程は、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも大きい微小型開き量L1´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積よりも大きい容積とさせる工程である。
【0100】
図10Aに示す状態において、発泡成形体9´´の発泡層9fは、強度及び密度が弱い発泡セルからなる発泡層である。また、溶融樹脂9bの発泡層9fは、ほとんどの発泡セルが破壊され中空部が形成されてはいるが、図示しない、製品の補強リブ等の薄肉部分に形成された発泡層9fは、まだ、中空部として形成された状態ではない。そして、図10Aに示す状態から、図10Bに示すように、加圧ガス10b´´の発泡成形体9´´の発泡層9f内への注入が完了し、金型キャビティ9a内に、所望する中空部が形成された中空成形品11gが成形される。
【0101】
そして、図10Aに示す金型キャビティ拡張工程の完了後で、かつ、中空部形成工程の途中の状態、あるいは、図10Bに示す中空部形成工程が完了した直後の状態から、図10Cに示すように、可動金型4を固定金型2側に微小型開き量L1´がL2になるまで、図示しない型開閉機構により型締めさせ、金型キャビティ9aの容積を縮小させる(金型キャビティ縮小工程)。微小型開き量L1´からL2になるまで型締めさせた状態の金型キャビティ9aの容積は、製品容積と略同じである。この金型キャビティ縮小工程により、所定量(容積)多く注入させた加圧ガス10b´´が、中空部内において増圧されるため、増圧された加圧ガス10b´´は、発泡層9f内にまだ残されている発泡セルの、その強度及び密度が弱い部位から、更に順次破壊しながら中空部の形成を継続させていく。そして、製品の補強リブ等の薄肉部分に形成された発泡層9fの発泡セル部分にも加圧ガス10b´´が注入されて中空部が形成される。
【0102】
中空成形品11gの中空部内の加圧ガスの排出は、この金型キャビティ縮小工程の開始後(すなわち、金型キャビティ縮小工程の途中、又は、金型キャビティ縮小工程の完了後)に行われることが好ましい。これは、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果を得るためと、金型キャビティ縮小工程による中空部内の加圧ガス圧力の増圧効果を向上させるためである。実施例7に係る射出成形方法において、ガス・カウンター・プレッシャー法が採用された場合も同様である。
【0103】
そして、図10Cに示す状態から、金型キャビティ9a内に成形された中空成形品11gの冷却固化が完了した後、実施例6に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段により中空成形品11gを射出成形機外へ搬出させ、成形サイクルが終了する。
【0104】
実施例7に係る射出成形方法によれば、実施例6に係る射出成形方法と同様に、射出充填工程において発泡性溶融樹脂9b´´の略全面に形成された強固なスキン層9eにより、加圧ガス10b´´のガス破裂不良が抑制される。また、その結果、製品容積に対する中空部の中空比率を高く設定することができる。
【0105】
また、実施例7に係る射出成形方法は、金型キャビティ拡張工程が金型キャビティの容積を製品容積より所定量大きく拡張させる工程であることにより、実施例6に係る射出成形方法のように製品容積にまで拡張させる場合に対して、中空部形成工程における加圧ガスの注入抵抗の低減効果が更に高まり、加圧ガスの注入性を向上させると共に、注入可能な加圧ガス10b´´の注入量(容積)を物理的に増加させることができる。また、諸条件にもよるが、一般的に、製品厚みが1mmの部分に形成させるスキン層厚みは片面で0.4〜0.5mmであり、この状態において、溶融樹脂内に加圧ガスを注入させ、中空部を形成させることは非常に困難である。しかしながら、製品厚みが1mmの部分を金型キャビティ容積の拡張により一時的に1.5〜2mmに拡張させれば、この部分への加圧ガスの注入及び中空部の形成は可能となる。この一時的に拡張させる金型キャビティ容積の拡張量は、金型構造や、製品形状、及び製品容積に対する中空部の中空比率等により、適宜選択されれば良い。
【0106】
さらに、実施例7に係る射出成形方法は、金型キャビティの容積を製品容積まで縮小させる金型キャビティ縮小工程により、製品外観性に優れ、製品の補強リブ等の薄肉部分も含めて、製品の略全面に中空部が略均一に形成された中空成形品を成形させることができる。また、この金型キャビティ縮小工程により、中空成形品11gに略均一な型締力を付与させることができるので、中空成形品11g内の残留応力を低下させ、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果が期待できる。さらに、実施例7に係る射出成形方法は、この金型キャビティ縮小工程により中空部内の加圧ガス圧力が増圧されため、加圧ガスユニット18´の加圧ガス供給圧力を通常よりも下げることができ、これにより、加圧ガスユニット18´関連の安全性向上や、設備・加圧ガス管理コストの低減が期待できる。
【0107】
本発明は、上記の実施の形態に限定されることなく色々な形で実施できる。例えば、実施例1乃至7に係る射出成形方法において、説明及び図面を簡単にするために、金型キャビティ拡張工程、金型キャビティ再拡張工程及び金型キャビティ縮小工程が、シェアエッジ構造の金型を前提に、射出成形機の型開閉機構による型開閉動作で、金型キャビティ容積を可変させるものとしたが、金型キャビティの容積を可変させる手段は、このような射出成形機の型開閉機構による型開閉動作に限定されるものではなく、金型内可動部の移動動作等、金型キャビティの容積を、金型キャビティ内のガス圧力、あるいは、金型キャビティ内の樹脂圧力に対抗して、その容積、可変速度、可変容積保持力(型位置保持力)等を任意で制御可能な手段であれば良い。
【0108】
例えば、実施例1乃至7に係る射出成形方法のように、シェアエッジ構造の金型を前提に、射出成形機の型開閉機構による型開閉動作で、金型キャビティの容積を可変させるものであれば、製品の金型投影面の略全面に内層用溶融樹脂又は中空部が略均一に形成されたサンドイッチ成形品又は中空成形品が成形できる。この場合、型開閉機構が、精密型開閉制御に適したトグル式型締機構、好ましくは電動トグル式型締機構であれば、他の成形条件制御と連動させて、製品容積に対する内層用溶融樹脂の充填比率又は中空部の中空比率、並びに、製品肉厚及び中空部厚みが高精度で制御可能となる。
【0109】
また、部分的に製品容積に対する内層用溶融樹脂の充填比率又は中空部の中空比率を高めたい肉厚部分等がある場合は、その部位に可動中子等の金型内可動部を設け、部分的に金型キャビティの容積を可変させ、実施例1乃至7に係る射出成形方法を実施しても良い。
【0110】
さらに、シェアエッジ構造ではなく、型開閉方向に直交する平面のみで構成される金型分割面(PL面とも呼称される)を有する一般的な構造の金型であっても、若干の制約が生じるものの、実施例1乃至7に係る射出成形方法の実施は可能である。具体的には、金型キャビティ拡張工程における微小型開き量を小さくする、金型の温度調節等により、金型分割面近傍の溶融樹脂のスキン層を厚く形成させたり、金型分割面近傍の溶融樹脂をスキン層のみで形成させたりする、等の制約を前提とすれば、シェアエッジ構造等の金型が使用される場合に対して、製品容積に対する内層用溶融樹脂の充填比率又は中空部の中空比率は低くせざるを得ないが、金型キャビティ内に射出充填させた溶融樹脂が、微小型開きさせた金型の金型分割面から漏れることを防止することが可能となる。
【0111】
また、一般的な構造の金型の場合、実施例1乃至3に係る射出成形方法のように、表層用溶融樹脂が発泡剤を含む発泡性溶融樹脂を採用すれば、表層として形成される発泡成形体のスキン層の強度は発泡セルからなる発泡層の強度より確実に高いことから、内層用溶融樹脂は発泡層内のみを流動するため、表層用溶融樹脂が発泡剤を含まない非発泡性溶融樹脂である場合に対して、金型キャビティ内に射出充填させた表層用溶融樹脂や内層用溶融樹脂の、微小型開きさせた金型の金型分割面からの漏洩防止は更に確実となる。また、実施例6及び7に係る射出成形方法において、溶融樹脂の略全面に形成されるスキン層の強度は発泡セルからなる発泡層の強度より確実に高いことから、加圧ガスは発泡層内のみを流動するため、発泡剤を含まない非発泡性溶融樹脂の場合に対して、金型キャビティ内に射出充填させた溶融樹脂の、微小型開きさせた金型の金型分割面からの漏洩防止性は高い。
【0112】
実施例1乃至7に係る射出成形方法の金型キャビティ拡張工程、金型キャビティ再拡張工程及び金型キャビティ縮小工程を、射出成形機の型開閉機構による型開閉動作、及び、金型内可動部の移動動作のいずれの形態で行わせるか、あるいは、これらを組み合わせて行わせるかは、サンドイッチ成形品やサンドイッチ構造部分の形状、サンドイッチ成形品の仕様に係る表層や内層の樹脂材料、及び、製品容積に対する内層用溶融樹脂の充填比率等、又は、中空成形品や中空部の形状、中空成形品の仕様に係る樹脂材料、及び、製品容積に対する中空部の中空比率等を鑑み、使用する金型の構造も含めて、適宜、最適な形態を選択することができる。
【0113】
実施例6及び7に係る射出成形方法の別の形態として、加飾性や機能性を有するシート状のインサート材を樹脂成形品の意匠面に一体成形するインサート加飾成形方法も、本発明の特徴を活かすことができる射出成形方法のひとつである。具体的には、加飾性や機能性を有するシート状のインサート材を金型の意匠面側にセットして、実施例6及び7に係る射出成形方法が実施されれば、加圧ガスの圧力のみでスキン層が金型キャビティの内面に押し付けられるため、このような表皮加飾成形方法との組み合わせには適さない一般的な中空射出成形方法に対して、インサート材とスキン層表面との密着性、及び、スキン層表面に一体化されたインサート材への、金型キャビティ内面の高い転写性を確保することができ、製品外観性に優れたインサート加飾中空成形品を成形させることができる。また、インサート材が、加飾性や意匠性を有する、印刷絵柄付材料、ソフト感付与材料、あるいは、起毛材料等、熱や圧力で加飾性や意匠性を低下させ易い材料である場合、インサート材とスキン層表面への密着性、及び、インサート材への、金型キャビティ内面の高い転写性を確保した後、型開閉機構制御、あるいは、金型内可動部の移動動作制御に加えて、中空部を形成させる中空部形成工程における加圧ガス圧力等の圧力制御等を組み合わせることにより、インサート材に付与される圧力の適切な減圧制御を行わせ、インサート材の加飾性や意匠性の低下をより効果的に抑制することができる。
【産業上の利用可能性】
【0114】
実施例1乃至5に係るサンドイッチ成形品の射出成形方法によれば、樹脂反転不良を防止するために、射出ユニットに必要とされるミキシングノズルや、層流形成のためのホットランナーの同軸配置等、複雑なホットランナー配置や、ショートショットでも内層用溶融樹脂を表層用溶融樹脂内に確実に射出充填可能な特殊なゲート構造や特殊なゲートバルブ等を金型に必要とせず、製品外観性に優れ、製品容積に対する内層用溶融樹脂の充填比率を高く設定しても、樹脂反転不良が抑制されたサンドイッチ成形品が成形できる。そのため、サンドイッチ成形専用の射出成形機ではもちろん、そうではない、市販されている後付け用の射出ユニットを追加した汎用射出成形機であっても本発明を実施することができる。すなわち、高価なサンドイッチ成形専用の射出成形機を導入する必要がなく、需要に応じて汎用射出成形機を通常成形用とサンドイッチ成形用に低コストで使い分けることが可能となり、樹脂成形品の製造業者にとって産業上利用価値が極めて高い。
【0115】
また、近年、環境問題への対応等により、家電製品、OA機器、自動車部品等に採用される樹脂成形品には、軽量化やリサイクル樹脂の使用量増大等が求められる。実施例1乃至5に係るサンドイッチ成形品の射出成形方法においては、一般的なサンドイッチ射出成形方法では、発泡セルのスキン層への表出等の問題で、表層用溶融樹脂には使用されることが少ない、発泡剤を含む発泡性溶融樹脂を、射出充填率が略100%となるように金型キャビティの容積を製品容積より縮小させて行われる射出充填工程により、発泡剤を含む発泡性溶融樹脂の略全面に型締力を略均一に付与させて、スキン層形成時における発泡セルのスキン層への表出を抑制させることで、表層用溶融樹脂として使用することができる。そのため、発泡剤を含まない非発泡性溶融樹脂を表層用溶融樹脂として使用する一般的なサンドイッチ成形品に対して、製品容積に対する内層用溶融樹脂の充填比率を大幅に向上させたサンドイッチ成形品を成形させることができる。また、製品容積に対する内層用溶融樹脂の充填比率を高く設定しても、樹脂反転不良が抑制できるため、より多くのリサイクル樹脂を内層用溶融樹脂として使用することができる。さらに、実施例1乃至5に係るサンドイッチ成形品の射出成形方法は、射出ユニットや金型に特殊な構造を必要としないので、加飾性や機能性を有するシート状の表皮材を金型の意匠面側にセットして、金型内で樹脂成形品と一体成形させる表皮加飾成形方法等、公知の射出成形方法と組み合わせて行うことが容易である。そのため、実施例1乃至5に係るサンドイッチ成形品の射出成形方法と公知の射出成形方法とを組み合わせて、様々な樹脂成形品への要求に対応することが可能となり、産業上利用価値が極めて高い。
【0116】
実施例6及び7に係る中空成形品の射出成形方法によれば、一般的な中空射出成形方法のような、射出ユニットのノズル中心に加圧ガスノズルを配置させるような構造や、加圧ガスを発泡成形体内に注入させるための特殊な開閉弁等を必要とせず、製品外観性に優れ、製品容積に対する中空部の中空比率を高く設定しても、ガス破裂不良が抑制された中空成形品を成形することができる。そのため、中空射出成形専用の射出成形機ではもちろん、そうではない、加圧ガスユニットが後付けされた汎用射出成形機であっても実施例6及び7に係る射出成形方法を実施することができる。すなわち、中空射出成形専用の射出成形機を導入する必要がなく、需要に応じて汎用射出成形機を通常成形用と中空射出成形用に低コストで使い分けることが可能となり、樹脂成形品の製造業者にとって産業上利用価値が極めて高い。
【0117】
また、先に説明した、インサート加飾成形方法により成形されるインサート加飾成形品は、樹脂材料では得ることが困難な加飾性や機能性を樹脂成形品に付与させるものとして、近年、家電製品、OA機器、自動車部品等に多く採用される。また、近年、樹脂成形品には、環境問題への対応等により、更なる軽量化が求められている。このような、樹脂成形品への加飾性や機能性の付与と、軽量化の両立を鑑みれば、樹脂成形品の軽量化に適した中空成形品の更なる軽量化が期待できる、実施例6及び7に係る中空成形品の射出成形方法と、このような表皮加飾成形方法との組み合わせにより成形可能となるインサート加飾中空成形品は、最適な解決方法のひとつであり、その点においても産業上利用価値が極めて高い。
【符号の説明】
【0118】
2 固定金型(第1金型)、4 可動金型(第2金型)、9a 金型キャビティ、9b 表層用溶融樹脂、9b´ 表層用発泡性溶融樹脂、9b´´ 発泡性溶融樹脂、10b 内層用溶融樹脂、10b´ 内層用発泡性溶融樹脂、10b´´ 加圧ガス、11a乃至11e サンドイッチ成形品、11f、11g 中空成形品
【技術分野】
【0001】
本発明は、例えば、表層及び内層からなるサンドイッチ成形品や、内部に中空部を有する中空成形品等の射出成形方法に関する。
【背景技術】
【0002】
従来から、表層と、この表層に内包された内層とからなるサンドイッチ成形品が知られている。サンドイッチ成形品を成形する射出成形方法(コ・インジェクション法)としては、主に、多段成形方法と同時成形方法の2つの方法が知られている。多段成形方法は、表層用溶融樹脂を金型キャビティ内に射出充填させた後、内層用溶融樹脂を表層用溶融樹脂内に射出充填させ、これら2つの溶融樹脂で金型キャビティ内を満たす方法である(特許文献1参照)。同時成形方法は、表層用溶融樹脂を金型キャビティ内に射出充填させた後、表層用溶融樹脂と内層用溶融樹脂とを、表層用溶融樹脂が外周側で、その中心に内層用溶融樹脂が配置されるような層流状態で、先に射出した表層用溶融樹脂内に射出充填させ、これら2つの溶融樹脂で金型キャビティ内を満たす方法である(特許文献2参照)。
【0003】
また、従来から、内部に中空部を有する中空成形品が知られている。中空成形品を成形する射出成形方法としては、例えば中空射出成形方法(ガスアシスト射出成形方法)が知られている。中空射出成形方法は、溶融樹脂を金型キャビティ内に射出充填させた後、加圧ガスを溶融樹脂内に注入させて中空部を形成させ、注入させた加圧ガスを排出させる方法である(特許文献3参照)。この中空射出成形方法は、通常、金型キャビティの容積を一定にして成形が行われるが、加圧ガスの注入に連動させて金型キャビティの容積を拡張させる方法も知られている(特許文献4参照)。この加圧ガスの注入に連動させて金型キャビティの容積を拡張させる方法は、通常の中空射出成形方法と区別して高中空成形方法と呼ばれており、中空成形品の内部の中空部容積をより大きくさせることができる方法である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平08−174603号公報
【特許文献2】特開2001−096566号公報
【特許文献3】特開平10−272644号公報
【特許文献4】特開2001−054919号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1乃至4に記載の射出成形方法では、最初に金型キャビティ内に射出充填された溶融樹脂から、後に注入された溶融樹脂又は加圧ガスが噴出するおそれがあるという問題がある。
【0006】
すなわち、特許文献1乃至3に記載の射出成形方法は、最初に金型キャビティ内に射出充填される溶融樹脂の射出充填量を金型キャビティの容積未満の量とし、いわゆるショートショットの状態となるように最初の溶融樹脂を射出充填するものである。一般に、金型キャビティ内の気体の熱伝導率は、金型キャビティの内面(金属等)の熱伝導率よりも低いため、最初に金型キャビティ内に射出充填された溶融樹脂のうち、金型キャビティ内の気体と接触する箇所は、金型キャビティの内面と接触する箇所に比べて冷却固化が遅く、強度が弱い。このため、最初に金型キャビティ内に射出充填された溶融樹脂の内部に溶融樹脂又は加圧ガスを射出充填する際に、この強度の弱い箇所から溶融樹脂又は加圧ガスが噴出し、樹脂反転不良又はガス破裂不良が発生するおそれがある。
【0007】
また、特許文献4の射出成形方法は、金型キャビティ内に溶融樹脂を射出充填させた後、金型キャビティを拡張させ、その後、加圧ガスを溶融樹脂内に注入することにより、拡張された金型キャビティ内において溶融樹脂を流動させて所望の成形品の大きさに拡大させるものである。このため、特許文献4の射出成形方法では、例えば複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において溶融樹脂の流動が乱れ、ガス破裂不良が発生するおそれがある。
【0008】
本発明は、樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、本発明に係る一の射出成形方法は、金型キャビティを形成可能な第1金型及び第2金型を用いて成形品を成形する射出成形方法であって、前記第1金型と前記第2金型とを型締めし、前記金型キャビティを形成する型締め工程と、前記型締め工程の完了後に、前記金型キャビティに発泡性溶融樹脂を射出充填し、前記金型キャビティ内を前記発泡性溶融樹脂で満たす第1射出充填工程と、前記第1射出充填工程の開始後に、前記金型キャビティを所定量だけ拡張させ、前記発泡性溶融樹脂を発泡させる金型キャビティ拡張工程と、前記第1射出充填工程の完了後で、かつ、前記金型キャビティ拡張工程の開始後に、前記金型キャビティ内の前記発泡性溶融樹脂内に溶融樹脂又はガスを注入する第2射出充填工程とを備えることを特徴とする。
【0010】
本発明に係る一の射出成形方法において、前記型締め工程の開始後で、かつ、前記第1射出充填工程の開始前に、前記金型キャビティ内に加圧ガスを注入させ、前記金型キャビティ内を前記発泡性溶融樹脂の発泡膨張圧力以上の圧力で与圧させる与圧工程と、前記第1射出充填工程の開始後に、前記加圧ガスを排出させる加圧ガス排出工程とを更に備えるとしても良い。この場合において、前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に加圧ガス流路を介して加圧ガスを注入する工程であり、前記与圧工程は、前記第2射出充填工程において使用する加圧ガス流路を介して前記金型キャビティ内に加圧ガスを注入する工程であることが好ましい。
【0011】
本発明に係る一の射出成形方法において、前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、前記射出成形方法は、前記金型キャビティ拡張工程の完了後で、かつ、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備えるとしても良い。
【0012】
本発明に係る一の射出成形方法において、前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積未満となるように、前記金型キャビティを拡張させる工程であり、前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に内層用発泡性溶融樹脂を注入する工程であり、前記射出成形方法は、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ拡張させ、前記内層用発泡性溶融樹脂を発泡させる金型キャビティ再拡張工程を更に備えるとしても良い。この場合において、前記金型キャビティ再拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、前記射出成形方法は、前記金型キャビティ再拡張工程の完了後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備えることが好ましい。
【0013】
本発明に係る一の射出成形方法において、前記金型キャビティの拡張及び縮小の少なくとも一方は、射出成形装置の型開閉機構による型開閉動作、及び、金型内可動部の移動動作の少なくとも一つにより行われるとしても良い。
【0014】
本発明に係る他の射出成形方法は、金型キャビティを形成可能な第1金型及び第2金型を用いて、表層と内層とからなるサンドイッチ成形品を成形する射出成形方法であって、
前記第1金型と前記第2金型とを型締めし、前記金型キャビティを形成する型締め工程と、前記型締め工程の完了後に、前記金型キャビティに非発泡性溶融樹脂を射出充填し、前記金型キャビティ内を前記非発泡性溶融樹脂で満たす第1射出充填工程と、前記第1射出充填工程の完了後に、前記第1金型及び前記第2金型の少なくとも一方を他方に対して所定量だけ微小型開きさせて、前記金型キャビティを拡張させる金型キャビティ拡張工程と、前記金型キャビティ拡張工程の開始後に、前記金型キャビティ内の前記非発泡性溶融樹脂内に溶融樹脂を射出充填する第2射出充填工程とを備えることを特徴とする。
【0015】
本発明に係る他の射出成形方法において、前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、前記射出成形方法は、前記金型キャビティ拡張工程の完了後で、かつ、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備えるとしても良い。
【0016】
本発明に係る他の射出成形方法において、前記金型キャビティの拡張及び縮小の少なくとも一方は、射出成形装置の型開閉機構による型開閉動作、及び、金型内可動部の移動動作の少なくとも一つにより行われるとしても良い。
【発明の効果】
【0017】
本発明によれば、樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1A】本発明の実施例1に係る射出成形方法の成形サイクル前の型開き状態を示す概略断面図である。
【図1B】実施例1に係る射出成形方法の第1射出充填工程を示す概略断面図である。
【図1C】実施例1に係る射出成形方法の金型キャビティ拡張工程を示す概略断面図である。
【図1D】実施例1に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図1E】実施例1に係る射出成形方法の冷却固化工程を示す概略断面図である。
【図1F】実施例1に係る射出成形方法の製品取出工程を示す概略断面図である。
【図2A】実施例1に係る射出成形方法の金型キャビティ拡張工程における表層用発泡性溶融樹脂の状態を示す概略断面図である。
【図2B】実施例1に係る射出成形方法の第2射出充填工程の開始時における内層用非発泡性溶融樹脂の流動状態を示す概略断面図である。
【図2C】実施例1に係る射出成形方法の第2射出充填工程の完了時における内層用非発泡性溶融樹脂の流動状態を示す概略断面図である。
【図3A】本発明の実施例2に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図3B】実施例2に係る射出成形方法の金型キャビティ縮小工程を示す概略断面図である。
【図4A】本発明の実施例3に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図4B】実施例3に係る射出成形方法の金型キャビティ再拡張工程を示す概略断面図である。
【図5A】本発明の実施例4に係る射出成形方法の第1射出充填工程を示す概略断面図である。
【図5B】実施例4に係る射出成形方法の金型キャビティ拡張工程を示す概略断面図である。
【図5C】実施例4に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図5D】実施例4に係る射出成形方法の冷却固化工程を示す概略断面図である。
【図5E】実施例4に係る射出成形方法の製品取出工程を示す概略断面図である。
【図6A】実施例4に係る射出成形方法の金型キャビティ拡張工程における表層用非発泡性溶融樹脂の状態を示す概略断面図である。
【図6B】実施例4に係る射出成形方法の第2射出充填工程の開始時における内層用非発泡性溶融樹脂の流動状態を示す概略断面図である。
【図7A】本発明の実施例5に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図7B】実施例5に係る射出成形方法の金型キャビティ縮小工程を示す概略断面図である。
【図8A】本発明の実施例6に係る射出成形方法の成形サイクル前の型開き状態を示す概略断面図である。
【図8B】実施例6に係る射出成形方法の第1射出充填工程を示す概略断面図である。
【図8C】実施例6に係る射出成形方法の金型キャビティ拡張工程を示す概略断面図である。
【図8D】実施例6に係る射出成形方法の第2射出充填工程を示す概略断面図である。
【図8E】実施例6に係る射出成形方法の冷却固化工程を示す概略断面図である。
【図8F】実施例6に係る射出成形方法の製品取出工程を示す概略断面図である。
【図9A】実施例6に係る射出成形方法の金型キャビティ拡張工程における発泡性溶融樹脂の状態を示す概略断面図である。
【図9B】実施例6に係る射出成形方法の第2射出充填工程における加圧ガスの流動状態を示す概略断面図である。
【図9C】実施例6に係る射出成形方法の冷却固化工程における中空成形品の状態を示す概略断面図である。
【図10A】本発明の実施例7に係る射出成形方法の第2射出充填工程(中空部形成工程)を示す概略断面図である。
【図10B】実施例7に係る射出成形方法の第2射出充填工程(中空部形成工程)が完了した状態を示す概略断面図である。
【図10C】実施例7に係る射出成形方法の金型キャビティ縮小工程を示す概略断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態について、添付図面を参照しながら詳細に説明する。実施例1乃至実施例5に係る射出成形方法は、表層と内層とからなり、表層が内層を内包するサンドイッチ成形品を成形する射出成形方法に関するものである。実施例6及び実施例7に係る射出成形方法は、内部に中空部を有する中空成形品を成形する射出成形方法に関するものである。
【0020】
サンドイッチ成形品は、樹脂成形品における、異材、同材、異色、同色様々な組み合わせからなる多層成形品の一つである。このようなサンドイッチ成形品は、1つの層の一方の表面にのみ別層が積層される多層成形品と異なり、内層が表層に内包される多層成形品であるため、内包される内層は略完全に表層には露出せず、樹脂成形品自体の外観性や意匠性は表層で確保可能なことから、近年、プラスチック製資源ごみや廃棄プラスチック等を原料とする、コストダウンや環境対応に適したリサイクル樹脂等が内層に採用されたサンドイッチ成形品が、自動車のバンパーや輸送・物流用パレット、あるいは、コンテナボックス等、使用樹脂量が多い大物部品用の樹脂成形品として採用されている。また、サンドイッチ成形品は、内層に、軽量化、制振性、断熱・遮音性、柔軟性付与を目的とした発泡性樹脂、あるいは、高強度樹脂や、電磁波・電離線の遮断・吸収性樹脂、吸水性樹脂、非透過性樹脂等の機能性樹脂を使用し、用途に応じた機能性を付与させつつ、表層により優れた製品外観性をも有する、表裏両面が意匠面となるような樹脂成形品(家電製品や自動車内層部品の開閉カバー等)としても採用される。中空成形品は、内部に中空部が形成された成形品であり、樹脂成形品の軽量化を主目的として形成されるものである。
【実施例1】
【0021】
図1A乃至図1F及び図2A乃至図2Cを参照しながら本発明の実施例1に係る射出成形方法を説明する。図1A乃至図1Fは、実施例1に係るサンドイッチ成形品の射出成形方法の各工程を示す金型の概略断面図である。図2A乃至図2Cは、サンドイッチ成形品が成形される過程を示す概略断面図である。
【0022】
実施例1に係る射出成形方法に用いる射出成形機は、図1Aに示すように、金型キャビティ9aを形成可能な固定金型2(第1金型)及び可動金型4(第2金型)と、表層用発泡性溶融樹脂9b´(第1材料)を金型キャビティ9a内に射出充填可能な第1射出ユニット17と、内層用非発泡性溶融樹脂10b(第2材料)を金型キャビティ9a内に射出充填可能な第2射出ユニット18とを備える。
【0023】
固定金型2は、ベース(図示せず)に立設された固定盤(図示せず)に取り付けられている。また、固定金型2は、第1射出ユニット17から射出された表層用発泡性溶融樹脂9b´が金型キャビティ9a内に向けて流動する表層用樹脂流路9cと、この表層用樹脂流路9cの金型キャビティ9a内に連通されるゲート部分に設けられたゲートバルブ(樹脂遮断開放切替弁)9dと、第2射出ユニット18から射出された内層用非発泡性溶融樹脂10bが金型キャビティ9a内に向けて流動する内層用樹脂流路10cと、この内層用樹脂流路10cの金型キャビティ9a内に連通されるゲート部分に設けられたゲートバルブ10dとを有している。可動金型4は、可動盤(図示せず)に、固定金型2に対向するように取り付けられ、図示しない型開閉機構により射出成形機の長手方向(以下、型開閉方向という)に移動可能に配置されている。
【0024】
固定金型2及び可動金型4は、それぞれの金型の分割面(金型分割面、パーティング面、割面と呼称されることもある)がシェアエッジ構造となっており、射出成形機の型開閉機構による型開閉動作で、金型キャビティの容積を可変させるものである。シェアエッジ構造とは、くいきり構造、あるいはインロー構造等と呼称されることもあり、金型の分割面を形成する嵌合部の構造として一般的に知られた構造であり、型開閉方向に伸びて、互いに摺動しながら挿脱することのできる嵌合部を、固定金型と可動金型の間に形成することによって、金型キャビティ内に射出充填された溶融樹脂が、所定量、金型を型開きさせても金型外に漏れ出すのを防止することができる構造である。このようなシェアエッジ構造の金型は、成形工程中に金型を微小型開きさせる拡張発泡成形方法(コアバック発泡成形方法と呼称されることもある)や型内被覆成形方法(インモールドコーティング法、金型内塗装方法と呼称されることもある)等に採用される。
【0025】
第1射出ユニット17及び第2射出ユニット18は、固定金型2側において、例えば並行型配置、V字型配置、斜め型配置及びL字型配置等の種々の方法で配置されている。並行型配置は、第1射出ユニット17及び第2射出ユニット18の双方が、固定金型2の背面側において射出成形機の長手方向と平行となるように配置される態様である。V字型配置は、第1射出ユニット17及び第2射出ユニット18の双方が、固定金型2の背面側において射出成形機の長手方向に対して若干の角度を付けて配置される態様である。斜め型配置は、メイン射出ユニットが、固定金型2の背面側において射出成形機の長手方向と平行となるように配置され、サブ射出ユニットが、固定金型2の背面側においてメイン射出ユニットに対して斜めに配置される態様である。L字型配置は、メイン射出ユニットが、固定金型2の背面側において射出成形機の長手方向と平行となるように配置され、サブ射出ユニットが、固定金型2の側面、上面又は下面側において射出成形機の長手方向と直交するように配置される態様である。これらの配置は、使用される溶融樹脂の種類や、射出充填量等の射出充填仕様により適宜選択されれば良い。実施例1に係る射出成形方法に用いる射出成形機は、初めから2つ以上の射出ユニットが配置されたサンドイッチ成形専用の射出成形機であっても、市販されている後付け用の射出ユニットが追加された汎用射出成形機であっても良い。
【0026】
また、第1材料及び第2材料が同じ樹脂材料である場合、実施例1に係る射出成形方法において、第1材料及び第2材料のそれぞれの射出充填工程が一部だけでも重複するケースは稀なため、汎用射出成形機を含む、射出ユニットが1セットしか配置されていない射出成形機であっても、多くのケースにおいて、実施例1に係る射出成形方法を実施することができる。その場合、樹脂流路の金型キャビティ側端部のゲート部分にゲートバルブが配置されていれば、第1材料及び第2材料の樹脂流路は、金型内でそれぞれを分岐・独立させた形態であっても、分岐させず、共通化させた形態であっても良い。更に、それぞれの形態において、第1材料及び第2材料のいずれか一方、あるいは、双方の樹脂流路を更に分岐させて、複数の異なるゲート位置から射出充填させる多点ゲート形態であっても良い。
【0027】
実施例1に係る射出成形方法は、図1Aに示す成形サイクル開始前の型開き状態から、図1Bに示すように、可動金型4を図示しない型開閉機構により固定金型2側に移動させて可動金型4と固定金型2とを型閉じさせた後、型締力を付与させる(型締め工程)。この型締め工程は、固定金型2及び可動金型4により形成される金型キャビティ9aの容積が、製品(成形品)の容積未満で、かつ、表層用発泡性溶融樹脂9b´の射出充填率が略100%となるように、固定金型2及び可動金型4を型締めする工程である。
【0028】
次に、型締力を付与させた状態において、表層用樹脂流路9cのゲートバルブ9dを開放させて、第1射出ユニット17から表層用樹脂流路9cを介して、発泡剤を含む表層用発泡性溶融樹脂9b´を金型キャビティ9aに射出充填させる(第1射出充填工程)。なお、第1射出充填工程において、内層用樹脂流路10cの金型キャビティ9a側端部のゲート部分に設けられたゲートバルブ10dは閉じられており、金型キャビティ9a内に射出充填させた表層用発泡性溶融樹脂9b´が内層用樹脂流路10cに逆流することはない。この第1射出充填工程において、金型キャビティ9a内は、表層用発泡性溶融樹脂9b´で満たされ、この時点において、金型キャビティ9a内の表層用発泡性溶融樹脂9b´は発泡状態ではない。このため、表層用発泡性溶融樹脂9b´の略全面が金型キャビティ9aの内面と接触して冷却され、略全面を覆う強固なスキン層(冷却固化層)9eが形成されると共に、スキン層9eへの高い転写性が確保される。また、表層用発泡性溶融樹脂9b´の略全面に略均一に付与される型締力により、スキン層9e形成時における発泡セルのスキン層9eへの表出が抑制される。そのため、表層用発泡性溶融樹脂9b´が発泡剤を含む発泡性溶融樹脂であっても、製品外観性が向上する。
【0029】
ここで、表層用発泡性溶融樹脂9b´に含まれる発泡剤は、化学発泡剤であることを前提に説明するが、物理発泡剤であっても良い。ただし、その場合、表層用発泡性溶融樹脂9b´に適宜、物理発泡剤を混入させるための構成要件が、金型、あるいは、射出成形機に必要となる。また、表層用発泡性溶融樹脂9b´が発泡剤を含む発泡性溶融樹脂である場合、型締め工程の開始後(すなわち、型締め工程の途中、又は、型締め工程の完了後)で、かつ、第1射出充填工程の開始前において、金型キャビティ9a内に、図示しない加圧ガス流路から、空気、窒素、二酸化炭素等の加圧ガスを注入させ、金型キャビティ9a内を、発泡剤を含む表層用発泡性溶融樹脂9b´の発泡膨張圧力以上の圧力で与圧させ(与圧工程)、第1射出充填工程の開始後(すなわち、第1射出充填工程の途中、又は、第1射出充填工程の完了後)に、注入させた加圧ガスを該加圧ガス流路から排出させる(加圧ガス排出工程)、いわゆる、ガス・カウンター・プレッシャー法を行わせても良い。発泡剤を含む発泡性溶融樹脂で拡張発泡成形を行う場合、スキン層(冷却固化層)への発泡セルの表出は、表層用発泡性溶融樹脂9b´の略全面に略均一に付与される型締力や、射出条件や金型温度制御等の成形条件で抑制させることが可能である。しかしながら、これらの成形条件は複雑であり、サンドイッチ成形品の成形条件と相反する場合がある。このような場合であっても、このようなガス・カウンター・プレッシャー法が採用されれば、スキン層(冷却固化層)への発泡セルの表出をより確実に抑制することができ、高い外観性や意匠性を要求されるサンドイッチ成形品であっても、一般的に発泡剤を含まない非発泡性溶融樹脂が採用されるサンドイッチ成形品の表層用溶融樹脂として、発泡剤を含む発泡性溶融樹脂を採用することができる。
【0030】
表層用発泡性溶融樹脂9b´は、金型キャビティ9a内に射出充填された直後から金型内で冷却され、冷却固化収縮が進行するため、型締め工程により形成された金型キャビティ9aの容積より、少なくとも冷却固化収縮分(容積)だけ多く射出充填させた方が、表層用発泡性溶融樹脂9b´の強固なスキン層(冷却固化層)9eの形成とスキン層9eへの高い転写性を確保する上で好ましい。ここで、スキン層9eは、金型キャビティ内の気体との接触部に形成されるスキン層に対して強固ではあるが、完全に硬化している層ではなく、その温度が樹脂軟化点温度、あるいは、ガラス固化温度以上で冷却固化がまだ進行中の、層方向にゴム状の弾性挙動を示す薄膜のような層であり、金型キャビティ9aの容積の可変に伸縮して追従可能である。
【0031】
第1射出充填工程の開始後(すなわち、第1射出充填工程の途中、又は、第1射出充填工程の完了後)に、図1Cに示すように、金型キャビティ9aの容積を製品の容積まで拡張させ、表層用発泡性溶融樹脂9b´を発泡させる(金型キャビティ拡張工程又は表層用樹脂拡張発泡成形工程)。この金型キャビティ拡張工程は、表層用樹脂流路9cのゲートバルブ9dを閉じた後、可動金型4を固定金型2から離間する方向に微小型開き量L1だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積と略同じとさせる工程である。この金型キャビティ拡張工程により、図2Aに示すように、表層用発泡性溶融樹脂9b´により形成される表層9´が、スキン層9eと、発泡セルからなる発泡層9f´と、から構成される発泡成形体として形成される。
【0032】
第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後(すなわち、金型キャビティ拡張工程の途中、又は、金型キャビティ拡張工程の完了後)に、図1Dに示すように、内層用樹脂流路10cのゲートバルブ10dを開放させ、内層10を形成する内層用非発泡性溶融樹脂10bを、第2射出ユニット18から内層用樹脂流路10cを介して、表層用発泡性溶融樹脂9b´と金型キャビティ9a内面との接触面に形成された表層用発泡性溶融樹脂9b´のスキン層(冷却固化層)9eを貫通させて、表層用発泡性溶融樹脂9b´の発泡層9f´内に射出充填させる(第2射出充填工程)。この第2射出充填工程の開始時における内層用非発泡性溶融樹脂10bの流動状態を図2Bに、完了時における流動状態を図2Cに示す。
【0033】
内層用非発泡性溶融樹脂10bの表層用発泡性溶融樹脂9b´内への射出充填が完了した後、図1Eに示すように、内層用樹脂流路10cのゲートバルブ10dを閉じ、金型キャビティ9a内に成形されたサンドイッチ成形品11aに所定の型締力を付与させた状態で冷却固化させる(冷却固化工程)。そして、金型キャビティ9a内に成形されたサンドイッチ成形品11aの冷却固化が完了した後、図1Fに示すように、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11aを射出成形機外へ搬出させ、成形サイクルが終了する。
【0034】
ここで、実施例1に係る射出成形方法のように、2つの射出ユニットが固定金型2に接続される形態、あるいは、1つの射出ユニットが固定金型2に接続される形態においては、一般的にはサンドイッチ成形品11aの固定金型2側へゲート跡(ゲート痕、射出痕)が転写されるため、この固定金型2側が非意匠面、対向する可動金型4側が意匠面となる。そのため、製品を取り出す際は、非意匠面である固定金型2側から製品押出手段等で金型から押し出されるが、実施例1に係る射出成形方法は、2つ、あるいは、1つの射出ユニットがどのように配置されるか、2つ、あるいは、1つの射出ユニットが固定金型2及び可動金型4のいずれに接続されるか、あるいは、サンドイッチ成形品の固定金型2側、可動金型4側のいずれが意匠面で非意匠面か、等の形態の差異によって、上述した効果に大きな差異が生じることはなく、そのような異なる形態においても実施することができる。
【0035】
以上説明したように、表層用溶融樹脂が発泡剤を含む表層用発泡性溶融樹脂9b´の場合、必要に応じて、ガス・カウンター・プレッシャー法を採用して、図1Aから図1Fまでの工程を繰り返すことにより、表層用発泡性溶融樹脂9b´に対する内層用非発泡性溶融樹脂10bの充填率を、表層用溶融樹脂として発泡剤を含まない非発泡性溶融樹脂を採用した場合と比較して更に高く設定しても、樹脂反転不良を抑制しながら、製品外観性に優れたサンドイッチ成形品11aを連続して成形させることができる。また、実施例1に係る射出成形方法においては、一般的なサンドイッチ射出成形方法では、発泡セルのスキン層への表出等の問題で表層用溶融樹脂には使用されることが少ない、発泡剤を含む発泡性溶融樹脂を、射出充填率が略100%となるように金型キャビティの容積を製品容積より縮小させて行われる射出充填工程により、発泡剤を含む発泡性溶融樹脂の略全面に型締力を略均一に付与させて、スキン層形成時における発泡セルのスキン層への表出を抑制させることで、表層用溶融樹脂として使用することができる。そのため、発泡剤を含まない非発泡性溶融樹脂を表層用溶融樹脂として使用する一般的なサンドイッチ成形品に対して、製品容積に対する内層用溶融樹脂の充填比率を大幅に向上させたサンドイッチ成形品を成形させることができる。
【0036】
以上説明した実施例1に係る射出成形方法は、特許文献1及び2に記載されているサンドイッチ成形品の従来の射出成形方法よりも、樹脂反転不良の発生を確実に抑制することができる。
【0037】
すなわち、特許文献1に記載の複合成形方法においては、最初に行われる、表層となる第1材料の金型キャビティ内への射出充填における射出充填量(容積)が、金型キャビティの容積を満たすには足りない、いわゆる、ショートショットであるため、金型キャビティ内が第1材料で満たされることはない。そのため、射出充填された溶融状態の第1材料と熱伝導率の高い金型キャビティの内面と接触して冷却されることによりその接触部に形成されるスキン層(冷却固化層)に対して、該第1材料の流動先端部等、金型キャビティ内の熱伝導率の低い気体との接触部に形成されるスキン層は強度が弱い。その結果、内層となる第2材料の射出充填量(容積)を多くし、製品容積に対する第2樹脂(内層)の射出充填量(容積)の割合、すなわち、製品容積に対する内層用溶融樹脂の充填比率を高く設定すると、第1材料に形成された弱いスキン層部分から第2材料が噴出する、いわゆる、樹脂反転不良が発生するという問題がある。また、先にショートショットで充填された第1材料が、その内部に続いて充填される第2材料の射出充填量(容積)の増大に伴い、これら2種類の溶融樹脂が金型キャビティ内を満たすため、第2材料を内包する第1材料の樹脂流動は金型キャビティ内の樹脂流動に依存する。そのため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において樹脂流動が乱れ、樹脂反転不良が発生し易くなると共に、射出後の金型キャビティ内を自由流動する第2材料の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が第1材料表面に形成されたスキン層(冷却固化層)に転写される。その結果、樹脂反転不良を防止するため、製品形状を比較的単純な形状にしたり、溶融樹脂が金型キャビティ内に充填されるゲート部分から射出シリンダまでの樹脂流動長を短くしたりする制約を受けたり、金型キャビティ内に射出充填させた溶融樹脂に略均一に型締力が付与される一般的な射出成形方法により成形された樹脂成形品に対して、サンドイッチ成形品の製品外観性が低下するという問題がある。さらに、金型キャビティ容積(製品容積)に対する第1材料(表層)の充填比率が低い程、第2材料を内包する第1材料の樹脂流動長が長くなり、樹脂反転不良が発生し易くなることから、樹脂反転不良を防止するため、内層となる第2材料の射出充填前に、表層となる第1材料を所定量(容積)以上、金型キャビティ内に射出充填させる必要があり、製品容積に対する第2樹脂(内層)の充填比率を高く設定できないという問題がある。
【0038】
また、特許文献2に記載の射出成形方法においては、溶融樹脂が金型キャビティ内に充填されるゲート部分において、内層樹脂用の第2ランナーが、表層樹脂用の第1ランナーの中心部に同心円状になるように配置されるため、表層樹脂の中心部に同心円状に内層樹脂が流動する層流が形成される。しかしながら、これら第1及び第2ランナーは、内部の溶融樹脂を溶融状態で流動・保持させるための保温・加熱手段を備えたホットランナーであり、両ランナーを同心円状に配置させるために、射出装置から金型キャビティ内に連通されるゲート部分までの金型内におけるこれらホットランナーの配置及び構成が複雑になる。そのため、金型構造が複雑になると共に、樹脂流動長が長くなることにより樹脂圧損が大きくなり射出充填性の低下を招くという問題がある。また、ゲート部分にゲートバルブ(樹脂遮断開放切替弁)を設けると、せっかく形成させた層流がゲートバルブ通過により乱れるため、ゲートバルブ付の金型には採用できない。さらに、特許文献2に記載の射出成形方法においても、最初に行われる、表層となる表層樹脂の金型キャビティ内への射出充填はショートショットであり、ゲート部分から表層樹脂と内層樹脂とを層流で射出させても、特許文献1の射出成形方法と同様に、ゲート部分以降の内層樹脂を内包する表層樹脂の樹脂流動は金型キャビティ内の樹脂流動に依存するため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等における樹脂反転不良の発生は十分に抑制することはできない。これは、同時成形方法の1つである、層流を形成させるために、複数の射出ユニットの先端部を結合させるミキシングノズルを介して金型キャビティ内に射出充填する場合も同様である。また、樹脂反転不良以外の、ショートショットに起因する諸問題も十分には解決されていない。加えて、特許文献2に記載の射出成形方法においては、多層構造に構成することが困難な部分(例えば、ビール箱の仕切板部や、OA機器や家電製品或いはコピー機の蓋部などにおいて見られるヒンジ部等)に、表層のみを通過させるゲート「スキン限定ゲート」を配設し、このような薄肉部分はあえて多層構造とはしないで、表層樹脂のみから形成し、樹脂反転不良を回避できると記載されている。この構成により、多層構造に構成することが困難な薄肉部分における樹脂反転不良は回避できる可能性があるが、ほとんどの樹脂成形品の裏面には、補強リブ構造や製品組み込み用のクリップ座構造等の薄肉部分が配置され、軽量化を目的とした更なる薄肉化が要求される状況を鑑みると、これら薄肉部分への「スキン限定ゲート」の追加により、これに接続されるホットランナーも追加される必要があり、ホットランナーの配置及び構成がますます複雑になる。また、従来、成形が困難とされる薄肉部分への内層の形成は考慮されておらず、多くのサンドイッチ成形体に要求される、製品容積に対する内層用溶融樹脂の充填比率向上は望めないという問題がある。
【0039】
これに対し、実施例1に係る射出成形方法は、第1射出充填工程において、射出充填率が略100%となるように、金型キャビティ9aの容積を製品容積より縮小させることにより、縮小させた金型キャビティ9a内が表層用発泡性溶融樹脂9b´により満たされ、金型キャビティ9a内の表層用発泡性溶融樹脂9b´に型締力が略均一に付与される。これにより、金型キャビティ9a内における表層用発泡性溶融樹脂9b´の樹脂圧力が略均一に高められ、表層用発泡性溶融樹脂9b´の略全面に金型キャビティ9aの内面との接触により冷却固化された強固なスキン層(冷却固化層)が形成され、後に表層用発泡性溶融樹脂9b´内に射出充填される内層用非発泡性溶融樹脂10bの表層外部への流出、いわゆる、樹脂反転不良を抑制すると共に、金型キャビティ面の該スキン層への高い転写性が確保される。このように、実施例1に係る射出成形方法によれば、特許文献1及び2の射出成形方法のような、射出後の金型キャビティ内を自由流動する表層用溶融樹脂の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が表層用溶融樹脂表面に形成されたスキン層(冷却固化層)へ転写される一般的なサンドイッチ成形品の射出成形方法で成形されたサンドイッチ成形品に対して、製品外観性が向上する。
【0040】
また、実施例1に係る射出成形方法は、金型キャビティ拡張工程において、金型キャビティ9aの容積が既に製品容積と略同じである。このため、実施例1に係る射出成形方法は、金型キャビティ9aの容積変動がなく、特許文献4の射出成形方法のような金型キャビティの容積変動がある場合に対して、第2射出充填工程の前に確実に内層用溶融樹脂の射出充填抵抗を低下させ、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において生じる樹脂流動の乱れを低下させるという効果を生じさせ、内層用溶融樹脂の射出充填抵抗の低下に寄与すると共に、内層用溶融樹脂の樹脂反転不良の抑制効果を向上させることができる。
【0041】
さらに、実施例1に係る射出成形方法は、表層用発泡性溶融樹脂9b´の発泡層9f´が、発泡剤を含まない非発泡性溶融樹脂で満たされた状態に対して、その強度及び密度が低い。このため、図2Bに示すように、スキン層9eを貫通させて、内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´の発泡層9f´に射出充填させると、内層用非発泡性溶融樹脂10bはその射出圧力と樹脂流動により、発泡セル内にその発泡ガスを圧縮させて充填され、又は、発泡層9f´の強度及び密度が弱い部位から順次、発泡セルを破壊しながら内層用非発泡性溶融樹脂10bと置換されていく。このように、実施例1に係る射出成形方法は、発泡層9f´にのみ、内層用非発泡性溶融樹脂10bが充填・置換されるため、樹脂反転不良が抑制されると共に、内層用非発泡性溶融樹脂10bの充填・置換部分を特定可能な優先流動効果や、発泡層9f´の密度低下分が、内層用非発泡性溶融樹脂10bが充填・置換される量(容積)と略同じになる、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率制御効果を生じさせる。そのため、微小型開き制御で発泡層の発泡セル密度を制御する発泡倍率制御により、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率制御が可能になると共に、内層用非発泡性溶融樹脂10bを充填させたい部分のみ、金型内の可動中子等により金型キャビティ9aの容積を拡張させて発泡層を形成させれば、優先流動効果により、任意の部分に内層用非発泡性溶融樹脂10bを充填させる選択流動が可能になる。このように、実施例1に係る射出成形方法は、第2射出充填工程において、強度及び密度が弱い発泡セルからなる発泡層9f´に内層用非発泡性溶融樹脂10bを射出充填させるため、表層用溶融樹脂として発泡剤を含まない非発泡性溶融樹脂を使用した場合と比較して、内層用非発泡性溶融樹脂10bの射出充填抵抗を大幅に低下させ、発泡層9f´による内層用非発泡性溶融樹脂10bの優先流動効果との相乗効果により、内層用非発泡性溶融樹脂10bの樹脂反転不良を確実に防止できると共に、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を更に高く設定することができる。また、表層用発泡性溶融樹脂9b´の略全面に形成された強固なスキン層9eによって樹脂反転不良が更に抑制され、また、スキン層9eへの高い転写性が確保される。
【0042】
ここで、化学発泡剤を使用した場合、形成された発泡層内の発泡セル内の発泡ガス圧力は、化学発泡剤の種類や成形条件により相違するが、一般的に0.3〜0.5MPa(樹脂温度200℃)とされている。これに対して、射出充填樹脂圧力(射出圧力)は、樹脂の種類や成形条件により相違するが、一般的に30MPa〜50MPa、あるいは、それ以上とされている。実施例1の第1射出充填工程においては、このような発泡セル内の発泡ガス圧力と射出充填樹脂圧力との大きな圧力差により、発泡セル内の発泡ガスが、内層用溶融樹脂の発泡層内への射出充填時に、その射出充填抵抗を増加させる要因になることはなく、発泡セル内のほとんどの発泡ガスは、製品品質に全く影響しない程度の容積まで容易に圧縮され、内層用溶融樹脂内に残留し、ごく一部が、破壊された発泡セルの残骸と共に、内層用溶融樹脂中に再融解され、内層用溶融樹脂中に取り込まれたまま冷却固化され、発泡ガスとしては存在しなくなる。その結果、使用する樹脂の組み合わせや、製品形状及び成形条件によっては、図2Cに示すように、発泡層9f´の容積(発泡層9f´が発泡層でない溶融層である場合に対する、発泡層9f´の密度低下分、又は、発泡倍率分)を略完全に、内層用非発泡性溶融樹脂10bに置換させることが可能である。そのため、発泡層9f´の容積(密度低下分、又は、発泡倍率分)やスキン層9eの厚みを制御することにより、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を制御することができる。本実施例1のように、発泡層9f´を略完全に内層用非発泡性溶融樹脂10bに置換させず、表層9´をスキン層9eと発泡層9f´の一部との混在する層としても良い。
【0043】
またさらに、実施例1に係る射出成形方法は、第2射出充填工程において、内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´とは別の内層用樹脂流路10cから、表層用発泡性溶融樹脂9b´のスキン層(冷却固化層)9eを貫通させて、表層用発泡性溶融樹脂9b´内に射出充填させるため、射出ユニットにミキシングノズル等の層流形成手段は不要である。また、これら溶融樹脂の金型内の樹脂流路9c、10cがホットランナーであっても、その配置及び構成等により層流を形成させる構造のように複雑になることはなく、任意の複数部位から内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´内に射出充填させることができる。また、内層用非発泡性溶融樹脂10bは、内層用樹脂流路10cが金型キャビティ9a内に接続されるゲート部分から、射出力により表層用発泡性溶融樹脂9b´のスキン層(冷却固化層)9eを貫通させるため、金型に、内層用非発泡性溶融樹脂10bを表層用発泡性溶融樹脂9b´内に射出充填させるための特殊なゲート構造や特殊なゲートバルブ等を必要としない。
【実施例2】
【0044】
次に、図3A及び図3Bを参照しながら本発明の実施例2に係る射出成形方法を説明する。図3A及び図3Bは、実施例2に係る射出成形方法のうち、上述した実施例1に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0045】
実施例2に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積よりも大きい容積となるように金型キャビティ9aを拡張させる工程である点と、金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、金型キャビティ9aの容積を製品の容積まで縮小させる金型キャビティ縮小工程を備えている点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例1において説明したものと基本的に同じものを用いることができるため、実施例1に係る射出成形方法との相違点についてのみ説明する。
【0046】
図3Aは、金型キャビティ拡張工程及び第2射出充填工程が完了し、内層用樹脂流路10cのゲートバルブ10dが閉じられた直後の状態を示す。実施例2に係る射出成形方法において、金型キャビティ拡張工程は、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも大きい微小型開き量L1´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積よりも大きい容積とさせる工程である。
【0047】
図3Aに示す状態において、内層用非発泡性溶融樹脂10bは、まだ溶融状態が維持されている。また、表層用発泡性溶融樹脂9b´の発泡層9f´は、樹脂種類や、製品形状、及び、製品仕様等(製品容積に対する内層用溶融樹脂の充填比率、軽量化、均一性、強度剛性等)に応じて、発泡セルが内層用非発泡性溶融樹脂10bに所望する割合で置換されてはいるが、図示しない、製品の補強リブ等の薄肉部分に形成された発泡層9f´は、まだ、内層用非発泡性溶融樹脂10bに置換された状態ではない。そして、図3Aに示す金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程が完了した直後の状態、あるいは、第2射出充填工程の途中の状態(実施例1の図1Dの状態)から、図3Bに示すように、可動金型4を固定金型2側に微小型開き量L1´がL2になるまで、図示しない型開閉機構により型締めさせ、金型キャビティ9aの容積を縮小させる(金型キャビティ縮小工程)。微小型開き量L1´からL2になるまで型締めさせた状態の金型キャビティ9aの容積は、製品容積と略同じである。この金型キャビティ縮小工程により、増加させた内層用非発泡性溶融樹脂10bは、表層用発泡性溶融樹脂9b´内の射出充填抵抗の低い、内層用非発泡性溶融樹脂10bに置換されていない発泡層9f´の発泡セル部分へと流動し充填され、あるいは、発泡セルを破壊しながら置換され、射出充填抵抗の低い発泡セル部分の充填抵抗が高まる。そして、金型キャビティ9aの容積が製品容積と略同じ状態となる際には、製品の補強リブ等の薄肉部分の発泡セル部分にも内層用非発泡性溶融樹脂10bが充填され、製品の略全面に内層用非発泡性溶融樹脂10bが略均一に充填される。
【0048】
そして、図3Bに示す状態から、金型キャビティ9a内に成形されたサンドイッチ成形品11bの冷却固化が完了した後、実施例1に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11bを射出成形機外へ搬出させ、成形サイクルが終了する。
【0049】
実施例2に係る射出成形方法によれば、実施例1に係る射出成形方法と同様に、第1射出充填工程において表層用発泡性溶融樹脂9b´の略全面に形成された強固なスキン層9eにより、内層用非発泡性溶融樹脂10bの樹脂反転不良が抑制される。
【0050】
また、実施例2に係る射出成形方法は、金型キャビティ拡張工程が金型キャビティの容積を製品容積より所定量大きく拡張させる工程であることにより、実施例1に係る射出成形方法のように製品容積にまで拡張させる場合に対して、第2射出充填工程における射出充填抵抗の低減効果を更に向上させ、内層用非発泡性溶融樹脂10bの射出充填性を向上させると共に、金型キャビティ9aの容積拡張により発泡層9f´の密度を更に低下させ、射出充填可能な内層用非発泡性溶融樹脂10bの射出充填量(容積)を物理的に増加させることができる。また、諸条件にもよるが、一般的に、製品厚みが1mmの部分に形成させるスキン層厚みは片面で0.4〜0.5mmであり、この状態において、表層用溶融樹脂内に内層用溶融樹脂を充填させることは非常に困難である。しかしながら、製品厚みが1mmの部分を金型キャビティ容積の拡張により一時的に1.5〜2mmに拡張させれば、この部分への内層用溶融樹脂の充填は可能となる。この一時的に拡張させる金型キャビティ容積の拡張量は、金型構造や、製品形状、及び製品容積に対する内層用溶融樹脂の充填比率等により、適宜選択されれば良い。
【0051】
さらに、実施例2に係る射出成形方法は、金型キャビティの容積を製品容積まで縮小させる金型キャビティ縮小工程により、増加させた内層用溶融樹脂を射出充填抵抗の低い部位へと流動させることができるため、製品の補強リブ等のような、内層用溶融樹脂を充填させることが困難な薄肉部分にも内層用溶融樹脂を充填させることができる。また、その結果、製品容積に対する内層用溶融樹脂の充填比率を高く設定することができる。さらに、実施例2に係る射出成形方法は、金型キャビティ縮小工程によりサンドイッチ成形品に略均一な型締力を付与させることができるので、サンドイッチ成形品内の残留応力を低下させ、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果が期待できる。
【実施例3】
【0052】
次に、図4A及び図4Bを参照しながら本発明の実施例3に係る射出成形方法を説明する。図4A及び図4Bは、実施例3に係る射出成形方法のうち、上述した実施例1に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0053】
実施例3に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積未満となるように金型キャビティ9aを拡張させる工程である点と、内層用非発泡性溶融樹脂が発泡剤を含む内層用発泡性溶融樹脂10b´である点と、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、金型キャビティ9aの容積が製品の容積となるように、金型キャビティ9aを再度拡張させる金型キャビティ再拡張工程を備えている点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例1において説明したものと基本的に同じものを用いることができるため、実施例1に係る射出成形方法との相違点についてのみ説明する。
【0054】
図4Aは、金型キャビティ拡張工程及び第2射出充填工程が完了し、内層用樹脂流路10cのゲートバルブ10dが閉じられた直後の状態を示す。実施例3に係る射出成形方法において、金型キャビティ拡張工程は、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも小さい微小型開き量L1´´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積未満とさせる工程である。また、実施例3に係る射出成形方法において、第2射出充填工程において射出充填される第2材料は、発泡剤を含む内層用発泡性溶融樹脂10b´である。
【0055】
そして、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、図4Bに示すように、金型キャビティ9aの容積が製品の容積となるように、金型キャビティ9aを再度拡張させる(金型キャビティ再拡張工程)。これにより、表層用発泡性溶融樹脂9b´内に充填された内層用発泡性溶融樹脂10b´を発泡させる。
【0056】
その後、図4Bに示す状態から、金型キャビティ9a内に成形されたサンドイッチ成形品11cの冷却固化が完了した後、実施例1に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11cを射出成形機外へ搬出させ、成形サイクルが終了する。
【0057】
実施例3に係る射出成形方法は、金型キャビティ再拡張工程を行うことにより、従来のサンドイッチ成形品の射出成形方法において、表層用溶融樹脂内に充填された、発泡剤を含む発泡性溶融樹脂の樹脂流動や発泡状態に依存するしかなかった内層用溶融樹脂の発泡状態(発泡層厚みや発泡率等)を積極的に制御することができる。
【0058】
実施例3に係る射出成形方法において、実施例2に係る射出成形方法のように、金型キャビティ縮小工程を行うことが好ましい。この場合、金型キャビティ縮小工程は、金型キャビティ拡張工程及び金型キャビティ再拡張工程のいずれか一方の後に行うとしても良いし、これら金型キャビティ拡張工程及び金型キャビティ再拡張工程の後にそれぞれ行うとしても良い。なお、金型キャビティ拡張工程後に金型キャビティ縮小工程を行う場合には、実施例2に係る射出成形方法において説明したように、金型キャビティ拡張工程において、金型キャビティ縮小工程により縮小させる分だけ多めに金型キャビティ9aの拡張を行うようにすれば良い。また、金型キャビティ再拡張工程後に金型キャビティ縮小工程を行う場合も同様であり、金型キャビティ縮小工程により縮小させる分だけ多めに金型キャビティ9aの拡張を行うようにすれば良い。
【実施例4】
【0059】
次に、図5A乃至図5E、図6A及び図6Bを参照しながら本発明の実施例4に係る射出成形方法を説明する。図5A乃至図5Eは、実施例4に係るサンドイッチ成形品の射出成形方法の各工程を示す金型の概略断面図である。図6A及び図6Bは、サンドイッチ成形品が成形される過程を示す概略断面図である。
【0060】
実施例4に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、表層用溶融樹脂が発泡剤を含まない非発泡性溶融樹脂である点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであるため、その詳細な説明を省略する。また、金型及び射出成形機においても、発泡剤を含む表層用発泡性溶融樹脂が発泡剤を含まない表層用非発泡性溶融樹脂9bに変更される点以外は実施例1において説明したものと基本的に同じものを用いることができるため、説明を省略する。
【0061】
実施例4に係る射出成形方法は、まず、実施例1に係る射出成形方法と同様の方法により型締め工程及び第1射出充填工程を行い、製品の容積未満の容積からなる金型キャビティ9aを形成すると共に、金型キャビティ9a内を表層用非発泡性溶融樹脂9bで満たす(図5A)。実施例4に係る射出成形方法においても、実施例1に係る射出成形方法と同様に、表層用非発泡性溶融樹脂9bの射出充填率が略100%であるため、図6Aに示すように、表層用非発泡性溶融樹脂9bの略全面が金型キャビティ9aの内面と接触して冷却され、略全面を覆う強固なスキン層(冷却固化層)9eと、内部が溶融状態の溶融層9fとから構成される表層9が成形される。また、金型キャビティ9a内の表層用非発泡性溶融樹脂9bに略均一に型締力が付与され、金型キャビティ9a内面の該スキン層への高い転写性が確保されるため、サンドイッチ成形品の製品外観性が向上する。
【0062】
次に、図5Bに示すように、第1射出充填工程の開始後(すなわち、第1射出充填工程の途中、又は、第1射出充填工程の完了後)に、金型キャビティ9aの容積を製品容積まで拡張させる金型キャビティ拡張工程が行われる。ここで、可動金型4が固定金型2から微小型開き量L1になるまで型開きさせる動作を分かり易くするために、表層9と可動金型4の金型キャビティ9aとの間に微小型開き量L1と同じ隙間が図示されているが、実際には、この金型キャビティ拡張工程と同時に、あるいは、所定時間経過後に行われる第2射出充填工程に連動させて、可動金型4の微小型開き動作が制御されることが好ましい。具体的には、図5Cに示すように、可動金型4の型開き量、すなわち、金型キャビティ9aの容積拡張量が、表層用非発泡性溶融樹脂9b内に射出充填させる内層用非発泡性溶融樹脂10bの射出充填量(容積)の増加と同じ、あるいは、所定量(容積)少なくなるように、型開閉機構による型開き速度や型位置保持力等を制御させ、前述した隙間が生じないように金型キャビティ9aの容積が製品容積になるまで、すなわち、微小型開き量L1になるまで可動金型4を型開きさせることが、表層用非発泡性溶融樹脂9bの強固なスキン層(冷却固化層)の形成と該スキン層への高い転写性を確保する上で好ましい。また、逆に、可動金型4の型開きによる金型キャビティ9aの容積拡張量に合わせて、内層用樹脂射出充填工程における内層用非発泡性溶融樹脂10bの射出充填量(容積)を同様に制御させる、あるいは、双方を連動制御させても良い。
【0063】
次に、実施例1に係る射出成形方法と同様の方法により第2射出充填工程を行い、内層用非発泡性溶融樹脂10bを表層用非発泡性溶融樹脂9b内に射出充填させる(図5C)。この第2射出充填工程の開始時における内層用非発泡性溶融樹脂10bの流動状態を図6Bに示す。ここで、金型キャビティ拡張工程とこの第2射出充填工程とを連動させ、内層用樹脂流路10cのゲートバルブ10dと、金型キャビティ9aの内面との接触面に形成された表層用非発泡性溶融樹脂9bのスキン層9eとを密着させた状態を維持させることにより、ゲートバルブ10dにおける樹脂反転不良の発生を防止しつつ、表層用非発泡性溶融樹脂9bのスキン層9eを貫通させて、内層用非発泡性溶融樹脂10bを表層用非発泡性溶融樹脂9b内に射出充填することができる。なお、金型キャビティ拡張工程と第2射出充填工程との連動によらず、成形条件等で、ゲートバルブ10dと表層用非発泡性溶融樹脂9bのスキン層9eとの密着性が維持される場合においては、金型キャビティ拡張工程と内層用樹脂射出充填工程とを必ずしも連動させる必要はない。
【0064】
第2射出充填工程後、図5Dに示すように、内層用樹脂流路10cのゲートバルブ10dが閉じられ、金型キャビティ9a内に成形されたサンドイッチ成形品11dに所定の型締力を付与させた状態で冷却固化させる冷却固化工程に移行させる。そして、金型キャビティ9a内に成形されたサンドイッチ成形品11dの冷却固化が完了した後、図5Eに示すように、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11dを射出成形機外へ搬出させ、成形サイクルが終了する。
【0065】
以上説明したように、図5Aから図5Eまでの工程を繰り返すことにより、製品容積に対する内層用溶融樹脂の充填比率を高く設定しても、樹脂反転不良を抑制しながら、製品外観性に優れたサンドイッチ成形品11dを連続して成形させることができる。
【0066】
実施例4に係る射出成形方法は、金型キャビティ拡張工程により、縮小させた金型キャビティ内に満たされた表層用非発泡性溶融樹脂9bへの型締力が緩和され、表層用非発泡性溶融樹脂9b内圧力を低下させることができる。このため、第2射出充填工程における内層用非発泡性溶融樹脂10bの射出充填抵抗を低下させ、内層用非発泡性溶融樹脂10bの射出充填性を向上させることにより、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を高く設定することができる。すなわち、実施例4に係る射出成形方法は、内層用非発泡性溶融樹脂10bの表層用非発泡性溶融樹脂9b内への射出充填量(容積)の増大に伴い、金型キャビティ9aがこれら2つの溶融樹脂で満たされた状態で、製品容積まで金型キャビティ9aの容積が拡張される。これにより、実施例4に係る射出成形方法によれば、図6Bに示すように、表層用非発泡性溶融樹脂9bの略全面に形成された強固なスキン層9eによって樹脂反転不良が抑制され、スキン層9eへの高い転写性も確保することができる。また、実施例4に係る射出成形方法によれば、金型キャビティ拡張工程により、表層用非発泡性溶融樹脂9bの溶融層9fへの射出充填抵抗を低下させて、内層用非発泡性溶融樹脂10bの射出充填性を向上させることができるため、製品容積に対する内層用非発泡性溶融樹脂10bの充填比率を高く設定して、この第2射出充填工程を行わせることができる。
【0067】
また、実施例4に係る射出成形方法は、第2射出充填工程において、内層用非発泡性溶融樹脂10bを、図5Cに示すように、表層用非発泡性溶融樹脂9bの表層用樹脂流路9cとは別の内層用樹脂流路10cから、表層用非発泡性溶融樹脂9bのスキン層(冷却固化層)9eを貫通させて、表層用非発泡性溶融樹脂9b内に射出充填させている。このため、実施例4に係る射出成形方法に用いる射出成形機には、複数の射出ユニットの先端部を結合させるミキシングノズル等の層流形成手段が不要である。また、これら溶融樹脂の樹脂流路がホットランナーであっても、その配置及び構成等により層流を形成させる構造のように複雑になることはなく、樹脂流動長を短くすることができるため、樹脂圧損が小さく射出充填性が良く、樹脂滞留が少ないため色換え性にも優れる。さらに、任意の複数部位から内層用非発泡性溶融樹脂10bを表層用非発泡性溶融樹脂9b内に射出充填させることができる。また、内層用非発泡性溶融樹脂10bは、内層用樹脂流路10cが金型キャビティ9aに接続されるゲート部分に配置されたゲートバルブ10dから、射出力により表層用非発泡性溶融樹脂9bのスキン層(冷却固化層)9eを貫通させるため、固定金型2に、内層用非発泡性溶融樹脂10bを表層内非発泡性溶融樹脂9b内に射出充填させるための特殊なゲート構造や特殊なゲートバルブ等を必要としない。
【実施例5】
【0068】
次に、図7A及び図7Bを参照しながら本発明の実施例5に係る射出成形方法を説明する。図7A及び図7Bは、実施例5に係る射出成形方法のうち、上述した実施例4に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0069】
実施例5に係る射出成形方法が実施例4に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積よりも大きい容積となるように金型キャビティ9aを拡張させる工程である点と、金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程の開始後(すなわち、第2射出充填工程の途中、又は、第2射出充填工程の完了後)に、金型キャビティ9aの容積を製品の容積まで縮小させる金型キャビティ縮小工程を備えている点である。これ以外の成形工程は、実施例4に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例1において説明したものと基本的に同じものを用いることができるため、実施例1及び4に係る射出成形方法との相違点についてのみ説明する。なお、実施例5に係る射出成形方法において、金型キャビティ拡張工程及び金型キャビティ縮小工程は、実施例2に係る射出成形方法と同様であるため、詳細な説明を省略する。
【0070】
図7Aは、金型キャビティ拡張工程及び第2射出充填工程が完了し、内層用樹脂流路10cのゲートバルブ10dが閉じられた直後の状態を示す。図7Aに示す状態において、表層用非発泡性溶融樹脂9bの溶融層9f及び内層用非発泡性溶融樹脂10bは、まだ溶融状態が維持されている。実施例5に係る射出成形方法において、金型キャビティ拡張工程は、実施例2に係る射出成形方法と同様に、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも大きい微小型開き量L1´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積よりも大きい容積とさせる工程である。
【0071】
そして、図7Aに示す金型キャビティ拡張工程の完了後で、かつ、第2射出充填工程が完了した直後の状態、あるいは、第2射出充填工程の途中の状態(実施例4の図5Cの状態)から、実施例2に係る射出成形方法と同様に、可動金型4を固定金型2側に微小型開き量L1´がL2になるまで、図示しない型開閉機構により型締めさせ、金型キャビティ9aの容積を縮小させる(金型キャビティ縮小工程)。この際の金型キャビティ9aの容積は、製品の容積と略同じである。この金型キャビティ縮小工程により、増加させた内層用非発泡性溶融樹脂10bは、表層用非発泡性溶融樹脂9b内の射出充填抵抗の低い部位へと流動し充填される。
【0072】
そして、図7Bに示す状態から、金型キャビティ9a内に成形されたサンドイッチ成形品11eの冷却固化が完了した後、実施例1に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段によりサンドイッチ成形品11eを射出成形機外へ搬出させ、成形サイクルが終了する。
【0073】
実施例5に係る射出成形方法は、実施例2に係る射出成形方法と同様に、金型キャビティ拡張工程が金型キャビティの容積を製品容積より所定量大きく拡張させる工程であることにより、第2射出充填工程における射出充填抵抗の低減効果を向上させ、内層用非発泡性溶融樹脂10bの射出充填性を向上させると共に、射出充填可能な内層用非発泡性溶融樹脂10bの射出充填量(容積)を物理的に増加させることができる。また、実施例5に係る射出成形方法は、実施例2に係る射出成形方法と同様に、金型キャビティ縮小工程により、製品の補強リブ等の薄肉部分にも内層用非発泡性溶融樹脂10bが充填され、製品の略全面に内層用非発泡性溶融樹脂10bが略均一に充填されるため、製品外観性に優れたサンドイッチ成形品を成形させることができる。また、その結果、製品の容積に対する内層用非発泡性溶融樹脂10bの充填比率を高く設定することができる。さらに、この金型キャビティ縮小工程により、サンドイッチ成形品11eに略均一な型締力を付与させることができるので、サンドイッチ成形品11e内の残留応力を低下させ、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果が期待できる。またさらに、実施例5に係る射出成形方法においても、第1射出充填工程において表層用非発泡性溶融樹脂9bの略全面に形成された強固なスキン層9eにより、内層用非発泡性溶融樹脂10bの樹脂反転不良が抑制される。
【実施例6】
【0074】
次に、図8A乃至図8F、図9A、図9B及び図9Cを参照しながら本発明の実施例6に係る射出成形方法を説明する。図8A乃至図8Fは、実施例6に係る中空成形品の射出成形方法の各工程を示す金型の概略断面図である。図9A、図9B及び図9Cは、中空成形品が成形される過程を示す概略断面図である。
【0075】
実施例6に係る射出成形方法が実施例1に係る射出成形方法と異なる点は、実施例1に係る射出成形方法が第2材料として内層用非発泡性溶融樹脂10bを用いるサンドイッチ成形品の射出成形方法であるのに対し、実施例6に係る射出成形方法は、第2材料として加圧ガス10b´´を用いる中空成形品の射出成形方法である点である。これ以外の成形工程は、実施例1に係る射出成形方法と基本的に同じであるため、その詳細な説明を省略する。
【0076】
実施例6に係る射出成形方法に用いる射出成形機は、図8Aに示すように、金型キャビティ9aを形成可能な固定金型2(第1金型)及び可動金型4(第2金型)と、発泡性溶融樹脂9b´´(第1材料)を金型キャビティ9a内に射出充填可能な射出ユニット17´と、加圧ガス10b´´(第2材料)を金型キャビティ9a内に供給可能な加圧ガスユニット18´とを備える。
【0077】
固定金型2は、ベース(図示せず)に立設された固定盤(図示せず)に取り付けられている。また、固定金型2は、射出ユニット17´から射出された発泡性溶融樹脂9b´´が金型キャビティ9a内に向けて流動する樹脂流路9c´と、この樹脂流路9c´の金型キャビティ9a内に連通されるゲート部分に設けられたゲートバルブ(樹脂遮断開放切替弁)9d´と、加圧ガスユニット18から供給される加圧ガス10b´´を金型キャビティ9a内に注入させる加圧ガス流路10c´と、この加圧ガス流路10c´の金型キャビティ9a側端部の接続部分に設けられた開閉弁10d´とを有している。可動金型4は、可動盤(図示せず)に、固定金型2に対向するように取り付けられ、図示しない型開閉機構により射出成形機の長手方向に移動可能に配置されている。
【0078】
射出ユニット17´は、固定金型2の背面側において射出成形機の長手方向と平行となるように設けられ、固定盤の背面からその先端ノズルを固定金型2に対して接離可能に配置されている。加圧ガスユニット18´は、後述する中空部形成工程で使用される、空気、窒素、二酸化炭素等のガスを所定量、所定圧力で供給可能なユニットであって、タンクユニットと、タンクユニットに係る圧力計、圧力制御弁、ガス流量制御弁、逆止弁、大気開放弁等で構成される。この加圧ガスユニット18´は、タンクユニットを含む1つのユニットとして、射出成形機近傍に配置され、固定金型2の加圧ガス流路10c´と配管やガスホース等で接続されている。加圧ガスを射出成形機が設置されている工場のユーティリティー配管等から供給可能な場合は、それらユーティリティー配管から直接加圧ガスを供給させ、必要な配管機器類のみをユニットとして別置きする形態や、該ユニットを射出成形機の固定盤等に配置させる形態も可能である。
【0079】
実施例6に係る射出成形方法に用いる射出成形機において、固定金型2及び可動金型4の構成等の他の構成は、実施例1に係る射出成形方法に用いる射出成形機と同様であるため、その説明を省略する。
【0080】
実施例6に係る射出成形方法は、図8Aに示す成形サイクル開始前の型開き状態から、実施例1に係る射出成形方法の型締め工程及び第1射出充填工程と同様の方法により、型締め工程及び射出充填工程を行い、製品の容積未満の容積からなる金型キャビティ9aを形成すると共に、金型キャビティ9a内を発泡性溶融樹脂9b´´で満たす(図8B)。実施例6に係る射出成形方法においても、実施例1に係る射出成形方法と同様に、発泡性溶融樹脂9b´´の射出充填率が略100%であるため、図9Aに示すように、発泡性溶融樹脂9b´´の略全面が金型キャビティ9aの内面と接触して冷却され、発泡性溶融樹脂9b´´の略全面を覆う強固なスキン層(冷却固化層)9eが成形される。また、ショートショットの場合のように、後に注入させる加圧ガスを内包する樹脂流動圧力で金型キャビティ内に溶融樹脂が満たされる形態に対して、金型キャビティ9a内の発泡剤を含む発泡性溶融樹脂9b´´に略均一に型締力が付与されるため、金型キャビティ9a内面のスキン層9eへの高い転写性が確保されると共に、発泡剤を含む発泡性溶融樹脂9b´´の略全面に略均一に付与される型締力により、スキン層9e形成時における発泡セルのスキン層9eへの表出が抑制される。そのため、ショートショットの場合のように、後に注入させる加圧ガスにより、射出後の金型キャビティ内を自由流動する溶融樹脂の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が溶融樹脂表面に形成されたスキン層(冷却固化層)へ転写される一般的な中空射出成形方法で成形された中空成形品に対して、製品外観性が向上する。
【0081】
発泡性溶融樹脂9b´´は、金型キャビティ9a内に射出充填された直後から金型内で冷却され、冷却固化収縮が進行するため、縮小させた金型キャビティ9aの容積より、少なくとも冷却固化収縮分(容積)だけ多く射出充填させた方が、発泡性溶融樹脂9b´´の強固なスキン層(冷却固化層)9eの形成とスキン層9eへの高い転写性を確保する上で好ましい。ここで、スキン層9eは、金型キャビティ内の気体との接触部に形成されるスキン層に対して強固ではあるが、完全に硬化している層ではなく、その温度が樹脂軟化点温度、あるいは、ガラス固化温度以上で冷却固化がまだ進行中の、層方向にゴム状の弾性挙動を示す薄膜のような層であり、金型キャビティ9aの容積の可変に伸縮して追従可能である。
【0082】
ここで、発泡剤を含む発泡性溶融樹脂9b´´に含まれる発泡剤は、化学発泡剤であることを前提に説明するが、実施例1において説明した通り、物理発泡剤であっても良い。また、実施例6に係る射出成形方法は、実施例1に係る射出成形方法と同様に、型締め工程の開始後(すなわち、型締め工程の途中、又は、型締め工程の完了後)で、かつ、射出充填工程の開始前において、金型キャビティ9a内に、空気、窒素、二酸化炭素等の加圧ガスを注入させ、金型キャビティ9a内を発泡性溶融樹脂9b´´の発泡膨張圧力以上の圧力で与圧させ(与圧工程)、射出充填工程の開始後(すなわち、射出充填工程の途中、又は、射出充填工程の完了後)に、注入させた加圧ガスを排出させる(加圧ガス排出工程)、いわゆる、ガス・カウンター・プレッシャー法を行わせても良い。発泡性溶融樹脂9´´で拡張発泡成形を行う場合、スキン層(冷却固化層)への発泡セルの表出は、発泡性溶融樹脂9´´の略全面に略均一に付与される型締力や、射出条件や金型温度制御等の成形条件で抑制させることが可能である。しかしながら、これらの成形条件は複雑であり、中空成形品の成形条件と相反する場合がある。このような場合であっても、このようなガス・カウンター・プレッシャー法が採用されれば、スキン層(冷却固化層)への発泡セルの表出をより確実に抑制することができ、高い製品外観性や意匠性を要求される中空成形品であっても、中空成形品の樹脂材料として、発泡性溶融樹脂9b´´を採用することができる。これにより、軽量化に適した中空成形品の更なる軽量化が期待できる。
【0083】
射出充填工程において、このガス・カウンター・プレッシャー法が採用される場合、使用される加圧ガスは、後述する中空部形成工程に使用される加圧ガスと同じ、空気、窒素、二酸化炭素等であっても良い。また、加圧ガスユニット18´は、固定金型2の加圧ガス流路10c´及び加圧ガス流路10c´の開閉弁10d´を介して金型キャビティ9a内にそれら加圧ガスを所定量、所定圧力で供給可能である。さらに、開閉弁10d´は、加圧ガスを溶融樹脂内に注入させるための特殊な開閉弁等ではない。そのため、これら中空部形成工程において、溶融樹脂内に加圧ガスを注入させる加圧ガス流路や関連機構を、このガス・カウンター・プレッシャー法における金型キャビティ内の与圧工程やガス排出工程に使用すれば、新たな構成要件を追加することなく、ガス・カウンター・プレッシャー法が採用できる。このガス・カウンター・プレッシャー法における金型キャビティ内の与圧工程と、中空部形成工程における加圧ガスの注入工程とは重複しておらず、それぞれの加圧ガスの排出工程は重複しても問題ないため、中空部形成工程に使用される加圧ガスユニット18´及び加圧ガス流路10c´や関連機構を、このガス・カウンター・プレッシャー法における金型キャビティ9a内の与圧工程やガス排出工程に使用することは成形工程上も問題はない。
【0084】
次に、図8Cに示すように、実施例1に係る射出成形方法と同様に、金型キャビティ9aの容積を製品容積まで拡張させる金型キャビティ拡張工程が行われ、これにより、射出充填された発泡性溶融樹脂9b´´が、スキン層9eと、発泡セルからなる発泡層9fとからなる発泡成形体9´´として形成される。この金型キャビティ拡張工程においては、一般的な拡張発泡成形方法と同様に、発泡成形体9´´のスキン層9e及び発泡セルからなる発泡層9fの厚みや、発泡セルの粒径や発泡倍率等の発泡状態が所望の発泡状態になるように可動金型4の微小型開き動作や金型温度等が制御されるが、後に行われる中空部形成工程において、成形品容積に対する中空部の中空比率をより高く設定することができるように、積極的に強度及び密度が低くなるように制御されても良い。
【0085】
次に、図8Dに示すように、射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後(すなわち、金型キャビティ拡張工程の途中、又は、金型キャビティ拡張工程の完了後)に、加圧ガス流路10c´の開閉弁10d´を開放させ、加圧ガス10b´´を、加圧ガスユニット18´から加圧ガス流路10c´を介して、発泡性溶融樹脂9b´´と金型キャビティ9a内面との接触面に形成された、発泡成形体9´´のスキン層(冷却固化層)9eを貫通させて、発泡成形体9´´の発泡層9f内に注入させる(中空部形成工程又は第2射出充填工程)。この中空部形成工程又は第2射出充填工程における加圧ガスの流動状態を図9Bに示す。この中空部形成工程の前の、射出充填工程及び金型キャビティ拡張工程、すなわち、拡張発泡成形工程により、発泡性溶融樹脂9b´´を金型キャビティ9a内で発泡膨張させているため、この中空部形成工程においても、発泡成形体9´´のスキン層9eは金型キャビティ9aの内面に発泡ガス圧力により押し付けられている状態である。同様に、加圧ガス流路10c´の開閉弁10d´と、発泡成形体9´´のスキン層9eとも密着させた状態が維持されるため、開閉弁10d´におけるガス破裂不良の発生を防止しつつ、発泡成形体9´´のスキン層(冷却固化層)9eを貫通させて、加圧ガス10b´´を発泡成形体9´´の発泡層9f内に注入することができる。
【0086】
加圧ガス10b´´の発泡成形体9´´内への注入が完了し、所望する中空部が形成された後、図8Eに示すように、金型キャビティ9a内に成形された中空成形品11fに所定の型締力を付与させた状態で冷却固化させる冷却固化工程に移行させる。この冷却固化工程における中空成形品の状態を図9Cに示す。このとき、中空成形体の略全面に型締力が略均一に付与されるように、また、中空部を形成させるために必要な圧力を維持させるように、加圧ガスユニット18´からの加圧ガス供給及び供給ガス圧力制御は継続されることが好ましいが、中空部内のガス圧力が所定圧力以上であれば、加圧ガス流路10c´の開閉弁10d´を閉じた状態であっても良い。そして、金型キャビティ9a内に成形された中空成形品11fの冷却固化工程の開始後(すなわち、冷却固化工程の途中、又は、冷却固化工程の完了後)に、加圧ガス流路10c´から加圧ガスユニット18´間の管路に配置された大気開放弁を開放させると共に、加圧ガス流路10c´の開閉弁10d´を開放させ、中空成形品11fの中空部内の、発泡ガスが混合された加圧ガスを排出させる。そして、図8Fに示すように、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段により中空成形品11fを射出成形機外へ搬出させ、成形サイクルが終了する。
【0087】
ここで、実施例6に係る射出成形方法のように、射出ユニット17´が固定金型2に接続される形態においては、一般的には中空成形品11fの固定金型2側へゲート跡(ゲート痕、射出痕)が転写されるため、この固定金型2側が非意匠面、対向する可動金型4側が意匠面となる。そのため、加圧ガスを注入させる開閉弁10d´も固定金型2側の非意匠面に配置され、加圧ガスの注入孔も中空成形品11fの固定金型2側の非意匠面に形成される。また、製品を取り出す際は、非意匠面である固定金型2側から製品押出手段等で金型から押し出される。しかしながら、実施例6に係る射出成形方法は、射出ユニットが固定金型2及び可動金型4のいずれに接続されるか、あるいは、中空成形品の固定金型2側、可動金型4側のいずれが意匠面で非意匠面か、等の形態の差異によって、上述した効果に大きな差異が生じることはなく、そのような異なる形態においても実施することができる。
【0088】
以上説明したように、必要に応じて、ガス・カウンター・プレッシャー法を採用して、図8Aから図8Fまでの工程を繰り返すことにより、製品容積に対する中空部の中空比率を高く設定しても、ガス破裂不良を抑制しながら、製品外観性に優れた中空成形品11fを連続して成形させることができる。ガス・カウンター・プレッシャー法が採用された場合は、この中空成形品11fの中空部内の加圧ガス排出の際に、金型キャビティ9a内の加圧ガスも同時に排出されるため、特に、ガス・カウンター・プレッシャー法個別の加圧ガスの排出制御は必要ない。また、実施例6に係る射出成形方法においては、一般的な中空射出成形方法では、発泡セルのスキン層への表出等の問題で、使用されることが少ない、発泡剤を含む発泡性溶融樹脂を、射出充填率が略100%となるように金型キャビティの容積を製品容積より縮小させて行われる射出充填工程により、発泡剤を含む発泡性溶融樹脂の略全面に型締力を略均一に付与させて、スキン層形成時における発泡セルのスキン層への表出を抑制させることで、使用することができる。そのため、発泡剤を含まない非発泡性溶融樹脂を使用する一般的な中空成形品に対して、上述したように、製品容積に対する中空部の中空比率を大幅に向上させた中空成形品を成形させることができる。
【0089】
以上説明した実施例6に係る射出成形方法は、特許文献3及び4に記載されている中空成形品の従来の射出成形方法(中空射出成形方法及び高中空射出成形方法)よりも、ガス破裂不良の発生を確実に抑制することができる。
【0090】
すなわち、特許文献3に記載の中空成形方法においては、最初に行われる、溶融合成樹脂(溶融樹脂)の金型キャビティ内への射出充填における射出充填量(容積)が、金型キャビティの容積を満たすには足りない、いわゆる、ショートショットであるため、金型キャビティ内が溶融合成樹脂で満たされることはない。そのため、射出充填された溶融合成樹脂が、熱伝導率の高い金型キャビティの内面と接触して冷却されることによりその接触部に形成される、薄い膜状のスキン層(冷却固化層)に対して、該溶融合成樹脂の流動先端部等、金型キャビティ内の熱伝導率の低い気体との接触部に形成されるスキン層は強度が弱い。その結果、溶融合成樹脂の射出充填後に、溶融合成樹脂内へガスを噴出させる際、ガス量(容積)を多くしたり、ガス圧力を高くしたりして、製品容積に対する中空部容積の割合、すなわち、製品容積に対する中空部の中空比率を高く設定すると、溶融合成樹脂に形成された弱いスキン層部分からガスが噴出する、いわゆる、ガス破裂不良が発生するという問題がある。ガス破裂不良が発生すると、意図しないガス破裂の貫通穴や破裂したガスの巻き込みよる凹凸部が意匠面に形成され、外観不良になる。また、中空部のガス圧力が低下するため、ガス圧力による溶融合成樹脂の金型キャビティ内面への押付け力が低下し、金型キャビティ内面形状のスキン層への転写性、すなわち、中空成形品の製品外観性が低下する。このため、特許文献3に記載の中空成形方法においては、製品容積に対する中空部の中空比率を高く設定することができない。また、先にショートショットで充填された溶融合成樹脂が、その内部に続いて噴出(注入)されるガス噴出(注入)量(容積)の増大に伴い、溶融合成樹脂が金型キャビティ内を満たすため、ガスを内包する溶融合成樹脂の樹脂流動は金型キャビティ内の樹脂流動に依存する。そのため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において樹脂流動が乱れ、ガス破裂不良が発生し易い。このようなガス破裂不良を防止するため、製品形状を比較的単純な形状にしたり、溶融合成樹脂が金型キャビティ内に充填されるゲート部分から射出シリンダまでの樹脂流動長を短くしたりする制約を受けるという問題がある。さらに、金型キャビティ内の溶融合成樹脂内へガスを噴出させるノズルを金型内で進退させる機構が必要なため、このようなノズルを複数個備え、溶融合成樹脂の流入状態に合わせてこれら複数のノズルから順番にガスを噴出させたり、溶融合成樹脂の冷却固化状態に合わせてこれらノズルを順番に後退させたりする特許文献3の形態では、金型構造とガス噴出に関連するノズルの制御が複雑になるという問題がある。
【0091】
また、特許文献4に記載の高中空射出成形方法においても、金型キャビティの容積の拡大に伴う、ガスを内包する溶融樹脂の樹脂流動が金型キャビティ内の樹脂流動に依存する点は、特許文献3に記載の中空射出成形方法と同様である。そのため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において樹脂流動が乱れ、ガス破裂不良が発生し易く、ガス破裂不良に係る問題は十分には解決されていない。
【0092】
これに対し、実施例6に係る射出成形方法は、射出充填工程において、射出充填率が略100%となるように、金型キャビティの容積を製品容積より縮小させることにより、縮小させた金型キャビティ内が、発泡しない状態の発泡性溶融樹脂により満たされ、金型キャビティ内の発泡性溶融樹脂に型締力が略均一に付与される。これにより、発泡性溶融樹脂の略全面に、金型キャビティの内面との接触により冷却固化された強固なスキン層(冷却固化層)が形成され、後に発泡性溶融樹脂内に注入される加圧ガスのスキン層外部への流出、いわゆる、ガス破裂不良を抑制する。また、金型キャビティの内面の該スキン層への高い転写性が確保されると共に、発泡剤を含む発泡性溶融樹脂の略全面に略均一に付与される型締力により、スキン層形成時における発泡セルのスキン層への表出が抑制される。このため、特許文献3及び4の射出成形方法のように、後に注入させる加圧ガスにより、射出後の金型キャビティ内を自由流動する溶融樹脂の、自由流動により不均一に付与される樹脂流動圧力のみで、金型キャビティの内面形状が溶融樹脂表面に形成されたスキン層(冷却固化層)へ転写される一般的な中空射出成形方法で成形された中空成形品に対して、製品外観性が向上する。
【0093】
また、実施例6に係る射出成形方法は、特許文献3及び4の射出成形方法と異なり、中空部形成工程において、金型キャビティ9aの容積が既に製品容積と略同じである。このため、実施例6に係る射出成形方法は、金型キャビティ9aの容積変動がなく、一般的な高中空射出成形方法のような金型キャビティ9aの容積変動がある場合に対して、中空部形成工程の前に確実に加圧ガスの注入抵抗を低下させ、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等において生じる樹脂流動の乱れを低下させるという効果を生じさせ、加圧ガスの注入抵抗の低下に寄与すると共に、加圧ガスのガス破裂不良の抑制効果を向上させることができる。
【0094】
さらに、実施例6に係る射出成形方法は、加圧ガスの注入先が、特許文献3及び4の射出成形方法のような溶融樹脂ではなく、溶融樹脂に対してその強度及び密度が低い、発泡セルからなる発泡層9fである。このため、図9Bに示すように、スキン層9eを貫通させて、加圧ガス10b´´を発泡成形体9´´の発泡層9fに注入させると、加圧ガス10b´´はそのガス圧力とガス流動により、発泡セル内にその発泡ガスを圧縮させて注入され、発泡層9fの強度及び密度が弱い部位から順次、発泡セルを破壊しながら中空部を形成させていく。その状態においても、射出充填工程において発泡成形体9´´の略全面に形成された強固なスキン層9eにより、加圧ガス10bのガス破裂不良が抑制される。このように、実施例6に係る射出成形方法は、発泡層9fにのみ、加圧ガスが注入されるため、ガス破裂不良を抑制すると共に、加圧ガスの注入による中空部形成部分を特定可能な優先流動効果や、発泡層9fの密度低下分が、加圧ガスの注入により形成される中空部(容積)と略同じになる、製品容積に対する中空部の中空比率制御効果を生じさせる。そのため、微小型開き制御で発泡層の発泡セル密度を制御する発泡倍率制御により、製品容積に対する中空部の中空比率制御が可能になると共に、中空部を形成させたい部分のみ、金型内の可動中子等により金型キャビティ9aの容積を拡張させて発泡層を形成させれば、優先流動効果により、任意の部分に中空部を形成させる選択流動が可能になる。このように、実施例6に係る射出成形方法は、中空部形成工程において、溶融樹脂よりも強度及び密度が弱い発泡セルからなる発泡層9f内に加圧ガスを注入させて中空部を形成させるため、複雑な製品形状、裏面の補強リブ構造、製品の厚みの変位部等においても、それら部位に形成された発泡層9fにより加圧ガスの流動が乱れにくく、ガス破裂不良をより確実に抑制しながら、製品容積に対する中空部の中空比率を高く設定することができる。
【0095】
ここで、化学発泡剤を使用した場合、形成された発泡層内の発泡セル内の発泡ガス圧力は、化学発泡剤の種類や成形条件により相違するが、一般的に0.3〜0.5MPa(樹脂温度200℃)とされている。中空部形成工程においては、加圧ガス圧力を発泡ガス圧力よりも高くすることにより、このような発泡セル内の発泡ガス圧力と加圧ガス圧力との圧力差により、発泡セル内の発泡ガスが、加圧ガスの発泡層内への注入時に、その注入抵抗を増加させる要因になることはなく、発泡セルが順次破壊される。それに伴い、発泡セル内のほとんどの発泡ガスは圧縮され、形成された中空部において加圧ガスと混合されて圧力平衡状態となる。その結果、使用する樹脂の組み合わせや、製品形状及び成形条件によっては、図9Cに示すように、発泡層9fの容積(発泡層9fが発泡層でない溶融層である場合に対する、発泡層9fの密度低下分、又は、発泡倍率分)を略完全に、中空部として形成させることが可能である。そのため、発泡層9fの容積(密度低下分、又は、発泡倍率分)やスキン層9eの厚みを制御することにより、製品容積に対する中空部の中空比率を制御することができる。実施例6に係る射出成形方法のように、発泡層9fを略完全に中空部として形成させず、中空成形品11fを発泡成形体9´´のスキン層9eと発泡層9fの一部との混在する層としても良い。
【0096】
またさらに、実施例6に係る射出成形方法は、中空部形成工程において、加圧ガス10b´´が、図8Dに示すように、発泡性溶融樹脂9b´´の溶融樹脂流路9c´とは別の加圧ガス流路10c´から、発泡成形体9´´のスキン層(冷却固化層)9eを貫通させて、発泡成形体9´´の発泡層9f内に注入させるため、射出ユニットのノズル中心に加圧ガスノズルを配置させるような特殊な構造は不要であり、任意の複数部位から加圧ガス10b´´を発泡成形体9´´内に注入させることができる。また、加圧ガス10b´´は、加圧ガス流路10c´が金型キャビティ9a内に接続される接続部分に配置された開閉弁10d´から、ガス圧力により発泡成形体9´´のスキン層(冷却固化層)9eを貫通させるため、固定金型2に、加圧ガス10b´´を発泡成形体9´´内に注入させるための特殊な開閉弁等を必要としない。
【実施例7】
【0097】
次に、図10A乃至図10Cを参照しながら本発明の実施例7に係る射出成形方法を説明する。図10A乃至図10Cは、実施例7に係る射出成形方法のうち、上述した実施例6に係る射出成形方法と異なる工程を示す金型の概略断面図である。
【0098】
実施例7に係る射出成形方法が実施例6に係る射出成形方法と異なる点は、金型キャビティ拡張工程が、金型キャビティ9aの容積が製品の容積よりも大きい容積となるように金型キャビティ9aを拡張させる工程である点と、金型キャビティ拡張工程の完了後で、かつ、中空部形成工程の開始後(すなわち、中空部形成工程の途中、又は、中空部形成工程の完了後)に、金型キャビティ9aの容積を製品の容積まで縮小させる金型キャビティ縮小工程を備えている点である。これ以外の成形工程は、実施例6に係る射出成形方法と基本的に同じであり、また、金型及び射出成形機も実施例6において説明したものと基本的に同じものを用いることができるため、実施例6に係る射出成形方法との相違点についてのみ説明する。
【0099】
図10Aは、加圧ガス流路10c´の開閉弁10d´を開放させ、加圧ガスユニット18´から加圧ガス10b´´を発泡成形体9´´の発泡層9fに注入させる中空部形成工程を示す。実施例7に係る射出成形方法において、金型キャビティ拡張工程は、可動金型4を固定金型2から離間する方向に、微小型開き量L1よりも大きい微小型開き量L1´だけ型開閉機構(図示せず)により型開きさせ、金型キャビティ9aの容積を製品の容積よりも大きい容積とさせる工程である。
【0100】
図10Aに示す状態において、発泡成形体9´´の発泡層9fは、強度及び密度が弱い発泡セルからなる発泡層である。また、溶融樹脂9bの発泡層9fは、ほとんどの発泡セルが破壊され中空部が形成されてはいるが、図示しない、製品の補強リブ等の薄肉部分に形成された発泡層9fは、まだ、中空部として形成された状態ではない。そして、図10Aに示す状態から、図10Bに示すように、加圧ガス10b´´の発泡成形体9´´の発泡層9f内への注入が完了し、金型キャビティ9a内に、所望する中空部が形成された中空成形品11gが成形される。
【0101】
そして、図10Aに示す金型キャビティ拡張工程の完了後で、かつ、中空部形成工程の途中の状態、あるいは、図10Bに示す中空部形成工程が完了した直後の状態から、図10Cに示すように、可動金型4を固定金型2側に微小型開き量L1´がL2になるまで、図示しない型開閉機構により型締めさせ、金型キャビティ9aの容積を縮小させる(金型キャビティ縮小工程)。微小型開き量L1´からL2になるまで型締めさせた状態の金型キャビティ9aの容積は、製品容積と略同じである。この金型キャビティ縮小工程により、所定量(容積)多く注入させた加圧ガス10b´´が、中空部内において増圧されるため、増圧された加圧ガス10b´´は、発泡層9f内にまだ残されている発泡セルの、その強度及び密度が弱い部位から、更に順次破壊しながら中空部の形成を継続させていく。そして、製品の補強リブ等の薄肉部分に形成された発泡層9fの発泡セル部分にも加圧ガス10b´´が注入されて中空部が形成される。
【0102】
中空成形品11gの中空部内の加圧ガスの排出は、この金型キャビティ縮小工程の開始後(すなわち、金型キャビティ縮小工程の途中、又は、金型キャビティ縮小工程の完了後)に行われることが好ましい。これは、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果を得るためと、金型キャビティ縮小工程による中空部内の加圧ガス圧力の増圧効果を向上させるためである。実施例7に係る射出成形方法において、ガス・カウンター・プレッシャー法が採用された場合も同様である。
【0103】
そして、図10Cに示す状態から、金型キャビティ9a内に成形された中空成形品11gの冷却固化が完了した後、実施例6に係る射出成形方法と同様に、可動金型4を図示しない型開閉機構により固定金型2から型開きさせ、図示しない製品取出手段により中空成形品11gを射出成形機外へ搬出させ、成形サイクルが終了する。
【0104】
実施例7に係る射出成形方法によれば、実施例6に係る射出成形方法と同様に、射出充填工程において発泡性溶融樹脂9b´´の略全面に形成された強固なスキン層9eにより、加圧ガス10b´´のガス破裂不良が抑制される。また、その結果、製品容積に対する中空部の中空比率を高く設定することができる。
【0105】
また、実施例7に係る射出成形方法は、金型キャビティ拡張工程が金型キャビティの容積を製品容積より所定量大きく拡張させる工程であることにより、実施例6に係る射出成形方法のように製品容積にまで拡張させる場合に対して、中空部形成工程における加圧ガスの注入抵抗の低減効果が更に高まり、加圧ガスの注入性を向上させると共に、注入可能な加圧ガス10b´´の注入量(容積)を物理的に増加させることができる。また、諸条件にもよるが、一般的に、製品厚みが1mmの部分に形成させるスキン層厚みは片面で0.4〜0.5mmであり、この状態において、溶融樹脂内に加圧ガスを注入させ、中空部を形成させることは非常に困難である。しかしながら、製品厚みが1mmの部分を金型キャビティ容積の拡張により一時的に1.5〜2mmに拡張させれば、この部分への加圧ガスの注入及び中空部の形成は可能となる。この一時的に拡張させる金型キャビティ容積の拡張量は、金型構造や、製品形状、及び製品容積に対する中空部の中空比率等により、適宜選択されれば良い。
【0106】
さらに、実施例7に係る射出成形方法は、金型キャビティの容積を製品容積まで縮小させる金型キャビティ縮小工程により、製品外観性に優れ、製品の補強リブ等の薄肉部分も含めて、製品の略全面に中空部が略均一に形成された中空成形品を成形させることができる。また、この金型キャビティ縮小工程により、中空成形品11gに略均一な型締力を付与させることができるので、中空成形品11g内の残留応力を低下させ、冷却固化時の成形品変形を抑制するという射出圧縮成形方法や射出プレス成形方法と同様の効果が期待できる。さらに、実施例7に係る射出成形方法は、この金型キャビティ縮小工程により中空部内の加圧ガス圧力が増圧されため、加圧ガスユニット18´の加圧ガス供給圧力を通常よりも下げることができ、これにより、加圧ガスユニット18´関連の安全性向上や、設備・加圧ガス管理コストの低減が期待できる。
【0107】
本発明は、上記の実施の形態に限定されることなく色々な形で実施できる。例えば、実施例1乃至7に係る射出成形方法において、説明及び図面を簡単にするために、金型キャビティ拡張工程、金型キャビティ再拡張工程及び金型キャビティ縮小工程が、シェアエッジ構造の金型を前提に、射出成形機の型開閉機構による型開閉動作で、金型キャビティ容積を可変させるものとしたが、金型キャビティの容積を可変させる手段は、このような射出成形機の型開閉機構による型開閉動作に限定されるものではなく、金型内可動部の移動動作等、金型キャビティの容積を、金型キャビティ内のガス圧力、あるいは、金型キャビティ内の樹脂圧力に対抗して、その容積、可変速度、可変容積保持力(型位置保持力)等を任意で制御可能な手段であれば良い。
【0108】
例えば、実施例1乃至7に係る射出成形方法のように、シェアエッジ構造の金型を前提に、射出成形機の型開閉機構による型開閉動作で、金型キャビティの容積を可変させるものであれば、製品の金型投影面の略全面に内層用溶融樹脂又は中空部が略均一に形成されたサンドイッチ成形品又は中空成形品が成形できる。この場合、型開閉機構が、精密型開閉制御に適したトグル式型締機構、好ましくは電動トグル式型締機構であれば、他の成形条件制御と連動させて、製品容積に対する内層用溶融樹脂の充填比率又は中空部の中空比率、並びに、製品肉厚及び中空部厚みが高精度で制御可能となる。
【0109】
また、部分的に製品容積に対する内層用溶融樹脂の充填比率又は中空部の中空比率を高めたい肉厚部分等がある場合は、その部位に可動中子等の金型内可動部を設け、部分的に金型キャビティの容積を可変させ、実施例1乃至7に係る射出成形方法を実施しても良い。
【0110】
さらに、シェアエッジ構造ではなく、型開閉方向に直交する平面のみで構成される金型分割面(PL面とも呼称される)を有する一般的な構造の金型であっても、若干の制約が生じるものの、実施例1乃至7に係る射出成形方法の実施は可能である。具体的には、金型キャビティ拡張工程における微小型開き量を小さくする、金型の温度調節等により、金型分割面近傍の溶融樹脂のスキン層を厚く形成させたり、金型分割面近傍の溶融樹脂をスキン層のみで形成させたりする、等の制約を前提とすれば、シェアエッジ構造等の金型が使用される場合に対して、製品容積に対する内層用溶融樹脂の充填比率又は中空部の中空比率は低くせざるを得ないが、金型キャビティ内に射出充填させた溶融樹脂が、微小型開きさせた金型の金型分割面から漏れることを防止することが可能となる。
【0111】
また、一般的な構造の金型の場合、実施例1乃至3に係る射出成形方法のように、表層用溶融樹脂が発泡剤を含む発泡性溶融樹脂を採用すれば、表層として形成される発泡成形体のスキン層の強度は発泡セルからなる発泡層の強度より確実に高いことから、内層用溶融樹脂は発泡層内のみを流動するため、表層用溶融樹脂が発泡剤を含まない非発泡性溶融樹脂である場合に対して、金型キャビティ内に射出充填させた表層用溶融樹脂や内層用溶融樹脂の、微小型開きさせた金型の金型分割面からの漏洩防止は更に確実となる。また、実施例6及び7に係る射出成形方法において、溶融樹脂の略全面に形成されるスキン層の強度は発泡セルからなる発泡層の強度より確実に高いことから、加圧ガスは発泡層内のみを流動するため、発泡剤を含まない非発泡性溶融樹脂の場合に対して、金型キャビティ内に射出充填させた溶融樹脂の、微小型開きさせた金型の金型分割面からの漏洩防止性は高い。
【0112】
実施例1乃至7に係る射出成形方法の金型キャビティ拡張工程、金型キャビティ再拡張工程及び金型キャビティ縮小工程を、射出成形機の型開閉機構による型開閉動作、及び、金型内可動部の移動動作のいずれの形態で行わせるか、あるいは、これらを組み合わせて行わせるかは、サンドイッチ成形品やサンドイッチ構造部分の形状、サンドイッチ成形品の仕様に係る表層や内層の樹脂材料、及び、製品容積に対する内層用溶融樹脂の充填比率等、又は、中空成形品や中空部の形状、中空成形品の仕様に係る樹脂材料、及び、製品容積に対する中空部の中空比率等を鑑み、使用する金型の構造も含めて、適宜、最適な形態を選択することができる。
【0113】
実施例6及び7に係る射出成形方法の別の形態として、加飾性や機能性を有するシート状のインサート材を樹脂成形品の意匠面に一体成形するインサート加飾成形方法も、本発明の特徴を活かすことができる射出成形方法のひとつである。具体的には、加飾性や機能性を有するシート状のインサート材を金型の意匠面側にセットして、実施例6及び7に係る射出成形方法が実施されれば、加圧ガスの圧力のみでスキン層が金型キャビティの内面に押し付けられるため、このような表皮加飾成形方法との組み合わせには適さない一般的な中空射出成形方法に対して、インサート材とスキン層表面との密着性、及び、スキン層表面に一体化されたインサート材への、金型キャビティ内面の高い転写性を確保することができ、製品外観性に優れたインサート加飾中空成形品を成形させることができる。また、インサート材が、加飾性や意匠性を有する、印刷絵柄付材料、ソフト感付与材料、あるいは、起毛材料等、熱や圧力で加飾性や意匠性を低下させ易い材料である場合、インサート材とスキン層表面への密着性、及び、インサート材への、金型キャビティ内面の高い転写性を確保した後、型開閉機構制御、あるいは、金型内可動部の移動動作制御に加えて、中空部を形成させる中空部形成工程における加圧ガス圧力等の圧力制御等を組み合わせることにより、インサート材に付与される圧力の適切な減圧制御を行わせ、インサート材の加飾性や意匠性の低下をより効果的に抑制することができる。
【産業上の利用可能性】
【0114】
実施例1乃至5に係るサンドイッチ成形品の射出成形方法によれば、樹脂反転不良を防止するために、射出ユニットに必要とされるミキシングノズルや、層流形成のためのホットランナーの同軸配置等、複雑なホットランナー配置や、ショートショットでも内層用溶融樹脂を表層用溶融樹脂内に確実に射出充填可能な特殊なゲート構造や特殊なゲートバルブ等を金型に必要とせず、製品外観性に優れ、製品容積に対する内層用溶融樹脂の充填比率を高く設定しても、樹脂反転不良が抑制されたサンドイッチ成形品が成形できる。そのため、サンドイッチ成形専用の射出成形機ではもちろん、そうではない、市販されている後付け用の射出ユニットを追加した汎用射出成形機であっても本発明を実施することができる。すなわち、高価なサンドイッチ成形専用の射出成形機を導入する必要がなく、需要に応じて汎用射出成形機を通常成形用とサンドイッチ成形用に低コストで使い分けることが可能となり、樹脂成形品の製造業者にとって産業上利用価値が極めて高い。
【0115】
また、近年、環境問題への対応等により、家電製品、OA機器、自動車部品等に採用される樹脂成形品には、軽量化やリサイクル樹脂の使用量増大等が求められる。実施例1乃至5に係るサンドイッチ成形品の射出成形方法においては、一般的なサンドイッチ射出成形方法では、発泡セルのスキン層への表出等の問題で、表層用溶融樹脂には使用されることが少ない、発泡剤を含む発泡性溶融樹脂を、射出充填率が略100%となるように金型キャビティの容積を製品容積より縮小させて行われる射出充填工程により、発泡剤を含む発泡性溶融樹脂の略全面に型締力を略均一に付与させて、スキン層形成時における発泡セルのスキン層への表出を抑制させることで、表層用溶融樹脂として使用することができる。そのため、発泡剤を含まない非発泡性溶融樹脂を表層用溶融樹脂として使用する一般的なサンドイッチ成形品に対して、製品容積に対する内層用溶融樹脂の充填比率を大幅に向上させたサンドイッチ成形品を成形させることができる。また、製品容積に対する内層用溶融樹脂の充填比率を高く設定しても、樹脂反転不良が抑制できるため、より多くのリサイクル樹脂を内層用溶融樹脂として使用することができる。さらに、実施例1乃至5に係るサンドイッチ成形品の射出成形方法は、射出ユニットや金型に特殊な構造を必要としないので、加飾性や機能性を有するシート状の表皮材を金型の意匠面側にセットして、金型内で樹脂成形品と一体成形させる表皮加飾成形方法等、公知の射出成形方法と組み合わせて行うことが容易である。そのため、実施例1乃至5に係るサンドイッチ成形品の射出成形方法と公知の射出成形方法とを組み合わせて、様々な樹脂成形品への要求に対応することが可能となり、産業上利用価値が極めて高い。
【0116】
実施例6及び7に係る中空成形品の射出成形方法によれば、一般的な中空射出成形方法のような、射出ユニットのノズル中心に加圧ガスノズルを配置させるような構造や、加圧ガスを発泡成形体内に注入させるための特殊な開閉弁等を必要とせず、製品外観性に優れ、製品容積に対する中空部の中空比率を高く設定しても、ガス破裂不良が抑制された中空成形品を成形することができる。そのため、中空射出成形専用の射出成形機ではもちろん、そうではない、加圧ガスユニットが後付けされた汎用射出成形機であっても実施例6及び7に係る射出成形方法を実施することができる。すなわち、中空射出成形専用の射出成形機を導入する必要がなく、需要に応じて汎用射出成形機を通常成形用と中空射出成形用に低コストで使い分けることが可能となり、樹脂成形品の製造業者にとって産業上利用価値が極めて高い。
【0117】
また、先に説明した、インサート加飾成形方法により成形されるインサート加飾成形品は、樹脂材料では得ることが困難な加飾性や機能性を樹脂成形品に付与させるものとして、近年、家電製品、OA機器、自動車部品等に多く採用される。また、近年、樹脂成形品には、環境問題への対応等により、更なる軽量化が求められている。このような、樹脂成形品への加飾性や機能性の付与と、軽量化の両立を鑑みれば、樹脂成形品の軽量化に適した中空成形品の更なる軽量化が期待できる、実施例6及び7に係る中空成形品の射出成形方法と、このような表皮加飾成形方法との組み合わせにより成形可能となるインサート加飾中空成形品は、最適な解決方法のひとつであり、その点においても産業上利用価値が極めて高い。
【符号の説明】
【0118】
2 固定金型(第1金型)、4 可動金型(第2金型)、9a 金型キャビティ、9b 表層用溶融樹脂、9b´ 表層用発泡性溶融樹脂、9b´´ 発泡性溶融樹脂、10b 内層用溶融樹脂、10b´ 内層用発泡性溶融樹脂、10b´´ 加圧ガス、11a乃至11e サンドイッチ成形品、11f、11g 中空成形品
【特許請求の範囲】
【請求項1】
金型キャビティを形成可能な第1金型及び第2金型を用いて成形品を成形する射出成形方法であって、
前記第1金型と前記第2金型とを型締めし、前記金型キャビティを形成する型締め工程と、
前記型締め工程の完了後に、前記金型キャビティに発泡性溶融樹脂を射出充填し、前記金型キャビティ内を前記発泡性溶融樹脂で満たす第1射出充填工程と、
前記第1射出充填工程の開始後に、前記金型キャビティを所定量だけ拡張させ、前記発泡性溶融樹脂を発泡させる金型キャビティ拡張工程と、
前記第1射出充填工程の完了後で、かつ、前記金型キャビティ拡張工程の開始後に、前記金型キャビティ内の前記発泡性溶融樹脂内に溶融樹脂又はガスを注入する第2射出充填工程とを備える
ことを特徴とする射出成形方法。
【請求項2】
前記型締め工程の開始後で、かつ、前記第1射出充填工程の開始前に、前記金型キャビティ内に加圧ガスを注入させ、前記金型キャビティ内を前記発泡性溶融樹脂の発泡膨張圧力以上の圧力で与圧させる与圧工程と、
前記第1射出充填工程の開始後に、前記加圧ガスを排出させる加圧ガス排出工程とを更に備える
ことを特徴とする請求項1に記載の射出成形方法。
【請求項3】
前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に加圧ガス流路を介して加圧ガスを注入する工程であり、
前記与圧工程は、前記第2射出充填工程において使用する加圧ガス流路を介して前記金型キャビティ内に加圧ガスを注入する工程である
ことを特徴とする請求項2に記載の射出成形方法。
【請求項4】
前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、
前記射出成形方法は、前記金型キャビティ拡張工程の完了後で、かつ、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備える
ことを特徴とする請求項1に記載の射出成形方法。
【請求項5】
前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積未満となるように、前記金型キャビティを拡張させる工程であり、
前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に内層用発泡性溶融樹脂を注入する工程であり、
前記射出成形方法は、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ拡張させ、前記内層用発泡性溶融樹脂を発泡させる金型キャビティ再拡張工程を更に備える
ことを特徴とする請求項1に記載の射出成形方法。
【請求項6】
前記金型キャビティ再拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、
前記射出成形方法は、前記金型キャビティ再拡張工程の完了後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備える
ことを特徴とする請求項5に記載の射出成形方法。
【請求項7】
前記金型キャビティの拡張及び縮小の少なくとも一方は、射出成形装置の型開閉機構による型開閉動作、及び、金型内可動部の移動動作の少なくとも一つにより行われる
ことを特徴とする請求項1乃至6いずれか1項に記載の射出成形方法。
【請求項1】
金型キャビティを形成可能な第1金型及び第2金型を用いて成形品を成形する射出成形方法であって、
前記第1金型と前記第2金型とを型締めし、前記金型キャビティを形成する型締め工程と、
前記型締め工程の完了後に、前記金型キャビティに発泡性溶融樹脂を射出充填し、前記金型キャビティ内を前記発泡性溶融樹脂で満たす第1射出充填工程と、
前記第1射出充填工程の開始後に、前記金型キャビティを所定量だけ拡張させ、前記発泡性溶融樹脂を発泡させる金型キャビティ拡張工程と、
前記第1射出充填工程の完了後で、かつ、前記金型キャビティ拡張工程の開始後に、前記金型キャビティ内の前記発泡性溶融樹脂内に溶融樹脂又はガスを注入する第2射出充填工程とを備える
ことを特徴とする射出成形方法。
【請求項2】
前記型締め工程の開始後で、かつ、前記第1射出充填工程の開始前に、前記金型キャビティ内に加圧ガスを注入させ、前記金型キャビティ内を前記発泡性溶融樹脂の発泡膨張圧力以上の圧力で与圧させる与圧工程と、
前記第1射出充填工程の開始後に、前記加圧ガスを排出させる加圧ガス排出工程とを更に備える
ことを特徴とする請求項1に記載の射出成形方法。
【請求項3】
前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に加圧ガス流路を介して加圧ガスを注入する工程であり、
前記与圧工程は、前記第2射出充填工程において使用する加圧ガス流路を介して前記金型キャビティ内に加圧ガスを注入する工程である
ことを特徴とする請求項2に記載の射出成形方法。
【請求項4】
前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、
前記射出成形方法は、前記金型キャビティ拡張工程の完了後で、かつ、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備える
ことを特徴とする請求項1に記載の射出成形方法。
【請求項5】
前記金型キャビティ拡張工程は、前記金型キャビティの容積が前記成形品の容積未満となるように、前記金型キャビティを拡張させる工程であり、
前記第2射出充填工程は、前記金型キャビティ内の前記発泡性溶融樹脂内に内層用発泡性溶融樹脂を注入する工程であり、
前記射出成形方法は、前記第2射出充填工程の開始後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ拡張させ、前記内層用発泡性溶融樹脂を発泡させる金型キャビティ再拡張工程を更に備える
ことを特徴とする請求項1に記載の射出成形方法。
【請求項6】
前記金型キャビティ再拡張工程は、前記金型キャビティの容積が前記成形品の容積よりも大きい容積となるように、前記金型キャビティを拡張させる工程であり、
前記射出成形方法は、前記金型キャビティ再拡張工程の完了後に、前記金型キャビティの容積が前記成形品の容積となるように、前記金型キャビティを所定量だけ縮小させる金型キャビティ縮小工程を更に備える
ことを特徴とする請求項5に記載の射出成形方法。
【請求項7】
前記金型キャビティの拡張及び縮小の少なくとも一方は、射出成形装置の型開閉機構による型開閉動作、及び、金型内可動部の移動動作の少なくとも一つにより行われる
ことを特徴とする請求項1乃至6いずれか1項に記載の射出成形方法。
【図1A】


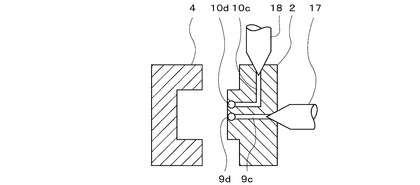
【図1B】
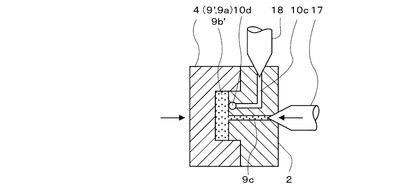
【図1C】
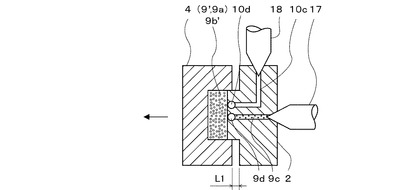
【図1D】
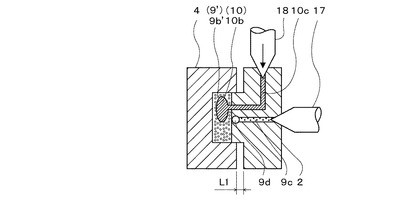
【図1E】
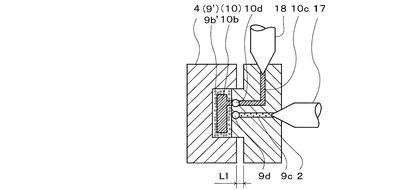
【図1F】
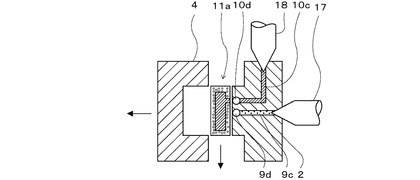
【図2A】
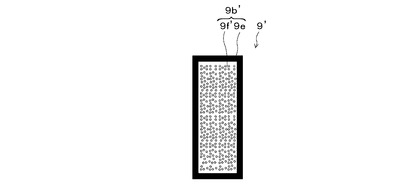
【図2B】
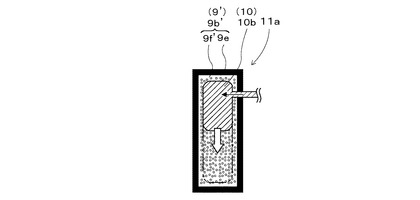
【図2C】
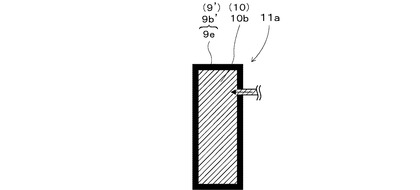
【図3A】
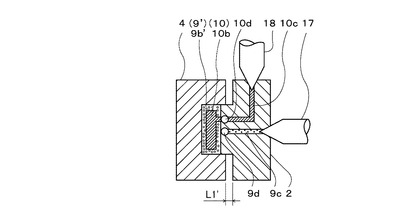
【図3B】
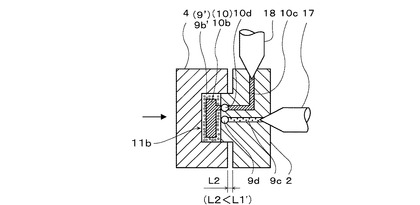
【図4A】
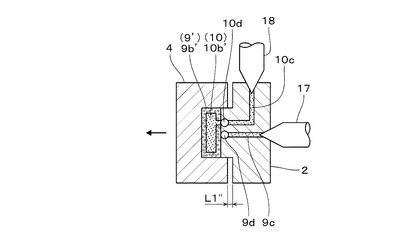
【図4B】

【図5A】
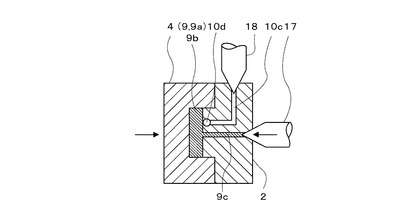
【図5B】
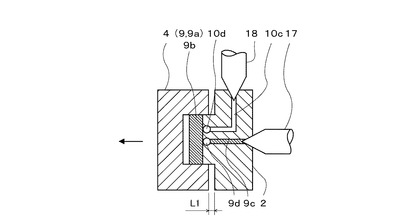
【図5C】
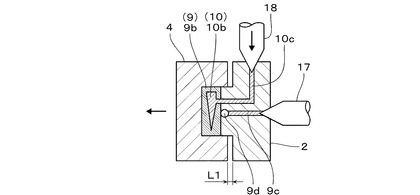
【図5D】
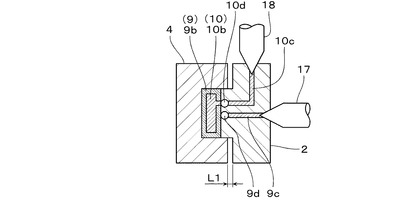
【図5E】
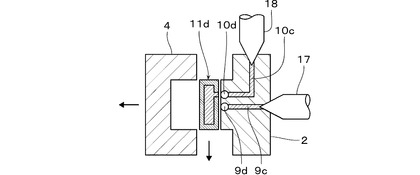
【図6A】
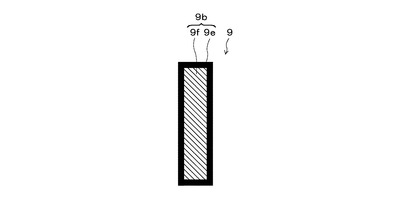
【図6B】
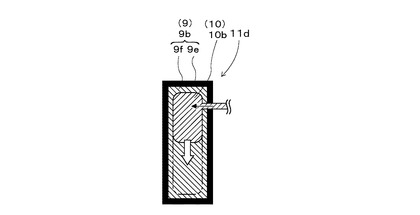
【図7A】
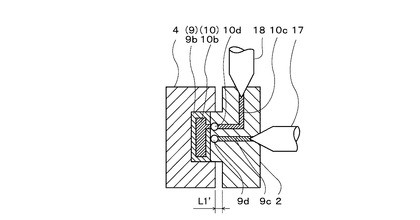
【図7B】
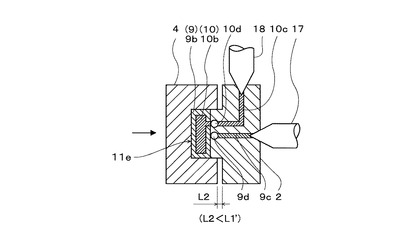
【図8A】
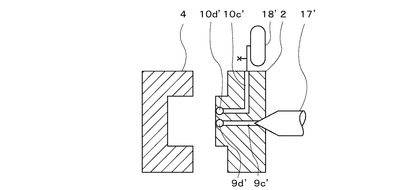
【図8B】
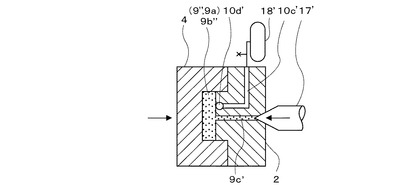
【図8C】
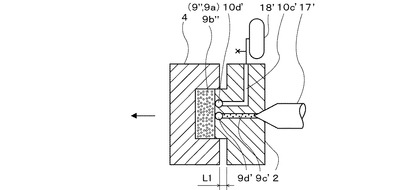
【図8D】
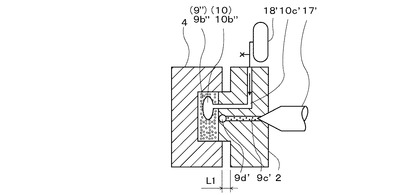
【図8E】
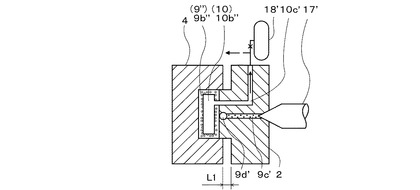
【図8F】
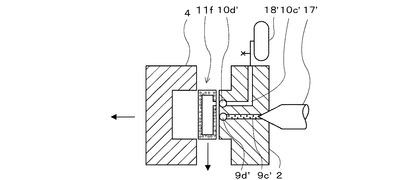
【図9A】
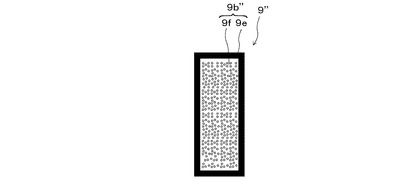
【図9B】
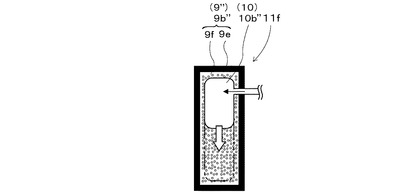
【図9C】
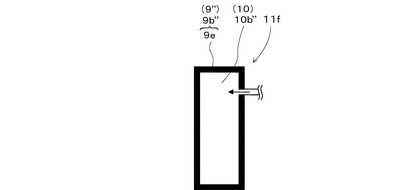
【図10A】
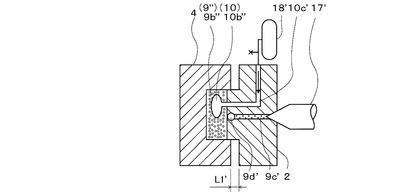
【図10B】
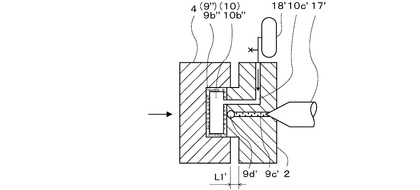
【図10C】
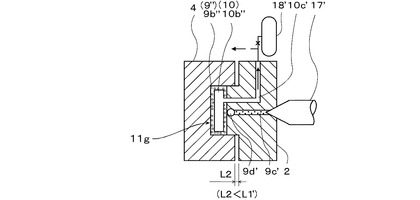
【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【図6A】
【図6B】
【図7A】
【図7B】
【図8A】
【図8B】
【図8C】
【図8D】
【図8E】
【図8F】
【図9A】
【図9B】
【図9C】
【図10A】
【図10B】
【図10C】
【公開番号】特開2013−6419(P2013−6419A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2012−171369(P2012−171369)
【出願日】平成24年8月1日(2012.8.1)
【分割の表示】特願2012−534474(P2012−534474)の分割
【原出願日】平成24年4月27日(2012.4.27)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成24年8月1日(2012.8.1)
【分割の表示】特願2012−534474(P2012−534474)の分割
【原出願日】平成24年4月27日(2012.4.27)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]