
射出成形機の型締装置と押出方法
【課題】 射出成形機やダイカストマシンにおいて、省スペースでかつ製造コストの低い電動式型締装置を提供する。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、プラスチック製部品を成形する電気駆動式の射出成形機において、機械長がコンパクトでかつ製造コストの低減が可能な型締装置に関する。また、溶融状態のアルミニウムを金型内に充填し、アルミニウム製部品を鋳造するダイカストマシンの型締装置にも適応できる。
【背景技術】
【0002】
射出成形機やダイカストマシンの型締装置には、金型を高速で開閉する機能と、金型を閉じた状態で大きな型締力を負荷できる機能が要求される。型締装置の構造には主に3つの種類あり、大径の油圧シリンダー1つで型開閉と型締めを行なう直圧式、リンク機構を用いて小径の油圧シリンダーで型開閉と型締めを行なうトグルリンク式、小径で長い油圧シリンダーで型開閉を行ない続いてロック装置を動作させた後大径で短い油圧シリンダーで型締めを行なう複合式がある。また、従来は油圧駆動式で、油圧ポンプから吐出された高圧の作動油を油圧シリンダーなどに供給し、機械を動作するものが主流であったが、近年では、サーボモータの回転運動をボールねじによって直線運動に変換する電気駆動式のものが多く生産され普及している。電気駆動式には、消費エネルギーが少ないことや、制御性能に優れていること、低騒音であるといった優れた特徴がある。一方、電気駆動式ではあまり大きな力を出せないので、型締装置においては、小さな力で大きな力を発揮できる倍力特性を持つトグルリンク式が採用されている。
また、型締装置には、金型を開いた時に可動金型に貼り付いた成形品を、可動金型から取り外すための押出装置が必ず備え付けられている。この動作も電気駆動式で行なうことができる。
【0003】
特許文献1には、上述した電気駆動トグルリンク式型締装置に関する技術が開示されており、その図3に構造が描かれている。トグルリンク式型締装置は、主に固定盤、可動盤、エンドプレート、大きなトグル機構から構成されており、型締装置の内部に押出装置が組み込まれている。トグル機構と押出装置は、それぞれ別の駆動源(サーボモータとボールねじ)によって作動し、成形に必要な動作を行なう。
【0004】
トグル式型締装置には、てこの原理の応用によって小さな力を大きな力に変換する倍力特性があり、電動駆動式に適しているという長所を持つが、一方、機械長が長くなるため、工場内に大きな設置面積を要するといった欠点がある。その欠点を解決するため、特許文献2には、複合式とトグル式のそれぞれの長所を組み合わせ、ミニトグル機構によって型締力を発揮する省スペース式の電動型締装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−110901号公報
【特許文献2】特開2001−300998号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2の型締装置は、機械長が短くなり省スペースであるという点で優れているが、型開閉駆動装置とトグルリンク駆動装置と押出駆動装置とそれぞれに駆動装置(サーボモータやボールねじ)が必要で、部品点数が多くなり組立てにも多くの工数を要し、製作コストが高くなるという問題点があった。
本願発明は、これらの問題点を鑑み、省スペースでかつ製造コストの低い電動式型締装置を提供するものである。
【課題を解決するための手段】
【0007】
以上の課題を解決するために、本願の第一の発明は、
固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンとエンドプラテンとトグルリンク機構とを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である、型締装置とする。
【0008】
また第二の発明は、上記第一の発明の型締装置において、クロスヘッドを動作する駆動装置は、可動プラテンに支持される。
【0009】
そして第三の発明は、上記第一及び第二の発明の型締装置を用いた押出方法であって、金型を閉じた状態で分割ナットを動作してタイバーとエンドプラテンを係合し、クロスヘッドをエンドプラテン側に移動させてトグルリンク機構によって型締力を発生させ、金型内に溶融物を射出充填して冷却固化した後、クロスヘッドを可動プラテン側に動かし、型締力を下げた後、さらに動かして離型力を発生させながら金型を少し開き、分割ナットを開いてタイバーとの係合を解除し、型開閉駆動装置を動作して可動金型を開き、型開動作完了後あるいは完了前に、クロスヘッドを可動プラテン側にさらに動かして押出ピンを突き出す押出方法である。
【発明の効果】
【0010】
機械長が短い省スペース型の電動式型締装置であり、型締力発生装置(コンパクトなトグルリンク装置)と押出装置とを共通化できるため、部品点数と組立て工数を削減することができる。そのため、機械の製作コストを低減できる。
【図面の簡単な説明】
【0011】
【図1】本願発明の型締装置であり、金型が開いている時の状態を示す図である。
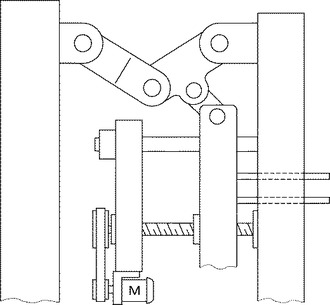
【図2】トグルリンク機構の詳細を示す図である。
【図3】トグルリンク機構を可動プラテン側から見た図である。
【図4】トグルリンク機構の固定板をエンドプラテン側から見た図である。
【図5】固定プラテンを射出装置側から見た図であり、固定ナットの回転駆動装置などを示す。
【図6】分割ナットが開いている状態を示す図である。
【図7】分割ナットが閉じてタイバーと係合している状態を示す図である。
【図8】金型が閉じられて型締力が負荷されている状態の型締装置を示す図である。
【図9】トグルリンク機構が伸びている時の状態を示す図である。
【図10】押出ピンが突き出ている時のトグルリンク機構の状態を示す図である。
【発明を実施するための形態】
【0012】
以下、図面を参照しながら、本願発明に係る実施例を説明する。
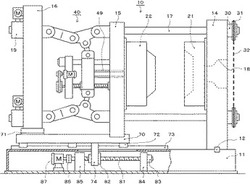
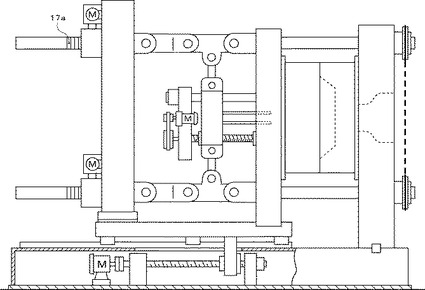
図1は、本願発明の型締装置の全体を示している。
型締装置10の下方部分は、床面に据付けられたマシンベース11によって支持されている。マシンベース11の上には、固定金型21が取付けられた固定プラテン14が、固定キー12を介して固定された状態で載置されている。また固定プラテン14の左側には、可動金型22が取付けられた可動プラテン15が載置されている。可動プラテン15の下部はスライド台70の上に固定されており、さらにスライド台70の下側はスライドブロック72とスライドレール73を介して、マシンベース11上に取付けられている。スライドブロック72とスライドレール73の間には、球や円筒ころなどの転動体が組み込まれているので、スライド台70及び可動プラテン15はマシンベース11上を、滑らかに摺動運動(開閉動作)することができる。
【0013】
可動プラテン15の左側には、トグルリンク機構40を介してエンドプラテン16が備え付けられている。エンドプラテン16の下部にはライナー71が固定されており、スライド台70の上を型開閉方向に摺動可能となっている。トグルリンク機構40を動作することによって、後述する型締動作や離型動作、押出動作を行なうことができる。
【0014】
固定プラテン14、可動プラテン15、及びエンドプラテン16の四隅には、4本のタイバー17が貫通しており、固体ナット30によって固定プラテン14に支持されている。また、エンドプラテン16に取付けられた分割ナット19の開閉動作によって、タイバー17と分割ナット19は係合および離脱(係合の解除)することが可能であり、タイバー17とエンドプラテン16が係合された状態において、型締力を発揮することができる。尚、図1において、トグルリンク機構40が見えるよう、可動プラテン15とエンドプラテン16の間においてタイバー17は描かれていない。
固定プラテン14の中央部には、射出用穴18が開いており、図示せぬ射出装置を挿入することが可能となっている。射出装置には、プラスチックやアルミニウムを溶融し、所望の量の溶融物を、金型内に射出充填する機構が設けられている。固定金型21の溶融物流入口と射出装置の先端部分がタッチした状態で、金型キャビティ内に溶融物を射出充填し、冷却固化することによって所望の形状の成形品を成形することができる。
【0015】
マシンベース11の内側には、型開閉駆動装置が取付けられている。型開閉ボールねじ軸81が、マシンベース11に固定されている固定ブロック85の内部において、軸受けを介し回転自在かつ軸方向には拘束された状態で支持されている。また、型開閉ボールねじ軸81の右側は、支持ブロック84により軸受けを介して回転自在に支持されている。型開閉ボールねじ軸81の右端部は、支持ブロック84に取付けられた電磁ブレーキ83と連結しており、型開閉動作の非常急停止などをすることができる。型開閉ボールねじ軸81を回転する際には、電磁ブレーキ83に通電してブレーキの解除を行なう。型開閉ボールねじ軸81の左端は、カップリング86を介して型開閉サーボモータ87の回転軸と連結しており、回転軸と型開閉ボールねじ軸81は一体となって回転運動する。型開閉ボールねじ軸81と螺合する型開閉ボールねじナット82は、スライド台70の下部に固定された連結ブロック74に取付けられている。よって、図示せぬ制御装置から型開閉サーボモータ87に回転指令が電気的に送られると、型開閉ボールねじ軸81が回転し、ボールねじの作用によって、スライド台70、可動プラテン15、エンドプラテン16などを開閉動作することが可能である。
【0016】
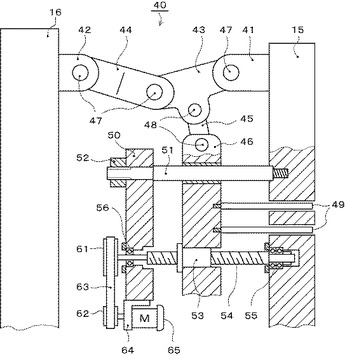
図2にトグルリンク機構40の詳細を示す。トグルリンク機構40は、可動プラテン15とエンドプラテン16の間に取付けられている。
可動側リンク部材41は、可動プラテン15と一体であり、大径リンクピン47を挿入する穴が設けられている。同様に、エンド側リンク部材42も、エンドプラテン16と一体であり、大径リンクピン47を挿入する穴が設けられている。右リンク43は、大径リンクピン47を介して可動側リンク部材41と連結しており、大径リンクピン47を中心に回転運動することができる。また、左リンク44も大径リンクピン47を介してエンド側リンク部材42と連結しており、大径リンクピン47を中心に回転運動することができる。さらに、右リンク43と左リンク44は、大径リンクピン47を介して連結している。右リンク43や左リンク44の大径リンクピン47を挿入する穴には、内側にブッシュが組み込まれており、滑らかに回転運動できるようになっている。
【0017】
可動プラテン15には、ガイドロッド51が固定されている。クロスヘッド46には、ガイドロッド51が貫通する穴が加工されており、ガイドロッド51に案内されて左右に摺動運動することができる。クロスヘッド46と右リンク43は、クロスヘッドリンク45及び小径リンクピン48を介して連結している。クロスヘッド46には、押出ピン49が固定されており、押出ピン49は可動プラテン15を貫通する穴に挿入されている。よって、クロスヘッド46が左右に動作すると、トグルリンク機構40の作用によって、可動プラテン15とエンドプラテン16の間の距離を変えることができる。また、押出ピン49を可動プラテン15の金型取付け面から突き出したり、引き込めたりすることもできる。
【0018】
ガイドロッド51には、ガイドロッドナット52によって固定板50が取付けられている。可動プラテン15には、リンク部ボールねじ軸54がリンク部軸受け55によって、回転自在かつ軸方向には拘束された状態で組み込まれている。リンク部ボールねじ軸54と螺合するリンク部ボールねじナット53は、クロスヘッド46に固定されており、リンク部ボールねじ軸54の左側は、リンク部支持軸受け56によって、固定板56に回転自在に支持されている。さらに、リンク部ボールねじ軸54の左端部には、大プーリ61が固定されている。固定板50の下側には、モータブラケット64によって駆動サーボモータ65が取付けられている。尚、図1において、駆動サーボモータ65は固定板50の横側に取付けられているが、図2においては構成を理解しやすいよう下側に描いている。駆動サーボモータ65の回転軸には、小プーリ62が取付けられており、歯付きベルト63によって、回転運動を大プーリ61に伝達することができる。よって、制御装置のからの指令により駆動サーボモータ65の回転軸が回転動作すると、リンク部ボールねじ軸54が回転し、ボールねじの作用によって、クロスヘッド46を左右に動かすことができる。
【0019】
図2において、押出ピン49の先端面は、可動プラテン15の金型取付け面から2mm引っ込んだ位置にあり、この状態がクロスヘッド46の原点位置となる。押出ピン49の最大突き出し量を、例えば100mmとする場合は、クロスヘッド46は原点位置より102mm右側に動けるよう、トグルリンク機構40は設計される。また、離型(強力型開き)ストロークを20mm、最大厚さの金型が取付けられた状態で最大型締力を発揮する時のタイバー17の伸び量が5mmである場合、原点位置状態からクロスヘッド46が左側に動き、可動プラテン15とエンドプラテン16の間が25mm離れ、且つその時に図9のように3本の大径リンクピン47が一直線上に並ぶような位置になるよう設計される。
【0020】
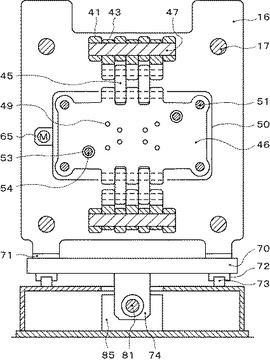
図3は、可動側リンク部材41に挿入されている大径リンクピン47の中心線断面を、可動プラテン15側から見た図である。図1には示していない4本のタイバー17が、エンドプラテン16の四隅に配置されている。可動側リンク部材41は、上側と下側に各4個あり、それぞれの間に3個の右リンク43が大径リンクピン47を介して連結している。また、3個の右リンク43の間に2個のクロスヘッドリンク45が配置され、小径ピン48を介してクロスヘッド46と連結している。クロスヘッド46は、4本のガイドロッド51によって摺動自在に支持されるとともに、2本のリンク部ボールねじ軸54とリンク部ボールねじナット53が組み込まれている。また、8本の押出ピン49がクロスヘッド46に固定されている。
【0021】
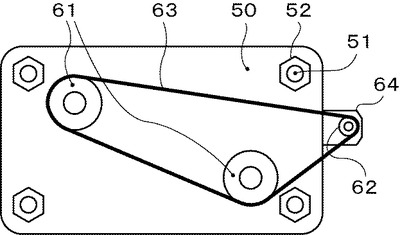
図4は、図2における固定板50をエンドプラテン16側から見た図である。固定板50は、ガイドロッドナット52によって、4本のガイドロッド51と固結している。駆動サーボモータ65の回転軸に取付けられた小プーリ62とリンク部ボールねじ軸54の端部に取付けられた2個の大プーリ61は、歯付きベルト63によって連結しており、小プーリ62の回転運動を2個の大プーリ61に伝えることができる。
【0022】
図1において、固定ナット30の周囲部にチェーン用のスプロケット31が取付けられており、スプロケット31にはチェーン32が巻き付けられている。固定ナット30は、固定プラテン14に対して、回転可能であるが、離型力を受けても固定プラテン14から離れないように支持されている。
図5は、図1における固定プラテン14を射出装置側(右側)から見た状態を示す図である。4本のタイバー17と4個の固定ナット30は、それぞれねじ結合しており、固定ナット30に取付けられているスプロケット31には、一本のチェーン32が巻き付けられている。固体プラテン14には、アイドラースプロケット34が回転自在に取付けられている。さらに、固定プラテン14に固定されたモータの回転軸には、モータスプロケット35が取付けられており、モータを回転することによってチェーン35を動かすことができる。タイバー17には、図示せぬ回り止めが付いているので、チェーン32を介して固定ナット30を回すと、タイバー17を軸方向に移動することができる。このように、軸方向の位置を調整することにより、エンドプラテン16側において、タイバー17と分割ナット19の噛み合わせ歯が、丁度噛み合う位置にタイバー17を移動することができる。タイバー17の移動可能ストロークは、タイバー17と分割ナット19の噛み合わせ歯の1ピッチ分で良い。また、モータスプロケット35を回転させるモータにブレーキを作用させることにより、固定ナット30の回転は抑制され、固定プラテン14、固定ナット30及びタイバー17は一体化する。
【0023】
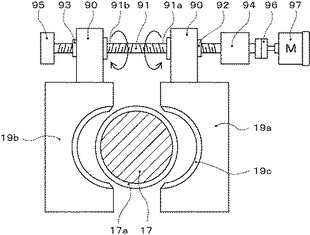
図6は、図1における分割ナット19を左側から見た図である。図6において、分割ナット19は開いており、タイバー17と分割ナット19の係合は解除された状態にある。金型の厚さに合わせた噛み合い位置において、タイバー17の外周には、鋸歯状あるいは矩形波状のリング溝であるタイバー係合溝17aが加工されている。一方、分割ナット19は右分割ナット19aと左分割ナット19bとから構成されており、2つが閉じ合わさった状態においてタイバー係合溝17aと係合するよう、内側には分割ナット係合溝19cが加工されている。右分割ナット19aと左分割ナット19bは、エンドプラテン16に接しながら横方向にスライドできるが、離型力を受けてもエンドプラテン16から離れないように支持されている。また、上面には分割ナット連結ブロック90が固結されており、それぞれに右ねじボールねじナット92と左ねじボールねじナット93が取付けられている。また、固定ブロック94がエンドプラテン16に固定されており、内部でボールねじ軸91が軸受けを介して、回転自在かつ軸方向には拘束された状態で支持されている。ボールねじ軸91の右側端部はカップリング96によって、エンドプラテンに取付けられたナット開閉用サーボモータ97の回転軸と連結されている。また、左側端部は、エンドプラテン16に固定された支持ブロック95に、回転自在に支持されている。
【0024】
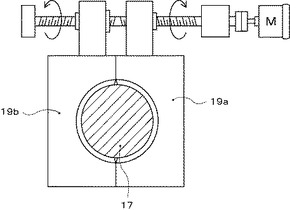
ボールねじ軸91は、右ねじが加工された右ねじ部91aと、左ねじが加工された左ねじ部91bとからなり、それぞれが右ねじボールねじナット92と左ねじボールねじナット93と螺合している。よって、図の矢印の方向にボールねじ軸91を回すと、右分割ナット19aは左に動き、左分割ナット19bは右に動き、分割ナット19は閉じて、図7のようにタイバー17と係合する。また、図7の矢印の方向に回すと分割ナット19は開き、図6のようにタイバー17との係合を解除することができる。
【0025】
この型締装置10におけるトグルリンク機構40は、型締め、離型、押出に要する移動ストロークしか必要としないので、右リンク43と左リンク44はかなり短くなり、コンパクトトグルとなる。そのため、型開閉分以上のストロークを要する通常のトグルリンク式型締装置に比べて、トグルリンク部分をかなり短くできる。よって、型締装置の機械長は相当短くなり、省スペース式のマシンとなる。
【0026】
ここから、以上説明した型締装置10によって行なう、型開閉、型締め、離型(強力型開き)、及び押出の動作方法について説明する。
まず、金型を取付けた後に、型合わせモードを行なう。
最初に、型締装置10に取付けられた金型の厚さと、設定された型締力によって決まるタイバー17の伸び量をもとに、4本のタイバー17の軸方向における位置を調節する必要がある。
分割ナット19が開いた状態で、クロスヘッド46を動かして、図9のように右リンク43と左リンク44が一直線上となる、トグルリンク機構40が伸びた状態にする。次に、型開閉サーボモータ87を動作して、可動プラテン15を前進させて金型を閉じ合わせる。この時、型開閉サーボモータ87に取付けられているロータリーエンコーダーの検出値より、金型の厚みを測定する。制御装置が、測定された金型の厚みと設定された型締め力をもとに、タイバー素材のヤング率等を考慮してタイバー17の伸び量を算出する。
【0027】
続いて、モータスプロケット35を回転してタイバー17を軸方向に動かし、タイバー係合溝17aと分割ナット係合溝19cが丁度噛み合う位置から、算出されたタイバー17の伸び量だけ右側にずらした位置で止める。型開閉駆動装置によって金型が閉じる力を負荷しながら、駆動サーボモータ65を動作し、可動プラテン15とエンドプラテン16の間隔を、タイバー17の伸び量分だけ縮める。すると、タイバー係合溝17aと分割ナット係合溝16cが丁度噛み合う位置となる。ナット開閉用サーボモータ97を動作し、分割ナット19を閉じてタイバー17と係合させる。続いて、駆動サーボモータ65を動作し、クロスヘッド46を左側に動かしてトグルリンク機構を真っ直ぐに伸ばすと、図8のようになり、金型には型締力が負荷される。この時、型締力センサー(タイバーに貼ったひずみゲージなど)を用いて、設定値どおりの型締め力が発揮されているかを測定する。設定値と測定値の間に差がある場合は、トグルリンク機構40を屈曲して型締力を落とし、分割ナット19を開いて、再度タイバー17の軸方向位置を調整する。そして、再度型締めし設定値どおりの型締力が発揮されていることが確認されると、型締力を落とし、クロスヘッド46を原点位置に戻し、分割ナット19を開いて、可動プラテン15等を型開き位置まで後退させる。
以上の動作により、型合わせモードが終了する。
【0028】
射出装置において、溶融物の射出充填準備が完了すると、続いて成形品を生産する成形モードを開始する。
まず、駆動サーボモータ65を動作し、トグルリンク機構40が伸びた状態より可動プラテン15とエンドプラテン16の間隔が、タイバー17の伸び量分だけ狭くなるように、クロスヘッド46の位置を調整する。続いて、電磁ブレーキ83に通電してブレーキを解除する。型開閉サーボモータ87を動作し、可動プラテン15等を前進させて、固定金型21と可動金型22を閉じ合わせる。この時、タイバー係合溝17aと分割ナット係合溝19cは、丁度噛み合う位置になっているので、分割ナット19を閉じて、タイバー17と分割ナット19およびエンドプラテン16とを係合させる。駆動サーボモータ65を動作しクロスヘッド46を左に動かすと、図9のようにトグルリンク機構40が一直線上に伸びてタイバーが伸ばされ、図8のように金型には設定値どおりの型締力が負荷された状態になる。
【0029】
次に、射出装置を駆動し、金型内のキャビティ空間に溶融物を射出充填し適度な圧力を負荷する。溶融物が冷却固化し固体の成形品になると、クロスヘッド46を右側に動かして型締め力を0に落とす。さらにクロスヘッドを右側に動かすと、固定金型21と可動金型22の間が開き、離型(強力型開き)が行なわれる。この時、成形品は、固定金型21から離され可動金型22側に貼り付く。クロスヘッド46が原点位置まで移動すると、クロスヘッド46の動作を止める。次に分割ナット19を開いて、タイバー17と分割ナット19の係合を離脱させる。そして、型開閉駆動装置によって可動プラテン15等を型開き後退位置まで開く。この状態からクロスヘッド46をさらに右側に動かすと、図10のように押出ピン49が金型取付け面から突き出され、金型内の押出機構を動かし、成形品が可動金型22から外れる。外れた成形品は取出装置等により機外に運び出す。その後、クロスヘッド46は原点位置に戻され、一連の成形サイクルが完了する。そして引き続き、次の成形サイクルが開始される。
押出完了後、クロスヘッド46を原点位置まで一旦戻さずに、分割ナットが噛み合う位置まで直接動かし、次に成形サイクルを開始することも可能である。また、型開き時において、完全に型開き後退位置まで開ききる前に押出動作を行なって、同時動作を行なうこともできる。
【0030】
上述の実施例においては、クロスヘッド46を動作するための駆動装置であるガイドロッド51とリンク部ボールねじ軸54は可動プラテン15に支持されているが、エンドプラテン16側に支持された構成にしても良い。
従来のトグルリンク式型締装置では、押出ピンは押出板に取付けられており、クロスヘッドと押出板は別々の2組の駆動機構によって動作される。一方、本願発明の型締装置では、押出板とクロスヘッドが共通化した構造になっているので、駆動機構も1組で良く、部品点数の削減や組立て工数の低減が図られる。
【0031】
上記の実施の形態は本願発明の一例であり、本発明は、該実施の形態により制限されるものではなく、請求項に記載される事項によってのみ規定されており、上記以外の実施の形態も実施可能である。
【産業上の利用可能性】
【0032】
本願発明の型締装置や押出方法は、自動車や電気製品のプラスチック製部品又はアルミニウム製部品を成形する射出成形機やダイカストマシンにおいて利用することができる。
【符号の説明】
【0033】
10 型締装置
11 マシンベース
12 固定キー
14 固定プラテン
15 可動プラテン
16 エンドプラテン
17 タイバー
17a タイバー係合溝
18 射出用穴
19 分割ナット
19a 右分割ナット
19b 左分割ナット
19c 分割ナット係合溝
21 固定金型
22 可動金型
30 固定ナット
31 スプロケット
32 チェーン
34 アイドラースプロケット
35 モータスプロケット
40 トグルリンク機構
41 可動側リンク部材
42 エンド側リンク部材
43 右リンク
44 左リンク
45 クロスヘッドリンク
46 クロスヘッド
47 大径リンクピン
48 小径リンクピン
49 押出ピン
50 固定板
51 ガイドロッド
52 ガイドロッドナット
53 リンク部ボールねじナット
54 リンク部ボールねじ軸
55 リンク部軸受け
56 リンク部支持軸受け
61 大プーリ
62 小プーリ
63 歯付きベルト
64 モータブラケット
65 駆動サーボモータ
70 スライド台
71 ライナー
72 スライドブロック
73 スライドレール
74 連結ブロック
81 型開閉ボールねじ軸
82 型開閉ボールねじナット
83 電磁ブレーキ
84 支持ブロック
85 固定ブロック
86 カップリング
87 型開閉用サーボモータ
90 分割ナット連結ブロック
91 ボールねじ軸
91a 右ねじ部
91b 左ねじ部
92 右ねじボールねじナット
93 左ねじボールねじナット
94 固定ブロック
95 支持ブロック
96 カップリング
97 ナット開閉用サーボモータ
【技術分野】
【0001】
本願発明は、プラスチック製部品を成形する電気駆動式の射出成形機において、機械長がコンパクトでかつ製造コストの低減が可能な型締装置に関する。また、溶融状態のアルミニウムを金型内に充填し、アルミニウム製部品を鋳造するダイカストマシンの型締装置にも適応できる。
【背景技術】
【0002】
射出成形機やダイカストマシンの型締装置には、金型を高速で開閉する機能と、金型を閉じた状態で大きな型締力を負荷できる機能が要求される。型締装置の構造には主に3つの種類あり、大径の油圧シリンダー1つで型開閉と型締めを行なう直圧式、リンク機構を用いて小径の油圧シリンダーで型開閉と型締めを行なうトグルリンク式、小径で長い油圧シリンダーで型開閉を行ない続いてロック装置を動作させた後大径で短い油圧シリンダーで型締めを行なう複合式がある。また、従来は油圧駆動式で、油圧ポンプから吐出された高圧の作動油を油圧シリンダーなどに供給し、機械を動作するものが主流であったが、近年では、サーボモータの回転運動をボールねじによって直線運動に変換する電気駆動式のものが多く生産され普及している。電気駆動式には、消費エネルギーが少ないことや、制御性能に優れていること、低騒音であるといった優れた特徴がある。一方、電気駆動式ではあまり大きな力を出せないので、型締装置においては、小さな力で大きな力を発揮できる倍力特性を持つトグルリンク式が採用されている。
また、型締装置には、金型を開いた時に可動金型に貼り付いた成形品を、可動金型から取り外すための押出装置が必ず備え付けられている。この動作も電気駆動式で行なうことができる。
【0003】
特許文献1には、上述した電気駆動トグルリンク式型締装置に関する技術が開示されており、その図3に構造が描かれている。トグルリンク式型締装置は、主に固定盤、可動盤、エンドプレート、大きなトグル機構から構成されており、型締装置の内部に押出装置が組み込まれている。トグル機構と押出装置は、それぞれ別の駆動源(サーボモータとボールねじ)によって作動し、成形に必要な動作を行なう。
【0004】
トグル式型締装置には、てこの原理の応用によって小さな力を大きな力に変換する倍力特性があり、電動駆動式に適しているという長所を持つが、一方、機械長が長くなるため、工場内に大きな設置面積を要するといった欠点がある。その欠点を解決するため、特許文献2には、複合式とトグル式のそれぞれの長所を組み合わせ、ミニトグル機構によって型締力を発揮する省スペース式の電動型締装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−110901号公報
【特許文献2】特開2001−300998号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献2の型締装置は、機械長が短くなり省スペースであるという点で優れているが、型開閉駆動装置とトグルリンク駆動装置と押出駆動装置とそれぞれに駆動装置(サーボモータやボールねじ)が必要で、部品点数が多くなり組立てにも多くの工数を要し、製作コストが高くなるという問題点があった。
本願発明は、これらの問題点を鑑み、省スペースでかつ製造コストの低い電動式型締装置を提供するものである。
【課題を解決するための手段】
【0007】
以上の課題を解決するために、本願の第一の発明は、
固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンとエンドプラテンとトグルリンク機構とを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である、型締装置とする。
【0008】
また第二の発明は、上記第一の発明の型締装置において、クロスヘッドを動作する駆動装置は、可動プラテンに支持される。
【0009】
そして第三の発明は、上記第一及び第二の発明の型締装置を用いた押出方法であって、金型を閉じた状態で分割ナットを動作してタイバーとエンドプラテンを係合し、クロスヘッドをエンドプラテン側に移動させてトグルリンク機構によって型締力を発生させ、金型内に溶融物を射出充填して冷却固化した後、クロスヘッドを可動プラテン側に動かし、型締力を下げた後、さらに動かして離型力を発生させながら金型を少し開き、分割ナットを開いてタイバーとの係合を解除し、型開閉駆動装置を動作して可動金型を開き、型開動作完了後あるいは完了前に、クロスヘッドを可動プラテン側にさらに動かして押出ピンを突き出す押出方法である。
【発明の効果】
【0010】
機械長が短い省スペース型の電動式型締装置であり、型締力発生装置(コンパクトなトグルリンク装置)と押出装置とを共通化できるため、部品点数と組立て工数を削減することができる。そのため、機械の製作コストを低減できる。
【図面の簡単な説明】
【0011】
【図1】本願発明の型締装置であり、金型が開いている時の状態を示す図である。
【図2】トグルリンク機構の詳細を示す図である。
【図3】トグルリンク機構を可動プラテン側から見た図である。
【図4】トグルリンク機構の固定板をエンドプラテン側から見た図である。
【図5】固定プラテンを射出装置側から見た図であり、固定ナットの回転駆動装置などを示す。
【図6】分割ナットが開いている状態を示す図である。
【図7】分割ナットが閉じてタイバーと係合している状態を示す図である。
【図8】金型が閉じられて型締力が負荷されている状態の型締装置を示す図である。
【図9】トグルリンク機構が伸びている時の状態を示す図である。
【図10】押出ピンが突き出ている時のトグルリンク機構の状態を示す図である。
【発明を実施するための形態】
【0012】
以下、図面を参照しながら、本願発明に係る実施例を説明する。
図1は、本願発明の型締装置の全体を示している。
型締装置10の下方部分は、床面に据付けられたマシンベース11によって支持されている。マシンベース11の上には、固定金型21が取付けられた固定プラテン14が、固定キー12を介して固定された状態で載置されている。また固定プラテン14の左側には、可動金型22が取付けられた可動プラテン15が載置されている。可動プラテン15の下部はスライド台70の上に固定されており、さらにスライド台70の下側はスライドブロック72とスライドレール73を介して、マシンベース11上に取付けられている。スライドブロック72とスライドレール73の間には、球や円筒ころなどの転動体が組み込まれているので、スライド台70及び可動プラテン15はマシンベース11上を、滑らかに摺動運動(開閉動作)することができる。
【0013】
可動プラテン15の左側には、トグルリンク機構40を介してエンドプラテン16が備え付けられている。エンドプラテン16の下部にはライナー71が固定されており、スライド台70の上を型開閉方向に摺動可能となっている。トグルリンク機構40を動作することによって、後述する型締動作や離型動作、押出動作を行なうことができる。
【0014】
固定プラテン14、可動プラテン15、及びエンドプラテン16の四隅には、4本のタイバー17が貫通しており、固体ナット30によって固定プラテン14に支持されている。また、エンドプラテン16に取付けられた分割ナット19の開閉動作によって、タイバー17と分割ナット19は係合および離脱(係合の解除)することが可能であり、タイバー17とエンドプラテン16が係合された状態において、型締力を発揮することができる。尚、図1において、トグルリンク機構40が見えるよう、可動プラテン15とエンドプラテン16の間においてタイバー17は描かれていない。
固定プラテン14の中央部には、射出用穴18が開いており、図示せぬ射出装置を挿入することが可能となっている。射出装置には、プラスチックやアルミニウムを溶融し、所望の量の溶融物を、金型内に射出充填する機構が設けられている。固定金型21の溶融物流入口と射出装置の先端部分がタッチした状態で、金型キャビティ内に溶融物を射出充填し、冷却固化することによって所望の形状の成形品を成形することができる。
【0015】
マシンベース11の内側には、型開閉駆動装置が取付けられている。型開閉ボールねじ軸81が、マシンベース11に固定されている固定ブロック85の内部において、軸受けを介し回転自在かつ軸方向には拘束された状態で支持されている。また、型開閉ボールねじ軸81の右側は、支持ブロック84により軸受けを介して回転自在に支持されている。型開閉ボールねじ軸81の右端部は、支持ブロック84に取付けられた電磁ブレーキ83と連結しており、型開閉動作の非常急停止などをすることができる。型開閉ボールねじ軸81を回転する際には、電磁ブレーキ83に通電してブレーキの解除を行なう。型開閉ボールねじ軸81の左端は、カップリング86を介して型開閉サーボモータ87の回転軸と連結しており、回転軸と型開閉ボールねじ軸81は一体となって回転運動する。型開閉ボールねじ軸81と螺合する型開閉ボールねじナット82は、スライド台70の下部に固定された連結ブロック74に取付けられている。よって、図示せぬ制御装置から型開閉サーボモータ87に回転指令が電気的に送られると、型開閉ボールねじ軸81が回転し、ボールねじの作用によって、スライド台70、可動プラテン15、エンドプラテン16などを開閉動作することが可能である。
【0016】
図2にトグルリンク機構40の詳細を示す。トグルリンク機構40は、可動プラテン15とエンドプラテン16の間に取付けられている。
可動側リンク部材41は、可動プラテン15と一体であり、大径リンクピン47を挿入する穴が設けられている。同様に、エンド側リンク部材42も、エンドプラテン16と一体であり、大径リンクピン47を挿入する穴が設けられている。右リンク43は、大径リンクピン47を介して可動側リンク部材41と連結しており、大径リンクピン47を中心に回転運動することができる。また、左リンク44も大径リンクピン47を介してエンド側リンク部材42と連結しており、大径リンクピン47を中心に回転運動することができる。さらに、右リンク43と左リンク44は、大径リンクピン47を介して連結している。右リンク43や左リンク44の大径リンクピン47を挿入する穴には、内側にブッシュが組み込まれており、滑らかに回転運動できるようになっている。
【0017】
可動プラテン15には、ガイドロッド51が固定されている。クロスヘッド46には、ガイドロッド51が貫通する穴が加工されており、ガイドロッド51に案内されて左右に摺動運動することができる。クロスヘッド46と右リンク43は、クロスヘッドリンク45及び小径リンクピン48を介して連結している。クロスヘッド46には、押出ピン49が固定されており、押出ピン49は可動プラテン15を貫通する穴に挿入されている。よって、クロスヘッド46が左右に動作すると、トグルリンク機構40の作用によって、可動プラテン15とエンドプラテン16の間の距離を変えることができる。また、押出ピン49を可動プラテン15の金型取付け面から突き出したり、引き込めたりすることもできる。
【0018】
ガイドロッド51には、ガイドロッドナット52によって固定板50が取付けられている。可動プラテン15には、リンク部ボールねじ軸54がリンク部軸受け55によって、回転自在かつ軸方向には拘束された状態で組み込まれている。リンク部ボールねじ軸54と螺合するリンク部ボールねじナット53は、クロスヘッド46に固定されており、リンク部ボールねじ軸54の左側は、リンク部支持軸受け56によって、固定板56に回転自在に支持されている。さらに、リンク部ボールねじ軸54の左端部には、大プーリ61が固定されている。固定板50の下側には、モータブラケット64によって駆動サーボモータ65が取付けられている。尚、図1において、駆動サーボモータ65は固定板50の横側に取付けられているが、図2においては構成を理解しやすいよう下側に描いている。駆動サーボモータ65の回転軸には、小プーリ62が取付けられており、歯付きベルト63によって、回転運動を大プーリ61に伝達することができる。よって、制御装置のからの指令により駆動サーボモータ65の回転軸が回転動作すると、リンク部ボールねじ軸54が回転し、ボールねじの作用によって、クロスヘッド46を左右に動かすことができる。
【0019】
図2において、押出ピン49の先端面は、可動プラテン15の金型取付け面から2mm引っ込んだ位置にあり、この状態がクロスヘッド46の原点位置となる。押出ピン49の最大突き出し量を、例えば100mmとする場合は、クロスヘッド46は原点位置より102mm右側に動けるよう、トグルリンク機構40は設計される。また、離型(強力型開き)ストロークを20mm、最大厚さの金型が取付けられた状態で最大型締力を発揮する時のタイバー17の伸び量が5mmである場合、原点位置状態からクロスヘッド46が左側に動き、可動プラテン15とエンドプラテン16の間が25mm離れ、且つその時に図9のように3本の大径リンクピン47が一直線上に並ぶような位置になるよう設計される。
【0020】
図3は、可動側リンク部材41に挿入されている大径リンクピン47の中心線断面を、可動プラテン15側から見た図である。図1には示していない4本のタイバー17が、エンドプラテン16の四隅に配置されている。可動側リンク部材41は、上側と下側に各4個あり、それぞれの間に3個の右リンク43が大径リンクピン47を介して連結している。また、3個の右リンク43の間に2個のクロスヘッドリンク45が配置され、小径ピン48を介してクロスヘッド46と連結している。クロスヘッド46は、4本のガイドロッド51によって摺動自在に支持されるとともに、2本のリンク部ボールねじ軸54とリンク部ボールねじナット53が組み込まれている。また、8本の押出ピン49がクロスヘッド46に固定されている。
【0021】
図4は、図2における固定板50をエンドプラテン16側から見た図である。固定板50は、ガイドロッドナット52によって、4本のガイドロッド51と固結している。駆動サーボモータ65の回転軸に取付けられた小プーリ62とリンク部ボールねじ軸54の端部に取付けられた2個の大プーリ61は、歯付きベルト63によって連結しており、小プーリ62の回転運動を2個の大プーリ61に伝えることができる。
【0022】
図1において、固定ナット30の周囲部にチェーン用のスプロケット31が取付けられており、スプロケット31にはチェーン32が巻き付けられている。固定ナット30は、固定プラテン14に対して、回転可能であるが、離型力を受けても固定プラテン14から離れないように支持されている。
図5は、図1における固定プラテン14を射出装置側(右側)から見た状態を示す図である。4本のタイバー17と4個の固定ナット30は、それぞれねじ結合しており、固定ナット30に取付けられているスプロケット31には、一本のチェーン32が巻き付けられている。固体プラテン14には、アイドラースプロケット34が回転自在に取付けられている。さらに、固定プラテン14に固定されたモータの回転軸には、モータスプロケット35が取付けられており、モータを回転することによってチェーン35を動かすことができる。タイバー17には、図示せぬ回り止めが付いているので、チェーン32を介して固定ナット30を回すと、タイバー17を軸方向に移動することができる。このように、軸方向の位置を調整することにより、エンドプラテン16側において、タイバー17と分割ナット19の噛み合わせ歯が、丁度噛み合う位置にタイバー17を移動することができる。タイバー17の移動可能ストロークは、タイバー17と分割ナット19の噛み合わせ歯の1ピッチ分で良い。また、モータスプロケット35を回転させるモータにブレーキを作用させることにより、固定ナット30の回転は抑制され、固定プラテン14、固定ナット30及びタイバー17は一体化する。
【0023】
図6は、図1における分割ナット19を左側から見た図である。図6において、分割ナット19は開いており、タイバー17と分割ナット19の係合は解除された状態にある。金型の厚さに合わせた噛み合い位置において、タイバー17の外周には、鋸歯状あるいは矩形波状のリング溝であるタイバー係合溝17aが加工されている。一方、分割ナット19は右分割ナット19aと左分割ナット19bとから構成されており、2つが閉じ合わさった状態においてタイバー係合溝17aと係合するよう、内側には分割ナット係合溝19cが加工されている。右分割ナット19aと左分割ナット19bは、エンドプラテン16に接しながら横方向にスライドできるが、離型力を受けてもエンドプラテン16から離れないように支持されている。また、上面には分割ナット連結ブロック90が固結されており、それぞれに右ねじボールねじナット92と左ねじボールねじナット93が取付けられている。また、固定ブロック94がエンドプラテン16に固定されており、内部でボールねじ軸91が軸受けを介して、回転自在かつ軸方向には拘束された状態で支持されている。ボールねじ軸91の右側端部はカップリング96によって、エンドプラテンに取付けられたナット開閉用サーボモータ97の回転軸と連結されている。また、左側端部は、エンドプラテン16に固定された支持ブロック95に、回転自在に支持されている。
【0024】
ボールねじ軸91は、右ねじが加工された右ねじ部91aと、左ねじが加工された左ねじ部91bとからなり、それぞれが右ねじボールねじナット92と左ねじボールねじナット93と螺合している。よって、図の矢印の方向にボールねじ軸91を回すと、右分割ナット19aは左に動き、左分割ナット19bは右に動き、分割ナット19は閉じて、図7のようにタイバー17と係合する。また、図7の矢印の方向に回すと分割ナット19は開き、図6のようにタイバー17との係合を解除することができる。
【0025】
この型締装置10におけるトグルリンク機構40は、型締め、離型、押出に要する移動ストロークしか必要としないので、右リンク43と左リンク44はかなり短くなり、コンパクトトグルとなる。そのため、型開閉分以上のストロークを要する通常のトグルリンク式型締装置に比べて、トグルリンク部分をかなり短くできる。よって、型締装置の機械長は相当短くなり、省スペース式のマシンとなる。
【0026】
ここから、以上説明した型締装置10によって行なう、型開閉、型締め、離型(強力型開き)、及び押出の動作方法について説明する。
まず、金型を取付けた後に、型合わせモードを行なう。
最初に、型締装置10に取付けられた金型の厚さと、設定された型締力によって決まるタイバー17の伸び量をもとに、4本のタイバー17の軸方向における位置を調節する必要がある。
分割ナット19が開いた状態で、クロスヘッド46を動かして、図9のように右リンク43と左リンク44が一直線上となる、トグルリンク機構40が伸びた状態にする。次に、型開閉サーボモータ87を動作して、可動プラテン15を前進させて金型を閉じ合わせる。この時、型開閉サーボモータ87に取付けられているロータリーエンコーダーの検出値より、金型の厚みを測定する。制御装置が、測定された金型の厚みと設定された型締め力をもとに、タイバー素材のヤング率等を考慮してタイバー17の伸び量を算出する。
【0027】
続いて、モータスプロケット35を回転してタイバー17を軸方向に動かし、タイバー係合溝17aと分割ナット係合溝19cが丁度噛み合う位置から、算出されたタイバー17の伸び量だけ右側にずらした位置で止める。型開閉駆動装置によって金型が閉じる力を負荷しながら、駆動サーボモータ65を動作し、可動プラテン15とエンドプラテン16の間隔を、タイバー17の伸び量分だけ縮める。すると、タイバー係合溝17aと分割ナット係合溝16cが丁度噛み合う位置となる。ナット開閉用サーボモータ97を動作し、分割ナット19を閉じてタイバー17と係合させる。続いて、駆動サーボモータ65を動作し、クロスヘッド46を左側に動かしてトグルリンク機構を真っ直ぐに伸ばすと、図8のようになり、金型には型締力が負荷される。この時、型締力センサー(タイバーに貼ったひずみゲージなど)を用いて、設定値どおりの型締め力が発揮されているかを測定する。設定値と測定値の間に差がある場合は、トグルリンク機構40を屈曲して型締力を落とし、分割ナット19を開いて、再度タイバー17の軸方向位置を調整する。そして、再度型締めし設定値どおりの型締力が発揮されていることが確認されると、型締力を落とし、クロスヘッド46を原点位置に戻し、分割ナット19を開いて、可動プラテン15等を型開き位置まで後退させる。
以上の動作により、型合わせモードが終了する。
【0028】
射出装置において、溶融物の射出充填準備が完了すると、続いて成形品を生産する成形モードを開始する。
まず、駆動サーボモータ65を動作し、トグルリンク機構40が伸びた状態より可動プラテン15とエンドプラテン16の間隔が、タイバー17の伸び量分だけ狭くなるように、クロスヘッド46の位置を調整する。続いて、電磁ブレーキ83に通電してブレーキを解除する。型開閉サーボモータ87を動作し、可動プラテン15等を前進させて、固定金型21と可動金型22を閉じ合わせる。この時、タイバー係合溝17aと分割ナット係合溝19cは、丁度噛み合う位置になっているので、分割ナット19を閉じて、タイバー17と分割ナット19およびエンドプラテン16とを係合させる。駆動サーボモータ65を動作しクロスヘッド46を左に動かすと、図9のようにトグルリンク機構40が一直線上に伸びてタイバーが伸ばされ、図8のように金型には設定値どおりの型締力が負荷された状態になる。
【0029】
次に、射出装置を駆動し、金型内のキャビティ空間に溶融物を射出充填し適度な圧力を負荷する。溶融物が冷却固化し固体の成形品になると、クロスヘッド46を右側に動かして型締め力を0に落とす。さらにクロスヘッドを右側に動かすと、固定金型21と可動金型22の間が開き、離型(強力型開き)が行なわれる。この時、成形品は、固定金型21から離され可動金型22側に貼り付く。クロスヘッド46が原点位置まで移動すると、クロスヘッド46の動作を止める。次に分割ナット19を開いて、タイバー17と分割ナット19の係合を離脱させる。そして、型開閉駆動装置によって可動プラテン15等を型開き後退位置まで開く。この状態からクロスヘッド46をさらに右側に動かすと、図10のように押出ピン49が金型取付け面から突き出され、金型内の押出機構を動かし、成形品が可動金型22から外れる。外れた成形品は取出装置等により機外に運び出す。その後、クロスヘッド46は原点位置に戻され、一連の成形サイクルが完了する。そして引き続き、次の成形サイクルが開始される。
押出完了後、クロスヘッド46を原点位置まで一旦戻さずに、分割ナットが噛み合う位置まで直接動かし、次に成形サイクルを開始することも可能である。また、型開き時において、完全に型開き後退位置まで開ききる前に押出動作を行なって、同時動作を行なうこともできる。
【0030】
上述の実施例においては、クロスヘッド46を動作するための駆動装置であるガイドロッド51とリンク部ボールねじ軸54は可動プラテン15に支持されているが、エンドプラテン16側に支持された構成にしても良い。
従来のトグルリンク式型締装置では、押出ピンは押出板に取付けられており、クロスヘッドと押出板は別々の2組の駆動機構によって動作される。一方、本願発明の型締装置では、押出板とクロスヘッドが共通化した構造になっているので、駆動機構も1組で良く、部品点数の削減や組立て工数の低減が図られる。
【0031】
上記の実施の形態は本願発明の一例であり、本発明は、該実施の形態により制限されるものではなく、請求項に記載される事項によってのみ規定されており、上記以外の実施の形態も実施可能である。
【産業上の利用可能性】
【0032】
本願発明の型締装置や押出方法は、自動車や電気製品のプラスチック製部品又はアルミニウム製部品を成形する射出成形機やダイカストマシンにおいて利用することができる。
【符号の説明】
【0033】
10 型締装置
11 マシンベース
12 固定キー
14 固定プラテン
15 可動プラテン
16 エンドプラテン
17 タイバー
17a タイバー係合溝
18 射出用穴
19 分割ナット
19a 右分割ナット
19b 左分割ナット
19c 分割ナット係合溝
21 固定金型
22 可動金型
30 固定ナット
31 スプロケット
32 チェーン
34 アイドラースプロケット
35 モータスプロケット
40 トグルリンク機構
41 可動側リンク部材
42 エンド側リンク部材
43 右リンク
44 左リンク
45 クロスヘッドリンク
46 クロスヘッド
47 大径リンクピン
48 小径リンクピン
49 押出ピン
50 固定板
51 ガイドロッド
52 ガイドロッドナット
53 リンク部ボールねじナット
54 リンク部ボールねじ軸
55 リンク部軸受け
56 リンク部支持軸受け
61 大プーリ
62 小プーリ
63 歯付きベルト
64 モータブラケット
65 駆動サーボモータ
70 スライド台
71 ライナー
72 スライドブロック
73 スライドレール
74 連結ブロック
81 型開閉ボールねじ軸
82 型開閉ボールねじナット
83 電磁ブレーキ
84 支持ブロック
85 固定ブロック
86 カップリング
87 型開閉用サーボモータ
90 分割ナット連結ブロック
91 ボールねじ軸
91a 右ねじ部
91b 左ねじ部
92 右ねじボールねじナット
93 左ねじボールねじナット
94 固定ブロック
95 支持ブロック
96 カップリング
97 ナット開閉用サーボモータ
【特許請求の範囲】
【請求項1】
固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して前記可動プラテンと連結するエンドプラテンと、前記固定プラテンに支持されたタイバーと、前記タイバーと前記エンドプラテンを係合する分割ナットと、前記可動プラテンと前記エンドプラテンと前記トグルリンク機構とを開閉動作する型開閉駆動装置と、前記トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、前記可動プラテンを貫通し前記クロスヘッドに固定された押出ピンと、から構成され、
前記クロスヘッドが前記エンドプラテン側に移動することにより型締力が発生し、前記可動プラテン側に移動することにより離型力が発生し、さらに前記可動プラテン側に移動することにより前記押出しピンを突き出すことが可能である、
ことを特徴とする型締装置。
【請求項2】
前記クロスヘッドを動作する駆動装置は、前記可動プラテンに支持されていることを特徴とする、請求項1に記載の型締装置。
【請求項3】
請求項1または2に記載の型締装置を用いた押出方法であって、
金型を閉じた状態で前記分割ナットを動作して前記タイバーと前記エンドプラテンを係合し、
前記クロスヘッドを前記エンドプラテン側に移動させて前記トグルリンク機構によって型締力を発生させ、
前記金型内に溶融物を射出充填して冷却固化した後、
前記クロスヘッドを前記可動プラテン側に動かし、型締力を下げた後、さらに動かして離型力を発生させながら前記金型を少し開き、
前記分割ナットを開いて前記タイバーとの係合を解除し、
前記型開閉駆動装置を動作して前記可動金型を開き、
型開動作完了後あるいは完了前に、前記クロスヘッドを前記可動プラテン側にさらに動かして前記押出ピンを突き出す、ことを特徴とする押出方法。
【請求項1】
固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して前記可動プラテンと連結するエンドプラテンと、前記固定プラテンに支持されたタイバーと、前記タイバーと前記エンドプラテンを係合する分割ナットと、前記可動プラテンと前記エンドプラテンと前記トグルリンク機構とを開閉動作する型開閉駆動装置と、前記トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、前記可動プラテンを貫通し前記クロスヘッドに固定された押出ピンと、から構成され、
前記クロスヘッドが前記エンドプラテン側に移動することにより型締力が発生し、前記可動プラテン側に移動することにより離型力が発生し、さらに前記可動プラテン側に移動することにより前記押出しピンを突き出すことが可能である、
ことを特徴とする型締装置。
【請求項2】
前記クロスヘッドを動作する駆動装置は、前記可動プラテンに支持されていることを特徴とする、請求項1に記載の型締装置。
【請求項3】
請求項1または2に記載の型締装置を用いた押出方法であって、
金型を閉じた状態で前記分割ナットを動作して前記タイバーと前記エンドプラテンを係合し、
前記クロスヘッドを前記エンドプラテン側に移動させて前記トグルリンク機構によって型締力を発生させ、
前記金型内に溶融物を射出充填して冷却固化した後、
前記クロスヘッドを前記可動プラテン側に動かし、型締力を下げた後、さらに動かして離型力を発生させながら前記金型を少し開き、
前記分割ナットを開いて前記タイバーとの係合を解除し、
前記型開閉駆動装置を動作して前記可動金型を開き、
型開動作完了後あるいは完了前に、前記クロスヘッドを前記可動プラテン側にさらに動かして前記押出ピンを突き出す、ことを特徴とする押出方法。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−136000(P2012−136000A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−291503(P2010−291503)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]