
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長尺状のフープ材を用いてインサート成形を行なう射出成形機に関し、特に、フープ材に樹脂部品をインサート成形した箇所に成形不良が発生したとき、成形不良による異常箇所を容易に判別することができる射出成形機に関する。
【背景技術】
【0002】
従来より、金型を横方向や縦方向に型開閉する射出成形機が知られているが、例えば、上側金型とその下方に設けた下側金型とを有し、下側金型に対し上側金型を進退させ型開閉する縦型射出成形機において、フープ材を用いてインサート成形する際には、上側金型と下側金型との間に長尺状のフープ材を搬送してゆき、金型間に搬送されてきたフープ材の一部に対し溶融樹脂を充填し、型締することで金属製のフープ材に対する樹脂部品の一体化を行っており、こうした従来技術に関連するもとして、特許文献1〜3には、ロールトゥロールで搬送される金属製のフープ材を金型間に搬送し、フープ材を用いてインサート成形する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−39604号公報
【特許文献2】特開平5−237872公報
【特許文献3】特開平3−55216号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1〜3に開示されているような一般的なフープ材を採用してインサート成形する射出成形機においては、フープ材に対し溶融樹脂を充填しインサート成形を行なうに際し、溶融樹脂を射出する1ショット毎にフープ材が巻取り先であるリール側へ所定距離単位で移送され、インサート成形されたフープ材は、1ショット毎に順次リールに巻き取られてゆくのだが、インサート成形した際に、溶融樹脂の注入不足や充填圧力の不足等により成形不良が発生したとしても、不良箇所を有する部分も含めフープ材はリールに巻き取ってゆくため、後になって、リールに巻き取られた長尺状のフープ材の何れの箇所に不良があるのかを把握しようとすると、リールに巻き取られたフープ材をリールから巻き出して、人為的な作業によりいちいち目視等による判別する必要があり、煩雑な作業を行なわざるを得ないという実情があった。
【0005】
本発明は上記課題に鑑みてなされたものであり、樹脂部品がインサート成形された後にリールに巻き取られる長尺状のフープ材において、該フープ材の何れの箇所に成形不良による異常があるのかを容易に把握できるようにした射出成形機を提供することをその目的とする。
【課題を解決するための手段】
【0006】
請求項1に係る射出成形機の発明は、
固定金型と、該固定金型と型開閉される可動金型と、溶融樹脂を射出充填する射出ユニットと、前記固定金型と前記可動金型との間で挟み込まれた状態で型閉された金型内に前記溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材と、該フープ材の巻き回された第1のリールと、該第1のリールから巻き出されたフープ材を巻き取る第2のリールとを備え、前記金型の型開閉方向に対して直交する方向に前記フープ材が搬送されるよう前記第1のリールと前記第2のリールとを配設した射出成形機において、
前記インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサと、
該成形条件検出センサで異常が検出された時に前記樹脂部品がインサート成形されたフープ材の位置を検出するフープ材動作距離検出センサと、を備えたことを特徴とする。
【0007】
請求項2に係る射出成形機の発明は、請求項1において、
前記成形条件検出センサで異常があることが検出された時にインサート成形された前記樹脂部品の近傍の前記フープ材にマークを付与するマーク付与手段を備えたことを特徴とする。
【0008】
請求項3に係る射出成形機の発明は、請求項2において、
前記フープ材は金属製であり、前記マーク付与手段は該金属製のフープ材を押圧して文字、数字、又は図形のうちの少なくとも1つをマークとして打刻するものであることを特徴とする。
【発明の効果】
【0009】
本射出成形機の発明によれば、インサート成形する際の所定条件が、所定条件から外れると、それに基づき、成形条件検出センサが異常が発生したとして検出を行なう。すると、フープ材動作距離検出センサは、異常が発生した時に樹脂部品がインサート成形されたフープ材の位置の検出を行なう。すなわち、所定条件から外れたときにインサート成形を行なったときには、当該インサート成形に不良が発生するため、こうした不良の発生したことを、所定条件から外れたことに基づき成形条件検出センサで異常を検出させ、当該異常が検出されたときには、フープ材動作距離検出センサがフープ材の異常が発生した箇所について検出を行なう。よって、例えば、樹脂部品のインサート成形を終えたフープ材が第2のリールに全て巻き取られた後などであっても、人為的な目視による確認作業を行なうことなく、長尺状のフープ材の何れの位置に異常が発生したのかを、容易に把握することが可能となる。
【0010】
さらに、成形条件検出センサで異常が検出された時には、その際にインサート成形された樹脂部品の近傍のフープ材に対し、マーク付与手段が、文字、数字、又は図形を打刻しマークを付与する。すなわち、インサート成形されたフープ材は第2のリールに巻き取られることになるが、たとえ、第2のリールにインサート成形されたフープ材が巻き取られた後であったとしても、異常発生箇所の近傍にはマークが付与されているので、フープ材に刻印された視認性の高いマークを目視することで異常箇所が何れの箇所にあるのかを容易に判別することができる。
【図面の簡単な説明】
【0011】
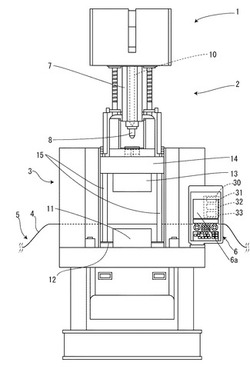
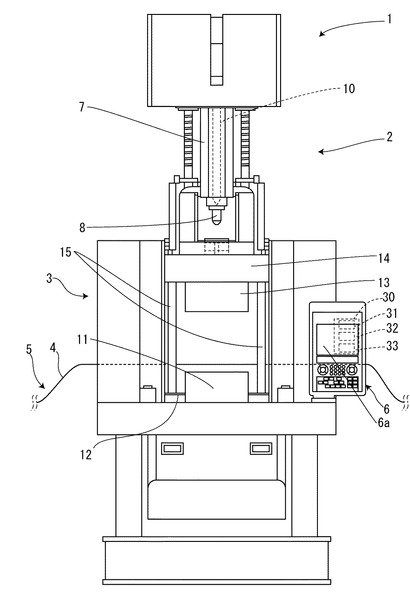
【図1】本発明の一例の縦型射出成形機を示す正面図である。
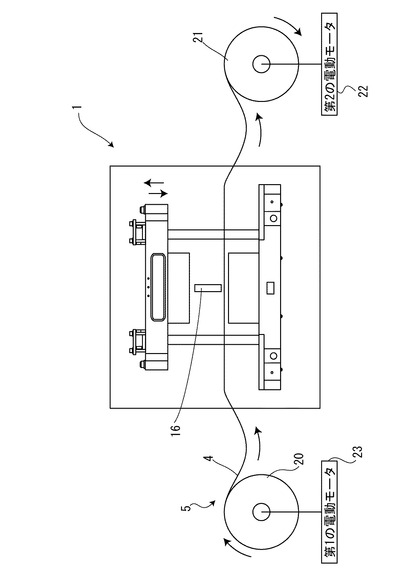
【図2】縦型射出成形機の概略構成を示し、縦型射出成形機の上下の金型間を経由してロールトゥロールで搬送されるフープ材を示す説明図である。
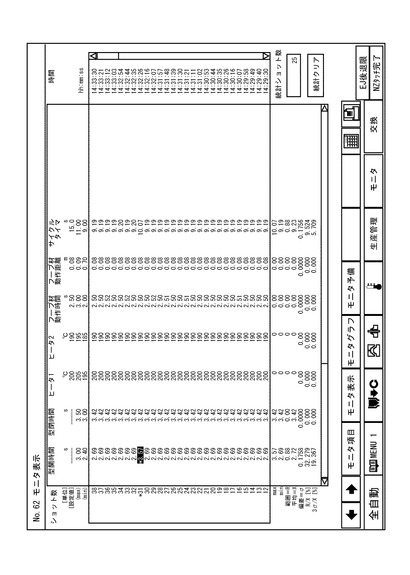
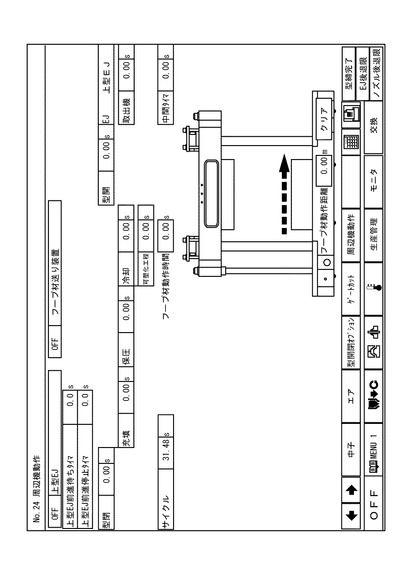
【図3】縦型射出成形機の表示部に表示された画面を示し、ショット数「31」の欄に示されているように、インサート成形する際の型開時間の所定条件(max:3.00s〜min:2.40s)から実測値(3.57s)が外れたときに、それに対応するショット数(31)と型開時間の箇所にアスタリスクのマークが表示された状態を示す説明図である。
【図4】縦型射出成形機の表示部にフープ材動作距離が表わされた状態を示す説明図である。
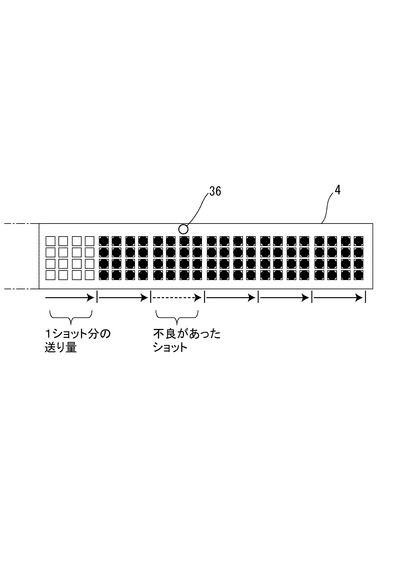
【図5】マーク付与手段によりフープ材の縁部に刻印によるマーキングを行なった状態を示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明を実施するための形態を図1〜図5により以下に説明する。もちろん、本発明は、発明の趣旨に反しない範囲で、実施形態において説明した以外の構成のものに対しても容易に適用可能なことは説明を要するまでもない。
【0013】
本発明の一例の縦型射出成形機1は大別すると、溶融樹脂を射出する射出ユニット2、金型の型開閉を行う型締ユニット3、金属製のフープ材4を搬送するフープ材搬送機構5、縦型射出成形機1の各種稼動状況や各種数値等を表示する表示装置6等から構成されており、射出ユニット2は、フープ材4にインサート成形される樹脂(ペレット)を加熱溶融する、外周に2つのヒータ(ヒータ1、ヒータ2)を備えた加熱筒7、この先端(下部)に着脱可能に螺合させた射出ノズル8を構成し、縦方向に昇降可能に設けられている。
【0014】
また、射出ユニット2の加熱筒7内には、射出ノズル8の先端側へ溶融樹脂を供給する射出スクリュー10が設けられており、溶融樹脂の計量時や計量された溶融樹脂を射出ノズル8の先端から射出しフープ材に注入するときには、射出スクリュー10は、サーボモータを駆動源とし、回転プーリ、タイミングベルト等からなる駆動伝達機構を介して駆動が行われる。
【0015】
型締ユニット3には、図1、2に示すように、上部に固定金型たる下側金型11が取り付けられた下側保持プレート12、下側金型11の上方に離間して設けられ、型開閉の際に縦方向に昇降される可動金型たる上側金型13が固定された上側保持プレート14、屈曲・伸張動作されることにより上側保持プレート14の下部に取り付けられた上側金型13を、上側保持プレート14を介してタイバー15の長手方向(縦方向)に沿って昇降させ、下側金型11に対し型開閉を行うトグルリンク機構(図示せず)、トグルリンク機構を動作させ型開閉を行う駆動源としてのサーボモータ、上側金型13と下側金型11間に配置されたフープ材4に、文字、数字、又は図形を打刻しマークを付与すマーク付与手段16等を備えている。
【0016】
フープ材搬送機構5には、図2に示すように、長尺状(15m〜100m程度であり、本実施形態では15m)のフープ材4が巻き回された第1のリール20と、第1のリール20から引き出され、上側金型13と下側金型11との間を通り、これら金型間に配置されたフープ材4の部位に対し、射出ユニット2の射出ノズル8から溶融樹脂を充填し、当該溶融樹脂が固化した樹脂部品の一体化されたフープ材4を巻き取る第2のリール21を備えている。なお、第2のリール21で第1のリール20に巻き回されたフープ材4を巻き取るときには、第2のリール21を第2の電動モータ22で回転駆動し、また、第2のリール21で巻き取られたフープ材4を第1のリール20で巻き取るときには第1のリール20を第1の電動モータ23で回転駆動して行う。
【0017】
また、縦型射出成形機1の表示装置6の表示部6aには、図3、4に示すように、縦型射出成形機1の各種稼動状況やこれに対応する実測値などの各種数値が画面として表示されるようになっており、当該縦型射出成形機1の表示装置6には、図1に示すように、縦型射出成形機1全体の各種制御を司る制御手段30を備える。
【0018】
縦型射出成形機1の制御手段30には、図1に示すように、フープ材4に樹脂をインサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に、樹脂部品がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32と、図3に図示しているが前記所定条件としての、金型の型開時間(max:3.00s〜min:2.40s)、金型の型閉時間(max:3.50s〜min:3.00s)、樹脂を加熱して溶融するヒータ温度(ヒータ1はmax:205℃〜min:195℃、ヒータ2はmax:195℃〜min:185℃)、フープ材を搬送したときのフープ材動作時間(max:3.00s〜min:2.00s)、フープ材を搬送したときのフープ材動作距離(max:0.09m〜min:0.07m)、及び、サイクルタイマ(max:11.0s〜min:9.00s)のほか、これらに対応する実測値等ついても格納される記憶手段33とを備える。
【0019】
次に、長さ15mのフープ材4が巻き回された第1のリール20を適用し、当該フープ材4に樹脂部品35をインサート成形(フープ材4に樹脂部品35を一体化)する際の動作について以下に説明する。
【0020】
先ず、図2に示した状態でフープ材4を設置し、所定の入力操作により第1のリール20に巻き回されたフープ材4の長さについて記憶手段33に記憶させる。
【0021】
次に、縦型射出成形機1を稼動させると、図5に示すように、1ショット毎に、フープ材4に対し樹脂部品35がインサート成形され、樹脂部品35がインサート成形されたフープ材4は、搬送方向側に設けられた第2のリール21へ、1ショット毎に順次巻き取られてゆく。
【0022】
そして、そうした状況において、例えば、図3の「型開時間」の欄に示すように、型開時間に係る実測値(ショット数が「31」のときの3.57s)が、型開時間に係る所定条件である、max:3.00s〜min:2.40sの範囲外の数値になったことが成形条件検出センサ31で検出されると、制御手段30の指示によりマーク付与手段16が作動され、上側金型13と下側金型11との間に位置しているフープ材4の縁部に対し、図5に示すように、図形(文字、数字であってもよい。)のマーク36が打刻され、且つ、記憶手段33に予め記憶されたフープ材4の長さ(15m)と、記憶手段33に格納された1〜31回までのショット数におけるフープ材動作距離とを用いて、フープ材動作距離検出センサ32が、フープ材4の何れの位置に異常があるかを検出し、且つ、図3に示すように、所定条件から外れた値(型開時間の3.57)とそれに対応するショット数(ショット数:31)に対しフラグ(本実施形態ではアスタリスクのマークを表示。)を立てる。なお、前述した、フープ材4の何れの位置に異常があるかを検出する方法としては、前記フラグを立てたときまでのショット数(1回〜31回)のフープ材動作距離を制御手段30が累計し(ここでは、ショット数1〜31回までのフープ材動作距離の累計であり、2.48mとなる。)、それにより、フープ材4の先端から2.48mの位置に異常があることを検出し、且つ、制御手段30は、記憶装置33に予め記憶しておいたフープ材4の全長である15mの値と前記算出された2.48mの値とを用い、これらの差を算出することで、フープ材4の基端から異常が発生した位置までの距離をも算出する。(12.52m=15m−2.48m)。そして、フープ材4の先端と基端からの異常発生位置が、制御手段30により表示部6aに表示された図4等の画面上に表示されることになる。
【0023】
以上のように本発明に係る縦型射出成形機1によれば、金型の型開時間、金型の型閉時間、樹脂を加熱して溶融するヒータ温度、フープ材4を搬送したときのフープ材動作時間、フープ材4を搬送したときのフープ材動作距離、又は、サイクルタイマ等のインサート成形する際の所定条件が、所定条件から外れると、それに基づき、成形条件検出センサ31が異常が発生したとして検出を行なう。すると、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。すなわち、所定条件から外れたときにインサート成形を行なったときには、当該インサート成形に不良が発生するため、こうした不良の発生したことを、所定条件から外れたことに基づき成形条件検出センサ31で異常を検出させ、当該異常が検出されたときには、フープ材動作距離検出センサ32がフープ材4の異常が発生した箇所について検出を行なう。よって、例えば、樹脂部品35のインサート成形を終えたフープ材4が第2のリール21に全て巻き取られた後などであっても、人為的な目視による確認作業を行なうことなく、長尺状のフープ材4の何れの位置に異常が発生したのかを、容易に把握することが可能となる。
【0024】
さらに、成形条件検出センサ31で異常が検出された時には、その際にインサート成形された樹脂部品35の近傍のフープ材4に対し、マーク付与手段16が、文字、数字、又は図形を打刻しマーク36を付与する。すなわち、インサート成形されたフープ材4は第2のリール21に巻き取られることになるが、たとえ、第2のリール21にインサート成形されたフープ材4が巻き取られた後であったとしても、異常発生箇所の近傍にはマークが付与されているので、フープ材4に刻印された視認性の高いマーク36を目視することで異常箇所が何れの箇所にあるのかを容易に判別することができる。
【0025】
以上、本実施形態の一例を詳述したが、本発明は、前記実施形態に限定されるものではなく、本発明の要旨の範囲内で種々の変形実施が可能である。上記一例では、縦方向に型開閉を行なう縦型射出成形機であるが、横方向に型開閉を行なう射出成形機であってもよく、また、図5に示すように、マーク付与手段16により図形等のマーク36を刻印したものであるが、フープ材4の縁部を打ち抜きなどして切欠きを形成するようにしてもよい。そのようにすると、リール21にインサート成形等がなされたフープ材4が巻き取られた状態であっても、巻き取られたフープ材の側面の切欠きを目視することが可能なので、リール21からフープ材4を引き出さなくても、異常箇所が何れにあるのかを容易に確認することが可能となる。
【符号の説明】
【0026】
1 縦型射出成形機(射出成形機)
2 射出ユニット
4 フープ材
11 下側金型(固定金型)
13 上側金型(可動金型)
16 マーク付与手段
20 第1のリール
21 第2のリール
31 成形条件検出センサ
32 フープ材動作距離検出センサ
35 樹脂部品
36 マーク
【技術分野】
【0001】
本発明は、長尺状のフープ材を用いてインサート成形を行なう射出成形機に関し、特に、フープ材に樹脂部品をインサート成形した箇所に成形不良が発生したとき、成形不良による異常箇所を容易に判別することができる射出成形機に関する。
【背景技術】
【0002】
従来より、金型を横方向や縦方向に型開閉する射出成形機が知られているが、例えば、上側金型とその下方に設けた下側金型とを有し、下側金型に対し上側金型を進退させ型開閉する縦型射出成形機において、フープ材を用いてインサート成形する際には、上側金型と下側金型との間に長尺状のフープ材を搬送してゆき、金型間に搬送されてきたフープ材の一部に対し溶融樹脂を充填し、型締することで金属製のフープ材に対する樹脂部品の一体化を行っており、こうした従来技術に関連するもとして、特許文献1〜3には、ロールトゥロールで搬送される金属製のフープ材を金型間に搬送し、フープ材を用いてインサート成形する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−39604号公報
【特許文献2】特開平5−237872公報
【特許文献3】特開平3−55216号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1〜3に開示されているような一般的なフープ材を採用してインサート成形する射出成形機においては、フープ材に対し溶融樹脂を充填しインサート成形を行なうに際し、溶融樹脂を射出する1ショット毎にフープ材が巻取り先であるリール側へ所定距離単位で移送され、インサート成形されたフープ材は、1ショット毎に順次リールに巻き取られてゆくのだが、インサート成形した際に、溶融樹脂の注入不足や充填圧力の不足等により成形不良が発生したとしても、不良箇所を有する部分も含めフープ材はリールに巻き取ってゆくため、後になって、リールに巻き取られた長尺状のフープ材の何れの箇所に不良があるのかを把握しようとすると、リールに巻き取られたフープ材をリールから巻き出して、人為的な作業によりいちいち目視等による判別する必要があり、煩雑な作業を行なわざるを得ないという実情があった。
【0005】
本発明は上記課題に鑑みてなされたものであり、樹脂部品がインサート成形された後にリールに巻き取られる長尺状のフープ材において、該フープ材の何れの箇所に成形不良による異常があるのかを容易に把握できるようにした射出成形機を提供することをその目的とする。
【課題を解決するための手段】
【0006】
請求項1に係る射出成形機の発明は、
固定金型と、該固定金型と型開閉される可動金型と、溶融樹脂を射出充填する射出ユニットと、前記固定金型と前記可動金型との間で挟み込まれた状態で型閉された金型内に前記溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材と、該フープ材の巻き回された第1のリールと、該第1のリールから巻き出されたフープ材を巻き取る第2のリールとを備え、前記金型の型開閉方向に対して直交する方向に前記フープ材が搬送されるよう前記第1のリールと前記第2のリールとを配設した射出成形機において、
前記インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサと、
該成形条件検出センサで異常が検出された時に前記樹脂部品がインサート成形されたフープ材の位置を検出するフープ材動作距離検出センサと、を備えたことを特徴とする。
【0007】
請求項2に係る射出成形機の発明は、請求項1において、
前記成形条件検出センサで異常があることが検出された時にインサート成形された前記樹脂部品の近傍の前記フープ材にマークを付与するマーク付与手段を備えたことを特徴とする。
【0008】
請求項3に係る射出成形機の発明は、請求項2において、
前記フープ材は金属製であり、前記マーク付与手段は該金属製のフープ材を押圧して文字、数字、又は図形のうちの少なくとも1つをマークとして打刻するものであることを特徴とする。
【発明の効果】
【0009】
本射出成形機の発明によれば、インサート成形する際の所定条件が、所定条件から外れると、それに基づき、成形条件検出センサが異常が発生したとして検出を行なう。すると、フープ材動作距離検出センサは、異常が発生した時に樹脂部品がインサート成形されたフープ材の位置の検出を行なう。すなわち、所定条件から外れたときにインサート成形を行なったときには、当該インサート成形に不良が発生するため、こうした不良の発生したことを、所定条件から外れたことに基づき成形条件検出センサで異常を検出させ、当該異常が検出されたときには、フープ材動作距離検出センサがフープ材の異常が発生した箇所について検出を行なう。よって、例えば、樹脂部品のインサート成形を終えたフープ材が第2のリールに全て巻き取られた後などであっても、人為的な目視による確認作業を行なうことなく、長尺状のフープ材の何れの位置に異常が発生したのかを、容易に把握することが可能となる。
【0010】
さらに、成形条件検出センサで異常が検出された時には、その際にインサート成形された樹脂部品の近傍のフープ材に対し、マーク付与手段が、文字、数字、又は図形を打刻しマークを付与する。すなわち、インサート成形されたフープ材は第2のリールに巻き取られることになるが、たとえ、第2のリールにインサート成形されたフープ材が巻き取られた後であったとしても、異常発生箇所の近傍にはマークが付与されているので、フープ材に刻印された視認性の高いマークを目視することで異常箇所が何れの箇所にあるのかを容易に判別することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一例の縦型射出成形機を示す正面図である。
【図2】縦型射出成形機の概略構成を示し、縦型射出成形機の上下の金型間を経由してロールトゥロールで搬送されるフープ材を示す説明図である。
【図3】縦型射出成形機の表示部に表示された画面を示し、ショット数「31」の欄に示されているように、インサート成形する際の型開時間の所定条件(max:3.00s〜min:2.40s)から実測値(3.57s)が外れたときに、それに対応するショット数(31)と型開時間の箇所にアスタリスクのマークが表示された状態を示す説明図である。
【図4】縦型射出成形機の表示部にフープ材動作距離が表わされた状態を示す説明図である。
【図5】マーク付与手段によりフープ材の縁部に刻印によるマーキングを行なった状態を示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明を実施するための形態を図1〜図5により以下に説明する。もちろん、本発明は、発明の趣旨に反しない範囲で、実施形態において説明した以外の構成のものに対しても容易に適用可能なことは説明を要するまでもない。
【0013】
本発明の一例の縦型射出成形機1は大別すると、溶融樹脂を射出する射出ユニット2、金型の型開閉を行う型締ユニット3、金属製のフープ材4を搬送するフープ材搬送機構5、縦型射出成形機1の各種稼動状況や各種数値等を表示する表示装置6等から構成されており、射出ユニット2は、フープ材4にインサート成形される樹脂(ペレット)を加熱溶融する、外周に2つのヒータ(ヒータ1、ヒータ2)を備えた加熱筒7、この先端(下部)に着脱可能に螺合させた射出ノズル8を構成し、縦方向に昇降可能に設けられている。
【0014】
また、射出ユニット2の加熱筒7内には、射出ノズル8の先端側へ溶融樹脂を供給する射出スクリュー10が設けられており、溶融樹脂の計量時や計量された溶融樹脂を射出ノズル8の先端から射出しフープ材に注入するときには、射出スクリュー10は、サーボモータを駆動源とし、回転プーリ、タイミングベルト等からなる駆動伝達機構を介して駆動が行われる。
【0015】
型締ユニット3には、図1、2に示すように、上部に固定金型たる下側金型11が取り付けられた下側保持プレート12、下側金型11の上方に離間して設けられ、型開閉の際に縦方向に昇降される可動金型たる上側金型13が固定された上側保持プレート14、屈曲・伸張動作されることにより上側保持プレート14の下部に取り付けられた上側金型13を、上側保持プレート14を介してタイバー15の長手方向(縦方向)に沿って昇降させ、下側金型11に対し型開閉を行うトグルリンク機構(図示せず)、トグルリンク機構を動作させ型開閉を行う駆動源としてのサーボモータ、上側金型13と下側金型11間に配置されたフープ材4に、文字、数字、又は図形を打刻しマークを付与すマーク付与手段16等を備えている。
【0016】
フープ材搬送機構5には、図2に示すように、長尺状(15m〜100m程度であり、本実施形態では15m)のフープ材4が巻き回された第1のリール20と、第1のリール20から引き出され、上側金型13と下側金型11との間を通り、これら金型間に配置されたフープ材4の部位に対し、射出ユニット2の射出ノズル8から溶融樹脂を充填し、当該溶融樹脂が固化した樹脂部品の一体化されたフープ材4を巻き取る第2のリール21を備えている。なお、第2のリール21で第1のリール20に巻き回されたフープ材4を巻き取るときには、第2のリール21を第2の電動モータ22で回転駆動し、また、第2のリール21で巻き取られたフープ材4を第1のリール20で巻き取るときには第1のリール20を第1の電動モータ23で回転駆動して行う。
【0017】
また、縦型射出成形機1の表示装置6の表示部6aには、図3、4に示すように、縦型射出成形機1の各種稼動状況やこれに対応する実測値などの各種数値が画面として表示されるようになっており、当該縦型射出成形機1の表示装置6には、図1に示すように、縦型射出成形機1全体の各種制御を司る制御手段30を備える。
【0018】
縦型射出成形機1の制御手段30には、図1に示すように、フープ材4に樹脂をインサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に、樹脂部品がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32と、図3に図示しているが前記所定条件としての、金型の型開時間(max:3.00s〜min:2.40s)、金型の型閉時間(max:3.50s〜min:3.00s)、樹脂を加熱して溶融するヒータ温度(ヒータ1はmax:205℃〜min:195℃、ヒータ2はmax:195℃〜min:185℃)、フープ材を搬送したときのフープ材動作時間(max:3.00s〜min:2.00s)、フープ材を搬送したときのフープ材動作距離(max:0.09m〜min:0.07m)、及び、サイクルタイマ(max:11.0s〜min:9.00s)のほか、これらに対応する実測値等ついても格納される記憶手段33とを備える。
【0019】
次に、長さ15mのフープ材4が巻き回された第1のリール20を適用し、当該フープ材4に樹脂部品35をインサート成形(フープ材4に樹脂部品35を一体化)する際の動作について以下に説明する。
【0020】
先ず、図2に示した状態でフープ材4を設置し、所定の入力操作により第1のリール20に巻き回されたフープ材4の長さについて記憶手段33に記憶させる。
【0021】
次に、縦型射出成形機1を稼動させると、図5に示すように、1ショット毎に、フープ材4に対し樹脂部品35がインサート成形され、樹脂部品35がインサート成形されたフープ材4は、搬送方向側に設けられた第2のリール21へ、1ショット毎に順次巻き取られてゆく。
【0022】
そして、そうした状況において、例えば、図3の「型開時間」の欄に示すように、型開時間に係る実測値(ショット数が「31」のときの3.57s)が、型開時間に係る所定条件である、max:3.00s〜min:2.40sの範囲外の数値になったことが成形条件検出センサ31で検出されると、制御手段30の指示によりマーク付与手段16が作動され、上側金型13と下側金型11との間に位置しているフープ材4の縁部に対し、図5に示すように、図形(文字、数字であってもよい。)のマーク36が打刻され、且つ、記憶手段33に予め記憶されたフープ材4の長さ(15m)と、記憶手段33に格納された1〜31回までのショット数におけるフープ材動作距離とを用いて、フープ材動作距離検出センサ32が、フープ材4の何れの位置に異常があるかを検出し、且つ、図3に示すように、所定条件から外れた値(型開時間の3.57)とそれに対応するショット数(ショット数:31)に対しフラグ(本実施形態ではアスタリスクのマークを表示。)を立てる。なお、前述した、フープ材4の何れの位置に異常があるかを検出する方法としては、前記フラグを立てたときまでのショット数(1回〜31回)のフープ材動作距離を制御手段30が累計し(ここでは、ショット数1〜31回までのフープ材動作距離の累計であり、2.48mとなる。)、それにより、フープ材4の先端から2.48mの位置に異常があることを検出し、且つ、制御手段30は、記憶装置33に予め記憶しておいたフープ材4の全長である15mの値と前記算出された2.48mの値とを用い、これらの差を算出することで、フープ材4の基端から異常が発生した位置までの距離をも算出する。(12.52m=15m−2.48m)。そして、フープ材4の先端と基端からの異常発生位置が、制御手段30により表示部6aに表示された図4等の画面上に表示されることになる。
【0023】
以上のように本発明に係る縦型射出成形機1によれば、金型の型開時間、金型の型閉時間、樹脂を加熱して溶融するヒータ温度、フープ材4を搬送したときのフープ材動作時間、フープ材4を搬送したときのフープ材動作距離、又は、サイクルタイマ等のインサート成形する際の所定条件が、所定条件から外れると、それに基づき、成形条件検出センサ31が異常が発生したとして検出を行なう。すると、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。すなわち、所定条件から外れたときにインサート成形を行なったときには、当該インサート成形に不良が発生するため、こうした不良の発生したことを、所定条件から外れたことに基づき成形条件検出センサ31で異常を検出させ、当該異常が検出されたときには、フープ材動作距離検出センサ32がフープ材4の異常が発生した箇所について検出を行なう。よって、例えば、樹脂部品35のインサート成形を終えたフープ材4が第2のリール21に全て巻き取られた後などであっても、人為的な目視による確認作業を行なうことなく、長尺状のフープ材4の何れの位置に異常が発生したのかを、容易に把握することが可能となる。
【0024】
さらに、成形条件検出センサ31で異常が検出された時には、その際にインサート成形された樹脂部品35の近傍のフープ材4に対し、マーク付与手段16が、文字、数字、又は図形を打刻しマーク36を付与する。すなわち、インサート成形されたフープ材4は第2のリール21に巻き取られることになるが、たとえ、第2のリール21にインサート成形されたフープ材4が巻き取られた後であったとしても、異常発生箇所の近傍にはマークが付与されているので、フープ材4に刻印された視認性の高いマーク36を目視することで異常箇所が何れの箇所にあるのかを容易に判別することができる。
【0025】
以上、本実施形態の一例を詳述したが、本発明は、前記実施形態に限定されるものではなく、本発明の要旨の範囲内で種々の変形実施が可能である。上記一例では、縦方向に型開閉を行なう縦型射出成形機であるが、横方向に型開閉を行なう射出成形機であってもよく、また、図5に示すように、マーク付与手段16により図形等のマーク36を刻印したものであるが、フープ材4の縁部を打ち抜きなどして切欠きを形成するようにしてもよい。そのようにすると、リール21にインサート成形等がなされたフープ材4が巻き取られた状態であっても、巻き取られたフープ材の側面の切欠きを目視することが可能なので、リール21からフープ材4を引き出さなくても、異常箇所が何れにあるのかを容易に確認することが可能となる。
【符号の説明】
【0026】
1 縦型射出成形機(射出成形機)
2 射出ユニット
4 フープ材
11 下側金型(固定金型)
13 上側金型(可動金型)
16 マーク付与手段
20 第1のリール
21 第2のリール
31 成形条件検出センサ
32 フープ材動作距離検出センサ
35 樹脂部品
36 マーク
【特許請求の範囲】
【請求項1】
固定金型と、該固定金型と型開閉される可動金型と、溶融樹脂を射出充填する射出ユニットと、前記固定金型と前記可動金型との間で挟み込まれた状態で型閉された金型内に前記溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材と、該フープ材の巻き回された第1のリールと、該第1のリールから巻き出されたフープ材を巻き取る第2のリールとを備え、前記金型の型開閉方向に対して直交する方向に前記フープ材が搬送されるよう前記第1のリールと前記第2のリールとを配設した射出成形機において、
前記インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサと、
該成形条件検出センサで異常が検出された時に前記樹脂部品がインサート成形されたフープ材の位置を検出するフープ材動作距離検出センサと、を備えたことを特徴とする射出成形機。
【請求項2】
前記成形条件検出センサで異常があることが検出された時にインサート成形された前記樹脂部品の近傍の前記フープ材にマークを付与するマーク付与手段を備えたことを特徴とする請求項1に記載の射出成形機。
【請求項3】
前記フープ材は金属製であり、前記マーク付与手段は該金属製のフープ材を押圧して文字、数字、又は図形のうちの少なくとも1つをマークとして打刻するものであることを特徴とする請求項2に記載の射出成形機。
【請求項1】
固定金型と、該固定金型と型開閉される可動金型と、溶融樹脂を射出充填する射出ユニットと、前記固定金型と前記可動金型との間で挟み込まれた状態で型閉された金型内に前記溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材と、該フープ材の巻き回された第1のリールと、該第1のリールから巻き出されたフープ材を巻き取る第2のリールとを備え、前記金型の型開閉方向に対して直交する方向に前記フープ材が搬送されるよう前記第1のリールと前記第2のリールとを配設した射出成形機において、
前記インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサと、
該成形条件検出センサで異常が検出された時に前記樹脂部品がインサート成形されたフープ材の位置を検出するフープ材動作距離検出センサと、を備えたことを特徴とする射出成形機。
【請求項2】
前記成形条件検出センサで異常があることが検出された時にインサート成形された前記樹脂部品の近傍の前記フープ材にマークを付与するマーク付与手段を備えたことを特徴とする請求項1に記載の射出成形機。
【請求項3】
前記フープ材は金属製であり、前記マーク付与手段は該金属製のフープ材を押圧して文字、数字、又は図形のうちの少なくとも1つをマークとして打刻するものであることを特徴とする請求項2に記載の射出成形機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−6392(P2013−6392A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−142086(P2011−142086)
【出願日】平成23年6月27日(2011.6.27)
【出願人】(000222587)東洋機械金属株式会社 (299)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月27日(2011.6.27)
【出願人】(000222587)東洋機械金属株式会社 (299)
【Fターム(参考)】
[ Back to top ]