
射出成形用化粧シート及びそれを用いた成形物の製造方法

【課題】射出成形後も凹凸模様保持される射出成形用化粧シート及びそれを用いた成形物の製造方法を提供する。
【解決手段】凸形状を付与した熱可塑性樹脂シート1の凹凸面上に、前記熱可塑性樹脂シート1と強固に密着しない樹脂3を溶融押出にてラミネートしてなること、記熱可塑性樹脂シート1に光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキ2で加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなる。
【解決手段】凸形状を付与した熱可塑性樹脂シート1の凹凸面上に、前記熱可塑性樹脂シート1と強固に密着しない樹脂3を溶融押出にてラミネートしてなること、記熱可塑性樹脂シート1に光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキ2で加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車内装パネル、携帯電話やパーソナルコンピューターの躯体等に使用されるエンボス加工による凹凸模様を有する射出成形用化粧シート及びそれを用いた成形物の製造方法に関する。
【背景技術】
【0002】
近年、インサートおよびインモールド成形品の加飾は複雑になってきており柄印刷のみでなくエンボス加工による表面への凹凸模様の付与も要求されている。しかし、インサートおよびインモールド成形のような射出成形の場合、予め化粧シートに所望の凹凸形状を付与していても、凹凸面にも金型が密接しているために押出し樹脂の熱で軟化した化粧シートの凹凸模様が金型の形状に変化して柄を保持できないといった問題があった。そこで、射出成形時に凹凸を付与したい面の金型に所望のシボを設けておき、成形時に同時に凹凸付与を行う方法や、凹凸を付与したい面と金型との間に凹凸を有した賦形シートを挟み込み、成形時に同時に凹凸付与を行うといった方法があった。
【0003】
しかしながら、金型にシボを設ける方法は、シボのついた金型をシボ形状、成形物の形状毎に特注しなければならず、コストが大幅にアップした。また、賦形シートを使用する方法は凹凸を付与される熱可塑性樹脂シートのエンボス適性温度と射出成形樹脂から得られる熱とのマッチングを考慮して樹脂の選定や温度条件等を設定しなければならないことや、印刷柄と凹凸模様を同調させたい場合に射出成形時に位置合わせを行うことが困難であること、ある程度できたにしても製造工程中の位置合わせ作業による時間ロスが懸念されるといった問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は前記問題点を解決するためになされたものであり、その課題とするところは、射出成形後も凹凸模様保持される射出成形用化粧シート及びそれを用いた成形物の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、前記課題を解決したものでありその請求項1記載の発明は、凹凸形状を付与した熱可塑性樹脂シートの凹凸面上に、前記熱可塑性樹脂シートと強固に密着しない樹脂を溶融押出にてラミネートしてなることを特徴とする、射出成形用化粧シートである。
【0006】
また請求項2記載の発明は、前記熱可塑性樹脂シートに光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキで加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなることを特徴とする、請求項1記載の射出成形用化粧シートである。
【0007】
またその請求項3記載の発明は、請求項1または請求項2のいずれか記載の射出成形用化粧シートを射出成形用金型内に配置し、前記熱可塑性樹脂シートの裏面から基材となる樹脂を射出、固化させて成形物とし、その後前記熱可塑性樹脂シートの凹凸面上にラミネートした樹脂を剥離することを特徴とする成形物の製造方法である。
【発明の効果】
【0008】
本願発明はその請求項1、請求項3記載の発明により、凹凸面上に溶融押出し樹脂層を設けることで射出成形後も付与した凹凸模様を保持することが可能で、成形物の形状とシボの組み合わせの数だけ金型を作製する必要もないので設備的な投資も少なく、予めエンボスしておくので加飾シートの素材と押出し樹脂素材をエンボス同時射出加工の狭い温度条件で選択する必要がなく、素材の選択の巾が広くなる。また、印刷柄と凹凸模様を同調させることも射出成形前の加飾工程で行うため方式が広く選択可能で、インサートおよびインモールド工程内で同調させるより、正確で時間のロスを抑えられる。その他、凹凸面上の溶融押出し樹脂層により、凹凸面や印刷がある場合はインキ層などが保護されており、射出成形工程内あるいは前工程での傷や汚れを防止できるという保護フィルム的な役割も有している。
【0009】
また、請求項2に記載の発明により、光輝性顔料層が凹凸になっていること、凹凸形状が特殊な条模様の組み合わせであることにより、見る角度によって煌き感が異なる特殊な意匠感が得られる。
【図面の簡単な説明】
【0010】
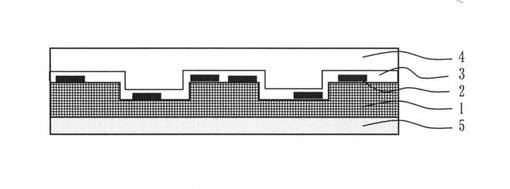
【図1】本発明の一実施例の射出成形用化粧シートの断面を示す説明図である。
【発明を実施するための形態】
【0011】
以下、図面に基づき本発明を詳細に説明する。
本発明の射出成形用化粧シートは、凹凸形状を付与した熱可塑性樹脂シート1の表裏のいずれかに印刷柄層2を適宜設け、前記熱可塑性樹脂シート1の凹凸形状を設けた面に、適宜設ける剥離層3を挟んで、前記熱可塑性樹脂シートと強固に密着しない樹脂を溶融押出にてラミネートしてなる剥離樹脂層4を設けてなる。また、凹凸形状を付与した熱可塑性樹脂シート1の凹凸形状を設けた面とは裏側に、適宜接着剤層5を設けてなる。
【0012】
本発明における凹凸形状を付与した熱可塑性樹脂シート1としては、凹凸形状付与が容易でインサートおよびインモールド加工適性を有するものであれば特に限定するところではないが、アクリル系樹脂、ポリカーボネート樹脂、ポリプロピレン樹脂等が挙げられる。また、透明、不透明、着色は求める意匠性によって任意に選択可能である。
【0013】
印刷柄層2を設ける場合、前記凹凸形状を付与した熱可塑性樹脂シート1が透明原反であれば表裏どちらに設けても良いし、両方に設けることも可能である。不透明、着色原反の場合は凹凸模様側に設けることになる。また、印刷柄層を設けた熱可塑性樹脂シートの上に透明または半透明の熱可塑性樹脂シートを積層した複層構成も可能である。印刷柄層2を形成するインキに関しては、前記凹凸形状を付与した熱可塑性樹脂シート1の種類により密着性を考慮して適宜選択可能である。また、印刷柄層2を設ける方法は特に限定すべきものではないが、射出成形時の伸びが大きい場合は印刷柄層2も厚くする必要があるのでスクリーン印刷等による塗工が望ましい。
【0014】
適宜設ける剥離層3は、剥離樹脂層4をインサートおよびインモールド成形後に剥離させる際に所望の剥離強度にするために設ける。印刷柄層2と剥離樹脂層4に対しての密着力を考慮して適宜選択できるが、必要無い場合は特に設けなくても良い。また、加工された成形物の後加工を考えて素材を選択することも重要である。例えば、剥離層3が凹凸表面上に残るように、印刷柄層2側に密着が良好で、耐傷付性や耐汚染性等の必要な性能を有する素材を選択すると、表面保護層として所望の表面物性を付与することができる。さらに、例えば、剥離樹脂層4を剥離した後、塗装等により表面保護層を設ける場合は、その樹脂との密着を考慮した剥離界面になるよう素材を選定するのが良い。また、その際凹凸を埋めるように厚塗りの塗装層を設けることにより内部に凹凸感を有する優れた意匠を表現することが可能である。
【0015】
熱可塑性樹脂シート1に凹凸を設ける方法としては、特に限定しないが、エンボス加工によるものが好適であり、凹凸形状を付与した熱可塑性樹脂シートを加温、軟化させた状態で凹凸を有する金属製や樹脂製のエンボス版やエンボスロールを圧着し冷却することにより所望の形状を付与することが望ましい。
【0016】
本発明における剥離樹脂層4は、前記熱可塑性樹脂シート1の凹凸を埋めるように溶融押出にてラミネートしてなり、冷却固化させて積層することにより得る。前記熱可塑性樹脂シートと強固に密着しない樹脂としては、耐熱性が低くなく、溶融時にある程度の流動性を有する樹脂で画好適であり、具体的にはポリオレフィン系、ポリエステル系樹脂等が挙げられる。厚みは50〜150μm程度が好適である。
【0017】
適宜設ける接着剤層5は、射出成型用の樹脂との密着のために適宜設けるものであり、前記熱可塑性樹脂シート1と射出成型用の樹脂との密着性が十分であれば不要であるが、それぞれの樹脂の素材に応じて適宜選定され、設けられる。
【実施例1】
【0018】
熱可塑性樹脂シート1として、厚さ125μmのアクリル樹脂フィルムを用いた。その表面に印刷柄層2としてアクリル樹脂/塩化ビニル−酢酸ビニル共重合樹脂=1/1のバインダーに顔料を分散させたインキで木目柄をグラビア塗工により印刷し、さらにその上から前記と同じバインダーに光輝性顔料の雲母を添加したインキをグラビア塗工にて全面に塗工した。
【0019】
前記熱可塑性樹脂シート1の印刷柄層2を設けなかった裏面をライン上で熱ロールに密着させて加温し、前記印刷柄層2を設けた表面に、微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位とし隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなる凹凸模様を有するエンボス版を密着させ、同時に全体を冷却して熱可塑性樹脂シート1の表面に凹凸形状を付与した。
【0020】
その後、この凹凸形状の面に、剥離層3となるエチレン−エチルアクリレート共重合体樹脂が10μmとなるように、また剥離樹脂層4となるランダム重合ポリプロピレンに低密度ポリエチレン15重量%を添加した樹脂が90μmとなるように、それぞれの樹脂を加熱溶融して共押出機のTダイから、凹凸模様上へ剥離層3側が接するように共押出しラミネートし、冷却固化して本発明の射出成形用化粧シートを作製した。
【0021】
以上のようにして得た射出成形用化粧シートを、剥離樹脂層4側が金型面に接するように射出成形用金型内に配置して、熱可塑性樹脂シート1の裏面側から射出成形用アクリル樹脂を溶融射出し、射出成型を行って成形物を得た。この成形物から化粧シートの剥離樹脂層4と剥離層3を剥離させて、表面に凹凸模様を有する射出成形品を得た。
【0022】
最後に、前記表面に凹凸模様を有する射出成形品の凹凸面を埋めるように透明な紫外線硬化型樹脂をスプレー塗装し、紫外線照射により表面を硬化させた。
【産業上の利用可能性】
【0023】
本発明の射出成形用化粧シートは自動車内装パネル、携帯電話やパーソナルコンピューターの躯体等に利用可能である。
【符号の説明】
【0024】
1…凹凸形状を付与した熱可塑性樹脂シート
2…印刷柄層
3…剥離樹脂層
4…剥離層
【技術分野】
【0001】
本発明は、自動車内装パネル、携帯電話やパーソナルコンピューターの躯体等に使用されるエンボス加工による凹凸模様を有する射出成形用化粧シート及びそれを用いた成形物の製造方法に関する。
【背景技術】
【0002】
近年、インサートおよびインモールド成形品の加飾は複雑になってきており柄印刷のみでなくエンボス加工による表面への凹凸模様の付与も要求されている。しかし、インサートおよびインモールド成形のような射出成形の場合、予め化粧シートに所望の凹凸形状を付与していても、凹凸面にも金型が密接しているために押出し樹脂の熱で軟化した化粧シートの凹凸模様が金型の形状に変化して柄を保持できないといった問題があった。そこで、射出成形時に凹凸を付与したい面の金型に所望のシボを設けておき、成形時に同時に凹凸付与を行う方法や、凹凸を付与したい面と金型との間に凹凸を有した賦形シートを挟み込み、成形時に同時に凹凸付与を行うといった方法があった。
【0003】
しかしながら、金型にシボを設ける方法は、シボのついた金型をシボ形状、成形物の形状毎に特注しなければならず、コストが大幅にアップした。また、賦形シートを使用する方法は凹凸を付与される熱可塑性樹脂シートのエンボス適性温度と射出成形樹脂から得られる熱とのマッチングを考慮して樹脂の選定や温度条件等を設定しなければならないことや、印刷柄と凹凸模様を同調させたい場合に射出成形時に位置合わせを行うことが困難であること、ある程度できたにしても製造工程中の位置合わせ作業による時間ロスが懸念されるといった問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は前記問題点を解決するためになされたものであり、その課題とするところは、射出成形後も凹凸模様保持される射出成形用化粧シート及びそれを用いた成形物の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、前記課題を解決したものでありその請求項1記載の発明は、凹凸形状を付与した熱可塑性樹脂シートの凹凸面上に、前記熱可塑性樹脂シートと強固に密着しない樹脂を溶融押出にてラミネートしてなることを特徴とする、射出成形用化粧シートである。
【0006】
また請求項2記載の発明は、前記熱可塑性樹脂シートに光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキで加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなることを特徴とする、請求項1記載の射出成形用化粧シートである。
【0007】
またその請求項3記載の発明は、請求項1または請求項2のいずれか記載の射出成形用化粧シートを射出成形用金型内に配置し、前記熱可塑性樹脂シートの裏面から基材となる樹脂を射出、固化させて成形物とし、その後前記熱可塑性樹脂シートの凹凸面上にラミネートした樹脂を剥離することを特徴とする成形物の製造方法である。
【発明の効果】
【0008】
本願発明はその請求項1、請求項3記載の発明により、凹凸面上に溶融押出し樹脂層を設けることで射出成形後も付与した凹凸模様を保持することが可能で、成形物の形状とシボの組み合わせの数だけ金型を作製する必要もないので設備的な投資も少なく、予めエンボスしておくので加飾シートの素材と押出し樹脂素材をエンボス同時射出加工の狭い温度条件で選択する必要がなく、素材の選択の巾が広くなる。また、印刷柄と凹凸模様を同調させることも射出成形前の加飾工程で行うため方式が広く選択可能で、インサートおよびインモールド工程内で同調させるより、正確で時間のロスを抑えられる。その他、凹凸面上の溶融押出し樹脂層により、凹凸面や印刷がある場合はインキ層などが保護されており、射出成形工程内あるいは前工程での傷や汚れを防止できるという保護フィルム的な役割も有している。
【0009】
また、請求項2に記載の発明により、光輝性顔料層が凹凸になっていること、凹凸形状が特殊な条模様の組み合わせであることにより、見る角度によって煌き感が異なる特殊な意匠感が得られる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施例の射出成形用化粧シートの断面を示す説明図である。
【発明を実施するための形態】
【0011】
以下、図面に基づき本発明を詳細に説明する。
本発明の射出成形用化粧シートは、凹凸形状を付与した熱可塑性樹脂シート1の表裏のいずれかに印刷柄層2を適宜設け、前記熱可塑性樹脂シート1の凹凸形状を設けた面に、適宜設ける剥離層3を挟んで、前記熱可塑性樹脂シートと強固に密着しない樹脂を溶融押出にてラミネートしてなる剥離樹脂層4を設けてなる。また、凹凸形状を付与した熱可塑性樹脂シート1の凹凸形状を設けた面とは裏側に、適宜接着剤層5を設けてなる。
【0012】
本発明における凹凸形状を付与した熱可塑性樹脂シート1としては、凹凸形状付与が容易でインサートおよびインモールド加工適性を有するものであれば特に限定するところではないが、アクリル系樹脂、ポリカーボネート樹脂、ポリプロピレン樹脂等が挙げられる。また、透明、不透明、着色は求める意匠性によって任意に選択可能である。
【0013】
印刷柄層2を設ける場合、前記凹凸形状を付与した熱可塑性樹脂シート1が透明原反であれば表裏どちらに設けても良いし、両方に設けることも可能である。不透明、着色原反の場合は凹凸模様側に設けることになる。また、印刷柄層を設けた熱可塑性樹脂シートの上に透明または半透明の熱可塑性樹脂シートを積層した複層構成も可能である。印刷柄層2を形成するインキに関しては、前記凹凸形状を付与した熱可塑性樹脂シート1の種類により密着性を考慮して適宜選択可能である。また、印刷柄層2を設ける方法は特に限定すべきものではないが、射出成形時の伸びが大きい場合は印刷柄層2も厚くする必要があるのでスクリーン印刷等による塗工が望ましい。
【0014】
適宜設ける剥離層3は、剥離樹脂層4をインサートおよびインモールド成形後に剥離させる際に所望の剥離強度にするために設ける。印刷柄層2と剥離樹脂層4に対しての密着力を考慮して適宜選択できるが、必要無い場合は特に設けなくても良い。また、加工された成形物の後加工を考えて素材を選択することも重要である。例えば、剥離層3が凹凸表面上に残るように、印刷柄層2側に密着が良好で、耐傷付性や耐汚染性等の必要な性能を有する素材を選択すると、表面保護層として所望の表面物性を付与することができる。さらに、例えば、剥離樹脂層4を剥離した後、塗装等により表面保護層を設ける場合は、その樹脂との密着を考慮した剥離界面になるよう素材を選定するのが良い。また、その際凹凸を埋めるように厚塗りの塗装層を設けることにより内部に凹凸感を有する優れた意匠を表現することが可能である。
【0015】
熱可塑性樹脂シート1に凹凸を設ける方法としては、特に限定しないが、エンボス加工によるものが好適であり、凹凸形状を付与した熱可塑性樹脂シートを加温、軟化させた状態で凹凸を有する金属製や樹脂製のエンボス版やエンボスロールを圧着し冷却することにより所望の形状を付与することが望ましい。
【0016】
本発明における剥離樹脂層4は、前記熱可塑性樹脂シート1の凹凸を埋めるように溶融押出にてラミネートしてなり、冷却固化させて積層することにより得る。前記熱可塑性樹脂シートと強固に密着しない樹脂としては、耐熱性が低くなく、溶融時にある程度の流動性を有する樹脂で画好適であり、具体的にはポリオレフィン系、ポリエステル系樹脂等が挙げられる。厚みは50〜150μm程度が好適である。
【0017】
適宜設ける接着剤層5は、射出成型用の樹脂との密着のために適宜設けるものであり、前記熱可塑性樹脂シート1と射出成型用の樹脂との密着性が十分であれば不要であるが、それぞれの樹脂の素材に応じて適宜選定され、設けられる。
【実施例1】
【0018】
熱可塑性樹脂シート1として、厚さ125μmのアクリル樹脂フィルムを用いた。その表面に印刷柄層2としてアクリル樹脂/塩化ビニル−酢酸ビニル共重合樹脂=1/1のバインダーに顔料を分散させたインキで木目柄をグラビア塗工により印刷し、さらにその上から前記と同じバインダーに光輝性顔料の雲母を添加したインキをグラビア塗工にて全面に塗工した。
【0019】
前記熱可塑性樹脂シート1の印刷柄層2を設けなかった裏面をライン上で熱ロールに密着させて加温し、前記印刷柄層2を設けた表面に、微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位とし隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなる凹凸模様を有するエンボス版を密着させ、同時に全体を冷却して熱可塑性樹脂シート1の表面に凹凸形状を付与した。
【0020】
その後、この凹凸形状の面に、剥離層3となるエチレン−エチルアクリレート共重合体樹脂が10μmとなるように、また剥離樹脂層4となるランダム重合ポリプロピレンに低密度ポリエチレン15重量%を添加した樹脂が90μmとなるように、それぞれの樹脂を加熱溶融して共押出機のTダイから、凹凸模様上へ剥離層3側が接するように共押出しラミネートし、冷却固化して本発明の射出成形用化粧シートを作製した。
【0021】
以上のようにして得た射出成形用化粧シートを、剥離樹脂層4側が金型面に接するように射出成形用金型内に配置して、熱可塑性樹脂シート1の裏面側から射出成形用アクリル樹脂を溶融射出し、射出成型を行って成形物を得た。この成形物から化粧シートの剥離樹脂層4と剥離層3を剥離させて、表面に凹凸模様を有する射出成形品を得た。
【0022】
最後に、前記表面に凹凸模様を有する射出成形品の凹凸面を埋めるように透明な紫外線硬化型樹脂をスプレー塗装し、紫外線照射により表面を硬化させた。
【産業上の利用可能性】
【0023】
本発明の射出成形用化粧シートは自動車内装パネル、携帯電話やパーソナルコンピューターの躯体等に利用可能である。
【符号の説明】
【0024】
1…凹凸形状を付与した熱可塑性樹脂シート
2…印刷柄層
3…剥離樹脂層
4…剥離層
【特許請求の範囲】
【請求項1】
凹凸形状を付与した熱可塑性樹脂シートの凹凸面上に、前記熱可塑性樹脂シートと強固に密着しない樹脂を溶融押出にてラミネートしてなることを特徴とする、射出成形用化粧シート。
【請求項2】
前記熱可塑性樹脂シートに光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキで加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなることを特徴とする、請求項1記載の射出成形用化粧シート。
【請求項3】
請求項1または請求項2のいずれか記載の射出成形用化粧シートを射出成形用金型内に配置し、前記熱可塑性樹脂シートの裏面から基材となる樹脂を射出、固化させて成形物とし、その後前記熱可塑性樹脂シートの凹凸面上にラミネートした樹脂を剥離することを特徴とする成形物の製造方法。
【請求項1】
凹凸形状を付与した熱可塑性樹脂シートの凹凸面上に、前記熱可塑性樹脂シートと強固に密着しない樹脂を溶融押出にてラミネートしてなることを特徴とする、射出成形用化粧シート。
【請求項2】
前記熱可塑性樹脂シートに光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキで加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなることを特徴とする、請求項1記載の射出成形用化粧シート。
【請求項3】
請求項1または請求項2のいずれか記載の射出成形用化粧シートを射出成形用金型内に配置し、前記熱可塑性樹脂シートの裏面から基材となる樹脂を射出、固化させて成形物とし、その後前記熱可塑性樹脂シートの凹凸面上にラミネートした樹脂を剥離することを特徴とする成形物の製造方法。
【図1】


【公開番号】特開2010−162808(P2010−162808A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−8473(P2009−8473)
【出願日】平成21年1月19日(2009.1.19)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月19日(2009.1.19)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]