
射出成形用組成物およびその製造方法
【課題】特性のバラツキを低減し、かつ特性が良好である射出成形用組成物を提供すること。
【解決手段】フェライト粒子の集合であるフェライト粉末と第1バインダと第2バインダとを有する射出成形用組成物であって、第2バインダは軟化点が第1バインダの軟化点よりも低く、フェライト粉末の重量をWp、比表面積をSとし、第1バインダ、第2バインダの重量をWb1、Wb2、密度をDb1、Db2とし、第1バインダの仮想厚みTb1が2.0〜15.0、第2バインダの仮想厚みTb2が16.5〜32.0である。該組成物中には、フェライト粒子の外周を第1バインダおよび第2バインダが覆う被覆フェライト粒子が存在することが好ましい。
Tb1[nm]=(Wb1×103)/(Db1×Wp×S)…式1
Tb2[nm]=(Wb2×103)/(Db2×Wp×S)…式2
【解決手段】フェライト粒子の集合であるフェライト粉末と第1バインダと第2バインダとを有する射出成形用組成物であって、第2バインダは軟化点が第1バインダの軟化点よりも低く、フェライト粉末の重量をWp、比表面積をSとし、第1バインダ、第2バインダの重量をWb1、Wb2、密度をDb1、Db2とし、第1バインダの仮想厚みTb1が2.0〜15.0、第2バインダの仮想厚みTb2が16.5〜32.0である。該組成物中には、フェライト粒子の外周を第1バインダおよび第2バインダが覆う被覆フェライト粒子が存在することが好ましい。
Tb1[nm]=(Wb1×103)/(Db1×Wp×S)…式1
Tb2[nm]=(Wb2×103)/(Db2×Wp×S)…式2
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形用組成物およびその製造方法に関する。さらに詳しくは、特性のバラツキを低減でき、しかも、その特性を良好にできる射出成形用組成物およびその製造方法に関する。
【背景技術】
【0002】
粉末射出成形法は、金属や金属酸化物の原料粉末にバインダを調合して混練された混練物を得て、これを金型中に射出して成形充填する手法である。この射出成形法によれば、複雑な形状の成形体を短時間で効率よく得ることができる。
【0003】
特許文献1および2には、フェライト系磁性粉末等の磁性材料と複数のバインダと添加物とをニーダー等により混練し、得られた混練物を射出成形することが記載されている。
【0004】
しかしながら、特許文献1および2では、原料粉末の重量に対して、バインダ等の添加物を特定の割合で含有させて混練物を得ているが、このような混練物の流動性にはバラツキが生じるという問題があった。その結果、該混練物を成形して得られる成形体の強度等の特性にもバラツキが生じてしまい、さらに焼結体の特性にも影響を与えてしまうという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭62−41759号公報
【特許文献2】特開平5−33006号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような実状に鑑みてなされ、特性のバラツキを低減でき、しかも、その特性を良好にできる射出成形用組成物およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る射出成形用組成物は、
フェライト粒子の集合であるフェライト粉末と、第1バインダと、第2バインダと、を有する射出成形用組成物であって、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【0008】
射出成形用組成物には、組成物の流動性や該組成物を成形して得られる成形体強度、成形体を焼成して得られる焼結体特性等の特性を良好にするために、原料粉末にバインダが調合、混練され、混練物とされる。この混練物における良好な流動性は、原料粉末の粒子表面をバインダが覆い、粒子同士が接触しない距離を保つことで実現されると考えられる。また、粒子間距離が近すぎると、原料粉末の粒子同士が接触しやすくなり、凝集が生じると考えられる。さらにこの凝集体はバインダで結着していないため、成形体強度の低下要因となる。逆に、粒子間距離が遠すぎると、成形体における原料粉末の充填密度が低下し、焼成後の密度が低下するなどの問題があると考えられる。
【0009】
ところが、従来、バインダの含有量は、原料粉末の重量に対する割合として規定されていた。しかしながら、原料粉末の重量が同じであっても、粉末の比表面積が異なると、粉末粒子表面を覆うために必要なバインダ量が変化してしまう。その結果、原料粉末の重量に対するバインダ量を一定とすると、原料粉末の比表面積が変化した場合、組成物の流動性、成形体の強度等にもバラツキが生じてしまう。
【0010】
なお、原料粉末の平均粒子径を一定の値とした場合であっても、粒度分布、粒子の形状や粒子表面の細孔などにより、比表面積が異なる場合がある。
【0011】
そこで、本発明では、粉末全体の表面積と、バインダの体積と、に着目し、該表面積をバインダで覆うと仮定した場合の厚み(仮想厚み)を上記の範囲に規定している。このようにすることで、粉末粒子表面に必要十分なバインダが付着し、粒子間距離を適切に保つことができ、組成物の流動性のバラツキが抑制され、しかも良好な流動性が得られる。その結果、特性(成形体の強度、焼結体特性等)のバラツキを抑制でき、さらには該特性を良好にすることができる。
【0012】
また、組成物の流動性や成形体の強度等の種々の特性を良好にするためには、性質の異なるバインダを組み合わせることが重要となる。
【0013】
そこで、第1バインダと、軟化点が第1バインダよりも低い第2バインダと、に対し、上記の仮想厚みをそれぞれ設定している。このようにすることで、バインダが有する性能を最大限発揮することができ、種々の特性を良好にすることができる。また、第1バインダおよび第2バインダが相反する特性(たとえば、親水性、疎水性等)を有していてもよい。
【0014】
好ましくは、前記射出成形用組成物中には、前記フェライト粒子の外周を、前記第1バインダおよび前記第2バインダが覆っている被覆フェライト粒子が存在している。
【0015】
バインダでフェライト粒子の外周を覆うことにより、バインダは、フェライト粒子の表面に安定的に固定されている。そのため、混練時においても、フェライト粒子の表面は露出しない。したがって、フェライト粒子同士が接触し、凝集することはなく、組成物の流動性が良好となる。
【0016】
特に、第2バインダが第1バインダの外側に存在している場合、第2バインダは第1バインダよりも軟化点が低いため、第2バインダが流動している状態であっても、第1バインダはフェライト粒子表面に固定され、フェライト粒子の表面は露出しない。そのため、フェライト粒子同士が凝集することなく、良好に分散されるため、良好な流動性を有する射出成形用組成物を得ることができる。
【0017】
このような組成物を成形して得られる成形体は、フェライト粒子間にバインダが十分存在しているため、成形体の強度が高くなる。しかも、フェライト粒子の凝集が抑制されているため、成形体中の粒子の分布の偏りが少ない。したがって、このような成形体を焼成して得られる焼結体は、個片ごとの密度のバラツキが少なくなり、飽和磁束密度のバラツキも少ない。
【0018】
好ましくは、前記Sが1〜5である。原料粉末の比表面積を上記の範囲内とすることで、上述した効果をさらに高めることができる。
【0019】
また、本発明に係る射出成形用組成物の製造方法は、
フェライト粉末と、第1バインダと、第2バインダと、を混練して混練物を得る工程を有し、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする射出成形用組成物の製造方法。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【0020】
上記の式(1)および(2)に基づき、第1バインダおよび第2バインダの含有量を決定して、原料粉末と混練することで、粉末粒子表面に必要十分なバインダが付着し、粒子間距離を適切に保つことができ、組成物の流動性のバラツキが抑制され、しかも良好な流動性が得られる。その結果、特性(成形体の強度、焼結体特性等)のバラツキを抑制することができ、さらには、その特性を良好にすることができる。
【図面の簡単な説明】
【0021】
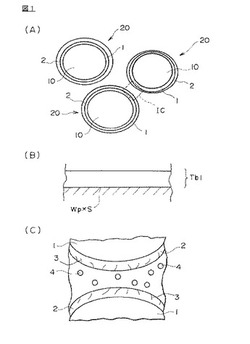
【図1】図1(A)は、本発明の一実施形態に係る射出成形用組成物中の被覆フェライト粒子の断面模式図であり、図1(B)は、仮想厚みTb1を説明するための断面模式図、図1(C)は、図1(A)中のIC部分の拡大図である。
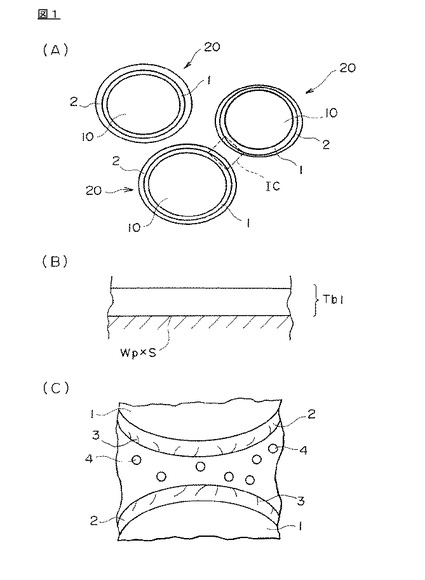
【図2】図2は、本発明の実施例および比較例に係る試料について、Tb1と、射出成形用組成物の流動性と、の関係を示すグラフである。
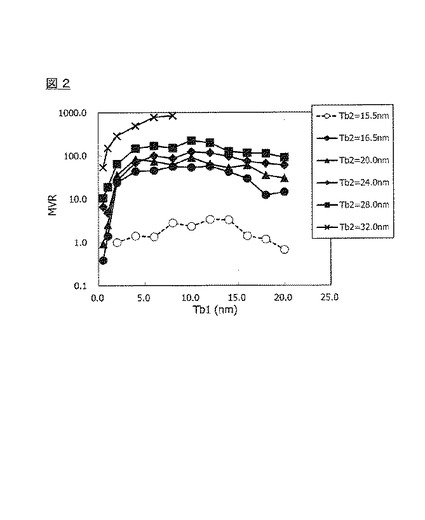
【図3】図3は、本発明の実施例および比較例に係る試料について、Tb1と、成形体の強度と、の関係を示すグラフである。
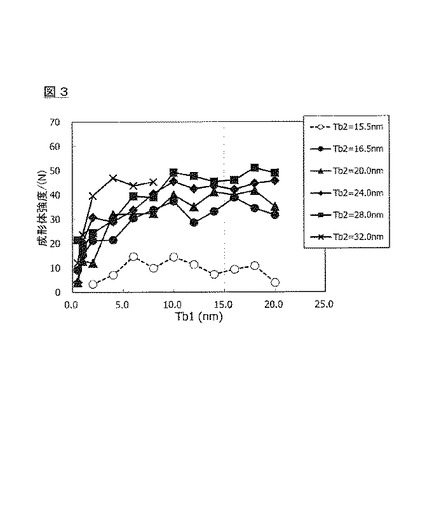
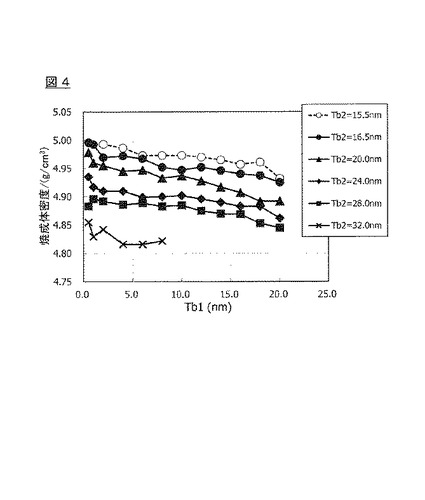
【図4】図4は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の密度と、の関係を示すグラフである。
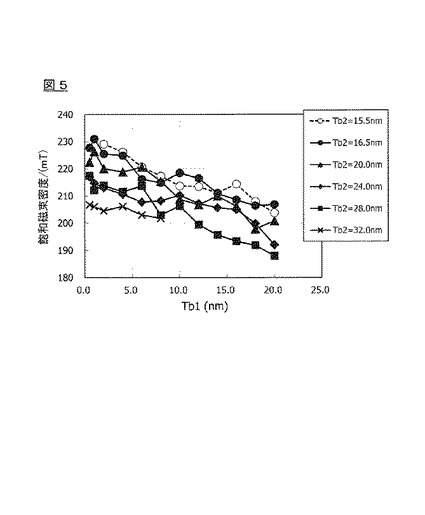
【図5】図5は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の飽和磁束密度と、の関係を示すグラフである。
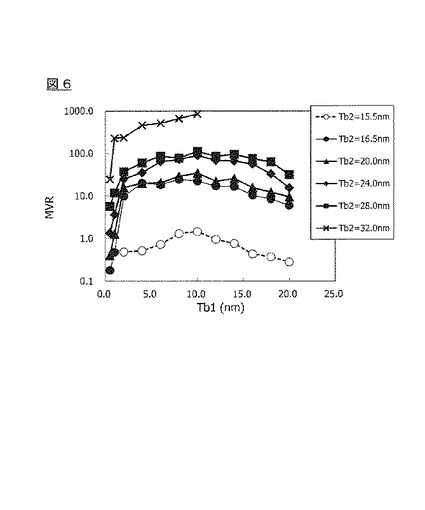
【図6】図6は、本発明の実施例および比較例に係る試料について、Tb1と、射出成形用組成物の流動性と、の関係を示すグラフである。
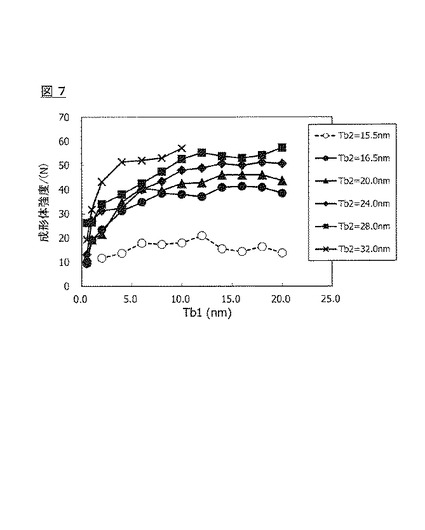
【図7】図7は、本発明の実施例および比較例に係る試料について、Tb1と、成形体の強度と、の関係を示すグラフである。
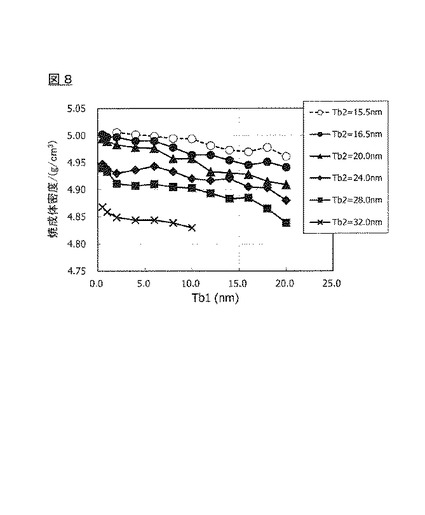
【図8】図8は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の密度と、の関係を示すグラフである。
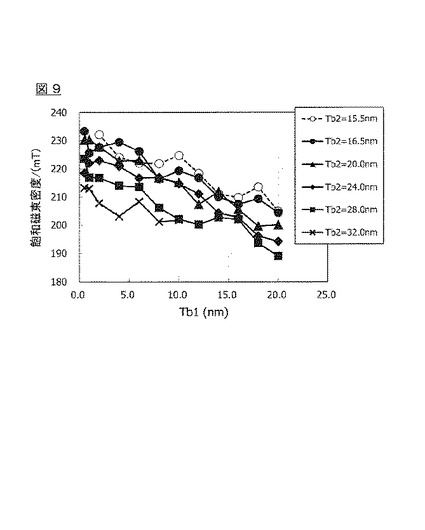
【図9】図9は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の飽和磁束密度と、の関係を示すグラフである。
【発明を実施するための形態】
【0022】
以下、本発明を、図面に示す実施形態に基づき説明する。
【0023】
(射出成形用組成物)
本実施形態に係る射出成形用組成物は、フェライト粒子の集合であるフェライト粉末、第1バインダおよび第2バインダを有している。本実施形態では、組成物中において、該フェライト粒子は第1バインダおよび第2バインダに被覆されていることが好ましい。
【0024】
(被覆フェライト粒子)
被覆フェライト粒子としては、フェライト粒子の表面を第2バインダが覆い、第2バインダを第1バインダが覆う構成であってもよいが、本実施形態では、図1(A)に示すように、第1バインダは、フェライト粒子の外周を覆っており、第2バインダは、第1バインダの外周を覆っている構成を例示する。
【0025】
フェライト粉末の比表面積をS[m2/g]とすると、フェライト粉末の重量がWp[g]である場合、フェライト粉末全体の表面積は、Wp×S[m2]となる。この値はフェライト粉末に含まれる全てのフェライト粒子の表面積の合計であるとみなすことができる。本実施形態では、この表面積(Wp×S)に対し、第1バインダおよび第2バインダがTb1[nm]およびTb2[nm]の厚みで形成されると仮定する。
【0026】
図1(B)のように、第1バインダは、面積(Wp×S)に対してTb1の厚みで形成されているため、第1バインダの体積Vb1[m3]は、Wp×S×Tb1×10−9となる。
【0027】
一方、第1バインダの体積Vb1は、第1バインダの重量Wb1[g]を、密度Db1[g/cm3]で除すことにより求められる。
【0028】
したがって、Wp×S×Tb1×10−9=(Wb1/Db1×106)が成り立ち、この式より、
Tb1=Wb1×103/(Db1×Wp×S)…式(1)
が求められる。同様にして、第2バインダの厚みTb2は、
Tb2=Wb2×103/(Db2×Wp×S)…式(2)
と求められる。
【0029】
このように、本実施形態では、粉末全体の比表面積をバインダで均一に覆ったときの仮想的な厚みをTb1およびTb2としている。
【0030】
本実施形態では、Tb1は、2.0〜15.0nm、好ましくは4.0〜15.0nm、より好ましくは6.0〜15.0nmである。また、Tb2は、16.5〜32.0nm、好ましくは16.5〜28.0nm、より好ましくは20.0〜28.0nmである。
【0031】
仮想厚みTb1およびTb2を上記の範囲とすることで、フェライト粒子間の距離が適切に維持され、流動性等の特性のバラツキを抑制することができる。
【0032】
(フェライト粉末)
フェライト粉末の組成は、特に制限されず、所望の特性に応じて決定すればよい。また、フェライト粉末の比表面積S[m2/g]は、本実施形態では、1〜5であることが好ましい。
【0033】
比表面積の測定方法は、特に限定されないが、BET法により比表面積を算出するのが好ましい。
【0034】
(第1バインダ)
第1バインダは、後述する第2バインダの軟化点よりも高い軟化点を有していれば特に制限されない。本実施形態では、第1バインダは親水性であることが好ましい。
【0035】
第1バインダがフェライト粒子の表面を覆うことで、フェライト粒子間には第1バインダが介在することになり、フェライト粒子同士が接触せず、フェライト粒子の凝集を防止することができる。したがって、組成物の流動性が向上し、射出成形性も向上する。しかも、フェライト粒子が均一に分散されているため、成形体の強度も高くなる。また、フェライト粒子が凝集していないため、個片ごとの焼結体密度および飽和磁束密度のバラツキを低減させることができる。
【0036】
第1バインダの軟化点は、好ましくは150〜250℃である。
【0037】
本実施形態では、軟化点とは、バインダが軟化し、粒子間を容易に移動できる温度である。なお、軟化点は、バインダの融点とほぼ同じ概念であるが、ガラス転移点などであってもよい。
【0038】
本実施形態では、具体的な第1バインダとしては、ポリ酢酸ビニル、ポリ塩化ビニル、ナイロン6、アクリル樹脂などの高分子材料が挙げられる。
【0039】
(第2バインダ)
第2バインダは、第1バインダの軟化点よりも低い軟化点を有していれば特に制限されない。第2バインダは疎水性であることが好ましい。第1バインダおよび第2バインダ以外の材料(ワックスなど)が組成物に添加される場合、該材料は、一般的に、第2バインダの外側に存在することになる。そのため、第2バインダが親水性であると、該材料との混練状態が悪化する傾向にある。
【0040】
第2バインダの軟化点は、好ましくは70〜200℃である。
【0041】
本実施形態では、具体的な第2バインダとしては、高密度ポリエチレン、ポリプロピレン、ポリアセタール、ポリスチレンなどの高分子材料が挙げられる。
【0042】
なお、実際の射出成形用組成物中では、図1(A)の被覆フェライト粒子のように、第1バインダと第2バインダとの境界が明確に分かるような状態で存在しているわけではなく、その厚みも一定ではないと考えられる。また、射出成形用組成物中の全てのフェライト粒子が、第1バインダおよび第2バインダに覆われていなくてもよく、第1バインダのみに覆われているフェライト粒子や第2バインダのみに覆われているフェライト粒子などが存在していてもよい。
【0043】
本実施形態では、特定の性質を有するバインダを、第1バインダおよび第2バインダに分け、それぞれ、仮想厚みを設定している。このようにすることで、これらのバインダが有する性能が最大限発揮される。そのため、バインダ量を必要最低限とすることで、バインダ量を低減でき、寸法精度を向上させることができる。
【0044】
また、本実施形態では、粒子表面とバインダとの反応性を考慮して、粒子表面に優先的に所望のバインダを付着させればよい。
【0045】
たとえば、第1バインダが親水性であると、親水性材料は吸湿しやすいため、第2バインダが存在しない場合あるいは第2バインダが親水性である場合には、組成物の流動性が経時変化することがある。そこで、疎水性の第2バインダで親水性の第1バインダを覆うことで、第1バインダを外部の水分から保護することができる。その結果、組成物全体としての流動性を高めることができる。
【0046】
本実施形態では、射出成形用組成物は、さらにワックスを有していることが好ましい。
【0047】
ワックスは、本実施形態では、図1(C)に示すように、第2バインダ表面に浸透して存在している。そのため、組成物の流動性を高めることができ、さらに成形時の離型性も向上させることができる。具体的なワックスとしては、カルナバワックス、モンタンワックス、蜜蝋などの天然ワックス以外に、パラフィンワックス、ウレタン化ワックス、ポリエチレングリコールなどの合成ワックスが用いられる。
【0048】
本実施形態では、所望の特性に応じて、射出成形用組成物は他の成分を有していてもよい。たとえば、可塑剤を有していてもよい。
【0049】
図1(C)に示すように、可塑剤は、フェライト粒子を被覆しているバインダの分子間に存在している。このようにすることで、フェライト粒子間の距離を保つことができ、上述した効果をさらに高めることができる。
【0050】
具体的な可塑剤としては、たとえばフタル酸エステルが用いられ、フタル酸ジイソデシル、フタル酸ジラウリル、フタル酸ブチルラウリル、フタル酸ジノルマルオクチル、フタル酸ビス(2−エチルヘキシル)(DOP)などが好ましい。
【0051】
(射出成形用組成物の製造方法)
まず、原料粉末としてフェライト粉末と、第1バインダと、第2バインダと、を準備する。本実施形態では、ワックスを準備することが好ましく、必要に応じて、可塑剤を準備してもよい。
【0052】
フェライト粉末としては、酸化物を用いてもよいし、焼成により酸化物となる化合物を用いてもよい。フェライト粉末は必要に応じて仮焼を行ってもよい。
【0053】
本実施形態では、ニーダーを用いて射出成形用組成物を製造する。まず、準備したフェライト粉末の重量(Wp)および比表面積(S)から、Tb1およびTb2が上述した範囲内となるように、第1バインダおよび第2バインダを秤量する。次に、秤量したフェライト粉末、第1バインダおよび第2バインダをニーダー内に投入して、混練する。回転数、混練時間、混練温度等の条件は適宜決定すればよい。なお、バインダの投入順序を変えてもよい。
【0054】
本実施形態では、フェライト粉末、第1バインダおよび第2バインダを混練後、ワックスを添加することが好ましい。ワックスの含有量は、上述した範囲を満足するように決定すればよい。また、回転数、混練時間、混練温度等の条件は適宜決定すればよい。
【0055】
以上の工程を経ることで、フェライト粒子に、第1バインダおよび第2バインダが被覆されたフェライト粒子が存在する射出成形用組成物が得られる。また、ワックスにより、組成物の流動性が高められ、成形時の離型性も十分確保される。得られた射出成形用組成物は、ペレタイザなどを用いてペレット状にすることが好ましい。
【0056】
本実施形態では、上述のペレットは、射出成形装置に投入してCIM(ceramic injection molding)成形を行う。
【0057】
射出成形装置に投入されたペレットは、押出機の内部で、たとえば160〜230℃に加熱溶融・混練され、成形用原料となり、スクリューにより金型装置のキャビティ内に射出され、成形体とされる。金型装置の温度は、20〜80℃である。必要に応じて、金型装置に磁場を印加してもよい。
【0058】
その後、得られた成形体に対し脱脂処理を行う。脱脂条件は、特に制限されず、公知の条件で行えばよい。
【0059】
脱脂後の成形体は、焼成され、焼結体とされる。焼成条件は特に制限されず、公知の条件で行えばよい。たとえば、焼成温度は1200℃程度が好ましい。
【0060】
上記の工程を経て得られた焼結体は、必要に応じて加工され、たとえばソフトフェライトコアとされる。
【0061】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
【実施例】
【0062】
以下、本発明を、さらに詳細な実施例に基づき説明するが、本発明は、これら実施例に限定されない。
【0063】
(実験例1)
原料粉末として、BET比表面積(S)が1.5m2/gであるソフトフェライト粉末1と、BET比表面積(S)が3.7m2/gであるソフトフェライト粉末2とを準備した。第1バインダとしてアクリル樹脂を、第2バインダとしてポリエチレンを準備し、ワックスとしてパラフィンワックスを準備し、可塑剤としてジオクチルフタレート(DOP)を準備した。
【0064】
(試料1)
まず、フェライト粉末1に対し、第1バインダを2.75重量%、第2バインダを6.93重量%、ワックスを3.47重量%、可塑剤を1.27重量%となる配合をニーダー内に投入し、混練を行い、回転数16rpm、混練時間2時間、混練温度195℃の条件で混練して、射出成形用組成物を得た。得られた射出成形用組成物について、流動性(MVR)を200℃、荷重10kgの条件で測定し、この組成物をさらにペレタイザを用いてペレットに成形した。結果を表1に示す。
【0065】
次に、射出成形装置を用いて、ペレットを射出成形装置に投入し、加熱溶融・混練してから、金型装置内に射出成形した。射出成形工程後の成形体の厚みは、2mmであり、円弧形状の平板を成形した。
【0066】
得られた成形体について、下記に示す破壊加重を測定することで、成形体の強度を評価した。
【0067】
破壊荷重は、成形体の両端部のみを支持し、成形体中央に集中荷重を0Nから徐々に増加させていき、成形体が破断した荷重により算出し、これを成形体強度とした。結果を表1に示す。
【0068】
次に、この成形体を脱脂し、その後、1200℃まで昇温して、その温度で1時間保持してソフトフェライト焼結体を得た(焼成工程)。
【0069】
得られたソフトフェライト焼結体について、焼結体密度および飽和磁束密度を評価した。結果を表1に示す。
【0070】
(試料2)
また、フェライト粉末2に対しても、フェライト粉末1と同じ配合量かつ同じ条件で射出成形用組成物を作製し、得られた組成物を用いて、フェライト粉末1の場合と同様にしてソフトフェライト焼結体を得た。流動性、成形体強度、焼結体密度および飽和磁束密度についても、フェライト粉末1と同様にして評価した。結果を表1に示す。
【0071】
(試料3および4)
次に、フェライト粉末1(試料3)およびフェライト粉末2(試料4)に対し、Tb1が8.0nm、Tb2が24.0nmとなるように、配合量を決定し、上記と同様にしてソフトフェライト焼結体を作製し、特性を評価した。結果を表1に示す。
【0072】
【表1】

【0073】
表1より、比表面積が異なる粉末(フェライト粉末1、フェライト粉末2)に対して、比表面積を考慮せず、単に重量割合で配合した場合(試料1および2)、特性のバラツキが大きいことが確認できた。
【0074】
これに対し、フェライト粉末の比表面積に応じて、Tb1およびTb2が一定になるように配合した場合(試料3および4)、特性のバラツキが小さいことが確認できた。
【0075】
(実験例2)
原料粉末として、BET比表面積(S)が1.5m2/gであるソフトフェライト粉末を1000g(Wp)準備した。第1バインダとしてアクリル樹脂を、第2バインダとしてポリエチレンを準備し、ワックスとしてパラフィンワックスを準備し、可塑剤としてジオクチルフタレート(DOP)を準備した。
【0076】
なお、第1バインダの密度Db1は1.19g/cm3、第2バインダの密度Db2は0.9g/cm3であった。
【0077】
上記のフェライト粉末の重量(Wp)および比表面積(S)、第1バインダおよび第2バインダの密度(Db1およびDb2)から、Tb1が0.5〜20.0nm、Tb2が15.5〜32.0nmとなるように、第1バインダおよび第2バインダの重量を決定した。
【0078】
Wp[g]のフェライト粉末と、上記で決定した重量の第1バインダおよび第2バインダと、30gのワックスと、0.01モルのDOPと、をニーダーに投入し、回転数16rpm、混練時間2時間、混練温度195℃の条件で混練して、射出成形用組成物を得た。得られた射出成形用組成物について、流動性(MVR)を実験例1と同様の条件で測定し、この組成物をさらにペレタイザを用いてペレットに成形した。流動性の測定結果を図2に示す。図2では、横軸をTb1、縦軸を流動性とし、Tb2を変化させた場合のグラフを示している。なお、MVRは10以上が好ましい。
【0079】
次に、得られた射出成形用組成物を、実験例1と同様にして、成形・焼成し、焼結体を得た。成形体および焼結体については、実験例1と同様の評価を行った。結果を図3〜5に示す。図3では、横軸をTb1、縦軸を成形体の強度とし、Tb2を変化させた場合のグラフを示している。図4では、横軸をTb1、縦軸を焼結体密度とし、Tb2を変化させた場合のグラフを示し、図5では、横軸をTb1、縦軸を飽和磁束密度とし、Tb2を変化させた場合のグラフを示している。
【0080】
図2〜5より、Tb1およびTb2を上述した範囲とすることで、特性のバラツキを抑制しつつ、しかも良好な特性(流動性、成形体強度、焼結体の飽和磁束密度、密度等)が得られることが確認できた。
【0081】
(実験例3)
原料粉末として、BET比表面積(S)が3.7m2/gであるソフトフェライト粉末を1000g(Wp)準備した。第1バインダとしてアクリル樹脂を、第2バインダとしてポリエチレンを準備し、ワックスとしてカルナバロウを準備し、可塑剤としてフタル酸ブチルラウリルを準備した。
【0082】
なお、第1バインダの密度Db1は1.19g/cm3、第2バインダの密度Db2は0.9g/cm3であった。
【0083】
上記のフェライト粉末の重量(Wp)および比表面積(S)、第1バインダおよび第2バインダの密度(Db1およびDb2)から、Tb1が0.5〜20.0nm、Tb2が15.5〜32.0nmとなるように、第1バインダおよび第2バインダの重量を決定した。
【0084】
実験例2と同様にして、フェライト粉末に、上記で決定した重量の第1バインダおよび第2バインダと、ワックスおよび可塑剤と、を添加して、射出成形用組成物を作製し、さらに、ソフトフェライトを作製して、実験例1と同様の評価を行った。結果を図6〜9に示す。
【0085】
図6〜9より、実験例2と同様の結果が得られることが確認できた。
【符号の説明】
【0086】
20… 被覆フェライト粒子
10… フェライト粒子
1… 第1バインダ
2… 第2バインダ
3… ワックス
4… 可塑剤
【技術分野】
【0001】
本発明は、射出成形用組成物およびその製造方法に関する。さらに詳しくは、特性のバラツキを低減でき、しかも、その特性を良好にできる射出成形用組成物およびその製造方法に関する。
【背景技術】
【0002】
粉末射出成形法は、金属や金属酸化物の原料粉末にバインダを調合して混練された混練物を得て、これを金型中に射出して成形充填する手法である。この射出成形法によれば、複雑な形状の成形体を短時間で効率よく得ることができる。
【0003】
特許文献1および2には、フェライト系磁性粉末等の磁性材料と複数のバインダと添加物とをニーダー等により混練し、得られた混練物を射出成形することが記載されている。
【0004】
しかしながら、特許文献1および2では、原料粉末の重量に対して、バインダ等の添加物を特定の割合で含有させて混練物を得ているが、このような混練物の流動性にはバラツキが生じるという問題があった。その結果、該混練物を成形して得られる成形体の強度等の特性にもバラツキが生じてしまい、さらに焼結体の特性にも影響を与えてしまうという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭62−41759号公報
【特許文献2】特開平5−33006号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような実状に鑑みてなされ、特性のバラツキを低減でき、しかも、その特性を良好にできる射出成形用組成物およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る射出成形用組成物は、
フェライト粒子の集合であるフェライト粉末と、第1バインダと、第2バインダと、を有する射出成形用組成物であって、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【0008】
射出成形用組成物には、組成物の流動性や該組成物を成形して得られる成形体強度、成形体を焼成して得られる焼結体特性等の特性を良好にするために、原料粉末にバインダが調合、混練され、混練物とされる。この混練物における良好な流動性は、原料粉末の粒子表面をバインダが覆い、粒子同士が接触しない距離を保つことで実現されると考えられる。また、粒子間距離が近すぎると、原料粉末の粒子同士が接触しやすくなり、凝集が生じると考えられる。さらにこの凝集体はバインダで結着していないため、成形体強度の低下要因となる。逆に、粒子間距離が遠すぎると、成形体における原料粉末の充填密度が低下し、焼成後の密度が低下するなどの問題があると考えられる。
【0009】
ところが、従来、バインダの含有量は、原料粉末の重量に対する割合として規定されていた。しかしながら、原料粉末の重量が同じであっても、粉末の比表面積が異なると、粉末粒子表面を覆うために必要なバインダ量が変化してしまう。その結果、原料粉末の重量に対するバインダ量を一定とすると、原料粉末の比表面積が変化した場合、組成物の流動性、成形体の強度等にもバラツキが生じてしまう。
【0010】
なお、原料粉末の平均粒子径を一定の値とした場合であっても、粒度分布、粒子の形状や粒子表面の細孔などにより、比表面積が異なる場合がある。
【0011】
そこで、本発明では、粉末全体の表面積と、バインダの体積と、に着目し、該表面積をバインダで覆うと仮定した場合の厚み(仮想厚み)を上記の範囲に規定している。このようにすることで、粉末粒子表面に必要十分なバインダが付着し、粒子間距離を適切に保つことができ、組成物の流動性のバラツキが抑制され、しかも良好な流動性が得られる。その結果、特性(成形体の強度、焼結体特性等)のバラツキを抑制でき、さらには該特性を良好にすることができる。
【0012】
また、組成物の流動性や成形体の強度等の種々の特性を良好にするためには、性質の異なるバインダを組み合わせることが重要となる。
【0013】
そこで、第1バインダと、軟化点が第1バインダよりも低い第2バインダと、に対し、上記の仮想厚みをそれぞれ設定している。このようにすることで、バインダが有する性能を最大限発揮することができ、種々の特性を良好にすることができる。また、第1バインダおよび第2バインダが相反する特性(たとえば、親水性、疎水性等)を有していてもよい。
【0014】
好ましくは、前記射出成形用組成物中には、前記フェライト粒子の外周を、前記第1バインダおよび前記第2バインダが覆っている被覆フェライト粒子が存在している。
【0015】
バインダでフェライト粒子の外周を覆うことにより、バインダは、フェライト粒子の表面に安定的に固定されている。そのため、混練時においても、フェライト粒子の表面は露出しない。したがって、フェライト粒子同士が接触し、凝集することはなく、組成物の流動性が良好となる。
【0016】
特に、第2バインダが第1バインダの外側に存在している場合、第2バインダは第1バインダよりも軟化点が低いため、第2バインダが流動している状態であっても、第1バインダはフェライト粒子表面に固定され、フェライト粒子の表面は露出しない。そのため、フェライト粒子同士が凝集することなく、良好に分散されるため、良好な流動性を有する射出成形用組成物を得ることができる。
【0017】
このような組成物を成形して得られる成形体は、フェライト粒子間にバインダが十分存在しているため、成形体の強度が高くなる。しかも、フェライト粒子の凝集が抑制されているため、成形体中の粒子の分布の偏りが少ない。したがって、このような成形体を焼成して得られる焼結体は、個片ごとの密度のバラツキが少なくなり、飽和磁束密度のバラツキも少ない。
【0018】
好ましくは、前記Sが1〜5である。原料粉末の比表面積を上記の範囲内とすることで、上述した効果をさらに高めることができる。
【0019】
また、本発明に係る射出成形用組成物の製造方法は、
フェライト粉末と、第1バインダと、第2バインダと、を混練して混練物を得る工程を有し、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする射出成形用組成物の製造方法。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【0020】
上記の式(1)および(2)に基づき、第1バインダおよび第2バインダの含有量を決定して、原料粉末と混練することで、粉末粒子表面に必要十分なバインダが付着し、粒子間距離を適切に保つことができ、組成物の流動性のバラツキが抑制され、しかも良好な流動性が得られる。その結果、特性(成形体の強度、焼結体特性等)のバラツキを抑制することができ、さらには、その特性を良好にすることができる。
【図面の簡単な説明】
【0021】
【図1】図1(A)は、本発明の一実施形態に係る射出成形用組成物中の被覆フェライト粒子の断面模式図であり、図1(B)は、仮想厚みTb1を説明するための断面模式図、図1(C)は、図1(A)中のIC部分の拡大図である。
【図2】図2は、本発明の実施例および比較例に係る試料について、Tb1と、射出成形用組成物の流動性と、の関係を示すグラフである。
【図3】図3は、本発明の実施例および比較例に係る試料について、Tb1と、成形体の強度と、の関係を示すグラフである。
【図4】図4は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の密度と、の関係を示すグラフである。
【図5】図5は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の飽和磁束密度と、の関係を示すグラフである。
【図6】図6は、本発明の実施例および比較例に係る試料について、Tb1と、射出成形用組成物の流動性と、の関係を示すグラフである。
【図7】図7は、本発明の実施例および比較例に係る試料について、Tb1と、成形体の強度と、の関係を示すグラフである。
【図8】図8は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の密度と、の関係を示すグラフである。
【図9】図9は、本発明の実施例および比較例に係る試料について、Tb1と、焼結体の飽和磁束密度と、の関係を示すグラフである。
【発明を実施するための形態】
【0022】
以下、本発明を、図面に示す実施形態に基づき説明する。
【0023】
(射出成形用組成物)
本実施形態に係る射出成形用組成物は、フェライト粒子の集合であるフェライト粉末、第1バインダおよび第2バインダを有している。本実施形態では、組成物中において、該フェライト粒子は第1バインダおよび第2バインダに被覆されていることが好ましい。
【0024】
(被覆フェライト粒子)
被覆フェライト粒子としては、フェライト粒子の表面を第2バインダが覆い、第2バインダを第1バインダが覆う構成であってもよいが、本実施形態では、図1(A)に示すように、第1バインダは、フェライト粒子の外周を覆っており、第2バインダは、第1バインダの外周を覆っている構成を例示する。
【0025】
フェライト粉末の比表面積をS[m2/g]とすると、フェライト粉末の重量がWp[g]である場合、フェライト粉末全体の表面積は、Wp×S[m2]となる。この値はフェライト粉末に含まれる全てのフェライト粒子の表面積の合計であるとみなすことができる。本実施形態では、この表面積(Wp×S)に対し、第1バインダおよび第2バインダがTb1[nm]およびTb2[nm]の厚みで形成されると仮定する。
【0026】
図1(B)のように、第1バインダは、面積(Wp×S)に対してTb1の厚みで形成されているため、第1バインダの体積Vb1[m3]は、Wp×S×Tb1×10−9となる。
【0027】
一方、第1バインダの体積Vb1は、第1バインダの重量Wb1[g]を、密度Db1[g/cm3]で除すことにより求められる。
【0028】
したがって、Wp×S×Tb1×10−9=(Wb1/Db1×106)が成り立ち、この式より、
Tb1=Wb1×103/(Db1×Wp×S)…式(1)
が求められる。同様にして、第2バインダの厚みTb2は、
Tb2=Wb2×103/(Db2×Wp×S)…式(2)
と求められる。
【0029】
このように、本実施形態では、粉末全体の比表面積をバインダで均一に覆ったときの仮想的な厚みをTb1およびTb2としている。
【0030】
本実施形態では、Tb1は、2.0〜15.0nm、好ましくは4.0〜15.0nm、より好ましくは6.0〜15.0nmである。また、Tb2は、16.5〜32.0nm、好ましくは16.5〜28.0nm、より好ましくは20.0〜28.0nmである。
【0031】
仮想厚みTb1およびTb2を上記の範囲とすることで、フェライト粒子間の距離が適切に維持され、流動性等の特性のバラツキを抑制することができる。
【0032】
(フェライト粉末)
フェライト粉末の組成は、特に制限されず、所望の特性に応じて決定すればよい。また、フェライト粉末の比表面積S[m2/g]は、本実施形態では、1〜5であることが好ましい。
【0033】
比表面積の測定方法は、特に限定されないが、BET法により比表面積を算出するのが好ましい。
【0034】
(第1バインダ)
第1バインダは、後述する第2バインダの軟化点よりも高い軟化点を有していれば特に制限されない。本実施形態では、第1バインダは親水性であることが好ましい。
【0035】
第1バインダがフェライト粒子の表面を覆うことで、フェライト粒子間には第1バインダが介在することになり、フェライト粒子同士が接触せず、フェライト粒子の凝集を防止することができる。したがって、組成物の流動性が向上し、射出成形性も向上する。しかも、フェライト粒子が均一に分散されているため、成形体の強度も高くなる。また、フェライト粒子が凝集していないため、個片ごとの焼結体密度および飽和磁束密度のバラツキを低減させることができる。
【0036】
第1バインダの軟化点は、好ましくは150〜250℃である。
【0037】
本実施形態では、軟化点とは、バインダが軟化し、粒子間を容易に移動できる温度である。なお、軟化点は、バインダの融点とほぼ同じ概念であるが、ガラス転移点などであってもよい。
【0038】
本実施形態では、具体的な第1バインダとしては、ポリ酢酸ビニル、ポリ塩化ビニル、ナイロン6、アクリル樹脂などの高分子材料が挙げられる。
【0039】
(第2バインダ)
第2バインダは、第1バインダの軟化点よりも低い軟化点を有していれば特に制限されない。第2バインダは疎水性であることが好ましい。第1バインダおよび第2バインダ以外の材料(ワックスなど)が組成物に添加される場合、該材料は、一般的に、第2バインダの外側に存在することになる。そのため、第2バインダが親水性であると、該材料との混練状態が悪化する傾向にある。
【0040】
第2バインダの軟化点は、好ましくは70〜200℃である。
【0041】
本実施形態では、具体的な第2バインダとしては、高密度ポリエチレン、ポリプロピレン、ポリアセタール、ポリスチレンなどの高分子材料が挙げられる。
【0042】
なお、実際の射出成形用組成物中では、図1(A)の被覆フェライト粒子のように、第1バインダと第2バインダとの境界が明確に分かるような状態で存在しているわけではなく、その厚みも一定ではないと考えられる。また、射出成形用組成物中の全てのフェライト粒子が、第1バインダおよび第2バインダに覆われていなくてもよく、第1バインダのみに覆われているフェライト粒子や第2バインダのみに覆われているフェライト粒子などが存在していてもよい。
【0043】
本実施形態では、特定の性質を有するバインダを、第1バインダおよび第2バインダに分け、それぞれ、仮想厚みを設定している。このようにすることで、これらのバインダが有する性能が最大限発揮される。そのため、バインダ量を必要最低限とすることで、バインダ量を低減でき、寸法精度を向上させることができる。
【0044】
また、本実施形態では、粒子表面とバインダとの反応性を考慮して、粒子表面に優先的に所望のバインダを付着させればよい。
【0045】
たとえば、第1バインダが親水性であると、親水性材料は吸湿しやすいため、第2バインダが存在しない場合あるいは第2バインダが親水性である場合には、組成物の流動性が経時変化することがある。そこで、疎水性の第2バインダで親水性の第1バインダを覆うことで、第1バインダを外部の水分から保護することができる。その結果、組成物全体としての流動性を高めることができる。
【0046】
本実施形態では、射出成形用組成物は、さらにワックスを有していることが好ましい。
【0047】
ワックスは、本実施形態では、図1(C)に示すように、第2バインダ表面に浸透して存在している。そのため、組成物の流動性を高めることができ、さらに成形時の離型性も向上させることができる。具体的なワックスとしては、カルナバワックス、モンタンワックス、蜜蝋などの天然ワックス以外に、パラフィンワックス、ウレタン化ワックス、ポリエチレングリコールなどの合成ワックスが用いられる。
【0048】
本実施形態では、所望の特性に応じて、射出成形用組成物は他の成分を有していてもよい。たとえば、可塑剤を有していてもよい。
【0049】
図1(C)に示すように、可塑剤は、フェライト粒子を被覆しているバインダの分子間に存在している。このようにすることで、フェライト粒子間の距離を保つことができ、上述した効果をさらに高めることができる。
【0050】
具体的な可塑剤としては、たとえばフタル酸エステルが用いられ、フタル酸ジイソデシル、フタル酸ジラウリル、フタル酸ブチルラウリル、フタル酸ジノルマルオクチル、フタル酸ビス(2−エチルヘキシル)(DOP)などが好ましい。
【0051】
(射出成形用組成物の製造方法)
まず、原料粉末としてフェライト粉末と、第1バインダと、第2バインダと、を準備する。本実施形態では、ワックスを準備することが好ましく、必要に応じて、可塑剤を準備してもよい。
【0052】
フェライト粉末としては、酸化物を用いてもよいし、焼成により酸化物となる化合物を用いてもよい。フェライト粉末は必要に応じて仮焼を行ってもよい。
【0053】
本実施形態では、ニーダーを用いて射出成形用組成物を製造する。まず、準備したフェライト粉末の重量(Wp)および比表面積(S)から、Tb1およびTb2が上述した範囲内となるように、第1バインダおよび第2バインダを秤量する。次に、秤量したフェライト粉末、第1バインダおよび第2バインダをニーダー内に投入して、混練する。回転数、混練時間、混練温度等の条件は適宜決定すればよい。なお、バインダの投入順序を変えてもよい。
【0054】
本実施形態では、フェライト粉末、第1バインダおよび第2バインダを混練後、ワックスを添加することが好ましい。ワックスの含有量は、上述した範囲を満足するように決定すればよい。また、回転数、混練時間、混練温度等の条件は適宜決定すればよい。
【0055】
以上の工程を経ることで、フェライト粒子に、第1バインダおよび第2バインダが被覆されたフェライト粒子が存在する射出成形用組成物が得られる。また、ワックスにより、組成物の流動性が高められ、成形時の離型性も十分確保される。得られた射出成形用組成物は、ペレタイザなどを用いてペレット状にすることが好ましい。
【0056】
本実施形態では、上述のペレットは、射出成形装置に投入してCIM(ceramic injection molding)成形を行う。
【0057】
射出成形装置に投入されたペレットは、押出機の内部で、たとえば160〜230℃に加熱溶融・混練され、成形用原料となり、スクリューにより金型装置のキャビティ内に射出され、成形体とされる。金型装置の温度は、20〜80℃である。必要に応じて、金型装置に磁場を印加してもよい。
【0058】
その後、得られた成形体に対し脱脂処理を行う。脱脂条件は、特に制限されず、公知の条件で行えばよい。
【0059】
脱脂後の成形体は、焼成され、焼結体とされる。焼成条件は特に制限されず、公知の条件で行えばよい。たとえば、焼成温度は1200℃程度が好ましい。
【0060】
上記の工程を経て得られた焼結体は、必要に応じて加工され、たとえばソフトフェライトコアとされる。
【0061】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
【実施例】
【0062】
以下、本発明を、さらに詳細な実施例に基づき説明するが、本発明は、これら実施例に限定されない。
【0063】
(実験例1)
原料粉末として、BET比表面積(S)が1.5m2/gであるソフトフェライト粉末1と、BET比表面積(S)が3.7m2/gであるソフトフェライト粉末2とを準備した。第1バインダとしてアクリル樹脂を、第2バインダとしてポリエチレンを準備し、ワックスとしてパラフィンワックスを準備し、可塑剤としてジオクチルフタレート(DOP)を準備した。
【0064】
(試料1)
まず、フェライト粉末1に対し、第1バインダを2.75重量%、第2バインダを6.93重量%、ワックスを3.47重量%、可塑剤を1.27重量%となる配合をニーダー内に投入し、混練を行い、回転数16rpm、混練時間2時間、混練温度195℃の条件で混練して、射出成形用組成物を得た。得られた射出成形用組成物について、流動性(MVR)を200℃、荷重10kgの条件で測定し、この組成物をさらにペレタイザを用いてペレットに成形した。結果を表1に示す。
【0065】
次に、射出成形装置を用いて、ペレットを射出成形装置に投入し、加熱溶融・混練してから、金型装置内に射出成形した。射出成形工程後の成形体の厚みは、2mmであり、円弧形状の平板を成形した。
【0066】
得られた成形体について、下記に示す破壊加重を測定することで、成形体の強度を評価した。
【0067】
破壊荷重は、成形体の両端部のみを支持し、成形体中央に集中荷重を0Nから徐々に増加させていき、成形体が破断した荷重により算出し、これを成形体強度とした。結果を表1に示す。
【0068】
次に、この成形体を脱脂し、その後、1200℃まで昇温して、その温度で1時間保持してソフトフェライト焼結体を得た(焼成工程)。
【0069】
得られたソフトフェライト焼結体について、焼結体密度および飽和磁束密度を評価した。結果を表1に示す。
【0070】
(試料2)
また、フェライト粉末2に対しても、フェライト粉末1と同じ配合量かつ同じ条件で射出成形用組成物を作製し、得られた組成物を用いて、フェライト粉末1の場合と同様にしてソフトフェライト焼結体を得た。流動性、成形体強度、焼結体密度および飽和磁束密度についても、フェライト粉末1と同様にして評価した。結果を表1に示す。
【0071】
(試料3および4)
次に、フェライト粉末1(試料3)およびフェライト粉末2(試料4)に対し、Tb1が8.0nm、Tb2が24.0nmとなるように、配合量を決定し、上記と同様にしてソフトフェライト焼結体を作製し、特性を評価した。結果を表1に示す。
【0072】
【表1】
【0073】
表1より、比表面積が異なる粉末(フェライト粉末1、フェライト粉末2)に対して、比表面積を考慮せず、単に重量割合で配合した場合(試料1および2)、特性のバラツキが大きいことが確認できた。
【0074】
これに対し、フェライト粉末の比表面積に応じて、Tb1およびTb2が一定になるように配合した場合(試料3および4)、特性のバラツキが小さいことが確認できた。
【0075】
(実験例2)
原料粉末として、BET比表面積(S)が1.5m2/gであるソフトフェライト粉末を1000g(Wp)準備した。第1バインダとしてアクリル樹脂を、第2バインダとしてポリエチレンを準備し、ワックスとしてパラフィンワックスを準備し、可塑剤としてジオクチルフタレート(DOP)を準備した。
【0076】
なお、第1バインダの密度Db1は1.19g/cm3、第2バインダの密度Db2は0.9g/cm3であった。
【0077】
上記のフェライト粉末の重量(Wp)および比表面積(S)、第1バインダおよび第2バインダの密度(Db1およびDb2)から、Tb1が0.5〜20.0nm、Tb2が15.5〜32.0nmとなるように、第1バインダおよび第2バインダの重量を決定した。
【0078】
Wp[g]のフェライト粉末と、上記で決定した重量の第1バインダおよび第2バインダと、30gのワックスと、0.01モルのDOPと、をニーダーに投入し、回転数16rpm、混練時間2時間、混練温度195℃の条件で混練して、射出成形用組成物を得た。得られた射出成形用組成物について、流動性(MVR)を実験例1と同様の条件で測定し、この組成物をさらにペレタイザを用いてペレットに成形した。流動性の測定結果を図2に示す。図2では、横軸をTb1、縦軸を流動性とし、Tb2を変化させた場合のグラフを示している。なお、MVRは10以上が好ましい。
【0079】
次に、得られた射出成形用組成物を、実験例1と同様にして、成形・焼成し、焼結体を得た。成形体および焼結体については、実験例1と同様の評価を行った。結果を図3〜5に示す。図3では、横軸をTb1、縦軸を成形体の強度とし、Tb2を変化させた場合のグラフを示している。図4では、横軸をTb1、縦軸を焼結体密度とし、Tb2を変化させた場合のグラフを示し、図5では、横軸をTb1、縦軸を飽和磁束密度とし、Tb2を変化させた場合のグラフを示している。
【0080】
図2〜5より、Tb1およびTb2を上述した範囲とすることで、特性のバラツキを抑制しつつ、しかも良好な特性(流動性、成形体強度、焼結体の飽和磁束密度、密度等)が得られることが確認できた。
【0081】
(実験例3)
原料粉末として、BET比表面積(S)が3.7m2/gであるソフトフェライト粉末を1000g(Wp)準備した。第1バインダとしてアクリル樹脂を、第2バインダとしてポリエチレンを準備し、ワックスとしてカルナバロウを準備し、可塑剤としてフタル酸ブチルラウリルを準備した。
【0082】
なお、第1バインダの密度Db1は1.19g/cm3、第2バインダの密度Db2は0.9g/cm3であった。
【0083】
上記のフェライト粉末の重量(Wp)および比表面積(S)、第1バインダおよび第2バインダの密度(Db1およびDb2)から、Tb1が0.5〜20.0nm、Tb2が15.5〜32.0nmとなるように、第1バインダおよび第2バインダの重量を決定した。
【0084】
実験例2と同様にして、フェライト粉末に、上記で決定した重量の第1バインダおよび第2バインダと、ワックスおよび可塑剤と、を添加して、射出成形用組成物を作製し、さらに、ソフトフェライトを作製して、実験例1と同様の評価を行った。結果を図6〜9に示す。
【0085】
図6〜9より、実験例2と同様の結果が得られることが確認できた。
【符号の説明】
【0086】
20… 被覆フェライト粒子
10… フェライト粒子
1… 第1バインダ
2… 第2バインダ
3… ワックス
4… 可塑剤
【特許請求の範囲】
【請求項1】
フェライト粒子の集合であるフェライト粉末と、第1バインダと、第2バインダと、を有する射出成形用組成物であって、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする射出成形用組成物。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【請求項2】
前記射出成形用組成物中には、前記フェライト粒子の外周を、前記第1バインダおよび前記第2バインダが覆っている被覆フェライト粒子が存在している請求項1に記載の射出成形用組成物。
【請求項3】
前記Sが1〜5である請求項1または2に記載の射出成形用組成物。
【請求項4】
フェライト粉末と、第1バインダと、第2バインダと、を混練して混練物を得る工程を有し、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする射出成形用組成物の製造方法。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【請求項1】
フェライト粒子の集合であるフェライト粉末と、第1バインダと、第2バインダと、を有する射出成形用組成物であって、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする射出成形用組成物。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【請求項2】
前記射出成形用組成物中には、前記フェライト粒子の外周を、前記第1バインダおよび前記第2バインダが覆っている被覆フェライト粒子が存在している請求項1に記載の射出成形用組成物。
【請求項3】
前記Sが1〜5である請求項1または2に記載の射出成形用組成物。
【請求項4】
フェライト粉末と、第1バインダと、第2バインダと、を混練して混練物を得る工程を有し、
前記第2バインダの軟化点が、前記第1バインダの軟化点よりも低く、
前記フェライト粉末の重量をWp[g]、比表面積をS[m2/g]とし、前記第1バインダの重量をWb1[g]、密度をDb1[g/cm3]とし、前記第2バインダの重量をWb2[g]、密度をDb2[g/cm3]とし、
前記第1バインダの仮想厚みTb1[nm]を式(1)により算出し、前記第2バインダの仮想厚みTb2[nm]を式(2)により算出したときに、
前記Tb1が2.0〜15.0、前記Tb2が16.5〜32.0であることを特徴とする射出成形用組成物の製造方法。
Tb1=(Wb1×103)/(Db1×Wp×S)…式(1)
Tb2=(Wb2×103)/(Db2×Wp×S)…式(2)
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−71852(P2013−71852A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−209800(P2011−209800)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
[ Back to top ]