
射出成形用金型
【課題】キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにする。
【解決手段】射出成形用金型のキャビティ3は、平面視で円環状を呈するとともに、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する横断面矩形状を呈する。サイドゲート4から溶融樹脂を射出すると、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合するが、その位置で両側に配置された樹脂溜まり部5、5に一部の溶融樹脂が流れ込む。これにより、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も意匠面3aに対して略平行に配向し、光輝材7の配向の乱れを緩和することができる。
【解決手段】射出成形用金型のキャビティ3は、平面視で円環状を呈するとともに、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する横断面矩形状を呈する。サイドゲート4から溶融樹脂を射出すると、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合するが、その位置で両側に配置された樹脂溜まり部5、5に一部の溶融樹脂が流れ込む。これにより、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も意匠面3aに対して略平行に配向し、光輝材7の配向の乱れを緩和することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、キャビティ内で溶融樹脂が会合する射出成形用金型に関する。
【背景技術】
【0002】
自動車用樹脂部品において、意匠部に当たる多くの加飾部品には塗装がなされてきた。しかしながら、塗装工程によるコストアップや揮発性有機化合物(VOC:volatile organic compounds)が発生するという問題があることから、顔料や染料等の着色剤で直接樹脂材料を着色した材着材料で成形する無塗装部品の採用が年々高くなっている。特に自動車内装部品では、メタリック色の樹脂部品の採用が多く、メタリック調樹脂部品の無塗装化によるコストダウンが望まれている。
【0003】
樹脂の射出成形において、溶融樹脂の流動先端は冷え易く、固化した状態で会合することで融着不良を起こし、外観不良や強度低下を引き起こす。このように溶融樹脂の会合により発生する線状模様をウエルドラインという。多点ゲートや部品に穴形状等が存在する場合は、溶融樹脂の分流と会合が起こるため、ウエルドラインが発生する。一般的にウエルドラインの改善方法としては、金型温度や樹脂温度を高く設定したり、射出速度を高くしたりすることで溶融樹脂の流動先端の固化を防ぐ方法があるが、このような方法でもウエルドラインを完全になくすことは難しい。特に光輝材を含有する着色樹脂を使用するメタリック調無塗装樹脂部品においては、溶融樹脂の衝突により光輝材の配向が乱れ、その結果、光輝感が失われて黒く見え、ウエルドラインが濃く強調され、深刻な外観不良を引き起こすという問題がある。
【0004】
この種の技術として、例えば特許文献1には、平面視で環状を呈するキャビティにおいて、ゲートから互いに逆向きに流れる2つの樹脂流のうち一方の樹脂流が、会合部に到達する前に樹脂溜め部に流出する構成が開示されている。これにより、一方の樹脂流と他方の樹脂流との会合角が大きくなり、ウエルドラインの発生を防止できるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−188855号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示された手法では、2つの樹脂流が会合するときの光輝材の配向の乱れを緩和することはできない。
【0007】
本発明は上記のような点に鑑みてなされたものであり、キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにすることを目的とする。
【課題を解決するための手段】
【0008】
本発明の射出成形用金型は、キャビティ内で溶融樹脂が会合する射出成形用金型であって、前記キャビティには、溶融樹脂が会合する位置の両側で、溶融樹脂の一部が流れ込む樹脂溜まり部が接続することを特徴とする。
また、本発明の射出成形用金型の他の特徴とするところは、前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる両側面とを有する横断面形状を呈し、一方の前記樹脂溜まり部は一方の前記側面に、他方の前記樹脂溜まり部は他方の前記側面に接続する点にある。この場合に、前記樹脂溜まり部は前記面から離れた位置で前記側面に接続するようにしてもよい。
また、本発明の射出成形用金型の他の特徴とするところは、前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる底面とを有する横断面形状を呈する点にある。
また、本発明の射出成形用金型の他の特徴とするところは、前記キャビティは平面視で環状を呈する点にある。
【発明の効果】
【0009】
本発明によれば、キャビティ内で溶融樹脂が会合する射出成形用金型において、溶融樹脂が会合する位置において溶融樹脂の一部が樹脂溜まり部に流れ込むことにより、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにすることができる。
【図面の簡単な説明】
【0010】
【図1】本実施形態に係る射出成形用金型のキャビティを示す斜視図である。
【図2】本実施形態に係る射出成形用金型のキャビティを示す平面図である。
【図3】本実施形態に係る射出成形用金型の会合部での溶融樹脂の流れを説明するための図である。
【図4】ウエルドラインが発生する理由を説明するための図である。
【図5】本実施形態に係る射出成形用金型の会合部付近の状態を示す図である。
【図6】片方の側面にだけ樹脂溜まり部を接続した場合の会合部での溶融樹脂の流れを説明するための図である。
【図7】キャビティの側面での樹脂溜まり部の接続位置を説明するための図である。
【図8】射出成形品の斜視図で、光輝材の配向角を確認するやり方を示す図である。
【図9】実施例の結果を示す図である。
【図10】切断面の写真を示す図である。
【図11】他の実施形態に係るキャビティを示す図である。
【発明を実施するための形態】
【0011】
以下、添付図面を参照して、本発明の好適な実施形態について説明する。
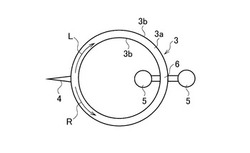
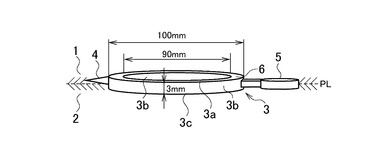
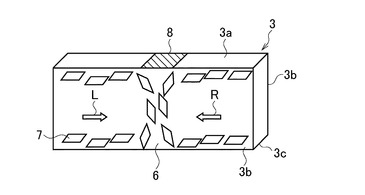
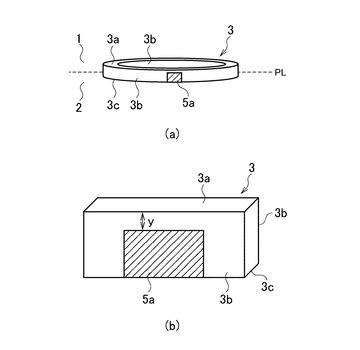
図1は本実施形態に係る射出成形用金型のキャビティを示す斜視図、図2は平面図である。図1に示すように、射出成形用金型は、金型1(可動側又は固定側)及び金型2(固定側又は可動側)を備え、パーティングラインPLにて閉型することで、射出成形品の形状を有する空間であるキャビティ3が構成される。キャビティ3は、図2に示すように、平面視で円環状を呈する。また、キャビティ3は、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する矩形の横断面形状を呈する。
【0012】
かかる射出成形用金型では、アルミニウム、マイカ、メタシャイン等の光輝材を含有する熱可塑性の溶融樹脂をサイドゲート4からキャビティ3内に射出充填することにより、円環状のメタリック調樹脂部品が成形される。
【0013】
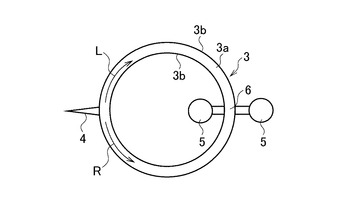
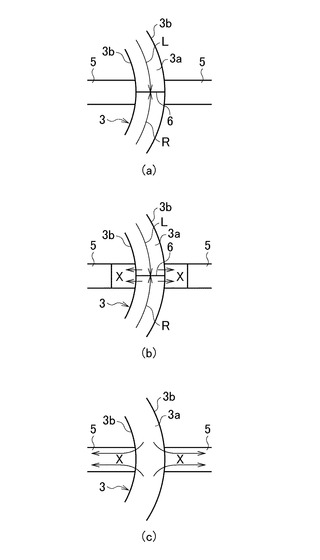
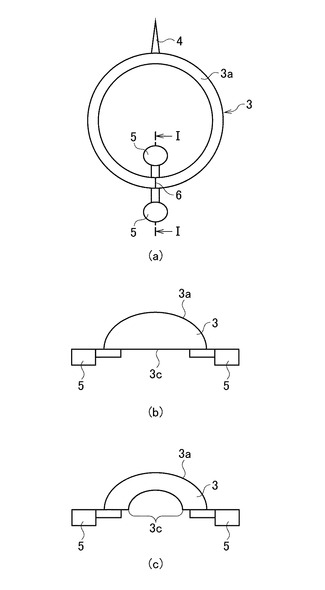
ここで、図2に示すように、キャビティ3の直径方向においてサイドゲート4と反対側の位置では、各側面3b、3bに樹脂溜まり部5、5が接続する。なお、図1では、内側の樹脂溜まり部5の図示を省略する。サイドゲート4から溶融樹脂を射出すると、図2の矢印L、Rに示すように、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合(合流)する(図3(a)を参照)。そして、溶融樹脂が会合する位置(以下では会合部6という)で、一部の溶融樹脂が樹脂溜まり部5、5に流れ込む(図3(b)、(c)を参照)。
【0014】
図4は、ウエルドラインが発生する理由を説明するための図であり、会合部6付近の状態を示す。溶融樹脂がキャビティ3内を流れるときに、金型面付近の流れは金型面に略平行となり、溶融樹脂に含有される光輝材7も金型面に対して略平行に配向する。しかしながら、溶融樹脂が会合する会合部6では、溶融樹脂の衝突により光輝材7の配向が乱れ、その結果、光輝感が失われて黒く見え、ウエルドライン8が濃く強調される。
【0015】
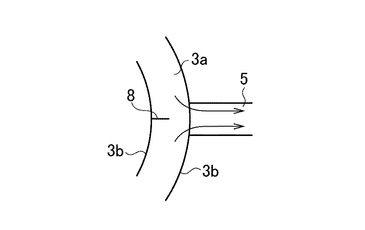
本実施形態では、キャビティ3には会合部6の両側で樹脂溜まり部5、5が接続する。この場合、会合部6において溶融樹脂の一部が樹脂溜まり部5、5に流れ込むことにより、図3(b)、(c)の矢印Xに示すように、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も上面3aに対して略平行に配向する。したがって、図5に示すように、光輝材7の配向の乱れを緩和して、樹脂溜まり部5、5がない場合と比べて、射出成形品の意匠面の光輝感を保ち、ウエルドライン8を薄く目立たないようにすることができる。
【0016】
また、会合部6において溶融樹脂の一部が樹脂溜まり部5、5に流れ込むことにより、溶融樹脂の衝突による圧力の上昇を抑制することができ、金型1、2の開放時に樹脂のふくれが生じるのを抑えることができる。
【0017】
また、会合部6において溶融樹脂の一部が樹脂溜まり部5、5に流れ込むことにより、固化した状態にある溶融樹脂の先端同士が樹脂溜まり部に流れ込むことで会合部での密着性が向上し、会合部6における強度低下を緩和させることができる。
【0018】
なお、樹脂溜まり部5は会合部6の両側に配置する必要がある。図6に示すように、片方の側面3bにだけ樹脂溜まり部5を接続した場合、その樹脂溜まり部5の体積に因らず、樹脂溜まり部が接続していない側面側で光輝材7の配向の乱れを緩和することができず、当該側面側ではウエルドライン8が濃く発生してしまう。
【0019】
また、ウエルドライン8の発生による外観不良は、上面3aの表層付近での光輝材7の配向の乱れが大きく寄与する。したがって、上面3aの表層付近で、図3(b)、(c)の矢印Xに示した上面3aに水平な流れを生じさせるのが望ましく、樹脂溜まり部5をキャビティ3の側面に接続する位置は上面3aに近い方が好適である。その一方で、成形後に、樹脂溜まり部5、5により成形された部分をカットする場合、後加工によるバリ等の外観不良が懸念される。そこで、図7(a)、(b)に示すように、キャビティ3の側面での樹脂溜まり部5の接続位置5aは、上面3aからできるだけ短い距離yだけ離れた位置とする。
【実施例】
【0020】
以下、本発明を適用した実施例について説明する。
(1)キャビティ
キャビティ3の形状は、図1に示すように、外径100[mm]、内径90[mm]、板厚3[mm]の円環状とした。ゲートはサイドゲート4とし、側面3bに一点設けた。
【0021】
(2)樹脂材料
ベース材にはPMMA(ポリメタクリル酸メチル)樹脂を使用した。光輝材7としては、アルミニウム顔料を使用し、粒径が10[μm]と20[μm]のものを混合して約1%添加した。
【0022】
(3)樹脂溜まり部
キャビティ3には溶融樹脂が会合する位置の両側で樹脂溜まり部5、5を接続した。樹脂溜まり部5、5について容積及び上面3aとの距離yを変えて、光輝材7の配向の乱れの緩和効果を確認した。
【0023】
(4)評価方法
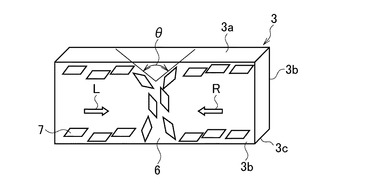
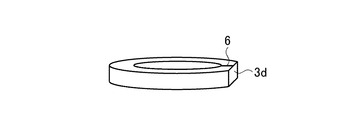
図5に示すように、溶融樹脂の流れ方向(図中矢印L、R)に垂直な面に対する光輝材7の角度を配向角θと定義し、この配向角θにより評価を行った。会合部6において、光輝材7の配向角θが小さい、すなわち上面3aに対して垂直に近くなるほど、光輝感が失われ、ウエルドラインは濃くなる(図4の状態)。逆に、光輝材7の配向角が大きい、すなわち上面3aに対して平行になるほど光輝感が保たれ、ウエルドラインは薄くなる。目視での評価から、光輝材7の配向角θが120°〜180°の範囲では、光輝感が保たれ、ウエルドラインが薄く目立たないことが分かった。本実施例では、図8に示すように、円環状の射出成形品の会合部6において直径方向に垂直な面を切断して、その切断面3dを観察することにより光輝材7の配向角θを確認した。
【0024】
(5)結果
図9に評価結果をまとめた。
(5−1)樹脂溜まり部5の容積(実施例1〜3、比較例1、2)
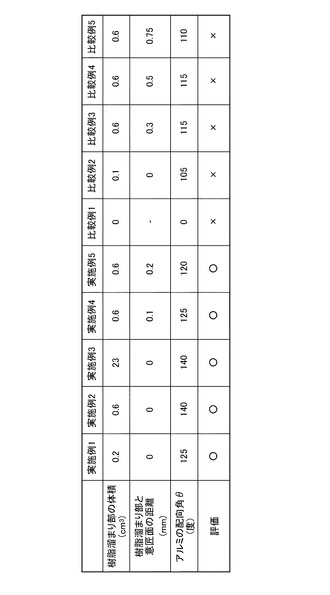
会合部6での光輝材7の配向の乱れを緩和させるためには、十分な量の溶融樹脂が樹脂溜まり部5、5に流れ込む必要がある。その一方で、材料ロスや金型構造の点からは、樹脂溜まり部5の容積はできるだけ小さくすることが望ましい。実施例1〜3では、一つの樹脂溜まり部5の容積をそれぞれ0.2[cm3]、0.6[cm3]、23[cm3]としている。また、比較例1、2では、一つの樹脂溜まり部5の容積[cm3]をそれぞれ0[cm3](すなわち樹脂溜まり部なし)、0.1[cm3]としている。
【0025】
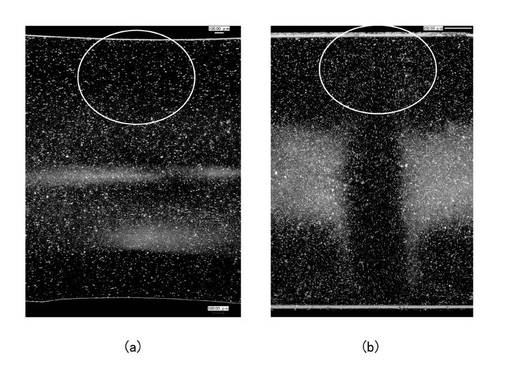
図10(a)に実施例2において切断面3dを撮影した写真を、図10(b)に比較例1において切断面3Dを撮影した写真を示す。図10(b)に示す写真では、光輝材7の配向角θが小さい、すなわち上面3aに対して垂直に近いものが多いことがわかる。それに対して、図10(a)に示す写真では、光輝材7の配向の乱れが緩和され、光輝材7の配向角θが大きくなっている。なお、図10の上部が射出成形品の意匠面である。
【0026】
図9に示すように、一つの樹脂溜まり部5の容積が0.2[cm3]以上であれば光輝材7の配向角θが120°以上となり、光輝感が保たれ、ウエルドラインが薄く目立たなかった。なお、一つの樹脂溜まり部5の容積が0.6[cm3]を超えてからは、配向角θに大きな差異は見られなかった。これより、本実施例のように会合部6におけるキャビティ3の断面積が0.15[cm2]の場合、各側面3b、3bで0.2[cm3]以上の溶融樹脂を逃がすのが好適であることが分かった。
【0027】
製品形状により、会合部6におけるキャビティ3の断面積が大きくなる場合は、より多くの溶融樹脂を逃がす必要がある。実施例1〜3を参照すれば、一つの樹脂溜まり部5の容積を、会合部6におけるキャビティ3の断面積の数値に対して1.4倍以上の数値とすれば、光輝材7の配向の乱れを緩和し、ウエルドラインの発生による外観不良を抑制することができる。
【0028】
(5−2)樹脂溜まり部5の位置(実施例4、5、比較例3〜5)
既述したが、上面3aの表層付近で、図3(b)、(c)の矢印Xに示した上面3aに水平な流れを生じさせるのが望ましく、樹脂溜まり部5をキャビティ3の側面に接続する位置は上面3aに近い方が好適である。その一方で、成形後に樹脂溜まり部構造をカットする場合、後加工によるバリ等の外観不良が懸念される。実施例4、5では、樹脂溜まり部5と上面3aとの距離yをそれぞれ0.1[mm]、0.2[mm]としている。また、比較例3〜5では、樹脂溜まり部5と上面3aとの距離y[mm]をそれぞれ0.3[mm]、0.5[mm]、0.75[mm]としている。なお、実施例4、5及び比較例3〜5では、一つの樹脂溜まり部5の容積はいずれも0.6[cm3]である。
【0029】
図9に示すように、樹脂溜まり部5と上面3aとの距離yが0.3[mm]以上では光輝材7の配向角θが120°を下回り、光輝感が失われ、ウエルドラインは濃くなった。これより、本実施例のように板厚が3[mm]の場合、樹脂溜まり部5と上面3aとの距離yを板厚の10%より小さくするのが好適であることが分かった。
【0030】
上記実施形態では、キャビティ3が横断面矩形状を呈する例を説明したが、キャビティ3が側面を持たないような場合にも本発明は適用可能である。図11(a)〜(c)に示すように、キャビティ3の横断面において、射出成形品の意匠面を構成する上面3aが円弧状をなし、底面3cとつながるような形状も考えられる。この場合は、上面3aとつながる底面3cに樹脂溜まり部5、5を接続することで、同様の効果が得られる。なお、樹脂溜まり部5、5は必ずしも底面に接する必要はなく、底面にウエルドラインが発生しても問題ない場合は、樹脂溜まり部を底面から離して設置することは可能である。
【0031】
ウエルドラインは、線状の模様として見えるだけでなく、表面が凹凸になる場合がある。そのため、めっき加工がなされた樹脂部品では、めっき上にウエルドラインが現れることがある。本発明は、めっき樹脂部品の外観不良の改善にも有効である。
【0032】
以上、本発明を種々の実施形態と共に説明したが、本発明はこれらの実施形態にのみ限定されるものではなく、本発明の範囲内で変更等が可能である。上記実施形態のようにキャビティ3が円環状で、断面積が一定である場合、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合することは明らかであるが、キャビティ3の形状によっては、例えば樹脂流動解析ソフトウェアを用いて会合部6を把握しておき、その会合部6の両側に樹脂溜まり部5、5を配置する等すればよい。
【符号の説明】
【0033】
1、2:金型、3:キャビティ、3a:上面、3b:側面、3c:底面、4:サイドゲート、5:樹脂溜まり部、6:会合部、7:光輝材
【技術分野】
【0001】
本発明は、キャビティ内で溶融樹脂が会合する射出成形用金型に関する。
【背景技術】
【0002】
自動車用樹脂部品において、意匠部に当たる多くの加飾部品には塗装がなされてきた。しかしながら、塗装工程によるコストアップや揮発性有機化合物(VOC:volatile organic compounds)が発生するという問題があることから、顔料や染料等の着色剤で直接樹脂材料を着色した材着材料で成形する無塗装部品の採用が年々高くなっている。特に自動車内装部品では、メタリック色の樹脂部品の採用が多く、メタリック調樹脂部品の無塗装化によるコストダウンが望まれている。
【0003】
樹脂の射出成形において、溶融樹脂の流動先端は冷え易く、固化した状態で会合することで融着不良を起こし、外観不良や強度低下を引き起こす。このように溶融樹脂の会合により発生する線状模様をウエルドラインという。多点ゲートや部品に穴形状等が存在する場合は、溶融樹脂の分流と会合が起こるため、ウエルドラインが発生する。一般的にウエルドラインの改善方法としては、金型温度や樹脂温度を高く設定したり、射出速度を高くしたりすることで溶融樹脂の流動先端の固化を防ぐ方法があるが、このような方法でもウエルドラインを完全になくすことは難しい。特に光輝材を含有する着色樹脂を使用するメタリック調無塗装樹脂部品においては、溶融樹脂の衝突により光輝材の配向が乱れ、その結果、光輝感が失われて黒く見え、ウエルドラインが濃く強調され、深刻な外観不良を引き起こすという問題がある。
【0004】
この種の技術として、例えば特許文献1には、平面視で環状を呈するキャビティにおいて、ゲートから互いに逆向きに流れる2つの樹脂流のうち一方の樹脂流が、会合部に到達する前に樹脂溜め部に流出する構成が開示されている。これにより、一方の樹脂流と他方の樹脂流との会合角が大きくなり、ウエルドラインの発生を防止できるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−188855号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示された手法では、2つの樹脂流が会合するときの光輝材の配向の乱れを緩和することはできない。
【0007】
本発明は上記のような点に鑑みてなされたものであり、キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにすることを目的とする。
【課題を解決するための手段】
【0008】
本発明の射出成形用金型は、キャビティ内で溶融樹脂が会合する射出成形用金型であって、前記キャビティには、溶融樹脂が会合する位置の両側で、溶融樹脂の一部が流れ込む樹脂溜まり部が接続することを特徴とする。
また、本発明の射出成形用金型の他の特徴とするところは、前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる両側面とを有する横断面形状を呈し、一方の前記樹脂溜まり部は一方の前記側面に、他方の前記樹脂溜まり部は他方の前記側面に接続する点にある。この場合に、前記樹脂溜まり部は前記面から離れた位置で前記側面に接続するようにしてもよい。
また、本発明の射出成形用金型の他の特徴とするところは、前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる底面とを有する横断面形状を呈する点にある。
また、本発明の射出成形用金型の他の特徴とするところは、前記キャビティは平面視で環状を呈する点にある。
【発明の効果】
【0009】
本発明によれば、キャビティ内で溶融樹脂が会合する射出成形用金型において、溶融樹脂が会合する位置において溶融樹脂の一部が樹脂溜まり部に流れ込むことにより、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにすることができる。
【図面の簡単な説明】
【0010】
【図1】本実施形態に係る射出成形用金型のキャビティを示す斜視図である。
【図2】本実施形態に係る射出成形用金型のキャビティを示す平面図である。
【図3】本実施形態に係る射出成形用金型の会合部での溶融樹脂の流れを説明するための図である。
【図4】ウエルドラインが発生する理由を説明するための図である。
【図5】本実施形態に係る射出成形用金型の会合部付近の状態を示す図である。
【図6】片方の側面にだけ樹脂溜まり部を接続した場合の会合部での溶融樹脂の流れを説明するための図である。
【図7】キャビティの側面での樹脂溜まり部の接続位置を説明するための図である。
【図8】射出成形品の斜視図で、光輝材の配向角を確認するやり方を示す図である。
【図9】実施例の結果を示す図である。
【図10】切断面の写真を示す図である。
【図11】他の実施形態に係るキャビティを示す図である。
【発明を実施するための形態】
【0011】
以下、添付図面を参照して、本発明の好適な実施形態について説明する。
図1は本実施形態に係る射出成形用金型のキャビティを示す斜視図、図2は平面図である。図1に示すように、射出成形用金型は、金型1(可動側又は固定側)及び金型2(固定側又は可動側)を備え、パーティングラインPLにて閉型することで、射出成形品の形状を有する空間であるキャビティ3が構成される。キャビティ3は、図2に示すように、平面視で円環状を呈する。また、キャビティ3は、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する矩形の横断面形状を呈する。
【0012】
かかる射出成形用金型では、アルミニウム、マイカ、メタシャイン等の光輝材を含有する熱可塑性の溶融樹脂をサイドゲート4からキャビティ3内に射出充填することにより、円環状のメタリック調樹脂部品が成形される。
【0013】
ここで、図2に示すように、キャビティ3の直径方向においてサイドゲート4と反対側の位置では、各側面3b、3bに樹脂溜まり部5、5が接続する。なお、図1では、内側の樹脂溜まり部5の図示を省略する。サイドゲート4から溶融樹脂を射出すると、図2の矢印L、Rに示すように、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合(合流)する(図3(a)を参照)。そして、溶融樹脂が会合する位置(以下では会合部6という)で、一部の溶融樹脂が樹脂溜まり部5、5に流れ込む(図3(b)、(c)を参照)。
【0014】
図4は、ウエルドラインが発生する理由を説明するための図であり、会合部6付近の状態を示す。溶融樹脂がキャビティ3内を流れるときに、金型面付近の流れは金型面に略平行となり、溶融樹脂に含有される光輝材7も金型面に対して略平行に配向する。しかしながら、溶融樹脂が会合する会合部6では、溶融樹脂の衝突により光輝材7の配向が乱れ、その結果、光輝感が失われて黒く見え、ウエルドライン8が濃く強調される。
【0015】
本実施形態では、キャビティ3には会合部6の両側で樹脂溜まり部5、5が接続する。この場合、会合部6において溶融樹脂の一部が樹脂溜まり部5、5に流れ込むことにより、図3(b)、(c)の矢印Xに示すように、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も上面3aに対して略平行に配向する。したがって、図5に示すように、光輝材7の配向の乱れを緩和して、樹脂溜まり部5、5がない場合と比べて、射出成形品の意匠面の光輝感を保ち、ウエルドライン8を薄く目立たないようにすることができる。
【0016】
また、会合部6において溶融樹脂の一部が樹脂溜まり部5、5に流れ込むことにより、溶融樹脂の衝突による圧力の上昇を抑制することができ、金型1、2の開放時に樹脂のふくれが生じるのを抑えることができる。
【0017】
また、会合部6において溶融樹脂の一部が樹脂溜まり部5、5に流れ込むことにより、固化した状態にある溶融樹脂の先端同士が樹脂溜まり部に流れ込むことで会合部での密着性が向上し、会合部6における強度低下を緩和させることができる。
【0018】
なお、樹脂溜まり部5は会合部6の両側に配置する必要がある。図6に示すように、片方の側面3bにだけ樹脂溜まり部5を接続した場合、その樹脂溜まり部5の体積に因らず、樹脂溜まり部が接続していない側面側で光輝材7の配向の乱れを緩和することができず、当該側面側ではウエルドライン8が濃く発生してしまう。
【0019】
また、ウエルドライン8の発生による外観不良は、上面3aの表層付近での光輝材7の配向の乱れが大きく寄与する。したがって、上面3aの表層付近で、図3(b)、(c)の矢印Xに示した上面3aに水平な流れを生じさせるのが望ましく、樹脂溜まり部5をキャビティ3の側面に接続する位置は上面3aに近い方が好適である。その一方で、成形後に、樹脂溜まり部5、5により成形された部分をカットする場合、後加工によるバリ等の外観不良が懸念される。そこで、図7(a)、(b)に示すように、キャビティ3の側面での樹脂溜まり部5の接続位置5aは、上面3aからできるだけ短い距離yだけ離れた位置とする。
【実施例】
【0020】
以下、本発明を適用した実施例について説明する。
(1)キャビティ
キャビティ3の形状は、図1に示すように、外径100[mm]、内径90[mm]、板厚3[mm]の円環状とした。ゲートはサイドゲート4とし、側面3bに一点設けた。
【0021】
(2)樹脂材料
ベース材にはPMMA(ポリメタクリル酸メチル)樹脂を使用した。光輝材7としては、アルミニウム顔料を使用し、粒径が10[μm]と20[μm]のものを混合して約1%添加した。
【0022】
(3)樹脂溜まり部
キャビティ3には溶融樹脂が会合する位置の両側で樹脂溜まり部5、5を接続した。樹脂溜まり部5、5について容積及び上面3aとの距離yを変えて、光輝材7の配向の乱れの緩和効果を確認した。
【0023】
(4)評価方法
図5に示すように、溶融樹脂の流れ方向(図中矢印L、R)に垂直な面に対する光輝材7の角度を配向角θと定義し、この配向角θにより評価を行った。会合部6において、光輝材7の配向角θが小さい、すなわち上面3aに対して垂直に近くなるほど、光輝感が失われ、ウエルドラインは濃くなる(図4の状態)。逆に、光輝材7の配向角が大きい、すなわち上面3aに対して平行になるほど光輝感が保たれ、ウエルドラインは薄くなる。目視での評価から、光輝材7の配向角θが120°〜180°の範囲では、光輝感が保たれ、ウエルドラインが薄く目立たないことが分かった。本実施例では、図8に示すように、円環状の射出成形品の会合部6において直径方向に垂直な面を切断して、その切断面3dを観察することにより光輝材7の配向角θを確認した。
【0024】
(5)結果
図9に評価結果をまとめた。
(5−1)樹脂溜まり部5の容積(実施例1〜3、比較例1、2)
会合部6での光輝材7の配向の乱れを緩和させるためには、十分な量の溶融樹脂が樹脂溜まり部5、5に流れ込む必要がある。その一方で、材料ロスや金型構造の点からは、樹脂溜まり部5の容積はできるだけ小さくすることが望ましい。実施例1〜3では、一つの樹脂溜まり部5の容積をそれぞれ0.2[cm3]、0.6[cm3]、23[cm3]としている。また、比較例1、2では、一つの樹脂溜まり部5の容積[cm3]をそれぞれ0[cm3](すなわち樹脂溜まり部なし)、0.1[cm3]としている。
【0025】
図10(a)に実施例2において切断面3dを撮影した写真を、図10(b)に比較例1において切断面3Dを撮影した写真を示す。図10(b)に示す写真では、光輝材7の配向角θが小さい、すなわち上面3aに対して垂直に近いものが多いことがわかる。それに対して、図10(a)に示す写真では、光輝材7の配向の乱れが緩和され、光輝材7の配向角θが大きくなっている。なお、図10の上部が射出成形品の意匠面である。
【0026】
図9に示すように、一つの樹脂溜まり部5の容積が0.2[cm3]以上であれば光輝材7の配向角θが120°以上となり、光輝感が保たれ、ウエルドラインが薄く目立たなかった。なお、一つの樹脂溜まり部5の容積が0.6[cm3]を超えてからは、配向角θに大きな差異は見られなかった。これより、本実施例のように会合部6におけるキャビティ3の断面積が0.15[cm2]の場合、各側面3b、3bで0.2[cm3]以上の溶融樹脂を逃がすのが好適であることが分かった。
【0027】
製品形状により、会合部6におけるキャビティ3の断面積が大きくなる場合は、より多くの溶融樹脂を逃がす必要がある。実施例1〜3を参照すれば、一つの樹脂溜まり部5の容積を、会合部6におけるキャビティ3の断面積の数値に対して1.4倍以上の数値とすれば、光輝材7の配向の乱れを緩和し、ウエルドラインの発生による外観不良を抑制することができる。
【0028】
(5−2)樹脂溜まり部5の位置(実施例4、5、比較例3〜5)
既述したが、上面3aの表層付近で、図3(b)、(c)の矢印Xに示した上面3aに水平な流れを生じさせるのが望ましく、樹脂溜まり部5をキャビティ3の側面に接続する位置は上面3aに近い方が好適である。その一方で、成形後に樹脂溜まり部構造をカットする場合、後加工によるバリ等の外観不良が懸念される。実施例4、5では、樹脂溜まり部5と上面3aとの距離yをそれぞれ0.1[mm]、0.2[mm]としている。また、比較例3〜5では、樹脂溜まり部5と上面3aとの距離y[mm]をそれぞれ0.3[mm]、0.5[mm]、0.75[mm]としている。なお、実施例4、5及び比較例3〜5では、一つの樹脂溜まり部5の容積はいずれも0.6[cm3]である。
【0029】
図9に示すように、樹脂溜まり部5と上面3aとの距離yが0.3[mm]以上では光輝材7の配向角θが120°を下回り、光輝感が失われ、ウエルドラインは濃くなった。これより、本実施例のように板厚が3[mm]の場合、樹脂溜まり部5と上面3aとの距離yを板厚の10%より小さくするのが好適であることが分かった。
【0030】
上記実施形態では、キャビティ3が横断面矩形状を呈する例を説明したが、キャビティ3が側面を持たないような場合にも本発明は適用可能である。図11(a)〜(c)に示すように、キャビティ3の横断面において、射出成形品の意匠面を構成する上面3aが円弧状をなし、底面3cとつながるような形状も考えられる。この場合は、上面3aとつながる底面3cに樹脂溜まり部5、5を接続することで、同様の効果が得られる。なお、樹脂溜まり部5、5は必ずしも底面に接する必要はなく、底面にウエルドラインが発生しても問題ない場合は、樹脂溜まり部を底面から離して設置することは可能である。
【0031】
ウエルドラインは、線状の模様として見えるだけでなく、表面が凹凸になる場合がある。そのため、めっき加工がなされた樹脂部品では、めっき上にウエルドラインが現れることがある。本発明は、めっき樹脂部品の外観不良の改善にも有効である。
【0032】
以上、本発明を種々の実施形態と共に説明したが、本発明はこれらの実施形態にのみ限定されるものではなく、本発明の範囲内で変更等が可能である。上記実施形態のようにキャビティ3が円環状で、断面積が一定である場合、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合することは明らかであるが、キャビティ3の形状によっては、例えば樹脂流動解析ソフトウェアを用いて会合部6を把握しておき、その会合部6の両側に樹脂溜まり部5、5を配置する等すればよい。
【符号の説明】
【0033】
1、2:金型、3:キャビティ、3a:上面、3b:側面、3c:底面、4:サイドゲート、5:樹脂溜まり部、6:会合部、7:光輝材
【特許請求の範囲】
【請求項1】
キャビティ内で溶融樹脂が会合する射出成形用金型であって、
前記キャビティには、溶融樹脂が会合する位置の両側で、溶融樹脂の一部が流れ込む樹脂溜まり部が接続することを特徴とする射出成形用金型。
【請求項2】
前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる両側面とを有する横断面形状を呈し、
一方の前記樹脂溜まり部は一方の前記側面に、他方の前記樹脂溜まり部は他方の前記側面に接続することを特徴とする請求項1に記載の射出成形用金型。
【請求項3】
前記樹脂溜まり部は前記面から離れた位置で前記側面に接続することを特徴とする請求項2に記載の射出成形用金型。
【請求項4】
前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる底面とを有する横断面形状を呈することを特徴とする請求項1に記載の射出成形用金型。
【請求項5】
前記キャビティは平面視で環状を呈することを特徴とする請求項1乃至4のいずれか1項に記載の射出成形用金型。
【請求項1】
キャビティ内で溶融樹脂が会合する射出成形用金型であって、
前記キャビティには、溶融樹脂が会合する位置の両側で、溶融樹脂の一部が流れ込む樹脂溜まり部が接続することを特徴とする射出成形用金型。
【請求項2】
前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる両側面とを有する横断面形状を呈し、
一方の前記樹脂溜まり部は一方の前記側面に、他方の前記樹脂溜まり部は他方の前記側面に接続することを特徴とする請求項1に記載の射出成形用金型。
【請求項3】
前記樹脂溜まり部は前記面から離れた位置で前記側面に接続することを特徴とする請求項2に記載の射出成形用金型。
【請求項4】
前記キャビティは、射出成形品の意匠面を構成する面と、前記面につながる底面とを有する横断面形状を呈することを特徴とする請求項1に記載の射出成形用金型。
【請求項5】
前記キャビティは平面視で環状を呈することを特徴とする請求項1乃至4のいずれか1項に記載の射出成形用金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図11】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図11】
【図10】
【公開番号】特開2012−223977(P2012−223977A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−93362(P2011−93362)
【出願日】平成23年4月19日(2011.4.19)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月19日(2011.4.19)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]