
射出成形用金型
【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形用金型、特に、射出ノズルから射出された溶融樹脂材料を分岐して複数のキャビティへと同時に供給する射出成形用金型に関する。
【背景技術】
【0002】
従来から、溶融樹脂を材料とした成形業界では、生産効率を向上するために、所謂ハイサイクル化や多数個取りによる生産能力の増強が検討されている。
【0003】
一般的に、ハイサイクル化は、1成形サイクルにおける一部の工程の同時動作を除き、成形品の出来栄えに大きく影響することから、劇的な生産効率の向上は望めないのが実情であった。
【0004】
一方、成形品の取り数を増やす多数個取りでは、実質的な生産効率の向上が1成形サイクルにおける成形品の取り個数に比例することから、大幅な生産効率の向上を期待することができるものの、溶融樹脂材料を均等に供給するためのゲートバランスや流路形状等の設定に工夫が必要となる。
例えば、多数個取りの射出成形金型において、分岐前の共通流路から分岐部を経由して分岐流路(ホットランナー)へと溶融樹脂材料を供給するものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平07−037617号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した射出成形用金型にあっては、共通流路から溶融樹脂材料を分岐すると、分岐部で溶融樹脂材料の流れに停滞や配向が発生してしまい易く、この際の溶融樹脂材料の流れの履歴がそのまま成形品の一筋状の欠陥として残ってしまい、製品の外観上の見栄えを損なったり、機械強度を損ねてしまうという問題が生じていた。
【0007】
また、多数個取りした成形品がブロー成形用のプリフォームであった場合には、次工程のブロー成形の段階で成形品に破裂が発生し易くなったり、破裂に至らないとしても延伸不良で一筋状の外観的欠陥を生じるという問題が生じていた。
【0008】
したがって、多数個取り構造の射出成形用金型で成形される成形品には、例えば、見栄えや強度に対して、溶融樹脂材料の流れの履歴に起因する欠陥を不問とする製品に適用せざるを得ず、汎用性に劣るという問題が生じていた。また、見栄えや強度に対してシビアな製品やブロー成形用のプリフォームの場合には、依然として1個取り構造を採用せざるを得ず、ハイサイクル化を含む生産効率の向上への限界要因となっていた。
【0009】
さらに、多数個取りのために複数の射出装置を用いた場合には、装置全体の大型化やコストの高騰の要因となるため、費用対効果の観点で問題が生じていた。
【0010】
そこで、本発明は、多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の射出成形用金型は、溶融樹脂材料を射出する射出ノズルが接続されるホットスプルと、該ホットスプルに射出された溶融樹脂材料が通過するホットランナーと、該ホットランナーに接続されたキャビティと、を備え、前記ホットランナーの中途部を分岐して複数の前記キャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型において、前記ホットスプルは、前記射出ノズルの接続部分としての開口部を形成するスプルブッシュと、該開口部に形成されて前記射出ノズルから射出された溶融樹脂材料を前記ホットランナーの分岐数と同数に分流する分岐口と、該分岐口で分流した溶融樹脂材料を前記複数のホットランナーの各々に対応付けして供給する分岐通路と、を備えていることを特徴とする。
【0012】
このような構成によれば、複数のホットランナーに対応付けして溶融樹脂材料を分岐して供給することが可能となり、ブロー成形用のプリフォームを含めた成形品に、溶融樹脂材料の流れの履歴に起因する一筋状の欠陥を発生し難くすることができ、成形品の外観上の見栄えや強度を向上し得て、多数個取りによる生産効率の向上に貢献することができる。また、成形品としてブロー成形用のプリフォームに適用した場合には、ブロー成形時の破裂の発生を抑制することができ、生産効率の向上に貢献することができる。
【0013】
また、本発明の射出成形用金型は、前記分岐口と前記分岐通路が、前記ホットスプルと別体で形成された分岐部材を前記ホットスプルの内部に挿入することにより形成されていることを特徴とする。
【0014】
このような構成によれば、既存のホットスプルに分岐部材を挿入することにより分岐口と分岐通路とを形成することができる。
【0015】
さらに、本発明の射出成形金型は、前記複数のキャビティの各々に形成される成形品がブロー成形用のプリフォームであることを特徴とする。
【0016】
このような構成によれば、分岐口と分岐通路とによって分岐された溶融樹脂材料によりブロー成形用のプリフォームを成形品として成形することができる。
【発明の効果】
【0017】
本発明の射出成形用金型は、多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる。
【図面の簡単な説明】
【0018】
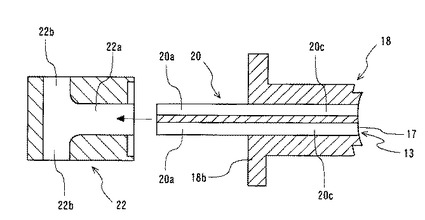
【図1】本発明の一実施形態に係る射出成形用金型の要部の断面図である。
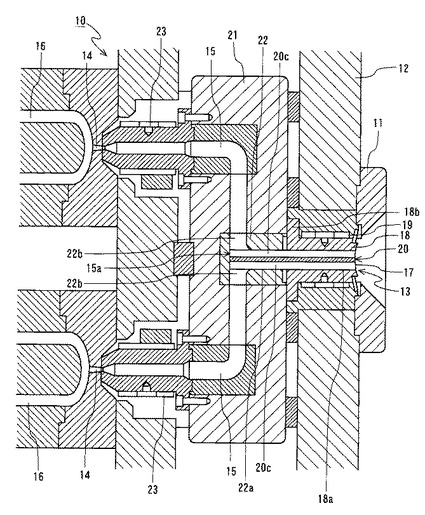
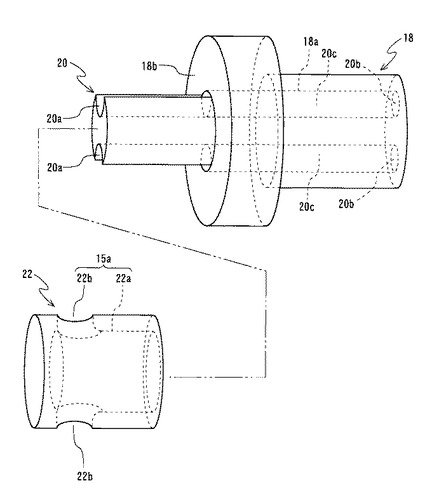
【図2】本発明の一実施形態の射出成形用金型の要部の分解斜視図である。
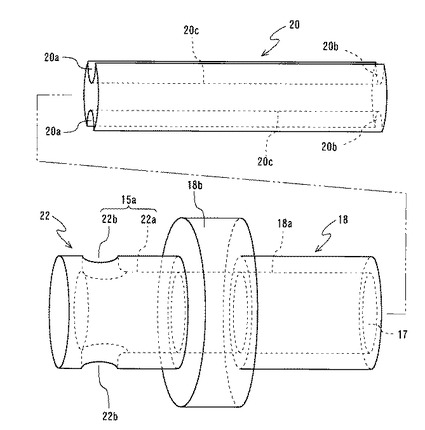
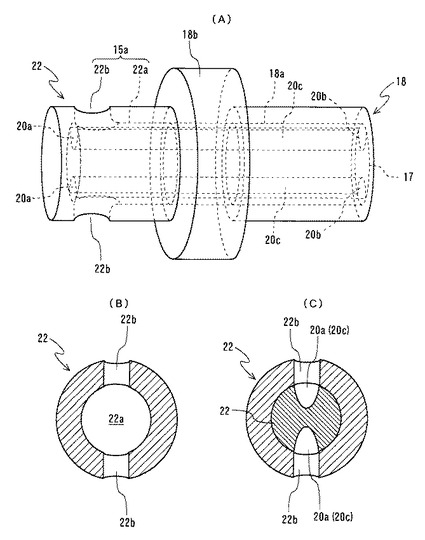
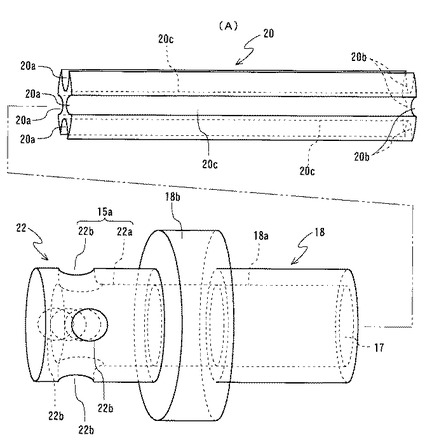
【図3】本発明の一実施形態の射出成形用金型の要部を示し、(A)は要部の斜視図、(B)は分岐部材を挿入する前の分岐ブッシュの断面図、(C)は分岐部材を挿入した状態の分岐ブッシュの断面図である。
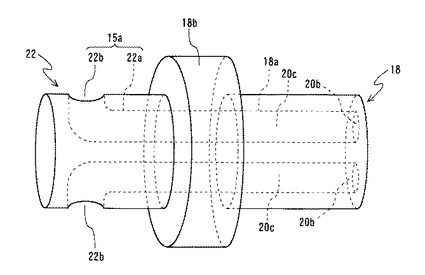
【図4】本発明の一実施形態の射出成形用金型に適用される実施例2における要部の分解斜視図である。
【図5】本発明の一実施形態の射出成形用金型に適用される実施例2における要部の断面図である。
【図6】本発明の一実施形態の射出成形用金型に適用される実施例3における要部の斜視図である。
【図7】本発明の一実施形態の射出成形用金型に適用される実施例4における要部の分解斜視図である。
【図8】本発明の一実施形態の射出成形用金型に適用される実施例4における要部の背面図である。
【発明を実施するための形態】
【0019】
次に、本発明の一実施形態に係る射出成形用金型について、図面を参照して説明する。尚、以下に示す実施例は本発明の射出成形用金型における好適な具体例であり、技術的に好ましい種々の限定を付している場合もあるが、本発明の技術範囲は、特に本発明を限定する記載がない限り、これらの態様に限定されるものではない。また、以下に示す実施形態における構成要素は適宜、既存の構成要素等との置き換えが可能であり、かつ、他の既存の構成要素との組合せを含む様々なバリエーションが可能である。したがって、以下に示す実施形態の記載をもって、特許請求の範囲に記載された発明の内容を限定するものではない。
【0020】
図1は本発明の一実施形態に係る射出成形用金型の要部の断面図、図2は本発明の一実施形態の射出成形用金型に適用される分岐部材の分解斜視図、図3は本発明の一実施形態の射出成形用金型に適用される実施例2における分岐部材の斜視図、図4は本発明の一実施形態の射出成形用金型に適用される実施例3における分岐部材の斜視図である。
【0021】
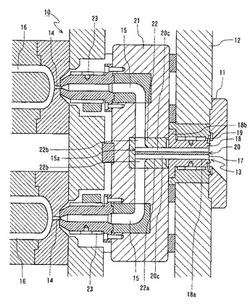
図1において、射出成形金型10は、図示を略する射出成形装置(溶融樹脂材料の射出装置)の射出ノズルと射出成形金型10との軸芯合わせ(位置決め)用のロケートリング11と、ロケートリング11よりも溶融樹脂材料の供給方向下流側に配置されて型取付板12に保持されたホットスプル13と、ホットスプル13を経由した溶融樹脂材料を供給方向最下流のゲート14へと導くホットランナー15と、ゲート14から供給された溶融樹脂材料によりプリフォーム等の成形品を形成するキャビティ16と、を備えている。
【0022】
ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、スプルブッシュ18の外周に設けられて溶融樹脂材料の温度を維持するための温調手段を構成するヒータ19と、スプルブッシュ18の内部に配置された分岐部材20と、を備えている。
【0023】
ホットランナー15は、その中途部が分岐部15aとして分岐されている。本実施の形態では、図示上下の2方向に分岐され、その分岐された各ホットランナー(分岐流路)15にキャビティ16が設けられている。
【0024】
スプルブッシュ18のスプル穴18aは、本実施の形態では、射出ノズルが当接するスプルブッシュ18の開口部17からホットランナー15の分岐部15aに至る経路の少なくとも一部を共通流路として構成している。本実施の形態では、分岐部15aは、型取付板12に固定された分岐ブロック板21に嵌め込まれてスプル穴18aと同軸のスプル穴22a並びにスプル穴22aとホットランナー15とを連通する一対の分岐穴22bとを一体に有する分岐ブッシュ22によって形成されている。また、開口部17から分岐部15aに至る上流側はスプル穴18aとスプル穴22aとが同軸上で連通しており、しかも溶融樹脂材料の流れと直交する断面積が同一とされている。また、本実施の形態においては、分岐部材20は、スプル穴18aとスプル穴22aとに挿入されて、射出ノズルから射出された溶融樹脂材料の共通流路である開口部17から分岐部15aに至る流路長に跨って配置されている。なお、本実施の形態においては、スプルブッシュ18は、環状の取付フランジ18bによって分岐ブロック板21に固定されている。また、分岐ブッシュ22は分岐ブロック板21に埋設されている。
【0025】
この際、分岐ブッシュ22は、図3(B)に示すように、略円筒形状に形成された金属ブロック体の軸線上にスプル穴22aを形成すると共に、ホットランナー15の数(本実施の形態では2箇所)に応じて軸線から放射状(均等)に分岐穴22bを形成している。また、図3(A)に示すように、先端がスプル穴22aの底部(図示左端)に突き当たるように分岐部材20を開口部17から挿入した際には、図3(C)に示すように、凹嵌部22aと分岐穴22bとを一致させることで分岐通路20cの下流側が形成される。
【0026】
ヒータ19は、射出ノズルタッチ部からスプル穴18aを内包するスプルブッシュ18の外周面に配置されてスプル穴18a内を通過する溶融樹脂材料を加熱する。尚、ヒータ19と同様の第二のヒータ23をゲート14の近傍に配置しても良い。尚、各ヒータ19,23の温度は温度検知センサの検知温度に応じて制御される。また、図示では省略するが、分岐通路20cは、例えば、分岐部材20の内部に配置されたヒートパイプや温調配管等の温調手段により溶融樹脂材料の温度が維持されている。
【0027】
分岐部材20は、その最大外径がスプル穴18a,22aの内径と同径とされ、軸線方向に沿って伸びる一対の凹嵌部20aにより、その最上流端(図3(A)の図示右端)に開口部17と協働して一対の分岐口20bを構成し、その中途部から最下流端(図3(A)の図示左端付近)に至る部分ではスプル穴18a,22a及び分岐穴22bと協働して分岐通路20cを構成している。
【0028】
この際、凹嵌部20aは、複数のキャビティ16及びホットランナー15における溶融樹脂材料の供給条件(容積や流路長など)が同一である場合、分岐口20b並びに分岐通路20cの溶融樹脂材料の流れと直交する断面積並びに流路長は同一であるのが好ましい。
【0029】
上記の構成において、射出ノズルから射出された溶融樹脂材料は、開口部17で分岐口20bにより分岐され、そのまま分岐通路20c(スプル穴18a,22aと分岐穴22b)を経由して分岐部15aに至り、図示上下に分岐されて分岐穴22bと連通する各ホットランナー15からゲート14を通過してキャビティ16に共有される。
【0030】
この際、溶融樹脂材料は、外側は十分に加熱されているが、内側は十分に加熱し難い。そこで、分岐口20bから直線状に伸長された分岐通路20cを経由して分岐部15aに至る全長で分岐された溶融樹脂材料がヒータ19により加熱されたスプルブッシュ(分岐部材)により加熱することで、溶融樹脂材料の内側が分岐により外側となってスプルブッシュ(分岐部材)に接すると共に、分岐後のホットランナー15並びにキャビティ16の数に対応して分岐しているため、溶融樹脂材料の流れに停滞や配向が発生し難く、流路全体にわたって十分に加熱されるので、欠陥等が発生することを抑制することができる。
【0031】
図4及び図5は、本発明の射出成形金型10の変形例(実施例2)を示し、上述した分岐部材20がスプルブッシュ18に一体に形成されたものである。なお、図2に示した分岐部材20をスプル穴18aに挿入した状態は、図4に示した状態と見掛け上は同一となる。なお、図4及び図5において、上記実施の形態と同一の構成又は機能的に同一の構成には同一の符号を付してその説明を省略する。
【0032】
図6は、本発明の射出成形金型10の他の変形例(実施例3)を示し、スプルブッシュ18のスプル穴18aをそのまま分岐通路20cとして一体に形成したものである。なお、図6において、上記実施の形態と同一の構成又は機能的に同一の構成には、同一の符号を付してその説明を省略する。
【0033】
このような構成としても、上述した実施の形態と同様の作用効果を実現することができる。また、凹嵌部20aは、例えば、図7及び図8に示すように、その数をホットランナー15の数に応じて形成することができることは勿論である。
【0034】
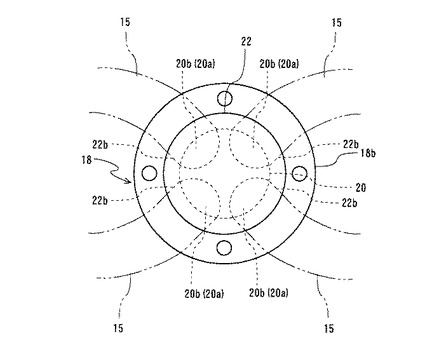
図7及び図8は、本発明の射出成形金型10の変形例(実施例4)を示し、上記各実施の形態では、分岐通路20cが二箇所の場合を示したが、図7及び図8に示すように、その数は、ホットランナー15の数に応じて三箇所以上(図示例では四箇所)の構成とすることができる。この際、凹嵌部20a及び分岐穴22bは軸線を中心として外周側に放射状に開放すると共に均等に配置するのが好ましい。なお、図7及び図8において、上記実施の形態と同一の構成又は機能的に同一の構成には、同一の符号を付してその説明を省略する。
【符号の説明】
【0035】
10…射出成形金型
11…ロケートリング
12…型取付板
13…ホットスプル
14…ゲート
15…ホットランナー
15a…分岐部
16…キャビティ
17…開口部
18…スプルブッシュ
18a…スプル穴
18b…取付フランジ
19…ヒータ
20…分岐部材
20a…凹嵌部
20b…分岐口
20c…分岐通路
21…分岐ブロック板
22…分岐ブッシュ
22a…スプル穴
22b…分岐穴
23…ヒータ
【技術分野】
【0001】
本発明は、射出成形用金型、特に、射出ノズルから射出された溶融樹脂材料を分岐して複数のキャビティへと同時に供給する射出成形用金型に関する。
【背景技術】
【0002】
従来から、溶融樹脂を材料とした成形業界では、生産効率を向上するために、所謂ハイサイクル化や多数個取りによる生産能力の増強が検討されている。
【0003】
一般的に、ハイサイクル化は、1成形サイクルにおける一部の工程の同時動作を除き、成形品の出来栄えに大きく影響することから、劇的な生産効率の向上は望めないのが実情であった。
【0004】
一方、成形品の取り数を増やす多数個取りでは、実質的な生産効率の向上が1成形サイクルにおける成形品の取り個数に比例することから、大幅な生産効率の向上を期待することができるものの、溶融樹脂材料を均等に供給するためのゲートバランスや流路形状等の設定に工夫が必要となる。
例えば、多数個取りの射出成形金型において、分岐前の共通流路から分岐部を経由して分岐流路(ホットランナー)へと溶融樹脂材料を供給するものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平07−037617号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した射出成形用金型にあっては、共通流路から溶融樹脂材料を分岐すると、分岐部で溶融樹脂材料の流れに停滞や配向が発生してしまい易く、この際の溶融樹脂材料の流れの履歴がそのまま成形品の一筋状の欠陥として残ってしまい、製品の外観上の見栄えを損なったり、機械強度を損ねてしまうという問題が生じていた。
【0007】
また、多数個取りした成形品がブロー成形用のプリフォームであった場合には、次工程のブロー成形の段階で成形品に破裂が発生し易くなったり、破裂に至らないとしても延伸不良で一筋状の外観的欠陥を生じるという問題が生じていた。
【0008】
したがって、多数個取り構造の射出成形用金型で成形される成形品には、例えば、見栄えや強度に対して、溶融樹脂材料の流れの履歴に起因する欠陥を不問とする製品に適用せざるを得ず、汎用性に劣るという問題が生じていた。また、見栄えや強度に対してシビアな製品やブロー成形用のプリフォームの場合には、依然として1個取り構造を採用せざるを得ず、ハイサイクル化を含む生産効率の向上への限界要因となっていた。
【0009】
さらに、多数個取りのために複数の射出装置を用いた場合には、装置全体の大型化やコストの高騰の要因となるため、費用対効果の観点で問題が生じていた。
【0010】
そこで、本発明は、多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の射出成形用金型は、溶融樹脂材料を射出する射出ノズルが接続されるホットスプルと、該ホットスプルに射出された溶融樹脂材料が通過するホットランナーと、該ホットランナーに接続されたキャビティと、を備え、前記ホットランナーの中途部を分岐して複数の前記キャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型において、前記ホットスプルは、前記射出ノズルの接続部分としての開口部を形成するスプルブッシュと、該開口部に形成されて前記射出ノズルから射出された溶融樹脂材料を前記ホットランナーの分岐数と同数に分流する分岐口と、該分岐口で分流した溶融樹脂材料を前記複数のホットランナーの各々に対応付けして供給する分岐通路と、を備えていることを特徴とする。
【0012】
このような構成によれば、複数のホットランナーに対応付けして溶融樹脂材料を分岐して供給することが可能となり、ブロー成形用のプリフォームを含めた成形品に、溶融樹脂材料の流れの履歴に起因する一筋状の欠陥を発生し難くすることができ、成形品の外観上の見栄えや強度を向上し得て、多数個取りによる生産効率の向上に貢献することができる。また、成形品としてブロー成形用のプリフォームに適用した場合には、ブロー成形時の破裂の発生を抑制することができ、生産効率の向上に貢献することができる。
【0013】
また、本発明の射出成形用金型は、前記分岐口と前記分岐通路が、前記ホットスプルと別体で形成された分岐部材を前記ホットスプルの内部に挿入することにより形成されていることを特徴とする。
【0014】
このような構成によれば、既存のホットスプルに分岐部材を挿入することにより分岐口と分岐通路とを形成することができる。
【0015】
さらに、本発明の射出成形金型は、前記複数のキャビティの各々に形成される成形品がブロー成形用のプリフォームであることを特徴とする。
【0016】
このような構成によれば、分岐口と分岐通路とによって分岐された溶融樹脂材料によりブロー成形用のプリフォームを成形品として成形することができる。
【発明の効果】
【0017】
本発明の射出成形用金型は、多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態に係る射出成形用金型の要部の断面図である。
【図2】本発明の一実施形態の射出成形用金型の要部の分解斜視図である。
【図3】本発明の一実施形態の射出成形用金型の要部を示し、(A)は要部の斜視図、(B)は分岐部材を挿入する前の分岐ブッシュの断面図、(C)は分岐部材を挿入した状態の分岐ブッシュの断面図である。
【図4】本発明の一実施形態の射出成形用金型に適用される実施例2における要部の分解斜視図である。
【図5】本発明の一実施形態の射出成形用金型に適用される実施例2における要部の断面図である。
【図6】本発明の一実施形態の射出成形用金型に適用される実施例3における要部の斜視図である。
【図7】本発明の一実施形態の射出成形用金型に適用される実施例4における要部の分解斜視図である。
【図8】本発明の一実施形態の射出成形用金型に適用される実施例4における要部の背面図である。
【発明を実施するための形態】
【0019】
次に、本発明の一実施形態に係る射出成形用金型について、図面を参照して説明する。尚、以下に示す実施例は本発明の射出成形用金型における好適な具体例であり、技術的に好ましい種々の限定を付している場合もあるが、本発明の技術範囲は、特に本発明を限定する記載がない限り、これらの態様に限定されるものではない。また、以下に示す実施形態における構成要素は適宜、既存の構成要素等との置き換えが可能であり、かつ、他の既存の構成要素との組合せを含む様々なバリエーションが可能である。したがって、以下に示す実施形態の記載をもって、特許請求の範囲に記載された発明の内容を限定するものではない。
【0020】
図1は本発明の一実施形態に係る射出成形用金型の要部の断面図、図2は本発明の一実施形態の射出成形用金型に適用される分岐部材の分解斜視図、図3は本発明の一実施形態の射出成形用金型に適用される実施例2における分岐部材の斜視図、図4は本発明の一実施形態の射出成形用金型に適用される実施例3における分岐部材の斜視図である。
【0021】
図1において、射出成形金型10は、図示を略する射出成形装置(溶融樹脂材料の射出装置)の射出ノズルと射出成形金型10との軸芯合わせ(位置決め)用のロケートリング11と、ロケートリング11よりも溶融樹脂材料の供給方向下流側に配置されて型取付板12に保持されたホットスプル13と、ホットスプル13を経由した溶融樹脂材料を供給方向最下流のゲート14へと導くホットランナー15と、ゲート14から供給された溶融樹脂材料によりプリフォーム等の成形品を形成するキャビティ16と、を備えている。
【0022】
ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、スプルブッシュ18の外周に設けられて溶融樹脂材料の温度を維持するための温調手段を構成するヒータ19と、スプルブッシュ18の内部に配置された分岐部材20と、を備えている。
【0023】
ホットランナー15は、その中途部が分岐部15aとして分岐されている。本実施の形態では、図示上下の2方向に分岐され、その分岐された各ホットランナー(分岐流路)15にキャビティ16が設けられている。
【0024】
スプルブッシュ18のスプル穴18aは、本実施の形態では、射出ノズルが当接するスプルブッシュ18の開口部17からホットランナー15の分岐部15aに至る経路の少なくとも一部を共通流路として構成している。本実施の形態では、分岐部15aは、型取付板12に固定された分岐ブロック板21に嵌め込まれてスプル穴18aと同軸のスプル穴22a並びにスプル穴22aとホットランナー15とを連通する一対の分岐穴22bとを一体に有する分岐ブッシュ22によって形成されている。また、開口部17から分岐部15aに至る上流側はスプル穴18aとスプル穴22aとが同軸上で連通しており、しかも溶融樹脂材料の流れと直交する断面積が同一とされている。また、本実施の形態においては、分岐部材20は、スプル穴18aとスプル穴22aとに挿入されて、射出ノズルから射出された溶融樹脂材料の共通流路である開口部17から分岐部15aに至る流路長に跨って配置されている。なお、本実施の形態においては、スプルブッシュ18は、環状の取付フランジ18bによって分岐ブロック板21に固定されている。また、分岐ブッシュ22は分岐ブロック板21に埋設されている。
【0025】
この際、分岐ブッシュ22は、図3(B)に示すように、略円筒形状に形成された金属ブロック体の軸線上にスプル穴22aを形成すると共に、ホットランナー15の数(本実施の形態では2箇所)に応じて軸線から放射状(均等)に分岐穴22bを形成している。また、図3(A)に示すように、先端がスプル穴22aの底部(図示左端)に突き当たるように分岐部材20を開口部17から挿入した際には、図3(C)に示すように、凹嵌部22aと分岐穴22bとを一致させることで分岐通路20cの下流側が形成される。
【0026】
ヒータ19は、射出ノズルタッチ部からスプル穴18aを内包するスプルブッシュ18の外周面に配置されてスプル穴18a内を通過する溶融樹脂材料を加熱する。尚、ヒータ19と同様の第二のヒータ23をゲート14の近傍に配置しても良い。尚、各ヒータ19,23の温度は温度検知センサの検知温度に応じて制御される。また、図示では省略するが、分岐通路20cは、例えば、分岐部材20の内部に配置されたヒートパイプや温調配管等の温調手段により溶融樹脂材料の温度が維持されている。
【0027】
分岐部材20は、その最大外径がスプル穴18a,22aの内径と同径とされ、軸線方向に沿って伸びる一対の凹嵌部20aにより、その最上流端(図3(A)の図示右端)に開口部17と協働して一対の分岐口20bを構成し、その中途部から最下流端(図3(A)の図示左端付近)に至る部分ではスプル穴18a,22a及び分岐穴22bと協働して分岐通路20cを構成している。
【0028】
この際、凹嵌部20aは、複数のキャビティ16及びホットランナー15における溶融樹脂材料の供給条件(容積や流路長など)が同一である場合、分岐口20b並びに分岐通路20cの溶融樹脂材料の流れと直交する断面積並びに流路長は同一であるのが好ましい。
【0029】
上記の構成において、射出ノズルから射出された溶融樹脂材料は、開口部17で分岐口20bにより分岐され、そのまま分岐通路20c(スプル穴18a,22aと分岐穴22b)を経由して分岐部15aに至り、図示上下に分岐されて分岐穴22bと連通する各ホットランナー15からゲート14を通過してキャビティ16に共有される。
【0030】
この際、溶融樹脂材料は、外側は十分に加熱されているが、内側は十分に加熱し難い。そこで、分岐口20bから直線状に伸長された分岐通路20cを経由して分岐部15aに至る全長で分岐された溶融樹脂材料がヒータ19により加熱されたスプルブッシュ(分岐部材)により加熱することで、溶融樹脂材料の内側が分岐により外側となってスプルブッシュ(分岐部材)に接すると共に、分岐後のホットランナー15並びにキャビティ16の数に対応して分岐しているため、溶融樹脂材料の流れに停滞や配向が発生し難く、流路全体にわたって十分に加熱されるので、欠陥等が発生することを抑制することができる。
【0031】
図4及び図5は、本発明の射出成形金型10の変形例(実施例2)を示し、上述した分岐部材20がスプルブッシュ18に一体に形成されたものである。なお、図2に示した分岐部材20をスプル穴18aに挿入した状態は、図4に示した状態と見掛け上は同一となる。なお、図4及び図5において、上記実施の形態と同一の構成又は機能的に同一の構成には同一の符号を付してその説明を省略する。
【0032】
図6は、本発明の射出成形金型10の他の変形例(実施例3)を示し、スプルブッシュ18のスプル穴18aをそのまま分岐通路20cとして一体に形成したものである。なお、図6において、上記実施の形態と同一の構成又は機能的に同一の構成には、同一の符号を付してその説明を省略する。
【0033】
このような構成としても、上述した実施の形態と同様の作用効果を実現することができる。また、凹嵌部20aは、例えば、図7及び図8に示すように、その数をホットランナー15の数に応じて形成することができることは勿論である。
【0034】
図7及び図8は、本発明の射出成形金型10の変形例(実施例4)を示し、上記各実施の形態では、分岐通路20cが二箇所の場合を示したが、図7及び図8に示すように、その数は、ホットランナー15の数に応じて三箇所以上(図示例では四箇所)の構成とすることができる。この際、凹嵌部20a及び分岐穴22bは軸線を中心として外周側に放射状に開放すると共に均等に配置するのが好ましい。なお、図7及び図8において、上記実施の形態と同一の構成又は機能的に同一の構成には、同一の符号を付してその説明を省略する。
【符号の説明】
【0035】
10…射出成形金型
11…ロケートリング
12…型取付板
13…ホットスプル
14…ゲート
15…ホットランナー
15a…分岐部
16…キャビティ
17…開口部
18…スプルブッシュ
18a…スプル穴
18b…取付フランジ
19…ヒータ
20…分岐部材
20a…凹嵌部
20b…分岐口
20c…分岐通路
21…分岐ブロック板
22…分岐ブッシュ
22a…スプル穴
22b…分岐穴
23…ヒータ
【特許請求の範囲】
【請求項1】
溶融樹脂材料を射出する射出ノズルが接続されるホットスプルと、該ホットスプルに射出された溶融樹脂材料が通過するホットランナーと、該ホットランナーに接続されたキャビティと、を備え、前記ホットランナーの中途部を分岐して複数の前記キャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型において、
前記ホットスプルは、前記射出ノズルの接続部分としての開口部を形成するスプルブッシュと、該開口部に形成されて前記射出ノズルから射出された溶融樹脂材料を前記ホットランナーの分岐数と同数に分流する分岐口と、該分岐口で分流した溶融樹脂材料を前記複数のホットランナーの各々に対応付けして供給する分岐通路と、を備えていることを特徴とする射出成形用金型。
【請求項2】
前記分岐口と前記分岐通路が、前記ホットスプルと別体で形成された分岐部材を前記ホットスプルの内部に挿入することにより形成されていることを特徴とする請求項1に記載の射出成形用金型。
【請求項3】
前記複数のキャビティの各々に形成される成形品がブロー成形用のプリフォームであることを特徴とする請求項1又は請求項2に記載の射出成形用金型。
【請求項1】
溶融樹脂材料を射出する射出ノズルが接続されるホットスプルと、該ホットスプルに射出された溶融樹脂材料が通過するホットランナーと、該ホットランナーに接続されたキャビティと、を備え、前記ホットランナーの中途部を分岐して複数の前記キャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型において、
前記ホットスプルは、前記射出ノズルの接続部分としての開口部を形成するスプルブッシュと、該開口部に形成されて前記射出ノズルから射出された溶融樹脂材料を前記ホットランナーの分岐数と同数に分流する分岐口と、該分岐口で分流した溶融樹脂材料を前記複数のホットランナーの各々に対応付けして供給する分岐通路と、を備えていることを特徴とする射出成形用金型。
【請求項2】
前記分岐口と前記分岐通路が、前記ホットスプルと別体で形成された分岐部材を前記ホットスプルの内部に挿入することにより形成されていることを特徴とする請求項1に記載の射出成形用金型。
【請求項3】
前記複数のキャビティの各々に形成される成形品がブロー成形用のプリフォームであることを特徴とする請求項1又は請求項2に記載の射出成形用金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−95124(P2013−95124A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−243033(P2011−243033)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000227054)日精樹脂工業株式会社 (293)
【出願人】(594082648)株式会社フロンティア (34)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000227054)日精樹脂工業株式会社 (293)
【出願人】(594082648)株式会社フロンティア (34)
【Fターム(参考)】
[ Back to top ]