
射出成形金型及び射出成形方法
【課題】内向き溝状のアンダーカットを環状に備える成形品のアンダーカット処理。
【解決手段】センターコアと、その外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコアと第2のスライドコアを有し、型開きの前半段階でセンターコアを開放スプリングの作用によって後退させ、型開きの後半段階で第1のスライドコアを内側スライドコア方式により内側に移動させ、型開き後に突き出しロッドの作用によって第2のスライドコアを傾斜スライド方式により移動させる。
【解決手段】センターコアと、その外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコアと第2のスライドコアを有し、型開きの前半段階でセンターコアを開放スプリングの作用によって後退させ、型開きの後半段階で第1のスライドコアを内側スライドコア方式により内側に移動させ、型開き後に突き出しロッドの作用によって第2のスライドコアを傾斜スライド方式により移動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内向き溝状のアンダーカットが環状に設けられた成形品を製造するための射出成形金型及び射出成形方法に関する。
【背景技術】
【0002】
成形品の中には、環状のアンダーカットを有するものがある。例えば、曲面形状をした携帯機器やノートパソコン等の筐体は、商品デザインの関係上、ビス止め等の固定方法ができない。従って、商品本体を筐体に嵌め込む固定方法を採用するために、筐体の全周に亘って内向き溝状のアンダーカットが形成されている。このようなアンダーカットの付いた成形品を金型から取り出す場合には、従来の技術として、アンギュラピンでスライドをアンダーカットの内側に移動させる構造がある(特許文献1。)。
【0003】
より具体的に言えば、平面視四角形の平面板の外周に亘ってアンダーカットを有する成形品を製造するための金型として、可動金型が、キャビティと対面するコア入れ子と、コア入れ子の周囲を囲む角部移動ブロックと辺部移動ブロックとを有するものがある。これは、角部移動ブロックと辺部移動ブロックがコアプレートに支えられており、一方、コア入れ子がコアバックプレートに支えられている。そして、型開きした後に、アンダーカットを処理するために、次の(1)、(2)の工程が行われる。
【0004】
(1)まず、シリンダを駆動させる。すると、コアバックプレートに対してコアプレートが上昇し、その結果、角部移動ブロックと辺部移動ブロックがコア入れ子に対して相対的に上昇すると共に、角部移動ブロックと辺部移動ブロックとの内側に、これら移動ブロックの移動用空間ができる。その上、これら移動ブロックがコア入れ子に対して相対的に上昇する際に、この移動用空間に向かって角部移動ブロックはフィンガーピン(アンギュラピン)によって内側に移動するようになっている。
【0005】
(2)次に突き上げロッドでエジェクタプレートを突き上げる。すると、辺部移動ブロックが移動用空間に向かって内側に移動する。その結果、成形品のアンダーカットよりも内側にこれら移動ブロックが全て移動したことになり、成形品を取り出すことができるようになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−94479号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが上述した技術では、アンダーカットを処理するために、型開き後に二つの工程が必要となる。従って、より少ない工程であれば、成形サイクルの短縮が可能となる。
【0008】
その上で、できるだけシリンダを使わずにアンダーカットの処理ができれば、金型のコストも低く抑えることができる。
【0009】
本発明は上記実情を考慮して創作されたもので、その解決課題は少なくとも型開き後にアンダーカットの処理に要する工程を減らせるようにすることである。
【課題を解決するための手段】
【0010】
本発明は、内向き溝状のアンダーカットが環状に設けられた成形品を製造するために、可動金型は、可動側取付板と、可動側取付板の合わせ面側に固定されるスペーサブロックと、スペーサブロックの合わせ面側に固定される受け板と、受け板の合わせ面側中央部に固定されるセンターコアと、受け板の合わせ面側の外周部に前進後退可能に支持される可動側型板と、センターコアの外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコアと第2のスライドコアと、を備え、第1のスライドコアと第2のスライドコアがセンターコアと可動側型板との間の収容空間に嵌め込まれると共にアンダーカットの内側に相当する部分に嵌り込み、可動側取付板と受け板との間に両者の間隔を広げるための開放力を付与する開放手段を備え、可動側型板と受け板との広がる間隔を規制するストップボルトを備え、成形品の硬化後には開放手段によりセンターコアを相対的に後退させ、その後に第1のスライドコア、第2のスライドコアを内側に順番に移動させる射出成形金型を前提とする。
【0011】
そして、開放手段が型開きの前半段階に開放力を付与するものであり、型開きの後半段階に第1のスライドコアを内側スライドコア方式により移動させるために、第1のスライドコアには、アンダーカットよりも外側に突出する係合部を備えると共に、固定金型と第1のスライドコアの係合部との一方にはアンギュラピンを、他方にはアンギュラピンが出入りする嵌合穴をそれぞれ備えることを特徴とする。
【0012】
開放手段はシリンダを用いるものであっても良いが、この場合、型開きの前半段階に受け板と可動側型板との間を広げるようにシリンダを制御しなければならない。このような制御を避け、金型のコストを低く抑えるには、次のようにすることが望ましい。即ち、請求項2の発明のように、開放手段が開放スプリングであることである。
【0013】
また、第2のスライドコアを移動させる方式は、シリンダを用いるものであっても良いが、前述の場合と同様、制御を避け、金型のコストを低く抑えるには、次のようにすることが望ましい。即ち、請求項3の発明のように、第2のスライドコアが傾斜スライド方式により移動させるものである。
【0014】
また、請求項4の発明は、請求項1、2又は3記載の射出成形金型を用いる射出成形方法であって、型開きの前半段階では、可動側型板と受け板の間隔が広がって第1のスライドコアと第2のスライドコアに対して相対的にセンターコアが後退して移動用の空隙を形成し、型開きの後半段階では、アンギュラピンが第1のスライドコアの嵌合穴から抜けながら第1のサイドコアを内側に移動させ、型開き後に第2のスライドコアをアンダーカットよりも内側に移動させることを特徴とするものである。
【発明の効果】
【0015】
本発明によれば、開放手段が開放力を付与することにより、型開きの前半段階で、第1及び第2のスライドコア等に対してセンターコアが相対的に後退し、第1のスライドコアが内側に移動するための移動用空間が形成される。そして、型開きの後半段階で、内側スライドコア方式によって、第1のスライドコアを内側に移動させるものなので、型開き後には、第2のスライドコアのみを移動させればよい。従って、型開き後にアンダーカットの処理に要する工程は、第2のスライドコアを移動させる1つの工程で済み、成形サイクルの短縮が可能となる。
【0016】
また、開放手段が開放スプリングであれば、型開きするだけでその前半段階でセンターコアが後退するので、シリンダを使わないことは勿論、その制御もせずに済むし、金型のコストも低く抑えることができる。
【0017】
第2のスライドコアが傾斜スライド方式により移動させるものであれば、シリンダを使わないことは勿論、その制御もせずに済むし、金型のコストも低く抑えることができる。
【図面の簡単な説明】
【0018】
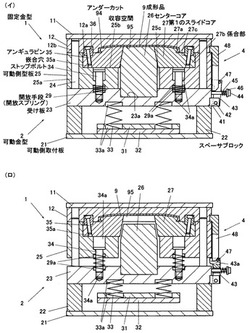
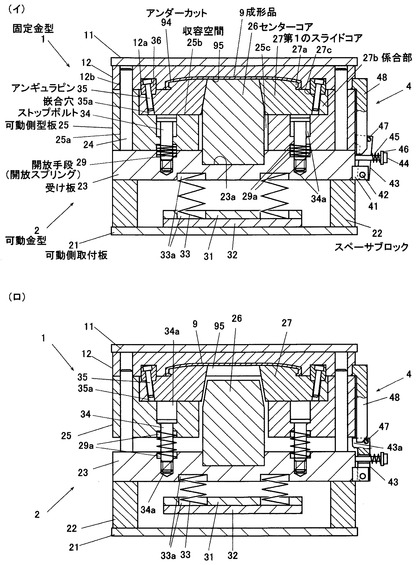
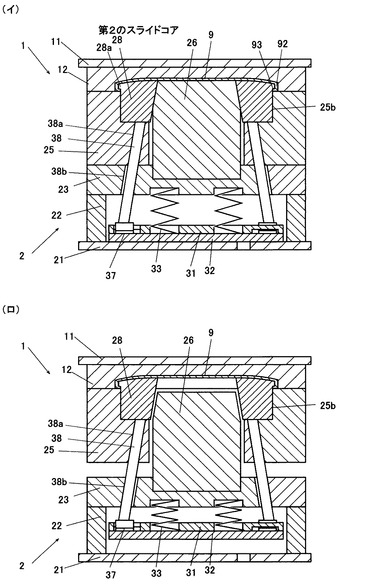
【図1】(イ)(ロ)図は、図3のA−A線断面図であって、型締め状態、型開き前半段階の射出成形金型を示す。
【図2】図3のA−A線断面図であって、型開き後半段階の射出成形金型を示す。
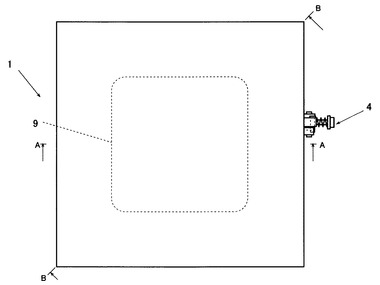
【図3】射出成形金型を固定金型側から視た正面図である。
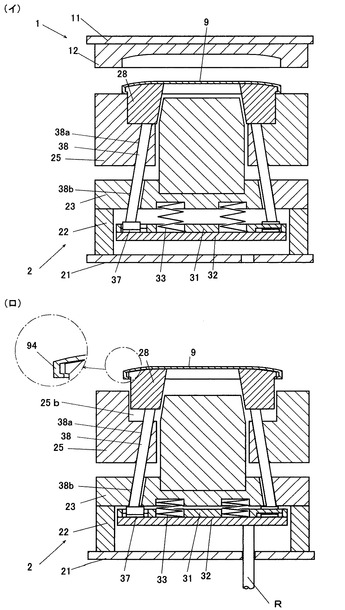
【図4】(イ)(ロ)図は、図3のB−B線断面図であって、型締め状態、型開き前半段階の射出成形金型を示す。
【図5】(イ)(ロ)図は、図3のB−B線断面図であって、型開き後半段階、エジェクタによる突き出し工程の射出成形金型を示す。
【図6】図3のB−B線断面図であって、成形品を取り出した際の射出成形金型を示す。
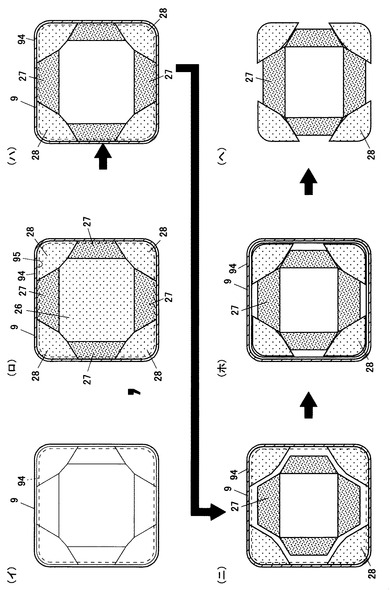
【図7】(イ)〜(へ)図はアンダーカット処理の概要を示すフローチャートである。
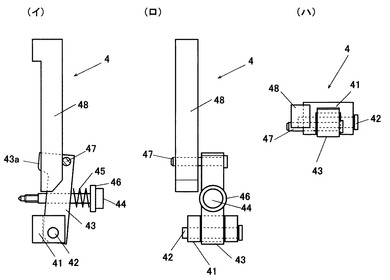
【図8】(イ)(ロ)(ハ)図は、受け板と可動側型板との広げた間隔が狭くなるのを規制するロックユニットを示す正面図、右側面図、平面図である。
【発明を実施するための形態】
【0019】
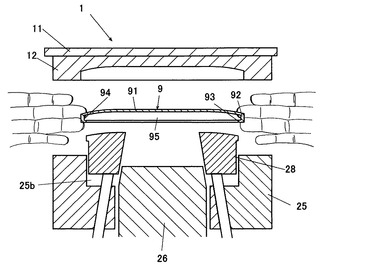
射出成形金型で製造する成形品9は、樹脂に限らずマグネシウム等の金属からなる成形品である。その構造は、図6又は図7(イ)、(ロ)に示すように、平面視四角形の板である本体部91と、本体部91の外周の外縁全周に亘ってその片面側に突出する環状の側部92と、側部92の下端全周から内向きに突出する環状の突部93とを備えている。本体部91の外周縁部と側部92と突部93とによって、内向き溝状のアンダーカット94が環状に形成される。また、本体部91とアンダーカット94とによって、その内側には空洞部95が形成される。
【0020】
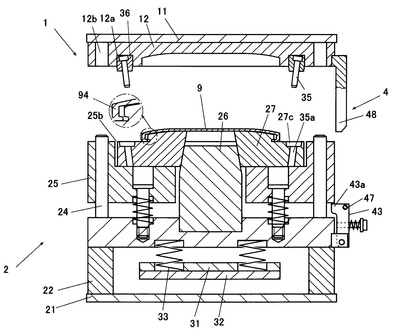
また、射出成形金型は図1に示すように、固定金型1と可動金型2とから構成される。以下、順に詳述するが、便宜上、固定金型1と可動金型2とで形成されるキャビティ側を合わせ面側、反対側を反合わせ面側ということがある。なお、図3は、射出成形金型を固定金型側から視た際における、成形品9の位置関係を示している。
【0021】
固定金型1は図1に示すように、成形機の固定盤にボルトで固定される固定側取付板11と、固定側取付板11の合わせ面に固定される固定側型板12とを備えている。固定側型板12は、キャビティよりも外側にロッキングブロック36の頭部を収容する収容穴12aが形成されている。この収容穴12aに頭部が収容されたままロッキングブロック36は、固定側型板12に対して図示しないボルトによって固定される。このとき、ロッキングブロック36の先部が合わせ面よりも可動金型2側に突出している。なお、固定金型1は、図示しないが、その他にキャビティに連続するゲート、ランナ、スプル等を備えている。
【0022】
可動金型2は、成形機の可動盤にボルトで固定される可動側取付板21と、可動側取付板21の合わせ面側の周囲複数個所に固定されるスペーサブロック22と、これらスペーサブロック22の合わせ面側に固定される受け板23を備えている。受け板23は、可動側取付板21と間隔をあけて対向している。また、受け板23の合わせ面側の周囲複数個所に固定されるガイドピン24と、ガイドピン24に沿って移動可能(前進後退可能)な可動側型板25も備えている。ガイドピン24は、型締め状態においては、その先部が固定側型板12に突入しており、このため固定側型板12及び可動側型板25にはガイドピン24を案内するガイド孔12b、25aがそれぞれ形成されている。これらによって、受け板23の合わせ面側の外周部に可動側型板25は、前進後退可能に支持される。
【0023】
また、可動金型2は、センターコア26と、センターコア26の周囲を囲む複数の第1のスライドコア27と第2のスライドコア28も備えている。第1のスライドコア27及び第2のスライドコア28を外周側から包囲して位置決めする為に、可動側型板25の外周部が合わせ面側に突出している。この外周部のうち第1のスライドコア27に相当する部分では、アンダーカット94よりも外側、より詳しく言えば、ロッキングブロック36よりも外側に離れた箇所に突出している。一方、図4に示すようにこの外周部のうち第2のスライドコア28に相当する部分では、成形品9の側部92の外面及び突部93の底面に達するまで突出している。この外周部とセンターコア26との間に収容空間25bが形成され、型締め状態において収容空間25bにはその周方向に沿って第1のスライドコア27及び第2のスライドコア28が交互に嵌め込まれて位置決めされる。
【0024】
センターコア26の合わせ面側は、図7に示すように、成形品9の空洞部95における中央部に相当し、いわば四角形の四隅を面取りしてある形状で、詳しく言えば、主要な長い四辺と、面取りした隅角の短い四辺とで形成される八角形状となっている。
【0025】
第1のスライドコア27の合わせ面側は、成形品9の空洞部95における外周部の辺部に相当し、いわば、内側に向かって幅が広がる台形形状であって、センターコア26の主要な四辺のうち一辺に接するものである。また、図7では、第1のスライドコア27の合わせ面側は、成形品9の内側に相当する部分のみ示されているが、図1に示すように、成形品9の外側に相当する部分もある。
【0026】
第2のスライドコア28は、成形品9の空洞部95における外周部の隅角部に相当し、隣り合う2つの第1のスライドコア27の両側における傾斜辺と、センターコア26の隅角の辺に接するものである。第2のスライドコア28は、図3に示すように、成形品9の内側に相当する部分だけである。
【0027】
先にアンダーカット処理の概要を説明する。図7(イ)は、成形品9が成形された直後の状態を示し、同図(ロ)は、このとき、センターコア26の周囲を第1のスライドコア27及び第2のスライドコア28が取り囲み、アンダーカット94の内向き溝に第1のスライドコア27と第2のスライドコア28が嵌り込んだ状態を示す。同図(ハ)は、まず、センターコア26を後退させることにより、移動用の空隙が形成されることを示している。同図(二)は、次に、第1のスライドコア27を内側に移動させることにより、第2のスライドコア28の移動用の空隙が形成されることを示している。同図(ホ)は、続いて、第2のスライドコア28を内側に移動させることにより、アンダーカット処理が完了することを示している。同図(ヘ)は、最後に、成形品9を取り外すことを示している。
【0028】
センターコア26は、図1に示すように、受け板23の合わせ面側の中央部に形成された凹部23aに嵌り込んでボルト等で固定され、合わせ面側に向かって突出している。この突出部分が、可動側型板25の中央部の貫通穴25cを通過して、成形品9の空洞部95における中央部に相当する箇所に嵌り込む。
【0029】
第1のスライドコア27は、成形品9の空洞部95における辺部、及びロッキングブロック36の先部にそれぞれ嵌り込む。このため、第1のスライドコア27の合わせ面側には、アンダーカット94の辺部の内側に嵌る第1の凸部27a、及びロッキングブロック36の先部に嵌る収容穴27cがそれぞれ形成されている。
【0030】
第2のスライドコア28は図4に示すように、成形品9の空洞部95における隅角部に相当する箇所に嵌り込む。このため、第2のスライドコア28の合わせ面側には、アンダーカット94の隅角部に嵌る第2の凸部28aが外側に突出している。
【0031】
センターコア26を合わせ面側から後退可能とするために、センターコア26の外周面と、第1のスライドコア27及び第2のスライドコア28の内周面とは、傾斜面で互いに接している。より詳しく言えば、図1又は図4に示すように側面方向から視てセンターコア26の先部外周面には末広がりの形状となる傾斜面が設けられており、第1のスライドコア27と第2のスライドコア28にも対応する傾斜面が設けられている。
【0032】
型開きの前半段階にセンターコア26を後退させるために、可動金型2は、受け板23と可動側型板25との間に開放スプリング29(圧縮コイルバネ)を備えている。開放スプリング29は、型締め状態においては収縮した状態で収容されており、型開きの最中に受け板23と可動側型板25との間隔を広げる、つまり開放力を付与する開放手段となる。そして、開放スプリング用の収容穴29aが受け板23と可動側型板25との各対向面に形成されている。
【0033】
また、可動金型2は、可動側取付板21の合わせ面側にボルトで一体化された二枚のエジェクタプレート31、32を備えると共に、合わせ面側のエジェクタプレート31と受け板23との間にリタンスプリング33を備えている。そして、リタンスプリング用の収容穴33aがエジェクタプレート31と受け板23との各対向面に形成されている。センターコア26を後退させる開放スプリング29が復元力によって受け板23と可動側型板25との間隔を広げた際に、リタンスプリング33が収縮し、これらエジェクタプレート31、32を合わせ面側に移動させる。
【0034】
また、可動金型2は、受け板23から可動側型板25に向かって突出するストップボルト34を備えている。ストップボルト34は、開放スプリング29によって受け板23と可動側型板25との広がる間隔を規制する。そして、ストップボルト用の収容穴34aが、受け板23と可動側型板25との各対向面に形成される。ストップボルト用の収容穴34aのうち片側(図では受け板側)を雌ネジ穴とし、ストップボルト34の軸部の先部を捩じ込む。ストップボルト用の収容穴34aのうち反対側(図では可動側型板側)を貫通穴とし、その貫通穴の口径をストップボルト34の軸部よりも大きくし、且つその貫通穴の合わせ面側をストップボルト34の頭部が移動可能な深座ぐりとしてある。型締め状態におけるストップボルト34の頭部から深座ぐりの底までの距離が、受け板23と可動側型板25との広がる間隔となる。なお、ストップボルト用の収容穴34aは、開放バネ用の収容穴29aを貫通する状態で同心円状に設けてある。
【0035】
さらに、センターコア26が後退した状態で第1のスライドコア27を内側に移動可能とするために、図7に示すように第1のスライドコア27と第2のスライドコア28も傾斜面で互いに接している。より詳しく言えば、合わせ面側から視て第1のスライドコア27にはその幅方向の両側に、内側に向かって幅が広がる形状の傾斜面が設けられ、その傾斜面に対応する傾斜面が第2のスライドコア28に設けられている。
【0036】
また、型開きの後半段階に第1のスライドコア27を内側に移動させるために、内側スライドコア方式を採用している。つまり、固定側型板12からアンギュラピン35を突出し、アンギュラピン35を第1のスライドコア27に嵌め合わせてある。第1のスライドコア27は、前述したように合わせ面側がアンダーカット94の辺部に嵌り込んでいるが、アンダーカット94よりも内側部を、センターコア26の先部に係わる部分とし、アンダーカット94よりも外側部をアンギュラピン35に係わる係合部27bとする。係合部27bの合わせ面側には、アンギュラピン35が嵌る嵌合穴35aを形成してある。一方、アンギュラピン35は、その頭部側をロッキングブロック36の座ぐり付き孔に収容してあり、その軸部側をロッキングブロック36から突出させる。アンギュラピン35は先端に向かって内側に傾斜し、アンギュラピン35が嵌る嵌合穴35aも同様である。これらの傾斜によって、アンギュラピン35が嵌合穴35aから抜けるにつれて、第1のスライドコア27が内側に移動する。なお、ロッキングブロック36と、ロッキングブロック36の先部が嵌る収容穴27cも、型締め時及び型開き時の干渉を避けるために同様の傾斜が付けてある。
【0037】
型開きした後に、図5(ロ)に示すように、突き出しロッドRの突き上げ作用によって第2のスライドコア28を内側に移動させるために、傾斜スライド方式を採用している。つまり、第2のスライドコア28を傾斜スライドとしてある。また、合わせ面側のエジェクタプレート31には、スライドユニット37が設けられている。スライドユニット37は、周知であって、内外に移動可能なT字状の駒と、駒が平行移動する際のレールとなるスラストプレートから構成される。エジェクタプレート31に設けた空部に駒を内外に移動可能に収容し、二枚のスラストプレートをエジェクタプレート31の合わせ面側に間隔あけて平行に固定する。そして、二枚のスラストプレートの間隔を利用して、スライドユニット37の駒と第2のスライドコア28とをスライドロッド38で連結する。スライドロッド38は、合わせ面から離れるにつれて外側に向かう方向に傾斜している。可動側型板25に案内孔38aが形成されており、案内孔38aがスライドロッド38をその傾斜方向に沿って移動可能に案内する。一方、スライドロッド38を挿通する抜穴38bが受け板23に形成されている。この抜穴38bの径は、可動側型板25と受け板23との間隔が広がる際に、スライドロッド38と干渉しないように大きく形成してある。突き出しロッドRを突き上げて第2のスライドコア28を内側に移動させると、アンダーカット処理が完了する。
【0038】
また、受け板23と可動側型板25との広げた間隔が狭くなるのを規制するロックユニット4が固定金型1と可動金型2には設けられている。ロックユニット4は、型締め時において、第1のスライドコア27と第2のスライドコア28が収容空間25bの外側に移動して、その内側にセンターコア26のための空間が形成されるまで、センターコア26が前進するのを不可能にするものである。
【0039】
ロックユニット4は、図1や図8に示すように、受け板23の側面に固定されるコ字状のブラケット41と、ブラケット41の二枚の支持片の間に軸42で揺動可能に支持されるロックアーム43を備えている。ロックアーム43は、揺動側端部の内側部に爪43aを突出しており、爪43aが型締め及び型開きの状態に応じて受け板23と可動側型板25との間に出入りする。また、受け板23から外側に突出しつつロックアーム43の長手方向中間部を貫通する支持シャフト(ボルト)44と、支持シャフト44の軸部の外側に通す押圧部材(圧縮コイルバネ)45と、押圧部材45の外面側を支持シャフト44の頭部側で押さえるワッシャ46とを備えている。押圧部材45は、ロックアーム43を型締め状態において可動側型板25に向かって押し付ける。
【0040】
さらにロックユニット4は、ロックアーム43の揺動端部において軸42と平行に固定されるロックピン47と、ロックピン47を押圧可能な棒状のキー48とを備えている。キー48は、固定側型板12の側面に固定されると共にロックアーム43に向かって延長し、型締め及び型開きに伴って前進後退する。キー48の先部は、その外面が傾斜面となっている先細り形状であって、この傾斜面が型締め時及び型開き時には図1(ロ)に示すようにロックピン47に当たってロックアーム43の揺動運動を円滑にする。
【0041】
キー48は図2に示すように型開き状態においては、ロックピン47から離れており、押圧部材45の復元力によってロックアーム43の揺動端部が可動側型板25に近づく方向に押される。そして、ロックアーム43の爪43aが、広がった受け板23と可動側型板25との間隔に入り込む。これにより、アンギュラピン35が嵌合穴35aに嵌り込むまで、受け板23と可動側型板25との間隔が狭まるのを規制している。また、このとき、爪43aと可動側型板25の反合わせ面側との間に僅かな隙間が形成される。
【0042】
上述した射出成形金型を用いる射出成形方法は次の要領で行われる。図面の便宜上、型締めされた状態から説明する。(1)まず、溶解した材料をキャビティに注入する。このとき、図1(イ)、図4(イ)に示すように、受け板23と可動側型板25との間が閉じ、センターコア26の周囲を、第1のスライドコア27及び第2のスライドコア28が取り囲んでいる。そして、開放スプリング29が収縮し、アンギュラピン35が嵌合穴35aに嵌り込んでいる。また、スライドロッド38が受け板23の抜穴38bの内側に位置し、スライドユニット37の駒がエジェクタプレート31、32の外側に位置している。(2)材料が冷えて固まると、型開きをする。
【0043】
(3.1)型開きの前半段階では図1(ロ)に示すように、可動側取付板21が後退し、開放スプリング29が伸長する復元力により、受け板23が可動側型板25から離れる。このとき、可動側型板25と固定側型板12とは突き合わさったままである。そして、可動側型板25に固着してあるセンターコア26が合わせ面側から後退する。この後退により、第1のスライドコア27及び第2のスライドコア28の内側に移動用の空隙が形成される。また、ストップボルト34の頭部がその収容穴34aの深座ぐりの底に当たって、受け板23と可動側型板25との広がる間隔が規制される。
【0044】
(3.2)また、受け板23が可動側型板25から離れると、キー48がロックアーム43に対して相対的に後退する。押圧部材45の復元力が常にロックアーム43にかかっていることから、キー48が後退するにつれて、ロックピン47がキー48の長さ中間部の外面から先部の傾斜面に移動すると共にロックアーム43が内側に揺動し、受け板23と可動側型板25との広がった間隔に爪43aが入り込み、爪43aによって可動側型板25が受け板23側に移動するのを規制する。
【0045】
(3.3)受け板23が可動側型板25から離れるとき、図1(ロ)又は図4(ロ)に示すように、第2のスライドコア28は可動側型板25の収容空間25bに嵌り込んでいるので、第2のスライドコア28と一体化している二枚のエジェクタプレート31、32には、受け板23が接近してくる。従って、開放スプリング29が伸長する際には、リタンスプリング33が収縮することになる。また、スライドロッド38が受け板23の抜穴38bの外側に移動する。
【0046】
(4)型開きの後半段階では図2に示すように、可動側取付板21がさらに後退し、固定側型板12に固定されたアンギュラピン35が第1のスライドコア27の嵌合穴35aから抜け出ながら、収容空間25bの中で第1のスライドコア27を内側に移動させる。このとき、図5(イ)に示すように、第2のスライドコア28は、収容空間25bに嵌り込んだままである。
【0047】
(5)型開き後には、図5(ロ)に示すように、突き出しロッドRを可動側取付板21から突き出して、エジェクタプレート31、32を押し込む。すると、第2のスライドコア28が内側に移動しながら固定側型板12の方向に移動する。このとき、リタンスプリング33がさらに収縮し、スライドユニット37の駒がエジェクタプレート31、32の内側に移動する。これによって、アンダーカット処理が完了する。(6)その後、図6に示すように、成形品9を取り出す。
【0048】
(7)続いて、型締めをする。(7.1)そのために突き出しロッドRを後退させると、リタンスプリング33の復元力によって第2のスライドコア28が外側に移動しながら可動側型板25の収容空間25bの隅角部に嵌り込む。(8)その後、可動金型2を前進させる。アンギュラピン35が第1のスライドコア27の嵌合穴35aに入りながら、第1のスライドコア27が可動側型板25の収容空間25bの辺部に嵌り込む。このときに、固定側型板12と可動側型板25とが突き合わさる。
【0049】
(9)さらに可動金型2を前進させる。ロックアーム43の爪43aと可動側型板25との間の隙間を利用して、開放スプリング29の復元力に反して受け板23と可動側型板25との間隔が狭くなりながらキー48も前進し、キー48の先部の傾斜面に沿ってロックピン47が押し込まれて外側に移動する。すると、ロックピン47が固着されたロックアーム43が外側に揺動し、ロックアーム43の爪43aが受け板23と可動側型板25との間から抜け出る。爪43aが抜け出ることによって、受け板23と可動側型板25との間を狭める際の障害がなくなる。(10)さらに可動金型2を前進させる。すると、可動側型板25と受け板23とが重なり合い、センターコア26が第1のスライドコア27と第2のスライドコア28で囲まれた空間に嵌まり込む。このときに、リタンスプリング33の作用によってエジェクタプレート31、32が可動側取付板21に向かって移動する。
【0050】
本発明は上記実施形態に限定されるものではない。例えば、アンダーカット94の形状は、環状であれば良く、平面視四角形状に限らず、他の多角形状であっても良いし、円形状であっても良い。また、環状といっても、完全に連続しているものに限らず、一部に不連続の部分があっても良い。さらに、第1のスライドコア27及び第2のスライドコア28は、成形品9の辺部、隅角部の順番に抜けるように傾斜面をつけてあるが、これに限らない。つまり、傾斜面の付け方を逆にして、成形品9の隅角部、辺部の順番に抜けるようにし、この場合、隅角部に相当するものを第1のスライドコア27、辺部に相当するものを第2のスライドコア28としても良い。
【0051】
また、上記実施形態では、キャビティを固定金型1と可動金型2のみで形成するもの、つまりインサートを使用しない標準的な射出成形方法を説明したが、キャビティを固定金型1と可動金型2とインサートとで形成するもの、つまり、インサートを使用するものであっても良い。インサートを使用する場合は、インサートを固定金型側又は可動金型側に固定した上で、キャビティに溶解した材料を注入する。インサートの材料としては、プラスチック、金属、セラミックス等様々なものが考えられる。
【符号の説明】
【0052】
1固定金型
11固定側取付板 12固定側型板
12a収容穴 12bガイド孔
2可動金型
21可動側取付板 22スペーサブロック
23受け板 23a凹部
24ガイドピン
25可動側型板 25aガイド孔
25b収容空間 25c貫通穴
26センターコア
27第1のスライドコア 27a第1の凸部
27b係合部 27c収容穴
28第2のスライドコア 28a第2の凸部
29開放スプリング(開放手段) 29a収容穴
31エジェクタプレート 32エジェクタプレート
33リタンスプリング 33a収容穴
34ストップボルト 34a収容穴
35アンギュラピン 35a嵌合穴
36ロッキングブロック 37スライドユニット
38スライドロッド 38a案内孔
38b抜穴
4ロックユニット
41ブラケット 42軸
43ロックアーム 43a爪
44支持シャフト 45押圧部材
46ワッシャ 47ロックピン
48キー
R突き出しロッド
9成形品
91本体部 92側部
93突部 94アンダーカット
95空洞部
【技術分野】
【0001】
本発明は、内向き溝状のアンダーカットが環状に設けられた成形品を製造するための射出成形金型及び射出成形方法に関する。
【背景技術】
【0002】
成形品の中には、環状のアンダーカットを有するものがある。例えば、曲面形状をした携帯機器やノートパソコン等の筐体は、商品デザインの関係上、ビス止め等の固定方法ができない。従って、商品本体を筐体に嵌め込む固定方法を採用するために、筐体の全周に亘って内向き溝状のアンダーカットが形成されている。このようなアンダーカットの付いた成形品を金型から取り出す場合には、従来の技術として、アンギュラピンでスライドをアンダーカットの内側に移動させる構造がある(特許文献1。)。
【0003】
より具体的に言えば、平面視四角形の平面板の外周に亘ってアンダーカットを有する成形品を製造するための金型として、可動金型が、キャビティと対面するコア入れ子と、コア入れ子の周囲を囲む角部移動ブロックと辺部移動ブロックとを有するものがある。これは、角部移動ブロックと辺部移動ブロックがコアプレートに支えられており、一方、コア入れ子がコアバックプレートに支えられている。そして、型開きした後に、アンダーカットを処理するために、次の(1)、(2)の工程が行われる。
【0004】
(1)まず、シリンダを駆動させる。すると、コアバックプレートに対してコアプレートが上昇し、その結果、角部移動ブロックと辺部移動ブロックがコア入れ子に対して相対的に上昇すると共に、角部移動ブロックと辺部移動ブロックとの内側に、これら移動ブロックの移動用空間ができる。その上、これら移動ブロックがコア入れ子に対して相対的に上昇する際に、この移動用空間に向かって角部移動ブロックはフィンガーピン(アンギュラピン)によって内側に移動するようになっている。
【0005】
(2)次に突き上げロッドでエジェクタプレートを突き上げる。すると、辺部移動ブロックが移動用空間に向かって内側に移動する。その結果、成形品のアンダーカットよりも内側にこれら移動ブロックが全て移動したことになり、成形品を取り出すことができるようになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−94479号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが上述した技術では、アンダーカットを処理するために、型開き後に二つの工程が必要となる。従って、より少ない工程であれば、成形サイクルの短縮が可能となる。
【0008】
その上で、できるだけシリンダを使わずにアンダーカットの処理ができれば、金型のコストも低く抑えることができる。
【0009】
本発明は上記実情を考慮して創作されたもので、その解決課題は少なくとも型開き後にアンダーカットの処理に要する工程を減らせるようにすることである。
【課題を解決するための手段】
【0010】
本発明は、内向き溝状のアンダーカットが環状に設けられた成形品を製造するために、可動金型は、可動側取付板と、可動側取付板の合わせ面側に固定されるスペーサブロックと、スペーサブロックの合わせ面側に固定される受け板と、受け板の合わせ面側中央部に固定されるセンターコアと、受け板の合わせ面側の外周部に前進後退可能に支持される可動側型板と、センターコアの外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコアと第2のスライドコアと、を備え、第1のスライドコアと第2のスライドコアがセンターコアと可動側型板との間の収容空間に嵌め込まれると共にアンダーカットの内側に相当する部分に嵌り込み、可動側取付板と受け板との間に両者の間隔を広げるための開放力を付与する開放手段を備え、可動側型板と受け板との広がる間隔を規制するストップボルトを備え、成形品の硬化後には開放手段によりセンターコアを相対的に後退させ、その後に第1のスライドコア、第2のスライドコアを内側に順番に移動させる射出成形金型を前提とする。
【0011】
そして、開放手段が型開きの前半段階に開放力を付与するものであり、型開きの後半段階に第1のスライドコアを内側スライドコア方式により移動させるために、第1のスライドコアには、アンダーカットよりも外側に突出する係合部を備えると共に、固定金型と第1のスライドコアの係合部との一方にはアンギュラピンを、他方にはアンギュラピンが出入りする嵌合穴をそれぞれ備えることを特徴とする。
【0012】
開放手段はシリンダを用いるものであっても良いが、この場合、型開きの前半段階に受け板と可動側型板との間を広げるようにシリンダを制御しなければならない。このような制御を避け、金型のコストを低く抑えるには、次のようにすることが望ましい。即ち、請求項2の発明のように、開放手段が開放スプリングであることである。
【0013】
また、第2のスライドコアを移動させる方式は、シリンダを用いるものであっても良いが、前述の場合と同様、制御を避け、金型のコストを低く抑えるには、次のようにすることが望ましい。即ち、請求項3の発明のように、第2のスライドコアが傾斜スライド方式により移動させるものである。
【0014】
また、請求項4の発明は、請求項1、2又は3記載の射出成形金型を用いる射出成形方法であって、型開きの前半段階では、可動側型板と受け板の間隔が広がって第1のスライドコアと第2のスライドコアに対して相対的にセンターコアが後退して移動用の空隙を形成し、型開きの後半段階では、アンギュラピンが第1のスライドコアの嵌合穴から抜けながら第1のサイドコアを内側に移動させ、型開き後に第2のスライドコアをアンダーカットよりも内側に移動させることを特徴とするものである。
【発明の効果】
【0015】
本発明によれば、開放手段が開放力を付与することにより、型開きの前半段階で、第1及び第2のスライドコア等に対してセンターコアが相対的に後退し、第1のスライドコアが内側に移動するための移動用空間が形成される。そして、型開きの後半段階で、内側スライドコア方式によって、第1のスライドコアを内側に移動させるものなので、型開き後には、第2のスライドコアのみを移動させればよい。従って、型開き後にアンダーカットの処理に要する工程は、第2のスライドコアを移動させる1つの工程で済み、成形サイクルの短縮が可能となる。
【0016】
また、開放手段が開放スプリングであれば、型開きするだけでその前半段階でセンターコアが後退するので、シリンダを使わないことは勿論、その制御もせずに済むし、金型のコストも低く抑えることができる。
【0017】
第2のスライドコアが傾斜スライド方式により移動させるものであれば、シリンダを使わないことは勿論、その制御もせずに済むし、金型のコストも低く抑えることができる。
【図面の簡単な説明】
【0018】
【図1】(イ)(ロ)図は、図3のA−A線断面図であって、型締め状態、型開き前半段階の射出成形金型を示す。
【図2】図3のA−A線断面図であって、型開き後半段階の射出成形金型を示す。
【図3】射出成形金型を固定金型側から視た正面図である。
【図4】(イ)(ロ)図は、図3のB−B線断面図であって、型締め状態、型開き前半段階の射出成形金型を示す。
【図5】(イ)(ロ)図は、図3のB−B線断面図であって、型開き後半段階、エジェクタによる突き出し工程の射出成形金型を示す。
【図6】図3のB−B線断面図であって、成形品を取り出した際の射出成形金型を示す。
【図7】(イ)〜(へ)図はアンダーカット処理の概要を示すフローチャートである。
【図8】(イ)(ロ)(ハ)図は、受け板と可動側型板との広げた間隔が狭くなるのを規制するロックユニットを示す正面図、右側面図、平面図である。
【発明を実施するための形態】
【0019】
射出成形金型で製造する成形品9は、樹脂に限らずマグネシウム等の金属からなる成形品である。その構造は、図6又は図7(イ)、(ロ)に示すように、平面視四角形の板である本体部91と、本体部91の外周の外縁全周に亘ってその片面側に突出する環状の側部92と、側部92の下端全周から内向きに突出する環状の突部93とを備えている。本体部91の外周縁部と側部92と突部93とによって、内向き溝状のアンダーカット94が環状に形成される。また、本体部91とアンダーカット94とによって、その内側には空洞部95が形成される。
【0020】
また、射出成形金型は図1に示すように、固定金型1と可動金型2とから構成される。以下、順に詳述するが、便宜上、固定金型1と可動金型2とで形成されるキャビティ側を合わせ面側、反対側を反合わせ面側ということがある。なお、図3は、射出成形金型を固定金型側から視た際における、成形品9の位置関係を示している。
【0021】
固定金型1は図1に示すように、成形機の固定盤にボルトで固定される固定側取付板11と、固定側取付板11の合わせ面に固定される固定側型板12とを備えている。固定側型板12は、キャビティよりも外側にロッキングブロック36の頭部を収容する収容穴12aが形成されている。この収容穴12aに頭部が収容されたままロッキングブロック36は、固定側型板12に対して図示しないボルトによって固定される。このとき、ロッキングブロック36の先部が合わせ面よりも可動金型2側に突出している。なお、固定金型1は、図示しないが、その他にキャビティに連続するゲート、ランナ、スプル等を備えている。
【0022】
可動金型2は、成形機の可動盤にボルトで固定される可動側取付板21と、可動側取付板21の合わせ面側の周囲複数個所に固定されるスペーサブロック22と、これらスペーサブロック22の合わせ面側に固定される受け板23を備えている。受け板23は、可動側取付板21と間隔をあけて対向している。また、受け板23の合わせ面側の周囲複数個所に固定されるガイドピン24と、ガイドピン24に沿って移動可能(前進後退可能)な可動側型板25も備えている。ガイドピン24は、型締め状態においては、その先部が固定側型板12に突入しており、このため固定側型板12及び可動側型板25にはガイドピン24を案内するガイド孔12b、25aがそれぞれ形成されている。これらによって、受け板23の合わせ面側の外周部に可動側型板25は、前進後退可能に支持される。
【0023】
また、可動金型2は、センターコア26と、センターコア26の周囲を囲む複数の第1のスライドコア27と第2のスライドコア28も備えている。第1のスライドコア27及び第2のスライドコア28を外周側から包囲して位置決めする為に、可動側型板25の外周部が合わせ面側に突出している。この外周部のうち第1のスライドコア27に相当する部分では、アンダーカット94よりも外側、より詳しく言えば、ロッキングブロック36よりも外側に離れた箇所に突出している。一方、図4に示すようにこの外周部のうち第2のスライドコア28に相当する部分では、成形品9の側部92の外面及び突部93の底面に達するまで突出している。この外周部とセンターコア26との間に収容空間25bが形成され、型締め状態において収容空間25bにはその周方向に沿って第1のスライドコア27及び第2のスライドコア28が交互に嵌め込まれて位置決めされる。
【0024】
センターコア26の合わせ面側は、図7に示すように、成形品9の空洞部95における中央部に相当し、いわば四角形の四隅を面取りしてある形状で、詳しく言えば、主要な長い四辺と、面取りした隅角の短い四辺とで形成される八角形状となっている。
【0025】
第1のスライドコア27の合わせ面側は、成形品9の空洞部95における外周部の辺部に相当し、いわば、内側に向かって幅が広がる台形形状であって、センターコア26の主要な四辺のうち一辺に接するものである。また、図7では、第1のスライドコア27の合わせ面側は、成形品9の内側に相当する部分のみ示されているが、図1に示すように、成形品9の外側に相当する部分もある。
【0026】
第2のスライドコア28は、成形品9の空洞部95における外周部の隅角部に相当し、隣り合う2つの第1のスライドコア27の両側における傾斜辺と、センターコア26の隅角の辺に接するものである。第2のスライドコア28は、図3に示すように、成形品9の内側に相当する部分だけである。
【0027】
先にアンダーカット処理の概要を説明する。図7(イ)は、成形品9が成形された直後の状態を示し、同図(ロ)は、このとき、センターコア26の周囲を第1のスライドコア27及び第2のスライドコア28が取り囲み、アンダーカット94の内向き溝に第1のスライドコア27と第2のスライドコア28が嵌り込んだ状態を示す。同図(ハ)は、まず、センターコア26を後退させることにより、移動用の空隙が形成されることを示している。同図(二)は、次に、第1のスライドコア27を内側に移動させることにより、第2のスライドコア28の移動用の空隙が形成されることを示している。同図(ホ)は、続いて、第2のスライドコア28を内側に移動させることにより、アンダーカット処理が完了することを示している。同図(ヘ)は、最後に、成形品9を取り外すことを示している。
【0028】
センターコア26は、図1に示すように、受け板23の合わせ面側の中央部に形成された凹部23aに嵌り込んでボルト等で固定され、合わせ面側に向かって突出している。この突出部分が、可動側型板25の中央部の貫通穴25cを通過して、成形品9の空洞部95における中央部に相当する箇所に嵌り込む。
【0029】
第1のスライドコア27は、成形品9の空洞部95における辺部、及びロッキングブロック36の先部にそれぞれ嵌り込む。このため、第1のスライドコア27の合わせ面側には、アンダーカット94の辺部の内側に嵌る第1の凸部27a、及びロッキングブロック36の先部に嵌る収容穴27cがそれぞれ形成されている。
【0030】
第2のスライドコア28は図4に示すように、成形品9の空洞部95における隅角部に相当する箇所に嵌り込む。このため、第2のスライドコア28の合わせ面側には、アンダーカット94の隅角部に嵌る第2の凸部28aが外側に突出している。
【0031】
センターコア26を合わせ面側から後退可能とするために、センターコア26の外周面と、第1のスライドコア27及び第2のスライドコア28の内周面とは、傾斜面で互いに接している。より詳しく言えば、図1又は図4に示すように側面方向から視てセンターコア26の先部外周面には末広がりの形状となる傾斜面が設けられており、第1のスライドコア27と第2のスライドコア28にも対応する傾斜面が設けられている。
【0032】
型開きの前半段階にセンターコア26を後退させるために、可動金型2は、受け板23と可動側型板25との間に開放スプリング29(圧縮コイルバネ)を備えている。開放スプリング29は、型締め状態においては収縮した状態で収容されており、型開きの最中に受け板23と可動側型板25との間隔を広げる、つまり開放力を付与する開放手段となる。そして、開放スプリング用の収容穴29aが受け板23と可動側型板25との各対向面に形成されている。
【0033】
また、可動金型2は、可動側取付板21の合わせ面側にボルトで一体化された二枚のエジェクタプレート31、32を備えると共に、合わせ面側のエジェクタプレート31と受け板23との間にリタンスプリング33を備えている。そして、リタンスプリング用の収容穴33aがエジェクタプレート31と受け板23との各対向面に形成されている。センターコア26を後退させる開放スプリング29が復元力によって受け板23と可動側型板25との間隔を広げた際に、リタンスプリング33が収縮し、これらエジェクタプレート31、32を合わせ面側に移動させる。
【0034】
また、可動金型2は、受け板23から可動側型板25に向かって突出するストップボルト34を備えている。ストップボルト34は、開放スプリング29によって受け板23と可動側型板25との広がる間隔を規制する。そして、ストップボルト用の収容穴34aが、受け板23と可動側型板25との各対向面に形成される。ストップボルト用の収容穴34aのうち片側(図では受け板側)を雌ネジ穴とし、ストップボルト34の軸部の先部を捩じ込む。ストップボルト用の収容穴34aのうち反対側(図では可動側型板側)を貫通穴とし、その貫通穴の口径をストップボルト34の軸部よりも大きくし、且つその貫通穴の合わせ面側をストップボルト34の頭部が移動可能な深座ぐりとしてある。型締め状態におけるストップボルト34の頭部から深座ぐりの底までの距離が、受け板23と可動側型板25との広がる間隔となる。なお、ストップボルト用の収容穴34aは、開放バネ用の収容穴29aを貫通する状態で同心円状に設けてある。
【0035】
さらに、センターコア26が後退した状態で第1のスライドコア27を内側に移動可能とするために、図7に示すように第1のスライドコア27と第2のスライドコア28も傾斜面で互いに接している。より詳しく言えば、合わせ面側から視て第1のスライドコア27にはその幅方向の両側に、内側に向かって幅が広がる形状の傾斜面が設けられ、その傾斜面に対応する傾斜面が第2のスライドコア28に設けられている。
【0036】
また、型開きの後半段階に第1のスライドコア27を内側に移動させるために、内側スライドコア方式を採用している。つまり、固定側型板12からアンギュラピン35を突出し、アンギュラピン35を第1のスライドコア27に嵌め合わせてある。第1のスライドコア27は、前述したように合わせ面側がアンダーカット94の辺部に嵌り込んでいるが、アンダーカット94よりも内側部を、センターコア26の先部に係わる部分とし、アンダーカット94よりも外側部をアンギュラピン35に係わる係合部27bとする。係合部27bの合わせ面側には、アンギュラピン35が嵌る嵌合穴35aを形成してある。一方、アンギュラピン35は、その頭部側をロッキングブロック36の座ぐり付き孔に収容してあり、その軸部側をロッキングブロック36から突出させる。アンギュラピン35は先端に向かって内側に傾斜し、アンギュラピン35が嵌る嵌合穴35aも同様である。これらの傾斜によって、アンギュラピン35が嵌合穴35aから抜けるにつれて、第1のスライドコア27が内側に移動する。なお、ロッキングブロック36と、ロッキングブロック36の先部が嵌る収容穴27cも、型締め時及び型開き時の干渉を避けるために同様の傾斜が付けてある。
【0037】
型開きした後に、図5(ロ)に示すように、突き出しロッドRの突き上げ作用によって第2のスライドコア28を内側に移動させるために、傾斜スライド方式を採用している。つまり、第2のスライドコア28を傾斜スライドとしてある。また、合わせ面側のエジェクタプレート31には、スライドユニット37が設けられている。スライドユニット37は、周知であって、内外に移動可能なT字状の駒と、駒が平行移動する際のレールとなるスラストプレートから構成される。エジェクタプレート31に設けた空部に駒を内外に移動可能に収容し、二枚のスラストプレートをエジェクタプレート31の合わせ面側に間隔あけて平行に固定する。そして、二枚のスラストプレートの間隔を利用して、スライドユニット37の駒と第2のスライドコア28とをスライドロッド38で連結する。スライドロッド38は、合わせ面から離れるにつれて外側に向かう方向に傾斜している。可動側型板25に案内孔38aが形成されており、案内孔38aがスライドロッド38をその傾斜方向に沿って移動可能に案内する。一方、スライドロッド38を挿通する抜穴38bが受け板23に形成されている。この抜穴38bの径は、可動側型板25と受け板23との間隔が広がる際に、スライドロッド38と干渉しないように大きく形成してある。突き出しロッドRを突き上げて第2のスライドコア28を内側に移動させると、アンダーカット処理が完了する。
【0038】
また、受け板23と可動側型板25との広げた間隔が狭くなるのを規制するロックユニット4が固定金型1と可動金型2には設けられている。ロックユニット4は、型締め時において、第1のスライドコア27と第2のスライドコア28が収容空間25bの外側に移動して、その内側にセンターコア26のための空間が形成されるまで、センターコア26が前進するのを不可能にするものである。
【0039】
ロックユニット4は、図1や図8に示すように、受け板23の側面に固定されるコ字状のブラケット41と、ブラケット41の二枚の支持片の間に軸42で揺動可能に支持されるロックアーム43を備えている。ロックアーム43は、揺動側端部の内側部に爪43aを突出しており、爪43aが型締め及び型開きの状態に応じて受け板23と可動側型板25との間に出入りする。また、受け板23から外側に突出しつつロックアーム43の長手方向中間部を貫通する支持シャフト(ボルト)44と、支持シャフト44の軸部の外側に通す押圧部材(圧縮コイルバネ)45と、押圧部材45の外面側を支持シャフト44の頭部側で押さえるワッシャ46とを備えている。押圧部材45は、ロックアーム43を型締め状態において可動側型板25に向かって押し付ける。
【0040】
さらにロックユニット4は、ロックアーム43の揺動端部において軸42と平行に固定されるロックピン47と、ロックピン47を押圧可能な棒状のキー48とを備えている。キー48は、固定側型板12の側面に固定されると共にロックアーム43に向かって延長し、型締め及び型開きに伴って前進後退する。キー48の先部は、その外面が傾斜面となっている先細り形状であって、この傾斜面が型締め時及び型開き時には図1(ロ)に示すようにロックピン47に当たってロックアーム43の揺動運動を円滑にする。
【0041】
キー48は図2に示すように型開き状態においては、ロックピン47から離れており、押圧部材45の復元力によってロックアーム43の揺動端部が可動側型板25に近づく方向に押される。そして、ロックアーム43の爪43aが、広がった受け板23と可動側型板25との間隔に入り込む。これにより、アンギュラピン35が嵌合穴35aに嵌り込むまで、受け板23と可動側型板25との間隔が狭まるのを規制している。また、このとき、爪43aと可動側型板25の反合わせ面側との間に僅かな隙間が形成される。
【0042】
上述した射出成形金型を用いる射出成形方法は次の要領で行われる。図面の便宜上、型締めされた状態から説明する。(1)まず、溶解した材料をキャビティに注入する。このとき、図1(イ)、図4(イ)に示すように、受け板23と可動側型板25との間が閉じ、センターコア26の周囲を、第1のスライドコア27及び第2のスライドコア28が取り囲んでいる。そして、開放スプリング29が収縮し、アンギュラピン35が嵌合穴35aに嵌り込んでいる。また、スライドロッド38が受け板23の抜穴38bの内側に位置し、スライドユニット37の駒がエジェクタプレート31、32の外側に位置している。(2)材料が冷えて固まると、型開きをする。
【0043】
(3.1)型開きの前半段階では図1(ロ)に示すように、可動側取付板21が後退し、開放スプリング29が伸長する復元力により、受け板23が可動側型板25から離れる。このとき、可動側型板25と固定側型板12とは突き合わさったままである。そして、可動側型板25に固着してあるセンターコア26が合わせ面側から後退する。この後退により、第1のスライドコア27及び第2のスライドコア28の内側に移動用の空隙が形成される。また、ストップボルト34の頭部がその収容穴34aの深座ぐりの底に当たって、受け板23と可動側型板25との広がる間隔が規制される。
【0044】
(3.2)また、受け板23が可動側型板25から離れると、キー48がロックアーム43に対して相対的に後退する。押圧部材45の復元力が常にロックアーム43にかかっていることから、キー48が後退するにつれて、ロックピン47がキー48の長さ中間部の外面から先部の傾斜面に移動すると共にロックアーム43が内側に揺動し、受け板23と可動側型板25との広がった間隔に爪43aが入り込み、爪43aによって可動側型板25が受け板23側に移動するのを規制する。
【0045】
(3.3)受け板23が可動側型板25から離れるとき、図1(ロ)又は図4(ロ)に示すように、第2のスライドコア28は可動側型板25の収容空間25bに嵌り込んでいるので、第2のスライドコア28と一体化している二枚のエジェクタプレート31、32には、受け板23が接近してくる。従って、開放スプリング29が伸長する際には、リタンスプリング33が収縮することになる。また、スライドロッド38が受け板23の抜穴38bの外側に移動する。
【0046】
(4)型開きの後半段階では図2に示すように、可動側取付板21がさらに後退し、固定側型板12に固定されたアンギュラピン35が第1のスライドコア27の嵌合穴35aから抜け出ながら、収容空間25bの中で第1のスライドコア27を内側に移動させる。このとき、図5(イ)に示すように、第2のスライドコア28は、収容空間25bに嵌り込んだままである。
【0047】
(5)型開き後には、図5(ロ)に示すように、突き出しロッドRを可動側取付板21から突き出して、エジェクタプレート31、32を押し込む。すると、第2のスライドコア28が内側に移動しながら固定側型板12の方向に移動する。このとき、リタンスプリング33がさらに収縮し、スライドユニット37の駒がエジェクタプレート31、32の内側に移動する。これによって、アンダーカット処理が完了する。(6)その後、図6に示すように、成形品9を取り出す。
【0048】
(7)続いて、型締めをする。(7.1)そのために突き出しロッドRを後退させると、リタンスプリング33の復元力によって第2のスライドコア28が外側に移動しながら可動側型板25の収容空間25bの隅角部に嵌り込む。(8)その後、可動金型2を前進させる。アンギュラピン35が第1のスライドコア27の嵌合穴35aに入りながら、第1のスライドコア27が可動側型板25の収容空間25bの辺部に嵌り込む。このときに、固定側型板12と可動側型板25とが突き合わさる。
【0049】
(9)さらに可動金型2を前進させる。ロックアーム43の爪43aと可動側型板25との間の隙間を利用して、開放スプリング29の復元力に反して受け板23と可動側型板25との間隔が狭くなりながらキー48も前進し、キー48の先部の傾斜面に沿ってロックピン47が押し込まれて外側に移動する。すると、ロックピン47が固着されたロックアーム43が外側に揺動し、ロックアーム43の爪43aが受け板23と可動側型板25との間から抜け出る。爪43aが抜け出ることによって、受け板23と可動側型板25との間を狭める際の障害がなくなる。(10)さらに可動金型2を前進させる。すると、可動側型板25と受け板23とが重なり合い、センターコア26が第1のスライドコア27と第2のスライドコア28で囲まれた空間に嵌まり込む。このときに、リタンスプリング33の作用によってエジェクタプレート31、32が可動側取付板21に向かって移動する。
【0050】
本発明は上記実施形態に限定されるものではない。例えば、アンダーカット94の形状は、環状であれば良く、平面視四角形状に限らず、他の多角形状であっても良いし、円形状であっても良い。また、環状といっても、完全に連続しているものに限らず、一部に不連続の部分があっても良い。さらに、第1のスライドコア27及び第2のスライドコア28は、成形品9の辺部、隅角部の順番に抜けるように傾斜面をつけてあるが、これに限らない。つまり、傾斜面の付け方を逆にして、成形品9の隅角部、辺部の順番に抜けるようにし、この場合、隅角部に相当するものを第1のスライドコア27、辺部に相当するものを第2のスライドコア28としても良い。
【0051】
また、上記実施形態では、キャビティを固定金型1と可動金型2のみで形成するもの、つまりインサートを使用しない標準的な射出成形方法を説明したが、キャビティを固定金型1と可動金型2とインサートとで形成するもの、つまり、インサートを使用するものであっても良い。インサートを使用する場合は、インサートを固定金型側又は可動金型側に固定した上で、キャビティに溶解した材料を注入する。インサートの材料としては、プラスチック、金属、セラミックス等様々なものが考えられる。
【符号の説明】
【0052】
1固定金型
11固定側取付板 12固定側型板
12a収容穴 12bガイド孔
2可動金型
21可動側取付板 22スペーサブロック
23受け板 23a凹部
24ガイドピン
25可動側型板 25aガイド孔
25b収容空間 25c貫通穴
26センターコア
27第1のスライドコア 27a第1の凸部
27b係合部 27c収容穴
28第2のスライドコア 28a第2の凸部
29開放スプリング(開放手段) 29a収容穴
31エジェクタプレート 32エジェクタプレート
33リタンスプリング 33a収容穴
34ストップボルト 34a収容穴
35アンギュラピン 35a嵌合穴
36ロッキングブロック 37スライドユニット
38スライドロッド 38a案内孔
38b抜穴
4ロックユニット
41ブラケット 42軸
43ロックアーム 43a爪
44支持シャフト 45押圧部材
46ワッシャ 47ロックピン
48キー
R突き出しロッド
9成形品
91本体部 92側部
93突部 94アンダーカット
95空洞部
【特許請求の範囲】
【請求項1】
内向き溝状のアンダーカット(94)が環状に設けられた成形品(9)を製造するために、
可動金型(2)は、可動側取付板(21)と、可動側取付板(21)の合わせ面側に固定されるスペーサブロック(22)と、スペーサブロック(22)の合わせ面側に固定される受け板(23)と、受け板(23)の合わせ面側中央部に固定されるセンターコア(26)と、受け板(23)の合わせ面側の外周部に前進後退可能に支持される可動側型板(25)と、センターコア(26)の外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコア(27)と第2のスライドコア(28)と、を備え、第1のスライドコア(27)と第2のスライドコア(28)がセンターコア(26)と可動側型板(25)との間の収容空間(25b)に嵌め込まれると共にアンダーカット(94)の内側に相当する部分に嵌り込み、
可動側取付板(21)と受け板(23)との間に両者の間隔を広げるための開放力を付与する開放手段(29)を備え、可動側型板(25)と受け板(23)との広がる間隔を規制するストップボルト(34)を備え、成形品(9)の硬化後には開放手段(29)によりセンターコア(26)を相対的に後退させ、その後に第1のスライドコア(27)、第2のスライドコア(28)を内側に順番に移動させる射出成形金型であって、
開放手段(29)が型開きの前半段階に開放力を付与するものであり、
型開きの後半段階に第1のスライドコア(27)を内側スライドコア方式により移動させるために、第1のスライドコア(27)には、アンダーカット(94)よりも外側に突出する係合部(27b)を備えると共に、固定金型(1)と第1のスライドコア(27)の係合部(27b)との一方にはアンギュラピン(35)を、他方にはアンギュラピン(35)が出入りする嵌合穴(35a)をそれぞれ備えることを特徴とする射出成形金型。
【請求項2】
開放手段(29)が開放スプリングであることを特徴とする請求項1記載の射出成形金型。
【請求項3】
第2のスライドコア(28)が傾斜スライド方式により移動させるものであることを特徴とする請求項2記載の射出成形金型。
【請求項4】
請求項1、2又は3記載の射出成形金型を用いる射出成形方法であって、
型開きの前半段階では、可動側型板(25)と受け板(23)の間隔が広がって第1のスライドコア(27)と第2のスライドコア(28)に対して相対的にセンターコア(26)が後退して移動用の空隙を形成し、
型開きの後半段階では、アンギュラピン(35)が第1のスライドコア(27)の嵌合穴(35a)から抜けながら第1のスライドコア(27)を内側に移動させ、
型開き後に第2のスライドコア(28)をアンダーカット(94)よりも内側に移動させることを特徴とする射出成形方法。
【請求項1】
内向き溝状のアンダーカット(94)が環状に設けられた成形品(9)を製造するために、
可動金型(2)は、可動側取付板(21)と、可動側取付板(21)の合わせ面側に固定されるスペーサブロック(22)と、スペーサブロック(22)の合わせ面側に固定される受け板(23)と、受け板(23)の合わせ面側中央部に固定されるセンターコア(26)と、受け板(23)の合わせ面側の外周部に前進後退可能に支持される可動側型板(25)と、センターコア(26)の外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコア(27)と第2のスライドコア(28)と、を備え、第1のスライドコア(27)と第2のスライドコア(28)がセンターコア(26)と可動側型板(25)との間の収容空間(25b)に嵌め込まれると共にアンダーカット(94)の内側に相当する部分に嵌り込み、
可動側取付板(21)と受け板(23)との間に両者の間隔を広げるための開放力を付与する開放手段(29)を備え、可動側型板(25)と受け板(23)との広がる間隔を規制するストップボルト(34)を備え、成形品(9)の硬化後には開放手段(29)によりセンターコア(26)を相対的に後退させ、その後に第1のスライドコア(27)、第2のスライドコア(28)を内側に順番に移動させる射出成形金型であって、
開放手段(29)が型開きの前半段階に開放力を付与するものであり、
型開きの後半段階に第1のスライドコア(27)を内側スライドコア方式により移動させるために、第1のスライドコア(27)には、アンダーカット(94)よりも外側に突出する係合部(27b)を備えると共に、固定金型(1)と第1のスライドコア(27)の係合部(27b)との一方にはアンギュラピン(35)を、他方にはアンギュラピン(35)が出入りする嵌合穴(35a)をそれぞれ備えることを特徴とする射出成形金型。
【請求項2】
開放手段(29)が開放スプリングであることを特徴とする請求項1記載の射出成形金型。
【請求項3】
第2のスライドコア(28)が傾斜スライド方式により移動させるものであることを特徴とする請求項2記載の射出成形金型。
【請求項4】
請求項1、2又は3記載の射出成形金型を用いる射出成形方法であって、
型開きの前半段階では、可動側型板(25)と受け板(23)の間隔が広がって第1のスライドコア(27)と第2のスライドコア(28)に対して相対的にセンターコア(26)が後退して移動用の空隙を形成し、
型開きの後半段階では、アンギュラピン(35)が第1のスライドコア(27)の嵌合穴(35a)から抜けながら第1のスライドコア(27)を内側に移動させ、
型開き後に第2のスライドコア(28)をアンダーカット(94)よりも内側に移動させることを特徴とする射出成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−31589(P2011−31589A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−183080(P2009−183080)
【出願日】平成21年8月6日(2009.8.6)
【出願人】(000132932)株式会社タカギセイコー (29)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年8月6日(2009.8.6)
【出願人】(000132932)株式会社タカギセイコー (29)
【Fターム(参考)】
[ Back to top ]