
射出成形金型及び射出成形金型の製造方法並びに成形方法

【課題】熱媒体流路を有する分割型の加工が容易であると共に、強度を確保し易くて小型化を図り易い射出成形金型を提供する。
【解決手段】熱媒体流路16b、16dを有する射出成形金型10であり、分割型12は、型面14を有する第1の型部品17と、第1の型部品17の背面に配置される第2の型部品18とを備え、第1の型部品17と第2の型部品18とが平面状の合せ面19、20で当接されて構成され、第1の型部品17の型面14には三次元形状面14bが形成され、第1の型部品17の合せ面側には、深さが三次元形状面14bの凹凸形状に沿って変化する流路用溝21b、21dが形成されると共に、流路用溝21b、21dに嵌合される嵌合体25を備え、嵌合体25が嵌合された状態で第1の型部品17と第2の型部品18とが当接されることにより、嵌合体25と流路用溝21b、21dの内壁との間に熱媒体流路16b、16dが形成される。
【解決手段】熱媒体流路16b、16dを有する射出成形金型10であり、分割型12は、型面14を有する第1の型部品17と、第1の型部品17の背面に配置される第2の型部品18とを備え、第1の型部品17と第2の型部品18とが平面状の合せ面19、20で当接されて構成され、第1の型部品17の型面14には三次元形状面14bが形成され、第1の型部品17の合せ面側には、深さが三次元形状面14bの凹凸形状に沿って変化する流路用溝21b、21dが形成されると共に、流路用溝21b、21dに嵌合される嵌合体25を備え、嵌合体25が嵌合された状態で第1の型部品17と第2の型部品18とが当接されることにより、嵌合体25と流路用溝21b、21dの内壁との間に熱媒体流路16b、16dが形成される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、内部に熱媒体が流動可能な熱媒体流路を型面に沿って設けた射出成形金型と、この射出成形金型を製造する方法と、この射出成形金型を用いた成形方法とに関する。
【背景技術】
【0002】
射出成形金型には、型面を有する複数の分割型の一部或いは全部の内部に、金型を加熱又は冷却するための熱媒体流路が通常設けられている。
【0003】
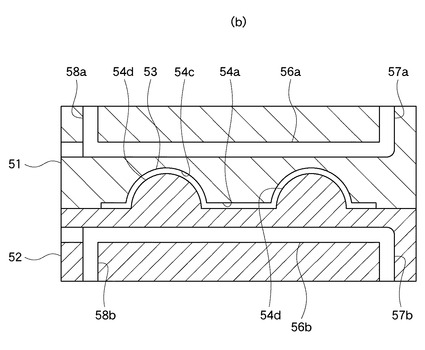
例えば、図7(a)乃至(c)に示すような射出成形用金型では、上分割型51と下分割型52とに、それぞれキャビティ53を形成する型面54a、54bが設けられ、各分割型51、52の型面54a、54bに近接する内部に、それぞれ長手方向に直線的に延びる熱媒体流路56a、56bが設けられると共に、この熱媒体流路56a、56bに熱媒体を供給、排出するための供給部57a、57b及び排出部58a、58bが設けられている。
【0004】
このような射出成形金型では、型面54a、54bの三次元形状面54c、54dでは、熱媒体流路56a、56bとの距離が各位置において変化しているため、加熱時或いは冷却時に型面54a、54bとの熱交換が不均一になり易い。そのため、型面54a、54bの各位置の表面に温度差が生じ、得られる成形品の外観品質の低下や、収縮差による変形が生じ易く、成形サイクルが長くなり易い。
【0005】
また、下記特許文献1等には、型面の三次元形状面に沿って熱媒体流路が形成された金型が提案されている。
【0006】
この金型では、金型基体の凹部の嵌合面に、型面である成形部を備えた入れ子が嵌合されており、金型基体の嵌合面と、この嵌合面に嵌合される入れ子の裏面とを成形部に沿う形状にし、その間に熱媒体流路を形成している。そのため、熱媒体流路を型面に沿って形成することとが可能となっている。
【0007】
ここでは、型面54a、54bにできるだけ近接させて熱媒体流路を形成するために、入れ子の型面と裏面との間の厚さが薄く形成されており、入れ子の強度が不足し易い。そのため、この金型では、入れ子の裏面に補強用リブを設けることにより、入れ子の強度を補強している。更に、この補強用リブにより金型基体の嵌合面と入れ子の裏面との間を複数の区画単位に区画して熱媒体を流動させることで、均一な熱交換を行わせている。
【特許文献1】特開2002−1770号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、このような従来の金型では、金型基体の嵌合面と、入れ子の裏面とが型面に沿う形状であるため、これらの各面が立体的形状を呈している。そのため、加工を行う場合には、特殊な加工機械等を使用して加工しなければならず、射出圧力や型締力が生じる方向に金型基体の嵌合面と入れ子の裏面とを嵌合させるため、各面を高い精度で加工しなければならず、金型を製造し難かった。
【0009】
また、ここでは入れ子の十分な強度を確保するためには、十分な大きさの補強用リブを設けなければならず、更に、その周囲にも十分な強度を確保できるような周縁部を設けなければならず、その結果、入れ子が大きくなり易く、金型が大型化し易かった。
【0010】
そこで、この発明では、簡易な構成により、型面に沿って熱媒体を流動させることができると共に、強度を確保して小型化を図り易い射出成形金型を提供することを課題とする。また、そのような射出成形金型を容易に製造する方法を提供することを他の課題とし、更に、そのような射出成形金型を用いた成形方法を提供することを別の課題とする。
【課題を解決するための手段】
【0011】
上記課題を解決するこの発明の射出成形金型は、型面を有する複数の分割型を備え、該複数の分割型の少なくとも1つの内部には熱媒体が流動可能な熱媒体流路を有する射出成形金型において、前記熱媒体流路を有する分割型は、前記型面を有する第1の型部品と、該第1の型部品の背面に配置される第2の型部品とを備え、前記第1の型部品と前記第2の型部品とがそれぞれに形成された平面状の合せ面を当接させて構成され、前記第1の型部品の前記型面には前記合せ面との距離が変化する三次元形状面が形成され、前記第1の型部品の合せ面側には、深さが前記三次元形状面の凹凸形状に沿って変化する流路用溝が形成されると共に、該流路用溝の底部に対応した形状を有して前記流路用溝に嵌合される嵌合体を備え、前記嵌合体が前記流路用溝に嵌合された状態で、前記第1の型部品と前記第2の型部品との各合せ面が当接されることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路が形成されることを特徴とする。
【0012】
請求項2に記載の射出成形金型は、請求項1に記載の構成に加え、前記流路用溝は、該流路用溝の各位置における底部と前記三次元形状面との間の距離が略一定に形成されていることを特徴とする。
【0013】
請求項3に記載の射出成形金型は、請求項1又は2に記載の構成に加え、前記流路用溝は、前記開口側に形成された段差凹部と、該段差凹部より前記型面側に凹んで形成された流路形成凹部とを備え、前記嵌合体は、前記段差凹部に収容されるフランジ部と、前記流路形成凹部に挿入される挿入部とを備え、前記流路形成凹部と前記挿入部との間に前記熱媒体流路が形成されることを特徴とする。
【0014】
請求項4に記載の射出成形金型の製造方法は、請求項1乃至3の何れか一つに記載の射出成形金型の製造方法であり、前記型面の背面側に平面状の第1の合せ面を形成し、該第1の合せ面側に前記流路用溝を形成して前記第1の型部品を作製する工程と、平面からなる第2の合せ面を形成して前記第2の型部品を作製する工程と、前記流路用溝の底部に対応した形状を有して前記流路用溝に嵌合可能な嵌合体を作製する工程と、前記流路用溝に前記嵌合体を嵌合し、前記第1の合せ面と前記第2の合せ面とを当接させて前記第1の型部品、前記第2の型部品、及び前記嵌合体を組付けることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路を形成する工程とを備えることを特徴とする。
【0015】
請求項5に記載の成形方法は、請求項1乃至3の何れか一つに記載の射出成形金型を用いて樹脂を成形することを特徴とする。
【0016】
請求項6に記載の成形方法は、請求項5に記載の構成に加え、前記熱媒体流路に熱媒体を流動させることで型温度を変化させつつ、溶融樹脂を前記射出成形金型に射出して固化させることを特徴とする。
【発明の効果】
【0017】
請求項1に記載の射出成形金型によれば、型面を有する第1の型部品と第2の型部品とを平面状の合せ面で当接させて分割型が構成されており、第1の型部品の合せ面側に型面の三次元形状面の凹凸形状に沿う深さの流路用溝が形成されると共に、流路用溝の底部に対応した形状を有する嵌合体を備え、この嵌合体を流路用溝に嵌合させて第1の型部品と第2の型部品とを合せ面で当接させることで、嵌合体と流路用溝との間に熱媒体流路を形成するので、型面に沿う熱媒体流路を有する分割型の製造が容易である。
【0018】
即ち、第1の型部品の合せ面から流路用溝を形成するので、分割型の背面から形成するのに比べて、流路用溝の深さが浅いため加工量が少なくて形成し易い。同時に、第1及び第2の型部品の合せ面を平面状に形成するので、立体的形状に比べ、所望の精度の合せ面を形成し易い。そのため、加工が容易であって、型面に沿う熱媒体流路を有する分割型の製造が容易である。
【0019】
更に、第1の型部品の合せ面が平面状であるので、第1の型部品の型面に三次元形状面に沿う熱媒体流路を有していても、第1の型部品全体の肉厚を確保し易く、第1の型部品の十分な強度を確保し易い。同時に、第1及び第2の型部品の合せ面が平面状であるため、広い範囲で所望の精度に形成でき、第1及び第2の型部品を広い範囲で当接させることが可能で、熱媒体流路を有する分割型の強度を容易に確保することができる。
【0020】
その結果、熱媒体流路を有する分割型の加工が容易であると共に強度を確保し易く、簡単な構成で小型化などを図り易い射出成形金型を提供することができる。
【0021】
請求項2に記載の射出成形金型によれば、流路用溝の各位置における底部と三次元形状面との間の距離が略一定に形成されているので、均一な熱交換が可能で、樹脂成形時に射出成形金型の型面の加熱或いは冷却をより均一に行い易い。
【0022】
請求項3に記載の射出成形金型によれば、流路用溝に段差凹部及び段差凹部より凹む流路形成凹部を備えると共に、嵌合体が段差凹部に嵌合可能なフランジ部と、流路形成凹部に挿入される挿入部とを備えているので、嵌合体を流路用溝の深さ方向の所定位置に容易に嵌合させることができ、所望の熱媒体流路を容易に形成することができる。
【0023】
請求項4に記載の射出成形金型の製造方法によれば、型面を有する第1の型部品を作製する際、型面の背面側に平面状の第1の合せ面を形成すると共に、この第1の合せ面側に流路用溝を形成するので、分割型の背面から流路用溝を形成する場合に比べ、流路溝の深さが浅いため、加工量が少なくて加工が容易である。
【0024】
また、第1及び第2の型部品の合せ面をそれぞれ平面状に形成するため、立体的な形状に加工するのに比べ、広い範囲で所望の精度に加工することが容易である。
【0025】
そのため、熱媒体流路を有する分割型を備えた射出成形金型を容易に製造することができる。
【0026】
請求項5又は請求項6に記載の樹脂成形品の成形方法によれば、第1の型部品に型面の三次元形状面に沿う流路用溝が形成されており、この流路用溝により熱媒体流路が形成されているため、三次元形状面に沿って熱媒体を流動させることができる。そのため、型面の加熱や冷却を効率よく均一に行い易く、得られる成型品の外観品質を向上したり、成形サイクルを短縮することが可能である。
【発明を実施するための最良の形態】
【0027】
以下、この発明の実施の形態について説明する。
【0028】
図1乃至図6は、この実施の形態の射出成形金型を示す。
【0029】
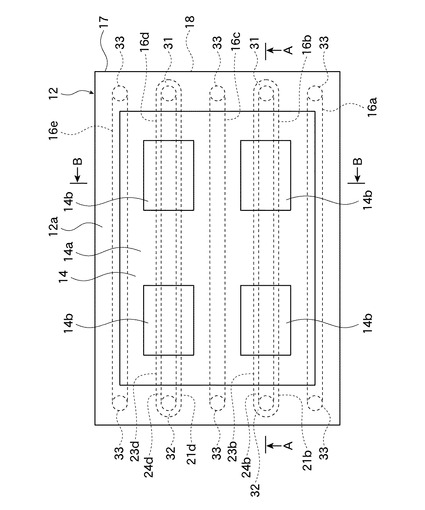
この射出成形金型10は、図1乃至図3に示すように、上分割型11と下分割型12とから構成されており、上分割型11及び下分割型12には、型締めすることによりキャビティ13を形成可能な型面14、15がそれぞれ形成されている。
【0030】
各型面14、15は、それぞれ樹脂成形品に対応した形状を有しており、この実施の形態では、平面形状の基部面14a、15aと、この基部面14a、15aから突出或いは凹んだ三次元形状を有する三次元形状面14b、15bとを含んでいる。
【0031】
そして、この実施の形態では、図1に示すように、下分割型12に空気、水、油、蒸気等の熱媒体が流動可能な5本の熱媒体流路16a〜16eが、平面視において互いに平行に形成されている。
【0032】
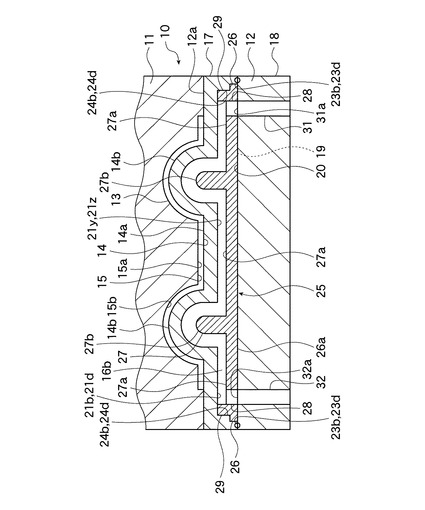
この下分割型12は、型面14と熱媒体流路16a〜16eとを有する第1の型部品17と、この第1の型部品17の背面に配置される板形状を有する第2の型部品18と、第1の型部品17の後述する流路用溝21b、21dに嵌合された嵌合体25とを備えている。
【0033】
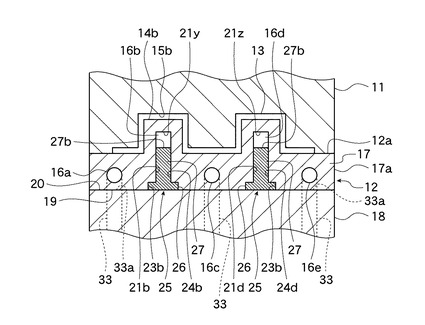
第1の型部品17は、図4及び図5に示すように、一方側に下分割型12の分割面12a及び型面14を備え、この分割面12a及び型面14の背面側に、分割面12aと平行な平面からなる第1の合せ面19が略全面に設けられている。また、内部には、平坦な基部面14aに沿って直線状の軸線を有する孔からなる熱媒体流路16a、16c、16eが穿設されている。
【0034】
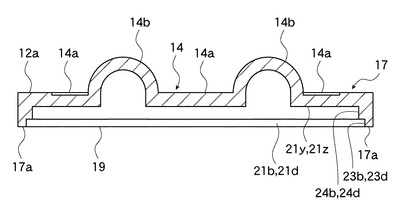
更に、第1の合せ面19には、熱媒体流路16b、16dを形成するための流路用溝21b、21dが開口して形成されている。流路用溝21b、21dは、型面14の基部面14aと2つの半円形状に突出した三次元形状面14bとに沿って形成されており、嵌合体25を所定位置に嵌合するために、開口側に段差凹部23b、23dを有すると共に、この段差凹部23b、23dより狭い幅で型面14側に凹む流路形成凹部24b、24dを有している。
【0035】
基部面14aに対応する部位では、基部面14aと第1の合せ面19との距離が略一定であるため、流路用溝21b、21dの流路形成凹部24b、24dの深さが各位置において略一定に形成されている。三次元形状面14bに対応する部位では、三次元形状面14bと第1の合せ面19との距離が変化するため、流路用溝21b、21dの流路形成凹部24b、24dの深さが三次元形状面14bの凹凸形状に沿って変化している。
【0036】
これにより、流路用溝21b、21dの全長において、各位置における底部21y、21zと型面14との間の距離が略一定となっている。なお、段差凹部23b、23dは流路形成凹部24b、24dの全周囲において略一定深さで形成されている。
【0037】
なお、この流路用溝21b、21dは、第1の型部品17の周縁に達しない範囲で形成されており、各端部側と第1の型部品17の周縁との間には、第1の型部品の周縁の厚さが一定となるように連続した縁部補強部17aが設けられている。
【0038】
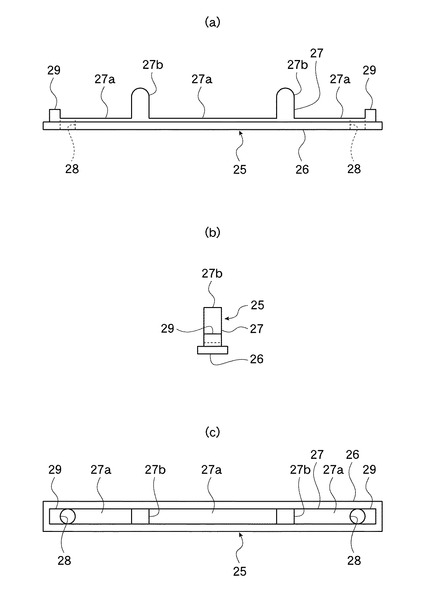
流路用溝21b、21dに嵌合される嵌合体25は、図6(a)〜(c)に示すように、流路用溝21b、21dの段差凹部23b、23dに挿入可能なフランジ部26と、このフランジ部26から一方側に突出して形成され、流路形成凹部24b、24dに挿入可能な挿入突部27とを備えている。更に、両端部側には、フランジ部26及び挿入突部27を貫通するように挿入突部27の幅と略等しい直径で開設された貫通孔28と、各貫通孔28より端部側に配置されて前記一方側に突設された突片29とを備えている。突片29は流路用溝21b、21dの長手方向両端に当接することにより、嵌合体25の流路用溝21b、21dに対する長手方向の位置合せを行い易くしている。
【0039】
フランジ部26は、段差凹部23b、23dと略同一形状に形成され、挿入突部27とは反対側となる背面26aが平面状で、厚さが段差凹部23b、23dの深さと等しくなるように形成されている。そのため、嵌合体25が流路用溝21b、21dに嵌合された状態では、背面26aと第1の型部品17の第1の合せ面19とが略同一面に配置されるようになっている。
【0040】
挿入突部27は、流路形成凹部24b、24dと略等しい幅でフランジ部26から一方側に突出して形成されており、流路用溝21b、21dの底部21y、21zと対向する縁部は、流路用溝21b、21dの底部21y、21zの形状に対応した形状を有している。
【0041】
挿入突部27のフランジ部26からの各位置の突出量は流路形成凹部24b、24dの深さより短く形成されており、流路形成凹部24b、24dの基部面14aに対応する位置に配置される部位27aでは、フランジ部26からの各位置の突出量が一定で、三次元形状面14bに対応する位置に配置される部位27bでは各位置の突出量が三次元形状面14bの凹凸形状に沿って変化し、基部面14aに対応する部位27aより突出している。
【0042】
この嵌合体25では、このような突出量とすることにより、挿入突部27の縁部と流路用溝21b、21dの底部21y、21zとの間が各位置において略一定距離で離間した状態で対向することができる。
【0043】
更に、この嵌合体25は、第1の型部品17と同一の材料で形成することが可能であるが、第1の型部品17の熱伝導率より高い熱伝導率を有する材料に形成することが好ましい。これにより第1の型部品17全体の熱交換の効率を向上させることができるからである。
【0044】
また、嵌合体25は、構造上の強度をそれほど必要としないため、一般的に熱可塑性樹脂の射出成形に用いる金型鋼材のみならず、剛性の低い金属、プラスチック、ゴム等の材料から形成することもできる。
【0045】
一方、第2の型部品18は、第1の型部品17の第1の合せ面19と対向する側の略全面に、平面からなる第2の合せ面20が設けられている。内部には、熱媒体流路16a〜16eに熱媒体を供給するための供給路31と、該熱媒体を排出するための排出路32とが設けられ、第2の合せ面20には、それらの開口部31a、32aが開設されている。
【0046】
この開口部31a、32aは、第1の型部品17の流路用溝21b、21d又は熱媒体流路16a、16c、16eの両端側に対応する位置に設けられている。流路用溝21b、21dでは、嵌合体25の各貫通孔28に対応する位置に設けられ、熱媒体流路16a、16c、16eでは、これらから延長された延長路33の開口33aに対応する位置に設けられている。
【0047】
このような第1の型部品17、第2の型部品18及び嵌合体25を備えた下分割型12は、嵌合体25が流路用溝21b、21dに嵌合され、第1の型部品17の第1の合せ面19と第2の型部品18の第2の合せ面20とが当接されると共に、嵌合体25のフランジ部26の背面26aに第2型部品18の合せ面20が当接されて構成される。そして、これにより流路用溝21b、21dでは、開口側が閉塞されて、嵌合体25と流路用溝21b、21dの内壁とにより熱媒体流路16b、16dが形成されている。
【0048】
なお、第1及び第2の形部品17、18は一般的に熱可塑性樹脂の射出成形金型に用いる金型鋼材から形成することができる。
【0049】
このような構成を有する射出成形金型10は、次のように製造することができる。
【0050】
まず、第1の型部品17を形成可能な所定の被加工体に、第1の合せ面19と略平行な孔を穿設して熱媒体流路16a、16c、16eを形成すると共に、第1の合せ面19側に流路用溝21b、21dを形成して、一方側に分割面12a及び型面14を有し、他方の背面側に第1の合せ面19を有する第1の型部品17を作製する。この実施の形態では、熱媒体流路16a、16c、16eには、第1の合せ面19まで延長する延長路33及びその開口部33aを形成している。
【0051】
この第1の型部品17の作製においては、分割面12aと第1の合せ面19との間の厚さは適宜選択できるが、所望の強度を確保できる範囲で薄く形成することにより、流路用溝21b、21dの深さを浅くできて加工量を少なく抑えることができ、また、射出成形金型10の小型化が図り易くなる。
【0052】
また、流路用溝21b、21dは、これらと厚さ方向に対応する位置の型面14の形状に沿うように形成するため、底部21y、21zを型面14の形状と同一或いは相似形とすることができる。そのため、例えば、NC加工機などを用いて加工する場合には、型面14の加工データをそのまま、或いは修正して利用することができる。
【0053】
この第1の型部品17の作製とは別に、第2の型部品18を形成可能な所定の被加工体を用いて形成する。この第2の型部品には、熱媒体の供給路31及び排出路32を形成すると共に、開口部31a、32aを第2の合せ面20に開口させて、一方側に平面状の第2の合せ面20を略全面に有する第2の型部品18を作製する。
【0054】
この第2の型部品18の作製においては、第2の型部品18の厚さを適宜選択することができ、強度を確保可能な範囲で薄くすることにより、射出成形金型10の小型化を図ることができる。
【0055】
更に、第1及び第2の型部品17、18とは別に、第1の型部品17の流路用溝21b、21dに嵌合可能な図6(a)〜(c)に示す嵌合体25を作製する。
【0056】
その後、このようにして得られた第1の型部品17と第2の型部品18とを用い、嵌合体25を流路用溝21b、21dに嵌合し、第1の型部品17の第1の合せ面19と第2の型部品18の第2の合せ面20とを当接させると共に、嵌合体25のフランジ部26の背面26aに第2の型部品18の合せ面20を当接させて組み付ける。
【0057】
これにより、流路用溝21b、21dの開口側を閉塞して、嵌合体25と流路用溝21b、21dの内壁とにより熱媒体流路16b、16dを形成して、下分割型12を作製する。そして、別に形成された上分割型11と分割面12aにおいて型締めすれば、キャビティ13を備えた射出成形金型10を製造することができる。
【0058】
そして、このようにして製造された射出成形金型10を用いて樹脂を射出成形により成形するには、上分割型11と下分割型12とを型締めしてキャビティ13を形成し、熱媒体流路16a〜16eに熱媒体を流動させることで型温度を昇温し、溶融樹脂を射出成形金型10の図示しないゲート部からキャビティ13内に射出し、完了後、熱媒体流路16a〜16eに冷却用の熱媒体を流動させることで型温度を降温し、型開きして成形品を取り出すことにより成形できる。
【0059】
以上のような射出成形金型10及びその製造方法によれば、第1の型部品17の第1の合せ面19から流路用溝21b、21dを形成するので、下分割型12の背面から形成するのに比べ、流路用溝21b、21dの加工量を少なくできる。同時に、第1及び第2の型部品17、18の合せ面19、20を平面状に形成するので、特殊な加工機械を用いることなく、所望の精度の合せ面19、20を形成することができ、立体的形状に形成する場合に比べ、容易に形成することができる。そのため、熱媒体流路21b、21dを有する下分割型12の加工が容易であって、射出成形金型10の製造が容易である。
【0060】
また、第1の型部品17の第1の合せ面19が平面状であるので、第1の型部品17の型面14に三次元形状面14bに沿う熱媒体流路21b、21dを有していても、第1の型部品17全体の肉厚を確保し易く、第1の型部品17の十分な強度を確保し易い。同時に、第1及び第2の型部品17、18の合せ面19、20が平面状であるため、広い範囲で所望の精度に形成し易く、第1及び第2の型部品17、18の合せ面19、20を広い範囲で当接させることが可能で、熱媒体流路16b、16dを有する下分割型12の強度を容易に確保することができる。そのため、簡単な構成で小型化などを図り易い。
【0061】
更に、流路用溝21b、21dの各位置における底部21y、21zと三次元形状面14bとの間の距離が略一定に形成されているので、均一な熱交換が可能で、樹脂成形時に射出成形金型の型面の加熱或いは冷却を効率よく、より均一に行い易い。
【0062】
また、流路用溝21b、21dに嵌合されて流路用溝21b、21dの内壁との間で熱媒体流路16b、16dを形成できる嵌合体25を備え、この嵌合体25が熱媒体流路16b、16dの断面積が各位置において略一定となるように凹凸形状を呈するので、熱媒体流路16b、16d内を流動する熱媒体の各位置における流速を均一化し易く、効率よく型面の加熱或いは冷却をより均一に行い易い。
【0063】
更に、流路用溝21b、21dに段差凹部23b、23d及び段差凹部23b、23dより凹む流路形成凹部24b、24dを備えると共に、嵌合体25が段差凹部23b、23dに嵌合可能なフランジ部26と、流路形成凹部24b、24dに挿入される挿入突部27とを備えているので、嵌合体25を流路用溝21b、21dの深さ方向の所定位置に容易に嵌合させることができ、所望の熱媒体流路16b、16dを容易に形成することができる。
【0064】
そして、このような射出成形金型10を用いて樹脂成形品を成形すれば、第1の型部品17に型面14の三次元形状面14bに沿う流路用溝21b、21dが形成されており、この流路用溝21b、21dにより熱媒体流路16b、16dが形成されているため、三次元形状面に沿って熱媒体を流動させることができ、そのため、型面14の加熱や冷却を効率よく、均一に行い易く、得られる樹脂成型品の外観品質を向上したり、成形サイクルを短縮することが可能である。
【0065】
なお、上記実施の形態では、流路用溝21b、21dに段差凹部23b、23dを設けると共に、嵌合体25にフランジ部26を設けた例について説明したが、嵌合体を流路用溝の深さ方向の所定位置に保持可能であれば、段差凹部23b、23d及びフランジ部26をそれぞれ流路形成凹部24b、24dと挿入突部27の全周囲に設けたが、特に限定されるものではなく、周囲の一部にだけ設けることも可能である。また、フランジ部を設けない構成とすることも可能である。嵌合体25を組付ける際には、ボルト止め、圧入、接着、溶接などにより第1の型部品17及び/又は第2の型部品18に固着させてもよい。
【0066】
更に、上記では、第1の型部品17の流路用溝21b、21dに、それぞれ別部材の嵌合体25を嵌合させたが、複数の流路用溝に一体に形成された嵌合体を嵌合することも可能である。その場合、例えば、嵌合体として、複数の挿入突部27が共通のフランジ部26から突設されたものを用い、第1の型部品17の第1の合せ面19に、複数の流路形成凹部を設けると共にこれらを連続するように段差凹部を設けて、嵌合させるようにすることもできる。
【0067】
また、上記では、熱媒体流路16a〜16eを下分割型12にのみ設けた例について説明したが、上分割型11に設けることも可能であり、複数の分割型に任意に設けることが可能である。
【0068】
更に、上記では、型面の三次元形状面が突出した形状を有する分割型の内部に熱媒体流路を形成した例について説明したが、凹状に凹んだ型面を有する分割型であっても、この実施の形態と同様に、三次元形状面の凹凸形状に沿って変化する深さで流路用溝を形成することは可能であり、同様の効果を得ることができる。
【図面の簡単な説明】
【0069】
【図1】この発明の実施の形態の射出成形金型において、上分割型を除去した状態を示す下分割型の平面図である。
【図2】同実施の形態の図1の射出成形金型のA−A断面図である。
【図3】同実施の形態の図1の射出成形金型のB−B断面図である。
【図4】同実施の形態の図1の射出成形金型の第1の型部品の底面図である。
【図5】同実施の形態の図4のC−C断面図である。
【図6】同実施の形態の図1の射出成形金型の嵌合体を示し、(a)は正面図、(b)は側面図、(c)は平面図である。
【図7(a)】従来の熱媒体流路を有する射出成形型を示し、上分割型を除去した状態を示す下分割型の平面図である。
【図7(b)】同従来の熱媒体流路を有する射出成形型を示し、図7(a)のC−C断面図である。
【図7(c)】同従来の熱媒体流路を有する射出成形型を示し、図7(a)のD−D断面図である。
【符号の説明】
【0070】
10 射出成形金型
11 上分割型
12 下分割型
14、15 型面
14b、15b三次元形状面
16a〜16e熱媒体流路
17 第1の型部品
18 第2の型部品
19 第1の合せ面
20 第2の合せ面
21b、21d 流路用溝
21y、21z 底部
23b、23d 段差凹部
24b、24d 流路形成凹部
25 嵌合体
26 フランジ部
27 挿入突部
【技術分野】
【0001】
この発明は、内部に熱媒体が流動可能な熱媒体流路を型面に沿って設けた射出成形金型と、この射出成形金型を製造する方法と、この射出成形金型を用いた成形方法とに関する。
【背景技術】
【0002】
射出成形金型には、型面を有する複数の分割型の一部或いは全部の内部に、金型を加熱又は冷却するための熱媒体流路が通常設けられている。
【0003】
例えば、図7(a)乃至(c)に示すような射出成形用金型では、上分割型51と下分割型52とに、それぞれキャビティ53を形成する型面54a、54bが設けられ、各分割型51、52の型面54a、54bに近接する内部に、それぞれ長手方向に直線的に延びる熱媒体流路56a、56bが設けられると共に、この熱媒体流路56a、56bに熱媒体を供給、排出するための供給部57a、57b及び排出部58a、58bが設けられている。
【0004】
このような射出成形金型では、型面54a、54bの三次元形状面54c、54dでは、熱媒体流路56a、56bとの距離が各位置において変化しているため、加熱時或いは冷却時に型面54a、54bとの熱交換が不均一になり易い。そのため、型面54a、54bの各位置の表面に温度差が生じ、得られる成形品の外観品質の低下や、収縮差による変形が生じ易く、成形サイクルが長くなり易い。
【0005】
また、下記特許文献1等には、型面の三次元形状面に沿って熱媒体流路が形成された金型が提案されている。
【0006】
この金型では、金型基体の凹部の嵌合面に、型面である成形部を備えた入れ子が嵌合されており、金型基体の嵌合面と、この嵌合面に嵌合される入れ子の裏面とを成形部に沿う形状にし、その間に熱媒体流路を形成している。そのため、熱媒体流路を型面に沿って形成することとが可能となっている。
【0007】
ここでは、型面54a、54bにできるだけ近接させて熱媒体流路を形成するために、入れ子の型面と裏面との間の厚さが薄く形成されており、入れ子の強度が不足し易い。そのため、この金型では、入れ子の裏面に補強用リブを設けることにより、入れ子の強度を補強している。更に、この補強用リブにより金型基体の嵌合面と入れ子の裏面との間を複数の区画単位に区画して熱媒体を流動させることで、均一な熱交換を行わせている。
【特許文献1】特開2002−1770号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、このような従来の金型では、金型基体の嵌合面と、入れ子の裏面とが型面に沿う形状であるため、これらの各面が立体的形状を呈している。そのため、加工を行う場合には、特殊な加工機械等を使用して加工しなければならず、射出圧力や型締力が生じる方向に金型基体の嵌合面と入れ子の裏面とを嵌合させるため、各面を高い精度で加工しなければならず、金型を製造し難かった。
【0009】
また、ここでは入れ子の十分な強度を確保するためには、十分な大きさの補強用リブを設けなければならず、更に、その周囲にも十分な強度を確保できるような周縁部を設けなければならず、その結果、入れ子が大きくなり易く、金型が大型化し易かった。
【0010】
そこで、この発明では、簡易な構成により、型面に沿って熱媒体を流動させることができると共に、強度を確保して小型化を図り易い射出成形金型を提供することを課題とする。また、そのような射出成形金型を容易に製造する方法を提供することを他の課題とし、更に、そのような射出成形金型を用いた成形方法を提供することを別の課題とする。
【課題を解決するための手段】
【0011】
上記課題を解決するこの発明の射出成形金型は、型面を有する複数の分割型を備え、該複数の分割型の少なくとも1つの内部には熱媒体が流動可能な熱媒体流路を有する射出成形金型において、前記熱媒体流路を有する分割型は、前記型面を有する第1の型部品と、該第1の型部品の背面に配置される第2の型部品とを備え、前記第1の型部品と前記第2の型部品とがそれぞれに形成された平面状の合せ面を当接させて構成され、前記第1の型部品の前記型面には前記合せ面との距離が変化する三次元形状面が形成され、前記第1の型部品の合せ面側には、深さが前記三次元形状面の凹凸形状に沿って変化する流路用溝が形成されると共に、該流路用溝の底部に対応した形状を有して前記流路用溝に嵌合される嵌合体を備え、前記嵌合体が前記流路用溝に嵌合された状態で、前記第1の型部品と前記第2の型部品との各合せ面が当接されることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路が形成されることを特徴とする。
【0012】
請求項2に記載の射出成形金型は、請求項1に記載の構成に加え、前記流路用溝は、該流路用溝の各位置における底部と前記三次元形状面との間の距離が略一定に形成されていることを特徴とする。
【0013】
請求項3に記載の射出成形金型は、請求項1又は2に記載の構成に加え、前記流路用溝は、前記開口側に形成された段差凹部と、該段差凹部より前記型面側に凹んで形成された流路形成凹部とを備え、前記嵌合体は、前記段差凹部に収容されるフランジ部と、前記流路形成凹部に挿入される挿入部とを備え、前記流路形成凹部と前記挿入部との間に前記熱媒体流路が形成されることを特徴とする。
【0014】
請求項4に記載の射出成形金型の製造方法は、請求項1乃至3の何れか一つに記載の射出成形金型の製造方法であり、前記型面の背面側に平面状の第1の合せ面を形成し、該第1の合せ面側に前記流路用溝を形成して前記第1の型部品を作製する工程と、平面からなる第2の合せ面を形成して前記第2の型部品を作製する工程と、前記流路用溝の底部に対応した形状を有して前記流路用溝に嵌合可能な嵌合体を作製する工程と、前記流路用溝に前記嵌合体を嵌合し、前記第1の合せ面と前記第2の合せ面とを当接させて前記第1の型部品、前記第2の型部品、及び前記嵌合体を組付けることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路を形成する工程とを備えることを特徴とする。
【0015】
請求項5に記載の成形方法は、請求項1乃至3の何れか一つに記載の射出成形金型を用いて樹脂を成形することを特徴とする。
【0016】
請求項6に記載の成形方法は、請求項5に記載の構成に加え、前記熱媒体流路に熱媒体を流動させることで型温度を変化させつつ、溶融樹脂を前記射出成形金型に射出して固化させることを特徴とする。
【発明の効果】
【0017】
請求項1に記載の射出成形金型によれば、型面を有する第1の型部品と第2の型部品とを平面状の合せ面で当接させて分割型が構成されており、第1の型部品の合せ面側に型面の三次元形状面の凹凸形状に沿う深さの流路用溝が形成されると共に、流路用溝の底部に対応した形状を有する嵌合体を備え、この嵌合体を流路用溝に嵌合させて第1の型部品と第2の型部品とを合せ面で当接させることで、嵌合体と流路用溝との間に熱媒体流路を形成するので、型面に沿う熱媒体流路を有する分割型の製造が容易である。
【0018】
即ち、第1の型部品の合せ面から流路用溝を形成するので、分割型の背面から形成するのに比べて、流路用溝の深さが浅いため加工量が少なくて形成し易い。同時に、第1及び第2の型部品の合せ面を平面状に形成するので、立体的形状に比べ、所望の精度の合せ面を形成し易い。そのため、加工が容易であって、型面に沿う熱媒体流路を有する分割型の製造が容易である。
【0019】
更に、第1の型部品の合せ面が平面状であるので、第1の型部品の型面に三次元形状面に沿う熱媒体流路を有していても、第1の型部品全体の肉厚を確保し易く、第1の型部品の十分な強度を確保し易い。同時に、第1及び第2の型部品の合せ面が平面状であるため、広い範囲で所望の精度に形成でき、第1及び第2の型部品を広い範囲で当接させることが可能で、熱媒体流路を有する分割型の強度を容易に確保することができる。
【0020】
その結果、熱媒体流路を有する分割型の加工が容易であると共に強度を確保し易く、簡単な構成で小型化などを図り易い射出成形金型を提供することができる。
【0021】
請求項2に記載の射出成形金型によれば、流路用溝の各位置における底部と三次元形状面との間の距離が略一定に形成されているので、均一な熱交換が可能で、樹脂成形時に射出成形金型の型面の加熱或いは冷却をより均一に行い易い。
【0022】
請求項3に記載の射出成形金型によれば、流路用溝に段差凹部及び段差凹部より凹む流路形成凹部を備えると共に、嵌合体が段差凹部に嵌合可能なフランジ部と、流路形成凹部に挿入される挿入部とを備えているので、嵌合体を流路用溝の深さ方向の所定位置に容易に嵌合させることができ、所望の熱媒体流路を容易に形成することができる。
【0023】
請求項4に記載の射出成形金型の製造方法によれば、型面を有する第1の型部品を作製する際、型面の背面側に平面状の第1の合せ面を形成すると共に、この第1の合せ面側に流路用溝を形成するので、分割型の背面から流路用溝を形成する場合に比べ、流路溝の深さが浅いため、加工量が少なくて加工が容易である。
【0024】
また、第1及び第2の型部品の合せ面をそれぞれ平面状に形成するため、立体的な形状に加工するのに比べ、広い範囲で所望の精度に加工することが容易である。
【0025】
そのため、熱媒体流路を有する分割型を備えた射出成形金型を容易に製造することができる。
【0026】
請求項5又は請求項6に記載の樹脂成形品の成形方法によれば、第1の型部品に型面の三次元形状面に沿う流路用溝が形成されており、この流路用溝により熱媒体流路が形成されているため、三次元形状面に沿って熱媒体を流動させることができる。そのため、型面の加熱や冷却を効率よく均一に行い易く、得られる成型品の外観品質を向上したり、成形サイクルを短縮することが可能である。
【発明を実施するための最良の形態】
【0027】
以下、この発明の実施の形態について説明する。
【0028】
図1乃至図6は、この実施の形態の射出成形金型を示す。
【0029】
この射出成形金型10は、図1乃至図3に示すように、上分割型11と下分割型12とから構成されており、上分割型11及び下分割型12には、型締めすることによりキャビティ13を形成可能な型面14、15がそれぞれ形成されている。
【0030】
各型面14、15は、それぞれ樹脂成形品に対応した形状を有しており、この実施の形態では、平面形状の基部面14a、15aと、この基部面14a、15aから突出或いは凹んだ三次元形状を有する三次元形状面14b、15bとを含んでいる。
【0031】
そして、この実施の形態では、図1に示すように、下分割型12に空気、水、油、蒸気等の熱媒体が流動可能な5本の熱媒体流路16a〜16eが、平面視において互いに平行に形成されている。
【0032】
この下分割型12は、型面14と熱媒体流路16a〜16eとを有する第1の型部品17と、この第1の型部品17の背面に配置される板形状を有する第2の型部品18と、第1の型部品17の後述する流路用溝21b、21dに嵌合された嵌合体25とを備えている。
【0033】
第1の型部品17は、図4及び図5に示すように、一方側に下分割型12の分割面12a及び型面14を備え、この分割面12a及び型面14の背面側に、分割面12aと平行な平面からなる第1の合せ面19が略全面に設けられている。また、内部には、平坦な基部面14aに沿って直線状の軸線を有する孔からなる熱媒体流路16a、16c、16eが穿設されている。
【0034】
更に、第1の合せ面19には、熱媒体流路16b、16dを形成するための流路用溝21b、21dが開口して形成されている。流路用溝21b、21dは、型面14の基部面14aと2つの半円形状に突出した三次元形状面14bとに沿って形成されており、嵌合体25を所定位置に嵌合するために、開口側に段差凹部23b、23dを有すると共に、この段差凹部23b、23dより狭い幅で型面14側に凹む流路形成凹部24b、24dを有している。
【0035】
基部面14aに対応する部位では、基部面14aと第1の合せ面19との距離が略一定であるため、流路用溝21b、21dの流路形成凹部24b、24dの深さが各位置において略一定に形成されている。三次元形状面14bに対応する部位では、三次元形状面14bと第1の合せ面19との距離が変化するため、流路用溝21b、21dの流路形成凹部24b、24dの深さが三次元形状面14bの凹凸形状に沿って変化している。
【0036】
これにより、流路用溝21b、21dの全長において、各位置における底部21y、21zと型面14との間の距離が略一定となっている。なお、段差凹部23b、23dは流路形成凹部24b、24dの全周囲において略一定深さで形成されている。
【0037】
なお、この流路用溝21b、21dは、第1の型部品17の周縁に達しない範囲で形成されており、各端部側と第1の型部品17の周縁との間には、第1の型部品の周縁の厚さが一定となるように連続した縁部補強部17aが設けられている。
【0038】
流路用溝21b、21dに嵌合される嵌合体25は、図6(a)〜(c)に示すように、流路用溝21b、21dの段差凹部23b、23dに挿入可能なフランジ部26と、このフランジ部26から一方側に突出して形成され、流路形成凹部24b、24dに挿入可能な挿入突部27とを備えている。更に、両端部側には、フランジ部26及び挿入突部27を貫通するように挿入突部27の幅と略等しい直径で開設された貫通孔28と、各貫通孔28より端部側に配置されて前記一方側に突設された突片29とを備えている。突片29は流路用溝21b、21dの長手方向両端に当接することにより、嵌合体25の流路用溝21b、21dに対する長手方向の位置合せを行い易くしている。
【0039】
フランジ部26は、段差凹部23b、23dと略同一形状に形成され、挿入突部27とは反対側となる背面26aが平面状で、厚さが段差凹部23b、23dの深さと等しくなるように形成されている。そのため、嵌合体25が流路用溝21b、21dに嵌合された状態では、背面26aと第1の型部品17の第1の合せ面19とが略同一面に配置されるようになっている。
【0040】
挿入突部27は、流路形成凹部24b、24dと略等しい幅でフランジ部26から一方側に突出して形成されており、流路用溝21b、21dの底部21y、21zと対向する縁部は、流路用溝21b、21dの底部21y、21zの形状に対応した形状を有している。
【0041】
挿入突部27のフランジ部26からの各位置の突出量は流路形成凹部24b、24dの深さより短く形成されており、流路形成凹部24b、24dの基部面14aに対応する位置に配置される部位27aでは、フランジ部26からの各位置の突出量が一定で、三次元形状面14bに対応する位置に配置される部位27bでは各位置の突出量が三次元形状面14bの凹凸形状に沿って変化し、基部面14aに対応する部位27aより突出している。
【0042】
この嵌合体25では、このような突出量とすることにより、挿入突部27の縁部と流路用溝21b、21dの底部21y、21zとの間が各位置において略一定距離で離間した状態で対向することができる。
【0043】
更に、この嵌合体25は、第1の型部品17と同一の材料で形成することが可能であるが、第1の型部品17の熱伝導率より高い熱伝導率を有する材料に形成することが好ましい。これにより第1の型部品17全体の熱交換の効率を向上させることができるからである。
【0044】
また、嵌合体25は、構造上の強度をそれほど必要としないため、一般的に熱可塑性樹脂の射出成形に用いる金型鋼材のみならず、剛性の低い金属、プラスチック、ゴム等の材料から形成することもできる。
【0045】
一方、第2の型部品18は、第1の型部品17の第1の合せ面19と対向する側の略全面に、平面からなる第2の合せ面20が設けられている。内部には、熱媒体流路16a〜16eに熱媒体を供給するための供給路31と、該熱媒体を排出するための排出路32とが設けられ、第2の合せ面20には、それらの開口部31a、32aが開設されている。
【0046】
この開口部31a、32aは、第1の型部品17の流路用溝21b、21d又は熱媒体流路16a、16c、16eの両端側に対応する位置に設けられている。流路用溝21b、21dでは、嵌合体25の各貫通孔28に対応する位置に設けられ、熱媒体流路16a、16c、16eでは、これらから延長された延長路33の開口33aに対応する位置に設けられている。
【0047】
このような第1の型部品17、第2の型部品18及び嵌合体25を備えた下分割型12は、嵌合体25が流路用溝21b、21dに嵌合され、第1の型部品17の第1の合せ面19と第2の型部品18の第2の合せ面20とが当接されると共に、嵌合体25のフランジ部26の背面26aに第2型部品18の合せ面20が当接されて構成される。そして、これにより流路用溝21b、21dでは、開口側が閉塞されて、嵌合体25と流路用溝21b、21dの内壁とにより熱媒体流路16b、16dが形成されている。
【0048】
なお、第1及び第2の形部品17、18は一般的に熱可塑性樹脂の射出成形金型に用いる金型鋼材から形成することができる。
【0049】
このような構成を有する射出成形金型10は、次のように製造することができる。
【0050】
まず、第1の型部品17を形成可能な所定の被加工体に、第1の合せ面19と略平行な孔を穿設して熱媒体流路16a、16c、16eを形成すると共に、第1の合せ面19側に流路用溝21b、21dを形成して、一方側に分割面12a及び型面14を有し、他方の背面側に第1の合せ面19を有する第1の型部品17を作製する。この実施の形態では、熱媒体流路16a、16c、16eには、第1の合せ面19まで延長する延長路33及びその開口部33aを形成している。
【0051】
この第1の型部品17の作製においては、分割面12aと第1の合せ面19との間の厚さは適宜選択できるが、所望の強度を確保できる範囲で薄く形成することにより、流路用溝21b、21dの深さを浅くできて加工量を少なく抑えることができ、また、射出成形金型10の小型化が図り易くなる。
【0052】
また、流路用溝21b、21dは、これらと厚さ方向に対応する位置の型面14の形状に沿うように形成するため、底部21y、21zを型面14の形状と同一或いは相似形とすることができる。そのため、例えば、NC加工機などを用いて加工する場合には、型面14の加工データをそのまま、或いは修正して利用することができる。
【0053】
この第1の型部品17の作製とは別に、第2の型部品18を形成可能な所定の被加工体を用いて形成する。この第2の型部品には、熱媒体の供給路31及び排出路32を形成すると共に、開口部31a、32aを第2の合せ面20に開口させて、一方側に平面状の第2の合せ面20を略全面に有する第2の型部品18を作製する。
【0054】
この第2の型部品18の作製においては、第2の型部品18の厚さを適宜選択することができ、強度を確保可能な範囲で薄くすることにより、射出成形金型10の小型化を図ることができる。
【0055】
更に、第1及び第2の型部品17、18とは別に、第1の型部品17の流路用溝21b、21dに嵌合可能な図6(a)〜(c)に示す嵌合体25を作製する。
【0056】
その後、このようにして得られた第1の型部品17と第2の型部品18とを用い、嵌合体25を流路用溝21b、21dに嵌合し、第1の型部品17の第1の合せ面19と第2の型部品18の第2の合せ面20とを当接させると共に、嵌合体25のフランジ部26の背面26aに第2の型部品18の合せ面20を当接させて組み付ける。
【0057】
これにより、流路用溝21b、21dの開口側を閉塞して、嵌合体25と流路用溝21b、21dの内壁とにより熱媒体流路16b、16dを形成して、下分割型12を作製する。そして、別に形成された上分割型11と分割面12aにおいて型締めすれば、キャビティ13を備えた射出成形金型10を製造することができる。
【0058】
そして、このようにして製造された射出成形金型10を用いて樹脂を射出成形により成形するには、上分割型11と下分割型12とを型締めしてキャビティ13を形成し、熱媒体流路16a〜16eに熱媒体を流動させることで型温度を昇温し、溶融樹脂を射出成形金型10の図示しないゲート部からキャビティ13内に射出し、完了後、熱媒体流路16a〜16eに冷却用の熱媒体を流動させることで型温度を降温し、型開きして成形品を取り出すことにより成形できる。
【0059】
以上のような射出成形金型10及びその製造方法によれば、第1の型部品17の第1の合せ面19から流路用溝21b、21dを形成するので、下分割型12の背面から形成するのに比べ、流路用溝21b、21dの加工量を少なくできる。同時に、第1及び第2の型部品17、18の合せ面19、20を平面状に形成するので、特殊な加工機械を用いることなく、所望の精度の合せ面19、20を形成することができ、立体的形状に形成する場合に比べ、容易に形成することができる。そのため、熱媒体流路21b、21dを有する下分割型12の加工が容易であって、射出成形金型10の製造が容易である。
【0060】
また、第1の型部品17の第1の合せ面19が平面状であるので、第1の型部品17の型面14に三次元形状面14bに沿う熱媒体流路21b、21dを有していても、第1の型部品17全体の肉厚を確保し易く、第1の型部品17の十分な強度を確保し易い。同時に、第1及び第2の型部品17、18の合せ面19、20が平面状であるため、広い範囲で所望の精度に形成し易く、第1及び第2の型部品17、18の合せ面19、20を広い範囲で当接させることが可能で、熱媒体流路16b、16dを有する下分割型12の強度を容易に確保することができる。そのため、簡単な構成で小型化などを図り易い。
【0061】
更に、流路用溝21b、21dの各位置における底部21y、21zと三次元形状面14bとの間の距離が略一定に形成されているので、均一な熱交換が可能で、樹脂成形時に射出成形金型の型面の加熱或いは冷却を効率よく、より均一に行い易い。
【0062】
また、流路用溝21b、21dに嵌合されて流路用溝21b、21dの内壁との間で熱媒体流路16b、16dを形成できる嵌合体25を備え、この嵌合体25が熱媒体流路16b、16dの断面積が各位置において略一定となるように凹凸形状を呈するので、熱媒体流路16b、16d内を流動する熱媒体の各位置における流速を均一化し易く、効率よく型面の加熱或いは冷却をより均一に行い易い。
【0063】
更に、流路用溝21b、21dに段差凹部23b、23d及び段差凹部23b、23dより凹む流路形成凹部24b、24dを備えると共に、嵌合体25が段差凹部23b、23dに嵌合可能なフランジ部26と、流路形成凹部24b、24dに挿入される挿入突部27とを備えているので、嵌合体25を流路用溝21b、21dの深さ方向の所定位置に容易に嵌合させることができ、所望の熱媒体流路16b、16dを容易に形成することができる。
【0064】
そして、このような射出成形金型10を用いて樹脂成形品を成形すれば、第1の型部品17に型面14の三次元形状面14bに沿う流路用溝21b、21dが形成されており、この流路用溝21b、21dにより熱媒体流路16b、16dが形成されているため、三次元形状面に沿って熱媒体を流動させることができ、そのため、型面14の加熱や冷却を効率よく、均一に行い易く、得られる樹脂成型品の外観品質を向上したり、成形サイクルを短縮することが可能である。
【0065】
なお、上記実施の形態では、流路用溝21b、21dに段差凹部23b、23dを設けると共に、嵌合体25にフランジ部26を設けた例について説明したが、嵌合体を流路用溝の深さ方向の所定位置に保持可能であれば、段差凹部23b、23d及びフランジ部26をそれぞれ流路形成凹部24b、24dと挿入突部27の全周囲に設けたが、特に限定されるものではなく、周囲の一部にだけ設けることも可能である。また、フランジ部を設けない構成とすることも可能である。嵌合体25を組付ける際には、ボルト止め、圧入、接着、溶接などにより第1の型部品17及び/又は第2の型部品18に固着させてもよい。
【0066】
更に、上記では、第1の型部品17の流路用溝21b、21dに、それぞれ別部材の嵌合体25を嵌合させたが、複数の流路用溝に一体に形成された嵌合体を嵌合することも可能である。その場合、例えば、嵌合体として、複数の挿入突部27が共通のフランジ部26から突設されたものを用い、第1の型部品17の第1の合せ面19に、複数の流路形成凹部を設けると共にこれらを連続するように段差凹部を設けて、嵌合させるようにすることもできる。
【0067】
また、上記では、熱媒体流路16a〜16eを下分割型12にのみ設けた例について説明したが、上分割型11に設けることも可能であり、複数の分割型に任意に設けることが可能である。
【0068】
更に、上記では、型面の三次元形状面が突出した形状を有する分割型の内部に熱媒体流路を形成した例について説明したが、凹状に凹んだ型面を有する分割型であっても、この実施の形態と同様に、三次元形状面の凹凸形状に沿って変化する深さで流路用溝を形成することは可能であり、同様の効果を得ることができる。
【図面の簡単な説明】
【0069】
【図1】この発明の実施の形態の射出成形金型において、上分割型を除去した状態を示す下分割型の平面図である。
【図2】同実施の形態の図1の射出成形金型のA−A断面図である。
【図3】同実施の形態の図1の射出成形金型のB−B断面図である。
【図4】同実施の形態の図1の射出成形金型の第1の型部品の底面図である。
【図5】同実施の形態の図4のC−C断面図である。
【図6】同実施の形態の図1の射出成形金型の嵌合体を示し、(a)は正面図、(b)は側面図、(c)は平面図である。
【図7(a)】従来の熱媒体流路を有する射出成形型を示し、上分割型を除去した状態を示す下分割型の平面図である。
【図7(b)】同従来の熱媒体流路を有する射出成形型を示し、図7(a)のC−C断面図である。
【図7(c)】同従来の熱媒体流路を有する射出成形型を示し、図7(a)のD−D断面図である。
【符号の説明】
【0070】
10 射出成形金型
11 上分割型
12 下分割型
14、15 型面
14b、15b三次元形状面
16a〜16e熱媒体流路
17 第1の型部品
18 第2の型部品
19 第1の合せ面
20 第2の合せ面
21b、21d 流路用溝
21y、21z 底部
23b、23d 段差凹部
24b、24d 流路形成凹部
25 嵌合体
26 フランジ部
27 挿入突部
【特許請求の範囲】
【請求項1】
型面を有する複数の分割型を備え、該複数の分割型の少なくとも1つの内部には熱媒体が流動可能な熱媒体流路を有する射出成形金型において、
前記熱媒体流路を有する分割型は、前記型面を有する第1の型部品と、該第1の型部品の背面に配置される第2の型部品とを備え、前記第1の型部品と前記第2の型部品とがそれぞれに形成された平面状の合せ面を当接させて構成され、
前記第1の型部品の前記型面には前記合せ面との距離が変化する三次元形状面が形成され、
前記第1の型部品の合せ面側には、深さが前記三次元形状面の凹凸形状に沿って変化する流路用溝が形成されると共に、該流路用溝の底部に対応した形状を有して前記流路用溝に嵌合される嵌合体を備え、
前記嵌合体が前記流路用溝に嵌合された状態で、前記第1の型部品と前記第2の型部品との各合せ面が当接されることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路が形成されることを特徴とする射出成形金型。
【請求項2】
前記流路用溝は、該流路用溝の各位置における底部と前記三次元形状面との間の距離が略一定に形成されていることを特徴とする請求項1に記載の射出成形金型。
【請求項3】
前記流路用溝は、前記開口側に形成された段差凹部と、該段差凹部より前記型面側に凹んで形成された流路形成凹部とを備え、前記嵌合体は、前記段差凹部に収容されるフランジ部と、前記流路形成凹部に挿入される挿入部とを備え、前記流路形成凹部と前記挿入部との間に前記熱媒体流路が形成されることを特徴とする請求項1又は2に記載の射出成形金型。
【請求項4】
請求項1乃至3の何れか一つに記載の射出成形金型の製造方法であり、
前記型面の背面側に平面状の第1の合せ面を形成し、該第1の合せ面側に前記流路用溝を形成して前記第1の型部品を作製する工程と、
平面からなる第2の合せ面を形成して前記第2の型部品を作製する工程と、
前記流路用溝の底部に対応した形状を有して前記流路用溝に嵌合可能な嵌合体を作製する工程と、
前記流路用溝に前記嵌合体を嵌合し、前記第1の合せ面と前記第2の合せ面とを当接させて前記第1の型部品、前記第2の型部品、及び前記嵌合体を組付けることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路を形成する工程とを備えることを特徴とする射出成形金型の製造方法。
【請求項5】
請求項1乃至3の何れか一つに記載の射出成形金型を用いて樹脂を成形することを特徴とする成形方法。
【請求項6】
前記熱媒体流路に熱媒体を流動させることで型温度を変化させつつ、溶融樹脂を前記射出成形金型に射出して固化させることを特徴とする請求項5に記載の成形方法。
【請求項1】
型面を有する複数の分割型を備え、該複数の分割型の少なくとも1つの内部には熱媒体が流動可能な熱媒体流路を有する射出成形金型において、
前記熱媒体流路を有する分割型は、前記型面を有する第1の型部品と、該第1の型部品の背面に配置される第2の型部品とを備え、前記第1の型部品と前記第2の型部品とがそれぞれに形成された平面状の合せ面を当接させて構成され、
前記第1の型部品の前記型面には前記合せ面との距離が変化する三次元形状面が形成され、
前記第1の型部品の合せ面側には、深さが前記三次元形状面の凹凸形状に沿って変化する流路用溝が形成されると共に、該流路用溝の底部に対応した形状を有して前記流路用溝に嵌合される嵌合体を備え、
前記嵌合体が前記流路用溝に嵌合された状態で、前記第1の型部品と前記第2の型部品との各合せ面が当接されることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路が形成されることを特徴とする射出成形金型。
【請求項2】
前記流路用溝は、該流路用溝の各位置における底部と前記三次元形状面との間の距離が略一定に形成されていることを特徴とする請求項1に記載の射出成形金型。
【請求項3】
前記流路用溝は、前記開口側に形成された段差凹部と、該段差凹部より前記型面側に凹んで形成された流路形成凹部とを備え、前記嵌合体は、前記段差凹部に収容されるフランジ部と、前記流路形成凹部に挿入される挿入部とを備え、前記流路形成凹部と前記挿入部との間に前記熱媒体流路が形成されることを特徴とする請求項1又は2に記載の射出成形金型。
【請求項4】
請求項1乃至3の何れか一つに記載の射出成形金型の製造方法であり、
前記型面の背面側に平面状の第1の合せ面を形成し、該第1の合せ面側に前記流路用溝を形成して前記第1の型部品を作製する工程と、
平面からなる第2の合せ面を形成して前記第2の型部品を作製する工程と、
前記流路用溝の底部に対応した形状を有して前記流路用溝に嵌合可能な嵌合体を作製する工程と、
前記流路用溝に前記嵌合体を嵌合し、前記第1の合せ面と前記第2の合せ面とを当接させて前記第1の型部品、前記第2の型部品、及び前記嵌合体を組付けることにより、前記嵌合体と前記流路用溝との間に、断面積が各位置において略一定の前記熱媒体流路を形成する工程とを備えることを特徴とする射出成形金型の製造方法。
【請求項5】
請求項1乃至3の何れか一つに記載の射出成形金型を用いて樹脂を成形することを特徴とする成形方法。
【請求項6】
前記熱媒体流路に熱媒体を流動させることで型温度を変化させつつ、溶融樹脂を前記射出成形金型に射出して固化させることを特徴とする請求項5に記載の成形方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7(a)】

【図7(b)】
【図7(c)】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7(a)】
【図7(b)】
【図7(c)】
【公開番号】特開2008−114402(P2008−114402A)
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願番号】特願2006−297481(P2006−297481)
【出願日】平成18年11月1日(2006.11.1)
【出願人】(390000103)SABICイノベーティブプラスチックスジャパン合同会社 (36)
【Fターム(参考)】
【公開日】平成20年5月22日(2008.5.22)
【国際特許分類】
【出願日】平成18年11月1日(2006.11.1)
【出願人】(390000103)SABICイノベーティブプラスチックスジャパン合同会社 (36)
【Fターム(参考)】
[ Back to top ]