
射出発泡成形用ポリプロピレン系樹脂、およびその射出発泡成形体
【課題】 少量添加で、射出発泡成形性を付与することができる射出発泡成形用ポリプロピレン系樹脂、およびその射出発泡成形体を提供する。
【解決手段】 下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【解決手段】 下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出発泡成形用ポリプロピレン系樹脂、およびそれを用いた射出発泡成形体に関する。
【背景技術】
【0002】
ポリプロピレン系樹脂は、良好な物性及び成形性を有しており、また、環境にやさしい材料として急速にその使用範囲が拡大している。特に、自動車部品等では、軽量で剛性に優れたポリプロピレン系樹脂製品が提供されており、そのような製品の一つに、ポリプロピレン系樹脂の射出発泡成形体がある。
【0003】
ポリプロピレン系樹脂の射出発泡成形体において、ポリプロピレン系樹脂を高発泡化させる技術としては、型開き可能に保持された金型の空間内に発泡剤を含む樹脂を射出成形した後、金型を開くことにより前記空間を拡大して樹脂を発泡させるいわゆるコアバック法(Moving Cavity法)がある(例えば、特許文献1)。
【0004】
一般に、射出発泡成形に用いるポリプロピレン系樹脂の特性としては、金型内の隅々まで樹脂が充填されるための流動性と、その後発泡するための発泡性が必要とされる。
【0005】
しかしながら、通常使用される線状ポリプロピレン系樹脂は結晶性で溶融張力が低いため、気泡成長時に気泡壁が破壊されやすく、高発泡化が困難であった。そこで、高発泡化を可能とするための高い溶融張力をもつポリプロピレン系樹脂が開発されてきた。
【0006】
ポリプロピレン系樹脂の溶融張力を高める方法として、例えば、無架橋のポリプロピレン系樹脂に放射線照射することで長鎖分岐を導入する方法(特許文献2)、ポリプロピレン系樹脂とイソプレン単量体とラジカル重合開始剤とを溶融混練して改質ポリプロピレン系樹脂を製造する方法(特許文献3)などが提案されている。確かに、これらの改質されたポリプロピレン系樹脂を使用することで高発泡倍率の射出発泡成形体が得られるものの、均一微細な気泡を得る為には一定量の添加が必要とされ、その添加ゆえに樹脂溶融時の粘度が上がりすぎて流動性が悪化し、射出発泡成形が困難となる場合があった。
【0007】
また、溶融張力と共に損失正接を規定したポリプロピレン系樹脂を押出発泡に使用する方法(特許文献4)や、不溶解成分の伸長粘度特性を規定した方法(特許文献5)などが提案されているが、押出発泡に適した低メルトフローレートの樹脂であり、射出発泡成形には不適であった。
【0008】
本発明は、前述した事情に鑑みてなされたもので、少量添加で良好な射出発泡成形性を付与できるポリプロピレン系樹脂、およびそれからなる射出発泡成形体を製造することを可能とする技術を提供することを目的とする。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】WO2005/026255号公報
【特許文献2】特開2001−226510号公報
【特許文献3】特開平9−188774号公報
【特許文献4】特開2009−29900号公報
【特許文献5】特開平11−140332号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、少量添加で、射出発泡成形性を付与することができる射出発泡成形用ポリプロピレン系樹脂、およびそれを用いた射出発泡成形体を提供することである。
【課題を解決するための手段】
【0011】
本発明者らは、鋭意検討した結果、下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂を使用することにより、上記課題を解決できることを見出し、本発明を完成させるに至った。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【0012】
すなわち本発明は、以下の構成よりなる。
【0013】
1). 下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【0014】
2). 前記射出発泡成形用ポリプロピレン系樹脂が、線状ポリプロピレン系樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合して得られることを特徴とする、1)記載の射出発泡成形用ポリプロピレン系樹脂。
【0015】
3). 1)、2)に記載の射出発泡成形用ポリプロピレン系樹脂、線状ポリプロピレン系樹脂、および発泡剤を含んでなる樹脂組成物を射出発泡成形してなることを特徴とする、射出発泡成形体。
【発明の効果】
【0016】
本発明の射出発泡成形用ポリプロピレン系樹脂は、少量添加で、射出発泡成形性を付与することが可能である。
【図面の簡単な説明】
【0017】
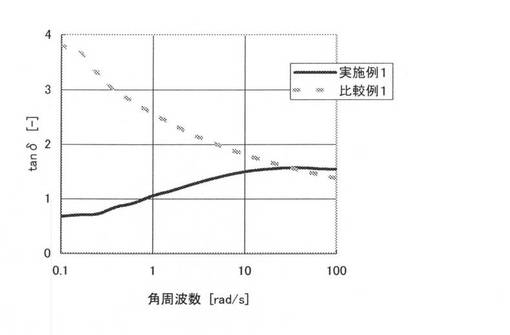
【図1】実施例1、比較例1で用いた樹脂の損失正接(tanδ)と角周波数の関係を示すグラフである。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態を説明する。
【0019】
本発明で用いられる射出発泡成形用ポリプロピレン系樹脂のメルトフローレートは、下限が100g/10分を超え、好ましくは150g/10分を超えるものであり、更に好ましくは200g/10分を超えるものであり、上限が250g/10分以下、好ましくは230g/10分以下である。射出発泡成形用ポリプロピレン系樹脂のメルトフローレートが100g/10分以下の場合、線状ポリプロピレン系樹脂との相溶性が不足して、内部にボイドが多数発生し、均一なセルを有する射出発泡成形体が得られない場合があり、メルトフローレートが250g/10分を超える場合、射出発泡成形での計量工程が不安定になる場合がある。
【0020】
ここで、メルトフローレート(以降、「MFR」と略す場合がある)とは、ASTM D−1238に準拠し、メルトインデクサーS−01(東洋精機製作所製)を用い、230℃、2.16kg荷重の条件にて、ダイから一定時間に押し出される樹脂量から、10分間に押し出される量に換算した値をいう。なお、前記一定時間とは、メルトフローレートが3.5g/10分以上10g/10分未満の場合は60秒間、10g/10分以上25g/10分未満の場合は30秒間、25g/10分以上50g/10分未満の場合は15秒間、50g/10分以上100g/10分未満の場合は5秒間、100g/10分以上の場合は3秒間である。仮に、ある秒数で測定した際のメルトフローレートが対応する範囲に無かった場合は、そのメルトフローレートに応じた秒数で再度測定するものとする。
【0021】
本発明の射出発泡成形用ポリプロピレン系樹脂は、200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率(G’)と損失弾性率(G”)の比率である損失正接tanδ(G”/G’)が0.6以上1.8以下であり、好ましくは1.2以下である。また、本発明の射出発泡成形用ポリプロピレン系樹脂は、200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【0022】
特に、本発明の射出発泡成形用ポリプロピレン系樹脂のメルトフローレートが200g/分を超え、かつ、200℃での動的粘弾性測定における0.1〜1rad/sが0.6以上1.8以下であると、良好な射出発泡成形体が得られる。
【0023】
ここで、角振動数0.1〜1rad/sはいわゆる低剪断領域であり、その領域において損失正接tanδが小さい、すなわち、相対的に貯蔵弾性率が高いことは発泡時の気泡の保持に有利であると考えられる。但し、メルトフローレートが30g/10分以下という分子量の比較的高いポリプロピレン系樹脂では、分子鎖が相互に絡む割合が高く、メルトフローレートが小さくなるほど前記損失正接tanδが小さく測定される傾向にある。
しかし、メルトフローレートが低い故に損失正接tanδが低い場合、損失正接tanδは、発泡に適した溶融特性を適正に表わしているといえず、実際に射出発泡成形において必ずしも気泡の保持に充分ではない。すなわち、本発明においては、メルトフローレートが100g/10分を超える高流動のポリプロピレン系樹脂において損失正接tanδが低いことが、射出発泡成形での気泡保持の指標となり、損失正接tanδが1.8を超え、かつ、貯蔵弾性率が1×103Paを超える場合、破泡しやすく、射出発泡成形体に内部ボイドが発生する。
【0024】
一方、前記損失正接tanδの下限には特には無いが、0.6未満の場合に射出発泡成形体表面外観が悪くなる場合がある。また、貯蔵弾性率が1×103Paを超えると、樹脂組成物の発泡成形性が損なわれる恐れがある。
【0025】
ここで、損失正接tanδは、25mmφのパラレルプレート型冶具を装着した粘弾性測定装置を用い、測定温度200℃、パラレルプレート間隔1mm、角振動数0.1rad/sから100rad/sまでの範囲で測定を行った際の、角振動数1rad/sでの貯蔵弾性率および損失弾性率の測定値を用いて、損失弾性率を貯蔵弾性率で除して算出する。なお、前記粘弾性測定には、例えば、TAインスツルメンツ社製粘弾性測定装置、ARESなどが好適に用いられる。
【0026】
本発明における前記物性を有する射出発泡成形用ポリプロピレン系樹脂としては、例えば、線状ポリプロピレン系樹脂に放射線を照射する方法、線状ポリプロピレン系樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合する方法、などにより得られる、分岐構造あるいは高分子量成分を含有するポリプロピレン系樹脂が挙げられる。これらの中では、線状ポリプロピレン樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合して得られるポリプロピレン系樹脂が、高価な設備を必要とせず、安価に製造できる点から好ましい。
【0027】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられる共役ジエン化合物としては、例えば、ブタジエン、イソプレン、1,3−ヘプタジエン、2,3−ジメチルブタジエン、2,5−ジメチル−2,4−ヘキサジエンなどがあげられるが、これらを単独で使用してもよいし、組み合わせて使用してもよい。これらの中では、ブタジエン、イソプレンが安価で取り扱いやすく、反応が均一に進みやすい点から、特に好ましい。
【0028】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられる共役ジエン化合物の添加量としては、線状ポリプロピレン系樹脂100重量部に対して、0.01重量部以上5重量部以下が好ましく、0.05重量部以上1重量部以下がさらに好ましい。共役ジエン化合物の添加量が0.01重量部未満では、損失正接tanδが1.8を超えて、発泡性が不充分となる場合があり、1重量部を超えると、メルトフローレートが100g/10分以下となり、線状ポリプロピレン系樹脂との相溶性が不充分となる場合がある。
【0029】
なお、本発明においては、前記共役ジエン化合物と共重合可能な単量体(例えば、塩化ビニル、塩化ビニリデン、アクリロニトリル、メタクリロニトリル、アクリルアミド、メタクリルアミド、酢酸ビニル、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、アクリル酸金属塩、メタクリル酸金属塩、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸ステアリルなどのアクリル酸エステル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸ステアリルなどのメタクリル酸エステルなど)を併用してもよい。
【0030】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられるラジカル重合開始剤としては、一般に過酸化物、アゾ化合物などが挙げられるが、ポリプロピレン系樹脂や前記共役ジエン化合物からの水素引き抜き能を有するものが好ましく、例えば、ケトンパーオキサイド、パーオキシケタール、ハイドロパーオキサイド、ジアルキルパーオキサイド、ジアシルパーオキサイド、パーオキシジカーボネート、パーオキシエステルなどの有機過酸化物が挙げられる。
【0031】
これらのうち、特に水素引き抜き能が高いものが好ましく、例えば、1,1−ビス(t−ブチルパーオキシ)3,3,5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロヘキサン、n−ブチル4,4−ビス(t−ブチルパーオキシ)バレレート、2,2−ビス(t−ブチルパーオキシ)ブタンなどのパーオキシケタール、ジクミルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、α,α’−ビス(t−ブチルパーオキシ−m−イソプロピル)ベンゼン、t−ブチルクミルパーオキサイド、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)−3−ヘキシンなどのジアルキルパーオキサイド、ベンゾイルパーオキサイドなどのジアシルパーオキサイド、t−ブチルパーオキシオクテート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシラウレート、t−ブチルパーオキシ3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシイソプロピルカーボネート、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン、t−ブチルパーオキシアセテート、t−ブチルパーオキシベンゾエート、ジ−t−ブチルパーオキシイソフタレートなどのパーオキシエステルなどが挙げられる。これらは、単独で使用してよく、2種以上を組み合わせて使用してもよい。
【0032】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられるラジカル重合開始剤の添加量としては、線状ポリプロピレン系樹脂100重量部に対して、1.5重量部以上10重量部以下が好ましく、1.8重量部以上5重量部以下がさらに好ましい。ラジカル重合開始剤の添加量が1.5重量部未満では、損失正接tanδが1.8を超えて、発泡性が不充分となる場合があり、10重量部を超えると、改質の効果が飽和してしまい、経済的でない場合がある。
【0033】
一般に、損失正接tanδが1.8以下となるように線状ポリプロピレン系樹脂を改質する際、メルトフローレートが100g/10分以下となり易い傾向がある。これに対して、本発明においては、ラジカル開始剤の添加量を、共役ジエン化合物の添加量以上とすることにより、改質ポリプロピレン系樹脂のメルトフローレートが100g/10分を超えて、損失正接tanδが1.8以下となるように、比較的容易に調整することができる。
【0034】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられる線状ポリプロピレン系樹脂とは、線状の分子構造を有しているポリプロピレン系樹脂であり、具体的には、プロピレンの単独重合体、ブロック共重合体およびランダム共重合体であって、結晶性の重合体があげられる。プロピレンの共重合体としては、プロピレンを75重量%以上含有しているものが、ポリプロピレン系樹脂の特徴である結晶性、剛性、耐薬品性などが保持されている点で好ましい。
【0035】
プロピレンと共重合可能なα−オレフィンとしては、例えば、エチレン、1−ブテン、イソブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、3,4−ジメチル−1−ブテン、1−ヘプテン、3−メチル−1−ヘキセン、1−オクテン、1−デセンなどの炭素数2または4〜12のα−オレフィン、シクロペンテン、ノルボルネン、テトラシクロ[6,2,11,8,13,6]−4−ドデセンなどの環状オレフィン、5−メチレン−2−ノルボルネン、5−エチリデン−2−ノルボルネン、1,4−ヘキサジエン、メチル−1,4−ヘキサジエン、7−メチル−1,6−オクタジエンなどのジエン、塩化ビニル、塩化ビニリデン、アクリロニトリル、酢酸ビニル、アクリル酸、メタクリル酸、マレイン酸、アクリル酸エチル、アクリル酸ブチル、メタクリル酸メチル、無水マレイン酸、スチレン、メチルスチレン、ビニルトルエン、ジビニルベンゼンなどのビニル単量体などが挙げられる。これらは、単独で使用してもよいし、2種以上を組み合わせて使用してもよい。これらのうち、エチレン、1−ブテンが、耐寒脆性向上、安価等という点で好ましい。
【0036】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために、線状ポリプロピレン系樹脂、共役ジエン化合物およびラジカル重合開始剤を反応させるための装置としては、ロール、コニーダー、バンバリーミキサー、ブラベンダー、単軸押出機、2軸押出機などの混練機、2軸表面更新機、2軸多円板装置などの横型撹拌機、ダブルヘリカルリボン撹拌機などの縦型撹拌機、などが挙げられる。これらのうち、混練機を使用することが好ましく、特に押出機が生産性の点から好ましい。
【0037】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために、線状ポリプロピレン系樹脂、共役ジエン化合物およびラジカル重合開始剤を混合、混練(撹拌)する順序、方法には、特に制限はない。線状ポリプロピレン系樹脂、共役ジエン化合物およびラジカル重合開始剤を混合したのち溶融混練(撹拌)してもよいし、ポリプロピレン系樹脂を溶融混練(撹拌)した後、共役ジエン化合物あるいはラジカル開始剤を同時にあるいは別々に、一括してあるいは分割して混合してもよい。混練(撹拌)機の温度は130〜300℃であることが、線状ポリプロピレン系樹脂が溶融し、かつ熱分解しないという点で好ましい。また、混練(撹拌)時間は、一般に1〜60分が好ましい。
【0038】
このようにして、本発明の射出発泡成形用ポリプロピレン系樹脂を製造することができる。射出発泡成形用ポリプロピレン系樹脂の形状、大きさに制限はなく、ペレット状でもよい。
【0039】
本発明は、本発明の射出発泡成形用ポリプロピレン系樹脂、線状ポリプロピレン系樹脂、および発泡剤を含んでなる樹脂組成物を射出発泡成形してなる射出発泡成形体にも関する。
【0040】
本発明における線状ポリプロピレン系樹脂としては、メルトフローレートが好ましくは10g/10分以上100g/10分以下、さらに好ましくは15g/10分以上50g/10分以下であり、メルトテンションが好ましくは2cN未満、さらに好ましくは1cN以下である。線状ポリプロピレン系樹脂のメルトフローレートが10g/10分以上100g/10分以下の範囲であると、射出発泡成形体を製造する際に、金型キャビティのクリアランスが1〜2mm程度の薄肉部分を有する成形においても比較的低圧力で溶融樹脂を金型内に充填することが可能であり、連続して安定した射出発泡成形が行える傾向にある。また、メルトテンションが2cN未満であれば、表面外観美麗な射出発泡成形体を得ることができる。
【0041】
ここでいう線状ポリプロピレン系樹脂としては、前記射出発泡成形用ポリプロピレン系樹脂の製造に用いられる原料の線状ポリプロピレン系樹脂として取り上げたものと同じものが例示できる。線状ポリプロピレン系樹脂としては、具体的には、プロピレンホモポリマー、プロピレン−エチレンランダムコポリマー、プロピレン−エチレンブロックコポリマー等が挙げられる。
【0042】
本発明の射出発泡成形体を構成する、射出発泡成形用ポリプロピレン系樹脂、および線状ポリプロピレン樹脂の混合比率は、両者の合計を100重量部とした場合、射出発泡成形用ポリプロピレン系樹脂は、好ましくは5重量部以上50重量部以下であり、さらに好ましくは10重量部以上30重量部以下である。線状ポリプロピレン樹脂は、好ましくは50重量部以上95重量部以下であり、さらに好ましくは70重量部以上90重量部以下である。配合比率が上記範囲内であると、均一微細な気泡を有し、発泡倍率2倍以上である射出発泡成形体を安価に提供することができる。配合比率が上記の範囲外であると、例えば、射出発泡成形用ポリプロピレン系樹脂が5重量部未満であると、均一微細な気泡を有する発泡成形体が得られない傾向があり、50重量部を超えると、表面外観の悪い成形体しか得られない傾向がある。
【0043】
本発明で用いられる発泡剤は、化学発泡剤、物理発泡剤など射出発泡成形に通常使用できるものであれば、特に制限はない。
【0044】
化学発泡剤は、前記樹脂と予め混合してから押出機や射出成形機に供給され、シリンダ内で分解して炭酸ガス等の気体を発生するものである。化学発泡剤としては、重炭酸ナトリウム、炭酸アンモニウム等の無機系化学発泡剤や、アゾジカルボンアミド、N,N’−ジニトロソペンタメチレンテトラミン等の有機系化学発泡剤があげられる。これらは単独で使用してもよいし、2種以上混合して使用してもよい。
【0045】
物理発泡剤は、押出機や射出成形機のシリンダ内の溶融樹脂にガス状または超臨界流体として注入され、分散または溶解されるもので、金型内に射出後、圧力開放されることによって発泡剤として機能するものである。物理発泡剤としては、プロパン、ブタン等の脂肪族炭化水素類、シクロブタン、シクロペンタン等の脂環式炭化水素類、クロロジフルオロメタン、ジクロロメタン等のハロゲン化炭化水素類、窒素、炭酸ガス、空気等の無機ガスがあげられる。これらは単独で使用してもよいし、2種以上混合して使用してもよい。
【0046】
これらの発泡剤の中では、通常の押出機や射出成形機が安全に使用でき、均一微細な気泡が得られやすいものとして、化学発泡剤としては無機系化学発泡剤、物理発泡剤としては窒素、炭酸ガス、空気等の無機ガスが好ましい。これらの発泡剤には、射出発泡成形体の気泡を安定的に均一微細にするために、必要に応じて、例えば、クエン酸のような有機酸等の発泡助剤やタルク、炭酸リチウムのような無機微粒子等の造核剤を添加してもよい。通常、上記無機系化学発泡剤は、取扱性、貯蔵安定性、ポリプロピレン系樹脂への分散性の点から、10〜50重量%濃度のポリオレフィン系樹脂のマスターバッチとして使用されるのが好ましい。
【0047】
本発明における発泡剤の使用量は、最終製品の発泡倍率と発泡剤の種類や成形時の樹脂温度によって適宜設定すればよい。例えば、通常、無機系化学発泡剤の場合は、本発明のポリプロピレン系樹脂100重量部中、好ましくは0.5重量部以上30重量部以下、さらに好ましくは1重量部以上20重量部以下の範囲で使用される。無機系化学発泡剤をこの範囲で使用することにより、経済的に発泡倍率が2倍以上、かつ、均一微細気泡の射出発泡成形体が得られやすい。なお、物理発泡剤の場合は、ポリプロピレン系樹脂100重量部に対して、0.05重量部以上10重量部以下、好ましくは0.1重量部以上5重量部以下の範囲で、射出成形機に供給して使用される。
【0048】
本発明では、必要に応じて、本発明の効果を損なわない範囲で、本発明の範囲でないポリプロピレン系樹脂の他、高密度ポリエチレン系樹脂、高圧法低密度ポリエチレン系樹脂、線状低密度ポリエチレン系樹脂、エチレン−α−オレフィン共重合体、オレフィン系エラストマー、スチレン系エラストマー、その他の熱可塑性樹脂を混合しても良い。
【0049】
本発明では、さらに必要に応じて、本発明の効果を損なわない範囲で、酸化防止剤、金属不活性剤、燐系加工安定剤、紫外線吸収剤、紫外線安定剤、蛍光増白剤、金属石鹸、制酸吸着剤などの安定剤、架橋剤、連鎖移動剤、核剤、可塑剤、滑材、充填材、強化材、顔料、染料、難燃剤、帯電防止剤などの添加剤を併用してもよい。
【0050】
次に、射出発泡成形の方法について、具体的に説明する。射出発泡成形方法自体は公知の方法が適用でき、ポリプロピレン系樹脂のメルトフローレート、発泡剤の種類、成形機の種類あるいは金型の形状によって、適宜成形条件を調整すればよい。
本発明のポリプロピレン系樹脂の場合、例えば、樹脂温度170〜250℃、金型温度10〜100℃、成形サイクル1〜120分、射出速度10〜300mm/秒、射出圧10〜200MPa等の条件で行うことが好ましい。
また、金型内で発泡させる方法としては種々有るが、なかでも固定型と任意の位置に前進および後退が可能な可動型とから構成される金型を使用し、射出完了後、可動型を後退させて発泡させる、いわゆるコアバック法(Moving Cavity法)が、表面に非発泡層が形成され、内部の発泡層が均一微細気泡になりやすく、軽量性に優れた射出発泡成形体が得られやすいことから、好ましい。なお、可動型を後退させる方法としては、一段階で行ってもよいし、二段階以上の多段階で行ってもよく、後退させる速度も適宜調整してもよい。
【0051】
本発明では、予め金型内を不活性ガス等で圧力をかけながら、ポリプロピレン系樹脂組成物を金型内に導入するいわゆるカウンタープレッシャー法を併用することにより、シルバーストリークに起因する表面外観不良を低減することができるため、好ましい。このようにして、本発明の射出発泡成形体を得ることができる。
【0052】
本発明の射出発泡成形体の発泡倍率は、好ましくは2倍以上10倍以下、さらに好ましくは2.5倍以上6倍以下である。発泡倍率が2倍未満では、軽量性が得られ難い傾向があり、10倍を超える場合には、剛性の低下が著しくなる傾向がある。
【0053】
本発明のポリプロピレン系樹脂を使用することにより、投影面積が.0.2m2以上の射出発泡成形体を容易に製造することが可能となる。
なお、投影面積とは、射出発泡成形体を金型の移動方向に直角な面に投影した際の面積をいい、成形時に要する型締力の算定基準となる数値である。
【実施例】
【0054】
以下に、実施例によって本発明をより詳しく説明するが、本発明は、これらによって何ら制限されるものではない。
【0055】
実施例および比較例において、各種の評価方法に用いられた試験法および判定基準は次の通りである。
(1)メルトフローレート(MFR)
ASTM D−1238に準拠し、メルトインデクサーS−01(東洋精機製作所製)を用い、230℃、2.16kg荷重下でダイから一定時間に押し出される樹脂量から、10分間に押し出される量に換算した。なお前記一定時間は、メルトフローレートが3.5g/10分以上10g/10分未満の場合は60秒間、10g/10分以上25g/10分未満の場合は30秒間、25g/10分以上50g/10分未満の場合は15秒間、50g/10分以上100g/10分未満の場合は5秒間、100g/10分以上の場合は3秒間とした。
【0056】
(2)メルトテンション(MT)
メルトテンション測定用アタッチメントを付けたキャピログラフ(東洋精機製作所製)を使用して、樹脂温度200℃にて、口径1mmφ、長さ10mmの孔を有するダイスから、ピストン降下速度10mm/分で降下させたストランドを1m/分で引き取り、安定後に40m/分2で引き取り速度を増加させたとき、破断したときのロードセル付きプーリーの引き取り荷重をメルトテンションとした。なお、ストランドが破断に至らない場合は、引き取り速度を増加させてもプーリーの引き取り荷重が増加しなくなった点の荷重をメルトテンションとした。
【0057】
(3)損失正接tanδ
ポリプロピレン系樹脂を、1.5mm厚のスペーサーを用いて、190℃にて5分間熱プレスして1.5mm厚のプレス板を作製し、ここから25mmφのポンチを用いて打ち抜き、試験片を得た。測定装置としては、TAインスツルメンツ社製粘弾性測定装置ARESを用い、25mmφのパラレルプレート型冶具を装着した。冶具を囲うように恒温槽を設置し、200℃に保温、冶具が予熱された後に、恒温槽を開け、パラレルプレート間に25mmφとした試験片を挿入して恒温槽を閉じ、5分間予熱した後にパラレルプレート間隔を1mmまで圧縮した。圧縮後、再度恒温槽を開き、パラレルプレートからはみ出した樹脂を真鍮のヘラで掻き取り、恒温槽を閉じて再度5分間保温した後に、動的粘弾性測定を開始した。
測定は、角振動数0.1rad/sから100rad/sまでの範囲で行い、各角振動数での貯蔵弾性率と損失弾性率および、計算値として損失正接tanδを得た。これらの結果のうち、角周波数1rad/sでの損失正接tanδの値を採用した。なお、歪み量は5%で、窒素雰囲気下で測定を行った。
【0058】
(4)射出充填性
連続して20ショット成形した際に、ショートショットになった個数(不良個数)を求めて、以下の基準で評価した。
○:不良個数が0個。
×:不良個数が1個以上。
【0059】
(5)発泡倍率
射出発泡成形体底部の厚みを測定し、当該部位の金型の型締め状態でのキャビティ・クリアランスt0で除することにより、算出した。
【0060】
<射出発泡成形用ポリプロピレン系樹脂の作製>
射出発泡成形用ポリプロピレン系樹脂を、以下の製造条件にて、作製した。
【0061】
(実施例1)
線状ポリプロピレン系樹脂としてメルトフローレート45g/10分のプロピレン単独重合体(プライムポリマー製、J108M)100重量部、および、ラジカル重合開始剤としてt−ブチルパーオキシイソプロピルカーボネート3.0重量部の混合物を、ホッパーから70kg/時で45mmφ二軸押出機(L/D=40)に供給して、シリンダ温度200℃で溶融混練し、途中に設けた圧入部より、共役ジエン化合物としてイソプレンモノマーを、定量ポンプを用いて0.24重量部(0.168kg/時の速度)で供給し、前記二軸押出機中で溶融混練することにより、射出発泡成形用ポリプロピレン系樹脂のペレットを得た。得られた射出発泡成形用ポリプロピレン系樹脂(A−1とする)の評価を表1に示す。また、A−1の損失正接(tanδ)と角周波数の関係を図1に示した。
【0062】
(比較例1)
t−ブチルパーオキシイソプロピルカーボネートの配合量を1.0重量部、イソプレンの供給量を0.4重量部に変更した以外は、実施例1と同様にしてペレットを得た。得られた樹脂(A−4とする)の評価を、表1に示す。また、A−4の損失正接(tanδ)と角周波数の関係を図1に示した。
【0063】
【表1】

【0064】
(実施例2〜3)
<ポリプロピレン系樹脂組成物の作製>
表2に示す種類・組成比にて、実施例1で合成した射出発泡成形用ポリプロピレン系樹脂(A−1)に、線状ポリプロピレン系樹脂および、発泡剤としての重曹系化学発泡剤マスターバッチ(永和化成製ポリスレンEE275F、分解ガス量40ml/g)をドライブレンドした。
【0065】
線状ポリプロピレン系樹脂としては、メルトフローレート45g/10分、メルトテンションが1cN未満、のプロピレン−エチレン共重合体(プライムポリマー製、J708UG)を使用した。
【0066】
<射出発泡成形体の作製>
型締力350tで、コアバック機能およびシャットオフノズルを有する電動の射出成形機(宇部興産機械(株)製)で、シリンダ温度200℃、背圧15MPaで溶融混練した後、30℃に設定された固定型と前進および後退が可能な可動型とから構成される、縦330mm×横230mm×高さ100mmの箱形状のキャビティ(立壁部:傾斜10度、クリアランス3mm、底面部:クリアランスt0=1.5mm)を有し、底面部の中心位置にφ2ピンゲートを有する金型中に、射出速度100mm/秒で射出充填した。射出充填完了後に、底面部が所望の厚み(発泡倍率3倍、4.5mm)となるように可動型を後退させて、キャビティ内の樹脂を発泡させた。発泡完了後60秒間冷却してから射出発泡成形体を取り出した。得られた射出発泡成形体の評価を、表2に示す。
【0067】
【表2】
【0068】
本発明の射出発泡成形用ポリプロピレン系樹脂組成物は、流動性に優れていることから連続成形時のショートショットが起こりにくく、射出充填性が良好であった。また、射出発泡成形体の底面部の発泡倍率は3倍であり、高発泡倍率のものが得られた。射出発泡成形用ポリプロピレン系樹脂の添加量を少なくしても、発泡倍率3倍のものが得られた。
【0069】
(比較例2〜3)
<射出発泡成形体の作製>
得られたブレンド物を、実施例1と同様にして射出発泡を行い、射出発泡成形体を得た。得られた射出発泡成形体の評価を表2に示す。
比較例1の樹脂では、ポリプロピレン系樹脂の発泡性不足により、所望の発泡倍率3倍の射出発泡成形体は得られなかった。添加量を増量すると3倍発泡可能となるものの、成形品外観の悪化するものしか得られなかった。
【技術分野】
【0001】
本発明は、射出発泡成形用ポリプロピレン系樹脂、およびそれを用いた射出発泡成形体に関する。
【背景技術】
【0002】
ポリプロピレン系樹脂は、良好な物性及び成形性を有しており、また、環境にやさしい材料として急速にその使用範囲が拡大している。特に、自動車部品等では、軽量で剛性に優れたポリプロピレン系樹脂製品が提供されており、そのような製品の一つに、ポリプロピレン系樹脂の射出発泡成形体がある。
【0003】
ポリプロピレン系樹脂の射出発泡成形体において、ポリプロピレン系樹脂を高発泡化させる技術としては、型開き可能に保持された金型の空間内に発泡剤を含む樹脂を射出成形した後、金型を開くことにより前記空間を拡大して樹脂を発泡させるいわゆるコアバック法(Moving Cavity法)がある(例えば、特許文献1)。
【0004】
一般に、射出発泡成形に用いるポリプロピレン系樹脂の特性としては、金型内の隅々まで樹脂が充填されるための流動性と、その後発泡するための発泡性が必要とされる。
【0005】
しかしながら、通常使用される線状ポリプロピレン系樹脂は結晶性で溶融張力が低いため、気泡成長時に気泡壁が破壊されやすく、高発泡化が困難であった。そこで、高発泡化を可能とするための高い溶融張力をもつポリプロピレン系樹脂が開発されてきた。
【0006】
ポリプロピレン系樹脂の溶融張力を高める方法として、例えば、無架橋のポリプロピレン系樹脂に放射線照射することで長鎖分岐を導入する方法(特許文献2)、ポリプロピレン系樹脂とイソプレン単量体とラジカル重合開始剤とを溶融混練して改質ポリプロピレン系樹脂を製造する方法(特許文献3)などが提案されている。確かに、これらの改質されたポリプロピレン系樹脂を使用することで高発泡倍率の射出発泡成形体が得られるものの、均一微細な気泡を得る為には一定量の添加が必要とされ、その添加ゆえに樹脂溶融時の粘度が上がりすぎて流動性が悪化し、射出発泡成形が困難となる場合があった。
【0007】
また、溶融張力と共に損失正接を規定したポリプロピレン系樹脂を押出発泡に使用する方法(特許文献4)や、不溶解成分の伸長粘度特性を規定した方法(特許文献5)などが提案されているが、押出発泡に適した低メルトフローレートの樹脂であり、射出発泡成形には不適であった。
【0008】
本発明は、前述した事情に鑑みてなされたもので、少量添加で良好な射出発泡成形性を付与できるポリプロピレン系樹脂、およびそれからなる射出発泡成形体を製造することを可能とする技術を提供することを目的とする。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】WO2005/026255号公報
【特許文献2】特開2001−226510号公報
【特許文献3】特開平9−188774号公報
【特許文献4】特開2009−29900号公報
【特許文献5】特開平11−140332号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、少量添加で、射出発泡成形性を付与することができる射出発泡成形用ポリプロピレン系樹脂、およびそれを用いた射出発泡成形体を提供することである。
【課題を解決するための手段】
【0011】
本発明者らは、鋭意検討した結果、下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂を使用することにより、上記課題を解決できることを見出し、本発明を完成させるに至った。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【0012】
すなわち本発明は、以下の構成よりなる。
【0013】
1). 下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【0014】
2). 前記射出発泡成形用ポリプロピレン系樹脂が、線状ポリプロピレン系樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合して得られることを特徴とする、1)記載の射出発泡成形用ポリプロピレン系樹脂。
【0015】
3). 1)、2)に記載の射出発泡成形用ポリプロピレン系樹脂、線状ポリプロピレン系樹脂、および発泡剤を含んでなる樹脂組成物を射出発泡成形してなることを特徴とする、射出発泡成形体。
【発明の効果】
【0016】
本発明の射出発泡成形用ポリプロピレン系樹脂は、少量添加で、射出発泡成形性を付与することが可能である。
【図面の簡単な説明】
【0017】
【図1】実施例1、比較例1で用いた樹脂の損失正接(tanδ)と角周波数の関係を示すグラフである。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態を説明する。
【0019】
本発明で用いられる射出発泡成形用ポリプロピレン系樹脂のメルトフローレートは、下限が100g/10分を超え、好ましくは150g/10分を超えるものであり、更に好ましくは200g/10分を超えるものであり、上限が250g/10分以下、好ましくは230g/10分以下である。射出発泡成形用ポリプロピレン系樹脂のメルトフローレートが100g/10分以下の場合、線状ポリプロピレン系樹脂との相溶性が不足して、内部にボイドが多数発生し、均一なセルを有する射出発泡成形体が得られない場合があり、メルトフローレートが250g/10分を超える場合、射出発泡成形での計量工程が不安定になる場合がある。
【0020】
ここで、メルトフローレート(以降、「MFR」と略す場合がある)とは、ASTM D−1238に準拠し、メルトインデクサーS−01(東洋精機製作所製)を用い、230℃、2.16kg荷重の条件にて、ダイから一定時間に押し出される樹脂量から、10分間に押し出される量に換算した値をいう。なお、前記一定時間とは、メルトフローレートが3.5g/10分以上10g/10分未満の場合は60秒間、10g/10分以上25g/10分未満の場合は30秒間、25g/10分以上50g/10分未満の場合は15秒間、50g/10分以上100g/10分未満の場合は5秒間、100g/10分以上の場合は3秒間である。仮に、ある秒数で測定した際のメルトフローレートが対応する範囲に無かった場合は、そのメルトフローレートに応じた秒数で再度測定するものとする。
【0021】
本発明の射出発泡成形用ポリプロピレン系樹脂は、200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率(G’)と損失弾性率(G”)の比率である損失正接tanδ(G”/G’)が0.6以上1.8以下であり、好ましくは1.2以下である。また、本発明の射出発泡成形用ポリプロピレン系樹脂は、200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【0022】
特に、本発明の射出発泡成形用ポリプロピレン系樹脂のメルトフローレートが200g/分を超え、かつ、200℃での動的粘弾性測定における0.1〜1rad/sが0.6以上1.8以下であると、良好な射出発泡成形体が得られる。
【0023】
ここで、角振動数0.1〜1rad/sはいわゆる低剪断領域であり、その領域において損失正接tanδが小さい、すなわち、相対的に貯蔵弾性率が高いことは発泡時の気泡の保持に有利であると考えられる。但し、メルトフローレートが30g/10分以下という分子量の比較的高いポリプロピレン系樹脂では、分子鎖が相互に絡む割合が高く、メルトフローレートが小さくなるほど前記損失正接tanδが小さく測定される傾向にある。
しかし、メルトフローレートが低い故に損失正接tanδが低い場合、損失正接tanδは、発泡に適した溶融特性を適正に表わしているといえず、実際に射出発泡成形において必ずしも気泡の保持に充分ではない。すなわち、本発明においては、メルトフローレートが100g/10分を超える高流動のポリプロピレン系樹脂において損失正接tanδが低いことが、射出発泡成形での気泡保持の指標となり、損失正接tanδが1.8を超え、かつ、貯蔵弾性率が1×103Paを超える場合、破泡しやすく、射出発泡成形体に内部ボイドが発生する。
【0024】
一方、前記損失正接tanδの下限には特には無いが、0.6未満の場合に射出発泡成形体表面外観が悪くなる場合がある。また、貯蔵弾性率が1×103Paを超えると、樹脂組成物の発泡成形性が損なわれる恐れがある。
【0025】
ここで、損失正接tanδは、25mmφのパラレルプレート型冶具を装着した粘弾性測定装置を用い、測定温度200℃、パラレルプレート間隔1mm、角振動数0.1rad/sから100rad/sまでの範囲で測定を行った際の、角振動数1rad/sでの貯蔵弾性率および損失弾性率の測定値を用いて、損失弾性率を貯蔵弾性率で除して算出する。なお、前記粘弾性測定には、例えば、TAインスツルメンツ社製粘弾性測定装置、ARESなどが好適に用いられる。
【0026】
本発明における前記物性を有する射出発泡成形用ポリプロピレン系樹脂としては、例えば、線状ポリプロピレン系樹脂に放射線を照射する方法、線状ポリプロピレン系樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合する方法、などにより得られる、分岐構造あるいは高分子量成分を含有するポリプロピレン系樹脂が挙げられる。これらの中では、線状ポリプロピレン樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合して得られるポリプロピレン系樹脂が、高価な設備を必要とせず、安価に製造できる点から好ましい。
【0027】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられる共役ジエン化合物としては、例えば、ブタジエン、イソプレン、1,3−ヘプタジエン、2,3−ジメチルブタジエン、2,5−ジメチル−2,4−ヘキサジエンなどがあげられるが、これらを単独で使用してもよいし、組み合わせて使用してもよい。これらの中では、ブタジエン、イソプレンが安価で取り扱いやすく、反応が均一に進みやすい点から、特に好ましい。
【0028】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられる共役ジエン化合物の添加量としては、線状ポリプロピレン系樹脂100重量部に対して、0.01重量部以上5重量部以下が好ましく、0.05重量部以上1重量部以下がさらに好ましい。共役ジエン化合物の添加量が0.01重量部未満では、損失正接tanδが1.8を超えて、発泡性が不充分となる場合があり、1重量部を超えると、メルトフローレートが100g/10分以下となり、線状ポリプロピレン系樹脂との相溶性が不充分となる場合がある。
【0029】
なお、本発明においては、前記共役ジエン化合物と共重合可能な単量体(例えば、塩化ビニル、塩化ビニリデン、アクリロニトリル、メタクリロニトリル、アクリルアミド、メタクリルアミド、酢酸ビニル、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、アクリル酸金属塩、メタクリル酸金属塩、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸ステアリルなどのアクリル酸エステル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸ステアリルなどのメタクリル酸エステルなど)を併用してもよい。
【0030】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられるラジカル重合開始剤としては、一般に過酸化物、アゾ化合物などが挙げられるが、ポリプロピレン系樹脂や前記共役ジエン化合物からの水素引き抜き能を有するものが好ましく、例えば、ケトンパーオキサイド、パーオキシケタール、ハイドロパーオキサイド、ジアルキルパーオキサイド、ジアシルパーオキサイド、パーオキシジカーボネート、パーオキシエステルなどの有機過酸化物が挙げられる。
【0031】
これらのうち、特に水素引き抜き能が高いものが好ましく、例えば、1,1−ビス(t−ブチルパーオキシ)3,3,5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロヘキサン、n−ブチル4,4−ビス(t−ブチルパーオキシ)バレレート、2,2−ビス(t−ブチルパーオキシ)ブタンなどのパーオキシケタール、ジクミルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、α,α’−ビス(t−ブチルパーオキシ−m−イソプロピル)ベンゼン、t−ブチルクミルパーオキサイド、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)−3−ヘキシンなどのジアルキルパーオキサイド、ベンゾイルパーオキサイドなどのジアシルパーオキサイド、t−ブチルパーオキシオクテート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシラウレート、t−ブチルパーオキシ3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシイソプロピルカーボネート、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン、t−ブチルパーオキシアセテート、t−ブチルパーオキシベンゾエート、ジ−t−ブチルパーオキシイソフタレートなどのパーオキシエステルなどが挙げられる。これらは、単独で使用してよく、2種以上を組み合わせて使用してもよい。
【0032】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられるラジカル重合開始剤の添加量としては、線状ポリプロピレン系樹脂100重量部に対して、1.5重量部以上10重量部以下が好ましく、1.8重量部以上5重量部以下がさらに好ましい。ラジカル重合開始剤の添加量が1.5重量部未満では、損失正接tanδが1.8を超えて、発泡性が不充分となる場合があり、10重量部を超えると、改質の効果が飽和してしまい、経済的でない場合がある。
【0033】
一般に、損失正接tanδが1.8以下となるように線状ポリプロピレン系樹脂を改質する際、メルトフローレートが100g/10分以下となり易い傾向がある。これに対して、本発明においては、ラジカル開始剤の添加量を、共役ジエン化合物の添加量以上とすることにより、改質ポリプロピレン系樹脂のメルトフローレートが100g/10分を超えて、損失正接tanδが1.8以下となるように、比較的容易に調整することができる。
【0034】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために用いられる線状ポリプロピレン系樹脂とは、線状の分子構造を有しているポリプロピレン系樹脂であり、具体的には、プロピレンの単独重合体、ブロック共重合体およびランダム共重合体であって、結晶性の重合体があげられる。プロピレンの共重合体としては、プロピレンを75重量%以上含有しているものが、ポリプロピレン系樹脂の特徴である結晶性、剛性、耐薬品性などが保持されている点で好ましい。
【0035】
プロピレンと共重合可能なα−オレフィンとしては、例えば、エチレン、1−ブテン、イソブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、3,4−ジメチル−1−ブテン、1−ヘプテン、3−メチル−1−ヘキセン、1−オクテン、1−デセンなどの炭素数2または4〜12のα−オレフィン、シクロペンテン、ノルボルネン、テトラシクロ[6,2,11,8,13,6]−4−ドデセンなどの環状オレフィン、5−メチレン−2−ノルボルネン、5−エチリデン−2−ノルボルネン、1,4−ヘキサジエン、メチル−1,4−ヘキサジエン、7−メチル−1,6−オクタジエンなどのジエン、塩化ビニル、塩化ビニリデン、アクリロニトリル、酢酸ビニル、アクリル酸、メタクリル酸、マレイン酸、アクリル酸エチル、アクリル酸ブチル、メタクリル酸メチル、無水マレイン酸、スチレン、メチルスチレン、ビニルトルエン、ジビニルベンゼンなどのビニル単量体などが挙げられる。これらは、単独で使用してもよいし、2種以上を組み合わせて使用してもよい。これらのうち、エチレン、1−ブテンが、耐寒脆性向上、安価等という点で好ましい。
【0036】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために、線状ポリプロピレン系樹脂、共役ジエン化合物およびラジカル重合開始剤を反応させるための装置としては、ロール、コニーダー、バンバリーミキサー、ブラベンダー、単軸押出機、2軸押出機などの混練機、2軸表面更新機、2軸多円板装置などの横型撹拌機、ダブルヘリカルリボン撹拌機などの縦型撹拌機、などが挙げられる。これらのうち、混練機を使用することが好ましく、特に押出機が生産性の点から好ましい。
【0037】
本発明の射出発泡成形用ポリプロピレン系樹脂を得るために、線状ポリプロピレン系樹脂、共役ジエン化合物およびラジカル重合開始剤を混合、混練(撹拌)する順序、方法には、特に制限はない。線状ポリプロピレン系樹脂、共役ジエン化合物およびラジカル重合開始剤を混合したのち溶融混練(撹拌)してもよいし、ポリプロピレン系樹脂を溶融混練(撹拌)した後、共役ジエン化合物あるいはラジカル開始剤を同時にあるいは別々に、一括してあるいは分割して混合してもよい。混練(撹拌)機の温度は130〜300℃であることが、線状ポリプロピレン系樹脂が溶融し、かつ熱分解しないという点で好ましい。また、混練(撹拌)時間は、一般に1〜60分が好ましい。
【0038】
このようにして、本発明の射出発泡成形用ポリプロピレン系樹脂を製造することができる。射出発泡成形用ポリプロピレン系樹脂の形状、大きさに制限はなく、ペレット状でもよい。
【0039】
本発明は、本発明の射出発泡成形用ポリプロピレン系樹脂、線状ポリプロピレン系樹脂、および発泡剤を含んでなる樹脂組成物を射出発泡成形してなる射出発泡成形体にも関する。
【0040】
本発明における線状ポリプロピレン系樹脂としては、メルトフローレートが好ましくは10g/10分以上100g/10分以下、さらに好ましくは15g/10分以上50g/10分以下であり、メルトテンションが好ましくは2cN未満、さらに好ましくは1cN以下である。線状ポリプロピレン系樹脂のメルトフローレートが10g/10分以上100g/10分以下の範囲であると、射出発泡成形体を製造する際に、金型キャビティのクリアランスが1〜2mm程度の薄肉部分を有する成形においても比較的低圧力で溶融樹脂を金型内に充填することが可能であり、連続して安定した射出発泡成形が行える傾向にある。また、メルトテンションが2cN未満であれば、表面外観美麗な射出発泡成形体を得ることができる。
【0041】
ここでいう線状ポリプロピレン系樹脂としては、前記射出発泡成形用ポリプロピレン系樹脂の製造に用いられる原料の線状ポリプロピレン系樹脂として取り上げたものと同じものが例示できる。線状ポリプロピレン系樹脂としては、具体的には、プロピレンホモポリマー、プロピレン−エチレンランダムコポリマー、プロピレン−エチレンブロックコポリマー等が挙げられる。
【0042】
本発明の射出発泡成形体を構成する、射出発泡成形用ポリプロピレン系樹脂、および線状ポリプロピレン樹脂の混合比率は、両者の合計を100重量部とした場合、射出発泡成形用ポリプロピレン系樹脂は、好ましくは5重量部以上50重量部以下であり、さらに好ましくは10重量部以上30重量部以下である。線状ポリプロピレン樹脂は、好ましくは50重量部以上95重量部以下であり、さらに好ましくは70重量部以上90重量部以下である。配合比率が上記範囲内であると、均一微細な気泡を有し、発泡倍率2倍以上である射出発泡成形体を安価に提供することができる。配合比率が上記の範囲外であると、例えば、射出発泡成形用ポリプロピレン系樹脂が5重量部未満であると、均一微細な気泡を有する発泡成形体が得られない傾向があり、50重量部を超えると、表面外観の悪い成形体しか得られない傾向がある。
【0043】
本発明で用いられる発泡剤は、化学発泡剤、物理発泡剤など射出発泡成形に通常使用できるものであれば、特に制限はない。
【0044】
化学発泡剤は、前記樹脂と予め混合してから押出機や射出成形機に供給され、シリンダ内で分解して炭酸ガス等の気体を発生するものである。化学発泡剤としては、重炭酸ナトリウム、炭酸アンモニウム等の無機系化学発泡剤や、アゾジカルボンアミド、N,N’−ジニトロソペンタメチレンテトラミン等の有機系化学発泡剤があげられる。これらは単独で使用してもよいし、2種以上混合して使用してもよい。
【0045】
物理発泡剤は、押出機や射出成形機のシリンダ内の溶融樹脂にガス状または超臨界流体として注入され、分散または溶解されるもので、金型内に射出後、圧力開放されることによって発泡剤として機能するものである。物理発泡剤としては、プロパン、ブタン等の脂肪族炭化水素類、シクロブタン、シクロペンタン等の脂環式炭化水素類、クロロジフルオロメタン、ジクロロメタン等のハロゲン化炭化水素類、窒素、炭酸ガス、空気等の無機ガスがあげられる。これらは単独で使用してもよいし、2種以上混合して使用してもよい。
【0046】
これらの発泡剤の中では、通常の押出機や射出成形機が安全に使用でき、均一微細な気泡が得られやすいものとして、化学発泡剤としては無機系化学発泡剤、物理発泡剤としては窒素、炭酸ガス、空気等の無機ガスが好ましい。これらの発泡剤には、射出発泡成形体の気泡を安定的に均一微細にするために、必要に応じて、例えば、クエン酸のような有機酸等の発泡助剤やタルク、炭酸リチウムのような無機微粒子等の造核剤を添加してもよい。通常、上記無機系化学発泡剤は、取扱性、貯蔵安定性、ポリプロピレン系樹脂への分散性の点から、10〜50重量%濃度のポリオレフィン系樹脂のマスターバッチとして使用されるのが好ましい。
【0047】
本発明における発泡剤の使用量は、最終製品の発泡倍率と発泡剤の種類や成形時の樹脂温度によって適宜設定すればよい。例えば、通常、無機系化学発泡剤の場合は、本発明のポリプロピレン系樹脂100重量部中、好ましくは0.5重量部以上30重量部以下、さらに好ましくは1重量部以上20重量部以下の範囲で使用される。無機系化学発泡剤をこの範囲で使用することにより、経済的に発泡倍率が2倍以上、かつ、均一微細気泡の射出発泡成形体が得られやすい。なお、物理発泡剤の場合は、ポリプロピレン系樹脂100重量部に対して、0.05重量部以上10重量部以下、好ましくは0.1重量部以上5重量部以下の範囲で、射出成形機に供給して使用される。
【0048】
本発明では、必要に応じて、本発明の効果を損なわない範囲で、本発明の範囲でないポリプロピレン系樹脂の他、高密度ポリエチレン系樹脂、高圧法低密度ポリエチレン系樹脂、線状低密度ポリエチレン系樹脂、エチレン−α−オレフィン共重合体、オレフィン系エラストマー、スチレン系エラストマー、その他の熱可塑性樹脂を混合しても良い。
【0049】
本発明では、さらに必要に応じて、本発明の効果を損なわない範囲で、酸化防止剤、金属不活性剤、燐系加工安定剤、紫外線吸収剤、紫外線安定剤、蛍光増白剤、金属石鹸、制酸吸着剤などの安定剤、架橋剤、連鎖移動剤、核剤、可塑剤、滑材、充填材、強化材、顔料、染料、難燃剤、帯電防止剤などの添加剤を併用してもよい。
【0050】
次に、射出発泡成形の方法について、具体的に説明する。射出発泡成形方法自体は公知の方法が適用でき、ポリプロピレン系樹脂のメルトフローレート、発泡剤の種類、成形機の種類あるいは金型の形状によって、適宜成形条件を調整すればよい。
本発明のポリプロピレン系樹脂の場合、例えば、樹脂温度170〜250℃、金型温度10〜100℃、成形サイクル1〜120分、射出速度10〜300mm/秒、射出圧10〜200MPa等の条件で行うことが好ましい。
また、金型内で発泡させる方法としては種々有るが、なかでも固定型と任意の位置に前進および後退が可能な可動型とから構成される金型を使用し、射出完了後、可動型を後退させて発泡させる、いわゆるコアバック法(Moving Cavity法)が、表面に非発泡層が形成され、内部の発泡層が均一微細気泡になりやすく、軽量性に優れた射出発泡成形体が得られやすいことから、好ましい。なお、可動型を後退させる方法としては、一段階で行ってもよいし、二段階以上の多段階で行ってもよく、後退させる速度も適宜調整してもよい。
【0051】
本発明では、予め金型内を不活性ガス等で圧力をかけながら、ポリプロピレン系樹脂組成物を金型内に導入するいわゆるカウンタープレッシャー法を併用することにより、シルバーストリークに起因する表面外観不良を低減することができるため、好ましい。このようにして、本発明の射出発泡成形体を得ることができる。
【0052】
本発明の射出発泡成形体の発泡倍率は、好ましくは2倍以上10倍以下、さらに好ましくは2.5倍以上6倍以下である。発泡倍率が2倍未満では、軽量性が得られ難い傾向があり、10倍を超える場合には、剛性の低下が著しくなる傾向がある。
【0053】
本発明のポリプロピレン系樹脂を使用することにより、投影面積が.0.2m2以上の射出発泡成形体を容易に製造することが可能となる。
なお、投影面積とは、射出発泡成形体を金型の移動方向に直角な面に投影した際の面積をいい、成形時に要する型締力の算定基準となる数値である。
【実施例】
【0054】
以下に、実施例によって本発明をより詳しく説明するが、本発明は、これらによって何ら制限されるものではない。
【0055】
実施例および比較例において、各種の評価方法に用いられた試験法および判定基準は次の通りである。
(1)メルトフローレート(MFR)
ASTM D−1238に準拠し、メルトインデクサーS−01(東洋精機製作所製)を用い、230℃、2.16kg荷重下でダイから一定時間に押し出される樹脂量から、10分間に押し出される量に換算した。なお前記一定時間は、メルトフローレートが3.5g/10分以上10g/10分未満の場合は60秒間、10g/10分以上25g/10分未満の場合は30秒間、25g/10分以上50g/10分未満の場合は15秒間、50g/10分以上100g/10分未満の場合は5秒間、100g/10分以上の場合は3秒間とした。
【0056】
(2)メルトテンション(MT)
メルトテンション測定用アタッチメントを付けたキャピログラフ(東洋精機製作所製)を使用して、樹脂温度200℃にて、口径1mmφ、長さ10mmの孔を有するダイスから、ピストン降下速度10mm/分で降下させたストランドを1m/分で引き取り、安定後に40m/分2で引き取り速度を増加させたとき、破断したときのロードセル付きプーリーの引き取り荷重をメルトテンションとした。なお、ストランドが破断に至らない場合は、引き取り速度を増加させてもプーリーの引き取り荷重が増加しなくなった点の荷重をメルトテンションとした。
【0057】
(3)損失正接tanδ
ポリプロピレン系樹脂を、1.5mm厚のスペーサーを用いて、190℃にて5分間熱プレスして1.5mm厚のプレス板を作製し、ここから25mmφのポンチを用いて打ち抜き、試験片を得た。測定装置としては、TAインスツルメンツ社製粘弾性測定装置ARESを用い、25mmφのパラレルプレート型冶具を装着した。冶具を囲うように恒温槽を設置し、200℃に保温、冶具が予熱された後に、恒温槽を開け、パラレルプレート間に25mmφとした試験片を挿入して恒温槽を閉じ、5分間予熱した後にパラレルプレート間隔を1mmまで圧縮した。圧縮後、再度恒温槽を開き、パラレルプレートからはみ出した樹脂を真鍮のヘラで掻き取り、恒温槽を閉じて再度5分間保温した後に、動的粘弾性測定を開始した。
測定は、角振動数0.1rad/sから100rad/sまでの範囲で行い、各角振動数での貯蔵弾性率と損失弾性率および、計算値として損失正接tanδを得た。これらの結果のうち、角周波数1rad/sでの損失正接tanδの値を採用した。なお、歪み量は5%で、窒素雰囲気下で測定を行った。
【0058】
(4)射出充填性
連続して20ショット成形した際に、ショートショットになった個数(不良個数)を求めて、以下の基準で評価した。
○:不良個数が0個。
×:不良個数が1個以上。
【0059】
(5)発泡倍率
射出発泡成形体底部の厚みを測定し、当該部位の金型の型締め状態でのキャビティ・クリアランスt0で除することにより、算出した。
【0060】
<射出発泡成形用ポリプロピレン系樹脂の作製>
射出発泡成形用ポリプロピレン系樹脂を、以下の製造条件にて、作製した。
【0061】
(実施例1)
線状ポリプロピレン系樹脂としてメルトフローレート45g/10分のプロピレン単独重合体(プライムポリマー製、J108M)100重量部、および、ラジカル重合開始剤としてt−ブチルパーオキシイソプロピルカーボネート3.0重量部の混合物を、ホッパーから70kg/時で45mmφ二軸押出機(L/D=40)に供給して、シリンダ温度200℃で溶融混練し、途中に設けた圧入部より、共役ジエン化合物としてイソプレンモノマーを、定量ポンプを用いて0.24重量部(0.168kg/時の速度)で供給し、前記二軸押出機中で溶融混練することにより、射出発泡成形用ポリプロピレン系樹脂のペレットを得た。得られた射出発泡成形用ポリプロピレン系樹脂(A−1とする)の評価を表1に示す。また、A−1の損失正接(tanδ)と角周波数の関係を図1に示した。
【0062】
(比較例1)
t−ブチルパーオキシイソプロピルカーボネートの配合量を1.0重量部、イソプレンの供給量を0.4重量部に変更した以外は、実施例1と同様にしてペレットを得た。得られた樹脂(A−4とする)の評価を、表1に示す。また、A−4の損失正接(tanδ)と角周波数の関係を図1に示した。
【0063】
【表1】
【0064】
(実施例2〜3)
<ポリプロピレン系樹脂組成物の作製>
表2に示す種類・組成比にて、実施例1で合成した射出発泡成形用ポリプロピレン系樹脂(A−1)に、線状ポリプロピレン系樹脂および、発泡剤としての重曹系化学発泡剤マスターバッチ(永和化成製ポリスレンEE275F、分解ガス量40ml/g)をドライブレンドした。
【0065】
線状ポリプロピレン系樹脂としては、メルトフローレート45g/10分、メルトテンションが1cN未満、のプロピレン−エチレン共重合体(プライムポリマー製、J708UG)を使用した。
【0066】
<射出発泡成形体の作製>
型締力350tで、コアバック機能およびシャットオフノズルを有する電動の射出成形機(宇部興産機械(株)製)で、シリンダ温度200℃、背圧15MPaで溶融混練した後、30℃に設定された固定型と前進および後退が可能な可動型とから構成される、縦330mm×横230mm×高さ100mmの箱形状のキャビティ(立壁部:傾斜10度、クリアランス3mm、底面部:クリアランスt0=1.5mm)を有し、底面部の中心位置にφ2ピンゲートを有する金型中に、射出速度100mm/秒で射出充填した。射出充填完了後に、底面部が所望の厚み(発泡倍率3倍、4.5mm)となるように可動型を後退させて、キャビティ内の樹脂を発泡させた。発泡完了後60秒間冷却してから射出発泡成形体を取り出した。得られた射出発泡成形体の評価を、表2に示す。
【0067】
【表2】
【0068】
本発明の射出発泡成形用ポリプロピレン系樹脂組成物は、流動性に優れていることから連続成形時のショートショットが起こりにくく、射出充填性が良好であった。また、射出発泡成形体の底面部の発泡倍率は3倍であり、高発泡倍率のものが得られた。射出発泡成形用ポリプロピレン系樹脂の添加量を少なくしても、発泡倍率3倍のものが得られた。
【0069】
(比較例2〜3)
<射出発泡成形体の作製>
得られたブレンド物を、実施例1と同様にして射出発泡を行い、射出発泡成形体を得た。得られた射出発泡成形体の評価を表2に示す。
比較例1の樹脂では、ポリプロピレン系樹脂の発泡性不足により、所望の発泡倍率3倍の射出発泡成形体は得られなかった。添加量を増量すると3倍発泡可能となるものの、成形品外観の悪化するものしか得られなかった。
【特許請求の範囲】
【請求項1】
下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【請求項2】
前記射出発泡成形用ポリプロピレン系樹脂が、線状ポリプロピレン系樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合して得られることを特徴とする、請求項1記載の射出発泡成形用ポリプロピレン系樹脂。
【請求項3】
請求項1、2に記載の射出発泡成形用ポリプロピレン系樹脂、線状ポリプロピレン系樹脂、および発泡剤を含んでなる樹脂組成物を射出発泡成形してなることを特徴とする、射出発泡成形体。
【請求項1】
下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
【請求項2】
前記射出発泡成形用ポリプロピレン系樹脂が、線状ポリプロピレン系樹脂、ラジカル重合開始剤および共役ジエン化合物を溶融混合して得られることを特徴とする、請求項1記載の射出発泡成形用ポリプロピレン系樹脂。
【請求項3】
請求項1、2に記載の射出発泡成形用ポリプロピレン系樹脂、線状ポリプロピレン系樹脂、および発泡剤を含んでなる樹脂組成物を射出発泡成形してなることを特徴とする、射出発泡成形体。
【図1】

【公開番号】特開2012−121975(P2012−121975A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−272948(P2010−272948)
【出願日】平成22年12月7日(2010.12.7)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月7日(2010.12.7)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]