
導体パターンの電気検査用前処理方法、導体パターンの電気検査方法、導体パターンの電気検査用前処理装置、導体パターンの電気検査装置、検査済みプリント配線板、及び検査済み半導体装置
【課題】 検査の信頼性及び製品の品質に対する信頼性を高めることができる導体パターンの電気検査用前処理方法、導体パターンの電気検査方法、導体パターンの電気検査用前処理装置、導体パターンの電気検査装置、検査済みプリント配線板、及び検査済み半導体装置を提供する。
【解決手段】 プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理に関し、導体パターンを各ピース毎に検査して不良導体パターンを検出し、不良導体パターンが検出された不良ピースについて不良導体パターンを構成する配線間を短絡させるように導電性物質を付与する。
【解決手段】 プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理に関し、導体パターンを各ピース毎に検査して不良導体パターンを検出し、不良導体パターンが検出された不良ピースについて不良導体パターンを構成する配線間を短絡させるように導電性物質を付与する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品を実装するために用いるTAB(Tape Automated Bonding)テープ、COF(Chip On Film)テープ、CSP(Chip Size Package)テープ、BGA(Ball Grid Array)テープ、μ−BGA(μ−Ball Grid Array)テープ、ASIC(Application Specific Integrated Circuit)テープ、2メタルテープ等の電子部品実装用フィルムキャリアテープ(以下、単に「電子部品実装用フィルムキャリアテープ」という)や、FPC(Flexible Print Circuit)、あるいは絶縁基板がリジッドであるリジッドPWB(Printed Wiring Board)等の製造にそれぞれ用いられる長尺状の電子部品実装用フィルムキャリアテープ用絶縁基板、シート状のFPC用絶縁基板、リジッドPWB用絶縁基板(以下、単に「絶縁基板」ともいう)の少なくとも片面に設けられた導体パターンの電気検査用前処理方法、導体パターンの電気検査方法、導体パターンの電気検査用前処理装置、導体パターンの電気検査装置、検査済みプリント配線板、及び検査済み半導体装置に関する。
【背景技術】
【0002】
エレクトロニクス産業の発達に伴い、IC(集積回路)、LSI(大規模集積回路)等の電子部品を実装するプリント配線板の需要が急激に増加し、電子機器の小型化、高機能化が要望され、プリント配線板の導体パターンが高密度化している。このプリント配線板とは、一般的に、電気絶縁性基板の外層あるいは内層の少なくとも一方に電気良導体金属で形成された電気配線図形を有するものである。
【0003】
ここで、このようなプリント配線板の1つである電子部品実装用フィルムキャリアテープは、例えば、ポリイミドからなる絶縁基板に、例えば、搬送用のスプロケットホール、半田ボール又は金属バンプ搭載用のラウンド穴あるいはボンディング用のデバイスホール等の打抜き穴を形成した後に、例えばスプロケットホールを用いて絶縁基板を搬送しながら、絶縁基板の表面に設けられた銅箔をパターニングすることにより導体パターンを形成し、その後、必要に応じて導体パターン上にソルダーレジスト層を形成する工程、導体パターンの端子部に金属メッキ層を形成する工程等を経て製造される。また、BGAテープ等の電子部品実装用フィルムキャリアテープでは、絶縁基板を打抜くことによりラウンド穴等の打抜き穴を形成した後に、例えば、金属バンプ、半田ボール等をラウンド穴に搭載することで配線パターンと電子部品とが接続されるようになっている。
【0004】
このような電子部品実装用フィルムキャリアテープ等のプリント配線板は、導体パターンに短絡や断線等の不良(欠陥)があると、製品の品質に対する信頼性が著しく損なわれてしまうため、例えば、製造途中に導体パターンの外観検査を行うのが一般的である。
【0005】
また、導体パターンの外観検査としては、目視検査が一般的であるが、この目視検査は完全ではなく見落としがあるため、導体パターンを光学的に認識し、検査基準となる標準パターンと比較して検査を行うAOI(自動外観検査装置)を用いる場合がある。
【0006】
このようなAOI、あるいは目視検査による外観検査の終了後には、通常、検査結果に基づいて、正常なピースと不良ピースとをその後に識別することができるようにするために、その不良ピースに対して、例えば、インキの塗布やパンチング等によって不良予備表示マークを形成している(例えば、特許文献1参照)。また、このような外観検査の後に電気検査を行う場合には、その検査結果に基づいて、例えば、半導体チップ(ICチップ)搭載予定部分等を打抜いて、不良表示マークを形成することも行われている。
【0007】
なお、このような不良表示マークについては、客先毎に、あるいは製品毎に異なる指定がなされることもあるため、プリント配線板を製造する側では、例えば、外観検査等の検査工程において統一した表示方法を用いて不良予備表示マークを形成し、それ以降に適宜実施される電気検査等の後に指定された不良表示マークを最終工程で形成することが多い。これは、外観検査等の検査工程後に実施される検査工程(例えば、電気検査工程等)において、客先又は製品に対応した不良表示マークを一括して形成することにより、合理的に処理することができるからである。
【0008】
ここで、インキの塗布による不良予備表示マークは、その後に行う不良表示マークを形成する工程において不良予備表示マークの有無を目視判断しなくてはならず、仮に外観検査が完全であったとしても、その最終的な目視判断において不良予備表示マークを見落としてしまう場合がある。
【0009】
一方、パンチングによる不良予備表示マークは、一般的に、打抜き装置(金型)を用い、外観検査の検査結果に基づいて、スクリーン印刷法によるソルダーレジスト塗布工程においてステージを汚す等のトラブルを避けるために、ソルダーレジスト塗布領域の外側の領域において、不良ピースの一部を打抜いて、微小なパンチング孔を形成することで行われる。しかしながら、このようなパンチングによる不良表示マークの形成方法では、微小なパンチング孔を形成するため、パンチング時に、金属片が飛散したり、あるいは打抜きカス(金属片を含むカス)が打抜きピンの先端面に付着し、そのまま絶縁基板の導体パターン側に持ち上げられてしまう、いわゆるカス上がりが発生したりしてしまう。なお、このカス上がりは、パンチング孔の大きさが小さいほど発生し易い傾向にある。
【0010】
そして、これらの金属片や打抜きカスが、正常な導体パターンのピース内に飛散してしまうと、その導体パターンが短絡してしまうという問題が発生する。このように外観検査において正常として処理された導体パターンが、飛散した金属片や打抜きカスによって短絡してしまうと、歩留まりが低下するだけでなく、検査に対する信頼性が低下してしまうという問題がある。また、製品として出荷したプリント配線板に対する信頼性が低下し、場合によっては、不良にもかかわらず正常として処理された導体パターンに対して半導体チップ等の電子部品が実装されてしまうと、最終製品の品質に対する信頼性についても低下してしまうという問題がある。
【0011】
また、金属片や打抜きカスが飛散した時点においては、導体パターンが短絡していなくても、その後に何らかの形で、金属片又は打抜きカスによって導体パターンが短絡してしまう虞もあり、その短絡した時点が電子部品の実装後であると、製品不良又は故障という最悪な結果となり、検査の信頼性及び製品の品質に対する信頼性が著しく低下してしまうという問題もある。特に、このような打抜きカスによる短絡の問題は、近年、パターンの高密度化に伴って急増している。
【0012】
なお、パンチング孔の縁部に打抜きカスが切れずに残ってしまう、いわゆるカス浮きが生じた場合には、その残留打抜きカスが、後工程、例えば、ソルダーレジスト層を形成する工程等において欠落し、流出する虞もあり、この打抜きカスによって絶縁基板等に打痕や傷等が形成され、製品の品質に対する信頼性が低下してしまうという問題が発生する。また、このような打抜きカスが電子部品実装ラインまで残留していて、その段階で流出すると、製品の品質に対する信頼性がさらに低下してしまうという問題もある。
【0013】
【特許文献1】特開2001−160571号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上述した事情に鑑み、検査の信頼性及び製品の品質に対する信頼性を高めることができる導体パターンの電気検査用前処理方法、導体パターンの電気検査方法、導体パターンの電気検査用前処理装置、導体パターンの電気検査装置、検査済みプリント配線板、及び検査済み半導体装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記目的を達成するための第1の態様は、プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理方法であって、前記導体パターンを各ピース毎に検査して不良導体パターンを検出し、前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法にある。
【0016】
かかる第1の態様では、電気検査の前処理として不良導体パターンを強制的に短絡させることにより、その後に行う電気検査において不良導体パターンを正確に検出することができる。したがって、検査の信頼性及び製品の品質に対する信頼性を高めることができる。
【0017】
本発明の第2の態様は、第1の態様において、前記導体パターンの検査では、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出することを特徴とする導体パターンの電気検査用前処理方法にある。
【0018】
かかる第2の態様では、電気検査において短絡、断線又はそれらの虞がある不良導体パターンを正確に検出することができる。
【0019】
本発明の第3の態様は、第1又は2の態様において、前記導体パターンの検査として、前記プリント配線板用絶縁基板の前記導体パターンに対応する領域に光を照射して前記導体パターンからの反射光又は前記プリント配線板用絶縁基板を透過した透過光を光学的に読み取って前記導体パターンの不良を各ピース毎に外観検査することを特徴とする導体パターンの電気検査用前処理方法にある。
【0020】
かかる第3の態様では、導体パターンを光学的に読み取って検査基準となる標準パターンと比較することで、導体パターンの良否判定を正確に行うことができ、導体パターンの検査に対する信頼性を高めることができる。
【0021】
本発明の第4の態様は、第3の態様において、前記導体パターンの表面に前記導体パターンよりも高い表面輝度を有するメッキ層が形成された状態で前記外観検査を行うことを特徴とする導体パターンの電気検査用前処理方法にある。
【0022】
かかる第4の態様では、導体パターンの表面輝度をメッキ層によって高めることにより、光学的に読み取れる導体パターンの表面積が広がるため、導体パターンの良否判定をより正確に行うことができ、検査の信頼性及び製品の品質に対する信頼性をさらに高めることができる。
【0023】
本発明の第5の態様は、第1〜4の何れかの態様において、前記プリント配線板用絶縁基板の前記導体パターン上に絶縁材料からなるソルダーレジスト層を形成する前に、前記不良ピースに前記導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法にある。
【0024】
かかる第5の態様では、導体パターン全体を検査対象とすることができ、検査の信頼性及び製品の品質に対する信頼性をさらに高めることができる。
【0025】
本発明の第6の態様は、第1〜5の何れかの態様において、前記導電性物質は、金属、カーボン、導電ペースト又はこれら各材料の中から少なくとも1種を含む物質であることを特徴とする導体パターンの電気検査用前処理方法にある。
【0026】
かかる第6の態様では、不良ピース内の導体パターンを比較的容易に且つ確実に短絡させることができる。
【0027】
本発明の第7の態様は、第1〜6の何れかの態様において、前記プリント配線板用絶縁基板が、電子部品実装用フィルムキャリアテープ用絶縁基板、FPC用絶縁基板、又はリジッドPWB用絶縁基板であることを特徴とする導体パターンの電気検査用前処理方法にある。
【0028】
かかる第7の態様では、色々な種類のプリント配線板の製造時における導体パターンの検査に適用することができる。
【0029】
本発明の第8の態様は、第1〜7の何れかの態様に従って前記導体パターンの電気検査用前処理を実施し、その後、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出し、前記不良ピースに不良表示マークを形成することを特徴とする導体パターンの電気検査方法にある。
【0030】
かかる第8の態様では、電気検査の検査結果に基づいて不良表示マーク(例えば、打抜きカスによるトラブルが発生し難い大きさのパンチング孔等)を形成することにより、その後に、正常なピースと不良ピースとを比較的容易に識別することができる。
【0031】
本発明の第9の態様は、プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理装置であって、前記導体パターンを各ピース毎に検査して不良導体パターンを検出する不良導体パターン検出手段と、前記不良導体パターン検出手段での検出結果に基づいて前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与する導電性物質付与手段とを具備することを特徴とする導体パターンの電気検査用前処理装置にある。
【0032】
かかる第9の態様では、不良導体パターンを有する不良ピースに導電性物質付与手段によって導電性物質を付与して不良導体パターンを強制的に短絡させることにより、その後に行う電気検査において不良導体パターンを正確に検出することができる。したがって、検査の信頼性及び製品の品質に対する信頼性を高めることができる。
【0033】
本発明の第10の態様は、第9の態様において、前記不良導体パターン検出手段は、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出するものであることを特徴とする導体パターンの電気検査用前処理装置にある。
【0034】
かかる第10の態様では、電気検査において短絡、断線又はそれらの虞がある不良導体パターンを正確に検出することができる。
【0035】
本発明の第11の態様は、第9又は10の態様の前記不良導体パターン検出手段及び前記導電性物質付与手段と、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出する電気検査手段と、前記電気検査手段での検査結果に基づいて前記不良ピースに不良表示マークを形成する不良表示マーク形成手段とを具備することを特徴とする導体パターンの電気検査装置にある。
【0036】
かかる第11の態様では、不良表示マーク形成手段によって不良ピースに不良表示マーク(例えば、パンチング孔等)を形成することにより、その後に、正常なピースと不良ピースとを比較的容易に識別することができる。
【0037】
本発明の第12の態様は、プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡していることを特徴とする検査済みプリント配線板にある。
【0038】
かかる第12の態様では、製品の検査及び品質に対する高い信頼性を得ることができると共に、電気検査によって不良導体パターン(不良ピース)を確実に検出することができる検査済みプリント配線板を実現することができる。
【0039】
本発明の第13の態様は、プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡しており、前記不良ピースには、電気検査の結果に基づく不良表示マークが形成されていることを特徴とする検査済みプリント配線板にある。
【0040】
かかる第13の態様では、製品の検査及び品質に対する高い信頼性を得ることができると共に、不良表示マークを識別する又は電気検査によって、不良導体パターン(不良ピース)を確実に検出することができる検査済みプリント配線板を実現することができる。
【0041】
本発明の第14の態様は、第12又は13の態様において、電子部品実装用フィルムキャリアテープ、FPC、又はリジッドPWBであることを特徴とする検査済みプリント配線板にある。
【0042】
かかる第14の態様では、製品の検査及び品質に対する高い信頼性を得ることができると共に電気検査によって不良導体パターン(不良ピース)を確実に検出することができる色々な種類の検査済みプリント配線板を実現することができる。
【0043】
本発明の第15の態様は、第12〜14の何れかの態様の検査済みプリント配線板の少なくとも正常な導電パターンに対して電子部品が電気的に接続されたものであることをことを特徴とする検査済み半導体装置にある。
【0044】
かかる第15の態様では、半導体チップ(ICチップ)等の電子部品を実装後に行う電気検査において不良ピースを確実に検出することができると共に、正常な導体パターンと電子部品とが良好に接続された検査済み半導体装置を比較的容易に実現することができる。
【発明の効果】
【0045】
本発明によれば、電気検査の前処理として不良導体パターンの不良ピース内に導電性物質を付与し、この導電性物質によって不良導体パターンを強制的に短絡させることにより、その後に行う電気検査において不良導体パターン(不良ピース)を正確に検出することができ、検査の信頼性及び製品の品質に対する信頼性を高めることができる。また、本発明では、電気検査の検査結果に基づいて、例えば、客先が指定した最終不良表示マーク等の不良表示マークを不良ピースに正確に付与することができ、製品の検査及び品質に対する高い信頼性を有する検査済みプリント配線板及び検査済み半導体装置を比較的容易に実現することができる。
【発明を実施するための最良の形態】
【0046】
以下、本発明に係る導体パターンの電気検査用前処理装置として、プリント配線板の1つである電子部品実装用フィルムキャリアテープの製造ラインに導入した導体パターンの電気検査前処理装置を例示して説明するが、本発明は、以下の実施形態に限定されるものではなく、電子部品実装用フィルムキャリアテープの他、FPCや、ガラスエポキシ樹脂等のリジッドな絶縁基板を用いたリジッドPWB等のプリント配線板についても対象としている。
【0047】
(実施形態1)
図1は、導体パターンの上面図及び本発明の実施形態1に係る導体パターンの電気検査用前処理装置の概略構成図である。図2は、図1の電気検査用前処理装置の要部拡大図である。ここで、電子部品実装用フィルムキャリアテープの製造においては、絶縁基板(絶縁フィルム)の少なくとも片面に設けられた導体パターンの検査を行った後に、導体パターンの電気検査を行うが、本発明の電気検査用前処理装置は、この電気検査前に行われる導体パターンの外観検査に適用されるものである。特に、高密度化された導体パターンにおいては、このような製造途中に行う導体パターンの検査の必要性は非常に高い。
【0048】
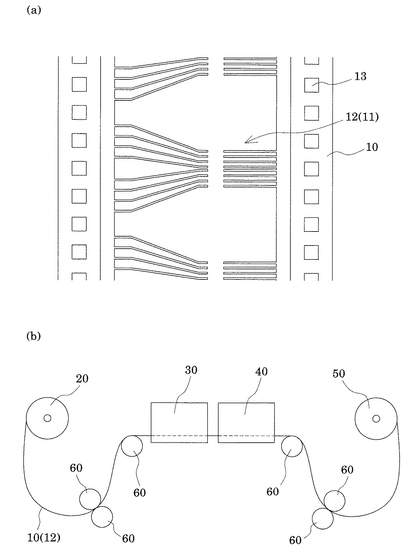
具体的には、本発明の電気検査用前処理装置は、図1(a)に示すような長尺の絶縁基板10の片面に設けられた導体層11をパターニングして形成された導体パターン12を各ピース毎に電気検査するための前処理を行う装置である。なお、絶縁基板10の片面には、導体パターン12がその長手方向に沿って複数ピース設けられ、絶縁基板10の幅方向両端部には、搬送用のスプロケットホール13が長手方向に亘って複数個設けられている。
【0049】
本発明の電気検査用前処理装置は、図1(b)に示すように、導体パターン12が少なくとも片面に設けられた絶縁基板10を巻き出す第1リール20と、各導体パターン12を各ピース毎に検査して不良導体パターンを検出する不良導体パターン検出手段30と、外観検査において不良導体パターンが検出された不良ピース内に導電性物質を付与する導電性物質付与手段40と、第1リール20から巻き出された絶縁基板10を連続的に巻き取る第2リール50とで構成されている。
【0050】
そして、このような構成の電気検査用前処理装置では、絶縁基板10を第1リール20から第2リール50に向かって複数の案内ローラ60を介して搬送しながら、これら第1リール20と第2リール50との間に配置された不良導体パターン検出手段30によって導体パターン12の検査を行うと共に導電性物質付与手段40によって不良導体パターンを有する不良ピース内に導電性物質を付与して不良導体パターンを強制的に短絡させる電気検査の前処理を連続的に行うようになっている。
【0051】
ここで、不良導体パターン検出手段30としては、例えば、本実施形態では、絶縁基板10の導体パターン12側から光を照射してその反射光を光学的に読み取って導体パターン12の欠陥を検査することのできる自動外観検査装置を用いた。
【0052】
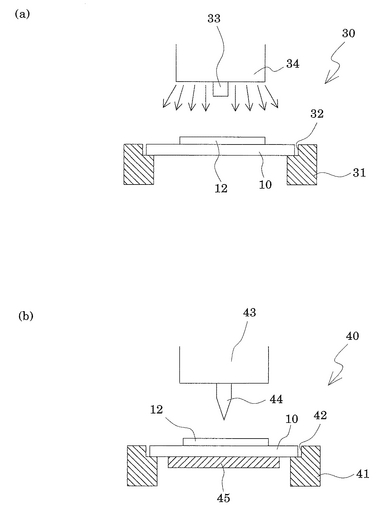
具体的には、この不良導体パターン検出手段30である自動外観検査装置では、まず、絶縁基板10の検査対象となる導体パターン12が設けられた片面を図中上方に向けた状態で搬送ギア(図示なし)等により搬送し、搬送方向の上流側及び下流側に向かって所定のテンションで引張り、その状態のまま、受け台31の凹部32に固定する(図2(a)参照)。なお、図示しないが、絶縁基板10を上流側及び下流側で図中上方からゴムローラで受け台に対して押圧し、絶縁基板10を一時的に固定するようにしてもよい。
【0053】
次に、絶縁基板10の図中上方、すなわち、導体パターン12が形成された片面側にCCD(Charge Coupled Device)カメラ33を囲むように配置された光源34により、導体パターン12全体を照射し、この導体パターン12から反射した反射光をCCDカメラ33によって光学的に読み取る。そして、図示しない画像処理部により、例えば、読み取った導体パターン12と、検査基準となる標準パターンとを重ね合わせて照合することで、不良導体パターンの有無を検査する。
【0054】
なお、本発明にかかる導体パターンの検査においては、基本的に、短絡、断線又はそれらの虞がある不良導体パターンの有無を検査するが、勿論これに限定されず、このような導体パターンの電気的な不良だけでなく、電気検査では検出できない不良、例えば、絶縁基板の折れ、染み、汚れ、異物付着、導体パターンの剥がれ等についても検査し、これらを含めて、不良ピースとして検出するのが好ましい。
【0055】
一方、導電性物質付与手段40は、不良導体パターン検出手段30による外観検査の結果に基づいて、不良導体パターンの不良ピース内に、導電性物質を付与するものである。なお、本発明において、この導電性物質の付与には、例えば、導電性物質の塗布、転写、噴射(吐出)、貼着等の行為が含まれる。このような導電性物質付与手段40としては、対象となる導体パターンに応じて適宜選択すればよく、例えば、シリンジやノズル等を用いたディスペンサ装置、インクジェット等の印刷装置、あるいは、ローラやブラシ等により導電性物質を塗布する装置、接着性と導電性とを有したシール又はリボン等を貼り付ける装置、配線間スペース距離よりも大きな直径を持つ円柱状あるいは角柱状等の導電性を有する固体物質(例えば、リベット)等を不良導体パターンにプレスで圧入して配線間を短絡させる装置等が挙げられるが、本発明はこれらに限定されるものではない。
【0056】
例えば、本実施形態の導電性物質付与手段40は、図2(b)に示すように、上述した不良導体パターン検出手段30と同様に絶縁基板10が凹部42を介して受け台41に固定されるようになっており、絶縁基板10の導体パターン12側には、導電性物質を貯蔵及び管理する貯蔵管理装置(例えば、タンク等)43が配置されている。そして、この貯蔵管理装置43の絶縁基板10に対向する位置には、不良ピース内に導電性物質を付与するための冶具(例えば、ノズル等)44が設置されている。なお、絶縁基板10の導体パターン12側とは反対側、すなわち、裏面側には、本実施形態では、絶縁基板10を支持する支持台45が配置されている。これにより、絶縁基板10の弛みがなくなり、不良ピースの導体パターン12に導電性物質を正確に付与することができる。
【0057】
また、このような導電性物質付与手段40によって付与される導電性物質としては、特に限定されないが、例えば、粉末状や繊維状などの、金、銀、銅、鉄、アルミニウム等の金属の他、ITO(Indium Tin Oxide)やカーボン等が含まれた速乾性の物質(例えば、導電ペースト)が挙げられ、これらの中でも、比較的安価なカーボンが含まれた物質を用いるのが量産性の点で好ましい。また、場合によっては、例えば、紫外線(UV)硬化型樹脂等の樹脂材料にこのような導電性物質を混合したものでもよい。これにより、例えば、UV等の光照射によって、速乾性を担保できる。勿論、本発明はこれらに限定されず、接着性と導電性とを有する金属箔、あるいは有機フィルムの片面に設けられた導電層等を導電性物質として採用してもよい。なお、本実施形態では、導電性物質として、導電性樹脂ペーストである「DOTITE(ドータイト):型番D−550(Ag重量比率70%以上)」(藤倉化成株式会社製)を用いた。
【0058】
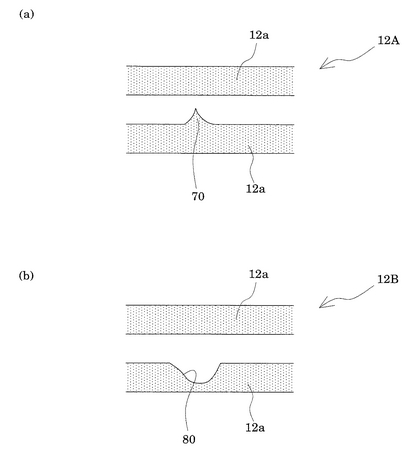
ここで、このような導電性物質を付与する対象となる不良導体パターンは、検査において検出された短絡、断線又はそれらの虞がある導体パターンのことであり、その一例を図3に示す。なお、図3は、不良導体パターンの要部拡大平面図である。例えば、図3(a)に示すような不良導体パターン12Aは、導体パターン12を構成する配線12a間において、一方の配線12aから他方の配線12aに向かって伸びる金属突出部70によって、現状では短絡していないが、将来何らかの形(例えば、金属イオンマイグレーション現象等の影響)で、短絡する虞がある。一方、図3(b)に示すような不良導体パターン12Bは、導体パターン12を構成する1つの配線12aの幅が部分的に狭くなった切り欠き部80が形成され、現状では断線していないが、将来何らかの形(例えば、折り曲げ等の影響)で、断線する虞がある。
【0059】
このような不良導体パターン12A及び12Bは、電気検査において短絡又は断線していなければ正常な導体パターン12として処理されてしまい、この電気検査の後に短絡又は断線してしまうと、検査の信頼性及び製品の品質に対する信頼性が著しく低下してしまう。本発明の電気検査用前処理装置では、特にこのような短絡又は断線の虞がある不良導体パターン12A及び12Bを不良導体パターン検出手段30によって検出し、導電性物質付与手段40によって不良導体パターン12A及び12Bの不良ピース内に導電性物質を付与し、これら不良導体パターン12A及び12Bを強制的に短絡させることにより、その後に行う電気検査において、不良導体パターン12A及び12Bを正確に検出することができる。
【0060】
以下、図4及び図5を参照して、本実施形態の電気検査用前処理装置を外観検査に適用したCOF(Chip On Film)フィルムキャリアテープの製造方法の一例について具体的に説明する。なお、図4は、COFフィルムキャリアテープの製造工程の一例を示す断面図である。
【0061】
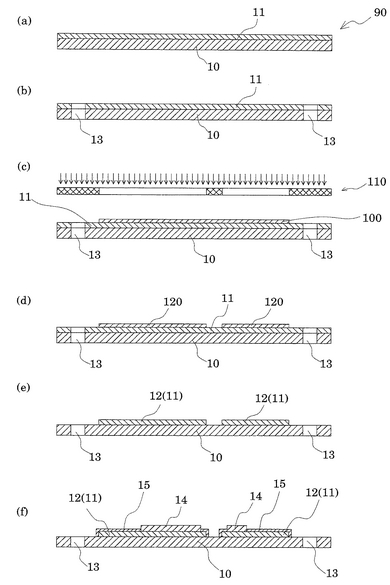
図4(a)に示すように、絶縁基板10上に導体層11を形成したCOF用積層フィルム90を用意する。次に、図4(b)に示すように、パンチング等によって、COF用積層フィルム90を貫通させてスプロケットホール13を形成する。このスプロケットホール13は、COF用積層フィルム90の導体層11側の表面上から形成してもよく、また、絶縁基板10側の裏面から形成してもよい。次いで、図4(c)に示すように、一般的なフォトリソグラフィー法を用いて、導体層11上の導体パターン12が形成される領域に亘ってフォトレジスト材料塗布溶液を塗布してフォトレジスト材料塗布層100を形成する。さらに、スプロケットホール13内に位置決めピン(図示なし)を挿入してCOF用積層フィルム90の位置決めを行った後、フォトマスク110を介して露光し、その後、現像することで、フォトレジスト材料塗布層100をパターニングして、図4(d)に示すような導体パターン用レジストパターン120を形成する。
【0062】
次に、導体パターン用レジストパターン120をマスクパターンとして導体層11をエッチング液で溶解して除去し、さらに導体パターン用レジストパターン120をアルカリ溶液等にて溶解除去することにより、図4(e)に示すような導体パターン12を形成する(図1(a)参照)。
【0063】
以上が導体パターン12を形成する製造プロセスである。次に、本実施形態では、図2(a)及び図2(b)に示す電気検査用前処理装置によって導体パターン12の外観検査を行うと共にこの外観検査によって検出された不良導体パターンについて電気検査のための前処理を行うようにした。
【0064】
具体的には、まず、不良導体パターン検出手段30の光源34により、導体パターン12に対して光を照射し、その反射光をCCDカメラ33によって読み取る。そして、予め用意されている標準パターンと、CCDカメラ33によって読み取った導体パターンとを重ね合わせて照合し、導体パターン12に不良があるか否かを検査する。
【0065】
次に、外観検査の結果に基づき、導電性物質付与手段40によって不良導体パターンの不良ピース内に導電性物質を付与する。具体的には、不良導体パターンを構成する配線間を跨ぐように導電性物質を付与し、この導電性物質によって不良導体パターンを短絡させる。なお、本発明では、不良導体パターンが短絡するように導電性物質を付与すればよく、導電性物質を付与する位置や、導電性物質の大きさ又は形状等については特に限定されないが、好ましくは、電気検査に支障がないように導電性物質を付与するのがよい。
【0066】
このように電気検査用前処理を行った後は、電気検査を直ぐに行ってもよいが、本実施形態では、図4(f)に示すように、例えば、スクリーン印刷法を用いて、導体パターン12上に、ソルダーレジスト材料を塗布し、所定の加熱処理を行うことで、ソルダーレジスト層14を形成し、このソルダーレジスト層14で覆われていない導体パターン12の面上にスズメッキ層15を形成し、図示しないエンボススペーサを間に挟んでリールに巻き取り、約80〜200℃で加熱処理を行った。その後、図示しないが、導体パターン12の電気検査を行う。この電気検査では、例えば、導体パターン12を構成する配線12aに対して個別にプローブピンを接触させて行う。
【0067】
このような電気検査では、この電気検査前の外観検査後に不良導体パターンを強制的に短絡させているので、不良導体パターンを正確に検出することができる。したがって、検査の信頼性及び製品の品質に対する信頼性を高めることができる。
【0068】
また、本発明では、従来のように外観検査後にパンチングによって不良予備表示マーク(パンチング孔)を形成する代わりに、不良導体パターンの不良ピース内に導電性物質を付与し、その不良導体パターンを短絡させているので、外観検査後に金属片や打抜きカス等は発生しない。すなわち、これら金属片や打抜きカスがその他の導体パターン12の正常なピース内に飛散することはなく、導体パターン12が短絡してしまうのを確実に防止することができる。また、従来のようにパンチング孔を形成しないため、パンチング孔の縁部に打抜きカスが切れずに残ってしまう、いわゆるカス浮きが生じることもない。すなわち、パンチング孔の縁部に残った打抜きカスによって、絶縁基板等に打痕や傷等が形成されてしまうのを確実に防止することができる。したがって、検査の信頼性及び製品の品質に対する信頼性をより高めることができ、歩留まりを向上することもできる。
【0069】
なお、従来のパンチング孔による不良予備表示マークでは、導体パターン上にソルダーレジスト層を形成する場合において、パンチング孔がソルダーレジスト材料を塗布する塗布領域に形成されていると、ソルダーレジスト材料がパンチング孔を通過して絶縁基板の裏面に流れ、ソルダーレジスト塗布装置のステージ等が汚れてしまうことが考えられる。本実施形態では、パンチング孔を形成する代わりに導電性物質を付与しているので、ソルダーレジスト塗布装置のステージ等が汚れることはない。
【0070】
(実施形態2)
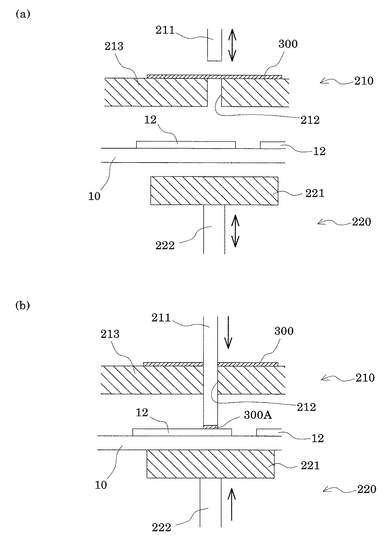
図5は、本発明の実施形態2に係る電気検査前処理装置を示す概略である。上述した実施形態1では、導電性物質として導電性樹脂ペーストを付与する電気検査用前処理装置を例示して説明したが、本実施形態の電気検査用前処理装置は、図5(a)及び図5(b)に示すように、絶縁基板10の表面側に配置された打抜き装置210によって金属箔300を打抜き、その打抜いた金属箔300Aを不良ピースに貼り付ける貼り付け装置とした。
【0071】
具体的には、本実施形態の電気検査用前処理装置は、絶縁基板10の導体パターン12側に配置された打抜き装置210と、絶縁基板10の裏面側に配置された支持装置220とで構成されている。打抜き装置210は、金属箔300を打抜くポンチ211と、このポンチ211が挿入される貫通孔212が設けられたダイ213とで構成され、ポンチ211がダイ213の表面に設置される金属箔300を打抜くようになっている。一方、支持装置220は、絶縁基板10を支持する支持板221と、この支持板221を絶縁基板10に対して上下に移動自在に保持する保持部222とで構成されている。
【0072】
そして、このような電気検査用前処理装置では、図5(b)に示すように、打抜き装置210のポンチ211によって打抜かれた金属箔300Aを、そのまま貫通孔212を介して絶縁基板10の表面に押し付けると共に、絶縁基板10の金属箔300Aが押し付けられた部分に対応する裏面を支持板221によって支持するようになっている。すなわち、打抜かれた金属箔300Aは、支持板221により支持された絶縁基板10の不良導体パターン12に対してポンチ211で押圧され、絶縁基板10の不良導体パターン12に圧着されるようになっている。これにより、不良導体パターン12に金属箔300Aが貼り付けられ、短絡部が形成される。このような構造としても、上述した実施形態1と同様の効果を得ることができる。なお、金属箔300は、絶縁基板10の不良導体パターン12に圧着される面側だけに接着性を有し、圧着によりその接着性を発揮する。本実施形態では、金属箔300をダイ213に対して圧着することなく打抜くようにした。このため、金属箔300がダイ213の上面に張り付くことはなく、打抜かれた金属箔300Aは、不良導体パターン12に圧着され、そのまま接着して剥がれることはない。また、この打抜かれた金属箔300Aは、ポンチ211の先端面に張り付くこともない。
【0073】
(他の実施形態)
以上、本発明を実施形態1及び2に基づいて説明したが、本発明は、上述した実施形態1及び2に限定されるものではない。例えば、上述した実施形態1では、冶具(例えば、ノズル等)44によって不良ピース内に導電性物質を付与するようにしたが、勿論これに限定されず、例えば、長尺状のフィルムの表面に導電性と接着性とを有する導電層が設けられた転写用テープ(例えば、テープ幅約3〜6mm)を用い、その導電層側を不良導体パターンに押圧して転写し、不良導体パターンの配線間を跨ぐ短絡部を形成するようにしてもよい。
【0074】
また、上述した実施形態1では、COFフィルムキャリアテープの製造において、ソルダーレジスト層を形成する前に導体パターンの検査及び電気検査用前処理を行ったが、勿論これに限定されず、ソルダーレジスト塗布工程後、あるいは、メッキ工程後等において導体パターンの検査及び電気検査用前処理を行うようにしてもよい。
【0075】
さらに、上述した実施形態1では、COFフィルムキャリアテープの製造途中に外観検査及び電気検査用前処理、並びに電気検査を行ったが、勿論これに限定されず、電子部品実装用フィルムキャリアテープの製造途中に外観検査及び電気検査用前処理を行い、これをもって出荷する製品とし、電気検査については、半導体チップ(ICチップ)等をインナーリード・ボンディングし、これを樹脂封止して半導体装置とする電子部品実装ラインにおいて行うようにしてもよい。
【0076】
この場合でも、電子部品実装用フィルムキャリアテープ等のプリント配線板は、絶縁基板と、この絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、導体パターンのピース群の中には、不良導体パターンが含まれ、この不良導体パターンの不良ピース内には、導電性物質からなる短絡部が設けられ、この短絡部によって不良導体パターンを構成する配線間が短絡している。このため、本発明では、このような検査済みプリント配線板について電子部品実装ラインで電気検査を行うことで、不良導体パターン(不良ピース)を正確に検出することができる。すなわち、正常なピースと不良ピースとを確実に区別することができる。これにより、正常な導体パターンに対して電子部品を正確に実装することができる。なお、場合によっては、電気検査を電子部品実装後に行うようにしてもよい。これにより、規格外品を確実に識別することができ、規格外品の半導体装置を用いた電子機器等の不良による故障を防止することができる。すなわち、本発明では、上述した検査済みプリント配線板の少なくとも正常と判断された導電パターンに対して電子部品が電気的に接続された検査済み半導体装置についても電気検査の対象としている。
【0077】
また、本発明は、上述した実施形態1で説明した電気検査用前処理装置を構成する少なくとも不良導体パターン検出手段及び導電性物質付与手段と、導体パターンを各ピース毎に電気検査して少なくとも不良導体パターンを検出すると共に不良ピース内に不良表示マークを形成する不良表示マーク形成手段とで導体パターンの電気検査装置を構成してもよい。なお、不良表示マーク形成手段としては、打抜きカスによるトラブルが発生し難い大きさ(寸法)、例えば、円形のパンチング孔の場合には、そのパンチング孔の大きさは、約φ2〜φ20mm、好ましくは約φ2.5〜φ10mmであり、例えば、矩形のパンチング孔の場合には、そのパンチング孔の大きさは、幅約2〜15mm×長さ約10〜40mm、好ましくは幅約3〜8mm×長さ約15〜30mmであるパンチング孔を形成する打抜き装置(金型)が挙げられる。また、この他、インキを塗布する塗布装置等が挙げられ、この段階で塗布されるインクは、Snメッキ等の湿式工程後であるので、後工程において、このインクによる不良表示マークを明確に識別することができる。
【0078】
このような本発明の電気検査装置によれば、不良表示マーク形成手段によって不良ピースに不良表示マーク(例えば、パンチング孔やインキによるマーク等)を形成することにより、その後に、正常なピースと不良ピースとを比較的容易に識別することができる。
【0079】
なお、上述した検査済みプリント配線板や検査済み半導体装置においては、不良表示マークに重ねて、あるいはこれに加えて、所定の最終不良表示マーク、例えば、客先毎又は製品毎に指定される最終不良表示マークがさらに形成されていてもよい。これらは、何れも、上述の不良予備表示マークのサイズと比較して十分大きく、打抜きカスのトラブルは発生しない。なお、ここでの不良表示マークとは、客先毎又は製品毎に指定されたもの以外に、プリント配線板を製造する側において、導体パターンの電気検査後に必要に応じて形成される製造用不良表示マークも含まれる。
【0080】
さらに、上述した実施形態1では、導体パターンを形成した後に外観検査を行うようにしたが、勿論これに限定されず、外観検査前に、例えば、導体パターンの表面に導体パターンよりも高い表面輝度を有するメッキ層を形成し、その後、外観検査を行うようにしてもよい。この場合には、外観検査において、導体パターンに対して光を照射すると共に導体パターンから反射した光を画像認識する際に、導体パターンの表面輝度が特定のメッキ層によって高められているので、導体パターン全体の形状を実物通りに読み取ることができる。
【0081】
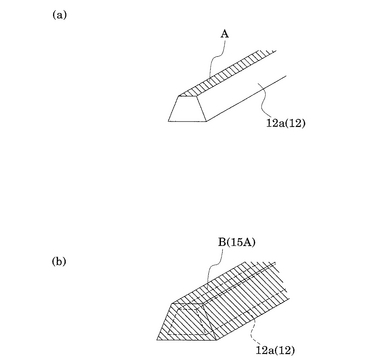
具体的には、図6(a)に示すように、例えば、銅からなる導体層をエッチングして導体パターン12を形成すると、通常、導体パターン12の各配線12aの断面形状は、台形である。そして、導体パターン12だけの構成では、導体パターン12の各配線12aの線幅は上面Aの幅で認識されてしまう。これに対し、図6(b)に示すように、導体パターン12上に特定のメッキ層15A、例えば、スズメッキ層又はニッケルメッキ層等を形成することで、導体パターン12よりも表面輝度が高くなり、導体パターン12の各配線12aの線幅は全面Bで認識される。すなわち、光学的に読み取れる導体パターンの表面積が実質的に大きくなり、導体パターン12全体の形状を大きく読み取ることができる。これにより、検査の信頼性及び製品の品質に対する信頼性をさらに高めることができる。また、歩留まりについてもさらに向上することができる。なお、このように、画像認識される範囲を大きくすることができるため、画像認識した導体パターン12と標準パターンとを重ね合わせて両者を照合する際、許容範囲(面積)も大きくなり、検査時の作業性を向上させることができる。
【0082】
また、このように導体パターン12の表面に特定のメッキ層15Aを形成することで、導体パターン12の酸化による変色についても防止できる。このため、外観検査の際、導体パターンの酸化による変色部分が擬似パターン欠陥として誤認識されてしまうのを確実に防止することができる。
【0083】
なお、上述した実施形態1では、導体パターンに対して光を照射してその反射光を光学的に読み取って検査する自動外観検査装置(反射型の検査装置)を用いたが、勿論これに限定されず、絶縁基板の裏面から光を照射し、絶縁基板を透過した光を光学的に読み取って検査する透過型の検査装置を用いてもよいし、反射型の検査装置と透過型の検査装置とを併用してもよいし、場合によっては、目視検査でもよい。
【0084】
なお、上述した実施形態1では、COFフィルムキャリアテープの製造途中の検査に本発明の電気検査用前処理を適用した例を説明したが、勿論これに限定されず、COFテープ以外の電子部品実装用フィルムキャリアテープ、例えば、TABテープ、CSPテープ、BGAテープ、μ−BGAテープ、ASICテープや2メタルテープ、及び、テープ以外のFPC、リジッドPWB等の検査にも好適に適用することができる。
【0085】
また、例えば、上述した実施形態1では、導体パターン12やスプロケットホール13等からなるキャリアパターンを1列設けた電子部品実装用フィルムキャリアテープを例示して説明したが、これに限定されず、例えば、キャリアパターンを複数列並設した多条の電子部品実装用フィルムキャリアテープであってもよい。
【図面の簡単な説明】
【0086】
【図1】本発明の実施形態1に係る導体パターンの電気検査用前処理装置の概略構成を示す図である。
【図2】本発明の実施形態1に係る導体パターンの電気検査用前処理装置の要部拡大図である。
【図3】不良導体パターンの要部拡大平面図である。
【図4】本発明の実施形態1に係る導体パターンの電気検査用前処理装置による外観検査を適用したCOFフィルムキャリアテープの製造工程の一例を示す断面図である。
【図5】本発明の実施形態2に係る電気検査前処理装置を示す概略である。
【図6】本発明の他の実施形態に係る外観検査時の導体パターンの概略を示す斜視図である。
【符号の説明】
【0087】
10 電子部品実装用フィルムキャリアテープ用絶縁基板(絶縁基板)
12 導体パターン
20 第1リール
30 不良導体パターン検出手段
40 導電性物質付与手段
50 第2リール
60 案内ローラ
【技術分野】
【0001】
本発明は、電子部品を実装するために用いるTAB(Tape Automated Bonding)テープ、COF(Chip On Film)テープ、CSP(Chip Size Package)テープ、BGA(Ball Grid Array)テープ、μ−BGA(μ−Ball Grid Array)テープ、ASIC(Application Specific Integrated Circuit)テープ、2メタルテープ等の電子部品実装用フィルムキャリアテープ(以下、単に「電子部品実装用フィルムキャリアテープ」という)や、FPC(Flexible Print Circuit)、あるいは絶縁基板がリジッドであるリジッドPWB(Printed Wiring Board)等の製造にそれぞれ用いられる長尺状の電子部品実装用フィルムキャリアテープ用絶縁基板、シート状のFPC用絶縁基板、リジッドPWB用絶縁基板(以下、単に「絶縁基板」ともいう)の少なくとも片面に設けられた導体パターンの電気検査用前処理方法、導体パターンの電気検査方法、導体パターンの電気検査用前処理装置、導体パターンの電気検査装置、検査済みプリント配線板、及び検査済み半導体装置に関する。
【背景技術】
【0002】
エレクトロニクス産業の発達に伴い、IC(集積回路)、LSI(大規模集積回路)等の電子部品を実装するプリント配線板の需要が急激に増加し、電子機器の小型化、高機能化が要望され、プリント配線板の導体パターンが高密度化している。このプリント配線板とは、一般的に、電気絶縁性基板の外層あるいは内層の少なくとも一方に電気良導体金属で形成された電気配線図形を有するものである。
【0003】
ここで、このようなプリント配線板の1つである電子部品実装用フィルムキャリアテープは、例えば、ポリイミドからなる絶縁基板に、例えば、搬送用のスプロケットホール、半田ボール又は金属バンプ搭載用のラウンド穴あるいはボンディング用のデバイスホール等の打抜き穴を形成した後に、例えばスプロケットホールを用いて絶縁基板を搬送しながら、絶縁基板の表面に設けられた銅箔をパターニングすることにより導体パターンを形成し、その後、必要に応じて導体パターン上にソルダーレジスト層を形成する工程、導体パターンの端子部に金属メッキ層を形成する工程等を経て製造される。また、BGAテープ等の電子部品実装用フィルムキャリアテープでは、絶縁基板を打抜くことによりラウンド穴等の打抜き穴を形成した後に、例えば、金属バンプ、半田ボール等をラウンド穴に搭載することで配線パターンと電子部品とが接続されるようになっている。
【0004】
このような電子部品実装用フィルムキャリアテープ等のプリント配線板は、導体パターンに短絡や断線等の不良(欠陥)があると、製品の品質に対する信頼性が著しく損なわれてしまうため、例えば、製造途中に導体パターンの外観検査を行うのが一般的である。
【0005】
また、導体パターンの外観検査としては、目視検査が一般的であるが、この目視検査は完全ではなく見落としがあるため、導体パターンを光学的に認識し、検査基準となる標準パターンと比較して検査を行うAOI(自動外観検査装置)を用いる場合がある。
【0006】
このようなAOI、あるいは目視検査による外観検査の終了後には、通常、検査結果に基づいて、正常なピースと不良ピースとをその後に識別することができるようにするために、その不良ピースに対して、例えば、インキの塗布やパンチング等によって不良予備表示マークを形成している(例えば、特許文献1参照)。また、このような外観検査の後に電気検査を行う場合には、その検査結果に基づいて、例えば、半導体チップ(ICチップ)搭載予定部分等を打抜いて、不良表示マークを形成することも行われている。
【0007】
なお、このような不良表示マークについては、客先毎に、あるいは製品毎に異なる指定がなされることもあるため、プリント配線板を製造する側では、例えば、外観検査等の検査工程において統一した表示方法を用いて不良予備表示マークを形成し、それ以降に適宜実施される電気検査等の後に指定された不良表示マークを最終工程で形成することが多い。これは、外観検査等の検査工程後に実施される検査工程(例えば、電気検査工程等)において、客先又は製品に対応した不良表示マークを一括して形成することにより、合理的に処理することができるからである。
【0008】
ここで、インキの塗布による不良予備表示マークは、その後に行う不良表示マークを形成する工程において不良予備表示マークの有無を目視判断しなくてはならず、仮に外観検査が完全であったとしても、その最終的な目視判断において不良予備表示マークを見落としてしまう場合がある。
【0009】
一方、パンチングによる不良予備表示マークは、一般的に、打抜き装置(金型)を用い、外観検査の検査結果に基づいて、スクリーン印刷法によるソルダーレジスト塗布工程においてステージを汚す等のトラブルを避けるために、ソルダーレジスト塗布領域の外側の領域において、不良ピースの一部を打抜いて、微小なパンチング孔を形成することで行われる。しかしながら、このようなパンチングによる不良表示マークの形成方法では、微小なパンチング孔を形成するため、パンチング時に、金属片が飛散したり、あるいは打抜きカス(金属片を含むカス)が打抜きピンの先端面に付着し、そのまま絶縁基板の導体パターン側に持ち上げられてしまう、いわゆるカス上がりが発生したりしてしまう。なお、このカス上がりは、パンチング孔の大きさが小さいほど発生し易い傾向にある。
【0010】
そして、これらの金属片や打抜きカスが、正常な導体パターンのピース内に飛散してしまうと、その導体パターンが短絡してしまうという問題が発生する。このように外観検査において正常として処理された導体パターンが、飛散した金属片や打抜きカスによって短絡してしまうと、歩留まりが低下するだけでなく、検査に対する信頼性が低下してしまうという問題がある。また、製品として出荷したプリント配線板に対する信頼性が低下し、場合によっては、不良にもかかわらず正常として処理された導体パターンに対して半導体チップ等の電子部品が実装されてしまうと、最終製品の品質に対する信頼性についても低下してしまうという問題がある。
【0011】
また、金属片や打抜きカスが飛散した時点においては、導体パターンが短絡していなくても、その後に何らかの形で、金属片又は打抜きカスによって導体パターンが短絡してしまう虞もあり、その短絡した時点が電子部品の実装後であると、製品不良又は故障という最悪な結果となり、検査の信頼性及び製品の品質に対する信頼性が著しく低下してしまうという問題もある。特に、このような打抜きカスによる短絡の問題は、近年、パターンの高密度化に伴って急増している。
【0012】
なお、パンチング孔の縁部に打抜きカスが切れずに残ってしまう、いわゆるカス浮きが生じた場合には、その残留打抜きカスが、後工程、例えば、ソルダーレジスト層を形成する工程等において欠落し、流出する虞もあり、この打抜きカスによって絶縁基板等に打痕や傷等が形成され、製品の品質に対する信頼性が低下してしまうという問題が発生する。また、このような打抜きカスが電子部品実装ラインまで残留していて、その段階で流出すると、製品の品質に対する信頼性がさらに低下してしまうという問題もある。
【0013】
【特許文献1】特開2001−160571号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上述した事情に鑑み、検査の信頼性及び製品の品質に対する信頼性を高めることができる導体パターンの電気検査用前処理方法、導体パターンの電気検査方法、導体パターンの電気検査用前処理装置、導体パターンの電気検査装置、検査済みプリント配線板、及び検査済み半導体装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記目的を達成するための第1の態様は、プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理方法であって、前記導体パターンを各ピース毎に検査して不良導体パターンを検出し、前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法にある。
【0016】
かかる第1の態様では、電気検査の前処理として不良導体パターンを強制的に短絡させることにより、その後に行う電気検査において不良導体パターンを正確に検出することができる。したがって、検査の信頼性及び製品の品質に対する信頼性を高めることができる。
【0017】
本発明の第2の態様は、第1の態様において、前記導体パターンの検査では、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出することを特徴とする導体パターンの電気検査用前処理方法にある。
【0018】
かかる第2の態様では、電気検査において短絡、断線又はそれらの虞がある不良導体パターンを正確に検出することができる。
【0019】
本発明の第3の態様は、第1又は2の態様において、前記導体パターンの検査として、前記プリント配線板用絶縁基板の前記導体パターンに対応する領域に光を照射して前記導体パターンからの反射光又は前記プリント配線板用絶縁基板を透過した透過光を光学的に読み取って前記導体パターンの不良を各ピース毎に外観検査することを特徴とする導体パターンの電気検査用前処理方法にある。
【0020】
かかる第3の態様では、導体パターンを光学的に読み取って検査基準となる標準パターンと比較することで、導体パターンの良否判定を正確に行うことができ、導体パターンの検査に対する信頼性を高めることができる。
【0021】
本発明の第4の態様は、第3の態様において、前記導体パターンの表面に前記導体パターンよりも高い表面輝度を有するメッキ層が形成された状態で前記外観検査を行うことを特徴とする導体パターンの電気検査用前処理方法にある。
【0022】
かかる第4の態様では、導体パターンの表面輝度をメッキ層によって高めることにより、光学的に読み取れる導体パターンの表面積が広がるため、導体パターンの良否判定をより正確に行うことができ、検査の信頼性及び製品の品質に対する信頼性をさらに高めることができる。
【0023】
本発明の第5の態様は、第1〜4の何れかの態様において、前記プリント配線板用絶縁基板の前記導体パターン上に絶縁材料からなるソルダーレジスト層を形成する前に、前記不良ピースに前記導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法にある。
【0024】
かかる第5の態様では、導体パターン全体を検査対象とすることができ、検査の信頼性及び製品の品質に対する信頼性をさらに高めることができる。
【0025】
本発明の第6の態様は、第1〜5の何れかの態様において、前記導電性物質は、金属、カーボン、導電ペースト又はこれら各材料の中から少なくとも1種を含む物質であることを特徴とする導体パターンの電気検査用前処理方法にある。
【0026】
かかる第6の態様では、不良ピース内の導体パターンを比較的容易に且つ確実に短絡させることができる。
【0027】
本発明の第7の態様は、第1〜6の何れかの態様において、前記プリント配線板用絶縁基板が、電子部品実装用フィルムキャリアテープ用絶縁基板、FPC用絶縁基板、又はリジッドPWB用絶縁基板であることを特徴とする導体パターンの電気検査用前処理方法にある。
【0028】
かかる第7の態様では、色々な種類のプリント配線板の製造時における導体パターンの検査に適用することができる。
【0029】
本発明の第8の態様は、第1〜7の何れかの態様に従って前記導体パターンの電気検査用前処理を実施し、その後、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出し、前記不良ピースに不良表示マークを形成することを特徴とする導体パターンの電気検査方法にある。
【0030】
かかる第8の態様では、電気検査の検査結果に基づいて不良表示マーク(例えば、打抜きカスによるトラブルが発生し難い大きさのパンチング孔等)を形成することにより、その後に、正常なピースと不良ピースとを比較的容易に識別することができる。
【0031】
本発明の第9の態様は、プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理装置であって、前記導体パターンを各ピース毎に検査して不良導体パターンを検出する不良導体パターン検出手段と、前記不良導体パターン検出手段での検出結果に基づいて前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与する導電性物質付与手段とを具備することを特徴とする導体パターンの電気検査用前処理装置にある。
【0032】
かかる第9の態様では、不良導体パターンを有する不良ピースに導電性物質付与手段によって導電性物質を付与して不良導体パターンを強制的に短絡させることにより、その後に行う電気検査において不良導体パターンを正確に検出することができる。したがって、検査の信頼性及び製品の品質に対する信頼性を高めることができる。
【0033】
本発明の第10の態様は、第9の態様において、前記不良導体パターン検出手段は、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出するものであることを特徴とする導体パターンの電気検査用前処理装置にある。
【0034】
かかる第10の態様では、電気検査において短絡、断線又はそれらの虞がある不良導体パターンを正確に検出することができる。
【0035】
本発明の第11の態様は、第9又は10の態様の前記不良導体パターン検出手段及び前記導電性物質付与手段と、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出する電気検査手段と、前記電気検査手段での検査結果に基づいて前記不良ピースに不良表示マークを形成する不良表示マーク形成手段とを具備することを特徴とする導体パターンの電気検査装置にある。
【0036】
かかる第11の態様では、不良表示マーク形成手段によって不良ピースに不良表示マーク(例えば、パンチング孔等)を形成することにより、その後に、正常なピースと不良ピースとを比較的容易に識別することができる。
【0037】
本発明の第12の態様は、プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡していることを特徴とする検査済みプリント配線板にある。
【0038】
かかる第12の態様では、製品の検査及び品質に対する高い信頼性を得ることができると共に、電気検査によって不良導体パターン(不良ピース)を確実に検出することができる検査済みプリント配線板を実現することができる。
【0039】
本発明の第13の態様は、プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡しており、前記不良ピースには、電気検査の結果に基づく不良表示マークが形成されていることを特徴とする検査済みプリント配線板にある。
【0040】
かかる第13の態様では、製品の検査及び品質に対する高い信頼性を得ることができると共に、不良表示マークを識別する又は電気検査によって、不良導体パターン(不良ピース)を確実に検出することができる検査済みプリント配線板を実現することができる。
【0041】
本発明の第14の態様は、第12又は13の態様において、電子部品実装用フィルムキャリアテープ、FPC、又はリジッドPWBであることを特徴とする検査済みプリント配線板にある。
【0042】
かかる第14の態様では、製品の検査及び品質に対する高い信頼性を得ることができると共に電気検査によって不良導体パターン(不良ピース)を確実に検出することができる色々な種類の検査済みプリント配線板を実現することができる。
【0043】
本発明の第15の態様は、第12〜14の何れかの態様の検査済みプリント配線板の少なくとも正常な導電パターンに対して電子部品が電気的に接続されたものであることをことを特徴とする検査済み半導体装置にある。
【0044】
かかる第15の態様では、半導体チップ(ICチップ)等の電子部品を実装後に行う電気検査において不良ピースを確実に検出することができると共に、正常な導体パターンと電子部品とが良好に接続された検査済み半導体装置を比較的容易に実現することができる。
【発明の効果】
【0045】
本発明によれば、電気検査の前処理として不良導体パターンの不良ピース内に導電性物質を付与し、この導電性物質によって不良導体パターンを強制的に短絡させることにより、その後に行う電気検査において不良導体パターン(不良ピース)を正確に検出することができ、検査の信頼性及び製品の品質に対する信頼性を高めることができる。また、本発明では、電気検査の検査結果に基づいて、例えば、客先が指定した最終不良表示マーク等の不良表示マークを不良ピースに正確に付与することができ、製品の検査及び品質に対する高い信頼性を有する検査済みプリント配線板及び検査済み半導体装置を比較的容易に実現することができる。
【発明を実施するための最良の形態】
【0046】
以下、本発明に係る導体パターンの電気検査用前処理装置として、プリント配線板の1つである電子部品実装用フィルムキャリアテープの製造ラインに導入した導体パターンの電気検査前処理装置を例示して説明するが、本発明は、以下の実施形態に限定されるものではなく、電子部品実装用フィルムキャリアテープの他、FPCや、ガラスエポキシ樹脂等のリジッドな絶縁基板を用いたリジッドPWB等のプリント配線板についても対象としている。
【0047】
(実施形態1)
図1は、導体パターンの上面図及び本発明の実施形態1に係る導体パターンの電気検査用前処理装置の概略構成図である。図2は、図1の電気検査用前処理装置の要部拡大図である。ここで、電子部品実装用フィルムキャリアテープの製造においては、絶縁基板(絶縁フィルム)の少なくとも片面に設けられた導体パターンの検査を行った後に、導体パターンの電気検査を行うが、本発明の電気検査用前処理装置は、この電気検査前に行われる導体パターンの外観検査に適用されるものである。特に、高密度化された導体パターンにおいては、このような製造途中に行う導体パターンの検査の必要性は非常に高い。
【0048】
具体的には、本発明の電気検査用前処理装置は、図1(a)に示すような長尺の絶縁基板10の片面に設けられた導体層11をパターニングして形成された導体パターン12を各ピース毎に電気検査するための前処理を行う装置である。なお、絶縁基板10の片面には、導体パターン12がその長手方向に沿って複数ピース設けられ、絶縁基板10の幅方向両端部には、搬送用のスプロケットホール13が長手方向に亘って複数個設けられている。
【0049】
本発明の電気検査用前処理装置は、図1(b)に示すように、導体パターン12が少なくとも片面に設けられた絶縁基板10を巻き出す第1リール20と、各導体パターン12を各ピース毎に検査して不良導体パターンを検出する不良導体パターン検出手段30と、外観検査において不良導体パターンが検出された不良ピース内に導電性物質を付与する導電性物質付与手段40と、第1リール20から巻き出された絶縁基板10を連続的に巻き取る第2リール50とで構成されている。
【0050】
そして、このような構成の電気検査用前処理装置では、絶縁基板10を第1リール20から第2リール50に向かって複数の案内ローラ60を介して搬送しながら、これら第1リール20と第2リール50との間に配置された不良導体パターン検出手段30によって導体パターン12の検査を行うと共に導電性物質付与手段40によって不良導体パターンを有する不良ピース内に導電性物質を付与して不良導体パターンを強制的に短絡させる電気検査の前処理を連続的に行うようになっている。
【0051】
ここで、不良導体パターン検出手段30としては、例えば、本実施形態では、絶縁基板10の導体パターン12側から光を照射してその反射光を光学的に読み取って導体パターン12の欠陥を検査することのできる自動外観検査装置を用いた。
【0052】
具体的には、この不良導体パターン検出手段30である自動外観検査装置では、まず、絶縁基板10の検査対象となる導体パターン12が設けられた片面を図中上方に向けた状態で搬送ギア(図示なし)等により搬送し、搬送方向の上流側及び下流側に向かって所定のテンションで引張り、その状態のまま、受け台31の凹部32に固定する(図2(a)参照)。なお、図示しないが、絶縁基板10を上流側及び下流側で図中上方からゴムローラで受け台に対して押圧し、絶縁基板10を一時的に固定するようにしてもよい。
【0053】
次に、絶縁基板10の図中上方、すなわち、導体パターン12が形成された片面側にCCD(Charge Coupled Device)カメラ33を囲むように配置された光源34により、導体パターン12全体を照射し、この導体パターン12から反射した反射光をCCDカメラ33によって光学的に読み取る。そして、図示しない画像処理部により、例えば、読み取った導体パターン12と、検査基準となる標準パターンとを重ね合わせて照合することで、不良導体パターンの有無を検査する。
【0054】
なお、本発明にかかる導体パターンの検査においては、基本的に、短絡、断線又はそれらの虞がある不良導体パターンの有無を検査するが、勿論これに限定されず、このような導体パターンの電気的な不良だけでなく、電気検査では検出できない不良、例えば、絶縁基板の折れ、染み、汚れ、異物付着、導体パターンの剥がれ等についても検査し、これらを含めて、不良ピースとして検出するのが好ましい。
【0055】
一方、導電性物質付与手段40は、不良導体パターン検出手段30による外観検査の結果に基づいて、不良導体パターンの不良ピース内に、導電性物質を付与するものである。なお、本発明において、この導電性物質の付与には、例えば、導電性物質の塗布、転写、噴射(吐出)、貼着等の行為が含まれる。このような導電性物質付与手段40としては、対象となる導体パターンに応じて適宜選択すればよく、例えば、シリンジやノズル等を用いたディスペンサ装置、インクジェット等の印刷装置、あるいは、ローラやブラシ等により導電性物質を塗布する装置、接着性と導電性とを有したシール又はリボン等を貼り付ける装置、配線間スペース距離よりも大きな直径を持つ円柱状あるいは角柱状等の導電性を有する固体物質(例えば、リベット)等を不良導体パターンにプレスで圧入して配線間を短絡させる装置等が挙げられるが、本発明はこれらに限定されるものではない。
【0056】
例えば、本実施形態の導電性物質付与手段40は、図2(b)に示すように、上述した不良導体パターン検出手段30と同様に絶縁基板10が凹部42を介して受け台41に固定されるようになっており、絶縁基板10の導体パターン12側には、導電性物質を貯蔵及び管理する貯蔵管理装置(例えば、タンク等)43が配置されている。そして、この貯蔵管理装置43の絶縁基板10に対向する位置には、不良ピース内に導電性物質を付与するための冶具(例えば、ノズル等)44が設置されている。なお、絶縁基板10の導体パターン12側とは反対側、すなわち、裏面側には、本実施形態では、絶縁基板10を支持する支持台45が配置されている。これにより、絶縁基板10の弛みがなくなり、不良ピースの導体パターン12に導電性物質を正確に付与することができる。
【0057】
また、このような導電性物質付与手段40によって付与される導電性物質としては、特に限定されないが、例えば、粉末状や繊維状などの、金、銀、銅、鉄、アルミニウム等の金属の他、ITO(Indium Tin Oxide)やカーボン等が含まれた速乾性の物質(例えば、導電ペースト)が挙げられ、これらの中でも、比較的安価なカーボンが含まれた物質を用いるのが量産性の点で好ましい。また、場合によっては、例えば、紫外線(UV)硬化型樹脂等の樹脂材料にこのような導電性物質を混合したものでもよい。これにより、例えば、UV等の光照射によって、速乾性を担保できる。勿論、本発明はこれらに限定されず、接着性と導電性とを有する金属箔、あるいは有機フィルムの片面に設けられた導電層等を導電性物質として採用してもよい。なお、本実施形態では、導電性物質として、導電性樹脂ペーストである「DOTITE(ドータイト):型番D−550(Ag重量比率70%以上)」(藤倉化成株式会社製)を用いた。
【0058】
ここで、このような導電性物質を付与する対象となる不良導体パターンは、検査において検出された短絡、断線又はそれらの虞がある導体パターンのことであり、その一例を図3に示す。なお、図3は、不良導体パターンの要部拡大平面図である。例えば、図3(a)に示すような不良導体パターン12Aは、導体パターン12を構成する配線12a間において、一方の配線12aから他方の配線12aに向かって伸びる金属突出部70によって、現状では短絡していないが、将来何らかの形(例えば、金属イオンマイグレーション現象等の影響)で、短絡する虞がある。一方、図3(b)に示すような不良導体パターン12Bは、導体パターン12を構成する1つの配線12aの幅が部分的に狭くなった切り欠き部80が形成され、現状では断線していないが、将来何らかの形(例えば、折り曲げ等の影響)で、断線する虞がある。
【0059】
このような不良導体パターン12A及び12Bは、電気検査において短絡又は断線していなければ正常な導体パターン12として処理されてしまい、この電気検査の後に短絡又は断線してしまうと、検査の信頼性及び製品の品質に対する信頼性が著しく低下してしまう。本発明の電気検査用前処理装置では、特にこのような短絡又は断線の虞がある不良導体パターン12A及び12Bを不良導体パターン検出手段30によって検出し、導電性物質付与手段40によって不良導体パターン12A及び12Bの不良ピース内に導電性物質を付与し、これら不良導体パターン12A及び12Bを強制的に短絡させることにより、その後に行う電気検査において、不良導体パターン12A及び12Bを正確に検出することができる。
【0060】
以下、図4及び図5を参照して、本実施形態の電気検査用前処理装置を外観検査に適用したCOF(Chip On Film)フィルムキャリアテープの製造方法の一例について具体的に説明する。なお、図4は、COFフィルムキャリアテープの製造工程の一例を示す断面図である。
【0061】
図4(a)に示すように、絶縁基板10上に導体層11を形成したCOF用積層フィルム90を用意する。次に、図4(b)に示すように、パンチング等によって、COF用積層フィルム90を貫通させてスプロケットホール13を形成する。このスプロケットホール13は、COF用積層フィルム90の導体層11側の表面上から形成してもよく、また、絶縁基板10側の裏面から形成してもよい。次いで、図4(c)に示すように、一般的なフォトリソグラフィー法を用いて、導体層11上の導体パターン12が形成される領域に亘ってフォトレジスト材料塗布溶液を塗布してフォトレジスト材料塗布層100を形成する。さらに、スプロケットホール13内に位置決めピン(図示なし)を挿入してCOF用積層フィルム90の位置決めを行った後、フォトマスク110を介して露光し、その後、現像することで、フォトレジスト材料塗布層100をパターニングして、図4(d)に示すような導体パターン用レジストパターン120を形成する。
【0062】
次に、導体パターン用レジストパターン120をマスクパターンとして導体層11をエッチング液で溶解して除去し、さらに導体パターン用レジストパターン120をアルカリ溶液等にて溶解除去することにより、図4(e)に示すような導体パターン12を形成する(図1(a)参照)。
【0063】
以上が導体パターン12を形成する製造プロセスである。次に、本実施形態では、図2(a)及び図2(b)に示す電気検査用前処理装置によって導体パターン12の外観検査を行うと共にこの外観検査によって検出された不良導体パターンについて電気検査のための前処理を行うようにした。
【0064】
具体的には、まず、不良導体パターン検出手段30の光源34により、導体パターン12に対して光を照射し、その反射光をCCDカメラ33によって読み取る。そして、予め用意されている標準パターンと、CCDカメラ33によって読み取った導体パターンとを重ね合わせて照合し、導体パターン12に不良があるか否かを検査する。
【0065】
次に、外観検査の結果に基づき、導電性物質付与手段40によって不良導体パターンの不良ピース内に導電性物質を付与する。具体的には、不良導体パターンを構成する配線間を跨ぐように導電性物質を付与し、この導電性物質によって不良導体パターンを短絡させる。なお、本発明では、不良導体パターンが短絡するように導電性物質を付与すればよく、導電性物質を付与する位置や、導電性物質の大きさ又は形状等については特に限定されないが、好ましくは、電気検査に支障がないように導電性物質を付与するのがよい。
【0066】
このように電気検査用前処理を行った後は、電気検査を直ぐに行ってもよいが、本実施形態では、図4(f)に示すように、例えば、スクリーン印刷法を用いて、導体パターン12上に、ソルダーレジスト材料を塗布し、所定の加熱処理を行うことで、ソルダーレジスト層14を形成し、このソルダーレジスト層14で覆われていない導体パターン12の面上にスズメッキ層15を形成し、図示しないエンボススペーサを間に挟んでリールに巻き取り、約80〜200℃で加熱処理を行った。その後、図示しないが、導体パターン12の電気検査を行う。この電気検査では、例えば、導体パターン12を構成する配線12aに対して個別にプローブピンを接触させて行う。
【0067】
このような電気検査では、この電気検査前の外観検査後に不良導体パターンを強制的に短絡させているので、不良導体パターンを正確に検出することができる。したがって、検査の信頼性及び製品の品質に対する信頼性を高めることができる。
【0068】
また、本発明では、従来のように外観検査後にパンチングによって不良予備表示マーク(パンチング孔)を形成する代わりに、不良導体パターンの不良ピース内に導電性物質を付与し、その不良導体パターンを短絡させているので、外観検査後に金属片や打抜きカス等は発生しない。すなわち、これら金属片や打抜きカスがその他の導体パターン12の正常なピース内に飛散することはなく、導体パターン12が短絡してしまうのを確実に防止することができる。また、従来のようにパンチング孔を形成しないため、パンチング孔の縁部に打抜きカスが切れずに残ってしまう、いわゆるカス浮きが生じることもない。すなわち、パンチング孔の縁部に残った打抜きカスによって、絶縁基板等に打痕や傷等が形成されてしまうのを確実に防止することができる。したがって、検査の信頼性及び製品の品質に対する信頼性をより高めることができ、歩留まりを向上することもできる。
【0069】
なお、従来のパンチング孔による不良予備表示マークでは、導体パターン上にソルダーレジスト層を形成する場合において、パンチング孔がソルダーレジスト材料を塗布する塗布領域に形成されていると、ソルダーレジスト材料がパンチング孔を通過して絶縁基板の裏面に流れ、ソルダーレジスト塗布装置のステージ等が汚れてしまうことが考えられる。本実施形態では、パンチング孔を形成する代わりに導電性物質を付与しているので、ソルダーレジスト塗布装置のステージ等が汚れることはない。
【0070】
(実施形態2)
図5は、本発明の実施形態2に係る電気検査前処理装置を示す概略である。上述した実施形態1では、導電性物質として導電性樹脂ペーストを付与する電気検査用前処理装置を例示して説明したが、本実施形態の電気検査用前処理装置は、図5(a)及び図5(b)に示すように、絶縁基板10の表面側に配置された打抜き装置210によって金属箔300を打抜き、その打抜いた金属箔300Aを不良ピースに貼り付ける貼り付け装置とした。
【0071】
具体的には、本実施形態の電気検査用前処理装置は、絶縁基板10の導体パターン12側に配置された打抜き装置210と、絶縁基板10の裏面側に配置された支持装置220とで構成されている。打抜き装置210は、金属箔300を打抜くポンチ211と、このポンチ211が挿入される貫通孔212が設けられたダイ213とで構成され、ポンチ211がダイ213の表面に設置される金属箔300を打抜くようになっている。一方、支持装置220は、絶縁基板10を支持する支持板221と、この支持板221を絶縁基板10に対して上下に移動自在に保持する保持部222とで構成されている。
【0072】
そして、このような電気検査用前処理装置では、図5(b)に示すように、打抜き装置210のポンチ211によって打抜かれた金属箔300Aを、そのまま貫通孔212を介して絶縁基板10の表面に押し付けると共に、絶縁基板10の金属箔300Aが押し付けられた部分に対応する裏面を支持板221によって支持するようになっている。すなわち、打抜かれた金属箔300Aは、支持板221により支持された絶縁基板10の不良導体パターン12に対してポンチ211で押圧され、絶縁基板10の不良導体パターン12に圧着されるようになっている。これにより、不良導体パターン12に金属箔300Aが貼り付けられ、短絡部が形成される。このような構造としても、上述した実施形態1と同様の効果を得ることができる。なお、金属箔300は、絶縁基板10の不良導体パターン12に圧着される面側だけに接着性を有し、圧着によりその接着性を発揮する。本実施形態では、金属箔300をダイ213に対して圧着することなく打抜くようにした。このため、金属箔300がダイ213の上面に張り付くことはなく、打抜かれた金属箔300Aは、不良導体パターン12に圧着され、そのまま接着して剥がれることはない。また、この打抜かれた金属箔300Aは、ポンチ211の先端面に張り付くこともない。
【0073】
(他の実施形態)
以上、本発明を実施形態1及び2に基づいて説明したが、本発明は、上述した実施形態1及び2に限定されるものではない。例えば、上述した実施形態1では、冶具(例えば、ノズル等)44によって不良ピース内に導電性物質を付与するようにしたが、勿論これに限定されず、例えば、長尺状のフィルムの表面に導電性と接着性とを有する導電層が設けられた転写用テープ(例えば、テープ幅約3〜6mm)を用い、その導電層側を不良導体パターンに押圧して転写し、不良導体パターンの配線間を跨ぐ短絡部を形成するようにしてもよい。
【0074】
また、上述した実施形態1では、COFフィルムキャリアテープの製造において、ソルダーレジスト層を形成する前に導体パターンの検査及び電気検査用前処理を行ったが、勿論これに限定されず、ソルダーレジスト塗布工程後、あるいは、メッキ工程後等において導体パターンの検査及び電気検査用前処理を行うようにしてもよい。
【0075】
さらに、上述した実施形態1では、COFフィルムキャリアテープの製造途中に外観検査及び電気検査用前処理、並びに電気検査を行ったが、勿論これに限定されず、電子部品実装用フィルムキャリアテープの製造途中に外観検査及び電気検査用前処理を行い、これをもって出荷する製品とし、電気検査については、半導体チップ(ICチップ)等をインナーリード・ボンディングし、これを樹脂封止して半導体装置とする電子部品実装ラインにおいて行うようにしてもよい。
【0076】
この場合でも、電子部品実装用フィルムキャリアテープ等のプリント配線板は、絶縁基板と、この絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、導体パターンのピース群の中には、不良導体パターンが含まれ、この不良導体パターンの不良ピース内には、導電性物質からなる短絡部が設けられ、この短絡部によって不良導体パターンを構成する配線間が短絡している。このため、本発明では、このような検査済みプリント配線板について電子部品実装ラインで電気検査を行うことで、不良導体パターン(不良ピース)を正確に検出することができる。すなわち、正常なピースと不良ピースとを確実に区別することができる。これにより、正常な導体パターンに対して電子部品を正確に実装することができる。なお、場合によっては、電気検査を電子部品実装後に行うようにしてもよい。これにより、規格外品を確実に識別することができ、規格外品の半導体装置を用いた電子機器等の不良による故障を防止することができる。すなわち、本発明では、上述した検査済みプリント配線板の少なくとも正常と判断された導電パターンに対して電子部品が電気的に接続された検査済み半導体装置についても電気検査の対象としている。
【0077】
また、本発明は、上述した実施形態1で説明した電気検査用前処理装置を構成する少なくとも不良導体パターン検出手段及び導電性物質付与手段と、導体パターンを各ピース毎に電気検査して少なくとも不良導体パターンを検出すると共に不良ピース内に不良表示マークを形成する不良表示マーク形成手段とで導体パターンの電気検査装置を構成してもよい。なお、不良表示マーク形成手段としては、打抜きカスによるトラブルが発生し難い大きさ(寸法)、例えば、円形のパンチング孔の場合には、そのパンチング孔の大きさは、約φ2〜φ20mm、好ましくは約φ2.5〜φ10mmであり、例えば、矩形のパンチング孔の場合には、そのパンチング孔の大きさは、幅約2〜15mm×長さ約10〜40mm、好ましくは幅約3〜8mm×長さ約15〜30mmであるパンチング孔を形成する打抜き装置(金型)が挙げられる。また、この他、インキを塗布する塗布装置等が挙げられ、この段階で塗布されるインクは、Snメッキ等の湿式工程後であるので、後工程において、このインクによる不良表示マークを明確に識別することができる。
【0078】
このような本発明の電気検査装置によれば、不良表示マーク形成手段によって不良ピースに不良表示マーク(例えば、パンチング孔やインキによるマーク等)を形成することにより、その後に、正常なピースと不良ピースとを比較的容易に識別することができる。
【0079】
なお、上述した検査済みプリント配線板や検査済み半導体装置においては、不良表示マークに重ねて、あるいはこれに加えて、所定の最終不良表示マーク、例えば、客先毎又は製品毎に指定される最終不良表示マークがさらに形成されていてもよい。これらは、何れも、上述の不良予備表示マークのサイズと比較して十分大きく、打抜きカスのトラブルは発生しない。なお、ここでの不良表示マークとは、客先毎又は製品毎に指定されたもの以外に、プリント配線板を製造する側において、導体パターンの電気検査後に必要に応じて形成される製造用不良表示マークも含まれる。
【0080】
さらに、上述した実施形態1では、導体パターンを形成した後に外観検査を行うようにしたが、勿論これに限定されず、外観検査前に、例えば、導体パターンの表面に導体パターンよりも高い表面輝度を有するメッキ層を形成し、その後、外観検査を行うようにしてもよい。この場合には、外観検査において、導体パターンに対して光を照射すると共に導体パターンから反射した光を画像認識する際に、導体パターンの表面輝度が特定のメッキ層によって高められているので、導体パターン全体の形状を実物通りに読み取ることができる。
【0081】
具体的には、図6(a)に示すように、例えば、銅からなる導体層をエッチングして導体パターン12を形成すると、通常、導体パターン12の各配線12aの断面形状は、台形である。そして、導体パターン12だけの構成では、導体パターン12の各配線12aの線幅は上面Aの幅で認識されてしまう。これに対し、図6(b)に示すように、導体パターン12上に特定のメッキ層15A、例えば、スズメッキ層又はニッケルメッキ層等を形成することで、導体パターン12よりも表面輝度が高くなり、導体パターン12の各配線12aの線幅は全面Bで認識される。すなわち、光学的に読み取れる導体パターンの表面積が実質的に大きくなり、導体パターン12全体の形状を大きく読み取ることができる。これにより、検査の信頼性及び製品の品質に対する信頼性をさらに高めることができる。また、歩留まりについてもさらに向上することができる。なお、このように、画像認識される範囲を大きくすることができるため、画像認識した導体パターン12と標準パターンとを重ね合わせて両者を照合する際、許容範囲(面積)も大きくなり、検査時の作業性を向上させることができる。
【0082】
また、このように導体パターン12の表面に特定のメッキ層15Aを形成することで、導体パターン12の酸化による変色についても防止できる。このため、外観検査の際、導体パターンの酸化による変色部分が擬似パターン欠陥として誤認識されてしまうのを確実に防止することができる。
【0083】
なお、上述した実施形態1では、導体パターンに対して光を照射してその反射光を光学的に読み取って検査する自動外観検査装置(反射型の検査装置)を用いたが、勿論これに限定されず、絶縁基板の裏面から光を照射し、絶縁基板を透過した光を光学的に読み取って検査する透過型の検査装置を用いてもよいし、反射型の検査装置と透過型の検査装置とを併用してもよいし、場合によっては、目視検査でもよい。
【0084】
なお、上述した実施形態1では、COFフィルムキャリアテープの製造途中の検査に本発明の電気検査用前処理を適用した例を説明したが、勿論これに限定されず、COFテープ以外の電子部品実装用フィルムキャリアテープ、例えば、TABテープ、CSPテープ、BGAテープ、μ−BGAテープ、ASICテープや2メタルテープ、及び、テープ以外のFPC、リジッドPWB等の検査にも好適に適用することができる。
【0085】
また、例えば、上述した実施形態1では、導体パターン12やスプロケットホール13等からなるキャリアパターンを1列設けた電子部品実装用フィルムキャリアテープを例示して説明したが、これに限定されず、例えば、キャリアパターンを複数列並設した多条の電子部品実装用フィルムキャリアテープであってもよい。
【図面の簡単な説明】
【0086】
【図1】本発明の実施形態1に係る導体パターンの電気検査用前処理装置の概略構成を示す図である。
【図2】本発明の実施形態1に係る導体パターンの電気検査用前処理装置の要部拡大図である。
【図3】不良導体パターンの要部拡大平面図である。
【図4】本発明の実施形態1に係る導体パターンの電気検査用前処理装置による外観検査を適用したCOFフィルムキャリアテープの製造工程の一例を示す断面図である。
【図5】本発明の実施形態2に係る電気検査前処理装置を示す概略である。
【図6】本発明の他の実施形態に係る外観検査時の導体パターンの概略を示す斜視図である。
【符号の説明】
【0087】
10 電子部品実装用フィルムキャリアテープ用絶縁基板(絶縁基板)
12 導体パターン
20 第1リール
30 不良導体パターン検出手段
40 導電性物質付与手段
50 第2リール
60 案内ローラ
【特許請求の範囲】
【請求項1】
プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理方法であって、
前記導体パターンを各ピース毎に検査して不良導体パターンを検出し、前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法。
【請求項2】
請求項1において、前記導体パターンの検査では、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出することを特徴とする導体パターンの電気検査用前処理方法。
【請求項3】
請求項1又は2において、前記導体パターンの検査として、前記プリント配線板用絶縁基板の前記導体パターンに対応する領域に光を照射して前記導体パターンからの反射光又は前記プリント配線板用絶縁基板を透過した透過光を光学的に読み取って前記導体パターンの不良を各ピース毎に外観検査することを特徴とする導体パターンの電気検査用前処理方法。
【請求項4】
請求項3において、前記導体パターンの表面に前記導体パターンよりも高い表面輝度を有するメッキ層が形成された状態で前記外観検査を行うことを特徴とする導体パターンの電気検査用前処理方法。
【請求項5】
請求項1〜4の何れかにおいて、前記プリント配線板用絶縁基板の前記導体パターン上に絶縁材料からなるソルダーレジスト層を形成する前に、前記不良ピースに前記導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法。
【請求項6】
請求項1〜5の何れかにおいて、前記導電性物質は、金属、カーボン、導電ペースト又はこれら各材料の中から少なくとも1種を含む物質であることを特徴とする導体パターンの電気検査用前処理方法。
【請求項7】
請求項1〜6の何れかにおいて、前記プリント配線板用絶縁基板が、電子部品実装用フィルムキャリアテープ用絶縁基板、FPC用絶縁基板、又はリジッドPWB用絶縁基板であることを特徴とする導体パターンの電気検査用前処理方法。
【請求項8】
請求項1〜7の何れかに従って前記導体パターンの電気検査用前処理を実施し、その後、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出し、前記不良ピースに不良表示マークを形成することを特徴とする導体パターンの電気検査方法。
【請求項9】
プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理装置であって、
前記導体パターンを各ピース毎に検査して不良導体パターンを検出する不良導体パターン検出手段と、前記不良導体パターン検出手段での検出結果に基づいて前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与する導電性物質付与手段とを具備することを特徴とする導体パターンの電気検査用前処理装置。
【請求項10】
請求項9において、前記不良導体パターン検出手段は、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出するものであることを特徴とする導体パターンの電気検査用前処理装置。
【請求項11】
請求項9又は10の前記不良導体パターン検出手段及び前記導電性物質付与手段と、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出する電気検査手段と、前記電気検査手段での検査結果に基づいて前記不良ピースに不良表示マークを形成する不良表示マーク形成手段とを具備することを特徴とする導体パターンの電気検査装置。
【請求項12】
プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡していることを特徴とする検査済みプリント配線板。
【請求項13】
プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡しており、前記不良ピースには、電気検査の結果に基づく不良表示マークが形成されていることを特徴とする検査済みプリント配線板。
【請求項14】
請求項12又は13において、電子部品実装用フィルムキャリアテープ、FPC、又はリジッドPWBであることを特徴とする検査済みプリント配線板。
【請求項15】
請求項12〜14の何れかの検査済みプリント配線板の少なくとも正常な導電パターンに対して電子部品が電気的に接続されたものであることを特徴とする検査済み半導体装置。
【請求項1】
プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理方法であって、
前記導体パターンを各ピース毎に検査して不良導体パターンを検出し、前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法。
【請求項2】
請求項1において、前記導体パターンの検査では、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出することを特徴とする導体パターンの電気検査用前処理方法。
【請求項3】
請求項1又は2において、前記導体パターンの検査として、前記プリント配線板用絶縁基板の前記導体パターンに対応する領域に光を照射して前記導体パターンからの反射光又は前記プリント配線板用絶縁基板を透過した透過光を光学的に読み取って前記導体パターンの不良を各ピース毎に外観検査することを特徴とする導体パターンの電気検査用前処理方法。
【請求項4】
請求項3において、前記導体パターンの表面に前記導体パターンよりも高い表面輝度を有するメッキ層が形成された状態で前記外観検査を行うことを特徴とする導体パターンの電気検査用前処理方法。
【請求項5】
請求項1〜4の何れかにおいて、前記プリント配線板用絶縁基板の前記導体パターン上に絶縁材料からなるソルダーレジスト層を形成する前に、前記不良ピースに前記導電性物質を付与することを特徴とする導体パターンの電気検査用前処理方法。
【請求項6】
請求項1〜5の何れかにおいて、前記導電性物質は、金属、カーボン、導電ペースト又はこれら各材料の中から少なくとも1種を含む物質であることを特徴とする導体パターンの電気検査用前処理方法。
【請求項7】
請求項1〜6の何れかにおいて、前記プリント配線板用絶縁基板が、電子部品実装用フィルムキャリアテープ用絶縁基板、FPC用絶縁基板、又はリジッドPWB用絶縁基板であることを特徴とする導体パターンの電気検査用前処理方法。
【請求項8】
請求項1〜7の何れかに従って前記導体パターンの電気検査用前処理を実施し、その後、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出し、前記不良ピースに不良表示マークを形成することを特徴とする導体パターンの電気検査方法。
【請求項9】
プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンを各ピース毎に電気検査するための前処理を行う導体パターンの電気検査用前処理装置であって、
前記導体パターンを各ピース毎に検査して不良導体パターンを検出する不良導体パターン検出手段と、前記不良導体パターン検出手段での検出結果に基づいて前記不良導体パターンが検出された不良ピースについて前記不良導体パターンを構成する配線間を短絡させるように導電性物質を付与する導電性物質付与手段とを具備することを特徴とする導体パターンの電気検査用前処理装置。
【請求項10】
請求項9において、前記不良導体パターン検出手段は、前記不良ピースとして、短絡、断線又はそれらの虞がある不良導体パターンを少なくとも検出するものであることを特徴とする導体パターンの電気検査用前処理装置。
【請求項11】
請求項9又は10の前記不良導体パターン検出手段及び前記導電性物質付与手段と、前記導体パターンを各ピース毎に電気検査して少なくとも前記不良導体パターンを検出する電気検査手段と、前記電気検査手段での検査結果に基づいて前記不良ピースに不良表示マークを形成する不良表示マーク形成手段とを具備することを特徴とする導体パターンの電気検査装置。
【請求項12】
プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡していることを特徴とする検査済みプリント配線板。
【請求項13】
プリント配線板用絶縁基板と、前記プリント配線板用絶縁基板の少なくとも片面に設けられた導体パターンとを少なくとも具備し、前記導体パターンのピース群の中には、少なくとも不良導体パターンを有する不良ピースが含まれ、且つ前記不良ピース内には、導電性物質からなる短絡部が設けられ、前記短絡部によって前記不良導体パターンを構成する配線間が短絡しており、前記不良ピースには、電気検査の結果に基づく不良表示マークが形成されていることを特徴とする検査済みプリント配線板。
【請求項14】
請求項12又は13において、電子部品実装用フィルムキャリアテープ、FPC、又はリジッドPWBであることを特徴とする検査済みプリント配線板。
【請求項15】
請求項12〜14の何れかの検査済みプリント配線板の少なくとも正常な導電パターンに対して電子部品が電気的に接続されたものであることを特徴とする検査済み半導体装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−66624(P2006−66624A)
【公開日】平成18年3月9日(2006.3.9)
【国際特許分類】
【出願番号】特願2004−247174(P2004−247174)
【出願日】平成16年8月26日(2004.8.26)
【出願人】(000006183)三井金属鉱業株式会社 (1,121)
【Fターム(参考)】
【公開日】平成18年3月9日(2006.3.9)
【国際特許分類】
【出願日】平成16年8月26日(2004.8.26)
【出願人】(000006183)三井金属鉱業株式会社 (1,121)
【Fターム(参考)】
[ Back to top ]