
導光体付きピン
【課題】従来よりもその長さを大幅に短くした導光体付きピンを提供すること。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、成形金型のキャビティ内の樹脂の温度を測定する温度センサなどに好適に用いられる導光体付きピンに関するものである。
【背景技術】
【0002】
近年、成形金型のキャビティ内に樹脂を射出充填して部品を成形する射出成形法においては、成形される部品形状の高精度化・微細化の要求が高まっている。また、新しく開発された高機能性材料は、その性能を発揮させるために従来よりも高温・高圧の条件をより精密且つ安定的に制御する必要がある。このような要求に応じるため、射出成形時の金型のキャビティ内の温度や圧力を測定して成形条件にフィードバックする、いわゆるインテリジェント化が進んでいる。
【0003】
具体的には、金型のキャビティ内に樹脂温度を測定するセンサや樹脂圧力を測定するセンサを設け、各センサからの情報を成形機にフィードバックするようにしている。金型のキャビティ内の樹脂温度を測定する一つの方法として、樹脂の輻射線(赤外線)から直接的に測定する方法がある。この場合、樹脂から放出される赤外線は、光ファイバ束を導光体として赤外線検出器に伝達されることが多いため、導光体を金型内に必要となるエジェクタピンやコアピンなどに組み込むことで温度センサとすることができる。
【0004】
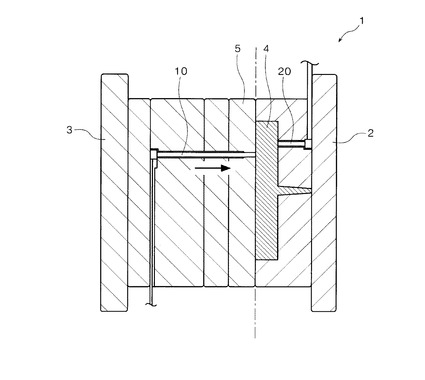
図1には金型の模式的な断面図を示している。図1に示すように、金型1は、キャビティ4が設けられた第一の型板としての固定側型板2と、コアが設けられた第二の型板としての可動側型板3との界面で分かれて開閉される。可動側型板3には金型1が開いたときにコア5から突出して成形品を押し出すエジェクタピン10が設けられている。エジェクタピン10は、導光体が組み込まれることにより、上述したエジェクタピン本来の機能の他に、キャビティ4内に充填された樹脂温度を測定する機能を付加することができる。
【0005】
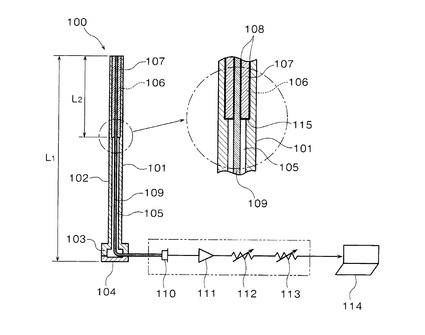
例えば下記特許文献1には温度センサとしての機能を兼ね備えたエジェクタピンなどに好適に用いられる導光体付きピンが開示されている。下記特許文献1に開示される導光体付きピン(エジェクタピン)100は、図5に示すように、円筒状の中空軸部102と、中空軸部102の下端に設けられ、この中空軸部102よりも拡径した鍔部103とからなるプローブピン101を備えている。また、鍔部103の下面は蓋部材104によって閉じられている。中空軸部102にはその内部を軸方向に貫通する一様な円形断面の中空部105が設けられ、中空軸部102の長さ方向の中央付近から上側には一様な断面で中空部105よりも拡径した拡径部106が設けられている。拡径部106にはステンレス(SUS)製の管状スペーサ(スリーブピン)107が珪酸アルカリ系接着剤などの耐熱性接着剤からなる層108を介して固着されている。接着層108は、スリーブピン107の軸方向の全長にわたり設けられている。
【0006】
スリーブピン107には単線の光ファイバ109が挿入されている。光ファイバ109は、その表面がスリーブピン107の内面に接着層108によって接着されることにより、スリーブピン107に固着されている。光ファイバ109は、導光体として機能させるためにコアの表面に反射層としてのクラッド層が設けられ、二層構造となっている。
【0007】
光ファイバ109は、鍔部103に対応する位置で所定の曲率で90°に屈曲されている。光ファイバ109は、鍔部103の下面に設けられた図示しない溝からエジェクタピン100の外部に導出されている。光ファイバ109は、赤外線を受光する受光部110に接続されている。受光部110は、プリアンプ111、ゼロ調整器としての可変抵抗器112、ゲイン調整器としての可変抵抗器113を介してラックトップパソコンなどの外部コンピュータに接続されている。エジェクタピン100の先端から光ファイバ109に入射した赤外線は、光ファイバ109を通って受光部110にて電気信号に変換され、最終的に温度信号に変換されて外部コンピュータの表示部114に温度表示される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−14686号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、近頃は金型を更に小型化したいという要望がある。また、温度センサを固定側型板に設けたいという要望もある。これらの要望に応じるためには金型内に設けられる導光体付きピンを更に短くする必要がある。しかしながら、図5に示すような導光体付きピン100の構造では、エジェクタピンとしてキャビティ内から成形品を押し出すときに、プローブピン101の先端面が受ける圧力に耐えるために光ファイバ109とスリーブピン107の間の接着層108にはプローブピン101の長さに応じて所定長さ(30〜70mm)以上の長さが必要となることが強度試験の結果からわかった。なお、接着層108はスリーブピン107の軸方向の全長にわたって設けられており、接着層108の長さはスリーブピン107の全長L2 に相当する。ここで、例えば、スリーブピン107の長さを接着層108の最低限の長さ(30mm)以下とした場合、光ファイバ109とスリーブピン107の間の接着力が不足して、光ファイバ109はスリーブピン107内にもぐり込んでしまう。したがって、スリーブピン107の長さを接着層108の最低限の長さ以上確保しようとすると、当然ながら、プローブピン101の全長L1 をスリーブピン107の全長L2 以下に形成することはできない。なお、スリーブピン107は、その後端面がプローブピン101の内面に形成されたザグリ115に支持されているため、プローブピン101との接着力の不足によりプローブピン101内にもぐり込んでしまうことはない。
【0010】
また、図5に示すようなL字タイプの導光体付きピン100では、光ファイバ109の屈曲部付近に異物が付着していると感度が低下して正確な温度測定ができなくなるため、光ファイバ109の屈曲部付近にまで接着層108を設けることができない。光ファイバ109の屈曲部付近まで接着層108を設けられないことを考慮すると、従来の構造では導光体付きピンを短くすることが更に困難になる。
【0011】
本発明は、このような状況に鑑みてなされたものであり、従来よりもその長さを大幅に短くした導光体付きピンを提供することを目的としている。具体的には、プローブピンの全長を30mm以下とした導光体付きピンを提供することを目的としている。
【課題を解決するための手段】
【0012】
次に、上記の課題を解決するための手段を、実施の形態に対応する図面を参照して説明する。
本発明に係る請求項1記載の導光体付きピンは、円柱状の導光体17と、
先端側に前記導光体17の外径よりも僅かに大径に設けられた保持孔15と、前記保持孔15から基端側まで連続して該保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、
前記導光体17を前記拡径部16に挿通させるとともに該導光体17の先端部を前記保持孔15に挿通保持させた状態として、前記導光体17と前記中空軸部12とを一体的に固定するために前記拡径部16に前記基端側を余して充填される接着剤18と、を備えたことを特徴としている。
【0013】
このような構成によれば、拡径部16に充填された接着剤18は、拡径部16の内面との間に広い接着面積を得るため、拡径部16に強固に接着される。この結果、導光体17は中空軸部12に一体的に固定される。このとき、接着剤18は中空軸部12の基端側を余して拡径部16に充填されることから、例えば基端側に導光体17の屈曲部が設けられていたとしても、接着剤18が屈曲部に付着することはない。
【0014】
請求項2記載の導光体付きピンは、前記拡径部16の内面には、前記導光体17が受ける圧力に前記接着剤18が抵抗するように引っ掛かり加工を施したことを特徴としている。
【0015】
このような構成によれば、接着剤18は、導光体17が圧力を受ける方向に対して抵抗力を備えるようになり、拡径部16に更に強固に接着される。
【0016】
請求項3記載の導光体付きピンは、前記引っ掛かり加工として雌ねじ加工を施したことを特徴としている。
【0017】
このような構成によれば、拡径部16の内面加工を容易に施せるうえ、接着剤18は、導光体17が圧力を受ける方向に対して大きな抵抗力を備えるようになる。
【発明の効果】
【0018】
本発明によれば、導光体は接着剤を介して中空軸部と一体的に固定されるため、導光体を中空軸部に固定するために所定長さの接着層を必要としていた従来の構造に比べて導光体付きピンの全長を大幅に短くすることができる。この結果、本発明の導光体付きピンをエジェクタピンなどに用いることで金型を小型化することができる。また、金型の固定側型板に設ける温度センサとして用いることもできるなど、汎用性が向上する。
【図面の簡単な説明】
【0019】
【図1】本発明の各実施の形態が組み込まれる金型の模式的な断面図である。
【図2】第一及び第二の実施の形態を示す断面図である。
【図3】第二の実施の形態を示す一部拡大図である。
【図4】第二の実施の形態の変形例を示す断面図である。
【図5】従来の導光体付きピン(エジェクタピン)を示す断面図である。
【発明を実施するための形態】
【0020】
最初に、本発明の実施の形態が組み込まれる金型について簡単に説明する。
図1に示すように、金型1は、図示しない射出成形機などの成形装置に固定されている第一の型板としての固定側型板2と、固定側型板2に対して接離移動する第二の型板としての可動側型板3とを備えている。なお、図1において、一点鎖線は、固定側型板2と可動側型板3の境界線(パーティングライン)を示しており、矢線は、成形品を取り出すときのエジェクタピン10による押出方向を示している。
【0021】
固定側型板2には樹脂が充填されるキャビティ4が設けられ、可動側型板3にはキャビティ4と共に成形面を形成するコア5が設けられている。また、可動側型板3には、成形品を取り出すときにコア5から突出して成形品を押し出すエジェクタピン10がその軸方向に摺動自在に設けられている。
【0022】
エジェクタピン10には、導光体が組み込まれることにより、成形品を押し出すというエジェクタピン本来の機能の他に、キャビティ4内に充填された樹脂温度を測定する機能が付加されたものがある。
【0023】
本発明の実施の形態は、導光体付きピンを温度センサの機能が付加されたエジェクタピンに適用した場合である。以下、各実施の形態を図面を参照して説明する。
【0024】
「第一の実施の形態」
まず、図2を参照して第一の実施の形態を説明する。
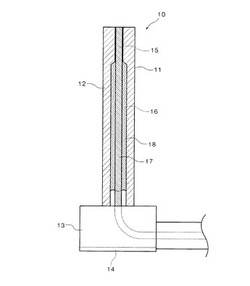
図2に示すように、この実施の形態の導光体付きピン(エジェクタピン)10は、円筒状の中空軸部12と、中空軸部12の下端に設けられ、この中空軸部12よりも拡径した鍔部13とからなるプローブピン11を備えている。なお、鍔部13の下面は蓋部材14によって閉じられている。鍔部13は高温に晒されることがないため、蓋部材14の固定はねじ止めや接着などの周知の方法で行うことができる。この実施の形態では、プローブピン11(中空軸部12、鍔部13、蓋部材14)には工具鋼(SKD61)を用いることが好ましい。
【0025】
中空軸部12の先端側には、その軸方向に穿設された一様な円形断面の孔である保持孔15が設けられている。後述するが、この保持孔15は、導光体が挿通されるとともにこれを保持する孔であり、導光体の外形よりも僅かに大径に設けられている。また、中空軸部12には、保持孔15の下端から基端側にかけて連続して保持孔15よりも大径な拡径部16が設けられている。拡径部16は、保持孔15と同様に一様な円形断面である。なお、「一様な断面」とは、当該部分が実質的に同一な断面であることを意味する。
【0026】
導光体には単線の光ファイバ17を用いている。光ファイバ17は、導光体として機能するようにコアの表面に反射層としてのクラッド層が設けられ、二重構造となっている。光ファイバ17は、石英ファイバであり、コアにはGa(ゲルマニウム)やP(リン)、クラッドにはB(ホウ素)やF(フッ素)などが添加されている。
【0027】
光ファイバ17は、鍔部13に対応する位置で所定の曲率で90°に屈曲されている。また、光ファイバ17は、鍔部13の下面に設けられた図示しない溝からプローブピン11の外部に導出されている。プローブピン11の外部に導出された光ファイバ17は、図5に示すように、赤外線を受光する受光部110に接続されている。さらに、受光部110は、プリアンプ111、ゼロ調整器としての可変抵抗器112、ゲイン調整器としての可変抵抗器113を介してラックトップパソコンなどの外部コンピュータに接続されている。プローブピン11、すなわち、エジェクタピン10の先端から光ファイバ17に入射した赤外線は、光ファイバ17を通って受光部110にて電気信号に変換され、最終的に温度信号に変換されて外部コンピュータの表示部114に温度表示される。又は、温度信号が成形装置の制御部にフィードバックされて利用されることもある。
【0028】
この実施の形態では、光ファイバー17はφ0.88mmのものを使用している。また、この実施の形態における主要部分の寸法は、中空軸部12の外径がφ3mm、中空軸部12の長さが15〜18mm、鍔部13の外径がφ9.2mm、鍔部13の長さが6mmに形成されている。したがって、プローブピン11は全長30mm以下に形成されている。さらに、保持孔15の内径がφ0.9mm、長さが5mmに形成され、拡径部16の内径がφ2mmに形成されている。
【0029】
拡径部16には、光ファイバ17を拡径部16に挿通させるとともに、この光ファイバ17の先端部を保持孔15に挿通保持させた状態として、接着剤18が充填されている。これにより、光ファイバ17は中空軸部12と一体的に固定される。また、接着剤18は、中空軸部12の基端側を余して拡径部16に充填されており、光ファイバ17の屈曲部付近にこの接着剤18が付着することはない。さらに、光ファイバ17と保持孔15の隙間は20μm以下となるため、エジェクタピン10として使用したときにこの隙間に樹脂が進入することはない。エジェクタピン10の先端面にボイドなどが発生することもない。
【0030】
接着剤18としては、エポキシ樹脂を用いてもよいが、エジェクタピン10は300℃以上の高温に晒されることがあるため、500℃以上の高温にも耐える珪酸アルカリ系接着剤などの耐熱性接着剤が好ましい。
【0031】
また、この実施の形態の製造時、特に接着剤18を拡径部16に充填するときは、中空軸部11を図2に示す状態から逆さまにして基端側から注入する。このとき、保持孔15に挿通された光ファイバ17は中空軸部11の先端面から突出しているが、後に端面処理を施して平坦となる。
【0032】
上述した実施の形態によれば、拡径部16に充填された接着剤18は、拡径部16の内面との間に広い接着面積を得るため、拡径部16に強固に接着され、光ファイバ17は中空軸部11に一体的に固定される。これにより、光ファイバ17を固定するために所定長さの接着層を必要としていた従来構造に比べて全長を大幅に短くすることができる。具体的には、従来構造の全長60〜220mmに対して、全長30mm以下とすることができる。したがって、上述した実施の形態を用いれば、金型を小型化することができる。
【0033】
また、従来構造よりも部品点数が少なくなるとともに、工数も少なくなる。
【0034】
「第二の実施の形態」
次に、図3を参照して第二の実施の形態を説明する。
なお、第二の実施の形態は、図2を参照して上述した第一の実施の形態とは拡径部の内面に引っ掛かり加工が施されたことだけが相違しており、その他の構成は第一の実施の形態と同一である。したがって、第二の実施の形態において、第一の実施の形態と同等又は同一の箇所には同一の符号を付し、その説明を省略する。
【0035】
図3に示すように、拡径部16の内面には、エジェクタピン10が成形品を押し出すときに光ファイバ17が受ける圧力に接着剤18が抵抗するように引っ掛かり加工が施されている。なお、図3における矢線Xが圧力が加わる方向である。第二の実施の形態では、引っ掛かり加工としてねじ加工が施されており、拡径部16に充填された接着剤18は、ねじ加工により形成された山部19aと谷部19bの間に入り込むことによって矢線Xの方向に対して大きな抵抗力を備えるようになる。
【0036】
第二の実施の形態において、山部19aと山部19a(谷部19bと谷部19b)の間は0.25mm、山部19aと谷部19bの高低差は0.1mmに形成されている。その他の主要部分の寸法は第一の実施の形態と同じ寸法で形成されている。
【0037】
上述した実施の形態によれば、第一の実施の形態と同様の効果に加えて、接着剤18は、第一の実施の形態よりも光ファイバ17が圧力を受ける方向(矢線Xの方向)に対して大きな抵抗力を備えるようになり、拡径部16に更に強固に接着される。
【0038】
また、ねじ加工を採用したことにより、拡径部16の内面に接着剤18の引っ掛かり加工を容易に施せるようになる。
【0039】
さらに、図4には第二の実施の形態の変形例を示している。この例では、拡径部16が、保持孔15の下端から連続して保持孔15よりも大径に設けられた第一の拡径部16aと、第一の拡径部16の下端から中空軸部11の基端側まで連続して第一の拡径部16aよりも大径に設けられた第二の拡径部16bとからなる。
【0040】
拡径部16a,16bのそれぞれの内面には引っ掛かり加工としてねじ加工が施されており、拡径部16a,16bに充填された接着剤18は、図3に示すように、ねじ加工により形成された山部19aと谷部19bの間に入り込むことによって矢線Xの方向に対して大きな抵抗力を備えるようになる。
【0041】
この変形例では、拡径部16a,16bのそれぞれの内面にねじ加工を施しているが、いずれか一方の内面だけにねじ加工が施された構成としてもよい。
【0042】
また、上述した第二の実施の形態では、拡径部16の内面の全面にねじ加工を施しているが、充填された接着剤18と接触する部分だけにねじ加工が施されてもよい。
【0043】
さらに、上述した第二の実施の形態では、引っ掛かり加工としてねじ加工を採用しているが、ねじ加工に限らず、光ファイバ17が受ける圧力に接着剤18が抵抗するような加工であればよい。具体的には梨子地加工などがある。その他、例えば拡径部16の内面の一部に凸部又は凹部が設けられてもよいし、拡径部16の内面を一周する凸部又は凹部が設けられてもよい。
【0044】
また、上述した第一及び第二の実施の形態では、導光体付きピンをエジェクタピン10に用いているが、プローブピン11の全長を短くすることができるため、図1に示すように、金型1の固定側型板2に設けられる温度センサ20に用いてもよい。この場合、温度センサ20はエジェクタピン10のように摺動することがないため、プローブピン11に必ずしもSKD61を用いなくてもよい。
【符号の説明】
【0045】
12…中空軸部
15…保持孔
16…拡径部
17…導光体(光ファイバ)
18…接着剤(耐熱性接着剤)
【技術分野】
【0001】
本発明は、例えば、成形金型のキャビティ内の樹脂の温度を測定する温度センサなどに好適に用いられる導光体付きピンに関するものである。
【背景技術】
【0002】
近年、成形金型のキャビティ内に樹脂を射出充填して部品を成形する射出成形法においては、成形される部品形状の高精度化・微細化の要求が高まっている。また、新しく開発された高機能性材料は、その性能を発揮させるために従来よりも高温・高圧の条件をより精密且つ安定的に制御する必要がある。このような要求に応じるため、射出成形時の金型のキャビティ内の温度や圧力を測定して成形条件にフィードバックする、いわゆるインテリジェント化が進んでいる。
【0003】
具体的には、金型のキャビティ内に樹脂温度を測定するセンサや樹脂圧力を測定するセンサを設け、各センサからの情報を成形機にフィードバックするようにしている。金型のキャビティ内の樹脂温度を測定する一つの方法として、樹脂の輻射線(赤外線)から直接的に測定する方法がある。この場合、樹脂から放出される赤外線は、光ファイバ束を導光体として赤外線検出器に伝達されることが多いため、導光体を金型内に必要となるエジェクタピンやコアピンなどに組み込むことで温度センサとすることができる。
【0004】
図1には金型の模式的な断面図を示している。図1に示すように、金型1は、キャビティ4が設けられた第一の型板としての固定側型板2と、コアが設けられた第二の型板としての可動側型板3との界面で分かれて開閉される。可動側型板3には金型1が開いたときにコア5から突出して成形品を押し出すエジェクタピン10が設けられている。エジェクタピン10は、導光体が組み込まれることにより、上述したエジェクタピン本来の機能の他に、キャビティ4内に充填された樹脂温度を測定する機能を付加することができる。
【0005】
例えば下記特許文献1には温度センサとしての機能を兼ね備えたエジェクタピンなどに好適に用いられる導光体付きピンが開示されている。下記特許文献1に開示される導光体付きピン(エジェクタピン)100は、図5に示すように、円筒状の中空軸部102と、中空軸部102の下端に設けられ、この中空軸部102よりも拡径した鍔部103とからなるプローブピン101を備えている。また、鍔部103の下面は蓋部材104によって閉じられている。中空軸部102にはその内部を軸方向に貫通する一様な円形断面の中空部105が設けられ、中空軸部102の長さ方向の中央付近から上側には一様な断面で中空部105よりも拡径した拡径部106が設けられている。拡径部106にはステンレス(SUS)製の管状スペーサ(スリーブピン)107が珪酸アルカリ系接着剤などの耐熱性接着剤からなる層108を介して固着されている。接着層108は、スリーブピン107の軸方向の全長にわたり設けられている。
【0006】
スリーブピン107には単線の光ファイバ109が挿入されている。光ファイバ109は、その表面がスリーブピン107の内面に接着層108によって接着されることにより、スリーブピン107に固着されている。光ファイバ109は、導光体として機能させるためにコアの表面に反射層としてのクラッド層が設けられ、二層構造となっている。
【0007】
光ファイバ109は、鍔部103に対応する位置で所定の曲率で90°に屈曲されている。光ファイバ109は、鍔部103の下面に設けられた図示しない溝からエジェクタピン100の外部に導出されている。光ファイバ109は、赤外線を受光する受光部110に接続されている。受光部110は、プリアンプ111、ゼロ調整器としての可変抵抗器112、ゲイン調整器としての可変抵抗器113を介してラックトップパソコンなどの外部コンピュータに接続されている。エジェクタピン100の先端から光ファイバ109に入射した赤外線は、光ファイバ109を通って受光部110にて電気信号に変換され、最終的に温度信号に変換されて外部コンピュータの表示部114に温度表示される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−14686号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、近頃は金型を更に小型化したいという要望がある。また、温度センサを固定側型板に設けたいという要望もある。これらの要望に応じるためには金型内に設けられる導光体付きピンを更に短くする必要がある。しかしながら、図5に示すような導光体付きピン100の構造では、エジェクタピンとしてキャビティ内から成形品を押し出すときに、プローブピン101の先端面が受ける圧力に耐えるために光ファイバ109とスリーブピン107の間の接着層108にはプローブピン101の長さに応じて所定長さ(30〜70mm)以上の長さが必要となることが強度試験の結果からわかった。なお、接着層108はスリーブピン107の軸方向の全長にわたって設けられており、接着層108の長さはスリーブピン107の全長L2 に相当する。ここで、例えば、スリーブピン107の長さを接着層108の最低限の長さ(30mm)以下とした場合、光ファイバ109とスリーブピン107の間の接着力が不足して、光ファイバ109はスリーブピン107内にもぐり込んでしまう。したがって、スリーブピン107の長さを接着層108の最低限の長さ以上確保しようとすると、当然ながら、プローブピン101の全長L1 をスリーブピン107の全長L2 以下に形成することはできない。なお、スリーブピン107は、その後端面がプローブピン101の内面に形成されたザグリ115に支持されているため、プローブピン101との接着力の不足によりプローブピン101内にもぐり込んでしまうことはない。
【0010】
また、図5に示すようなL字タイプの導光体付きピン100では、光ファイバ109の屈曲部付近に異物が付着していると感度が低下して正確な温度測定ができなくなるため、光ファイバ109の屈曲部付近にまで接着層108を設けることができない。光ファイバ109の屈曲部付近まで接着層108を設けられないことを考慮すると、従来の構造では導光体付きピンを短くすることが更に困難になる。
【0011】
本発明は、このような状況に鑑みてなされたものであり、従来よりもその長さを大幅に短くした導光体付きピンを提供することを目的としている。具体的には、プローブピンの全長を30mm以下とした導光体付きピンを提供することを目的としている。
【課題を解決するための手段】
【0012】
次に、上記の課題を解決するための手段を、実施の形態に対応する図面を参照して説明する。
本発明に係る請求項1記載の導光体付きピンは、円柱状の導光体17と、
先端側に前記導光体17の外径よりも僅かに大径に設けられた保持孔15と、前記保持孔15から基端側まで連続して該保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、
前記導光体17を前記拡径部16に挿通させるとともに該導光体17の先端部を前記保持孔15に挿通保持させた状態として、前記導光体17と前記中空軸部12とを一体的に固定するために前記拡径部16に前記基端側を余して充填される接着剤18と、を備えたことを特徴としている。
【0013】
このような構成によれば、拡径部16に充填された接着剤18は、拡径部16の内面との間に広い接着面積を得るため、拡径部16に強固に接着される。この結果、導光体17は中空軸部12に一体的に固定される。このとき、接着剤18は中空軸部12の基端側を余して拡径部16に充填されることから、例えば基端側に導光体17の屈曲部が設けられていたとしても、接着剤18が屈曲部に付着することはない。
【0014】
請求項2記載の導光体付きピンは、前記拡径部16の内面には、前記導光体17が受ける圧力に前記接着剤18が抵抗するように引っ掛かり加工を施したことを特徴としている。
【0015】
このような構成によれば、接着剤18は、導光体17が圧力を受ける方向に対して抵抗力を備えるようになり、拡径部16に更に強固に接着される。
【0016】
請求項3記載の導光体付きピンは、前記引っ掛かり加工として雌ねじ加工を施したことを特徴としている。
【0017】
このような構成によれば、拡径部16の内面加工を容易に施せるうえ、接着剤18は、導光体17が圧力を受ける方向に対して大きな抵抗力を備えるようになる。
【発明の効果】
【0018】
本発明によれば、導光体は接着剤を介して中空軸部と一体的に固定されるため、導光体を中空軸部に固定するために所定長さの接着層を必要としていた従来の構造に比べて導光体付きピンの全長を大幅に短くすることができる。この結果、本発明の導光体付きピンをエジェクタピンなどに用いることで金型を小型化することができる。また、金型の固定側型板に設ける温度センサとして用いることもできるなど、汎用性が向上する。
【図面の簡単な説明】
【0019】
【図1】本発明の各実施の形態が組み込まれる金型の模式的な断面図である。
【図2】第一及び第二の実施の形態を示す断面図である。
【図3】第二の実施の形態を示す一部拡大図である。
【図4】第二の実施の形態の変形例を示す断面図である。
【図5】従来の導光体付きピン(エジェクタピン)を示す断面図である。
【発明を実施するための形態】
【0020】
最初に、本発明の実施の形態が組み込まれる金型について簡単に説明する。
図1に示すように、金型1は、図示しない射出成形機などの成形装置に固定されている第一の型板としての固定側型板2と、固定側型板2に対して接離移動する第二の型板としての可動側型板3とを備えている。なお、図1において、一点鎖線は、固定側型板2と可動側型板3の境界線(パーティングライン)を示しており、矢線は、成形品を取り出すときのエジェクタピン10による押出方向を示している。
【0021】
固定側型板2には樹脂が充填されるキャビティ4が設けられ、可動側型板3にはキャビティ4と共に成形面を形成するコア5が設けられている。また、可動側型板3には、成形品を取り出すときにコア5から突出して成形品を押し出すエジェクタピン10がその軸方向に摺動自在に設けられている。
【0022】
エジェクタピン10には、導光体が組み込まれることにより、成形品を押し出すというエジェクタピン本来の機能の他に、キャビティ4内に充填された樹脂温度を測定する機能が付加されたものがある。
【0023】
本発明の実施の形態は、導光体付きピンを温度センサの機能が付加されたエジェクタピンに適用した場合である。以下、各実施の形態を図面を参照して説明する。
【0024】
「第一の実施の形態」
まず、図2を参照して第一の実施の形態を説明する。
図2に示すように、この実施の形態の導光体付きピン(エジェクタピン)10は、円筒状の中空軸部12と、中空軸部12の下端に設けられ、この中空軸部12よりも拡径した鍔部13とからなるプローブピン11を備えている。なお、鍔部13の下面は蓋部材14によって閉じられている。鍔部13は高温に晒されることがないため、蓋部材14の固定はねじ止めや接着などの周知の方法で行うことができる。この実施の形態では、プローブピン11(中空軸部12、鍔部13、蓋部材14)には工具鋼(SKD61)を用いることが好ましい。
【0025】
中空軸部12の先端側には、その軸方向に穿設された一様な円形断面の孔である保持孔15が設けられている。後述するが、この保持孔15は、導光体が挿通されるとともにこれを保持する孔であり、導光体の外形よりも僅かに大径に設けられている。また、中空軸部12には、保持孔15の下端から基端側にかけて連続して保持孔15よりも大径な拡径部16が設けられている。拡径部16は、保持孔15と同様に一様な円形断面である。なお、「一様な断面」とは、当該部分が実質的に同一な断面であることを意味する。
【0026】
導光体には単線の光ファイバ17を用いている。光ファイバ17は、導光体として機能するようにコアの表面に反射層としてのクラッド層が設けられ、二重構造となっている。光ファイバ17は、石英ファイバであり、コアにはGa(ゲルマニウム)やP(リン)、クラッドにはB(ホウ素)やF(フッ素)などが添加されている。
【0027】
光ファイバ17は、鍔部13に対応する位置で所定の曲率で90°に屈曲されている。また、光ファイバ17は、鍔部13の下面に設けられた図示しない溝からプローブピン11の外部に導出されている。プローブピン11の外部に導出された光ファイバ17は、図5に示すように、赤外線を受光する受光部110に接続されている。さらに、受光部110は、プリアンプ111、ゼロ調整器としての可変抵抗器112、ゲイン調整器としての可変抵抗器113を介してラックトップパソコンなどの外部コンピュータに接続されている。プローブピン11、すなわち、エジェクタピン10の先端から光ファイバ17に入射した赤外線は、光ファイバ17を通って受光部110にて電気信号に変換され、最終的に温度信号に変換されて外部コンピュータの表示部114に温度表示される。又は、温度信号が成形装置の制御部にフィードバックされて利用されることもある。
【0028】
この実施の形態では、光ファイバー17はφ0.88mmのものを使用している。また、この実施の形態における主要部分の寸法は、中空軸部12の外径がφ3mm、中空軸部12の長さが15〜18mm、鍔部13の外径がφ9.2mm、鍔部13の長さが6mmに形成されている。したがって、プローブピン11は全長30mm以下に形成されている。さらに、保持孔15の内径がφ0.9mm、長さが5mmに形成され、拡径部16の内径がφ2mmに形成されている。
【0029】
拡径部16には、光ファイバ17を拡径部16に挿通させるとともに、この光ファイバ17の先端部を保持孔15に挿通保持させた状態として、接着剤18が充填されている。これにより、光ファイバ17は中空軸部12と一体的に固定される。また、接着剤18は、中空軸部12の基端側を余して拡径部16に充填されており、光ファイバ17の屈曲部付近にこの接着剤18が付着することはない。さらに、光ファイバ17と保持孔15の隙間は20μm以下となるため、エジェクタピン10として使用したときにこの隙間に樹脂が進入することはない。エジェクタピン10の先端面にボイドなどが発生することもない。
【0030】
接着剤18としては、エポキシ樹脂を用いてもよいが、エジェクタピン10は300℃以上の高温に晒されることがあるため、500℃以上の高温にも耐える珪酸アルカリ系接着剤などの耐熱性接着剤が好ましい。
【0031】
また、この実施の形態の製造時、特に接着剤18を拡径部16に充填するときは、中空軸部11を図2に示す状態から逆さまにして基端側から注入する。このとき、保持孔15に挿通された光ファイバ17は中空軸部11の先端面から突出しているが、後に端面処理を施して平坦となる。
【0032】
上述した実施の形態によれば、拡径部16に充填された接着剤18は、拡径部16の内面との間に広い接着面積を得るため、拡径部16に強固に接着され、光ファイバ17は中空軸部11に一体的に固定される。これにより、光ファイバ17を固定するために所定長さの接着層を必要としていた従来構造に比べて全長を大幅に短くすることができる。具体的には、従来構造の全長60〜220mmに対して、全長30mm以下とすることができる。したがって、上述した実施の形態を用いれば、金型を小型化することができる。
【0033】
また、従来構造よりも部品点数が少なくなるとともに、工数も少なくなる。
【0034】
「第二の実施の形態」
次に、図3を参照して第二の実施の形態を説明する。
なお、第二の実施の形態は、図2を参照して上述した第一の実施の形態とは拡径部の内面に引っ掛かり加工が施されたことだけが相違しており、その他の構成は第一の実施の形態と同一である。したがって、第二の実施の形態において、第一の実施の形態と同等又は同一の箇所には同一の符号を付し、その説明を省略する。
【0035】
図3に示すように、拡径部16の内面には、エジェクタピン10が成形品を押し出すときに光ファイバ17が受ける圧力に接着剤18が抵抗するように引っ掛かり加工が施されている。なお、図3における矢線Xが圧力が加わる方向である。第二の実施の形態では、引っ掛かり加工としてねじ加工が施されており、拡径部16に充填された接着剤18は、ねじ加工により形成された山部19aと谷部19bの間に入り込むことによって矢線Xの方向に対して大きな抵抗力を備えるようになる。
【0036】
第二の実施の形態において、山部19aと山部19a(谷部19bと谷部19b)の間は0.25mm、山部19aと谷部19bの高低差は0.1mmに形成されている。その他の主要部分の寸法は第一の実施の形態と同じ寸法で形成されている。
【0037】
上述した実施の形態によれば、第一の実施の形態と同様の効果に加えて、接着剤18は、第一の実施の形態よりも光ファイバ17が圧力を受ける方向(矢線Xの方向)に対して大きな抵抗力を備えるようになり、拡径部16に更に強固に接着される。
【0038】
また、ねじ加工を採用したことにより、拡径部16の内面に接着剤18の引っ掛かり加工を容易に施せるようになる。
【0039】
さらに、図4には第二の実施の形態の変形例を示している。この例では、拡径部16が、保持孔15の下端から連続して保持孔15よりも大径に設けられた第一の拡径部16aと、第一の拡径部16の下端から中空軸部11の基端側まで連続して第一の拡径部16aよりも大径に設けられた第二の拡径部16bとからなる。
【0040】
拡径部16a,16bのそれぞれの内面には引っ掛かり加工としてねじ加工が施されており、拡径部16a,16bに充填された接着剤18は、図3に示すように、ねじ加工により形成された山部19aと谷部19bの間に入り込むことによって矢線Xの方向に対して大きな抵抗力を備えるようになる。
【0041】
この変形例では、拡径部16a,16bのそれぞれの内面にねじ加工を施しているが、いずれか一方の内面だけにねじ加工が施された構成としてもよい。
【0042】
また、上述した第二の実施の形態では、拡径部16の内面の全面にねじ加工を施しているが、充填された接着剤18と接触する部分だけにねじ加工が施されてもよい。
【0043】
さらに、上述した第二の実施の形態では、引っ掛かり加工としてねじ加工を採用しているが、ねじ加工に限らず、光ファイバ17が受ける圧力に接着剤18が抵抗するような加工であればよい。具体的には梨子地加工などがある。その他、例えば拡径部16の内面の一部に凸部又は凹部が設けられてもよいし、拡径部16の内面を一周する凸部又は凹部が設けられてもよい。
【0044】
また、上述した第一及び第二の実施の形態では、導光体付きピンをエジェクタピン10に用いているが、プローブピン11の全長を短くすることができるため、図1に示すように、金型1の固定側型板2に設けられる温度センサ20に用いてもよい。この場合、温度センサ20はエジェクタピン10のように摺動することがないため、プローブピン11に必ずしもSKD61を用いなくてもよい。
【符号の説明】
【0045】
12…中空軸部
15…保持孔
16…拡径部
17…導光体(光ファイバ)
18…接着剤(耐熱性接着剤)
【特許請求の範囲】
【請求項1】
円柱状の導光体と、
先端側に前記導光体の外径よりも僅かに大径に設けられた保持孔と、前記保持孔から基端側まで連続して該保持孔よりも大径に設けられた拡径部とを有する円筒状の中空軸部と、
前記導光体を前記拡径部に挿通させるとともに該導光体の先端部を前記保持孔に挿通保持させた状態として、前記導光体と前記中空軸部とを一体的に固定するために前記拡径部に前記基端側を余して充填される接着剤と、
を備えたことを特徴とする導光体付きピン。
【請求項2】
前記拡径部の内面には、前記導光体が受ける圧力に前記接着剤が抵抗するように引っ掛かり加工を施したことを特徴とする請求項1記載の導光体付きピン。
【請求項3】
前記引っ掛かり加工として雌ねじ加工を施したことを特徴とする請求項2記載の導光体付きピン。
【請求項1】
円柱状の導光体と、
先端側に前記導光体の外径よりも僅かに大径に設けられた保持孔と、前記保持孔から基端側まで連続して該保持孔よりも大径に設けられた拡径部とを有する円筒状の中空軸部と、
前記導光体を前記拡径部に挿通させるとともに該導光体の先端部を前記保持孔に挿通保持させた状態として、前記導光体と前記中空軸部とを一体的に固定するために前記拡径部に前記基端側を余して充填される接着剤と、
を備えたことを特徴とする導光体付きピン。
【請求項2】
前記拡径部の内面には、前記導光体が受ける圧力に前記接着剤が抵抗するように引っ掛かり加工を施したことを特徴とする請求項1記載の導光体付きピン。
【請求項3】
前記引っ掛かり加工として雌ねじ加工を施したことを特徴とする請求項2記載の導光体付きピン。
【図1】


【図2】

【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−233821(P2012−233821A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−103627(P2011−103627)
【出願日】平成23年5月6日(2011.5.6)
【出願人】(000201814)双葉電子工業株式会社 (201)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年5月6日(2011.5.6)
【出願人】(000201814)双葉電子工業株式会社 (201)
【Fターム(参考)】
[ Back to top ]