
導電性グリッドを有するプラスチックパネルの電気接続
透明プラスチックパネル(14)及び導電性グリッド(12)を含むプラスチックパネルシステム。パネルは基質(24)を含み、基質に重なるようにグリッドがパネル上に設けられる。グリッドには少なくとも1つの導電性装着位置30が付属している。プラスチック部分(34)及び導電性部分(36)を含む電気コネクタ(32)が、プラスチック部分をパネルに超音波溶接することによってパネルに固定される。コネクタをパネルで保持する結果、パネルの導電性部分が導電性グリッドの装着位置と電気的に接触している。自動車の電気系統をパネルシステムのコネクタに取り付けることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は概ね、自身上に導電性グリッドを有するプラスチックパネルへの電気端子の接続に関する。特に本発明は、霜取り、曇り取り、信号受信、照明、及び他の機能などをウィンドウシステムに提供するために、プラスチックウィンドウシステム内のプラスチック基質に適用される電気回路への電気端子の接続に関する。
【背景技術】
【0002】
導電性グリッドは長らく、機能的特性をガラスパネルに適用するために使用されている。例えば自動車のウィンドウ、特に後退灯の霜取り及び曇り取りに、電熱式グリッドが使用されている。様々なタイプの電気的に加熱したウィンドウが考案されており、これらは通常、ウィンドウの内側又は外側に向かって配置された導電性加熱グリッドを含んでいる。加熱グリッドは通常、1対の対向する母線を含み、その間に一連のグリッド線が延在している。加熱グリッドに電流が通過する間、グリッド線の抵抗の結果、熱が発生する。この熱はウィンドウ全体で散逸し、その後にウィンドウの霜又は曇りを取る。加熱グリッドに電気を提供するために、加熱グリッドは自動車の電気系統に結合される。
【0003】
自動車の電気系統を加熱グリッドに結合するために、加熱グリッドの母線には、ウィンドウの縁部を越えて延在するコネクタタブが設けられている。自動車の電気系統からのワイヤハーネス端子がタブと係合する。端子は様々な構造とすることができるが、外被内に入れたばね金属接点を含むことが多い。外被がタブに取り付けられている場合、接点は母線に抗して偏倚され、それと接触する。代替構造では、ボンディングパッドが母線に一体形成され、自動車の電気系統からの端子がボンディングパッドに直接はんだ付けされる。
【0004】
以上の構造は既知の問題及び限界を有している。例えば車両の寿命を通して、疲労及び/又は振動によりばね接点が緩むことがあり、その結果、加熱グリッドが働かなくなる、又は働きが悪くなる。パッドの結合構造に関して、はんだの適用が多すぎる、又は少なすぎると、端子とボンディングパッドの間の接合が弱体化し、その結果、端子がボンディングパッド自体から容易に外れることがある。プラスチックパネル及びウィンドウに使用されるプラスチックのガラス転移温度が低いので、従来の高温はんだは、母線への堅牢な接続作成に使用することができない。残念ながら、市販の低温はんだは、及び導電性接着剤さえ、許容可能な結合強度及び/又は信頼性を有することができない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
以上を鑑みて、加熱グリッドの母線、又はプラスチックパネル上の他の電気機能材料に端子を取り付けるために改良された接続構造が必要であることが明白である。
【課題を解決するための手段】
【0006】
以上の要求を満足し、既知の技術の欠点及び限界を克服する上で、本発明は、透明なプラスチックパネル及びプラスチックパネル上の設けられた導電性グリッドを含むプラスチックウィンドウ又は本体パネルシステムを提供することにより、接続の問題を解決する。導電性グリッドは少なくとも1つの導電性装着位置を含み、電気端子がこの装着位置に電気接続される。
【0007】
本発明の別の態様では、導電性グリッドはアンテナ、電界発光輪郭線、加熱グリッド及び発色デバイス、例えば当技術分野で一般的に知られているエレクトロクロミックデバイス、フォトクロミックデバイス、液晶デバイス、使用者が制御可能なフォトクロミックデバイス、ポリマ分散液晶デバイス、及び懸濁粒子デバイスのうち1つである。
【0008】
1つの態様では、本発明は、基質及び基質に重なる導電性グリッドを含む透明プラスチックパネルを備える透明プラスチックの自動車パネルシステムである。グリッドは少なくとも1つの導電性装着位置を含む。電気コネクタがパネルに固定され、プラスチック部分及び導電性部分を含む。プラスチック部分はパネルに超音波溶接され、導電性部分はその結果、導電性装着位置に電気接続される。
【0009】
本発明の別の態様では、電気系統の端子がコネクタに電気接続される。
【0010】
本発明の別の態様では、導電性グリッドはアンテナ、電界発光輪郭線、電気スイッチ、加熱グリッド及び発色デバイスのうち1つである。
【0011】
本発明の別の態様では、導電性グリッドはパネルに直接適用され、コネクタのプラスチック部分は導電性グリッドを通して延在する。
【0012】
本発明の別の態様では、導電性グリッドはパネルに直接適用され、コネクタのプラスチック部分は導電性グリッドの周囲に少なくとも部分的に延在する。
【0013】
本発明の別の態様では、パネルは基質上に保護コーティングを含み、導電性グリッドが保護コーティング上に適用され、コネクタのプラスチック部分が導電性グリッド及び保護コーティングを通して延在する。
【0014】
本発明の別の態様では、導電性グリッドはパネルの基質上の保護コーティング上に適用され、コネクタのプラスチック部分は導電性グリッドの周囲に少なくとも部分的に延在する。
【0015】
本発明の別の態様では、コネクタの導電性部分はコネクタのプラスチック部分内でインサート成形される。
【0016】
本発明の別の態様では、導電性部分はねじ穴を含む。
【0017】
本発明の別の態様では、コネクタは自身上に形成されたローレット目を有する装着パッドを含み、ローレット目はパネルに接触している。
【0018】
本発明の別の態様では、コネクタはプラスチックキャップを含み、キャップはパネルに超音波溶接され、コネクタの導電性部分を導電性装着位置との接触状態で保持する。
【0019】
本発明の別の態様では、コネクタの導電性部分はプラスチックキャップにインサート成形される。
【0020】
本発明の別の態様では、導電性部分はキャップと導電性装着位置との間に配置されたはんだボタンである。
【0021】
本発明の別の態様では、キャップはキャップに沿って縦方向に延在する溝を含み、コネクタの導電性部分は溝内で受ける線を含む。
【0022】
本発明の別の態様では、複数の横リブが溝内に設けられ、リブが線と係合する。
【0023】
本発明の別の態様では、キャップは複数の脚部を含み、脚部はパネルに超音波溶接される。
【0024】
本発明の別の態様では、脚部はキャップ上に断続的に隔置される。
【0025】
本発明の別の態様では、脚部はキャップに沿って縦方向に延在する。
【0026】
本発明の別の態様では、脚部はキャップ上に周方向に配置される。
【0027】
本発明の別の態様では、導電性装着位置は、キャップ上の脚部位置に対応する位置に形成された空隙を有する。
【0028】
本発明の別の態様では、導電性部分はキャップの中心開口を通って延在する柱を含む。
【0029】
本発明の別の態様では、柱は導電性装着位置に接触しているベース部分に接続され、ベース部分は中心開口より大きいサイズであり、キャップと導電性装着位置の間で圧縮されている。
【0030】
本発明の別の態様では、キャップはパネル内に形成された窪み内に係合する。
【0031】
本発明の別の態様では、キャップはパネル内の窪みを画定する部分との剪断接合部を画定する。
【0032】
本発明の別の態様では、キャップは複数の脚部を含み、脚部は窪みを画定する部分の側壁に対して傾斜している側面を含み、脚部の側面はパネルの側壁に超音波溶接され、それとの剪断接合部を画定する。
【0033】
本発明の別の態様では、導電性グリッドはプラスチックパネルと一体形成された加熱器グリッドであり、加熱器グリッドは対向する母線を有して、その間に複数のグリッド線が延在し、それにより複数のグリッド線は、電源からの電流が複数のグリッド線の各々を通る場合に、抵抗加熱を介して熱くなる。
【図面の簡単な説明】
【0034】
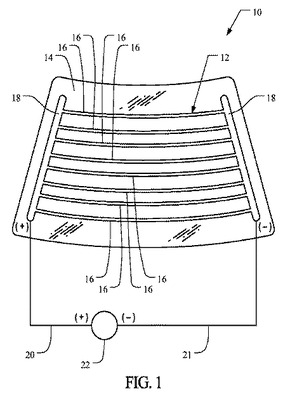
【図1】本発明の原則を実現するウィンドウアセンブリの略図である。
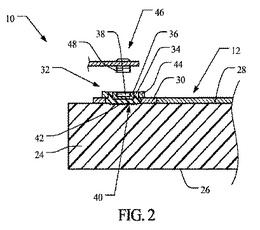
【図2】本発明の1つの実施形態の略部分断面図である。
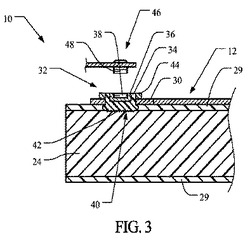
【図3】本発明の別の実施形態の略部分断面図である。
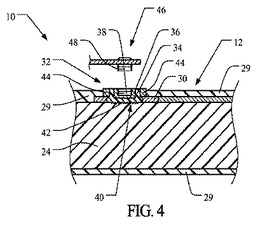
【図4】本発明のさらなる実施形態の略部分断面図である。
【図5】本発明の追加的実施形態の略部分断面図である。
【図6】本発明の1つの実施形態の略部分断面図である。
【図7】本発明の別の実施形態の略部分断面図である。
【図8A】図7の実施形態に使用するキャップの断面図である。
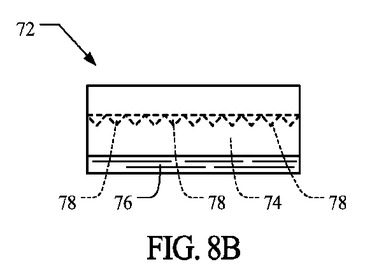
【図8B】図8Aに見られるキャップの側面図である。
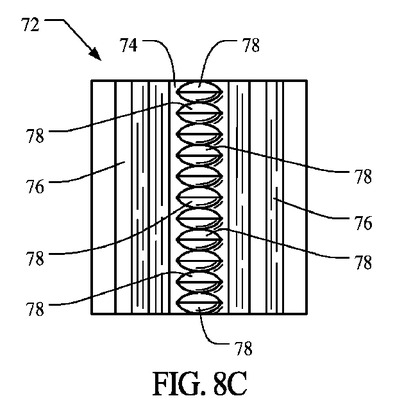
【図8C】図8Aに見られるキャップの底面図である。
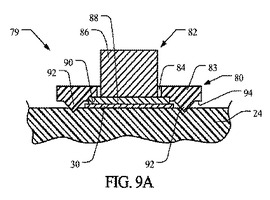
【図9A】本発明の追加的実施形態の略部分断面図である。
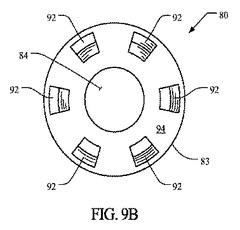
【図9B】図9Aに見られるコネクタの底面図である。
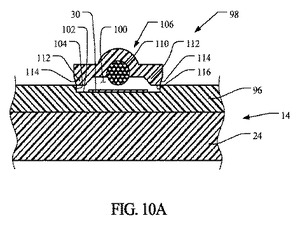
【図10A】プラスチックパネルとの初期係合時における本発明のさらなる実施形態の略断面図である。
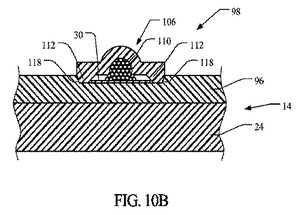
【図10B】プラスチックパネルと十分に係合した、図10Aに見られる実施形態の略断面図である。
【発明を実施するための形態】
【0035】
好ましい実施形態に関する以下の説明は単に説明的な性質であり、本発明又はその応用又は使用法の範囲を限定するものではない。
【0036】
次に図1を参照すると、プラスチックウィンドウ又は本体パネルシステム10が全体的に図示され、主要構成要素としてパネル14上に設けられた導電性グリッド12を含む。そして、導電性グリッド12はウィンドウシステム10に機能を提供する様々な要素の1つでよい。したがって、導電性グリッドはアンテナ、電界発光輪郭線、加熱グリッド及び発色デバイス、例えば当技術分野で一般的に知られているエレクトロクロミックデバイス、フォトクロミックデバイス、液晶デバイス、使用者が制御可能なフォトクロミックデバイス、ポリマ分散液晶デバイス、及び懸濁粒子デバイスのうち1つでよい。しかし便宜上、本明細書では概ね導電性グリッド12を加熱グリッド12として説明する。
【0037】
加熱グリッド12は、概ね対向する母線18間に延在する一連のグリッド線16を含むことが好ましいが、加熱グリッドの他の構造を使用してもよい。さらに、グリッド線16の少なくとも幾つかを、残りのグリッド線16の間に延在する導電性薄膜又はコーティングで置き換えることができる。
【0038】
母線18は、正及び負母線として指定され、それぞれ電源22の正及び負リード線20、21に接続される。電源22は自動車の電気系統でよい。加熱グリッド12に電圧を加えると、電流がグリッド線16を通して正母線18から負母線19へと流れ、その結果、グリッド線16が抵抗加熱により熱くなる。母線18及びグリッド線16の幅及び長さは、任意の適切な寸法でよく、部分的にウィンドウシステム10のサイズ及び他の特徴によって決定される。また、母線18はグリッド線16上、グリッド線16の下、又はグリッド線16と同じ層上に適用することができる。
【0039】
パネル14は特に、図2に見られるようにそれぞれ26及び28で指定された対向する第一及び第二表面を有する透明プラスチック基層又は基質24を含む。表面26、28はそれぞれ、自動車に組み込まれたウィンドウシステム10の外面及び内面に対して配向される。パネル14は任意選択で透明プラスチック薄膜を含むことができ、加熱グリッド12が薄膜の表面に設けられ、したがってパネル14の最終構造では、基質24及び薄膜が一緒に一体溶融結合されて、基質24と薄膜の間に加熱グリッド12を封入する。パネル14は、その一方側又は両側に適用された耐候層及び/又は耐磨耗層もさらに含むことができる。本明細書では、耐候層及び耐磨耗層は個々に、及びまとめて保護コーティング29と呼ぶことができる。
【0040】
基質24はプラスチック樹脂で形成され、それはポリカーボネート、アクリル、ポリアクリレート、ポリエステル及びポリスルホン樹脂、さらに共重合体及びその混合物でよいが、それに限定されず、さらにPBT、ABS、又はポリエチレンなどの他のポリマと共重合又は混合される。基質は、特に着色剤、離型剤、酸化防止剤、及び紫外線吸収剤(UVA)など、様々な添加物をさらに含むことができる。基質24の厚さは約2mmから約6mmであることが好ましく、約4mmから約5mmがさらに好ましい。
【0041】
基質24は、当業者に知られている任意の技術を使用することにより形成することができ、これは例えば射出成形、吹き込み成形、及び圧縮成形を含む成形及び/又は熱成形などであり、後者は熱成形、真空成形、雄型成形、及び冷間成形を含む。必然ではないが、前述した技術は相互に組み合わせて使用することができ、例えば第一層を型の表面の形状に熱成形した後に、別の層を第一層上に吹き込み成形して、一体結合し、それにより所望の形状の多層基質24を形成する。
【0042】
加熱グリッド12をパネル14に適用する際に、加熱グリッド12は、スクリーン印刷などの一般的に知られている印刷法により適用することができるが、当業者に知られている他の印刷方法を使用してもよい。このような他の方法は、マスク/吹き付け、インクジェット、パッド、メンブレン像転写又はロボット分配を含むが、それに限定されない。導電性インクとして使用するのに適切な材料は、当技術分野でよく知られており、したがって本明細書ではさらに説明しない。
【0043】
耐候層36は、加熱グリッド12の下又は上で基質24に適用され、基質24の第一及び第二表面26、28の両方に適用することができる。同様に、耐磨耗層38は、基質24の外側の耐候層36上に適用することができ、内側にも同様に適用することができる。
【0044】
様々な他のコーティングシステムを使用することができるが、耐候層36はポリウレタンコーティング、又はアクリル性下塗りと珪素樹脂ハードコートの組み合わせを備えることが好ましい。このようなアクリル性下塗りの一例はExatec(登録商標)SHP 9X(ミシガン州Wixom、Exatec,LLC)である。1つの好ましい実施形態では、耐光層の下塗りは、第一補助溶剤としての水及び第二補助溶剤としての有機液体(グリコール、エーテル、ケトン、アルコール、及び酢酸塩など)を備えた水性アクリル性下塗りである。下塗りは、特に界面活性剤、酸化防止剤、殺生剤、紫外線吸収剤(UVA)、及び乾燥剤などの添加剤を含むことができるが、それに限定されない。
【0045】
通常、下塗りを透明プラスチックパネル14に被覆して、空気乾燥し、次に熱硬化した珪素樹脂ハードコートを下塗り層上に適用し、空気乾燥してから硬化する。例示により、珪素樹脂ハードコート内の樹脂は、アルコール溶剤の混合物中に分散したメチルシルセスクロキサン樹脂であることが好ましい。珪素樹脂ハードコートは、特に界面活性剤、酸化防止剤、殺生剤、紫外線吸収剤、及び乾燥剤などの他の添加物も含むことができるが、それに限定されない。好ましい珪素樹脂ハードコートはExatec(登録商標)SHX(ミシガン州Wixom、Exatec,LLC)である。
【0046】
耐光層36は、当業者に浸漬コーティングとして知られているプロセスを通して、パネルを室温及び大気圧でコーティングに浸漬することにより、透明プラスチックパネルに適用することができる。あるいは、耐光層36は、流し塗り、カーテンコーティング、吹き付け塗り、又は当業者に知られている他のプロセスによって適用することができる。
【0047】
耐磨耗層38は、耐磨耗性を改良することによって自動車のウィンドウシステム10に追加の機能又は向上した機能を追加する、実質的に無機質のコーティングである。耐磨耗層38は、耐候層36の上部に、及び基質24の両側に適用することが好ましい。したがって、耐磨耗層38は、基質24に直接付着させることができる。耐磨耗層を備える可能な無機コーティングの特定の例は、酸化アルミ、フッ化バリウム、窒化硼素、酸化ハフニウム、フッ化ランタン、フッ化マグネシウム、酸化マグネシウム、酸化スカンジウム、一酸化珪素、二酸化珪素、窒化珪素、シリコン窒化酸化膜、シリコン炭化酸化膜、炭化珪素、水素化シリコン炭化酸化膜、酸化タンタル、酸化チタン、酸化錫、インジウム錫酸化物、酸化イットリウム、酸化亜鉛、セレン化亜鉛、硫化亜鉛、酸化ジルコニウム、チタン酸ジルコニウム、又はガラス、及びその混合物又は配合物を含むが、それに限定されない。
【0048】
耐磨耗層36は、当業者に知られている任意の技術によって適用することができる。これらの技術は、真空促進蒸着プロセス、及びゾルゲルコーティングを基質に適用するために使用されるような大気圧コーティングプロセスに使用されるような反応種からの付着を含む。真空促進蒸着プロセスの例は、プラズマ促進化学蒸着(PECVD)、アークPECVD、イオン促進プラズマ蒸着、マグネトロンスパッタリング、電子ビーム蒸着、及びイオンビームスパッタリングを含むが、それに限定されない。大気圧コーティングプロセスの例は、カーテンコーティング、吹き付け塗り、スピンコーティング、浸漬コーティング、及び流し塗りを含むが、それに限定されない。
【0049】
電気コネクタを導電性グリッド12に接続する幾つかの構造が、本明細書で提示されている。本発明は、導電性グリッド12と電気的に接触するように、電気コネクタを基質24に直接超音波溶接する点で、先行技術とは区別される。
【0050】
超音波溶接は、高周波音響エネルギを使用して、2つの部品間の接合部又は境界にある熱可塑性樹脂を軟化又は溶融することを含む。接合される部品は通常、圧力下で相互に保持され、次に通常は20、30、35又は40kHzの周波数の超音波振動に曝される。構成要素を成功裏に溶接する能力は、機器の設計、溶接される材料の機械的性質及び構成要素の設計によって支配される。超音波溶接は非常に高速で(溶接時間は通常1秒未満である)、容易に自動化されるので、広く使用されている技術である。いかなる部品も成功裏に溶接することを保証するために、構成要素及び取り付け器具の慎重な設計が必要であり、その理由からこの技術は自動連続生産に最適である。
【0051】
超音波溶接機は4つの主要構成要素、つまり電源、変換器、振幅変更装置(通常は「ブースタ」と呼ばれる)、及びホーン(又は「ソノトロード」)として知られる音響ツールで構成される。電源は50〜60Hzの周波数の電気を20、30、35又は40kHzで動作する高周波給電に変化させる。この電気エネルギは変換器に供給される。変換器は、電気エネルギを超音波周波数での機械振動エネルギに変化させる。振動エネルギは次に、ブースタを通して伝達され、これは音波の振幅を増大させ、音波は次にホーンに伝達される。ホーンは、振動エネルギを組み立て中の部品に誘導し、移送する音響ツールである。ホーンは、溶接される部品に圧力を加えることもできる。振動は、ホーンから加工物を通して接合領域に伝達される。接合領域では、振動エネルギが摩擦を通して熱に変換される。この熱が、次に境界で熱可塑性樹脂を軟化又は溶融し、部品を相互に接合する。このプロセスの利点は、非常に短いサイクル時間、直後溶接強度、エネルギ効率、低コスト及び容易な自動組み立てライン生産での高い生産性を含む。このプロセスの主な限界は、1つのホーンで溶接できる構成要素の最大長さである。この限界は、1つの変換器の出力能力、大きいパワーを伝達する際のホーンの限界、及び接合部の長さ又は接合部までの長さが超音波の波長と同等になることがあるので、振幅の制御が困難なことによる。
【0052】
本発明の第一の実施形態では、導体グリッド12が基質24の1つの表面に直接適用される。この導電性グリッド12は導電性装着位置30を含む。本明細書で使用する導電性装着位置30とは、導電性グリッド12上の電気端子の任意の装着位置に総称的に言及するものである。加熱グリッド12を含むプラスチックウィンドウシステム10の例では、導電性装着位置30は母線18の一部に対応する。したがって、導電性装着位置30は導電性グリッド12の別個の部分である必要はなく、例えば母線18の一部など、その一部でもよい。
【0053】
本発明の実施形態では、構造は電気コネクタを含む。電気コネクタは通常、導電性装着位置30を通して延在してよいが、それと接触状態でもある。電気コネクタを受けやすくするために、導電性装着位置には空隙又は開放領域(導電性グリッド12の導電性材料がない)を形成することができ、その中又はその上に電気コネクタが配置される。超音波溶接中に、この方法のエネルギは、電気コネクタの下に配置された導電性グリッドの任意の部分が概ね溶融し、電気コネクタが圧力下で基質24に接触できるようにするほど十分に大きい。
【0054】
電気コネクタは様々な構造を有することができ、この実施形態では、電気コネクタ32はプラスチックの外側部材34を含み、その中に導電性コネクタインサート36が配置される。コネクタインサート36は、銅/真鍮又は鋼などの金属で形成することが好ましく、内ねじ穴38を含む。外側部材34のベース又は底部分は装着パッド又は表面40を画定し、これは超音波溶接プロセス中に基質24との接触及び係合を向上させるローレット目44を備えることが好ましい。
【0055】
超音波溶接中に、装着パッド40及びローレット目42が大量の熱を発生して、導電性装着位置30と基質24を含む電気コネクタ32との境界にて材料を軟化する。電気コネクタ32と基質の間に配置された導電性グリッド12のいかなる部分も、その材料が電気コネクタ32の下から側部へと移動できるように、同様に溶融又は軟化する。電気コネクタ30の周囲の軟化領域では、超音波エネルギが除去されると、軟化領域が再度固化し、その結果、2つの部品が相互に溶接される。
【0056】
電気コネクタ32の上端の周囲には接触部材44が設けられ、それは導電性材料で形成され、導電性装着位置30と接触している。したがって、接触部材44は金属ワッシャ又は同様の形体とすることができる。
【0057】
システム10が接続される電気系統のねじ端子46は、ねじ部分48を含む。ねじ部分48は、電気コネクタ32のねじ穴38と係合するようなサイズである。ねじ部分48が穴38と十分係合すると、端子46の部分50が接触部材44と接触し、したがって導電性装着位置30及び導電性グリッド12と電気的に接触して、連絡する。
【0058】
本発明の代替構造が図3に図示されている。この構造は図2の前述した構造と同様であるが、導電性グリッド12が基質24の表面に直接適用されていない。むしろ、導電性グリッド12は保護コーティング29上に適用される。この構造では、電気コネクタ32が導電性装着位置30を通して延在するばかりでなく、保護コーティング29を通しても延在し、これは超音波溶接中に電気コネクタ32の下から全体的に退くことになる。
【0059】
次に図4を参照すると、本発明のさらなる実施形態が図示されている。この実施形態は全体的に図2及び図3に見られるものと同様である。これらの実施形態と異なり、保護コーティング29が導電性グリッド12上に適用され、次にこれが基質24の表面に直接適用される。以前の実施形態のように、電気コネクタ32はローレット目42がある境界にて基質24に超音波溶接される。以前の実施形態のように、コネクタインサート36は外側部材34内で成形され(後者は装着パッド40のローレット目42を画定する)、接触部材44は、端子46のねじ部分38がコネクタインサート36のねじ穴38内に係合すると、電気系統の端子46から導電性グリッド12の導電性装着位置30への電気経路を提供する。
【0060】
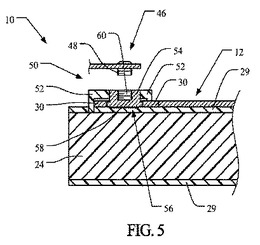
本発明の別の実施形態が概ね図5に図示されている。この実施形態では、保護コーティング29が基質24の表面に適用され、導電性グリッド12が保護コーティング29上に適用される。電気コネクタ50は外側部材52及びコネクタインサート54を含む。しかし以前の実施形態とは異なり、この実施形態の外側部材52は、保護コーティング29と、及びその後に基質24と係合するように、導電性装着位置30の部分の上及び周囲に延在するキャップの形態である。コネクタインサート54はインサート成形によりキャップ52内に保持され、基質24との接触及び係合を向上させるローレット目58を有する接触部分56を含む。この実施形態では、コネクタインサート54は導電性装着位置30と直接接触する。超音波溶接中に、キャップ52は基質24に溶接される。必須ではないが、装着部分56上にローレット目58を備える場合は、ローレット目58が導電性装着位置30の材料内に埋め込まれ、相互の接触表面積が追加されるので、それとの係合を向上させ、したがって電気系統の端子46から導電性グリッド12への導電路を確立する。端子46とコネクタインサート54との係合は、コネクタインサート54が内ねじ穴60を備え、端子46のねじ部分48がその中に対合状態で係合するという点で、以前の実施形態と同様である。
【0061】
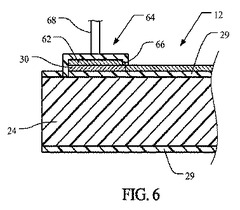
代替実施形態が図6に図示され、図5のコネクタインサート54がはんだボタン62に置き換えられている。したがって、この実施形態の電気コネクタ64ははんだボタン62及び外側部材/キャップ66を含む。キャップ66は基質24に超音波溶接され、はんだボタン62を囲んでいる。超音波溶接中に、プロセスによって発生した熱がはんだボタン62のはんだを活動させ、それによりはんだボタン62を導電性装着位置30に固定する。リード線68がはんだボタン62に取り付けられる。
【0062】
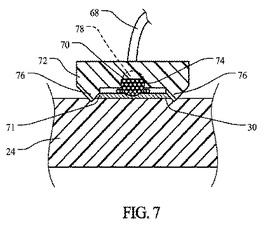
次に図7を参照すると、編組線/撚り線70が、基質24に直接装着されているように図示された導電性装着位置30に接続する本発明のさらなる実施形態が図示されている。図7に図示されているように、撚り線70は、プラスチックパネル10が使用される電気系統に結合したリード線68の端部である。キャップ72が撚り線70上に設けられ、撚り線を導電性装着位置30に固定するのを補助する際に使用される。撚り線70を受けるために、キャップ72はその縦方向に延在する溝74を含む。溝74は、線70を溝74内で受けた場合に、撚り線70の部分が溝74から突出するようなサイズである。
【0063】
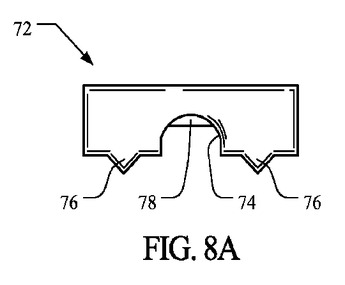
図8Aから図8Cに見られるように、キャップ72は長方形の構成要素であるように図示されている。しかし、キャップ72はそれが組み込まれる構造の設計基準によって規定されるような様々な構成を採用することができる。 図7及び図8Aから図8Cに見られるように、キャップは溝74の対向する側に脚部76をさらに含み、これは概ね溝74に平行に延在する。超音波エネルギは溶接される2つの部品の境界に集中するので、脚部76はキャップ72を基質24に超音波溶接する間に、エネルギ誘導体として作用する。
【0064】
図7に見られるように、脚部76は断面が概ね三角形であり、その頂点は基質24に向かって誘導され、それに接触する。上述したように、超音波溶接中に、エネルギは脚部76を通って誘導され、脚部76を基質24に溶接する。また、キャップ72と線70との境界の結果、キャップ72と線70の間の溝74内で熱が発生する。
線70とキャップ72との係合をさらに向上させるために、キャップ72の溝74は一連のリブ78を備えることができる。リブ78は溝74の縦方向を横断して延在し、キャップ72の基質24への溶接によって締め付け力が加えられている結果、線70との機械的係合部として作用する。リブの加熱及び圧縮の結果、リブ78が溶融して、線70内に押下され、それに沿ってそれとの波状係合部を形成し、キャップ72と線70との間に強力な結合部を形成する。
【0065】
次に図9を参照すると、電気コネクタ79が環状キャップ80を使用し、任意選択で基質24上に直接設けられているように図示された導電性装着位置30との係合状態でボタン82を保持する本発明のさらなる実施形態が図示されている。キャップ80は、中心環状開口84を画定する環状部分83を含む。環状開口84を通して、ボタン82のベース88から柱86が延在する。環状開口84のサイズは、柱86が開口84を通って延在できるようなサイズである。ベース88は、柱86及び環状開口84より大きいサイズ又は直径を有する。したがって、ベース88が開口84を通過することが防止される。その結果、ベース88は環状開口84の周囲で表面90に突き当たる。所望に応じて、キャップ80の表面90は、ベース88を受けるように開口84の周囲で環状窪みを画定することができる。
【0066】
図9Bの底面図で最もよく見られるように、一連の脚部92が環状部分83の下面94の周囲で周方向に隔置される。この実施形態のコネクタを基質24に超音波溶接する間に、脚部92は、超音波プロセス中のエネルギを脚部の領域に誘導するように作用する。その結果、キャップ80が脚部92の位置で基質24の周囲に断続的に溶接される。超音波溶接プロセス中に、キャップ及びボタンに加えられる力の結果、ボタン82のベース88が導電性接触位置30で固定状態で保持される。所望に応じて、ボタン82のベース88と導電性装着位置30の間にはんだを使用することができる。はんだを使用する場合、超音波溶接プロセス中に発生する熱の結果、はんだが溶融して、ボタン82が基質24上の導電性装着位置30とさらに係合する。
【0067】
これまでに説明した実施形態の全てで、パネル14は、1つ又は複数の任意選択の保護コーティング29がある基質24及び導電性グリッド12を含んでいた。また、以前の実施形態各々のパネル14は、二個取成形パネルとして知られているものとして形成することができた。二個取成形パネルでは、パネル14の追加部分を第二ショットとして、以前に形成した基質24上に射出する。往々にして、第二ショットは基質24の周囲に射出され、パネル14を硬化させるとともにパネル14の縁部の周囲にブラックアウト領域を提供するように、不透明材料である。図10A及び図10Bに見られるように、プラスチック材料の第二ショット96は基質24上に提供される。第二ショット96は、基質24と第二ショット96の両方の上に提供される保護コーティング29で同様に使用することができる。しかし、このような保護コーティング29は図10A又は図10Bに図示されていない。
【0068】
図10A及び図10Bの実施形態は、電気コネクタ98をパネル14に取り付けるために超音波溶接した剪断接合構造を追加的に図示する。ここで見られるように、パネル14の第二ショット96部分に形成された窪み100内に導電性装着位置30が設けられる。認識されるように、窪み100はパネル14の基質24内に形成することができる。図示のように、窪み100は導電性装着位置30が適用された底面102、及び窪み100の深さを画定する1対の対向する側壁104を含む。さらに図示されているように、側壁104は底面102に対して概ね直角である。
【0069】
図10A及び図10Bの電気コネクタ98は、キャップ106に沿って縦方向に延在する中心溝108を有するキャップ106を含む。溝108は、ほぼ溝108のサイズである編組線/撚り線110を受ける。所望に応じて、溝108内で受ける線110の端部は、はんだを含むことができる。キャップ106の対向する側部に沿って、脚部112が設けられる。脚部112はキャップから溝108が面しているのと同じ方向に延在する。好ましい実施形態では、脚部112はキャップ106の縦方向の長さに延在する。しかし、脚部112はキャップ106の長さに沿って断続的に設けることができる。
【0070】
脚部112を形成する際に、脚部の最も外側の表面が剪断表面114を画定する。剪断表面114は概ね、窪み100の側壁104に対して傾斜している。脚部112の頂点は、窪み100の底壁102に概ね平行な平面であることが好ましい。しかし、脚部112の頂点は他の形状も含むことができる。
【0071】
電気コネクタ98の超音波溶接中に、キャップ106に圧力が加えられ、超音波エネルギが伝達される。脚部112は、超音波エネルギを誘導し、集束するように作用し、その結果、窪みの剪断表面114及び側壁104が溶融し、超音波エネルギが弱まると、相互に溶接される。また、脚部112の頂点116が窪み100の底面102に接触すると、脚部112の頂点116も底面102に超音波溶接される。同様に、超音波溶接中に発生した熱は、導電性装着位置30への線110のはんだ付けを実現する。
【0072】
好ましい実施形態に関する先の説明は単に例示的な性質であり、決して本発明又はその応用又は使用法を限定するものではない。当業者には以前の説明から、請求の範囲で規定されるような本発明の範囲から逸脱することなく、本発明の好ましい実施形態を改修し、変更できることが認識される。
【技術分野】
【0001】
本発明は概ね、自身上に導電性グリッドを有するプラスチックパネルへの電気端子の接続に関する。特に本発明は、霜取り、曇り取り、信号受信、照明、及び他の機能などをウィンドウシステムに提供するために、プラスチックウィンドウシステム内のプラスチック基質に適用される電気回路への電気端子の接続に関する。
【背景技術】
【0002】
導電性グリッドは長らく、機能的特性をガラスパネルに適用するために使用されている。例えば自動車のウィンドウ、特に後退灯の霜取り及び曇り取りに、電熱式グリッドが使用されている。様々なタイプの電気的に加熱したウィンドウが考案されており、これらは通常、ウィンドウの内側又は外側に向かって配置された導電性加熱グリッドを含んでいる。加熱グリッドは通常、1対の対向する母線を含み、その間に一連のグリッド線が延在している。加熱グリッドに電流が通過する間、グリッド線の抵抗の結果、熱が発生する。この熱はウィンドウ全体で散逸し、その後にウィンドウの霜又は曇りを取る。加熱グリッドに電気を提供するために、加熱グリッドは自動車の電気系統に結合される。
【0003】
自動車の電気系統を加熱グリッドに結合するために、加熱グリッドの母線には、ウィンドウの縁部を越えて延在するコネクタタブが設けられている。自動車の電気系統からのワイヤハーネス端子がタブと係合する。端子は様々な構造とすることができるが、外被内に入れたばね金属接点を含むことが多い。外被がタブに取り付けられている場合、接点は母線に抗して偏倚され、それと接触する。代替構造では、ボンディングパッドが母線に一体形成され、自動車の電気系統からの端子がボンディングパッドに直接はんだ付けされる。
【0004】
以上の構造は既知の問題及び限界を有している。例えば車両の寿命を通して、疲労及び/又は振動によりばね接点が緩むことがあり、その結果、加熱グリッドが働かなくなる、又は働きが悪くなる。パッドの結合構造に関して、はんだの適用が多すぎる、又は少なすぎると、端子とボンディングパッドの間の接合が弱体化し、その結果、端子がボンディングパッド自体から容易に外れることがある。プラスチックパネル及びウィンドウに使用されるプラスチックのガラス転移温度が低いので、従来の高温はんだは、母線への堅牢な接続作成に使用することができない。残念ながら、市販の低温はんだは、及び導電性接着剤さえ、許容可能な結合強度及び/又は信頼性を有することができない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
以上を鑑みて、加熱グリッドの母線、又はプラスチックパネル上の他の電気機能材料に端子を取り付けるために改良された接続構造が必要であることが明白である。
【課題を解決するための手段】
【0006】
以上の要求を満足し、既知の技術の欠点及び限界を克服する上で、本発明は、透明なプラスチックパネル及びプラスチックパネル上の設けられた導電性グリッドを含むプラスチックウィンドウ又は本体パネルシステムを提供することにより、接続の問題を解決する。導電性グリッドは少なくとも1つの導電性装着位置を含み、電気端子がこの装着位置に電気接続される。
【0007】
本発明の別の態様では、導電性グリッドはアンテナ、電界発光輪郭線、加熱グリッド及び発色デバイス、例えば当技術分野で一般的に知られているエレクトロクロミックデバイス、フォトクロミックデバイス、液晶デバイス、使用者が制御可能なフォトクロミックデバイス、ポリマ分散液晶デバイス、及び懸濁粒子デバイスのうち1つである。
【0008】
1つの態様では、本発明は、基質及び基質に重なる導電性グリッドを含む透明プラスチックパネルを備える透明プラスチックの自動車パネルシステムである。グリッドは少なくとも1つの導電性装着位置を含む。電気コネクタがパネルに固定され、プラスチック部分及び導電性部分を含む。プラスチック部分はパネルに超音波溶接され、導電性部分はその結果、導電性装着位置に電気接続される。
【0009】
本発明の別の態様では、電気系統の端子がコネクタに電気接続される。
【0010】
本発明の別の態様では、導電性グリッドはアンテナ、電界発光輪郭線、電気スイッチ、加熱グリッド及び発色デバイスのうち1つである。
【0011】
本発明の別の態様では、導電性グリッドはパネルに直接適用され、コネクタのプラスチック部分は導電性グリッドを通して延在する。
【0012】
本発明の別の態様では、導電性グリッドはパネルに直接適用され、コネクタのプラスチック部分は導電性グリッドの周囲に少なくとも部分的に延在する。
【0013】
本発明の別の態様では、パネルは基質上に保護コーティングを含み、導電性グリッドが保護コーティング上に適用され、コネクタのプラスチック部分が導電性グリッド及び保護コーティングを通して延在する。
【0014】
本発明の別の態様では、導電性グリッドはパネルの基質上の保護コーティング上に適用され、コネクタのプラスチック部分は導電性グリッドの周囲に少なくとも部分的に延在する。
【0015】
本発明の別の態様では、コネクタの導電性部分はコネクタのプラスチック部分内でインサート成形される。
【0016】
本発明の別の態様では、導電性部分はねじ穴を含む。
【0017】
本発明の別の態様では、コネクタは自身上に形成されたローレット目を有する装着パッドを含み、ローレット目はパネルに接触している。
【0018】
本発明の別の態様では、コネクタはプラスチックキャップを含み、キャップはパネルに超音波溶接され、コネクタの導電性部分を導電性装着位置との接触状態で保持する。
【0019】
本発明の別の態様では、コネクタの導電性部分はプラスチックキャップにインサート成形される。
【0020】
本発明の別の態様では、導電性部分はキャップと導電性装着位置との間に配置されたはんだボタンである。
【0021】
本発明の別の態様では、キャップはキャップに沿って縦方向に延在する溝を含み、コネクタの導電性部分は溝内で受ける線を含む。
【0022】
本発明の別の態様では、複数の横リブが溝内に設けられ、リブが線と係合する。
【0023】
本発明の別の態様では、キャップは複数の脚部を含み、脚部はパネルに超音波溶接される。
【0024】
本発明の別の態様では、脚部はキャップ上に断続的に隔置される。
【0025】
本発明の別の態様では、脚部はキャップに沿って縦方向に延在する。
【0026】
本発明の別の態様では、脚部はキャップ上に周方向に配置される。
【0027】
本発明の別の態様では、導電性装着位置は、キャップ上の脚部位置に対応する位置に形成された空隙を有する。
【0028】
本発明の別の態様では、導電性部分はキャップの中心開口を通って延在する柱を含む。
【0029】
本発明の別の態様では、柱は導電性装着位置に接触しているベース部分に接続され、ベース部分は中心開口より大きいサイズであり、キャップと導電性装着位置の間で圧縮されている。
【0030】
本発明の別の態様では、キャップはパネル内に形成された窪み内に係合する。
【0031】
本発明の別の態様では、キャップはパネル内の窪みを画定する部分との剪断接合部を画定する。
【0032】
本発明の別の態様では、キャップは複数の脚部を含み、脚部は窪みを画定する部分の側壁に対して傾斜している側面を含み、脚部の側面はパネルの側壁に超音波溶接され、それとの剪断接合部を画定する。
【0033】
本発明の別の態様では、導電性グリッドはプラスチックパネルと一体形成された加熱器グリッドであり、加熱器グリッドは対向する母線を有して、その間に複数のグリッド線が延在し、それにより複数のグリッド線は、電源からの電流が複数のグリッド線の各々を通る場合に、抵抗加熱を介して熱くなる。
【図面の簡単な説明】
【0034】
【図1】本発明の原則を実現するウィンドウアセンブリの略図である。
【図2】本発明の1つの実施形態の略部分断面図である。
【図3】本発明の別の実施形態の略部分断面図である。
【図4】本発明のさらなる実施形態の略部分断面図である。
【図5】本発明の追加的実施形態の略部分断面図である。
【図6】本発明の1つの実施形態の略部分断面図である。
【図7】本発明の別の実施形態の略部分断面図である。
【図8A】図7の実施形態に使用するキャップの断面図である。
【図8B】図8Aに見られるキャップの側面図である。
【図8C】図8Aに見られるキャップの底面図である。
【図9A】本発明の追加的実施形態の略部分断面図である。
【図9B】図9Aに見られるコネクタの底面図である。
【図10A】プラスチックパネルとの初期係合時における本発明のさらなる実施形態の略断面図である。
【図10B】プラスチックパネルと十分に係合した、図10Aに見られる実施形態の略断面図である。
【発明を実施するための形態】
【0035】
好ましい実施形態に関する以下の説明は単に説明的な性質であり、本発明又はその応用又は使用法の範囲を限定するものではない。
【0036】
次に図1を参照すると、プラスチックウィンドウ又は本体パネルシステム10が全体的に図示され、主要構成要素としてパネル14上に設けられた導電性グリッド12を含む。そして、導電性グリッド12はウィンドウシステム10に機能を提供する様々な要素の1つでよい。したがって、導電性グリッドはアンテナ、電界発光輪郭線、加熱グリッド及び発色デバイス、例えば当技術分野で一般的に知られているエレクトロクロミックデバイス、フォトクロミックデバイス、液晶デバイス、使用者が制御可能なフォトクロミックデバイス、ポリマ分散液晶デバイス、及び懸濁粒子デバイスのうち1つでよい。しかし便宜上、本明細書では概ね導電性グリッド12を加熱グリッド12として説明する。
【0037】
加熱グリッド12は、概ね対向する母線18間に延在する一連のグリッド線16を含むことが好ましいが、加熱グリッドの他の構造を使用してもよい。さらに、グリッド線16の少なくとも幾つかを、残りのグリッド線16の間に延在する導電性薄膜又はコーティングで置き換えることができる。
【0038】
母線18は、正及び負母線として指定され、それぞれ電源22の正及び負リード線20、21に接続される。電源22は自動車の電気系統でよい。加熱グリッド12に電圧を加えると、電流がグリッド線16を通して正母線18から負母線19へと流れ、その結果、グリッド線16が抵抗加熱により熱くなる。母線18及びグリッド線16の幅及び長さは、任意の適切な寸法でよく、部分的にウィンドウシステム10のサイズ及び他の特徴によって決定される。また、母線18はグリッド線16上、グリッド線16の下、又はグリッド線16と同じ層上に適用することができる。
【0039】
パネル14は特に、図2に見られるようにそれぞれ26及び28で指定された対向する第一及び第二表面を有する透明プラスチック基層又は基質24を含む。表面26、28はそれぞれ、自動車に組み込まれたウィンドウシステム10の外面及び内面に対して配向される。パネル14は任意選択で透明プラスチック薄膜を含むことができ、加熱グリッド12が薄膜の表面に設けられ、したがってパネル14の最終構造では、基質24及び薄膜が一緒に一体溶融結合されて、基質24と薄膜の間に加熱グリッド12を封入する。パネル14は、その一方側又は両側に適用された耐候層及び/又は耐磨耗層もさらに含むことができる。本明細書では、耐候層及び耐磨耗層は個々に、及びまとめて保護コーティング29と呼ぶことができる。
【0040】
基質24はプラスチック樹脂で形成され、それはポリカーボネート、アクリル、ポリアクリレート、ポリエステル及びポリスルホン樹脂、さらに共重合体及びその混合物でよいが、それに限定されず、さらにPBT、ABS、又はポリエチレンなどの他のポリマと共重合又は混合される。基質は、特に着色剤、離型剤、酸化防止剤、及び紫外線吸収剤(UVA)など、様々な添加物をさらに含むことができる。基質24の厚さは約2mmから約6mmであることが好ましく、約4mmから約5mmがさらに好ましい。
【0041】
基質24は、当業者に知られている任意の技術を使用することにより形成することができ、これは例えば射出成形、吹き込み成形、及び圧縮成形を含む成形及び/又は熱成形などであり、後者は熱成形、真空成形、雄型成形、及び冷間成形を含む。必然ではないが、前述した技術は相互に組み合わせて使用することができ、例えば第一層を型の表面の形状に熱成形した後に、別の層を第一層上に吹き込み成形して、一体結合し、それにより所望の形状の多層基質24を形成する。
【0042】
加熱グリッド12をパネル14に適用する際に、加熱グリッド12は、スクリーン印刷などの一般的に知られている印刷法により適用することができるが、当業者に知られている他の印刷方法を使用してもよい。このような他の方法は、マスク/吹き付け、インクジェット、パッド、メンブレン像転写又はロボット分配を含むが、それに限定されない。導電性インクとして使用するのに適切な材料は、当技術分野でよく知られており、したがって本明細書ではさらに説明しない。
【0043】
耐候層36は、加熱グリッド12の下又は上で基質24に適用され、基質24の第一及び第二表面26、28の両方に適用することができる。同様に、耐磨耗層38は、基質24の外側の耐候層36上に適用することができ、内側にも同様に適用することができる。
【0044】
様々な他のコーティングシステムを使用することができるが、耐候層36はポリウレタンコーティング、又はアクリル性下塗りと珪素樹脂ハードコートの組み合わせを備えることが好ましい。このようなアクリル性下塗りの一例はExatec(登録商標)SHP 9X(ミシガン州Wixom、Exatec,LLC)である。1つの好ましい実施形態では、耐光層の下塗りは、第一補助溶剤としての水及び第二補助溶剤としての有機液体(グリコール、エーテル、ケトン、アルコール、及び酢酸塩など)を備えた水性アクリル性下塗りである。下塗りは、特に界面活性剤、酸化防止剤、殺生剤、紫外線吸収剤(UVA)、及び乾燥剤などの添加剤を含むことができるが、それに限定されない。
【0045】
通常、下塗りを透明プラスチックパネル14に被覆して、空気乾燥し、次に熱硬化した珪素樹脂ハードコートを下塗り層上に適用し、空気乾燥してから硬化する。例示により、珪素樹脂ハードコート内の樹脂は、アルコール溶剤の混合物中に分散したメチルシルセスクロキサン樹脂であることが好ましい。珪素樹脂ハードコートは、特に界面活性剤、酸化防止剤、殺生剤、紫外線吸収剤、及び乾燥剤などの他の添加物も含むことができるが、それに限定されない。好ましい珪素樹脂ハードコートはExatec(登録商標)SHX(ミシガン州Wixom、Exatec,LLC)である。
【0046】
耐光層36は、当業者に浸漬コーティングとして知られているプロセスを通して、パネルを室温及び大気圧でコーティングに浸漬することにより、透明プラスチックパネルに適用することができる。あるいは、耐光層36は、流し塗り、カーテンコーティング、吹き付け塗り、又は当業者に知られている他のプロセスによって適用することができる。
【0047】
耐磨耗層38は、耐磨耗性を改良することによって自動車のウィンドウシステム10に追加の機能又は向上した機能を追加する、実質的に無機質のコーティングである。耐磨耗層38は、耐候層36の上部に、及び基質24の両側に適用することが好ましい。したがって、耐磨耗層38は、基質24に直接付着させることができる。耐磨耗層を備える可能な無機コーティングの特定の例は、酸化アルミ、フッ化バリウム、窒化硼素、酸化ハフニウム、フッ化ランタン、フッ化マグネシウム、酸化マグネシウム、酸化スカンジウム、一酸化珪素、二酸化珪素、窒化珪素、シリコン窒化酸化膜、シリコン炭化酸化膜、炭化珪素、水素化シリコン炭化酸化膜、酸化タンタル、酸化チタン、酸化錫、インジウム錫酸化物、酸化イットリウム、酸化亜鉛、セレン化亜鉛、硫化亜鉛、酸化ジルコニウム、チタン酸ジルコニウム、又はガラス、及びその混合物又は配合物を含むが、それに限定されない。
【0048】
耐磨耗層36は、当業者に知られている任意の技術によって適用することができる。これらの技術は、真空促進蒸着プロセス、及びゾルゲルコーティングを基質に適用するために使用されるような大気圧コーティングプロセスに使用されるような反応種からの付着を含む。真空促進蒸着プロセスの例は、プラズマ促進化学蒸着(PECVD)、アークPECVD、イオン促進プラズマ蒸着、マグネトロンスパッタリング、電子ビーム蒸着、及びイオンビームスパッタリングを含むが、それに限定されない。大気圧コーティングプロセスの例は、カーテンコーティング、吹き付け塗り、スピンコーティング、浸漬コーティング、及び流し塗りを含むが、それに限定されない。
【0049】
電気コネクタを導電性グリッド12に接続する幾つかの構造が、本明細書で提示されている。本発明は、導電性グリッド12と電気的に接触するように、電気コネクタを基質24に直接超音波溶接する点で、先行技術とは区別される。
【0050】
超音波溶接は、高周波音響エネルギを使用して、2つの部品間の接合部又は境界にある熱可塑性樹脂を軟化又は溶融することを含む。接合される部品は通常、圧力下で相互に保持され、次に通常は20、30、35又は40kHzの周波数の超音波振動に曝される。構成要素を成功裏に溶接する能力は、機器の設計、溶接される材料の機械的性質及び構成要素の設計によって支配される。超音波溶接は非常に高速で(溶接時間は通常1秒未満である)、容易に自動化されるので、広く使用されている技術である。いかなる部品も成功裏に溶接することを保証するために、構成要素及び取り付け器具の慎重な設計が必要であり、その理由からこの技術は自動連続生産に最適である。
【0051】
超音波溶接機は4つの主要構成要素、つまり電源、変換器、振幅変更装置(通常は「ブースタ」と呼ばれる)、及びホーン(又は「ソノトロード」)として知られる音響ツールで構成される。電源は50〜60Hzの周波数の電気を20、30、35又は40kHzで動作する高周波給電に変化させる。この電気エネルギは変換器に供給される。変換器は、電気エネルギを超音波周波数での機械振動エネルギに変化させる。振動エネルギは次に、ブースタを通して伝達され、これは音波の振幅を増大させ、音波は次にホーンに伝達される。ホーンは、振動エネルギを組み立て中の部品に誘導し、移送する音響ツールである。ホーンは、溶接される部品に圧力を加えることもできる。振動は、ホーンから加工物を通して接合領域に伝達される。接合領域では、振動エネルギが摩擦を通して熱に変換される。この熱が、次に境界で熱可塑性樹脂を軟化又は溶融し、部品を相互に接合する。このプロセスの利点は、非常に短いサイクル時間、直後溶接強度、エネルギ効率、低コスト及び容易な自動組み立てライン生産での高い生産性を含む。このプロセスの主な限界は、1つのホーンで溶接できる構成要素の最大長さである。この限界は、1つの変換器の出力能力、大きいパワーを伝達する際のホーンの限界、及び接合部の長さ又は接合部までの長さが超音波の波長と同等になることがあるので、振幅の制御が困難なことによる。
【0052】
本発明の第一の実施形態では、導体グリッド12が基質24の1つの表面に直接適用される。この導電性グリッド12は導電性装着位置30を含む。本明細書で使用する導電性装着位置30とは、導電性グリッド12上の電気端子の任意の装着位置に総称的に言及するものである。加熱グリッド12を含むプラスチックウィンドウシステム10の例では、導電性装着位置30は母線18の一部に対応する。したがって、導電性装着位置30は導電性グリッド12の別個の部分である必要はなく、例えば母線18の一部など、その一部でもよい。
【0053】
本発明の実施形態では、構造は電気コネクタを含む。電気コネクタは通常、導電性装着位置30を通して延在してよいが、それと接触状態でもある。電気コネクタを受けやすくするために、導電性装着位置には空隙又は開放領域(導電性グリッド12の導電性材料がない)を形成することができ、その中又はその上に電気コネクタが配置される。超音波溶接中に、この方法のエネルギは、電気コネクタの下に配置された導電性グリッドの任意の部分が概ね溶融し、電気コネクタが圧力下で基質24に接触できるようにするほど十分に大きい。
【0054】
電気コネクタは様々な構造を有することができ、この実施形態では、電気コネクタ32はプラスチックの外側部材34を含み、その中に導電性コネクタインサート36が配置される。コネクタインサート36は、銅/真鍮又は鋼などの金属で形成することが好ましく、内ねじ穴38を含む。外側部材34のベース又は底部分は装着パッド又は表面40を画定し、これは超音波溶接プロセス中に基質24との接触及び係合を向上させるローレット目44を備えることが好ましい。
【0055】
超音波溶接中に、装着パッド40及びローレット目42が大量の熱を発生して、導電性装着位置30と基質24を含む電気コネクタ32との境界にて材料を軟化する。電気コネクタ32と基質の間に配置された導電性グリッド12のいかなる部分も、その材料が電気コネクタ32の下から側部へと移動できるように、同様に溶融又は軟化する。電気コネクタ30の周囲の軟化領域では、超音波エネルギが除去されると、軟化領域が再度固化し、その結果、2つの部品が相互に溶接される。
【0056】
電気コネクタ32の上端の周囲には接触部材44が設けられ、それは導電性材料で形成され、導電性装着位置30と接触している。したがって、接触部材44は金属ワッシャ又は同様の形体とすることができる。
【0057】
システム10が接続される電気系統のねじ端子46は、ねじ部分48を含む。ねじ部分48は、電気コネクタ32のねじ穴38と係合するようなサイズである。ねじ部分48が穴38と十分係合すると、端子46の部分50が接触部材44と接触し、したがって導電性装着位置30及び導電性グリッド12と電気的に接触して、連絡する。
【0058】
本発明の代替構造が図3に図示されている。この構造は図2の前述した構造と同様であるが、導電性グリッド12が基質24の表面に直接適用されていない。むしろ、導電性グリッド12は保護コーティング29上に適用される。この構造では、電気コネクタ32が導電性装着位置30を通して延在するばかりでなく、保護コーティング29を通しても延在し、これは超音波溶接中に電気コネクタ32の下から全体的に退くことになる。
【0059】
次に図4を参照すると、本発明のさらなる実施形態が図示されている。この実施形態は全体的に図2及び図3に見られるものと同様である。これらの実施形態と異なり、保護コーティング29が導電性グリッド12上に適用され、次にこれが基質24の表面に直接適用される。以前の実施形態のように、電気コネクタ32はローレット目42がある境界にて基質24に超音波溶接される。以前の実施形態のように、コネクタインサート36は外側部材34内で成形され(後者は装着パッド40のローレット目42を画定する)、接触部材44は、端子46のねじ部分38がコネクタインサート36のねじ穴38内に係合すると、電気系統の端子46から導電性グリッド12の導電性装着位置30への電気経路を提供する。
【0060】
本発明の別の実施形態が概ね図5に図示されている。この実施形態では、保護コーティング29が基質24の表面に適用され、導電性グリッド12が保護コーティング29上に適用される。電気コネクタ50は外側部材52及びコネクタインサート54を含む。しかし以前の実施形態とは異なり、この実施形態の外側部材52は、保護コーティング29と、及びその後に基質24と係合するように、導電性装着位置30の部分の上及び周囲に延在するキャップの形態である。コネクタインサート54はインサート成形によりキャップ52内に保持され、基質24との接触及び係合を向上させるローレット目58を有する接触部分56を含む。この実施形態では、コネクタインサート54は導電性装着位置30と直接接触する。超音波溶接中に、キャップ52は基質24に溶接される。必須ではないが、装着部分56上にローレット目58を備える場合は、ローレット目58が導電性装着位置30の材料内に埋め込まれ、相互の接触表面積が追加されるので、それとの係合を向上させ、したがって電気系統の端子46から導電性グリッド12への導電路を確立する。端子46とコネクタインサート54との係合は、コネクタインサート54が内ねじ穴60を備え、端子46のねじ部分48がその中に対合状態で係合するという点で、以前の実施形態と同様である。
【0061】
代替実施形態が図6に図示され、図5のコネクタインサート54がはんだボタン62に置き換えられている。したがって、この実施形態の電気コネクタ64ははんだボタン62及び外側部材/キャップ66を含む。キャップ66は基質24に超音波溶接され、はんだボタン62を囲んでいる。超音波溶接中に、プロセスによって発生した熱がはんだボタン62のはんだを活動させ、それによりはんだボタン62を導電性装着位置30に固定する。リード線68がはんだボタン62に取り付けられる。
【0062】
次に図7を参照すると、編組線/撚り線70が、基質24に直接装着されているように図示された導電性装着位置30に接続する本発明のさらなる実施形態が図示されている。図7に図示されているように、撚り線70は、プラスチックパネル10が使用される電気系統に結合したリード線68の端部である。キャップ72が撚り線70上に設けられ、撚り線を導電性装着位置30に固定するのを補助する際に使用される。撚り線70を受けるために、キャップ72はその縦方向に延在する溝74を含む。溝74は、線70を溝74内で受けた場合に、撚り線70の部分が溝74から突出するようなサイズである。
【0063】
図8Aから図8Cに見られるように、キャップ72は長方形の構成要素であるように図示されている。しかし、キャップ72はそれが組み込まれる構造の設計基準によって規定されるような様々な構成を採用することができる。 図7及び図8Aから図8Cに見られるように、キャップは溝74の対向する側に脚部76をさらに含み、これは概ね溝74に平行に延在する。超音波エネルギは溶接される2つの部品の境界に集中するので、脚部76はキャップ72を基質24に超音波溶接する間に、エネルギ誘導体として作用する。
【0064】
図7に見られるように、脚部76は断面が概ね三角形であり、その頂点は基質24に向かって誘導され、それに接触する。上述したように、超音波溶接中に、エネルギは脚部76を通って誘導され、脚部76を基質24に溶接する。また、キャップ72と線70との境界の結果、キャップ72と線70の間の溝74内で熱が発生する。
線70とキャップ72との係合をさらに向上させるために、キャップ72の溝74は一連のリブ78を備えることができる。リブ78は溝74の縦方向を横断して延在し、キャップ72の基質24への溶接によって締め付け力が加えられている結果、線70との機械的係合部として作用する。リブの加熱及び圧縮の結果、リブ78が溶融して、線70内に押下され、それに沿ってそれとの波状係合部を形成し、キャップ72と線70との間に強力な結合部を形成する。
【0065】
次に図9を参照すると、電気コネクタ79が環状キャップ80を使用し、任意選択で基質24上に直接設けられているように図示された導電性装着位置30との係合状態でボタン82を保持する本発明のさらなる実施形態が図示されている。キャップ80は、中心環状開口84を画定する環状部分83を含む。環状開口84を通して、ボタン82のベース88から柱86が延在する。環状開口84のサイズは、柱86が開口84を通って延在できるようなサイズである。ベース88は、柱86及び環状開口84より大きいサイズ又は直径を有する。したがって、ベース88が開口84を通過することが防止される。その結果、ベース88は環状開口84の周囲で表面90に突き当たる。所望に応じて、キャップ80の表面90は、ベース88を受けるように開口84の周囲で環状窪みを画定することができる。
【0066】
図9Bの底面図で最もよく見られるように、一連の脚部92が環状部分83の下面94の周囲で周方向に隔置される。この実施形態のコネクタを基質24に超音波溶接する間に、脚部92は、超音波プロセス中のエネルギを脚部の領域に誘導するように作用する。その結果、キャップ80が脚部92の位置で基質24の周囲に断続的に溶接される。超音波溶接プロセス中に、キャップ及びボタンに加えられる力の結果、ボタン82のベース88が導電性接触位置30で固定状態で保持される。所望に応じて、ボタン82のベース88と導電性装着位置30の間にはんだを使用することができる。はんだを使用する場合、超音波溶接プロセス中に発生する熱の結果、はんだが溶融して、ボタン82が基質24上の導電性装着位置30とさらに係合する。
【0067】
これまでに説明した実施形態の全てで、パネル14は、1つ又は複数の任意選択の保護コーティング29がある基質24及び導電性グリッド12を含んでいた。また、以前の実施形態各々のパネル14は、二個取成形パネルとして知られているものとして形成することができた。二個取成形パネルでは、パネル14の追加部分を第二ショットとして、以前に形成した基質24上に射出する。往々にして、第二ショットは基質24の周囲に射出され、パネル14を硬化させるとともにパネル14の縁部の周囲にブラックアウト領域を提供するように、不透明材料である。図10A及び図10Bに見られるように、プラスチック材料の第二ショット96は基質24上に提供される。第二ショット96は、基質24と第二ショット96の両方の上に提供される保護コーティング29で同様に使用することができる。しかし、このような保護コーティング29は図10A又は図10Bに図示されていない。
【0068】
図10A及び図10Bの実施形態は、電気コネクタ98をパネル14に取り付けるために超音波溶接した剪断接合構造を追加的に図示する。ここで見られるように、パネル14の第二ショット96部分に形成された窪み100内に導電性装着位置30が設けられる。認識されるように、窪み100はパネル14の基質24内に形成することができる。図示のように、窪み100は導電性装着位置30が適用された底面102、及び窪み100の深さを画定する1対の対向する側壁104を含む。さらに図示されているように、側壁104は底面102に対して概ね直角である。
【0069】
図10A及び図10Bの電気コネクタ98は、キャップ106に沿って縦方向に延在する中心溝108を有するキャップ106を含む。溝108は、ほぼ溝108のサイズである編組線/撚り線110を受ける。所望に応じて、溝108内で受ける線110の端部は、はんだを含むことができる。キャップ106の対向する側部に沿って、脚部112が設けられる。脚部112はキャップから溝108が面しているのと同じ方向に延在する。好ましい実施形態では、脚部112はキャップ106の縦方向の長さに延在する。しかし、脚部112はキャップ106の長さに沿って断続的に設けることができる。
【0070】
脚部112を形成する際に、脚部の最も外側の表面が剪断表面114を画定する。剪断表面114は概ね、窪み100の側壁104に対して傾斜している。脚部112の頂点は、窪み100の底壁102に概ね平行な平面であることが好ましい。しかし、脚部112の頂点は他の形状も含むことができる。
【0071】
電気コネクタ98の超音波溶接中に、キャップ106に圧力が加えられ、超音波エネルギが伝達される。脚部112は、超音波エネルギを誘導し、集束するように作用し、その結果、窪みの剪断表面114及び側壁104が溶融し、超音波エネルギが弱まると、相互に溶接される。また、脚部112の頂点116が窪み100の底面102に接触すると、脚部112の頂点116も底面102に超音波溶接される。同様に、超音波溶接中に発生した熱は、導電性装着位置30への線110のはんだ付けを実現する。
【0072】
好ましい実施形態に関する先の説明は単に例示的な性質であり、決して本発明又はその応用又は使用法を限定するものではない。当業者には以前の説明から、請求の範囲で規定されるような本発明の範囲から逸脱することなく、本発明の好ましい実施形態を改修し、変更できることが認識される。
【特許請求の範囲】
【請求項1】
基質を含む透明プラスチックパネル、
前記基質に重なり、少なくとも1つの導電性装着位置を含む導電性グリッド、及び
前記パネルに固定され、プラスチック部分及び導電性部分を含む電気コネクタであって、前記プラスチック部分が前記パネルに超音波溶接され、前記導電性部分が前記導電性装着位置に電気接続される電気コネクタ、を備える
透明プラスチックの自動車パネルシステム。
【請求項2】
前記コネクタに電気接続された電気系統の端子をさらに備える請求項1記載のシステム。
【請求項3】
前記導電性グリッドがアンテナ、電界発光輪郭線、電気スイッチ、加熱グリッド及び発色デバイスのうちの1つである請求項1に記載のシステム。
【請求項4】
前記導電性グリッドが前記パネルに直接適用され、前記コネクタの前記プラスチック部分が前記導電性グリッドを通して延在する請求項1に記載のシステム。
【請求項5】
前記導電性グリッドが前記パネルに直接適用され、前記コネクタの前記プラスチック部分が前記導電性グリッドの周囲に少なくとも部分的に延在する請求項1に記載のシステム。
【請求項6】
前記パネルが基質上に保護コーティングを含み、前記導電性グリッドが前記保護コーティング上に適用され、前記コネクタの前記プラスチック部分が前記導電性グリッド及び前記保護コーティングを通して延在する請求項1に記載のシステム。
【請求項7】
前記導電性グリッドが前記パネルの基質上の保護コーティング上に適用され、前記コネクタの前記プラスチック部分が前記導電性グリッドの周囲に少なくとも部分的に延在する請求項1に記載のシステム。
【請求項8】
前記コネクタの前記導電性部分が前記コネクタの前記プラスチック部分内でインサート成形される請求項1に記載のシステム。
【請求項9】
前記導電性部分がねじ穴を含む請求項8に記載のシステム。
【請求項10】
前記コネクタが自身上に形成されたローレット目を有する装着パッドを含み、前記ローレット目が前記パネルに接触している請求項1に記載のシステム。
【請求項11】
前記コネクタがプラスチックキャップを含み、前記キャップが前記パネルに超音波溶接され、前記コネクタの前記導電性部分を前記導電性装着位置との接触状態で保持する請求項1に記載のシステム。
【請求項12】
前記コネクタの前記導電性部分が前記プラスチックキャップにインサート成形される請求項11に記載のシステム。
【請求項13】
前記導電性部分が前記キャップと前記導電性装着位置との間に配置されたはんだボタンである請求項11に記載のシステム。
【請求項14】
前記キャップが前記キャップに沿って縦方向に延在する溝を含み、前記コネクタの前記導電性部分が前記溝内で受ける線を含む請求項11に記載のシステム。
【請求項15】
複数の横リブが前記溝内に設けられ、前記リブが前記線と係合する請求項14に記載のシステム。
【請求項16】
前記キャップが複数の脚部を含み、前記脚部が前記パネルに超音波溶接される請求項11に記載のシステム。
【請求項17】
前記脚部が前記キャップ上に断続的に隔置される請求項16に記載のシステム。
【請求項18】
前記脚部が前記キャップに沿って縦方向に延在する請求項16に記載のシステム。
【請求項19】
前記脚部が前記キャップ上に周方向に配置される請求項16に記載のシステム。
【請求項20】
前記導電性装着位置が、前記キャップ上の前記脚部位置に対応する位置に形成された空隙を有する請求項16に記載のシステム。
【請求項21】
前記導電性部分が前記キャップの中心開口を通って延在する柱を含む請求項11に記載のシステム。
【請求項22】
前記柱が前記導電性装着位置に接触しているベース部分に接続され、前記ベース部分が前記中心開口より大きいサイズであり、前記キャップと前記導電性装着部分の間で圧縮されている請求項21に記載のシステム。
【請求項23】
前記キャップが前記パネル内に形成された窪み内に係合する請求項11に記載のシステム。
【請求項24】
前記キャップが前記パネル内の前記窪みを画定する部分との剪断接合部を画定する請求項23に記載のシステム。
【請求項25】
前記キャップが複数の脚部を含み、前記脚部が前記窪みを画定する部分の側壁に対して傾斜している側面を含み、前記脚部の前記側面が前記パネルの前記側壁に超音波溶接され、それとの剪断接合部を画定する請求項23に記載のシステム。
【請求項26】
前記導電性グリッドが前記プラスチックパネルと一体形成された加熱器グリッドであり、前記加熱器グリッドが対向する母線を有して、その間に複数のグリッド線が延在し、それにより前記複数のグリッド線が、電源からの電流が前記複数のグリッド線の各々を通る場合に、抵抗加熱を介して熱くなる請求項1に記載のシステム。
【請求項1】
基質を含む透明プラスチックパネル、
前記基質に重なり、少なくとも1つの導電性装着位置を含む導電性グリッド、及び
前記パネルに固定され、プラスチック部分及び導電性部分を含む電気コネクタであって、前記プラスチック部分が前記パネルに超音波溶接され、前記導電性部分が前記導電性装着位置に電気接続される電気コネクタ、を備える
透明プラスチックの自動車パネルシステム。
【請求項2】
前記コネクタに電気接続された電気系統の端子をさらに備える請求項1記載のシステム。
【請求項3】
前記導電性グリッドがアンテナ、電界発光輪郭線、電気スイッチ、加熱グリッド及び発色デバイスのうちの1つである請求項1に記載のシステム。
【請求項4】
前記導電性グリッドが前記パネルに直接適用され、前記コネクタの前記プラスチック部分が前記導電性グリッドを通して延在する請求項1に記載のシステム。
【請求項5】
前記導電性グリッドが前記パネルに直接適用され、前記コネクタの前記プラスチック部分が前記導電性グリッドの周囲に少なくとも部分的に延在する請求項1に記載のシステム。
【請求項6】
前記パネルが基質上に保護コーティングを含み、前記導電性グリッドが前記保護コーティング上に適用され、前記コネクタの前記プラスチック部分が前記導電性グリッド及び前記保護コーティングを通して延在する請求項1に記載のシステム。
【請求項7】
前記導電性グリッドが前記パネルの基質上の保護コーティング上に適用され、前記コネクタの前記プラスチック部分が前記導電性グリッドの周囲に少なくとも部分的に延在する請求項1に記載のシステム。
【請求項8】
前記コネクタの前記導電性部分が前記コネクタの前記プラスチック部分内でインサート成形される請求項1に記載のシステム。
【請求項9】
前記導電性部分がねじ穴を含む請求項8に記載のシステム。
【請求項10】
前記コネクタが自身上に形成されたローレット目を有する装着パッドを含み、前記ローレット目が前記パネルに接触している請求項1に記載のシステム。
【請求項11】
前記コネクタがプラスチックキャップを含み、前記キャップが前記パネルに超音波溶接され、前記コネクタの前記導電性部分を前記導電性装着位置との接触状態で保持する請求項1に記載のシステム。
【請求項12】
前記コネクタの前記導電性部分が前記プラスチックキャップにインサート成形される請求項11に記載のシステム。
【請求項13】
前記導電性部分が前記キャップと前記導電性装着位置との間に配置されたはんだボタンである請求項11に記載のシステム。
【請求項14】
前記キャップが前記キャップに沿って縦方向に延在する溝を含み、前記コネクタの前記導電性部分が前記溝内で受ける線を含む請求項11に記載のシステム。
【請求項15】
複数の横リブが前記溝内に設けられ、前記リブが前記線と係合する請求項14に記載のシステム。
【請求項16】
前記キャップが複数の脚部を含み、前記脚部が前記パネルに超音波溶接される請求項11に記載のシステム。
【請求項17】
前記脚部が前記キャップ上に断続的に隔置される請求項16に記載のシステム。
【請求項18】
前記脚部が前記キャップに沿って縦方向に延在する請求項16に記載のシステム。
【請求項19】
前記脚部が前記キャップ上に周方向に配置される請求項16に記載のシステム。
【請求項20】
前記導電性装着位置が、前記キャップ上の前記脚部位置に対応する位置に形成された空隙を有する請求項16に記載のシステム。
【請求項21】
前記導電性部分が前記キャップの中心開口を通って延在する柱を含む請求項11に記載のシステム。
【請求項22】
前記柱が前記導電性装着位置に接触しているベース部分に接続され、前記ベース部分が前記中心開口より大きいサイズであり、前記キャップと前記導電性装着部分の間で圧縮されている請求項21に記載のシステム。
【請求項23】
前記キャップが前記パネル内に形成された窪み内に係合する請求項11に記載のシステム。
【請求項24】
前記キャップが前記パネル内の前記窪みを画定する部分との剪断接合部を画定する請求項23に記載のシステム。
【請求項25】
前記キャップが複数の脚部を含み、前記脚部が前記窪みを画定する部分の側壁に対して傾斜している側面を含み、前記脚部の前記側面が前記パネルの前記側壁に超音波溶接され、それとの剪断接合部を画定する請求項23に記載のシステム。
【請求項26】
前記導電性グリッドが前記プラスチックパネルと一体形成された加熱器グリッドであり、前記加熱器グリッドが対向する母線を有して、その間に複数のグリッド線が延在し、それにより前記複数のグリッド線が、電源からの電流が前記複数のグリッド線の各々を通る場合に、抵抗加熱を介して熱くなる請求項1に記載のシステム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図9A】
【図9B】
【図10A】
【図10B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図9A】
【図9B】
【図10A】
【図10B】
【公表番号】特表2010−527120(P2010−527120A)
【公表日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願番号】特願2010−507627(P2010−507627)
【出願日】平成20年5月7日(2008.5.7)
【国際出願番号】PCT/US2008/062934
【国際公開番号】WO2008/137946
【国際公開日】平成20年11月13日(2008.11.13)
【出願人】(505365404)エクスアテック、エル.エル.シー. (51)
【Fターム(参考)】
【公表日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願日】平成20年5月7日(2008.5.7)
【国際出願番号】PCT/US2008/062934
【国際公開番号】WO2008/137946
【国際公開日】平成20年11月13日(2008.11.13)
【出願人】(505365404)エクスアテック、エル.エル.シー. (51)
【Fターム(参考)】
[ Back to top ]