
導電性ゴムローラーの製造方法および電子写真装置用ローラー
【課題】本発明は、内外径の縦横比が小さく、内径の寸法が安定しており、セル分布が均一で、周方向の硬度ムラ、抵抗ムラの無い導電性ゴムローラーの製造方法を提供する。
【解決手段】本発明の方法は、特定の未加硫ゴム組成物のチューブをマイクロ波加硫装置内で、ゴム押出し装置から連続して押出す押出し工程と、該未加硫ゴム組成物チューブを所定の速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して成形する工程とを含む。発泡・加硫して成形された発泡ゴムチューブの内径は、該導電性ゴムローラーの長手方向全域で、該導電性芯材の外径寸法に対して20〜35%小さく、該発泡ゴムチューブを該導電性芯材に接着剤を使用せずに圧入する。
【解決手段】本発明の方法は、特定の未加硫ゴム組成物のチューブをマイクロ波加硫装置内で、ゴム押出し装置から連続して押出す押出し工程と、該未加硫ゴム組成物チューブを所定の速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して成形する工程とを含む。発泡・加硫して成形された発泡ゴムチューブの内径は、該導電性ゴムローラーの長手方向全域で、該導電性芯材の外径寸法に対して20〜35%小さく、該発泡ゴムチューブを該導電性芯材に接着剤を使用せずに圧入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子写真複写装置、プリンター、静電記録装置等の画像形成装置において使用される導電性ゴムローラーの製造方法に関し、更には感光体等の像担持体に電子写真プロセス、静電記録プロセス等の作像手段で形成担持させたトナー像による可転写画像を紙等の被転写材に転写させる画像形成装置に搭載される転写ローラー等の電子写真装置用ローラーに関する。
【背景技術】
【0002】
複写機、プリンターなどの電子写真方式の画像形成装置の多くに帯電ローラー、転写ローラー、現像ローラー等の導電性ゴムローラーが用いられている。これらのゴムローラーに導電性を付与するのにカーボンブラックなどの導電性の充填材を加える方法、あるいはアクリロニトリルブタジエンゴム、エピクロルヒドリンゴム等のイオン導電性のゴム材料を配合する方法が挙げられる。これらのローラーは各々ドラムに対して荷重が加えられた状態で接触しており、また、これらのゴムローラーは用途の上で長時間通電される。そのため、抵抗値の変動が小さいゴム材料が望ましく、また、製造方法の問題等から転写ローラーや帯電ローラーではアクリロニトリルブタジエンゴム、エピクロロヒドリンゴム等のゴム材料が広く使用されている(例えば、特開平10−171210号公報及び特開2002−070835号公報参照)。
【0003】
これらのローラーに用いるゴム材料は、加硫剤、発泡剤、充填剤などを混練した原料組成物を用い、金型、押出機などで未加硫の円筒状ゴム成形体とした後、この未加硫の成形体を加熱により加硫発泡させて円筒状の発泡体に調製される。その後、円筒状の発泡体に芯金を圧入し、外周を円筒研磨してローラー形状にする手法が用いられている。
【0004】
従来これらの導電性ゴムローラーの製造方法としては、高圧蒸気による加硫缶により加硫する方法(例えば、特開平11−114978号公報参照)、円筒金型等による金型加硫(例えば、特開平11−201140号公報参照)、マイクロ波照射によるUHF加硫(例えば、特開2002−221859号公報参照)が挙げられる。これらの方法は、例えば加硫缶により加硫する方法は、得られるローラーの発泡体のセルが不均一で所望のセルを表面に出すために多量の研磨を行わなくてはならず、金型加硫による加硫方法は、段取りに時間が掛かり、且つ金型洗浄を行う必要があるため、多量のローラーを作製するのには不向きであった。
【0005】
また第1に、UHF加硫による方法は、段取りが良く、セルも均一となるが、ゴムが軟化した時にチューブが潰れ、チューブ内外径の縦横比が不均一となってしまう。更に、このチューブの不均一性が周方向の硬度、抵抗ムラの原因となっていた。更に、このチューブの不均一性を解消するために短いUHF装置を複数台連結し、マイクロ波の照射出力に勾配を付ける方法が公知の技術として知られているが、長大な装置となっているために、経過時間が長くなり、マイクロ波が照射され過ぎてしまい、ゴム材料のエピクロルヒドリンゴム、アクリロニトリルブタジエンゴムの変質が起こり、該ゴム材料の持つ体積固有抵抗値が高くなってしまう。このため、前記の方法は複写機、プリンター等に使用する導電性ゴムローラーには不向きであったし、また、こうした抵抗値等の精細な性能の要求される小径のローラーへの技術展開を紹介するものは無かった。また、この加硫ゴムチューブに予め所定の位置に導電性接着剤を塗った導電性芯材を圧入、熱処理を行うが、接着剤のムラによる部分的な剥離、またはそれによる帯電ムラを生じる場合がある。更に、接着剤に含まれる有機溶剤の取り扱いや環境問題の点からも接着剤レスでの加硫ゴムチューブと導電性芯材との一体化が望まれる。加硫チューブが導電性芯材をある一定の圧力で締付けることで接着剤レスは可能であるが、従来技術では内径の寸法安定性が不十分であり製品としては更なる精度向上がもとめられるものであった。こうした背景から、発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無いことが要求される複写機、プリンター等に使用される導電性ゴムローラーの製造方法においては、製造工程における段取り性や生産性の良い製造方法が求められている。
【0006】
また第2に、UHF加硫では段取りが良く、セルも均一となりうるが、ゴムチューブが炉内で加熱する際に、ゴムが軟化しコンベアやローラーとの接触面積が増えるため、局部的な発泡ムラが発生していた。特にゴムの軟化が大きい場合には、該ゴムチューブの内径が変形するため、該ゴムチューブの歩留まりが悪くなり経済的に問題となっていた。更に前記ゴムチューブで発生した発泡ムラに起因して周方向の硬度、抵抗ムラの原因となっていた(特開2002−221859号公報)。一方、複層構造のゴムチューブを用いて内層のゴム組成物を選択的に加硫してチューブの内径を保持することが報告されているが(特開2003−246485号公報)、発泡ムラの改善までは至っていない。上記紹介した事例ではいずれも発泡ムラに関する十分な分析はなされていないため、均一なセルを有したローラーの製造方法としては不十分である。
【0007】
また第3に、UHF加硫では段取りが良く、セルも均一となりうるが、ゴムチューブが炉内で加熱する際に、ゴムが軟化しコンベアやローラーとの接触面積が増えるため、局部的な発泡ムラが発生していた。特にゴムの軟化が大きい場合には、該ゴムチューブの内径が変形するため、該ゴムチューブの歩留まりが悪くなり経済的に問題となっていた。更に、前記ゴムチューブで発生した発泡ムラに起因して周方向の硬度、抵抗ムラの原因となっていた(特開2002−221859号公報)。上記紹介した事例ではいずれも発泡ムラに関する十分な分析はなされていないため、均一なセルを有したローラーの製造方法としては不十分であった。
【0008】
また、上記ゴム材料をマイクロ波で加熱する場合、その比誘電率(εr)及び誘電体力率(tanδ)との積εr・tanδで表される誘電損失係数を変化させることでゴムの加熱量の調整が可能となる。この誘電損失係数に着目し、誘電損失係数の値の小さいゴム成分中に導電性カーボンブラックを添加配合して、加硫する方法が報告されているが(特開平6−344510号公報及び特開平10−309725号公報)、本例では無極性の天然ゴムを加熱するために誘電損失係数を1.0まで大きくする手法をとられている。しかしながら、本発明で規定するような極性ゴムを含む系では、上記誘電損失係数を1.0まで大きくした場合、ゴムの過加熱となってしまう場合があった。
【0009】
また第4に、UHF加硫では段取りが良く、セルも均一となりうるが、ゴムチューブが炉内で加熱する際に、ゴムが軟化しコンベアやローラーとの接触面積が増えることがある。特に加硫初期段階では、ゴムの粘度が大きく低下するので前記ゴムチューブを搬送するコンベアあるいはローラーに付着、特にローラーでは巻きつくなどの問題があった。そのため、加硫工程の歩留まりの悪化や稼働率の低下などが発生し、経済的に問題となっていた。更に前記ゴムチューブとコンベアもしくはローラーとの接触面では発泡ムラが生じることがあり、そのため周方向の硬度、抵抗ムラの原因となっていた。また、ローラー形状にする際の円筒研磨では、発泡ムラの部分を残さないために研磨量が増え、その結果、ゴム材料の廃棄量が増加し、経済的、環境的にも問題があった(例えば特開2002−221859号公報参照)。
【0010】
また第5に、従来これらのゴムローラーに導電性を付与するのにカーボンブラックなどの導電性の充填材を加える方法、あるいはアクリロニトリルブタジエンゴムの中にエピクロルヒドリンゴムを配合しエピクロルヒドリンゴムで抵抗値を下げる方法が挙げられる。しかし、エピクロルヒドリンゴムを多量に配合すると温度・湿度の環境変化による抵抗値変動が大きくなってしまうことが問題となっている。更に、エピクロルヒドリンゴムを多量に配合したものにマイクロ波を照射すると主鎖のエーテル結合が切断され軟化劣化しローラーの硬度が不安定になってしまうことが知られている。こうした背景から、発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無く、更に低抵抗領域で温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定していることが要求される複写機、プリンター等に使用される導電性ゴムローラーの製造方法においては、製造工程における段取り性や生産性の良い製造方法が求められている。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の第1の目的は、発泡ゴム層を有する転写ローラー、帯電ローラー、現像ローラー等の電子写真装置用の導電性ゴムローラーであって、ゴム組成物チューブを、マイクロ波照射により昇温加熱して、発泡・加硫させて、内外径の縦横比が小さく、内径の寸法が安定しており、セル分布が均一で、且つ、周方向の硬度ムラ、抵抗ムラの無い導電性ゴムローラーの製造方法および電子写真装置用ローラーを提供することである。
【0012】
本発明の第2の目的は、画像形成装置に用いられる導電性ゴムローラーの製造方法であって、セル分布が均一で、かつ硬度、抵抗ムラのない導電性ゴムローラーの製造方法を提供すること、並びに該製造方法により得られる導電性ゴムローラー及び其の用途形態としての転写ローラーを提供することである。
【0013】
本発明の第3の目的は、上記課題を解決することであり、画像形成装置に用いられる導電性ゴムローラーであって、セル分布が均一で、かつ硬度ムラのない導電性ゴムローラーを提供すること、並びに該導電性ゴムローラーの製造方法及び其の用途形態としての転写ローラーを提供することである。
【0014】
本発明の第4の目的は、電子写真装置に用いられる導電性ゴムローラーの製造方法であって、セル分布が均一で、かつ硬度、抵抗ムラのない、更にゴムの研磨量を最小限にした導電性ゴムローラーの製造方法を提供すること、並びにその結果物としての導電性ゴムローラー及びその用途形態としての転写ローラーを提供することである。
【0015】
本発明の第5の目的は、発泡ゴム層を有する転写ローラー、帯電ローラー、現像ローラー等の電子写真装置用の導電性ゴムローラーであって、未加硫ゴム組成物チューブを、マイクロ波照射により昇温加熱して、発泡・加硫させて、内外径の縦横比が小さく、セル分布が均一で、かつ、周方向の硬度ムラ、抵抗ムラが無く、更に温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定している導電性ゴムローラーの製造方法および電子写真装置用ローラーおよび転写ローラーを提供することである。
【課題を解決するための手段】
【0016】
上記第1の目的を達成するための本発明(以下「第1発明」という)は、導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、該発泡ゴム層を形成するゴム組成物が、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体、またはその混合物を含むゴム組成物であり、未加硫の該ゴム組成物のチューブをマイクロ波加硫装置内で、ゴム押出し装置から連続して押出す押出し工程と、次いで該未加硫ゴム組成物チューブを0.5〜3.0m/minの搬送速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して成形する工程とを含み、かつ、発泡・加硫して成形された発泡ゴムチューブの内径は、該導電性ゴムローラーとしての長手方向全域で、該導電性芯材の外径寸法に対して20〜35%小さいものであり、該発泡ゴムチューブを該導電性芯材に接着剤を使用せずに圧入したことを特徴とする導電性ゴムローラーの製造方法である。また、本発明は上記本発明の導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたことを特徴とする電子写真装置用ローラーである。
【0017】
上記第2の目的を達成するための本発明(以下「第2発明」という)は、導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及び発泡剤を含有し、該ゴム層は170℃〜230℃におけるガス発生速度が2ml/g・min〜4ml/g・minであり、熱風及びマイクロ波を発生するマイクロ波加硫炉によって行われる該ゴム層の加硫発泡工程を有し、該加硫発泡工程におけるマイクロ波加硫炉の加熱雰囲気温度が、該ゴム層の初期加硫時間T10と初期発泡時間Tp10の比T10/Tp10が1以上3未満であり、かつ該T10が90秒以内となるように温度管理することを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該現像手段に搭載する転写ローラーとしての、上記導電性ゴムローラーの使用である。
【0018】
上記第3の目的を達成するための本発明(以下「第3発明」という)は、導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及びカーボンブラックを含み、該ゴムの合計を100質量部としたとき、該カーボンブラックは5〜30質量部となるように混練する工程と、次いで熱風及び2450±50MHzのマイクロ波を発生するマイクロ波加硫炉による該ゴム層の加硫発泡工程と、を有し、該混練工程による未加硫ゴムの誘電損失係数εr・tanδが0.3〜0.5であることを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該現像手段に搭載する転写ローラーとしての、上記導電性ゴムローラーので使用である。
【0019】
上記第4の目的を達成するための本発明(以下「第4発明」という)は、導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、前記発泡ゴム層が、マイクロ波の照射を行うマイクロ波加硫炉におけるマイクロ波の照射と熱風による加硫発泡工程を経て形成され、前記マイクロ波加硫炉における搬送手段がポリテトラフルオロエチレンコーティングを施したメッシュベルトであり、前記ゴム層の加硫後の外径A(mm)と前記メッシュベルトの開口率B(%)の比A/Bが0.2以上0.4以下であることを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、電子写真装置に用いる導電性ゴムローラーであって、前記導電性ゴムローラーの製造方法により製造され、周方向のアスカーC硬度差が1°以下であることを特徴とする導電性ゴムローラーである。また、本発明は、電子写真装置の転写装置に搭載される転写ローラーとしての、前記導電性ゴムローラーの使用である。
【0020】
上記第5の目的を達成するための本発明(以下「第5発明」という)は、導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、該発泡ゴム層を形成するゴム組成物が、プロピレンオキサイドの組成比率が1〜20mol%、アリルグリシジルエーテルの組成比率が5〜15mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体を全ポリマー分100質量部中に0.1〜50.0質量部含むゴム組成物であり、未加硫の該ゴム組成物のチューブを出力0.1〜1.5kWを有するマイクロ波加硫装置内で、ゴム押出し装置から連続で押出す押出し工程と、次いで該未加硫ゴム組成物チューブを0.5〜3.0m/minの搬送速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して発泡ゴムチューブを成形する工程とを含むことを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、上記本発明の導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたことを特徴とする電子写真装置用ローラー、特に、転写ローラーである。
【0021】
第1発明の導電性ゴムローラーの製造方法によれば、発泡ゴムチューブの内外径の縦横比を小さくし、セル分布が均一で且つ、周方向の硬度ムラ、抵抗ムラの無い導電性ゴムローラーを提供することが可能となる。また、上記導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたローラーは電子写真装置用ローラーとして、特に転写ローラーとして、好適に使用することができる。
【0022】
第2発明の導電性ゴムローラーの製造方法によれば、周方向の発泡ムラが無くなるため、抵抗値及び硬度がローラー全域にわたって均一な導電性ゴムローラーを提供することが可能となる。
【0023】
第3発明の導電性ゴムローラーの製造方法によれば、特に周方向のセルムラが無く、硬度ムラの無い導電性ゴムローラーを提供することが可能となる。
【0024】
第4発明の導電性ゴムローラーの製造方法によれば、前記加硫発泡前のゴム層と搬送用メッシュベルトとの接触面積が適正化され、発泡ムラが無くなるため、抵抗値及び硬度がローラー全域にわたって均一な導電性ゴムローラーを提供することが可能となる。また、発泡ムラが無いために、研磨量も最小限にすることが可能となり、経済的、環境的にも好適な製造方法が提供される。
【0025】
第5発明の導電性ゴムローラーの製造方法によれば、発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無く、更に低抵抗領域で温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定している導電性ゴムローラーを提供することが可能となる。また、上記導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたローラーは電子写真装置用ローラーとして、特に転写ローラーとして、好適に使用することができる。
【0026】
従って、上記製造方法による導電性ゴムローラーは電子写真装置用ローラーとして、特には転写ローラーなどに好適に使用することができる。
【図面の簡単な説明】
【0027】
【図1】図1は、本発明で得られた一実施形態の導電性ゴムローラーの斜視図である。
【図2】図2は、本発明の導電性ゴムローラーまたは電子写真装置用ローラーを備えた画像形成装置の一例の断面概略図である。
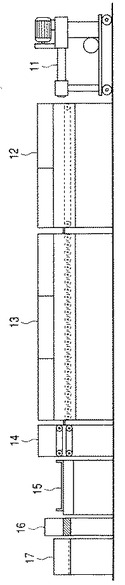
【図3】図3は、本発明における加硫成形装置の一例の断面概略図である。
【発明を実施するための形態】
【0028】
以下、本発明について詳細に説明する。
【0029】
(本発明の導電性ゴムローラーと画像形成装置との関係の説明)
図2に、本発明で得られた導電性ゴムローラーまたは本発明の電子写真装置用ローラーを備えた画像形成装置の一例を示す。同図に示す画像形成装置は、電子写真方式の、プロセスカートリッジを使用したレーザプリンタであり、同図はその概略構成を示す縦断面図である。また、同図に示す画像形成装置には、本発明で得られた導電性ゴムローラーまたは本発明の電子写真装置用ローラーが帯電ローラー2、転写ローラー6または現像ローラー30として装着される。
【0030】
同図に示す画像形成装置は、像担持体として、ドラム型の電子写真感光体(感光ドラムと表すことがある)1を備えている。感光ドラム1は、接地された円筒アルミニウム支持体の外周面に、有機光導電体(OPCと表すことがある)からなる感光層を設けたものである。この感光ドラム1は、駆動手段(不図示)により、矢印R1方向に所定のプロセススピード(周速度)、例えば50mm/sで回転駆動される。
【0031】
感光ドラム1表面は、接触帯電部材としての帯電ローラー2によって均一に帯電される。帯電ローラー2は、感光ドラム1表面に接触配置されており、感光ドラム1の矢印R1方向の回転に伴って矢印R2方向に従動回転する。帯電ローラー2には、帯電バイアス印加電源(高圧電源)により振動電圧(交流電圧VAC+直流電圧VDC)が印加され、これにより感光ドラム1表面は、−600V(暗部電位Vd)に一様に帯電処理される。帯電後の感光ドラム1表面は、レーザスキャナから出力されてミラーによって反射されたレーザ光3、すなわち、目的の画像情報の時系列電気デジタル画像信号に対応して変調されたレーザ光により走査露光を受ける。これにより、感光ドラム1表面には、目的の画像情報に対応した静電潜像(明部電位Vl=−150V)が形成される。
【0032】
その静電潜像は、現像装置4の現像ローラー30に印加された現像バイアスによって、トナー5が負に帯電され、感光ドラム1表面に付着され、トナー像として反転現像される。
【0033】
一方、給紙部(不図示)から給搬送された紙等の被転写材7が、転写ガイドにガイドされて、感光ドラム1と転写ローラー6との間の転写部(転写ニップ部)Tに、感光ドラム1上のトナー像とタイミングを合わせるようにして供給される。転写部Tに供給された被転写材7は、転写バイアス印加電源(不図示)により転写ローラー6に印加された転写バイアスによって、表面に感光ドラム1上のトナー像が転写される。このとき、被転写材7に転写されないで感光ドラム1表面に残ったトナー(残留トナー)は、クリーニング装置9のクリーニングブレード8によって除去される。
【0034】
転写部Tを通った被転写材7は、感光ドラム1から分離されて定着装置10へ導入され、ここでトナー像の定着処理を受け、画像形成物(プリント)として画像形成装置本体外部に排出される。
【0035】
(導電性ゴムローラーの製造方法に関する説明)
図1に、本発明で得られた一実施形態の導電性ゴムローラーの斜視図を示す。
【0036】
本発明の導電性ゴムローラーは、導電性芯材61上に発泡ゴム層62を有する。導電性芯材61としては、外径φが、好ましくは、4〜10mmの、鉄、銅、ステンレス等の金属材料の丸棒を用いることができる。更にこれらの表面に防錆や耐傷性付与を目的としてメッキ処理を施してもさしつかえない。
【0037】
特に、第1発明における発泡ゴム層62を形成するための原料であるゴム組成物は、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体、またはその混合物を含み、更に所望の場合にはアゾジカルボンアミド系の発泡剤、硫黄、有機過酸化物、トリアジン、ポリアミン等の加硫剤、チウラム系、チアゾール系、グアニジン系、スルフェンアミド系、ジチオカルバミン酸塩系、チオウレア系の加硫促進剤、カーボンブラック等の導電剤、炭酸カルシウム等の充填材、その他の助剤を含む。エピクロルヒドリンゴムとしては、例えば、日本ゼオン(株)製のゼクロン3106(商品名)を、アクリロニトリルブタジエンゴムとしては、例えば、日本ゼオン(株)製のDN401(商品名)を、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体としては、日本ゼオン(株)製のゼオスパン8030;商品名)を、アゾジカルボンアミド系の発泡剤としては、例えば、永和化成工業(株)製のビニホールAC(商品名)を好ましく用いることができる。
【0038】
特に、第2〜4発明のゴム材料に使用される原料ゴムとしては、ゴム主成分としてアクリロニトリルブタジエンゴム、エピクロルヒドリンゴム、又はその混合物を含み、これを所定量混合する。その他、ポリスチレン系高分子材料、ポリオレフィン系高分子材料、ポリエステル系高分子材料、ポリウレタン系高分子材料、ポリ塩化ビニル(RVC)等の熱可塑性エラストマー、アクリル系樹脂、スチレン酢酸ビニル共重合体、ブタジエン−アクリロニトリル共重合体等の高分子材料等や、これらゴム、エラストマー、樹脂の混合物を用いることができる。
【0039】
また、第2〜4発明では、カーボンブラック等の導電材、炭酸カルシウム等の充填材、また、前記ゴムに導電性を付与するために添加される導電性物質は、公知の物質を用いることが可能である。導電性物質としては、導電性粒子やイオン導電剤が挙げられ、例えば、導電性粒子として、導電性カーボンブラック、TiO2、SnO2、ZnO、SnO2とSbO3の固溶体等の金属酸化物、CuやAg等の金属粉末等が挙げられ、またイオン導電剤として、LiCIO4やNaSCN等が挙げられ、前記ゴムに単独で若しくは複数を添加し分散させることによって、所望の電気抵抗を得ることが可能である。また、ゴム主鎖中あるいは側鎖に極性を有する分子等を導入することにより導電化することもできる。
【0040】
第3発明では、ゴムの合計を100質量部としたときカーボンブラックが5〜30質量部である。5質量部未満では、マイクロ波を照射した際にゴムの発熱量が不十分となり、付随する発泡反応、加硫反応が不完全となる。一方、30質量部を超えるとゴムの発熱量は高くなるが、カーボンブラックの分散が悪いものでは加熱ムラになったり、更には発熱し過ぎて熱劣化してしまう。なお、カーボンブラックの種類については特に限定されないが、平均粒子径が70〜100ナノメートルのものを好ましく用いることができる。
【0041】
また、第2〜4発明で用いる発泡剤は、有機発泡剤のA.D.C.A(アゾジカルボンアミド)系が特に好ましい。その他の有機発泡剤としては、例えば、D.P.T(ジニトロソペンタメチレンテトラアミン)系、T.S.H(p−トルエンスルホニルヒドラジド)系、O.B.S.H(オキシビスベンゼンスルフェニルヒドラジド)系等を単独で若しくは混合して用いることが可能である。発泡剤の分解温度は、尿素樹脂や酸化亜鉛等の発泡助剤等を加えて低下させることもできる。本発明で用いる発泡剤は、本発明で規定されるゴム配合において170℃〜230℃におけるガス発生速度が2ml/g・min〜4ml/g・minとなるような配合に調整している。
【0042】
また、第2〜4発明で用いる発泡助剤としては、尿素系化合物、酸化亜鉛や酸化鉛等の金属酸化物、サリチル酸やステアリン酸等を主成分とする化合物等が挙げられ、使用する発泡剤に対応して適切な作用を期待できる発泡助剤を添加することができる。
【0043】
また、第2〜4発明で用いる加硫剤としては、硫黄や金属酸化物等が挙げられる。加硫促進剤は各種知られているが、チアゾール系促進剤やチウラム系促進剤を使用している。チアゾール系促進剤及びチウラム系促進剤の併用は、圧縮によるゴムの変形に対するCセット性に効果があることが一般的に知られている。具体的なチアゾール系促進剤としては、2−メルカプトベンゾチアゾールやジベンゾチアジルジスルフィド等があるが、本発明では未加硫生地の貯蔵安定性を示すスコーチ性が少なく、チウラム系促進剤と併用されるジベンゾチアジルジスルフィドが好ましい。また、チウラム系促進剤としては、テトラメチルチウラムモノスルフィド、テトラエチルチウラムジスルフィド、テトラキス(2−エチルヘキシル)チウラムジスルフィド及びジペンタメチレンチウラムテトラスルフィド等が挙げられ、耐スコーチ性に優れたテトラキス(2−エチルヘキシル)チウラムジスルフィドが好ましい。なお、その他のチアゾール系促進剤及びチウラム促進剤においても使用条件を整えることで本発明に適用可能である。
【0044】
特に、第2発明におけるチウラム系促進剤は、分子量200以上650以下であるものを使用するのが好ましく、これにより本発明における初期加硫時間T10と初期発泡時間T10のバランスを調整している。分子量が200未満であると、加硫速度が速くなりマイクロ波加硫において充分な発泡が得られ難くなり、一方、650を超えると架橋密度が低くなるので発泡セルが大きくなり硬度が低くなるだけではなく、ローラーのCセットによる白スジが画像上に発生するという問題が生じ易くなる。
【0045】
特に、第5発明における発泡ゴム層62を形成するための原料であるゴム組成物は、エチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルからなり、プロピレンオキサイドの組成比率が1〜20mol%、アリルグリシジルエーテルの組成比率が5〜15mol%である三元共重合体を全ポリマー分100質量部中に0.1〜50.0質量部含み、この他のポリマー分としてエピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、EPDM、ブタジエンゴム、スチレンブタジエンゴム、イソプレンゴム、ブチルゴム、クロロプレンゴムのいずれかあるいはこれらの混合物を含む。更に所望の場合には、アゾジカルボンアミド系の発泡剤、硫黄、有機過酸化物、トリアジン、ポリアミン等の加硫剤、チウラム系、チアゾール系、グアニジン系、スルフェンアミド系、ジチオカルバミン酸塩系、チオウレア系の加硫促進剤、カーボンブラック等の補強材、炭酸カルシウム等の充填材、その他の助剤を含む。エチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテル三元共重合体としては、例えば、エチレンオキサイドが86.0〜88.0mol%、プロピレンオキサイドが1.2〜1.4mol%、アリルグリシジルエーテルが11.0〜13.0mol%の組成比率のものや、日本ゼオン(株)製のゼオスパン8030を、エピクロルヒドリンゴムとしては、例えば、日本ゼオン(株)製のゼクロン3106(商品名)を、アクリロニトリルブタジエンゴムとしては、例えば、日本ゼオン(株)製のDN401(商品名)を、アゾジカルボンアミド系の発泡剤としては、例えば、永和化成工業(株)製のビニホールAC(商品名)を好ましく用いることができる。
【0046】
本発明において、上記各成分からゴム組成物を調製する方法は、特に限定されず、例えば、使用する原料、組成等に応じて、公知の方法の中から適したものを選択すればよい。具体的には、例えば、ゴム成分、発泡剤、導電剤、加硫剤、加硫促進剤等の所定の成分を、例えば、バンバリーミキサーまたはニーダー等の密閉式混練機を用いて混練しゴム組成物を調製すればよい。
【0047】
図3に、本発明において使用することのできる加硫成形装置の一例を示す。本装置は、押出機11、昇温加熱手段としてのマイクロ波加硫装置(UHF加硫装置と表すことがある)12、所望の場合には熱風加熱手段である熱風加硫装置(HAV加硫装置と表すことがある)13、巻引取機14、冷却槽15、定尺切断機16および自動芯金圧入機17で構成される。
【0048】
上述した、例えば、バンバリーミキサーまたはニーダー等の密閉式混練機で混練して調製したゴム組成物は、オープンロールとリボン成形分出し機(不図示)によりリボン状に成形された後に、押出機11に投入される。UHF加硫装置12は、ポリテトラフルオロエチレン(PTFE)でコーティングされたメッシュのベルト、またはPTFEを被覆したコロを備えており、押出機11で押出し成形された未加硫のゴム組成物チューブはこの上を搬送されて行き、搬送される間にマイクロ波が照射され昇温加熱されて発泡され、加硫され(「発泡・加硫され」と表すことがある)て発泡ゴムチューブが形成される。この発泡ゴムチューブは、HAV加硫装置13に搬送される。UHF加硫装置12とHAV加硫装置13の間は、PTFEを被覆したコロで連結されている。HAV加硫装置13は、PTFEを被覆したコロを備えており、発泡ゴムチューブはこの上を搬送されて行き、搬送される間熱風に曝されて加熱されて更に加硫される。発泡ゴムチューブは、引取機14で引き取られ、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断される。その後続けて自動芯金圧入機17により導電性ゴムチューブに芯金が圧入され、導電性を有する発泡ゴムチューブが調製される。
【0049】
UHF加硫装置12、HAV加硫装置13および引取機14、冷却槽15、定尺切断機16、自動芯金圧入機17の長さは、本実施形態では、順に、4m、6m、1m、1m、1.5m、2mとなっている。UHF加硫装置12とHAV加硫装置13との間およびHAV加硫装置13と引取機14との間の間隙は0.1〜1.0mとなるように設定されている。
【0050】
続いて、発泡ゴムチューブをHAV加硫装置13に搬送し、発泡ゴムチューブを搬送しながらHAV加硫装置13の熱風炉中で加熱して加硫を完了させる。HAV加硫装置13の熱風炉における加熱条件は、特に限定されないが、通常、150〜300℃で2分〜10分熱風加熱するのが好ましい。なお、HAV加硫装置13の熱風炉は、ガス炉を熱源とする熱風炉とするのが好ましい。ガス炉を熱源とする熱風炉とするとガス燃焼時に微量に発生する水蒸気により均一な加熱状態が得られる。
【0051】
加硫を完了させて得られた上記発泡ゴムチューブは引取機14で引き取られ、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断される。
【0052】
特に、第1発明では、上記加硫成形装置において、ゴム組成物を押出機11でチューブ状に押出して成形した未加硫のゴム組成物チューブは、該押出機11より押出された直後にUHF加硫装置12内に搬送され、該UHF加硫装置内を、0.5〜3.0m/minの搬送速度で搬送される。該UHF加硫装置12内において、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、好ましくは照射出力0.3〜3.0kWのマイクロ波を照射し、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する。マイクロ波を照射する区域の長さは4m以下であり、3m以下とするのが好ましい。そして、其の限界は1m程度と考えられる。マイクロ波を照射する区域の長さを4m以下とすると、均一で安定した発泡状態が得られ均一な内径寸法となる。限界の1m程度の場合には、スパークする可能性があり、実際的では無い。搬送速度は、0.5〜3.0m/minであり、1.0〜3.0m/minとするのがより好ましい。搬送速度を0.5m/min以上とすると、より安定した加硫状態が得られ、また、搬送速度を3.0m/min以下とすると、より安定した発泡状態が得られ均一な内径寸法となる。マイクロ波照射出力は0.3〜3.0kWとするのが好ましく、0.3〜2.0kWとするのがより好ましい。マイクロ波照射出力を0.3kW以上とすると、短い装置構成の場合においても充分な照射を行うことができる。一方、3.0kW以下とすると、過剰に加熱されることを容易に避けることができ、精細な内径寸法を必要とする導電性ゴムローラーを製造する場合においても、制御が非常に容易となる。
【0053】
また、第1発明では、発泡・加硫して成形された発泡ゴムチューブの内径(b)が、導電性ゴムローラーの長手方向全域で、導電性芯材の外径寸法(a)に対して20〜35%小さくする必要があり、20〜30%小さくすることが好ましい。20%より小さいと圧入後、発泡ゴムチューブが導電性芯材から抜ける不具合が生じ、35%より大きいと導電性芯材に圧入できない不具合が生じる。また、定尺切断機16により切断後、自動芯金圧入機17によりホットメルト接着剤、または加硫接着剤等の接着剤を塗布していない導電性芯材を上記発泡ゴムチューブの内径部に圧入し、導電性を有する発泡ゴムチューブを被覆する。
【0054】
特に、第2発明では、上記UHFにおいてマイクロ波の強度は0.5〜3.0kWが好ましい。0.5kW未満になると温度が上がらないため、加硫、発泡共に不十分となり易い。一方、3.0kWより高い強度を照射するとゴムは250℃以上に加熱され、過加硫となり、更には発火の危険性もあり、品質だけではなく生産面においても好ましくない。このとき、UHFの加熱雰囲気温度は、前記ゴム層の初期加硫時間T10と初期発泡時間Tp10の比T10/Tp10が1以上3未満であり、かつ前記T10が90秒以内となる温度としている。この温度条件を設定することにより該ゴム層の加硫と発泡がバランス良く進行し、発泡ムラの無いゴムチューブの製造が可能となる。即ち、このときにT10/Tp10が1未満になる雰囲気温度では、発泡よりも加硫が速く進行し、セルの形成が困難となる。一方、T10/Tp10が3以上となる雰囲気温度においては、発泡反応が加硫反応よりも早く進行する。特に、前記UHF炉内においてはマイクロ波により均一かつ高速でゴム全体が加熱されるため、発泡反応は急速に加速される。しかし、T10/Tp10が3以上であるために、加硫が発泡に追従できず、セルを均一に形成させるのが困難となる。特に、該ゴムチューブの温度が雰囲気温度よりも高くなる場合は、該ゴムチューブの表面は放熱となり、内部と温度差ができる。その結果、表面近傍の加硫が遅くなるため、表面付近で発泡ムラが発生し易い。また、UHF炉の加熱雰囲気温度は前記T10が90秒以内となる温度に設定・管理することが必要である。90秒を超える温度では、UHF炉で加硫が十分進行せず、HAVで外側から加硫が進行するため、該ゴムチューブは外径側のセルが大きくなる。更に、マイクロ波の出力を高く設定した場合、該ゴムチューブの表面と内部の温度差が大きくなるため、発泡ムラが発生する。
【0055】
なお、第2発明では、ゴム層の170℃〜230℃におけるガス発生速度は2ml/g・min〜4ml/g・minである。このガス発生速度になるように該ゴム層の温度を調整、即ちUHF炉の加熱雰囲気温度を調整することにより、第2発明において使用する装置において発泡反応を完結させることが可能である。なお、前記ガス発生速度が2ml/g・min未満では発泡が不十分となる。一方、4ml/g・minを超えると、ガス抜けが生じる。また、上記T10/Tp10及びT10、更にガス発生速度を上記のように適正化することにより、発泡セルを均一にかつ、直径を0.3mm以下に調整している。0.3mmを超える場合、前記転写ローラーにおいて感光ドラムにセルの痕跡が残り易くなるため、好ましくない。
【0056】
特に、第3発明では、ゴム層の未加硫における誘電損失係数εr・tanδは0.3〜0.5である。これは第3発明で適用できる極性ゴム含有のゴム層を有する転写ローラー等の導電性ローラーにおいて、マイクロ波照射による加硫発泡工程が良好に進行する範囲となる。この範囲を逸脱する場合、例えば0.3未満であるとマイクロ波による加熱が不十分となり、加硫が進まないもしくは不完全となってしまう。一方、0.5を超えると、過加熱となり該ゴム層の熱劣化が懸念される。
【0057】
第3発明では、上記マイクロ波の照射は、例えば炉内雰囲気温度200℃に設定したUHF12内で、2450±50MHzのマイクロ波を使用して行う必要がある。マイクロ波が2450±50MHzであることにより該ゴムチューブを、照射ムラが少なくかつ効率良く照射することが可能である。UHF炉内での熱風の温度は150℃〜250℃が好ましく、特には180℃〜230℃が好ましい。
【0058】
特に、第4発明では、上記UHF12で、PTFEでコーティングされたメッシュベルトで上記押出機11より押出されたゴムチューブを搬送する必要がある。前記メッシュベルトにおいて、基材の材質は特に限定されないが、前記ゴム層が付着しないように、PTFEコーティングで表面処理を施すことが必要であり、また、接触部の温度ムラを防ぐ目的で熱容量が小さく、耐熱性のある材質が好ましい。また、メッシュベルトの開口部の形状は特に限定されないが、加熱条件やある程度の張力に耐えうる格子状等の形状が良く用いられる。前記メッシュベルトは前記ゴム層の加硫後の外径A(mm)と前記メッシュベルトの開口率B(%)との比A/Bが0.2以上0.4以下となっている。この範囲に規定することにより、前記メッシュベルトとの接触面積を最小限にし、かつ発泡ムラを無くすることができる。この範囲を逸脱する場合、例えばA/Bが0.2未満では、前記外径に対しメッシュの開口率が大きく、接触面積は小さくなるが、接触部にかかる前記ゴム層の質量は増大する。従って、加硫時の粘度低下により前記ゴム層のメッシュ接触跡は悪化する。また、一方、0.4を超えるとチューブ外径に対しメッシュ開口率が小さく、UHF炉の熱風の循環に支障をきたす。
【0059】
特に、第5発明では、マイクロ波発信機1台あたりの出力は0.1〜1.5kWとする必要があり、0.15〜1.0KWとするのが好ましい。マイクロ波照射出力を0.1kW以上とすると、短い装置構成の場合においても充分な照射を行うことができる。一方、1.5kW以下とすると、過剰に加熱されることを容易に避けることができ、均一な発泡を必要とする導電性ゴムローラーを製造する場合においても、制御が非常に容易となる。マイクロ波照射装置は1台あたりの出力0.1〜1.5kWのマイクロ波発信機を2台または4台使用するのが好ましく、出力0.1〜1.5kWのマイクロ波発信機を4台とするのがより好ましい。出力0.1〜1.5kWのマイクロ波発信機を1台または3台とすると、装置内でマイクロ波の乱反射が起こり均一な加硫と発泡を行うことが難しくなる傾向がある。一方、出力0.1〜1.5kWのマイクロ波発信機を5台以上とすると、マイクロ波が過剰に照射されて不均一な発泡状態となり易く、更には所望の抵抗値より高い抵抗値になる不具合が生じる場合がある。
【0060】
また、第5発明では、上記加硫成形装置においては、ゴム組成物を押出機11でチューブ状に押出して成形した未加硫のゴム組成物チューブは、該押出機11より押出された直後にUHF加硫装置12内に搬送され、該UHF加硫装置内を、0.5〜3.0m/minの搬送速度で搬送される。該UHF加硫装置12内において、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、好ましくは1台あたりの出力0.1〜1.5kWマイクロ波発信機を2台または4台使用したマイクロ波照射装置を用い、マイクロ波を照射し、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する。
【0061】
また、第5発明では、搬送速度は、0.5〜3.0m/minであり、1.0〜3.0m/minとするのがより好ましい。搬送速度を0.5m/min以上とすると、より安定した加硫状態が得られ、また、搬送速度を3.0m/min以下とすると、より安定した発泡状態が得られ均一な内径寸法となる。また、マイクロ波を照射する区域の長さは4m以下であり、3m以下とするのが好ましい。そして、其の限界はスパークする可能性を考慮して、1m程度と考えられる。マイクロ波を照射する区域の長さを4m以下とすると、均一で安定した発泡状態が得られ均一な内径寸法となる。また、定尺切断機16により切断後、続けて自動芯金圧入機17により導電性芯材を上記発泡ゴムチューブの内径部に圧入し、導電性を有する発泡ゴムチューブを被覆する。このときの導電性芯材はホットメルト接着剤、または加硫接着剤等の接着剤を所望の領域に塗布したもの、または接着剤を塗布していないもののどちらでもよい。
【0062】
次いで、このローラー状成形体を、研磨機(不図示)にセットし、所定の研磨条件で研磨し所定の外径を有する導電性ゴムローラーを作製する。
【0063】
更に、得られた導電性ゴムローラーを基層部材とし、帯電ローラー、現像ローラー、転写ローラー等の電子写真装置用ローラーを得ることができる。
【0064】
また、例えば、現像ローラーや帯電ローラーは、上記導電性ゴムローラーの発泡ゴム層の外周面に、発泡ゴム層からゴムの低分子量分やステアリン酸などの配合薬品がブリードアウトすることを防止するしみ出し防止層、電極層や電気特性を制御する抵抗制御層、および感光体等に傷や汚染を与えないために設けられる被覆層等の所望の機能を付与するための層を必要に応じて設けて作製すればよい。前記しみ出し防止層、電極層や抵抗制御層、および被覆層等を設ける方法としては、公知の方法、例えば、ディップコート法またはロールコート法等の塗工液を用いる方法や、同時成形多層シームレスチューブを被覆する方法等を挙げることができる。
【0065】
また、例えば、転写ローラーは、上記導電性ゴムローラーの発泡ゴム層の外周面に、発泡ゴム層からゴムの低分子量分やステアリン酸などの配合薬品がブリードアウトすることを防止するしみ出し防止層、電気特性を制御する抵抗制御層、被転写材の搬送性を改良するため表面性状を制御する表面性状制御層等の所望の機能を付与するための層を必要に応じて設けて作製すればよい。これらの層は、上記現像ローラーや帯電ローラーの場合と同様の方法で形成することができる。また、所望の性能を有する場合は、上記導電性ゴムローラーは、そのまま、転写ローラーとして用いてもよい。
【0066】
以下に本発明について実施例を挙げて詳細に説明する。実施例においては、特に転写ローラーについて記載されているが、本発明はこの転写ローラーのみに限定されるものではなく、帯電ローラー、現像ローラーにも適用可能である。
【0067】
(実施例1−1〜1−5、比較例1−1〜1−5)
本発明を実証する導電性ゴムローラー(図1)は以下のようにして作製した。
アクリロニトリルブタジエンゴム(日本ゼオン(株)製、DN401;商品名)75質量部、エピクロルヒドリンゴム(日本ゼオン(株)製、ゼクロン3106;商品名)23質量部、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体(日本ゼオン(株)製、ゼオスパン8030;商品名)2質量部、アゾジカルボンアミド(永和化成工業(株)製、ビニホールAC;商品名)4質量部、ステアリン酸(花王(株)製、ルナックS20;商品名)1質量部、酸化亜鉛(白水化学(株)製、亜鉛華1号;商品名)5質量部、カーボン(旭カーボン(株)製、旭35;商品名)10質量部をバンバリーミキサーで混練し、オープンロールとリボン成形分出し機によりリボン状に成形し、このリボン状に成形したゴム組成物を図3記載の加硫成形装置の押出機11(ミクロ電子(株)製)に投入し、各種の条件で未加硫ゴム組成物チューブを押出した。
【0068】
このゴム組成物チューブを、UHF加硫装置12(ミクロ電子(株)製)によりマイクロ波照射領域4mで表1−1および表1−2に示す条件で加熱昇温して、発泡・加硫し、得られ発泡チューブを巻引取機14で引き取り、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断して外径φ16.0mm、内径φ4.2mm、長さ250mmの発泡ゴムチューブを得る。その後続けて自動芯金圧入機17により接着剤が塗布されていない外径φ6mmの導電性芯材を発泡ゴムチューブの内径部に圧入し、発泡ゴムチューブを発泡ゴム層とするローラー状の成形体を得た。このローラー状の成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000rpm、送り速度0.5m/分で、外径がφ17mmになるように研磨し導電性ゴムローラーを作製した。
【0069】
上記実施例および比較例におけるマイクロ波照射時の発泡ゴムチューブの内外径縦横比測定、発泡ゴムチューブのセル径分布の評価、圧入性の評価、導電性ゴムローラーの硬度ムラの測定、導電性ゴムローラーの電気抵抗ムラ測定は次のようにして行った。得られた結果を表1−1および表1−2に示した。
【0070】
(導電性芯材の外径と発泡ゴムチューブの内径の測定方法)
導電性芯材の外径(a)と発泡ゴムチューブの内径(b)を各々ノギスおよびピンゲージで測定し、その差の割合〔((a−b)/a)×100〕を求める。このとき差の割合が20〜35%であることが望ましい。
【0071】
(発泡ゴムチューブの圧入性)
導電性芯材に発泡ゴムチューブを圧入した時、圧入可能だったものを○、圧入できたが発泡ゴムチューブが破損してしまったもの、または抜けてしまったものを△、全く圧入できなかったものを×とした。
【0072】
(発泡ゴムチューブの内外径縦横比の測定方法)
発泡ゴムチューブを任意の場所で切断し、その断面を投影機((株)ニコン製、プロファイルプロジェクターV−12B;商品名)により、内外径各々の最大部(tmax)と最小部(tmin)を測定し、その比(tmax/tmin)を求める。このときこの比がより1に近いことが好ましい。
【0073】
(導電性ゴムローラーの硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を用い、導電性ゴムローラーの発泡ゴム層の任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を求め硬度ムラとした。硬度ムラは0に近いことが好ましい。
【0074】
(発泡ゴムチューブのセル径分布の評価方法)
発泡ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス社製、デジタルマイクロスコープVH−8000;商品名)により記録し、外径側のセル径と内径側のセル径の大きさの違いをビデオマイクロのモニター中に表示のゲージにより計測し確認した。このとき外径側のセル径(Dou)と内径側のセル径(Din)に差が無いことが好ましい。評価は下記の基準に基づいて行った。
○:差がない(│Dou−Din│/Dou)≦1.5または(│Dou−Din│/Din)≦1.5)
△:やや差がある(1.5<(│Dou−Din│/Dou)≦2.0または1.5<(│Dou−Din│/Din)≦2.0)
×:差がある(│Dou−Din│/Dou)>2.0または(│Dou−Din│/Din)>2.0)
【0075】
(導電性ゴムローラーの電気抵抗ムラの測定方法)
23℃×55%RHの環境下に48時間放置後、導電性ゴムローラーの軸体の両端に、各々4.9Nの荷重を負荷して外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、導電性ゴムローラーの導電性芯材とアルミニウム製のドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大値Rmaxと最小値Rminの差(Rmax−Rmin)を桁〔log(Rmax/Rmin)〕で表した。電気抵抗ムラは1.2桁未満が好ましい。
【0076】
表1−1に示したように、実施例1−1〜1−5においては、マイクロ波を照射する区域の長さが4m以下のマイクロ波加硫装置内における搬送速度0.5〜3.0m/minで搬送しながら、照射出力の合計が0.3〜3.0kWで照射した場合であり、発泡ゴムチューブの導電性芯材への圧入性が良く、発泡ゴムチューブの内外径の縦横比が1.05以下で小さくまたセル径の分布が均一であることがわかる。更に導電性ゴムローラーの周方向の硬度ムラも小さく、抵抗ムラも1.05桁以下で小さいことがわかる。
【0077】
これに対して、比較例1−1〜1−5においては、表1−2に示したようにマイクロ波照射出力0.1kW、1.5kW、2.0kW、4.0kW、搬送速度0.3m/min、3.5m/minにした場合を挙げた。比較例1−1おいては発泡ゴムチューブが圧入後導電性芯材から抜けてしまい、比較例1−3および1−4においては発泡ゴムチューブが圧入はできたが裂けてしまうなど破損してしまい導電性ゴムローラーとして成形できなかった。また比較例1−2および1−5においては発泡ゴムチューブの内径が小さく、導電性芯材に圧入することが不可能であった。更に、セル径分布が悪く、発泡ゴムチューブの内外径の縦横比も実施例よりも大きいことがわかる。
【0078】
【表1−1】

【0079】
【表1−2】
【0080】
(実施例2−1〜2−9及び比較例2−1〜2−6)
加硫発泡後に巻引取機より排出された直後に、定尺切断機により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、または加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500mm/分で外径が16〜20mmになるように研磨し、導電性ゴムローラーを作成した。
なお、各実施例及び比較例で使用した配合及び質量部は以下の通りである。
・アクリロニトリルブタジエンゴム[商品名:DN401LL、日本ゼオン(株)社製]
84質量部
・エピクロルヒドリンゴム[商品名:ゼクロン3106、日本ゼオン(株)社製]
16質量部
・導電性カーボンブラック[商品名:旭#35、旭カーボン(株)社製]
10質量部
・酸化亜鉛[商品名:亜鉛華2種、ハクスイテック(株)社製]
5質量部
・ステアリン酸[商品名:ルナックS、花王(株)社製] 1質量部
・チアゾール系促進剤:ジベンゾチアジルジスルフィド
[商品名:ノクセラーDM−P、大内新興化学(株)社製] 2質量部
・チウラムジスルフィド系促進剤:テトラキス(2−エチルヘキシル)チウラムジスルフィド[商品名:ノクセラーTOT−N(分子量633.18)、大内新興化学(株)社製] 2.5質量部
・硫黄[商品名:サルファックスPMC、鶴見化学(株)社製]
2質量部
・アゾジカルボンアミド[商品名:セルマルクM257、三協化成(株)社製]
4質量部
・尿素[商品名:セルマルクM258、三協化成(株)社製] 2質量部
【0081】
ゴム材料として上記配合で構成された該ゴム層について、UHF炉の雰囲気温度、搬送速度、マイクロ波出力を変え、以下の方法により評価を行った。結果を表2−1及び表2−2に示す。
【0082】
<T10/Tp10の測定方法>
ムービングダイレオメーターMDR2000(アルファテクノロジーズ社製)を使用し、所定の温度に設定してあるダイに使用する未加硫ゴム所定量を設置し、加硫及び発泡曲線の測定を行う。得られた初期加硫時間T10及び初期発泡時間Tp10よりT10/Tp10を算出した。
【0083】
<マイクロ波照射時のゴム温度の測定方法>
蛍光温度計(安立計器(株)製、蛍光式光ファイバー温度計FL−2000)を使い、押出機より押し出された未加硫のゴムチューブ内部に蛍光温度計の検知部を差し込み、UHF炉内に未加硫のゴムチューブと共に搬送し、その時の温度を測定した。
【0084】
<ガス発生速度の測定方法>
ガストレーサー装置(永和化成工業(株)製、ガストレーサー250)を使い、使用する未加硫ゴム5gと流動パラフィン10mlを試験管に入れる。予め170℃〜230℃の温度範囲で任意の温度を設定したオイルバス中に試験管を30分間浸漬し、浸漬後10秒毎にガス発生量を測定する。ガスの発生速度は、ガスの発生量が平衡に達したときの発生量をそれまでに要した時間で除することで求めた。
【0085】
<発泡セル直径の測定方法>
ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス製、デジタルマイクロスコープVH−8000)にて観察した。測定は該ゴムチューブの内径側から外径側まで全域を50倍の倍率で観察し、N=30でセル径を測定した。測定値の最大値を該ゴムチューブのセル径(直径)とした。
【0086】
<硬度ムラの測定方法>
硬度計(アスカーC型、4.9N荷重)を使い、導電性ローラーにしたチューブの任意の場所を周方向に90°毎に4箇所測定し、その最大値と最小値の差を硬度ムラと表した。硬度差は0か、0に近いほど好ましい。
【0087】
<抵抗ムラの測定方法>
ローラー抵抗は、N/N(23℃/55%RH)環境下において48時間の放置後、導電性ゴムローラーの軸体に片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大と最小の比を周ムラとして表した。周ムラは1.6以下が好ましく、特に1.2未満が好ましい。
【0088】
【表2−1】
【0089】
【表2−2】
【0090】
実施例2−1〜2−9について:
表2−1より、UHF炉の雰囲気温度及びマイクロ波出力によって該ゴム層の到達温度を制御している。前記ゴム層の到達温度を測定条件とし前記ガストレーサー装置で発泡ガス発生速度を測定すると、本発明の要件の範囲内となっている。従って、該ゴム層は発泡が十分行われ、かつセルが均一でムラが無いものとなる。更に、硬度差も小さく、抵抗ムラも1.6桁以下となっている。
【0091】
比較例2−1〜2−6について:
比較例2−1ではT10/Tp10の値が本発明の要件から外れており、発泡に対し加硫が遅れているため、形成されたセルが不均一となり発泡ムラが生じている。また、比較例2−4においては雰囲気温度を130℃に設定するとT10、T10/Tp10共に本発明の要件から外れており、発泡に対し加硫が大きく遅れて、著しい発泡ムラが観察されている。その他の比較例においては、本発明で紹介した装置でUHF炉あるいはHAV炉で加硫・発泡が完結しない場合もあり、適切なゴムチューブが得られないばかりか、ローラーを作製できない場合もあった。ローラーを作製できたものでは著しい発泡ムラが生じており、発泡セルの直径も0.3mmを超える場合もあった。そのため硬度ムラ、抵抗ムラが悪化している。
【0092】
(実施例3−1〜3−3及び比較例3−1〜3−3)
加硫発泡後に巻引取機より排出された直後に、定尺切断機により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、または加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500mm/分で外径が16〜20mmになるように研磨し、導電性ゴムローラーを作成した。
【0093】
各実施例及び比較例で使用した材料は以下の通りである。
・アクリロニトリルブタジエンゴム[商品名:DN401LL、日本ゼオン(株)社製]
・エピクロルヒドリンゴム[商品名:ゼクロン3106、日本ゼオン(株)社製]
・導電性カーボンブラック[商品名:旭#35、旭カーボン(株)社製]
・硫黄[商品名:サルファックスPMC、鶴見化学(株)社製]
・チアゾール系促進剤:ジベンゾチアジルジスルフィド[商品名:ノクセラーDM−P、大内新興化学(株)社製]
・チウラム系促進剤:テトラキス(2−エチルヘキシル)チウラムジスルフィド[商品名:ノクセラーTOT−N(分子量633.18)、大内新興化学(株)社製]
・アゾジカルボンアミド[商品名:セルマルクM257、三協化成(株)社製]
・尿素[商品名:セルマルクM258、三協化成(株)社製]
上記に示した製造方法を用い、表3−1に示す配合及び質量部によってチューブを得て導電性ローラーを形成した。
【0094】
次に本発明の評価方法について説明する。
【0095】
<誘電損失係数εr・tanδの測定方法>
誘電損失係数εr・tanδは、Agilent Technologies社製ENAシリーズネットワークアナライザーE5071B(300kHz−8.5MHz)を用い、測定サンプルに電極を当てマイクロ波をゴムに照射することにより測定を行った。なお、測定周波数は2450MHzを使用し、23℃の常温下で未加硫ゴムを用いた。結果を表3−1に示す。
【0096】
<マイクロ波照射時のUHF炉内のゴム温度の測定方法>
蛍光温度計(安立計器(株)製蛍光式光ファイバー温度計FL−2000)を使い、押出機より押し出された未加硫のゴムチューブ内部に蛍光温度計の検知部を差し込み、UHF内に未加硫のゴムチューブと共に搬送し、その時の温度を測定した。結果を表3−1に示す。
【0097】
<硬度、硬度差の測定方法>
硬度計(アスカーC型、4.9N荷重)を使い、導電性ローラーにしたチューブの任意の場所を周方向に90°毎に4箇所測定し、平均値を硬度、更にその最大値と最小値の差を硬度差と表した。硬度差は0か、0に近いほど好ましい。結果を表3−1に示す。
【0098】
<発泡ムラの確認方法>
チューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス製、デジタルマイクロスコープVH−8000)にて発泡ムラの有無を観察した。このとき、観察面全域において発泡ムラのないもの、特に、外径側のセル径と内径側のセル径に差が無いことが好ましく、差がないものを○、やや差があるものを△、差があるものを×、と評価した。結果を表3−1に示す。
【0099】
【表3−1】
【0100】
実施例3−1〜3−3について:
表3−1より、誘電損失係数が適正な範囲にあり、その結果、発泡ムラ及び硬度差も小さくなっている。
【0101】
比較例3−1〜3−3について:
本発明の要件より逸脱する事例を比較例とした。いずれも誘電損失係数が本発明から逸脱している例であるが、カーボンブラックの量が多い比較例3−1では発泡ムラ及び硬度差が大きく、比較例3−2ではゴムの過加熱が認められた。一方、カーボンブラックの添加されていない比較例3−3では、マイクロ波の照射下でゴム温度が発泡剤の分解温度に十分に達しておらず、その結果HAV炉で発泡が行われ、周方向の発泡ムラが生じている。
【0102】
(実施例4−1〜4−7、比較例4−1〜4−5)
加硫発泡後に巻引取機より排出された直後に、定尺切断機により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、または加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500mm/分で外径が16〜20mmになるように研磨し、導電性ゴムローラーを作成した。
【0103】
次に、本発明の評価方法について説明する。
【0104】
(加硫後のチューブ外径)
加硫後のゴムチューブ外径は、加硫後、任意の位置でデジタルノギス(安立計器製)を用いて測定した。その後、所望の外径に研磨を行い、加硫後のゴムチューブ外径より研磨後の外径を差し引くことにより研削代mmとした。
【0105】
(メッシュベルト跡)
メッシュベルトの跡は加硫後、任意の位置でゴムチューブを切断し、切断面及び接触面を目視で確認した。評価はメッシュベルトの跡が径方向に1mm以下であるものを「メッシュベルト跡無し」とし、1mmより大きい場合を「メッシュベルト跡有り」とした。
【0106】
(発泡ムラ確認方法)
ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス デジタルマイクロスコープVH―8000)にて観察した。
【0107】
(硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を使い、導電性ゴムローラーにしたチューブの任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を硬度ムラと表した。硬度差は0か、0に近いほど好ましい。
【0108】
(抵抗ムラの測定方法)
ローラー抵抗は、N/N(23℃×55%RH)環境下において48時間の放置後、導電性ゴムローラーの導電性芯材(芯金、軸体)に片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大と最小の比を周ムラとして表した。
周ムラは1.2桁未満が好ましい。
【0109】
各実施例及び比較例で使用したゴム配合及び質量部は以下の通りである。
・アクリロニトリルブタジエンゴム[商品名:DN401LL 日本ゼオン(株)製]
84質量部
・エピクロルヒドリンゴム[商品名:ゼクロン3106 日本ゼオン(株)製]
16質量部
・導電性カーボンブラック[商品名:旭#35 旭カーボン(株)製]
10質量部
・酸化亜鉛[商品名:亜鉛華2種 ハクスイテック(株)製] 5質量部
・ステアリン酸[商品名:ルナックS 花王(株)製] 1質量部
・チアゾール系促進剤:ジベンゾチアジルジスルフィド
[商品名:ノクセラーDM−P 大内新興化学(株)製] 2質量部
・チウラムジスルフィド系促進剤:テトラキス(2−エチルヘキシル)チウラムジスィド [商品名:ノクセラーTOT−N(分子量633.18)大内新興化学(株)製]
2.5質量部
・硫黄[商品名:サルファックスPMC 鶴見化学(株)製] 2質量部
・アゾジカルボンアミド[商品名:セルマルクM257 三協化成(株)社製]
4質量部
・尿素[商品名:セルマルクM258 三協化成(株)製] 2質量部
本発明で提供しているゴム材料としてアクリロニトリルゴムとエピクロルヒドリンゴムで構成された該ゴム層について、本発明で特定される条件について、いくつか例を挙げた。結果を表4−1に示す。
【0110】
表4−1より、メッシュベルト跡も無く、発泡が均一でムラが無く、その結果、硬度差も小さく、抵抗ムラも1.1桁以下になることがわかる。また、研削代も2mm以下となっており、経済的にも効果がある。
【0111】
本発明で特定された条件を逸脱する事例を比較例とした。結果を表4−2に示す。いずれの場合も、メッシュベルト跡が確認され、その結果、発泡ムラ、硬度差、周方向の抵抗ムラも大きくなっている。また、発泡ムラがあるため、研削代も増加している。
【0112】
【表4−1】
【0113】
【表4−2】
【0114】
(実施例5−1〜5−5、比較例5−1〜5−5)
本発明を実証する導電性ゴムローラー(図1)は以下のようにして作製した。
アクリロニトリルブタジエンゴム(日本ゼオン(株)製、DN401;商品名)75質量部、エピクロルヒドリンゴム(日本ゼオン(株)製、ゼクロン3106;商品名)10質量部、エチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体(プロピレンオキサイドの組成比率:1.30mol%、アリルグリシジルエーテルの組成比率:11.7mol%;試作品)15質量部、アゾジカルボンアミド(永和化成工業(株)製、ビニホールAC;商品名)4質量部、ステアリン酸(花王(株)製、ルナックS20;商品名)1質量部、酸化亜鉛(白水化学(株)製、亜鉛華1号;商品名)5質量部、カーボン(旭カーボン(株)製、旭35;商品名)10質量部、をバンバリーミキサーで混練し、オープンロールとリボン成形分出し機によりリボン状に成形し、このリボン状に成形したゴム組成物を図3記載の加硫成形装置の押出機11(ミクロ電子(株)社製)に投入し、任意の条件で未加硫ゴム組成物チューブを押出した。
【0115】
このゴム組成物チューブを、UHF加硫装置12(ミクロ電子(株)製)マイクロ波照射領域4mで表5−1および表5−2に示す条件で加熱昇温して、発泡・加硫し、得られ発泡チューブを巻引取機14で引き取り、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断して外径φ16.0mm、内径φ4.2mm、長さ250mmの発泡ゴムチューブを得る。その後続けて自動芯金圧入機17により外径φ6mmの導電性芯材を発泡ゴムチューブの内径部に圧入し、発泡ゴムチューブを発泡ゴム層とするローラー状の成形体を得た。このローラー状の成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000rpm、送り速度0.5m/分で、外径がφ17mmになるように研磨し導電性ゴムローラーを作製した。
【0116】
上記実施例および比較例における発泡ゴムチューブの内外径縦横比測定、発泡ゴムチューブのセル径分布の評価、導電性ゴムローラーの硬度ムラの測定、導電性ゴムローラーの電気抵抗値および環境変動量の測定、導電性ゴムローラーの電気抵抗ムラ測定は次のようにして行った。得られた結果を表5−1および表5−2に示した。
【0117】
(発泡ゴムチューブの内外径縦横比の測定方法)
発泡ゴムチューブを任意の場所で任意の条件下で切断し、その断面を投影機((株)ニコン製、プロファイルプロジェクターV−12B;商品名)により、内外径各々の最大部(tmax)と最小部(tmin)を測定し、その比(tmax/tmin)を求める。このときこの比がより1に近いことが好ましい。
【0118】
(導電性ゴムローラーの硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を用い、導電性ゴムローラーの発泡ゴム層の任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を求め硬度ムラとした。硬度ムラは0に近いことが好ましい。
【0119】
(発泡ゴムチューブのセル径分布の評価方法)
発泡ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス社製、デジタルマイクロスコープVH−8000;商品名)により記録し、外径側のセル径と内径側のセル径の大きさの違いをビデオマイクロのモニター中に表示のゲージにより計測し確認した。このとき外径側のセル径(Dou)と内径側のセル径(Din)に差が無いことが好ましい。評価は下記の基準に基づいて行った。
○:差がない(│Dou−Din│/Dou)≦1.5または(│Dou−Din│/Din)≦1.5)
△:やや差がある(1.5<(│Dou−Din│/Dou)≦2.0または1.5<(│Dou−Din│/Din)≦2.0)
×:差がある(│Dou−Din│/Dou)>2.0または(│Dou−Din│/Din)>2.0)
【0120】
(導電性ゴムローラーの電気抵抗および環境変動量の測定方法)
導電性ゴムローラーの抵抗は、導電性ゴムローラーの軸体に対して片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この測定をL/L(15℃×10%RH),N/N(23℃×55%RH),H/H(35℃×85%RH)の各環境下にて48時間の放置後に測定した。この時のL/L環境における抵抗値を最大値RLLとH/H環境における抵抗値をRHHの差(RLL−RHH)を桁〔log(RLL/RHH)〕で表した。電気抵抗の環境変動量は1.2桁未満が好ましい。
【0121】
(導電性ゴムローラーの電気抵抗ムラの測定方法)
23℃×55%RHの環境下に48時間放置後、導電性ゴムローラーの軸体の両端に、各々4.9Nの荷重を負荷して外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、導電性ゴムローラーの導電性芯材とアルミニウム製のドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大値Rmaxと最小値Rminの差(Rmax−Rmin)を桁〔log(Rmax/Rmin)〕で表した。電気抵抗ムラは1.2桁未満が好ましい。
【0122】
表5−1に示したように、実施例5−1〜5−5においては、発泡ゴム層を成形するゴム組成物が、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体0.1質量部、アクリロニトリルブタジエンゴム75質量部、エピクロルヒドリンゴム24.9質量部含まれるゴム組成物と、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体50質量部、アクリロニトリルブタジエンゴム50質量部、エピクロルヒドリンゴム0質量部含まれるゴム組成物をマイクロ波を照射する区域の長さが4m以下のマイクロ波加硫装置内を搬送速度0.5〜3.0m/minの速度で搬送しながら、出力0.1〜1.5kWマイクロ波発信機を2台または4台使用し照射した場合であり、発泡導電性ゴム成形物の内外径の縦横比が1.06以下で小さくまたセル径の分布が均一であることがわかる。更に導電性ゴムローラーの周方向の硬度ムラも小さく、所望の抵抗値も得られ且つ抵抗ムラ、環境変動量も1.2桁以下で小さいことがわかる。
【0123】
これに対して、比較例5−1〜5−5においては、表5−2に示したように発泡ゴム層を成形するゴム組成物が、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体0質量部、アクリロニトリルブタジエンゴム70質量部、エピクロルヒドリンゴム30質量部含まれるゴム組成物と、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体60質量部、アクリロニトリルブタジエンゴム40質量部、エピクロルヒドリンゴム0質量部含まれるゴム組成物をマイクロ波を照射する区域の長さが4m以下のマイクロ波加硫装置内搬送速度0.3m/min、3.5m/minで搬送しながら、出力0.1〜1.5kWマイクロ波発信機を1、6台または2、4台使用し照射した場合を挙げた。比較例5−4おいては発泡ゴムチューブが加硫、発泡せず導電性ゴムローラーとして成形できなかった。更に比較例5−1、5−2、5−3、5−5においては硬度ムラ、抵抗ムラ、環境変動量が大きく、更にセル径分布が悪く、発泡導電性ゴム成形物の内外径の縦横比も実施例よりも大きいことがわかる。
【0124】
【表5−1】
【0125】
【表5−2】
本発明の製造方法で得られた導電性ゴムローラーおよび本発明の電子写真装置用ローラーは、電子写真複写装置、プリンター、静電記録装置等の画像形成装置に転写ローラー等として好適に使用することができる。
【0126】
この出願は2005年2月14日に出願された日本国特許出願番号第2005−036079、2005年2月14日に出願された日本国特許出願番号第2005-036080、2005年2月23日に出願された日本国特許出願番号第2005−047222、2005年2月24日に出願された日本国特許出願番号第2005−049003、2005年2月28日に出願された日本国特許出願番号第2005−053816及び2006年2月3日に出願された日本国特許出願番号第2006−027022からの優先権を主張するものであり、その内容を引用してこの出願の一部とするものである。
【技術分野】
【0001】
本発明は電子写真複写装置、プリンター、静電記録装置等の画像形成装置において使用される導電性ゴムローラーの製造方法に関し、更には感光体等の像担持体に電子写真プロセス、静電記録プロセス等の作像手段で形成担持させたトナー像による可転写画像を紙等の被転写材に転写させる画像形成装置に搭載される転写ローラー等の電子写真装置用ローラーに関する。
【背景技術】
【0002】
複写機、プリンターなどの電子写真方式の画像形成装置の多くに帯電ローラー、転写ローラー、現像ローラー等の導電性ゴムローラーが用いられている。これらのゴムローラーに導電性を付与するのにカーボンブラックなどの導電性の充填材を加える方法、あるいはアクリロニトリルブタジエンゴム、エピクロルヒドリンゴム等のイオン導電性のゴム材料を配合する方法が挙げられる。これらのローラーは各々ドラムに対して荷重が加えられた状態で接触しており、また、これらのゴムローラーは用途の上で長時間通電される。そのため、抵抗値の変動が小さいゴム材料が望ましく、また、製造方法の問題等から転写ローラーや帯電ローラーではアクリロニトリルブタジエンゴム、エピクロロヒドリンゴム等のゴム材料が広く使用されている(例えば、特開平10−171210号公報及び特開2002−070835号公報参照)。
【0003】
これらのローラーに用いるゴム材料は、加硫剤、発泡剤、充填剤などを混練した原料組成物を用い、金型、押出機などで未加硫の円筒状ゴム成形体とした後、この未加硫の成形体を加熱により加硫発泡させて円筒状の発泡体に調製される。その後、円筒状の発泡体に芯金を圧入し、外周を円筒研磨してローラー形状にする手法が用いられている。
【0004】
従来これらの導電性ゴムローラーの製造方法としては、高圧蒸気による加硫缶により加硫する方法(例えば、特開平11−114978号公報参照)、円筒金型等による金型加硫(例えば、特開平11−201140号公報参照)、マイクロ波照射によるUHF加硫(例えば、特開2002−221859号公報参照)が挙げられる。これらの方法は、例えば加硫缶により加硫する方法は、得られるローラーの発泡体のセルが不均一で所望のセルを表面に出すために多量の研磨を行わなくてはならず、金型加硫による加硫方法は、段取りに時間が掛かり、且つ金型洗浄を行う必要があるため、多量のローラーを作製するのには不向きであった。
【0005】
また第1に、UHF加硫による方法は、段取りが良く、セルも均一となるが、ゴムが軟化した時にチューブが潰れ、チューブ内外径の縦横比が不均一となってしまう。更に、このチューブの不均一性が周方向の硬度、抵抗ムラの原因となっていた。更に、このチューブの不均一性を解消するために短いUHF装置を複数台連結し、マイクロ波の照射出力に勾配を付ける方法が公知の技術として知られているが、長大な装置となっているために、経過時間が長くなり、マイクロ波が照射され過ぎてしまい、ゴム材料のエピクロルヒドリンゴム、アクリロニトリルブタジエンゴムの変質が起こり、該ゴム材料の持つ体積固有抵抗値が高くなってしまう。このため、前記の方法は複写機、プリンター等に使用する導電性ゴムローラーには不向きであったし、また、こうした抵抗値等の精細な性能の要求される小径のローラーへの技術展開を紹介するものは無かった。また、この加硫ゴムチューブに予め所定の位置に導電性接着剤を塗った導電性芯材を圧入、熱処理を行うが、接着剤のムラによる部分的な剥離、またはそれによる帯電ムラを生じる場合がある。更に、接着剤に含まれる有機溶剤の取り扱いや環境問題の点からも接着剤レスでの加硫ゴムチューブと導電性芯材との一体化が望まれる。加硫チューブが導電性芯材をある一定の圧力で締付けることで接着剤レスは可能であるが、従来技術では内径の寸法安定性が不十分であり製品としては更なる精度向上がもとめられるものであった。こうした背景から、発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無いことが要求される複写機、プリンター等に使用される導電性ゴムローラーの製造方法においては、製造工程における段取り性や生産性の良い製造方法が求められている。
【0006】
また第2に、UHF加硫では段取りが良く、セルも均一となりうるが、ゴムチューブが炉内で加熱する際に、ゴムが軟化しコンベアやローラーとの接触面積が増えるため、局部的な発泡ムラが発生していた。特にゴムの軟化が大きい場合には、該ゴムチューブの内径が変形するため、該ゴムチューブの歩留まりが悪くなり経済的に問題となっていた。更に前記ゴムチューブで発生した発泡ムラに起因して周方向の硬度、抵抗ムラの原因となっていた(特開2002−221859号公報)。一方、複層構造のゴムチューブを用いて内層のゴム組成物を選択的に加硫してチューブの内径を保持することが報告されているが(特開2003−246485号公報)、発泡ムラの改善までは至っていない。上記紹介した事例ではいずれも発泡ムラに関する十分な分析はなされていないため、均一なセルを有したローラーの製造方法としては不十分である。
【0007】
また第3に、UHF加硫では段取りが良く、セルも均一となりうるが、ゴムチューブが炉内で加熱する際に、ゴムが軟化しコンベアやローラーとの接触面積が増えるため、局部的な発泡ムラが発生していた。特にゴムの軟化が大きい場合には、該ゴムチューブの内径が変形するため、該ゴムチューブの歩留まりが悪くなり経済的に問題となっていた。更に、前記ゴムチューブで発生した発泡ムラに起因して周方向の硬度、抵抗ムラの原因となっていた(特開2002−221859号公報)。上記紹介した事例ではいずれも発泡ムラに関する十分な分析はなされていないため、均一なセルを有したローラーの製造方法としては不十分であった。
【0008】
また、上記ゴム材料をマイクロ波で加熱する場合、その比誘電率(εr)及び誘電体力率(tanδ)との積εr・tanδで表される誘電損失係数を変化させることでゴムの加熱量の調整が可能となる。この誘電損失係数に着目し、誘電損失係数の値の小さいゴム成分中に導電性カーボンブラックを添加配合して、加硫する方法が報告されているが(特開平6−344510号公報及び特開平10−309725号公報)、本例では無極性の天然ゴムを加熱するために誘電損失係数を1.0まで大きくする手法をとられている。しかしながら、本発明で規定するような極性ゴムを含む系では、上記誘電損失係数を1.0まで大きくした場合、ゴムの過加熱となってしまう場合があった。
【0009】
また第4に、UHF加硫では段取りが良く、セルも均一となりうるが、ゴムチューブが炉内で加熱する際に、ゴムが軟化しコンベアやローラーとの接触面積が増えることがある。特に加硫初期段階では、ゴムの粘度が大きく低下するので前記ゴムチューブを搬送するコンベアあるいはローラーに付着、特にローラーでは巻きつくなどの問題があった。そのため、加硫工程の歩留まりの悪化や稼働率の低下などが発生し、経済的に問題となっていた。更に前記ゴムチューブとコンベアもしくはローラーとの接触面では発泡ムラが生じることがあり、そのため周方向の硬度、抵抗ムラの原因となっていた。また、ローラー形状にする際の円筒研磨では、発泡ムラの部分を残さないために研磨量が増え、その結果、ゴム材料の廃棄量が増加し、経済的、環境的にも問題があった(例えば特開2002−221859号公報参照)。
【0010】
また第5に、従来これらのゴムローラーに導電性を付与するのにカーボンブラックなどの導電性の充填材を加える方法、あるいはアクリロニトリルブタジエンゴムの中にエピクロルヒドリンゴムを配合しエピクロルヒドリンゴムで抵抗値を下げる方法が挙げられる。しかし、エピクロルヒドリンゴムを多量に配合すると温度・湿度の環境変化による抵抗値変動が大きくなってしまうことが問題となっている。更に、エピクロルヒドリンゴムを多量に配合したものにマイクロ波を照射すると主鎖のエーテル結合が切断され軟化劣化しローラーの硬度が不安定になってしまうことが知られている。こうした背景から、発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無く、更に低抵抗領域で温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定していることが要求される複写機、プリンター等に使用される導電性ゴムローラーの製造方法においては、製造工程における段取り性や生産性の良い製造方法が求められている。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の第1の目的は、発泡ゴム層を有する転写ローラー、帯電ローラー、現像ローラー等の電子写真装置用の導電性ゴムローラーであって、ゴム組成物チューブを、マイクロ波照射により昇温加熱して、発泡・加硫させて、内外径の縦横比が小さく、内径の寸法が安定しており、セル分布が均一で、且つ、周方向の硬度ムラ、抵抗ムラの無い導電性ゴムローラーの製造方法および電子写真装置用ローラーを提供することである。
【0012】
本発明の第2の目的は、画像形成装置に用いられる導電性ゴムローラーの製造方法であって、セル分布が均一で、かつ硬度、抵抗ムラのない導電性ゴムローラーの製造方法を提供すること、並びに該製造方法により得られる導電性ゴムローラー及び其の用途形態としての転写ローラーを提供することである。
【0013】
本発明の第3の目的は、上記課題を解決することであり、画像形成装置に用いられる導電性ゴムローラーであって、セル分布が均一で、かつ硬度ムラのない導電性ゴムローラーを提供すること、並びに該導電性ゴムローラーの製造方法及び其の用途形態としての転写ローラーを提供することである。
【0014】
本発明の第4の目的は、電子写真装置に用いられる導電性ゴムローラーの製造方法であって、セル分布が均一で、かつ硬度、抵抗ムラのない、更にゴムの研磨量を最小限にした導電性ゴムローラーの製造方法を提供すること、並びにその結果物としての導電性ゴムローラー及びその用途形態としての転写ローラーを提供することである。
【0015】
本発明の第5の目的は、発泡ゴム層を有する転写ローラー、帯電ローラー、現像ローラー等の電子写真装置用の導電性ゴムローラーであって、未加硫ゴム組成物チューブを、マイクロ波照射により昇温加熱して、発泡・加硫させて、内外径の縦横比が小さく、セル分布が均一で、かつ、周方向の硬度ムラ、抵抗ムラが無く、更に温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定している導電性ゴムローラーの製造方法および電子写真装置用ローラーおよび転写ローラーを提供することである。
【課題を解決するための手段】
【0016】
上記第1の目的を達成するための本発明(以下「第1発明」という)は、導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、該発泡ゴム層を形成するゴム組成物が、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体、またはその混合物を含むゴム組成物であり、未加硫の該ゴム組成物のチューブをマイクロ波加硫装置内で、ゴム押出し装置から連続して押出す押出し工程と、次いで該未加硫ゴム組成物チューブを0.5〜3.0m/minの搬送速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して成形する工程とを含み、かつ、発泡・加硫して成形された発泡ゴムチューブの内径は、該導電性ゴムローラーとしての長手方向全域で、該導電性芯材の外径寸法に対して20〜35%小さいものであり、該発泡ゴムチューブを該導電性芯材に接着剤を使用せずに圧入したことを特徴とする導電性ゴムローラーの製造方法である。また、本発明は上記本発明の導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたことを特徴とする電子写真装置用ローラーである。
【0017】
上記第2の目的を達成するための本発明(以下「第2発明」という)は、導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及び発泡剤を含有し、該ゴム層は170℃〜230℃におけるガス発生速度が2ml/g・min〜4ml/g・minであり、熱風及びマイクロ波を発生するマイクロ波加硫炉によって行われる該ゴム層の加硫発泡工程を有し、該加硫発泡工程におけるマイクロ波加硫炉の加熱雰囲気温度が、該ゴム層の初期加硫時間T10と初期発泡時間Tp10の比T10/Tp10が1以上3未満であり、かつ該T10が90秒以内となるように温度管理することを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該現像手段に搭載する転写ローラーとしての、上記導電性ゴムローラーの使用である。
【0018】
上記第3の目的を達成するための本発明(以下「第3発明」という)は、導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及びカーボンブラックを含み、該ゴムの合計を100質量部としたとき、該カーボンブラックは5〜30質量部となるように混練する工程と、次いで熱風及び2450±50MHzのマイクロ波を発生するマイクロ波加硫炉による該ゴム層の加硫発泡工程と、を有し、該混練工程による未加硫ゴムの誘電損失係数εr・tanδが0.3〜0.5であることを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該現像手段に搭載する転写ローラーとしての、上記導電性ゴムローラーので使用である。
【0019】
上記第4の目的を達成するための本発明(以下「第4発明」という)は、導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、前記発泡ゴム層が、マイクロ波の照射を行うマイクロ波加硫炉におけるマイクロ波の照射と熱風による加硫発泡工程を経て形成され、前記マイクロ波加硫炉における搬送手段がポリテトラフルオロエチレンコーティングを施したメッシュベルトであり、前記ゴム層の加硫後の外径A(mm)と前記メッシュベルトの開口率B(%)の比A/Bが0.2以上0.4以下であることを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、電子写真装置に用いる導電性ゴムローラーであって、前記導電性ゴムローラーの製造方法により製造され、周方向のアスカーC硬度差が1°以下であることを特徴とする導電性ゴムローラーである。また、本発明は、電子写真装置の転写装置に搭載される転写ローラーとしての、前記導電性ゴムローラーの使用である。
【0020】
上記第5の目的を達成するための本発明(以下「第5発明」という)は、導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、該発泡ゴム層を形成するゴム組成物が、プロピレンオキサイドの組成比率が1〜20mol%、アリルグリシジルエーテルの組成比率が5〜15mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体を全ポリマー分100質量部中に0.1〜50.0質量部含むゴム組成物であり、未加硫の該ゴム組成物のチューブを出力0.1〜1.5kWを有するマイクロ波加硫装置内で、ゴム押出し装置から連続で押出す押出し工程と、次いで該未加硫ゴム組成物チューブを0.5〜3.0m/minの搬送速度で搬送中に、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、発泡・加硫して発泡ゴムチューブを成形する工程とを含むことを特徴とする導電性ゴムローラーの製造方法である。また、本発明は、上記本発明の導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたことを特徴とする電子写真装置用ローラー、特に、転写ローラーである。
【0021】
第1発明の導電性ゴムローラーの製造方法によれば、発泡ゴムチューブの内外径の縦横比を小さくし、セル分布が均一で且つ、周方向の硬度ムラ、抵抗ムラの無い導電性ゴムローラーを提供することが可能となる。また、上記導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたローラーは電子写真装置用ローラーとして、特に転写ローラーとして、好適に使用することができる。
【0022】
第2発明の導電性ゴムローラーの製造方法によれば、周方向の発泡ムラが無くなるため、抵抗値及び硬度がローラー全域にわたって均一な導電性ゴムローラーを提供することが可能となる。
【0023】
第3発明の導電性ゴムローラーの製造方法によれば、特に周方向のセルムラが無く、硬度ムラの無い導電性ゴムローラーを提供することが可能となる。
【0024】
第4発明の導電性ゴムローラーの製造方法によれば、前記加硫発泡前のゴム層と搬送用メッシュベルトとの接触面積が適正化され、発泡ムラが無くなるため、抵抗値及び硬度がローラー全域にわたって均一な導電性ゴムローラーを提供することが可能となる。また、発泡ムラが無いために、研磨量も最小限にすることが可能となり、経済的、環境的にも好適な製造方法が提供される。
【0025】
第5発明の導電性ゴムローラーの製造方法によれば、発泡ゴム層のセルが均一で、周方向の硬度、抵抗ムラが無く、更に低抵抗領域で温度・湿度の環境変化による抵抗値変動が小さく、硬度が安定している導電性ゴムローラーを提供することが可能となる。また、上記導電性ゴムローラーの製造方法により製造した導電性ゴムローラーを基層部材として用いたローラーは電子写真装置用ローラーとして、特に転写ローラーとして、好適に使用することができる。
【0026】
従って、上記製造方法による導電性ゴムローラーは電子写真装置用ローラーとして、特には転写ローラーなどに好適に使用することができる。
【図面の簡単な説明】
【0027】
【図1】図1は、本発明で得られた一実施形態の導電性ゴムローラーの斜視図である。
【図2】図2は、本発明の導電性ゴムローラーまたは電子写真装置用ローラーを備えた画像形成装置の一例の断面概略図である。
【図3】図3は、本発明における加硫成形装置の一例の断面概略図である。
【発明を実施するための形態】
【0028】
以下、本発明について詳細に説明する。
【0029】
(本発明の導電性ゴムローラーと画像形成装置との関係の説明)
図2に、本発明で得られた導電性ゴムローラーまたは本発明の電子写真装置用ローラーを備えた画像形成装置の一例を示す。同図に示す画像形成装置は、電子写真方式の、プロセスカートリッジを使用したレーザプリンタであり、同図はその概略構成を示す縦断面図である。また、同図に示す画像形成装置には、本発明で得られた導電性ゴムローラーまたは本発明の電子写真装置用ローラーが帯電ローラー2、転写ローラー6または現像ローラー30として装着される。
【0030】
同図に示す画像形成装置は、像担持体として、ドラム型の電子写真感光体(感光ドラムと表すことがある)1を備えている。感光ドラム1は、接地された円筒アルミニウム支持体の外周面に、有機光導電体(OPCと表すことがある)からなる感光層を設けたものである。この感光ドラム1は、駆動手段(不図示)により、矢印R1方向に所定のプロセススピード(周速度)、例えば50mm/sで回転駆動される。
【0031】
感光ドラム1表面は、接触帯電部材としての帯電ローラー2によって均一に帯電される。帯電ローラー2は、感光ドラム1表面に接触配置されており、感光ドラム1の矢印R1方向の回転に伴って矢印R2方向に従動回転する。帯電ローラー2には、帯電バイアス印加電源(高圧電源)により振動電圧(交流電圧VAC+直流電圧VDC)が印加され、これにより感光ドラム1表面は、−600V(暗部電位Vd)に一様に帯電処理される。帯電後の感光ドラム1表面は、レーザスキャナから出力されてミラーによって反射されたレーザ光3、すなわち、目的の画像情報の時系列電気デジタル画像信号に対応して変調されたレーザ光により走査露光を受ける。これにより、感光ドラム1表面には、目的の画像情報に対応した静電潜像(明部電位Vl=−150V)が形成される。
【0032】
その静電潜像は、現像装置4の現像ローラー30に印加された現像バイアスによって、トナー5が負に帯電され、感光ドラム1表面に付着され、トナー像として反転現像される。
【0033】
一方、給紙部(不図示)から給搬送された紙等の被転写材7が、転写ガイドにガイドされて、感光ドラム1と転写ローラー6との間の転写部(転写ニップ部)Tに、感光ドラム1上のトナー像とタイミングを合わせるようにして供給される。転写部Tに供給された被転写材7は、転写バイアス印加電源(不図示)により転写ローラー6に印加された転写バイアスによって、表面に感光ドラム1上のトナー像が転写される。このとき、被転写材7に転写されないで感光ドラム1表面に残ったトナー(残留トナー)は、クリーニング装置9のクリーニングブレード8によって除去される。
【0034】
転写部Tを通った被転写材7は、感光ドラム1から分離されて定着装置10へ導入され、ここでトナー像の定着処理を受け、画像形成物(プリント)として画像形成装置本体外部に排出される。
【0035】
(導電性ゴムローラーの製造方法に関する説明)
図1に、本発明で得られた一実施形態の導電性ゴムローラーの斜視図を示す。
【0036】
本発明の導電性ゴムローラーは、導電性芯材61上に発泡ゴム層62を有する。導電性芯材61としては、外径φが、好ましくは、4〜10mmの、鉄、銅、ステンレス等の金属材料の丸棒を用いることができる。更にこれらの表面に防錆や耐傷性付与を目的としてメッキ処理を施してもさしつかえない。
【0037】
特に、第1発明における発泡ゴム層62を形成するための原料であるゴム組成物は、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体、またはその混合物を含み、更に所望の場合にはアゾジカルボンアミド系の発泡剤、硫黄、有機過酸化物、トリアジン、ポリアミン等の加硫剤、チウラム系、チアゾール系、グアニジン系、スルフェンアミド系、ジチオカルバミン酸塩系、チオウレア系の加硫促進剤、カーボンブラック等の導電剤、炭酸カルシウム等の充填材、その他の助剤を含む。エピクロルヒドリンゴムとしては、例えば、日本ゼオン(株)製のゼクロン3106(商品名)を、アクリロニトリルブタジエンゴムとしては、例えば、日本ゼオン(株)製のDN401(商品名)を、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体としては、日本ゼオン(株)製のゼオスパン8030;商品名)を、アゾジカルボンアミド系の発泡剤としては、例えば、永和化成工業(株)製のビニホールAC(商品名)を好ましく用いることができる。
【0038】
特に、第2〜4発明のゴム材料に使用される原料ゴムとしては、ゴム主成分としてアクリロニトリルブタジエンゴム、エピクロルヒドリンゴム、又はその混合物を含み、これを所定量混合する。その他、ポリスチレン系高分子材料、ポリオレフィン系高分子材料、ポリエステル系高分子材料、ポリウレタン系高分子材料、ポリ塩化ビニル(RVC)等の熱可塑性エラストマー、アクリル系樹脂、スチレン酢酸ビニル共重合体、ブタジエン−アクリロニトリル共重合体等の高分子材料等や、これらゴム、エラストマー、樹脂の混合物を用いることができる。
【0039】
また、第2〜4発明では、カーボンブラック等の導電材、炭酸カルシウム等の充填材、また、前記ゴムに導電性を付与するために添加される導電性物質は、公知の物質を用いることが可能である。導電性物質としては、導電性粒子やイオン導電剤が挙げられ、例えば、導電性粒子として、導電性カーボンブラック、TiO2、SnO2、ZnO、SnO2とSbO3の固溶体等の金属酸化物、CuやAg等の金属粉末等が挙げられ、またイオン導電剤として、LiCIO4やNaSCN等が挙げられ、前記ゴムに単独で若しくは複数を添加し分散させることによって、所望の電気抵抗を得ることが可能である。また、ゴム主鎖中あるいは側鎖に極性を有する分子等を導入することにより導電化することもできる。
【0040】
第3発明では、ゴムの合計を100質量部としたときカーボンブラックが5〜30質量部である。5質量部未満では、マイクロ波を照射した際にゴムの発熱量が不十分となり、付随する発泡反応、加硫反応が不完全となる。一方、30質量部を超えるとゴムの発熱量は高くなるが、カーボンブラックの分散が悪いものでは加熱ムラになったり、更には発熱し過ぎて熱劣化してしまう。なお、カーボンブラックの種類については特に限定されないが、平均粒子径が70〜100ナノメートルのものを好ましく用いることができる。
【0041】
また、第2〜4発明で用いる発泡剤は、有機発泡剤のA.D.C.A(アゾジカルボンアミド)系が特に好ましい。その他の有機発泡剤としては、例えば、D.P.T(ジニトロソペンタメチレンテトラアミン)系、T.S.H(p−トルエンスルホニルヒドラジド)系、O.B.S.H(オキシビスベンゼンスルフェニルヒドラジド)系等を単独で若しくは混合して用いることが可能である。発泡剤の分解温度は、尿素樹脂や酸化亜鉛等の発泡助剤等を加えて低下させることもできる。本発明で用いる発泡剤は、本発明で規定されるゴム配合において170℃〜230℃におけるガス発生速度が2ml/g・min〜4ml/g・minとなるような配合に調整している。
【0042】
また、第2〜4発明で用いる発泡助剤としては、尿素系化合物、酸化亜鉛や酸化鉛等の金属酸化物、サリチル酸やステアリン酸等を主成分とする化合物等が挙げられ、使用する発泡剤に対応して適切な作用を期待できる発泡助剤を添加することができる。
【0043】
また、第2〜4発明で用いる加硫剤としては、硫黄や金属酸化物等が挙げられる。加硫促進剤は各種知られているが、チアゾール系促進剤やチウラム系促進剤を使用している。チアゾール系促進剤及びチウラム系促進剤の併用は、圧縮によるゴムの変形に対するCセット性に効果があることが一般的に知られている。具体的なチアゾール系促進剤としては、2−メルカプトベンゾチアゾールやジベンゾチアジルジスルフィド等があるが、本発明では未加硫生地の貯蔵安定性を示すスコーチ性が少なく、チウラム系促進剤と併用されるジベンゾチアジルジスルフィドが好ましい。また、チウラム系促進剤としては、テトラメチルチウラムモノスルフィド、テトラエチルチウラムジスルフィド、テトラキス(2−エチルヘキシル)チウラムジスルフィド及びジペンタメチレンチウラムテトラスルフィド等が挙げられ、耐スコーチ性に優れたテトラキス(2−エチルヘキシル)チウラムジスルフィドが好ましい。なお、その他のチアゾール系促進剤及びチウラム促進剤においても使用条件を整えることで本発明に適用可能である。
【0044】
特に、第2発明におけるチウラム系促進剤は、分子量200以上650以下であるものを使用するのが好ましく、これにより本発明における初期加硫時間T10と初期発泡時間T10のバランスを調整している。分子量が200未満であると、加硫速度が速くなりマイクロ波加硫において充分な発泡が得られ難くなり、一方、650を超えると架橋密度が低くなるので発泡セルが大きくなり硬度が低くなるだけではなく、ローラーのCセットによる白スジが画像上に発生するという問題が生じ易くなる。
【0045】
特に、第5発明における発泡ゴム層62を形成するための原料であるゴム組成物は、エチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルからなり、プロピレンオキサイドの組成比率が1〜20mol%、アリルグリシジルエーテルの組成比率が5〜15mol%である三元共重合体を全ポリマー分100質量部中に0.1〜50.0質量部含み、この他のポリマー分としてエピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、EPDM、ブタジエンゴム、スチレンブタジエンゴム、イソプレンゴム、ブチルゴム、クロロプレンゴムのいずれかあるいはこれらの混合物を含む。更に所望の場合には、アゾジカルボンアミド系の発泡剤、硫黄、有機過酸化物、トリアジン、ポリアミン等の加硫剤、チウラム系、チアゾール系、グアニジン系、スルフェンアミド系、ジチオカルバミン酸塩系、チオウレア系の加硫促進剤、カーボンブラック等の補強材、炭酸カルシウム等の充填材、その他の助剤を含む。エチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテル三元共重合体としては、例えば、エチレンオキサイドが86.0〜88.0mol%、プロピレンオキサイドが1.2〜1.4mol%、アリルグリシジルエーテルが11.0〜13.0mol%の組成比率のものや、日本ゼオン(株)製のゼオスパン8030を、エピクロルヒドリンゴムとしては、例えば、日本ゼオン(株)製のゼクロン3106(商品名)を、アクリロニトリルブタジエンゴムとしては、例えば、日本ゼオン(株)製のDN401(商品名)を、アゾジカルボンアミド系の発泡剤としては、例えば、永和化成工業(株)製のビニホールAC(商品名)を好ましく用いることができる。
【0046】
本発明において、上記各成分からゴム組成物を調製する方法は、特に限定されず、例えば、使用する原料、組成等に応じて、公知の方法の中から適したものを選択すればよい。具体的には、例えば、ゴム成分、発泡剤、導電剤、加硫剤、加硫促進剤等の所定の成分を、例えば、バンバリーミキサーまたはニーダー等の密閉式混練機を用いて混練しゴム組成物を調製すればよい。
【0047】
図3に、本発明において使用することのできる加硫成形装置の一例を示す。本装置は、押出機11、昇温加熱手段としてのマイクロ波加硫装置(UHF加硫装置と表すことがある)12、所望の場合には熱風加熱手段である熱風加硫装置(HAV加硫装置と表すことがある)13、巻引取機14、冷却槽15、定尺切断機16および自動芯金圧入機17で構成される。
【0048】
上述した、例えば、バンバリーミキサーまたはニーダー等の密閉式混練機で混練して調製したゴム組成物は、オープンロールとリボン成形分出し機(不図示)によりリボン状に成形された後に、押出機11に投入される。UHF加硫装置12は、ポリテトラフルオロエチレン(PTFE)でコーティングされたメッシュのベルト、またはPTFEを被覆したコロを備えており、押出機11で押出し成形された未加硫のゴム組成物チューブはこの上を搬送されて行き、搬送される間にマイクロ波が照射され昇温加熱されて発泡され、加硫され(「発泡・加硫され」と表すことがある)て発泡ゴムチューブが形成される。この発泡ゴムチューブは、HAV加硫装置13に搬送される。UHF加硫装置12とHAV加硫装置13の間は、PTFEを被覆したコロで連結されている。HAV加硫装置13は、PTFEを被覆したコロを備えており、発泡ゴムチューブはこの上を搬送されて行き、搬送される間熱風に曝されて加熱されて更に加硫される。発泡ゴムチューブは、引取機14で引き取られ、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断される。その後続けて自動芯金圧入機17により導電性ゴムチューブに芯金が圧入され、導電性を有する発泡ゴムチューブが調製される。
【0049】
UHF加硫装置12、HAV加硫装置13および引取機14、冷却槽15、定尺切断機16、自動芯金圧入機17の長さは、本実施形態では、順に、4m、6m、1m、1m、1.5m、2mとなっている。UHF加硫装置12とHAV加硫装置13との間およびHAV加硫装置13と引取機14との間の間隙は0.1〜1.0mとなるように設定されている。
【0050】
続いて、発泡ゴムチューブをHAV加硫装置13に搬送し、発泡ゴムチューブを搬送しながらHAV加硫装置13の熱風炉中で加熱して加硫を完了させる。HAV加硫装置13の熱風炉における加熱条件は、特に限定されないが、通常、150〜300℃で2分〜10分熱風加熱するのが好ましい。なお、HAV加硫装置13の熱風炉は、ガス炉を熱源とする熱風炉とするのが好ましい。ガス炉を熱源とする熱風炉とするとガス燃焼時に微量に発生する水蒸気により均一な加熱状態が得られる。
【0051】
加硫を完了させて得られた上記発泡ゴムチューブは引取機14で引き取られ、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断される。
【0052】
特に、第1発明では、上記加硫成形装置において、ゴム組成物を押出機11でチューブ状に押出して成形した未加硫のゴム組成物チューブは、該押出機11より押出された直後にUHF加硫装置12内に搬送され、該UHF加硫装置内を、0.5〜3.0m/minの搬送速度で搬送される。該UHF加硫装置12内において、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、好ましくは照射出力0.3〜3.0kWのマイクロ波を照射し、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する。マイクロ波を照射する区域の長さは4m以下であり、3m以下とするのが好ましい。そして、其の限界は1m程度と考えられる。マイクロ波を照射する区域の長さを4m以下とすると、均一で安定した発泡状態が得られ均一な内径寸法となる。限界の1m程度の場合には、スパークする可能性があり、実際的では無い。搬送速度は、0.5〜3.0m/minであり、1.0〜3.0m/minとするのがより好ましい。搬送速度を0.5m/min以上とすると、より安定した加硫状態が得られ、また、搬送速度を3.0m/min以下とすると、より安定した発泡状態が得られ均一な内径寸法となる。マイクロ波照射出力は0.3〜3.0kWとするのが好ましく、0.3〜2.0kWとするのがより好ましい。マイクロ波照射出力を0.3kW以上とすると、短い装置構成の場合においても充分な照射を行うことができる。一方、3.0kW以下とすると、過剰に加熱されることを容易に避けることができ、精細な内径寸法を必要とする導電性ゴムローラーを製造する場合においても、制御が非常に容易となる。
【0053】
また、第1発明では、発泡・加硫して成形された発泡ゴムチューブの内径(b)が、導電性ゴムローラーの長手方向全域で、導電性芯材の外径寸法(a)に対して20〜35%小さくする必要があり、20〜30%小さくすることが好ましい。20%より小さいと圧入後、発泡ゴムチューブが導電性芯材から抜ける不具合が生じ、35%より大きいと導電性芯材に圧入できない不具合が生じる。また、定尺切断機16により切断後、自動芯金圧入機17によりホットメルト接着剤、または加硫接着剤等の接着剤を塗布していない導電性芯材を上記発泡ゴムチューブの内径部に圧入し、導電性を有する発泡ゴムチューブを被覆する。
【0054】
特に、第2発明では、上記UHFにおいてマイクロ波の強度は0.5〜3.0kWが好ましい。0.5kW未満になると温度が上がらないため、加硫、発泡共に不十分となり易い。一方、3.0kWより高い強度を照射するとゴムは250℃以上に加熱され、過加硫となり、更には発火の危険性もあり、品質だけではなく生産面においても好ましくない。このとき、UHFの加熱雰囲気温度は、前記ゴム層の初期加硫時間T10と初期発泡時間Tp10の比T10/Tp10が1以上3未満であり、かつ前記T10が90秒以内となる温度としている。この温度条件を設定することにより該ゴム層の加硫と発泡がバランス良く進行し、発泡ムラの無いゴムチューブの製造が可能となる。即ち、このときにT10/Tp10が1未満になる雰囲気温度では、発泡よりも加硫が速く進行し、セルの形成が困難となる。一方、T10/Tp10が3以上となる雰囲気温度においては、発泡反応が加硫反応よりも早く進行する。特に、前記UHF炉内においてはマイクロ波により均一かつ高速でゴム全体が加熱されるため、発泡反応は急速に加速される。しかし、T10/Tp10が3以上であるために、加硫が発泡に追従できず、セルを均一に形成させるのが困難となる。特に、該ゴムチューブの温度が雰囲気温度よりも高くなる場合は、該ゴムチューブの表面は放熱となり、内部と温度差ができる。その結果、表面近傍の加硫が遅くなるため、表面付近で発泡ムラが発生し易い。また、UHF炉の加熱雰囲気温度は前記T10が90秒以内となる温度に設定・管理することが必要である。90秒を超える温度では、UHF炉で加硫が十分進行せず、HAVで外側から加硫が進行するため、該ゴムチューブは外径側のセルが大きくなる。更に、マイクロ波の出力を高く設定した場合、該ゴムチューブの表面と内部の温度差が大きくなるため、発泡ムラが発生する。
【0055】
なお、第2発明では、ゴム層の170℃〜230℃におけるガス発生速度は2ml/g・min〜4ml/g・minである。このガス発生速度になるように該ゴム層の温度を調整、即ちUHF炉の加熱雰囲気温度を調整することにより、第2発明において使用する装置において発泡反応を完結させることが可能である。なお、前記ガス発生速度が2ml/g・min未満では発泡が不十分となる。一方、4ml/g・minを超えると、ガス抜けが生じる。また、上記T10/Tp10及びT10、更にガス発生速度を上記のように適正化することにより、発泡セルを均一にかつ、直径を0.3mm以下に調整している。0.3mmを超える場合、前記転写ローラーにおいて感光ドラムにセルの痕跡が残り易くなるため、好ましくない。
【0056】
特に、第3発明では、ゴム層の未加硫における誘電損失係数εr・tanδは0.3〜0.5である。これは第3発明で適用できる極性ゴム含有のゴム層を有する転写ローラー等の導電性ローラーにおいて、マイクロ波照射による加硫発泡工程が良好に進行する範囲となる。この範囲を逸脱する場合、例えば0.3未満であるとマイクロ波による加熱が不十分となり、加硫が進まないもしくは不完全となってしまう。一方、0.5を超えると、過加熱となり該ゴム層の熱劣化が懸念される。
【0057】
第3発明では、上記マイクロ波の照射は、例えば炉内雰囲気温度200℃に設定したUHF12内で、2450±50MHzのマイクロ波を使用して行う必要がある。マイクロ波が2450±50MHzであることにより該ゴムチューブを、照射ムラが少なくかつ効率良く照射することが可能である。UHF炉内での熱風の温度は150℃〜250℃が好ましく、特には180℃〜230℃が好ましい。
【0058】
特に、第4発明では、上記UHF12で、PTFEでコーティングされたメッシュベルトで上記押出機11より押出されたゴムチューブを搬送する必要がある。前記メッシュベルトにおいて、基材の材質は特に限定されないが、前記ゴム層が付着しないように、PTFEコーティングで表面処理を施すことが必要であり、また、接触部の温度ムラを防ぐ目的で熱容量が小さく、耐熱性のある材質が好ましい。また、メッシュベルトの開口部の形状は特に限定されないが、加熱条件やある程度の張力に耐えうる格子状等の形状が良く用いられる。前記メッシュベルトは前記ゴム層の加硫後の外径A(mm)と前記メッシュベルトの開口率B(%)との比A/Bが0.2以上0.4以下となっている。この範囲に規定することにより、前記メッシュベルトとの接触面積を最小限にし、かつ発泡ムラを無くすることができる。この範囲を逸脱する場合、例えばA/Bが0.2未満では、前記外径に対しメッシュの開口率が大きく、接触面積は小さくなるが、接触部にかかる前記ゴム層の質量は増大する。従って、加硫時の粘度低下により前記ゴム層のメッシュ接触跡は悪化する。また、一方、0.4を超えるとチューブ外径に対しメッシュ開口率が小さく、UHF炉の熱風の循環に支障をきたす。
【0059】
特に、第5発明では、マイクロ波発信機1台あたりの出力は0.1〜1.5kWとする必要があり、0.15〜1.0KWとするのが好ましい。マイクロ波照射出力を0.1kW以上とすると、短い装置構成の場合においても充分な照射を行うことができる。一方、1.5kW以下とすると、過剰に加熱されることを容易に避けることができ、均一な発泡を必要とする導電性ゴムローラーを製造する場合においても、制御が非常に容易となる。マイクロ波照射装置は1台あたりの出力0.1〜1.5kWのマイクロ波発信機を2台または4台使用するのが好ましく、出力0.1〜1.5kWのマイクロ波発信機を4台とするのがより好ましい。出力0.1〜1.5kWのマイクロ波発信機を1台または3台とすると、装置内でマイクロ波の乱反射が起こり均一な加硫と発泡を行うことが難しくなる傾向がある。一方、出力0.1〜1.5kWのマイクロ波発信機を5台以上とすると、マイクロ波が過剰に照射されて不均一な発泡状態となり易く、更には所望の抵抗値より高い抵抗値になる不具合が生じる場合がある。
【0060】
また、第5発明では、上記加硫成形装置においては、ゴム組成物を押出機11でチューブ状に押出して成形した未加硫のゴム組成物チューブは、該押出機11より押出された直後にUHF加硫装置12内に搬送され、該UHF加硫装置内を、0.5〜3.0m/minの搬送速度で搬送される。該UHF加硫装置12内において、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、好ましくは1台あたりの出力0.1〜1.5kWマイクロ波発信機を2台または4台使用したマイクロ波照射装置を用い、マイクロ波を照射し、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する。
【0061】
また、第5発明では、搬送速度は、0.5〜3.0m/minであり、1.0〜3.0m/minとするのがより好ましい。搬送速度を0.5m/min以上とすると、より安定した加硫状態が得られ、また、搬送速度を3.0m/min以下とすると、より安定した発泡状態が得られ均一な内径寸法となる。また、マイクロ波を照射する区域の長さは4m以下であり、3m以下とするのが好ましい。そして、其の限界はスパークする可能性を考慮して、1m程度と考えられる。マイクロ波を照射する区域の長さを4m以下とすると、均一で安定した発泡状態が得られ均一な内径寸法となる。また、定尺切断機16により切断後、続けて自動芯金圧入機17により導電性芯材を上記発泡ゴムチューブの内径部に圧入し、導電性を有する発泡ゴムチューブを被覆する。このときの導電性芯材はホットメルト接着剤、または加硫接着剤等の接着剤を所望の領域に塗布したもの、または接着剤を塗布していないもののどちらでもよい。
【0062】
次いで、このローラー状成形体を、研磨機(不図示)にセットし、所定の研磨条件で研磨し所定の外径を有する導電性ゴムローラーを作製する。
【0063】
更に、得られた導電性ゴムローラーを基層部材とし、帯電ローラー、現像ローラー、転写ローラー等の電子写真装置用ローラーを得ることができる。
【0064】
また、例えば、現像ローラーや帯電ローラーは、上記導電性ゴムローラーの発泡ゴム層の外周面に、発泡ゴム層からゴムの低分子量分やステアリン酸などの配合薬品がブリードアウトすることを防止するしみ出し防止層、電極層や電気特性を制御する抵抗制御層、および感光体等に傷や汚染を与えないために設けられる被覆層等の所望の機能を付与するための層を必要に応じて設けて作製すればよい。前記しみ出し防止層、電極層や抵抗制御層、および被覆層等を設ける方法としては、公知の方法、例えば、ディップコート法またはロールコート法等の塗工液を用いる方法や、同時成形多層シームレスチューブを被覆する方法等を挙げることができる。
【0065】
また、例えば、転写ローラーは、上記導電性ゴムローラーの発泡ゴム層の外周面に、発泡ゴム層からゴムの低分子量分やステアリン酸などの配合薬品がブリードアウトすることを防止するしみ出し防止層、電気特性を制御する抵抗制御層、被転写材の搬送性を改良するため表面性状を制御する表面性状制御層等の所望の機能を付与するための層を必要に応じて設けて作製すればよい。これらの層は、上記現像ローラーや帯電ローラーの場合と同様の方法で形成することができる。また、所望の性能を有する場合は、上記導電性ゴムローラーは、そのまま、転写ローラーとして用いてもよい。
【0066】
以下に本発明について実施例を挙げて詳細に説明する。実施例においては、特に転写ローラーについて記載されているが、本発明はこの転写ローラーのみに限定されるものではなく、帯電ローラー、現像ローラーにも適用可能である。
【0067】
(実施例1−1〜1−5、比較例1−1〜1−5)
本発明を実証する導電性ゴムローラー(図1)は以下のようにして作製した。
アクリロニトリルブタジエンゴム(日本ゼオン(株)製、DN401;商品名)75質量部、エピクロルヒドリンゴム(日本ゼオン(株)製、ゼクロン3106;商品名)23質量部、エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル3元共重合体(日本ゼオン(株)製、ゼオスパン8030;商品名)2質量部、アゾジカルボンアミド(永和化成工業(株)製、ビニホールAC;商品名)4質量部、ステアリン酸(花王(株)製、ルナックS20;商品名)1質量部、酸化亜鉛(白水化学(株)製、亜鉛華1号;商品名)5質量部、カーボン(旭カーボン(株)製、旭35;商品名)10質量部をバンバリーミキサーで混練し、オープンロールとリボン成形分出し機によりリボン状に成形し、このリボン状に成形したゴム組成物を図3記載の加硫成形装置の押出機11(ミクロ電子(株)製)に投入し、各種の条件で未加硫ゴム組成物チューブを押出した。
【0068】
このゴム組成物チューブを、UHF加硫装置12(ミクロ電子(株)製)によりマイクロ波照射領域4mで表1−1および表1−2に示す条件で加熱昇温して、発泡・加硫し、得られ発泡チューブを巻引取機14で引き取り、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断して外径φ16.0mm、内径φ4.2mm、長さ250mmの発泡ゴムチューブを得る。その後続けて自動芯金圧入機17により接着剤が塗布されていない外径φ6mmの導電性芯材を発泡ゴムチューブの内径部に圧入し、発泡ゴムチューブを発泡ゴム層とするローラー状の成形体を得た。このローラー状の成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000rpm、送り速度0.5m/分で、外径がφ17mmになるように研磨し導電性ゴムローラーを作製した。
【0069】
上記実施例および比較例におけるマイクロ波照射時の発泡ゴムチューブの内外径縦横比測定、発泡ゴムチューブのセル径分布の評価、圧入性の評価、導電性ゴムローラーの硬度ムラの測定、導電性ゴムローラーの電気抵抗ムラ測定は次のようにして行った。得られた結果を表1−1および表1−2に示した。
【0070】
(導電性芯材の外径と発泡ゴムチューブの内径の測定方法)
導電性芯材の外径(a)と発泡ゴムチューブの内径(b)を各々ノギスおよびピンゲージで測定し、その差の割合〔((a−b)/a)×100〕を求める。このとき差の割合が20〜35%であることが望ましい。
【0071】
(発泡ゴムチューブの圧入性)
導電性芯材に発泡ゴムチューブを圧入した時、圧入可能だったものを○、圧入できたが発泡ゴムチューブが破損してしまったもの、または抜けてしまったものを△、全く圧入できなかったものを×とした。
【0072】
(発泡ゴムチューブの内外径縦横比の測定方法)
発泡ゴムチューブを任意の場所で切断し、その断面を投影機((株)ニコン製、プロファイルプロジェクターV−12B;商品名)により、内外径各々の最大部(tmax)と最小部(tmin)を測定し、その比(tmax/tmin)を求める。このときこの比がより1に近いことが好ましい。
【0073】
(導電性ゴムローラーの硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を用い、導電性ゴムローラーの発泡ゴム層の任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を求め硬度ムラとした。硬度ムラは0に近いことが好ましい。
【0074】
(発泡ゴムチューブのセル径分布の評価方法)
発泡ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス社製、デジタルマイクロスコープVH−8000;商品名)により記録し、外径側のセル径と内径側のセル径の大きさの違いをビデオマイクロのモニター中に表示のゲージにより計測し確認した。このとき外径側のセル径(Dou)と内径側のセル径(Din)に差が無いことが好ましい。評価は下記の基準に基づいて行った。
○:差がない(│Dou−Din│/Dou)≦1.5または(│Dou−Din│/Din)≦1.5)
△:やや差がある(1.5<(│Dou−Din│/Dou)≦2.0または1.5<(│Dou−Din│/Din)≦2.0)
×:差がある(│Dou−Din│/Dou)>2.0または(│Dou−Din│/Din)>2.0)
【0075】
(導電性ゴムローラーの電気抵抗ムラの測定方法)
23℃×55%RHの環境下に48時間放置後、導電性ゴムローラーの軸体の両端に、各々4.9Nの荷重を負荷して外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、導電性ゴムローラーの導電性芯材とアルミニウム製のドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大値Rmaxと最小値Rminの差(Rmax−Rmin)を桁〔log(Rmax/Rmin)〕で表した。電気抵抗ムラは1.2桁未満が好ましい。
【0076】
表1−1に示したように、実施例1−1〜1−5においては、マイクロ波を照射する区域の長さが4m以下のマイクロ波加硫装置内における搬送速度0.5〜3.0m/minで搬送しながら、照射出力の合計が0.3〜3.0kWで照射した場合であり、発泡ゴムチューブの導電性芯材への圧入性が良く、発泡ゴムチューブの内外径の縦横比が1.05以下で小さくまたセル径の分布が均一であることがわかる。更に導電性ゴムローラーの周方向の硬度ムラも小さく、抵抗ムラも1.05桁以下で小さいことがわかる。
【0077】
これに対して、比較例1−1〜1−5においては、表1−2に示したようにマイクロ波照射出力0.1kW、1.5kW、2.0kW、4.0kW、搬送速度0.3m/min、3.5m/minにした場合を挙げた。比較例1−1おいては発泡ゴムチューブが圧入後導電性芯材から抜けてしまい、比較例1−3および1−4においては発泡ゴムチューブが圧入はできたが裂けてしまうなど破損してしまい導電性ゴムローラーとして成形できなかった。また比較例1−2および1−5においては発泡ゴムチューブの内径が小さく、導電性芯材に圧入することが不可能であった。更に、セル径分布が悪く、発泡ゴムチューブの内外径の縦横比も実施例よりも大きいことがわかる。
【0078】
【表1−1】
【0079】
【表1−2】
【0080】
(実施例2−1〜2−9及び比較例2−1〜2−6)
加硫発泡後に巻引取機より排出された直後に、定尺切断機により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、または加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500mm/分で外径が16〜20mmになるように研磨し、導電性ゴムローラーを作成した。
なお、各実施例及び比較例で使用した配合及び質量部は以下の通りである。
・アクリロニトリルブタジエンゴム[商品名:DN401LL、日本ゼオン(株)社製]
84質量部
・エピクロルヒドリンゴム[商品名:ゼクロン3106、日本ゼオン(株)社製]
16質量部
・導電性カーボンブラック[商品名:旭#35、旭カーボン(株)社製]
10質量部
・酸化亜鉛[商品名:亜鉛華2種、ハクスイテック(株)社製]
5質量部
・ステアリン酸[商品名:ルナックS、花王(株)社製] 1質量部
・チアゾール系促進剤:ジベンゾチアジルジスルフィド
[商品名:ノクセラーDM−P、大内新興化学(株)社製] 2質量部
・チウラムジスルフィド系促進剤:テトラキス(2−エチルヘキシル)チウラムジスルフィド[商品名:ノクセラーTOT−N(分子量633.18)、大内新興化学(株)社製] 2.5質量部
・硫黄[商品名:サルファックスPMC、鶴見化学(株)社製]
2質量部
・アゾジカルボンアミド[商品名:セルマルクM257、三協化成(株)社製]
4質量部
・尿素[商品名:セルマルクM258、三協化成(株)社製] 2質量部
【0081】
ゴム材料として上記配合で構成された該ゴム層について、UHF炉の雰囲気温度、搬送速度、マイクロ波出力を変え、以下の方法により評価を行った。結果を表2−1及び表2−2に示す。
【0082】
<T10/Tp10の測定方法>
ムービングダイレオメーターMDR2000(アルファテクノロジーズ社製)を使用し、所定の温度に設定してあるダイに使用する未加硫ゴム所定量を設置し、加硫及び発泡曲線の測定を行う。得られた初期加硫時間T10及び初期発泡時間Tp10よりT10/Tp10を算出した。
【0083】
<マイクロ波照射時のゴム温度の測定方法>
蛍光温度計(安立計器(株)製、蛍光式光ファイバー温度計FL−2000)を使い、押出機より押し出された未加硫のゴムチューブ内部に蛍光温度計の検知部を差し込み、UHF炉内に未加硫のゴムチューブと共に搬送し、その時の温度を測定した。
【0084】
<ガス発生速度の測定方法>
ガストレーサー装置(永和化成工業(株)製、ガストレーサー250)を使い、使用する未加硫ゴム5gと流動パラフィン10mlを試験管に入れる。予め170℃〜230℃の温度範囲で任意の温度を設定したオイルバス中に試験管を30分間浸漬し、浸漬後10秒毎にガス発生量を測定する。ガスの発生速度は、ガスの発生量が平衡に達したときの発生量をそれまでに要した時間で除することで求めた。
【0085】
<発泡セル直径の測定方法>
ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス製、デジタルマイクロスコープVH−8000)にて観察した。測定は該ゴムチューブの内径側から外径側まで全域を50倍の倍率で観察し、N=30でセル径を測定した。測定値の最大値を該ゴムチューブのセル径(直径)とした。
【0086】
<硬度ムラの測定方法>
硬度計(アスカーC型、4.9N荷重)を使い、導電性ローラーにしたチューブの任意の場所を周方向に90°毎に4箇所測定し、その最大値と最小値の差を硬度ムラと表した。硬度差は0か、0に近いほど好ましい。
【0087】
<抵抗ムラの測定方法>
ローラー抵抗は、N/N(23℃/55%RH)環境下において48時間の放置後、導電性ゴムローラーの軸体に片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大と最小の比を周ムラとして表した。周ムラは1.6以下が好ましく、特に1.2未満が好ましい。
【0088】
【表2−1】
【0089】
【表2−2】
【0090】
実施例2−1〜2−9について:
表2−1より、UHF炉の雰囲気温度及びマイクロ波出力によって該ゴム層の到達温度を制御している。前記ゴム層の到達温度を測定条件とし前記ガストレーサー装置で発泡ガス発生速度を測定すると、本発明の要件の範囲内となっている。従って、該ゴム層は発泡が十分行われ、かつセルが均一でムラが無いものとなる。更に、硬度差も小さく、抵抗ムラも1.6桁以下となっている。
【0091】
比較例2−1〜2−6について:
比較例2−1ではT10/Tp10の値が本発明の要件から外れており、発泡に対し加硫が遅れているため、形成されたセルが不均一となり発泡ムラが生じている。また、比較例2−4においては雰囲気温度を130℃に設定するとT10、T10/Tp10共に本発明の要件から外れており、発泡に対し加硫が大きく遅れて、著しい発泡ムラが観察されている。その他の比較例においては、本発明で紹介した装置でUHF炉あるいはHAV炉で加硫・発泡が完結しない場合もあり、適切なゴムチューブが得られないばかりか、ローラーを作製できない場合もあった。ローラーを作製できたものでは著しい発泡ムラが生じており、発泡セルの直径も0.3mmを超える場合もあった。そのため硬度ムラ、抵抗ムラが悪化している。
【0092】
(実施例3−1〜3−3及び比較例3−1〜3−3)
加硫発泡後に巻引取機より排出された直後に、定尺切断機により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、または加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500mm/分で外径が16〜20mmになるように研磨し、導電性ゴムローラーを作成した。
【0093】
各実施例及び比較例で使用した材料は以下の通りである。
・アクリロニトリルブタジエンゴム[商品名:DN401LL、日本ゼオン(株)社製]
・エピクロルヒドリンゴム[商品名:ゼクロン3106、日本ゼオン(株)社製]
・導電性カーボンブラック[商品名:旭#35、旭カーボン(株)社製]
・硫黄[商品名:サルファックスPMC、鶴見化学(株)社製]
・チアゾール系促進剤:ジベンゾチアジルジスルフィド[商品名:ノクセラーDM−P、大内新興化学(株)社製]
・チウラム系促進剤:テトラキス(2−エチルヘキシル)チウラムジスルフィド[商品名:ノクセラーTOT−N(分子量633.18)、大内新興化学(株)社製]
・アゾジカルボンアミド[商品名:セルマルクM257、三協化成(株)社製]
・尿素[商品名:セルマルクM258、三協化成(株)社製]
上記に示した製造方法を用い、表3−1に示す配合及び質量部によってチューブを得て導電性ローラーを形成した。
【0094】
次に本発明の評価方法について説明する。
【0095】
<誘電損失係数εr・tanδの測定方法>
誘電損失係数εr・tanδは、Agilent Technologies社製ENAシリーズネットワークアナライザーE5071B(300kHz−8.5MHz)を用い、測定サンプルに電極を当てマイクロ波をゴムに照射することにより測定を行った。なお、測定周波数は2450MHzを使用し、23℃の常温下で未加硫ゴムを用いた。結果を表3−1に示す。
【0096】
<マイクロ波照射時のUHF炉内のゴム温度の測定方法>
蛍光温度計(安立計器(株)製蛍光式光ファイバー温度計FL−2000)を使い、押出機より押し出された未加硫のゴムチューブ内部に蛍光温度計の検知部を差し込み、UHF内に未加硫のゴムチューブと共に搬送し、その時の温度を測定した。結果を表3−1に示す。
【0097】
<硬度、硬度差の測定方法>
硬度計(アスカーC型、4.9N荷重)を使い、導電性ローラーにしたチューブの任意の場所を周方向に90°毎に4箇所測定し、平均値を硬度、更にその最大値と最小値の差を硬度差と表した。硬度差は0か、0に近いほど好ましい。結果を表3−1に示す。
【0098】
<発泡ムラの確認方法>
チューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス製、デジタルマイクロスコープVH−8000)にて発泡ムラの有無を観察した。このとき、観察面全域において発泡ムラのないもの、特に、外径側のセル径と内径側のセル径に差が無いことが好ましく、差がないものを○、やや差があるものを△、差があるものを×、と評価した。結果を表3−1に示す。
【0099】
【表3−1】
【0100】
実施例3−1〜3−3について:
表3−1より、誘電損失係数が適正な範囲にあり、その結果、発泡ムラ及び硬度差も小さくなっている。
【0101】
比較例3−1〜3−3について:
本発明の要件より逸脱する事例を比較例とした。いずれも誘電損失係数が本発明から逸脱している例であるが、カーボンブラックの量が多い比較例3−1では発泡ムラ及び硬度差が大きく、比較例3−2ではゴムの過加熱が認められた。一方、カーボンブラックの添加されていない比較例3−3では、マイクロ波の照射下でゴム温度が発泡剤の分解温度に十分に達しておらず、その結果HAV炉で発泡が行われ、周方向の発泡ムラが生じている。
【0102】
(実施例4−1〜4−7、比較例4−1〜4−5)
加硫発泡後に巻引取機より排出された直後に、定尺切断機により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、または加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500mm/分で外径が16〜20mmになるように研磨し、導電性ゴムローラーを作成した。
【0103】
次に、本発明の評価方法について説明する。
【0104】
(加硫後のチューブ外径)
加硫後のゴムチューブ外径は、加硫後、任意の位置でデジタルノギス(安立計器製)を用いて測定した。その後、所望の外径に研磨を行い、加硫後のゴムチューブ外径より研磨後の外径を差し引くことにより研削代mmとした。
【0105】
(メッシュベルト跡)
メッシュベルトの跡は加硫後、任意の位置でゴムチューブを切断し、切断面及び接触面を目視で確認した。評価はメッシュベルトの跡が径方向に1mm以下であるものを「メッシュベルト跡無し」とし、1mmより大きい場合を「メッシュベルト跡有り」とした。
【0106】
(発泡ムラ確認方法)
ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス デジタルマイクロスコープVH―8000)にて観察した。
【0107】
(硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を使い、導電性ゴムローラーにしたチューブの任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を硬度ムラと表した。硬度差は0か、0に近いほど好ましい。
【0108】
(抵抗ムラの測定方法)
ローラー抵抗は、N/N(23℃×55%RH)環境下において48時間の放置後、導電性ゴムローラーの導電性芯材(芯金、軸体)に片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大と最小の比を周ムラとして表した。
周ムラは1.2桁未満が好ましい。
【0109】
各実施例及び比較例で使用したゴム配合及び質量部は以下の通りである。
・アクリロニトリルブタジエンゴム[商品名:DN401LL 日本ゼオン(株)製]
84質量部
・エピクロルヒドリンゴム[商品名:ゼクロン3106 日本ゼオン(株)製]
16質量部
・導電性カーボンブラック[商品名:旭#35 旭カーボン(株)製]
10質量部
・酸化亜鉛[商品名:亜鉛華2種 ハクスイテック(株)製] 5質量部
・ステアリン酸[商品名:ルナックS 花王(株)製] 1質量部
・チアゾール系促進剤:ジベンゾチアジルジスルフィド
[商品名:ノクセラーDM−P 大内新興化学(株)製] 2質量部
・チウラムジスルフィド系促進剤:テトラキス(2−エチルヘキシル)チウラムジスィド [商品名:ノクセラーTOT−N(分子量633.18)大内新興化学(株)製]
2.5質量部
・硫黄[商品名:サルファックスPMC 鶴見化学(株)製] 2質量部
・アゾジカルボンアミド[商品名:セルマルクM257 三協化成(株)社製]
4質量部
・尿素[商品名:セルマルクM258 三協化成(株)製] 2質量部
本発明で提供しているゴム材料としてアクリロニトリルゴムとエピクロルヒドリンゴムで構成された該ゴム層について、本発明で特定される条件について、いくつか例を挙げた。結果を表4−1に示す。
【0110】
表4−1より、メッシュベルト跡も無く、発泡が均一でムラが無く、その結果、硬度差も小さく、抵抗ムラも1.1桁以下になることがわかる。また、研削代も2mm以下となっており、経済的にも効果がある。
【0111】
本発明で特定された条件を逸脱する事例を比較例とした。結果を表4−2に示す。いずれの場合も、メッシュベルト跡が確認され、その結果、発泡ムラ、硬度差、周方向の抵抗ムラも大きくなっている。また、発泡ムラがあるため、研削代も増加している。
【0112】
【表4−1】
【0113】
【表4−2】
【0114】
(実施例5−1〜5−5、比較例5−1〜5−5)
本発明を実証する導電性ゴムローラー(図1)は以下のようにして作製した。
アクリロニトリルブタジエンゴム(日本ゼオン(株)製、DN401;商品名)75質量部、エピクロルヒドリンゴム(日本ゼオン(株)製、ゼクロン3106;商品名)10質量部、エチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体(プロピレンオキサイドの組成比率:1.30mol%、アリルグリシジルエーテルの組成比率:11.7mol%;試作品)15質量部、アゾジカルボンアミド(永和化成工業(株)製、ビニホールAC;商品名)4質量部、ステアリン酸(花王(株)製、ルナックS20;商品名)1質量部、酸化亜鉛(白水化学(株)製、亜鉛華1号;商品名)5質量部、カーボン(旭カーボン(株)製、旭35;商品名)10質量部、をバンバリーミキサーで混練し、オープンロールとリボン成形分出し機によりリボン状に成形し、このリボン状に成形したゴム組成物を図3記載の加硫成形装置の押出機11(ミクロ電子(株)社製)に投入し、任意の条件で未加硫ゴム組成物チューブを押出した。
【0115】
このゴム組成物チューブを、UHF加硫装置12(ミクロ電子(株)製)マイクロ波照射領域4mで表5−1および表5−2に示す条件で加熱昇温して、発泡・加硫し、得られ発泡チューブを巻引取機14で引き取り、引取機14より排出された直後に、冷却槽15でチューブを冷却し、定尺切断機16により所望の寸法に切断して外径φ16.0mm、内径φ4.2mm、長さ250mmの発泡ゴムチューブを得る。その後続けて自動芯金圧入機17により外径φ6mmの導電性芯材を発泡ゴムチューブの内径部に圧入し、発泡ゴムチューブを発泡ゴム層とするローラー状の成形体を得た。このローラー状の成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000rpm、送り速度0.5m/分で、外径がφ17mmになるように研磨し導電性ゴムローラーを作製した。
【0116】
上記実施例および比較例における発泡ゴムチューブの内外径縦横比測定、発泡ゴムチューブのセル径分布の評価、導電性ゴムローラーの硬度ムラの測定、導電性ゴムローラーの電気抵抗値および環境変動量の測定、導電性ゴムローラーの電気抵抗ムラ測定は次のようにして行った。得られた結果を表5−1および表5−2に示した。
【0117】
(発泡ゴムチューブの内外径縦横比の測定方法)
発泡ゴムチューブを任意の場所で任意の条件下で切断し、その断面を投影機((株)ニコン製、プロファイルプロジェクターV−12B;商品名)により、内外径各々の最大部(tmax)と最小部(tmin)を測定し、その比(tmax/tmin)を求める。このときこの比がより1に近いことが好ましい。
【0118】
(導電性ゴムローラーの硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を用い、導電性ゴムローラーの発泡ゴム層の任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を求め硬度ムラとした。硬度ムラは0に近いことが好ましい。
【0119】
(発泡ゴムチューブのセル径分布の評価方法)
発泡ゴムチューブを任意の場所で切断し、その断面をビデオマイクロ(キーエンス社製、デジタルマイクロスコープVH−8000;商品名)により記録し、外径側のセル径と内径側のセル径の大きさの違いをビデオマイクロのモニター中に表示のゲージにより計測し確認した。このとき外径側のセル径(Dou)と内径側のセル径(Din)に差が無いことが好ましい。評価は下記の基準に基づいて行った。
○:差がない(│Dou−Din│/Dou)≦1.5または(│Dou−Din│/Din)≦1.5)
△:やや差がある(1.5<(│Dou−Din│/Dou)≦2.0または1.5<(│Dou−Din│/Din)≦2.0)
×:差がある(│Dou−Din│/Dou)>2.0または(│Dou−Din│/Din)>2.0)
【0120】
(導電性ゴムローラーの電気抵抗および環境変動量の測定方法)
導電性ゴムローラーの抵抗は、導電性ゴムローラーの軸体に対して片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この測定をL/L(15℃×10%RH),N/N(23℃×55%RH),H/H(35℃×85%RH)の各環境下にて48時間の放置後に測定した。この時のL/L環境における抵抗値を最大値RLLとH/H環境における抵抗値をRHHの差(RLL−RHH)を桁〔log(RLL/RHH)〕で表した。電気抵抗の環境変動量は1.2桁未満が好ましい。
【0121】
(導電性ゴムローラーの電気抵抗ムラの測定方法)
23℃×55%RHの環境下に48時間放置後、導電性ゴムローラーの軸体の両端に、各々4.9Nの荷重を負荷して外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、導電性ゴムローラーの導電性芯材とアルミニウム製のドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大値Rmaxと最小値Rminの差(Rmax−Rmin)を桁〔log(Rmax/Rmin)〕で表した。電気抵抗ムラは1.2桁未満が好ましい。
【0122】
表5−1に示したように、実施例5−1〜5−5においては、発泡ゴム層を成形するゴム組成物が、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体0.1質量部、アクリロニトリルブタジエンゴム75質量部、エピクロルヒドリンゴム24.9質量部含まれるゴム組成物と、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体50質量部、アクリロニトリルブタジエンゴム50質量部、エピクロルヒドリンゴム0質量部含まれるゴム組成物をマイクロ波を照射する区域の長さが4m以下のマイクロ波加硫装置内を搬送速度0.5〜3.0m/minの速度で搬送しながら、出力0.1〜1.5kWマイクロ波発信機を2台または4台使用し照射した場合であり、発泡導電性ゴム成形物の内外径の縦横比が1.06以下で小さくまたセル径の分布が均一であることがわかる。更に導電性ゴムローラーの周方向の硬度ムラも小さく、所望の抵抗値も得られ且つ抵抗ムラ、環境変動量も1.2桁以下で小さいことがわかる。
【0123】
これに対して、比較例5−1〜5−5においては、表5−2に示したように発泡ゴム層を成形するゴム組成物が、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体0質量部、アクリロニトリルブタジエンゴム70質量部、エピクロルヒドリンゴム30質量部含まれるゴム組成物と、プロピレンオキサイドの組成比率が1.30mol%、アリルグリシジルエーテルの組成比率が11.7mol%であるエチレンオキサイド、プロピレンオキサイド、アリルグリシジルエーテルの三元共重合体60質量部、アクリロニトリルブタジエンゴム40質量部、エピクロルヒドリンゴム0質量部含まれるゴム組成物をマイクロ波を照射する区域の長さが4m以下のマイクロ波加硫装置内搬送速度0.3m/min、3.5m/minで搬送しながら、出力0.1〜1.5kWマイクロ波発信機を1、6台または2、4台使用し照射した場合を挙げた。比較例5−4おいては発泡ゴムチューブが加硫、発泡せず導電性ゴムローラーとして成形できなかった。更に比較例5−1、5−2、5−3、5−5においては硬度ムラ、抵抗ムラ、環境変動量が大きく、更にセル径分布が悪く、発泡導電性ゴム成形物の内外径の縦横比も実施例よりも大きいことがわかる。
【0124】
【表5−1】
【0125】
【表5−2】
本発明の製造方法で得られた導電性ゴムローラーおよび本発明の電子写真装置用ローラーは、電子写真複写装置、プリンター、静電記録装置等の画像形成装置に転写ローラー等として好適に使用することができる。
【0126】
この出願は2005年2月14日に出願された日本国特許出願番号第2005−036079、2005年2月14日に出願された日本国特許出願番号第2005-036080、2005年2月23日に出願された日本国特許出願番号第2005−047222、2005年2月24日に出願された日本国特許出願番号第2005−049003、2005年2月28日に出願された日本国特許出願番号第2005−053816及び2006年2月3日に出願された日本国特許出願番号第2006−027022からの優先権を主張するものであり、その内容を引用してこの出願の一部とするものである。
【特許請求の範囲】
【請求項1】
導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、
該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及び発泡剤を含有し、該ゴム層は170℃〜230℃におけるガス発生速度が2ml/g・min〜4ml/g・minであり、
熱風及びマイクロ波の照射を備えたマイクロ波加硫炉によって行われる該ゴム層の加硫発泡工程を有し、
該加硫発泡工程におけるマイクロ波加硫炉の加熱雰囲気温度が、該ゴム層の初期加硫時間T10と初期発泡時間Tp10の比T10/Tp10が1以上3未満であり、かつ該T10が90秒以内となるように温度管理することを特徴とする導電性ゴムローラーの製造方法。
【請求項2】
前記ゴム層はチウラム系促進剤とチアゾール系促進剤とを含み、該チウラム系促進剤の分子量が200以上650以下である請求項1に記載の導電性ゴムローラーの製造方法。
【請求項3】
画像形成装置に用いる導電性芯材上にゴム層が成形されている導電性ゴムローラーであって、請求項1又は2に記載の導電性ゴムローラーの製造方法により製造されたものであり、該導電性ゴムローラーの発泡セルの直径が0.3mm以下であることを特徴とする導電性ゴムローラー。
【請求項4】
電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該転写手段に搭載する転写ローラーとしての、請求項3に記載の導電性ゴムローラーの使用。
【請求項5】
導電性芯材上にゴム層を有する導電性ゴムローラーであって、
該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及びカーボンブラックを含み、該ゴムの合計を100質量部としたとき、該カーボンブラックは5〜30質量部であり、該ゴム層の未加硫における誘電損失係数εr・tanδが0.3〜0.5であり、
該ゴム層の加硫発泡が熱風及び2450±50MHzのマイクロ波を発生するマイクロ波加硫炉によって行われることを特徴とする導電性ゴムローラー。
【請求項6】
導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、
該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及びカーボンブラックを含み、該ゴムの合計を100質量部としたとき、該カーボンブラックは5〜30質量部となるように混練する工程と、
次いで熱風及び2450±50MHzのマイクロ波を発生するマイクロ波加硫炉による該ゴム層の加硫発泡工程と、を有し、
該混練工程による未加硫ゴムの誘電損失係数εr・tanδが0.3〜0.5であることを特徴とする導電性ゴムローラーの製造方法。
【請求項7】
電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該転写手段に搭載する転写ローラーとしての、請求項5に記載の導電性ゴムローラーの使用。
【請求項8】
導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、前記発泡ゴム層が、マイクロ波加硫炉におけるマイクロ波の照射と熱風による加硫発泡工程を経て形成され、前記マイクロ波加硫炉における搬送手段がポリテトラフルオロエチレンコーティングを施したメッシュベルトであり、前記ゴム層の加硫後の外径A(mm)と前記メッシュベルトの開口率B(%)の比A/Bが0.2以上0.4以下であることを特徴とする導電性ゴムローラーの製造方法。
【請求項9】
電子写真装置に用いる導電性ゴムローラーであって、請求項8に記載の導電性ゴムローラーの製造方法により製造され、周方向のアスカーC硬度差が1°以下であることを特徴とする導電性ゴムローラー。
【請求項10】
電子写真装置の転写装置に搭載される転写ローラーとしての、請求項9に記載の導電性ゴムローラーの使用。
【請求項1】
導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、
該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及び発泡剤を含有し、該ゴム層は170℃〜230℃におけるガス発生速度が2ml/g・min〜4ml/g・minであり、
熱風及びマイクロ波の照射を備えたマイクロ波加硫炉によって行われる該ゴム層の加硫発泡工程を有し、
該加硫発泡工程におけるマイクロ波加硫炉の加熱雰囲気温度が、該ゴム層の初期加硫時間T10と初期発泡時間Tp10の比T10/Tp10が1以上3未満であり、かつ該T10が90秒以内となるように温度管理することを特徴とする導電性ゴムローラーの製造方法。
【請求項2】
前記ゴム層はチウラム系促進剤とチアゾール系促進剤とを含み、該チウラム系促進剤の分子量が200以上650以下である請求項1に記載の導電性ゴムローラーの製造方法。
【請求項3】
画像形成装置に用いる導電性芯材上にゴム層が成形されている導電性ゴムローラーであって、請求項1又は2に記載の導電性ゴムローラーの製造方法により製造されたものであり、該導電性ゴムローラーの発泡セルの直径が0.3mm以下であることを特徴とする導電性ゴムローラー。
【請求項4】
電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該転写手段に搭載する転写ローラーとしての、請求項3に記載の導電性ゴムローラーの使用。
【請求項5】
導電性芯材上にゴム層を有する導電性ゴムローラーであって、
該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及びカーボンブラックを含み、該ゴムの合計を100質量部としたとき、該カーボンブラックは5〜30質量部であり、該ゴム層の未加硫における誘電損失係数εr・tanδが0.3〜0.5であり、
該ゴム層の加硫発泡が熱風及び2450±50MHzのマイクロ波を発生するマイクロ波加硫炉によって行われることを特徴とする導電性ゴムローラー。
【請求項6】
導電性芯材上にゴム層を有する導電性ゴムローラーの製造方法であって、
該ゴム層は少なくともアクリロニトリルゴムとエピクロルヒドリンゴム及びカーボンブラックを含み、該ゴムの合計を100質量部としたとき、該カーボンブラックは5〜30質量部となるように混練する工程と、
次いで熱風及び2450±50MHzのマイクロ波を発生するマイクロ波加硫炉による該ゴム層の加硫発泡工程と、を有し、
該混練工程による未加硫ゴムの誘電損失係数εr・tanδが0.3〜0.5であることを特徴とする導電性ゴムローラーの製造方法。
【請求項7】
電子写真感光体、帯電手段、露光手段、現像手段及び転写手段を有する画像形成装置の該転写手段に搭載する転写ローラーとしての、請求項5に記載の導電性ゴムローラーの使用。
【請求項8】
導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、前記発泡ゴム層が、マイクロ波加硫炉におけるマイクロ波の照射と熱風による加硫発泡工程を経て形成され、前記マイクロ波加硫炉における搬送手段がポリテトラフルオロエチレンコーティングを施したメッシュベルトであり、前記ゴム層の加硫後の外径A(mm)と前記メッシュベルトの開口率B(%)の比A/Bが0.2以上0.4以下であることを特徴とする導電性ゴムローラーの製造方法。
【請求項9】
電子写真装置に用いる導電性ゴムローラーであって、請求項8に記載の導電性ゴムローラーの製造方法により製造され、周方向のアスカーC硬度差が1°以下であることを特徴とする導電性ゴムローラー。
【請求項10】
電子写真装置の転写装置に搭載される転写ローラーとしての、請求項9に記載の導電性ゴムローラーの使用。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2011−70202(P2011−70202A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2010−232890(P2010−232890)
【出願日】平成22年10月15日(2010.10.15)
【分割の表示】特願2009−292184(P2009−292184)の分割
【原出願日】平成18年2月14日(2006.2.14)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成22年10月15日(2010.10.15)
【分割の表示】特願2009−292184(P2009−292184)の分割
【原出願日】平成18年2月14日(2006.2.14)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]