
導電性ゴムローラーの製造方法及び電子写真装置用ローラー及び転写ローラー
【課題】ゴム層が発泡体からなる転写ローラーや帯電ローラーあるいは現像ローラー等の導電性ゴムローラーの製造方法において、発泡ムラやウェルドマークを無くし、更にはマイクロ波を照射し短時間で加熱し、加硫、発泡をさせることにより、該ゴム層のチューブ内外径の縦横比、及びセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーを提供する。
【解決手段】本発明では導電性芯材上に発泡体ゴム層が成形されている導電性ゴムローラーの製造方法において、昇温加熱手段が、強度0.5〜2.5KWのマイクロ波と熱風によるものであり、且つ押出し機ヘッド部分がUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法を提供した。
【解決手段】本発明では導電性芯材上に発泡体ゴム層が成形されている導電性ゴムローラーの製造方法において、昇温加熱手段が、強度0.5〜2.5KWのマイクロ波と熱風によるものであり、且つ押出し機ヘッド部分がUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法を提供した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子写真複写装置、プリンター、静電記録装置等の画像形成装置において使用される導電性ローラーの製造方法に関し、更には感光体等の像担持体に電子写真プロセス、静電記録プロセス等の作像手段で形成担持させたトナー像による可転写画像を紙等の記録媒体、転写材に転写させる転写装置の転写ローラー等の電子写真装置用ローラーに関するものである。
【背景技術】
【0002】
複写機、プリンターなど、電子写真方式の画像形成装置の多くに帯電ローラー、転写ローラー、現像ローラー等の導電性ローラーが用いられている。従来これらのゴムローラーの製造方法として高圧蒸気による加硫缶加硫(特許文献1)、マイクロ波照射によるUHF加硫(特許文献2)、筒型等による金型加硫(特許文献3)、が挙げられる。これらの方法は、例えば加硫缶加硫は発泡体のセルが不均一で所望のセルを表面に出す為に多量の研磨を行わなくてはならず、金型加硫においては段取りに時間が掛かり且つ、金型洗浄を行う必要がある為、量を数多く作るのには不向きであった。またUHF加硫では段取りが良く、セルも均一となるが、ゴムが軟化した時にチューブが潰れてしまい、チューブ内外径の縦横比が不均一となってしまう事が挙げられる。更にこのチューブの不均一に起因して周方向の硬度、抵抗ムラの原因となっていた。また、押出し工程では押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークが発生してしまい、これを解消する為に温水やオイルをヘッド内部に循環し加温する方法が公知の技術として行われているが、加温する温度に限界があり発泡ムラやウェルドマークを完全に解消するには不十分であった。しかし、これからの複写機、プリンターに使用されるローラーでは発泡体のセルやチューブ内外径の縦横比が均一で、周方向の硬度、抵抗ムラ更には発泡ムラやウェルドマークが無く、更には段取り性や生産性の良い製造方法が求められている。
【特許文献1】特開平11−114978号公報
【特許文献2】特開2002−221859号公報
【特許文献3】特開平11−201140号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従って本発明では転写ローラーや帯電ローラーあるいは現像ローラー等の電子写真装置用ローラーに関して、押出し成形時、押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークをUHF装置の熱風を使い、押出し機ヘッド部を加温する事により、発泡ムラやウェルドマークを無くし、更には押出成形後にマイクロ波を照射し短時間で加熱し、加硫、発泡をさせることにより、該ゴム層のチューブ内外径の縦横比、及びセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法及び電子写真装置用ローラー、特には、転写ローラーを提供する。
【課題を解決するための手段】
【0004】
上記問題を解決するために、本発明では発泡体ゴム層を、該発泡体ゴム層のゴム材料の押出成形、加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風を用いた加熱装置によるものであり、且つ該ゴム材料を押出成形する押出し機のヘッド部分とヘッド内に充填されている該ゴム材料が該加熱装置の内部温度と同じ温度まで加温されるように加熱装置の入り口側内部に接続されている事を特徴とし、更に昇温加熱手段により昇温加熱され、1.5〜2.5minで100〜250℃に昇温させることによりゴムの劣化に伴うローラー抵抗値や抵抗ムラを抑える事が可能となり、更にその時に発生するガス発生量が2.0〜20.0ml/gとなることによりチューブ内外径の縦横比、及びセル分布が均一なる。このような条件を含む工程により得られることを特徴とする導電性ゴムローラーの製造方法を提供した。本発明では、このような製造方法で加硫したチューブを用いた導電性ローラーを電子写真装置用ローラーとして利用することにより、この用途での有用性を増すものである。
【発明の効果】
【0005】
以上に示したように、発泡体ゴム層を該発泡体ゴム層のゴム材料の加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、該加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風によるものであり、且つ該ゴム材料を押出す押出し機ヘッド部分とヘッド内に充填されている該ゴム材料がUHF装置(加熱装置)の内部温度と同じ温度に加温されるようにUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法により、押出し成形時、押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークをUHF装置の熱風を使い、押出し機ヘッド部を加温する事により無くし、更にはマイクロ波を照射し短時間で加熱し、加硫、発泡をさせることにより、該ゴム層のチューブ内外径の縦横比、及びセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法及び電子写真装置用ローラーを提供する事が可能となる。
【0006】
従って上記導電性ゴムローラー用製造方法を用いた導電性ローラーは電子写真装置用ローラーとして用いられ、特には転写ローラーなどに好適に使用することができる。
【発明を実施するための最良の形態】
【0007】
本発明は、発泡体ゴム層を該発泡体ゴム層のゴム材料の加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、該加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風によるものであり、且つ該ゴム材料を押出す押出し機ヘッド部分とヘッド内に充填されている該ゴム材料がUHF内部温度(加熱装置内の雰囲気温度)と同じ温度に加温されるようにUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーである。
【0008】
以下、本発明について詳細に説明する。
【0009】
(電子写真装置へ適用した場合)
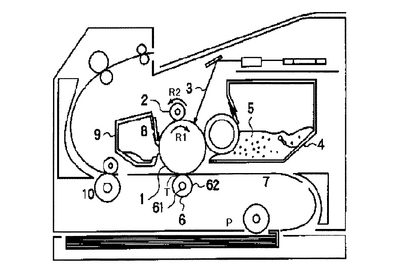
図2に、本発明に係る導電性ローラーを画像形成装置に利用した一例を示す。同図に示す画像形成装置は、電子写真方式の、プロセスカートリッジを使用したレーザプリンタであり、同図はその概略構成を示す縦断面図である。また、同図に示す画像形成装置には、転写ローラーを有する転写装置が装着されている。
【0010】
同図に示す画像形成装置は、像担持体として、ドラム型の電子写真感光体(以下「感光ドラム」という。)1を備えている。感光ドラム1は、接地された円筒アルミニウム基体の外周面に、有機光導電体(OPC)からなる感光層を設けたものである。この感光ドラム1は、駆動手段(不図示)により、矢印R1方向に所定のプロセススピード(周速度)、例えば50mm/secで回転駆動される。
【0011】
感光ドラム1表面は、接触帯電部材としての帯電ローラー2によって均一に帯電される。帯電ローラー2は、感光ドラム1表面に接触配置されており、感光ドラム1の矢印R1方向の回転に伴って矢印R2方向に従動回転する。帯電ローラー2には、帯電バイアス印加電源(高圧電源)により振動電圧(交流電圧VAC+直流電圧VDC)が印加され、これにより感光ドラム1表面は、−600V(暗部電位Vd)に一様に帯電処理される。帯電後の感光ドラム1表面は、レーザスキャナから出力されてミラーによって反射されたレーザ光3、すなわち、目的の画像情報の時系列電気デジタル画像信号に対応して変調されたレーザ光により走査露光を受ける。これにより、感光ドラム1表面には、目的の画像情報に対応した静電潜像(明電部位Vl=−150V)が形成される。
【0012】
その静電潜像は、現像装置4の現像スリーブに印加された現像バイアスによって、負に帯電されたトナーが付着され、トナー像として反転現像される。
【0013】
一方、給紙部(不図示)から給搬送された紙等の転写材7が、転写ガイドにガイドされて、感光ドラム1と転写ローラー6との間の転写部(転写ニップ部)Tに、感光ドラム1上のトナー像とタイミングを合わせるようにして供給される。転写部Tに供給された転写材7は、転写バイアス印加電源により転写ローラー6に印加された転写バイアスによって、表面に感光ドラム1上のトナー像が転写される。このとき、転写材7に転写されないで感光ドラム1表面に残ったトナー(残留トナー)は、クリーニング装置9によって除去される。
【0014】
転写部Tを通った転写材7は、感光ドラム1から分離されて定着装置10へ導入され、ここでトナー像の定着処理を受け、画像形成物(プリント)として画像形成装置本体(不図示)外部に排出される。
【0015】
(導電性ローラ−の製造方法)
上記導電性ローラーにおける該発泡体ゴム層のゴム材料は、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、又はこれらの混合物を含み、これに更にアゾジカルボンアミドを含むゴム組成物から構成され、発泡体ゴム層を該発泡体ゴム層のゴム材料の加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、該加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風によるものであり、且つ該ゴム材料を押出す押出し機ヘッド部分とヘッド内に充填されている該ゴム材料がUHF(加熱装置)の内部温度と同じ温度となるように加温されるようUHF装置の入り口側内部に接続されている押出し加硫装置で製造している。
【0016】
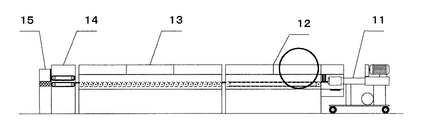
図3は導電性ローラーのマイクロ波を用いた連続加硫による製造装置を示し、本実験で使用した押出し加硫装置は全長13mからなり、11は押出機、12はマイクロ波加硫装置(加熱装置:マイクロ波と熱風により原料の加熱発泡を行う装置)(UHF)、13は熱風加硫装置(HAV)、14は引取機、15は定尺切断機で構成される。加熱装置中の熱風の温度は150〜300℃であることが好ましく、150〜250℃であることがより好ましい。
【0017】
次に、テフロン樹脂を被覆したコロ(ベルトコンベヤー)で、熱風加硫装置(HAV)13へ搬送される。
【0018】
バンバリーミキサー又はニーダー等の密閉式混練機を用い混練した後、オープンロールとリボン成形分出し機によりリボン状に成形したゴム組成物を、上記押出機11に投入している。上記マイクロ波加硫装置(UHF)12は、テフロンでコーティングされたメッシュのベルト、又はテフロン樹脂を被覆したコロで上記押出機11より押出されたゴムチューブを搬送し、熱風加硫装置(HAV)13はテフロン樹脂を被覆したコロで搬送を行っている。マイクロ波加硫装置(UHF)12と熱風加硫装置(HAV)13間は、テフロン樹脂を被覆したコロで連結されている。
【0019】
各装置12,13,14の長さは図示の通りで、本実施形態では、順に、4m、6m、1mとなっている。マイクロ波加硫装置(UHF)12と熱風加硫装置(HAV)13間、及び熱風加硫装置(HAV)13と引取機14間は0.1〜1.0mとなるように設定されている。
【0020】
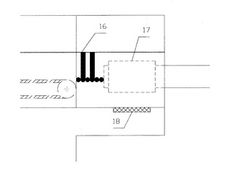
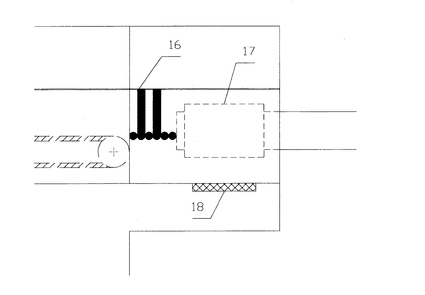
図4に示されるように押出し機11のヘッド部17はマイクロ波加硫装置(UHF)12内に挿入されており、更に熱風送風口18よりマイクロ波加硫装置(UHF)12内と同温の熱風が送風され、ヘッド部17を加温している。なお、ヘッド部分にはマイクロ波電波止め16が設けられており、ヘッド部分までマイクロ波が侵入しないようになっている。
【0021】
上記マイクロ波を用いた連続加硫による製造装置において、押出機11よりチューブ状に成形され押出されたゴムチューブは、該押出機11より押し出された直後にマイクロ波加硫装置(UHF)12内を搬送され、1.5〜2.5min間に100〜250℃昇温した時のガス発生量が2.0〜20.0ml/gになるように加熱され、加硫、発泡し、つづいて、熱風加硫装置(HAV)13へ搬送し、加硫を完了させている。
【0022】
加硫、発泡後に巻引取機14より排出された直後に、定尺切断機15により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、又は加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500m/分で外径がφ17mmになるように研磨し、導電性発泡ゴムローラーを作成した。
【0023】
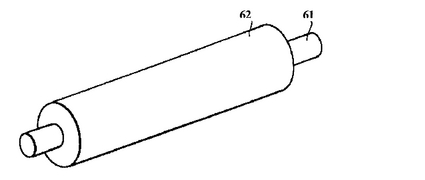
本発明を実証する導電性ローラー(図1)は一例として以下のようにして作成した。
【0024】
[導電性ローラー]:ゴム組成物は、ゴム主成分としてアクリロニトリルブタジエンゴム、エピクロルヒドリンゴム、又はこれらの混合物を含み、これを所定量混合する。また、カーボンブラック等の導電材、炭酸カルシウム等の充填材、他の助剤や硫黄、有機過酸化物、トリアジン、ポリアミン等の加硫剤、チウラム系、チアゾール系、グアニジン系、スルフェンアミド系、ジチオカルバミン酸塩系、チオウレア系、またはその数種の混合物の加硫促進剤、アゾジカルボンアミド系の発泡剤を混合したものである。
【0025】
押出し機(図3)を用いてゴム組成物を押出し後、UHF炉で1.5〜2.5min間に100〜250℃昇温するようにマイクロ波を照射と熱風加熱(熱風温度200℃)による加硫を行ない、更に必要であれば、熱風炉にて4〜10min、150〜300℃で加熱を行い、チューブ状の導電性ゴム成形物を作成し、次いでホットメルト接着剤、又は加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た(内径5.0mm、外径16.0mm)。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500m/分で外径がφ17mmになるように研磨し、導電性発泡ゴムローラーを作成した。
【0026】
なお、各実施例及び比較例で使用した資材は以下の通りである。
アクリロニトリルブタジエンゴム[商品名:DN401 日本ゼオン(株)社製]
エピクロルヒドリンゴム [商品名:ゼクロン3106 日本ゼオン(株)社製]
アゾジカルボンアミド [商品名:ビニホールAC 永和化成工業(株)社製]
(発泡ムラの確認方法)
発泡ムラは外径研磨後、目視にてスジ状の発泡ムラを確認した。スジ状の発泡ムラがあるものを×、ないものを○とした。
【0027】
(ウェルドマークの確認方法)
ウェルドマークは押出し直後、押出し成形物の断面を観察し,スパイダーと同じ位置にゴムの引け(ウェルドマーク)の有無を確認した。引けが見られるものを×、軽微にあるものを△、ないものを○とした。
【0028】
(マイクロ波照射時ゴム温度の測定方法)
蛍光温度計(アンリツ 蛍光式光ファイバー温度計FL−2000)を使い、押出機より押し出された未加硫のゴムチューブ内部に蛍光温度計の検知部を差し込み、マイクロ波加硫装置(UHF)内に未加硫のゴムチューブと共に搬送し、その時の温度を測定する。
(ガス発生量の測定方法)
ガストレーサー(永和化成工業 ガストレーサー250)を使い、使用する未加硫ゴム(加熱発泡前のゴム組成物)5.0gを試験管内に入れ、試験管ごとオイルバス中に浸漬する。オイルバスの温度を30℃付近から300℃付近まで30分間で昇温し、ガスの発生量を読み取る。
【0029】
(チューブ内外径の縦横比測定方法)
チューブを任意の場所で切断し、その断面を投影機(ニコン プロファイルプロジェクターV−12B)にて、内外径各々の最大部(a)と最小部(b)を測定し、その比を測定した。このときb/aがより1に近いことが好ましい。
【0030】
(硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を使い、導電性ローラーにしたチューブの任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を表した。差は0が好ましい。
【0031】
(ローラーの電気抵抗ムラの測定方法)
ローラー抵抗は、N/N(23℃×55%RH)環境下において48時間の放置後、導電性ローラーの軸体に片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大と最小の差を桁(測定値を対数関数で表したもの)で表した。差は1.2桁未満が好ましい。
【0032】
(セル径分布の確認方法)
チューブを任意の場所で切断し、その断面をビデオマイクロスコープ(キーエンス デジタルマイクロスコープVH―8000)にて確認し、外径側のセル径(中心から7.0mmの位置にあるセルの径)と内径側のセル径(中心から3.5mmの位置にあるセルの径)の大きさの違いを確認した。このとき外径側のセル径と内径側のセル径に差が無いことが好ましく、差がないものを○、差があるものを×、やや差があるものを△とした。以下、具体的な事例について述べる。
【実施例】
【0033】
(実施例1〜5)
本発明に用いた、ゴム材料がエピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、又はこれらの混合物を含み、これに更にアゾジカルボンアミドを含むゴム組成物から構成される。本実施例では出口側にヘッド部を備えた押出成形機を使用し、このヘッド部はUHFの内部温度と同じ温度まで加温できるように、UHF装置の入口側開口部に接続されている。押出成形機により押出成形をした後、UHFにて更に、ゴム組成物に強度0.5〜2.5kWのマイクロ波照射と熱風による加熱により発泡体ゴム層を形成し、このときの1.5〜2.5min間に100〜250℃昇温した時のガス発生量が2.0〜20.0ml/gとなる各種事例を複数設定し実施例とした。また、発泡体ゴム層を導電性芯材上に挿通して導電性ゴムローラーとした。この結果から押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークが無く、チューブ内外径の縦横比が1に限りなく近く、また周方向の硬度ムラも小さく、周方向の抵抗ムラも1.2桁以下になることがわかる。結果を表1に記載する。
【0034】
(比較例)
本発明の定義にそぐわない事例を複数設定し比較例とした。比較例としては押出成形機のヘッド部をUHFの熱風の影響を受けないよう、押出成形機のヘッド部出口とUHFとの間にスペースを設けた以外は実施例と同様の条件に設定して、ゴム組成物にマイクロ波を照射し1.5〜2.5min間に100〜250℃昇温した時のガス発生量が2.0〜20.0ml/gとなる各種事例を挙げた。これらのときはチューブ内外径の縦横比、周方向の硬度ムラ、周方向の抵抗ムラは実施例と同様に良くなるが、押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークは実施例よりも悪くなる。結果を表2に記載する。
【0035】
【表1】

【0036】
【表2】
【図面の簡単な説明】
【0037】
【図1】本発明に係る転写ローラーの全体断面図。
【図2】本発明に係る画像形成装置の全体断面図
【図3】本発明に係る加硫成形装置の全体断面図
【図4】本発明に係る押し出し機とマイクロ波加硫装置(UHF)の連結
【符号の説明】
【0038】
1 感光ドラム
2 帯電装置
3 露光手段
4 現像装置
5 トナー
6 転写ローラー
7 記録媒体
8 クリーニングブレード
9 廃トナー容器
10 定着装置
11 押出機
12 マイクロ波加硫装置(UHF)
13 熱風加硫装置(HAV)
14 引取機
15 定尺切断機
16 マイクロ波電波止め
17 押出機ヘッド
18 熱風送風口
61 芯金
62 弾性層
【技術分野】
【0001】
本発明は電子写真複写装置、プリンター、静電記録装置等の画像形成装置において使用される導電性ローラーの製造方法に関し、更には感光体等の像担持体に電子写真プロセス、静電記録プロセス等の作像手段で形成担持させたトナー像による可転写画像を紙等の記録媒体、転写材に転写させる転写装置の転写ローラー等の電子写真装置用ローラーに関するものである。
【背景技術】
【0002】
複写機、プリンターなど、電子写真方式の画像形成装置の多くに帯電ローラー、転写ローラー、現像ローラー等の導電性ローラーが用いられている。従来これらのゴムローラーの製造方法として高圧蒸気による加硫缶加硫(特許文献1)、マイクロ波照射によるUHF加硫(特許文献2)、筒型等による金型加硫(特許文献3)、が挙げられる。これらの方法は、例えば加硫缶加硫は発泡体のセルが不均一で所望のセルを表面に出す為に多量の研磨を行わなくてはならず、金型加硫においては段取りに時間が掛かり且つ、金型洗浄を行う必要がある為、量を数多く作るのには不向きであった。またUHF加硫では段取りが良く、セルも均一となるが、ゴムが軟化した時にチューブが潰れてしまい、チューブ内外径の縦横比が不均一となってしまう事が挙げられる。更にこのチューブの不均一に起因して周方向の硬度、抵抗ムラの原因となっていた。また、押出し工程では押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークが発生してしまい、これを解消する為に温水やオイルをヘッド内部に循環し加温する方法が公知の技術として行われているが、加温する温度に限界があり発泡ムラやウェルドマークを完全に解消するには不十分であった。しかし、これからの複写機、プリンターに使用されるローラーでは発泡体のセルやチューブ内外径の縦横比が均一で、周方向の硬度、抵抗ムラ更には発泡ムラやウェルドマークが無く、更には段取り性や生産性の良い製造方法が求められている。
【特許文献1】特開平11−114978号公報
【特許文献2】特開2002−221859号公報
【特許文献3】特開平11−201140号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従って本発明では転写ローラーや帯電ローラーあるいは現像ローラー等の電子写真装置用ローラーに関して、押出し成形時、押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークをUHF装置の熱風を使い、押出し機ヘッド部を加温する事により、発泡ムラやウェルドマークを無くし、更には押出成形後にマイクロ波を照射し短時間で加熱し、加硫、発泡をさせることにより、該ゴム層のチューブ内外径の縦横比、及びセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法及び電子写真装置用ローラー、特には、転写ローラーを提供する。
【課題を解決するための手段】
【0004】
上記問題を解決するために、本発明では発泡体ゴム層を、該発泡体ゴム層のゴム材料の押出成形、加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風を用いた加熱装置によるものであり、且つ該ゴム材料を押出成形する押出し機のヘッド部分とヘッド内に充填されている該ゴム材料が該加熱装置の内部温度と同じ温度まで加温されるように加熱装置の入り口側内部に接続されている事を特徴とし、更に昇温加熱手段により昇温加熱され、1.5〜2.5minで100〜250℃に昇温させることによりゴムの劣化に伴うローラー抵抗値や抵抗ムラを抑える事が可能となり、更にその時に発生するガス発生量が2.0〜20.0ml/gとなることによりチューブ内外径の縦横比、及びセル分布が均一なる。このような条件を含む工程により得られることを特徴とする導電性ゴムローラーの製造方法を提供した。本発明では、このような製造方法で加硫したチューブを用いた導電性ローラーを電子写真装置用ローラーとして利用することにより、この用途での有用性を増すものである。
【発明の効果】
【0005】
以上に示したように、発泡体ゴム層を該発泡体ゴム層のゴム材料の加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、該加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風によるものであり、且つ該ゴム材料を押出す押出し機ヘッド部分とヘッド内に充填されている該ゴム材料がUHF装置(加熱装置)の内部温度と同じ温度に加温されるようにUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法により、押出し成形時、押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークをUHF装置の熱風を使い、押出し機ヘッド部を加温する事により無くし、更にはマイクロ波を照射し短時間で加熱し、加硫、発泡をさせることにより、該ゴム層のチューブ内外径の縦横比、及びセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法及び電子写真装置用ローラーを提供する事が可能となる。
【0006】
従って上記導電性ゴムローラー用製造方法を用いた導電性ローラーは電子写真装置用ローラーとして用いられ、特には転写ローラーなどに好適に使用することができる。
【発明を実施するための最良の形態】
【0007】
本発明は、発泡体ゴム層を該発泡体ゴム層のゴム材料の加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、該加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風によるものであり、且つ該ゴム材料を押出す押出し機ヘッド部分とヘッド内に充填されている該ゴム材料がUHF内部温度(加熱装置内の雰囲気温度)と同じ温度に加温されるようにUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーである。
【0008】
以下、本発明について詳細に説明する。
【0009】
(電子写真装置へ適用した場合)
図2に、本発明に係る導電性ローラーを画像形成装置に利用した一例を示す。同図に示す画像形成装置は、電子写真方式の、プロセスカートリッジを使用したレーザプリンタであり、同図はその概略構成を示す縦断面図である。また、同図に示す画像形成装置には、転写ローラーを有する転写装置が装着されている。
【0010】
同図に示す画像形成装置は、像担持体として、ドラム型の電子写真感光体(以下「感光ドラム」という。)1を備えている。感光ドラム1は、接地された円筒アルミニウム基体の外周面に、有機光導電体(OPC)からなる感光層を設けたものである。この感光ドラム1は、駆動手段(不図示)により、矢印R1方向に所定のプロセススピード(周速度)、例えば50mm/secで回転駆動される。
【0011】
感光ドラム1表面は、接触帯電部材としての帯電ローラー2によって均一に帯電される。帯電ローラー2は、感光ドラム1表面に接触配置されており、感光ドラム1の矢印R1方向の回転に伴って矢印R2方向に従動回転する。帯電ローラー2には、帯電バイアス印加電源(高圧電源)により振動電圧(交流電圧VAC+直流電圧VDC)が印加され、これにより感光ドラム1表面は、−600V(暗部電位Vd)に一様に帯電処理される。帯電後の感光ドラム1表面は、レーザスキャナから出力されてミラーによって反射されたレーザ光3、すなわち、目的の画像情報の時系列電気デジタル画像信号に対応して変調されたレーザ光により走査露光を受ける。これにより、感光ドラム1表面には、目的の画像情報に対応した静電潜像(明電部位Vl=−150V)が形成される。
【0012】
その静電潜像は、現像装置4の現像スリーブに印加された現像バイアスによって、負に帯電されたトナーが付着され、トナー像として反転現像される。
【0013】
一方、給紙部(不図示)から給搬送された紙等の転写材7が、転写ガイドにガイドされて、感光ドラム1と転写ローラー6との間の転写部(転写ニップ部)Tに、感光ドラム1上のトナー像とタイミングを合わせるようにして供給される。転写部Tに供給された転写材7は、転写バイアス印加電源により転写ローラー6に印加された転写バイアスによって、表面に感光ドラム1上のトナー像が転写される。このとき、転写材7に転写されないで感光ドラム1表面に残ったトナー(残留トナー)は、クリーニング装置9によって除去される。
【0014】
転写部Tを通った転写材7は、感光ドラム1から分離されて定着装置10へ導入され、ここでトナー像の定着処理を受け、画像形成物(プリント)として画像形成装置本体(不図示)外部に排出される。
【0015】
(導電性ローラ−の製造方法)
上記導電性ローラーにおける該発泡体ゴム層のゴム材料は、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、又はこれらの混合物を含み、これに更にアゾジカルボンアミドを含むゴム組成物から構成され、発泡体ゴム層を該発泡体ゴム層のゴム材料の加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、該加熱発泡手段が、強度0.5〜2.5kWのマイクロ波照射と熱風によるものであり、且つ該ゴム材料を押出す押出し機ヘッド部分とヘッド内に充填されている該ゴム材料がUHF(加熱装置)の内部温度と同じ温度となるように加温されるようUHF装置の入り口側内部に接続されている押出し加硫装置で製造している。
【0016】
図3は導電性ローラーのマイクロ波を用いた連続加硫による製造装置を示し、本実験で使用した押出し加硫装置は全長13mからなり、11は押出機、12はマイクロ波加硫装置(加熱装置:マイクロ波と熱風により原料の加熱発泡を行う装置)(UHF)、13は熱風加硫装置(HAV)、14は引取機、15は定尺切断機で構成される。加熱装置中の熱風の温度は150〜300℃であることが好ましく、150〜250℃であることがより好ましい。
【0017】
次に、テフロン樹脂を被覆したコロ(ベルトコンベヤー)で、熱風加硫装置(HAV)13へ搬送される。
【0018】
バンバリーミキサー又はニーダー等の密閉式混練機を用い混練した後、オープンロールとリボン成形分出し機によりリボン状に成形したゴム組成物を、上記押出機11に投入している。上記マイクロ波加硫装置(UHF)12は、テフロンでコーティングされたメッシュのベルト、又はテフロン樹脂を被覆したコロで上記押出機11より押出されたゴムチューブを搬送し、熱風加硫装置(HAV)13はテフロン樹脂を被覆したコロで搬送を行っている。マイクロ波加硫装置(UHF)12と熱風加硫装置(HAV)13間は、テフロン樹脂を被覆したコロで連結されている。
【0019】
各装置12,13,14の長さは図示の通りで、本実施形態では、順に、4m、6m、1mとなっている。マイクロ波加硫装置(UHF)12と熱風加硫装置(HAV)13間、及び熱風加硫装置(HAV)13と引取機14間は0.1〜1.0mとなるように設定されている。
【0020】
図4に示されるように押出し機11のヘッド部17はマイクロ波加硫装置(UHF)12内に挿入されており、更に熱風送風口18よりマイクロ波加硫装置(UHF)12内と同温の熱風が送風され、ヘッド部17を加温している。なお、ヘッド部分にはマイクロ波電波止め16が設けられており、ヘッド部分までマイクロ波が侵入しないようになっている。
【0021】
上記マイクロ波を用いた連続加硫による製造装置において、押出機11よりチューブ状に成形され押出されたゴムチューブは、該押出機11より押し出された直後にマイクロ波加硫装置(UHF)12内を搬送され、1.5〜2.5min間に100〜250℃昇温した時のガス発生量が2.0〜20.0ml/gになるように加熱され、加硫、発泡し、つづいて、熱風加硫装置(HAV)13へ搬送し、加硫を完了させている。
【0022】
加硫、発泡後に巻引取機14より排出された直後に、定尺切断機15により所望の寸法に切断し、チューブ状の導電性ゴム成形物を作成した。次いでホットメルト接着剤、又は加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500m/分で外径がφ17mmになるように研磨し、導電性発泡ゴムローラーを作成した。
【0023】
本発明を実証する導電性ローラー(図1)は一例として以下のようにして作成した。
【0024】
[導電性ローラー]:ゴム組成物は、ゴム主成分としてアクリロニトリルブタジエンゴム、エピクロルヒドリンゴム、又はこれらの混合物を含み、これを所定量混合する。また、カーボンブラック等の導電材、炭酸カルシウム等の充填材、他の助剤や硫黄、有機過酸化物、トリアジン、ポリアミン等の加硫剤、チウラム系、チアゾール系、グアニジン系、スルフェンアミド系、ジチオカルバミン酸塩系、チオウレア系、またはその数種の混合物の加硫促進剤、アゾジカルボンアミド系の発泡剤を混合したものである。
【0025】
押出し機(図3)を用いてゴム組成物を押出し後、UHF炉で1.5〜2.5min間に100〜250℃昇温するようにマイクロ波を照射と熱風加熱(熱風温度200℃)による加硫を行ない、更に必要であれば、熱風炉にて4〜10min、150〜300℃で加熱を行い、チューブ状の導電性ゴム成形物を作成し、次いでホットメルト接着剤、又は加硫接着剤を所望の領域に塗布したφ4〜10mmの導電性芯材を前記チューブ状の導電性ゴム成形物の内径部に圧入し、ローラー状の成形体を得た(内径5.0mm、外径16.0mm)。この成形体を、研磨砥石GC80を取り付けた研磨機(不図示)にセットし、研磨条件として回転速度2000RPM、送り速度500m/分で外径がφ17mmになるように研磨し、導電性発泡ゴムローラーを作成した。
【0026】
なお、各実施例及び比較例で使用した資材は以下の通りである。
アクリロニトリルブタジエンゴム[商品名:DN401 日本ゼオン(株)社製]
エピクロルヒドリンゴム [商品名:ゼクロン3106 日本ゼオン(株)社製]
アゾジカルボンアミド [商品名:ビニホールAC 永和化成工業(株)社製]
(発泡ムラの確認方法)
発泡ムラは外径研磨後、目視にてスジ状の発泡ムラを確認した。スジ状の発泡ムラがあるものを×、ないものを○とした。
【0027】
(ウェルドマークの確認方法)
ウェルドマークは押出し直後、押出し成形物の断面を観察し,スパイダーと同じ位置にゴムの引け(ウェルドマーク)の有無を確認した。引けが見られるものを×、軽微にあるものを△、ないものを○とした。
【0028】
(マイクロ波照射時ゴム温度の測定方法)
蛍光温度計(アンリツ 蛍光式光ファイバー温度計FL−2000)を使い、押出機より押し出された未加硫のゴムチューブ内部に蛍光温度計の検知部を差し込み、マイクロ波加硫装置(UHF)内に未加硫のゴムチューブと共に搬送し、その時の温度を測定する。
(ガス発生量の測定方法)
ガストレーサー(永和化成工業 ガストレーサー250)を使い、使用する未加硫ゴム(加熱発泡前のゴム組成物)5.0gを試験管内に入れ、試験管ごとオイルバス中に浸漬する。オイルバスの温度を30℃付近から300℃付近まで30分間で昇温し、ガスの発生量を読み取る。
【0029】
(チューブ内外径の縦横比測定方法)
チューブを任意の場所で切断し、その断面を投影機(ニコン プロファイルプロジェクターV−12B)にて、内外径各々の最大部(a)と最小部(b)を測定し、その比を測定した。このときb/aがより1に近いことが好ましい。
【0030】
(硬度ムラの測定方法)
硬度計(アスカーC型、4.9N荷重)を使い、導電性ローラーにしたチューブの任意の場所を周方向に90°毎4箇所測定し、その最大値と最小値の差を表した。差は0が好ましい。
【0031】
(ローラーの電気抵抗ムラの測定方法)
ローラー抵抗は、N/N(23℃×55%RH)環境下において48時間の放置後、導電性ローラーの軸体に片側4.9Nの荷重が両方に掛かるようにし、外径30mmのアルミニウム製のドラムに圧着し、回転させた状態で、軸体とアルミドラムとの間に2kVの電圧を印加して測定した。この時の抵抗値の最大と最小の差を桁(測定値を対数関数で表したもの)で表した。差は1.2桁未満が好ましい。
【0032】
(セル径分布の確認方法)
チューブを任意の場所で切断し、その断面をビデオマイクロスコープ(キーエンス デジタルマイクロスコープVH―8000)にて確認し、外径側のセル径(中心から7.0mmの位置にあるセルの径)と内径側のセル径(中心から3.5mmの位置にあるセルの径)の大きさの違いを確認した。このとき外径側のセル径と内径側のセル径に差が無いことが好ましく、差がないものを○、差があるものを×、やや差があるものを△とした。以下、具体的な事例について述べる。
【実施例】
【0033】
(実施例1〜5)
本発明に用いた、ゴム材料がエピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、又はこれらの混合物を含み、これに更にアゾジカルボンアミドを含むゴム組成物から構成される。本実施例では出口側にヘッド部を備えた押出成形機を使用し、このヘッド部はUHFの内部温度と同じ温度まで加温できるように、UHF装置の入口側開口部に接続されている。押出成形機により押出成形をした後、UHFにて更に、ゴム組成物に強度0.5〜2.5kWのマイクロ波照射と熱風による加熱により発泡体ゴム層を形成し、このときの1.5〜2.5min間に100〜250℃昇温した時のガス発生量が2.0〜20.0ml/gとなる各種事例を複数設定し実施例とした。また、発泡体ゴム層を導電性芯材上に挿通して導電性ゴムローラーとした。この結果から押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークが無く、チューブ内外径の縦横比が1に限りなく近く、また周方向の硬度ムラも小さく、周方向の抵抗ムラも1.2桁以下になることがわかる。結果を表1に記載する。
【0034】
(比較例)
本発明の定義にそぐわない事例を複数設定し比較例とした。比較例としては押出成形機のヘッド部をUHFの熱風の影響を受けないよう、押出成形機のヘッド部出口とUHFとの間にスペースを設けた以外は実施例と同様の条件に設定して、ゴム組成物にマイクロ波を照射し1.5〜2.5min間に100〜250℃昇温した時のガス発生量が2.0〜20.0ml/gとなる各種事例を挙げた。これらのときはチューブ内外径の縦横比、周方向の硬度ムラ、周方向の抵抗ムラは実施例と同様に良くなるが、押出し機ヘッド部のブレイカープレートやスパイダー通過時のせん断熱による発泡ムラやウェルドマークは実施例よりも悪くなる。結果を表2に記載する。
【0035】
【表1】
【0036】
【表2】
【図面の簡単な説明】
【0037】
【図1】本発明に係る転写ローラーの全体断面図。
【図2】本発明に係る画像形成装置の全体断面図
【図3】本発明に係る加硫成形装置の全体断面図
【図4】本発明に係る押し出し機とマイクロ波加硫装置(UHF)の連結
【符号の説明】
【0038】
1 感光ドラム
2 帯電装置
3 露光手段
4 現像装置
5 トナー
6 転写ローラー
7 記録媒体
8 クリーニングブレード
9 廃トナー容器
10 定着装置
11 押出機
12 マイクロ波加硫装置(UHF)
13 熱風加硫装置(HAV)
14 引取機
15 定尺切断機
16 マイクロ波電波止め
17 押出機ヘッド
18 熱風送風口
61 芯金
62 弾性層
【特許請求の範囲】
【請求項1】
発泡体ゴム層を、該発泡体ゴム層のゴム材料の押出し成形、加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、加熱発泡手段が、強度0.5〜2.5kWのマイクロ波と熱風を用いた加熱装置によるものであり、且つ該ゴム材料を押出し成形する押出し機のヘッド部分とヘッド内に充填されている該ゴム材料が該加熱装置の内部温度と同じ温度まで加温されるように加熱装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法。
【請求項2】
前記押出し機のヘッド部分及びゴム材料を前記加熱装置の内部温度と同じ温度まで加温する手段は、前記加熱装置の熱風による事を特徴とする請求項1に記載の導電性ゴムローラーの製造方法。
【請求項3】
前記加熱装置による加熱発泡成形時の昇温加熱方法が、1.5〜2.5minで100〜250℃に昇温する間に発生するガス発生量が2.0〜20.0ml/gとなる条件の工程により得られることを特徴とする請求項1又は2に記載の導電性ゴムローラーの製造方法。
【請求項4】
前記加熱装置の熱風が、電気炉又は、ガス炉を熱源とすることを特徴とする請求項2又は3に記載の導電性ゴムローラーの製造方法。
【請求項5】
前記ゴム材料に前記加熱装置のマイクロ波を照射し加熱する工程後に、更に熱風炉工程にて4〜10min、150〜300℃で加熱することを特徴とする請求項1乃至4のいずれか1項に記載の導電性ゴムローラーの製造方法。
【請求項6】
前記熱風炉工程は、ガス炉を熱源とし加熱することを特徴とする請求項5に記載の導電性ゴムローラーの製造方法。
【請求項7】
導電性芯材上に発泡体ゴム層が成形されている電子写真装置用ローラーであって、前記発泡体ゴム層のゴム材料がエピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、又はこれらの混合物を含み、これに更にアゾジカルボンアミドを含むゴム組成物から構成され、請求項1乃至6のいずれか1項に記載の導電性ゴムローラーの製造方法により成形された事を特徴とする電子写真装置用ローラー。
【請求項8】
前記電子写真装置用ローラーが、電子写真装置の転写装置部に用いる転写ローラーである事を特徴とする請求項7に記載の電子写真装置用ローラー。
【請求項1】
発泡体ゴム層を、該発泡体ゴム層のゴム材料の押出し成形、加熱発泡成形後に導電性芯材上に挿通してなる導電性ゴムローラーの製造方法において、加熱発泡手段が、強度0.5〜2.5kWのマイクロ波と熱風を用いた加熱装置によるものであり、且つ該ゴム材料を押出し成形する押出し機のヘッド部分とヘッド内に充填されている該ゴム材料が該加熱装置の内部温度と同じ温度まで加温されるように加熱装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法。
【請求項2】
前記押出し機のヘッド部分及びゴム材料を前記加熱装置の内部温度と同じ温度まで加温する手段は、前記加熱装置の熱風による事を特徴とする請求項1に記載の導電性ゴムローラーの製造方法。
【請求項3】
前記加熱装置による加熱発泡成形時の昇温加熱方法が、1.5〜2.5minで100〜250℃に昇温する間に発生するガス発生量が2.0〜20.0ml/gとなる条件の工程により得られることを特徴とする請求項1又は2に記載の導電性ゴムローラーの製造方法。
【請求項4】
前記加熱装置の熱風が、電気炉又は、ガス炉を熱源とすることを特徴とする請求項2又は3に記載の導電性ゴムローラーの製造方法。
【請求項5】
前記ゴム材料に前記加熱装置のマイクロ波を照射し加熱する工程後に、更に熱風炉工程にて4〜10min、150〜300℃で加熱することを特徴とする請求項1乃至4のいずれか1項に記載の導電性ゴムローラーの製造方法。
【請求項6】
前記熱風炉工程は、ガス炉を熱源とし加熱することを特徴とする請求項5に記載の導電性ゴムローラーの製造方法。
【請求項7】
導電性芯材上に発泡体ゴム層が成形されている電子写真装置用ローラーであって、前記発泡体ゴム層のゴム材料がエピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、又はこれらの混合物を含み、これに更にアゾジカルボンアミドを含むゴム組成物から構成され、請求項1乃至6のいずれか1項に記載の導電性ゴムローラーの製造方法により成形された事を特徴とする電子写真装置用ローラー。
【請求項8】
前記電子写真装置用ローラーが、電子写真装置の転写装置部に用いる転写ローラーである事を特徴とする請求項7に記載の電子写真装置用ローラー。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−171643(P2006−171643A)
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願番号】特願2004−367766(P2004−367766)
【出願日】平成16年12月20日(2004.12.20)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願日】平成16年12月20日(2004.12.20)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]