
導電性ペースト組成物
【課題】通常の印刷手法によってビアホールに充填することができ、環境負荷を低減する点から好ましく、ビア欠陥がなく、ビアの接続信頼性が高く、ビアの抵抗値を非常に小さくすることができる、導電性ペースト組成物を提供する。
【解決手段】多層配線基板のビア充填用導電性ペースト組成物において、所定の質量比で導電粉末とバインダー成分とを含み、導電粉末を130℃以上240℃以下の融点を有する非鉛半田粒子(第1の合金粒子)、Au,Ag,Cuからなる群から選ばれる少なくとも一種以上(第2の金属粒子を)とし、第1の合金粒子と第2の金属粒子とを所定の質量比とし、バインダー成分をTgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物とする。
【解決手段】多層配線基板のビア充填用導電性ペースト組成物において、所定の質量比で導電粉末とバインダー成分とを含み、導電粉末を130℃以上240℃以下の融点を有する非鉛半田粒子(第1の合金粒子)、Au,Ag,Cuからなる群から選ばれる少なくとも一種以上(第2の金属粒子を)とし、第1の合金粒子と第2の金属粒子とを所定の質量比とし、バインダー成分をTgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ビアホールに充填してビアを形成するための導電性ペースト組成物に関し、特に、複数の配線基板同士を積層してなる多層配線基板のビアホールに充填するのに用いる導電性ペースト組成物に関する。
【背景技術】
【0002】
高度情報化社会の進展により、電子機器の情報処理の高速化(動作周波数の高速化)、情報通信の周波数広帯域化(ブロードバンド)が進み、電子機器に搭載される基板としては、高密度な多層配線基板が求められている。また、その配線基板材料は、比誘電率、誘電正接が低いことが求められている。
【0003】
この高密度な多層配線基板としては、90年代より、ガラスエポキシ基板からなるコア層の上下に感光性エポキシ樹脂からなるビルドアップ層を逐次積み上げたビルドアップ多層基板が提案されている。このビルドアップ多層基板は、従来の多層基板に比較して微細配線が容易なため、今日では、多くの電子機器に採用されている。
【0004】
しかしながら、ビルドアップ多層配線基板においては、基板の絶縁信頼性を確保する必要上、コア基板の貫通スルーホール径や配線間隔が、コア層の上下に積層されるビルドアップ層のビア径や配線間隔に比較して大きい点、また、各層間の接続をするビア配線が銅めっきで形成されているため、製造プロセス上、ビアの上にビアを形成することができない点、といった問題があった。よって、ビルドアップ多層配線基板においては、近年要求されている、更なる高密度化に対応するには限界が見えはじめていた。
【0005】
これらの問題を解決するものとして、最近では、配線設計の自由度が高く、かつ、伝送特性に優れたコアレス全層IVH(Interstitial Via Hole)基板が注目されている。このコアレス全層IVH基板における各層間の接続をするビア配線は導電性ペースト組成物で形成されている。よって、ビアの上にビアを形成するビアオンビア構造、および、パッドオンビア構造を形成することが可能であり、近年の更なる高密度化の要求に十分対応するものである。
【0006】
ビアホール充填用の導電性ペースト組成物は、一般的には、導電粒子、樹脂および溶剤から構成される。ビアホール充填用の導電性ペースト組成物は、これらの各成分をプラネタリーミキサーで粗練し、3本ロールで混練し、さらにプラネタリーミキサーで脱泡して、製造される。
【0007】
ビアホール充填用の導電性ペースト組成物としては、大別して、金属圧接ペーストと金属拡散ペーストがある。金属圧接ペーストは、溶剤揮発、樹脂の硬化収縮、積層圧力により金属粒子が接触して導通を図るものである。金属圧接ペーストにおける金属粒子としては、銀粉、銅粉、銀コート銅粉等が用いられる。
【0008】
金属拡散ペーストは、積層温度よりも低温で融解し、導体パターンである銅箔に金属拡散する金属粒子を含有し、溶剤揮発、積層圧力により、この金属粒子が拡散アロイ化して導通を図るものである。このため、金属拡散ペーストにおいては、高接続信頼性が期待できる。
【0009】
金属拡散ペーストにおいて用いられる金属粒子としては、共晶半田(Sn/Pb:mp183℃)、Pbフリー半田粉(例えば、Sn/Ag/Cu:mp220℃)、Snめっき(Sn:mp232℃)Cuコア、SnめっきAgコア等を挙げることができる。このうち、共晶半田はPbを含有しているため環境負荷が大きいため使えず、SnめっきCuコア、SnめっきAgコアはコストが高く好まれない。従って、金属拡散ペーストにおいて用いられる金属粒子としては、Pbフリー半田粉(無鉛半田粒子)が用いられることが多い。
【0010】
金属拡散ペーストに関する従来の技術としては、特許文献1には、プリント基板における絶縁基材に設けられたビアホール中に充填される導電性組成物が記載されている。この導電性組成物は、錫と銀との合金からなっており、この錫がプリント基板における導体パターンを形成する金属と固相拡散相を形成し、電気的接続がなされる。この場合、導体パターン相互の電気的接続が接触導通により行われるものではないので、層間接続抵抗値が変化し難く、層間接続の信頼性低下を防止できる、と記載されている。
【0011】
特許文献2には、絶縁基板、導体配線層、バイアホール導体を具備する配線基板が記載されている。このバイアホール導体を形成する導電性ペーストとして、特許文献2の実施例においては、銀被覆銅粉末、Pb−Sn合金、エポキシ樹脂、溶剤を含有する導電性ペーストが記載されている。この発明においては、配線基板作製時における加熱により、溶融した錫成分が銅成分と反応し、Cu3Sn等の金属間化合物が生成される。そして、金属間化合物が銅粉末間、あるいは、銅粉末と導体配線層間とを強固に接合し、耐熱性、導電性を良好にすることができる、と記載されている。
【0012】
特許文献3には、無鉛半田粉末および半田フラックスを混合してなる、無鉛半田ペーストが記載されている。
【0013】
特許文献4には、基材の融着温度よりも高融点の少なくとも銅を含む金属と、導体パターンと合金化でき、基材の融着温度よりも低融点の少なくともスズを含む金属と、基材の融着温度以下で融解するバインダー樹脂とが、ビアホール中に充填され、多層配線基板とされる旨が記載されている。
【特許文献1】特許第3473601号公報
【特許文献2】特許第3187373号公報
【特許文献3】特許第3074649号公報
【特許文献4】特開2006−165508号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
しかし、特許文献1に記載の導電性組成物は、錫および銀、場合によっては、有機溶剤を含むものであるが、樹脂を含むものではない。そのため、通常の印刷手段によってこの導電性組成物を歩留まり良くビアホールに充填することは難しく、特殊な印刷手法を採用する必要があった。
【0015】
また、特許文献2に記載の導電性ペーストは、半田として鉛を含有したものを使用している。このような鉛含有半田は、鉛含有半田を使用した配線基板等を廃棄した際に、この基板から鉛が溶出して、地下水が汚染されるおそれがあり、環境負荷が大きいため問題があった。また、電子部品のPbフリー化の方向に逆行するものであった。
【0016】
また、特許文献3に記載の無鉛半田ペーストは、樹脂を含むものではない。そのため、上記の特許文献1における場合と同様に、これをビアホールに充填する際には、特殊な印刷手法を採用する必要があった。
【0017】
また、特許文献4に記載のペーストは、無鉛半田を用いると共に、樹脂を含有するペーストである。しかし、より高性能な配線基板を作製するという観点から、ビア中の導電性ペースト組成物は高度に金属拡散接合し、ビアの抵抗値が非常に低いことが要求されている現状からすると、特許文献4に記載のペーストは、改良の余地が残っているものであった。すなわち、特許文献4では、積層温度よりも高融点の銅を含む金属と、積層温度より低融点のSnを含む金属と、積層温度以下で融解するバインダー樹脂が、ビアホール中に充填されているが、積層温度より低融点のSnを含む金属や、積層温度以下で融解するバインダー樹脂では、多層板を作製する際、積層時に各層が熱融着する前にビア部からSnを含む金属が流出し合金化が阻害されることがあった。
【0018】
そこで、本発明は、通常の印刷手法(例えば、スクリーン印刷法)によってビアホールに充填することができ、鉛を含有していないので環境負荷を低減する点から好ましく、また、多層配線基板に積層後においてビアホールに欠陥の発生がなく、ビアホールの接続信頼性が高く、ビアホールの抵抗値を非常に小さくすることができる、ビアホール充填用導電性ペースト組成物を提供することを課題とする。
【課題を解決するための手段】
【0019】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0020】
第1の本発明は、熱可塑性樹脂組成物からなる絶縁基材(10)、該絶縁基材上に設けられた導体パターン(20)を備え、該絶縁基材に導電性ペースト組成物が充填されたビア(40)が形成されてなる配線基板(100a)を、該配線基板(100a)同士を複数重ね合わせて、または、該配線基板(100a)とは異なる、熱可塑性樹脂組成物以外からなる配線基板(300)と交互に重ね合わせて、熱融着により一括積層または逐次積層してなる多層配線基板における、ビア(40)に充填された導電性ペースト組成物であって、導電粉末と、バインダー成分とを含み、該導電粉末および該バインダー成分の質量比が、90/10以上98/2未満であり、導電粉末が、第1の合金粒子と第2の金属粒子とからなり、第1の合金粒子が、130℃以上240℃以下の融点を有する非鉛半田粒子であり、第2の金属粒子が、Au,Ag,Cuからなる群から選ばれる少なくとも一種以上であり、前記第1の合金粒子と前記第2の金属粒子との質量比が、76/24以上90/10未満であり、バインダー成分が、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物である、導電性ペースト組成物である。
【0021】
本発明の導電性ペースト組成物は、通常の印刷手法によってビアホールに充填することができ、鉛を含有していないため環境負荷を低減する点から好ましい。また、バインダー成分として、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上熱可塑性樹脂組成物を用いることによって、第1の合金粒子が融解する際にバインダー成分が柔らかくなり、金属拡散接合を阻害しないと共に、多層配線基板を作製する際の積層温度においてバインダー成分が流れ出さないため、半田成分(第1の合金粒子)が第2の金属粒子および導体パターンを形成する金属との間において高度に金属拡散接合する。これにより、本発明の導電性ペースト組成物を用いた多層配線基板のビアの抵抗値を非常に小さいものとすることができると共に、多層配線基板を吸湿耐熱性、接続信頼性、および導体接着強度に優れたものとすることができる。
【0022】
第1の本発明において、バインダー成分は、ポリスルホン樹脂、ポリエーテルスルホン樹脂から選ばれる少なくとも1種以上であることが好ましい。このようなバインダー成分を用いることで、金属拡散接合をより促進させることができる。
【0023】
第1の本発明において、第1の合金粒子および第2の金属粒子の平均粒径は10μm以下であることが好ましく、平均粒径差は2μm以下であることが好ましい。第1の合金粒子をこのような粒径にすることによって、導電性ペースト組成物をビアホール(30)に充填しやすくなり、また、金属拡散が生じやすくなる。また、第2の金属粒子をこのような粒径とすることによって、基板を加熱積層する際における導電性ペースト組成物の粘度を調整する効果が良好となる。また、第1の合金粒子と第2の金属粒子の平均粒径差をなるべくそろえることによって、金属拡散接合を生じやすくすることができる。
【0024】
第1の本発明において、第1の合金粒子は、Sn、Sn−Ag、Sn−Cu、Sn−Sb、Sn−Bi、Sn−In、Sn−Zn、Sn−Ag−Cu、Sn−Ag−In、Sn−Ag−In−Bi、Sn−Zn−Bi、Sn−Ag−Bi、Sn−Ag−Cu−Bi、および、Sn−Ag−Cu−Sbからなる群から選ばれる一種以上の非鉛半田粒子であることが好ましい。これらの非鉛半田粒子は、錫を金属拡散接合させるという効果において信頼をおけるものである。
【0025】
第1の本発明において、非鉛半田粒子の融点における、絶縁基材(10)を構成する熱可塑性樹脂組成物の貯蔵弾性率は10MPa以上7GPa未満であることが好ましい。このような貯蔵弾性率の熱可塑性樹脂組成物を用いることで、非鉛半田粒子の融点において、熱可塑性樹脂組成物にある程度の柔軟性を持たせると共に、熔融せずにある程度の弾性率を保持させている。これにより、ビア中の導電性ペースト組成物とビアホール側面の熱可塑性樹脂組成物が相互になじむことができる。また、金属拡散接合を促進させることができる。
【0026】
第1の本発明において、絶縁基材(10)を構成する熱可塑性樹脂組成物は、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物であることが好ましい。このような混合組成物を用いることによって、上記した好ましい貯蔵弾性率を備えた熱可塑性樹脂組成物とすることができる。
【0027】
第1の本発明において、配線基板の熱融着による一括積層または逐次積層は、温度150℃以上260℃未満、圧力3MPa以上8MPa未満で行われることが好ましい。このような条件で熱融着積層することによって、第1の合金粒子と第2の金属粒子間、および/または、第1の合金粒子と導体パターンを形成する金属との間で金属拡散接合を効果的に形成することができる。
【発明を実施するための最良の形態】
【0028】
以下本発明を図面に示す実施形態に基づき説明する。
<導電性ペースト組成物の用途>
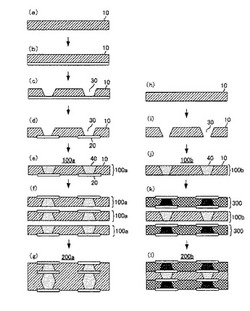
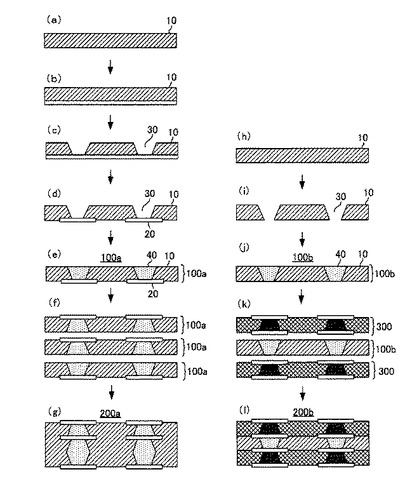
図1に、本発明の導電性ペースト組成物が使用される多層配線基板200a、200bの一般的な製造工程を模式的に示す。図1(a)〜(g)は、熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100aを複数枚重ね合わせて、多層配線基板200aを製造する工程を示した図である。また、図1(h)〜(l)は、熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100bおよび熱可塑性樹脂組成物以外からなる配線基板300を交互に重ね合わせて、多層配線基板200bを製造する工程を示した図である。
【0029】
本発明の導電性ペースト組成物は、配線基板100aのビアホール30に充填され、これらの工程によって製造される多層配線基板200a、200bにおいて導体パターン20を電気的に接続するビア40を形成するものである。なお、図1に示した工程は、本発明の導電性ペースト組成物が使用される多層配線基板200a、200bの製法の一例であり、本発明の導電性ペースト組成物の用途は、これらに限定されず、導電性ペースト組成物中の第1の合金粒子の融点より高い温度で加熱することにより熱圧着して積層される他の多層配線基板においても使用することもできる。
【0030】
<導電性ペースト組成物>
本発明の導電性ペースト組成物は、導電粉末、および、バインダー成分を含むものである。
【0031】
(導電粉末)
本発明において使用する導電粉末は、第1の合金粒子と第2の金属粒子とから構成されるものである。
【0032】
第1の合金粒子は、130℃以上240℃以下の融点を有する非鉛半田粒子である。このような非鉛半田粒子としては、例えば、Sn、Sn−Ag、Sn−Cu、Sn−Sb、Sn−Bi、Sn−In、Sn−Zn、Sn−Ag−Cu、Sn−Ag−In、Sn−Ag−In−Bi、Sn−Zn−Bi、Sn−Ag−Bi、Sn−Ag−Cu−Bi、および、Sn−Ag−Cu−Sb、を挙げることができる。さらに、これらの非鉛半田粒子の組成と融点を以下に記述する。
【0033】
Sn(232℃)、SnAg3.5(221℃)、SnCu0.7(227℃)、SnSb5(232−240℃)、SnBi58(138℃)、SnIn52(118℃)、SnZn9(199℃)、SnAg4Cu0.5(217−224℃)、SnAg3.9Cu0.6(217−223℃)、SnAg3Cu0.5(217−220℃)、SnAg3.5Cu0.9(217℃)、SnAg3.8Cu0.7(217−218℃)、SnAg2.8In20(175−187℃)、SnZn8Bi3(191―198℃)、SnAg3.4Bi4.8(201−215℃)、SnAg2Bi7.5(191−216℃)、SnAg1Bi57(137−139℃)、SnAg2.5Cu0.5Bi1(214−221℃)、SnAg2Cu0.75Bi3(207−218℃)、SnAg2.5Cu0.8Sb0.5(217−225℃)、SnAg0.2Cu2Sb0.8(219−235℃)、SnAg3.5In4Bi0.5(210−215℃)、SnAg3.5In8Bi0.5(197−208℃)。なお、上記の各元素の後の数字は、該元素の組成(質量%)を表している。また、Snの組成は他の成分以外であり、例えば、「SnAg3.5」では、Sn96.5質量%、Ag3.5質量%である。
【0034】
これらの非鉛半田粒子は、錫を金属拡散させるという効果において信頼をおけるものである。また、第1の合金粒子としては、これらの非鉛半田粒子の二種以上の混合物を使用することもできる。
【0035】
第2の金属粒子は、Au、Ag、Cuからなる群から選ばれる少なくとも一種以上の金属粒子である。第2の金属粒子は、電気抵抗値が低い金属から形成されている粒子であり、ビアの電気伝導性を担うものである。また、第2の金属粒子は、第1の合金粒子に比べて融点が高く、加熱時における導電性ペースト組成物の粘度を保持する役割を有する。
【0036】
導電粉末における、第1の合金粒子および第2の金属粒子の混合割合は、質量比で、「76/24」以上「90/10」未満である(「第1の合金粒子」/「第2の金属粒子」)。この範囲を超えて、第1の合金粒子の量が多すぎると、基板を加熱積層する際に、導電性ペースト組成物の粘度の低下が大きく、導電性ペースト組成物がビアホール30から流出してしまうおそれがある。
【0037】
第1の合金粒子および第2の金属粒子の平均粒子径は、10μm以下であることが好ましい。第1の合金粒子をこのような粒径とすることによって、導電性ペースト組成物をビアホール30に充填しやすくなり、また、金属拡散が生じやすくなる。また、第2の金属粒子をこのような粒径とすることによって、基板を加熱積層する際における導電性ペースト組成物の粘度を調整する効果が良好となる。
【0038】
第1の合金粒子と第2の金属粒子の平均粒径差は、2μm以下であることが好ましい。このように粒径をなるべくそろえることによって、金属拡散接合を生じやすくすることができる。
【0039】
(バインダー成分)
本発明において使用するバインダー成分は、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物である。バインダー成分は、Tgが合金粒子の融点未満であり、積層プレス時、第1の合金粒子が溶解した際に、バインダー成分は柔らかくなっている。このため、第1の合金粒子はバインダー成分に邪魔されずに、効率的に金属拡散することが可能となる。
【0040】
また、バインダー成分の流動開始温度は260℃以上であり、積層プレス時(プレス温度:150℃以上260℃未満)において、バインダー成分は柔らかくなってはいるが、流動化していない。このため、流動化したバインダー成分が、溶解した第1の合金粒子と共に基板間に流れ出してしまう事態を防ぐことができる。
【0041】
このように、本発明においては、多層配線基板の製造時における熱プレスの際に、バインダー成分を軟化はするが溶解しないように制御している。そして、金属拡散接合を促進すると共に配線のショート等の接続不良を防いでいる。また、バインダー成分は、有機溶剤に可溶なものであるが、これは、有機溶剤に溶かして導電性ペースト組成物を形成するためである。また、バインダー成分の流動開始温度は、260℃以上270℃以下であることが好ましい。
【0042】
流動開始温度の測定方法は、φ1×L2mmのノズル部に樹脂を充填し、40kgf/cm2荷重下、3℃/分で昇温させ、荷重をかけたピストンが下降するときの温度を流動開始温度とした。この評価方法で測定した流動開始温度は、ポリエーテルイミド樹脂であるUltem1000(GE)が274.4℃、ポリエーテルイミド樹脂であるUltem5000(GE)が280.2℃、ポリエーテルスルホン樹脂であるRADEL R−200ANT(ソルベイ)が261.8℃、ポリエーテルスルホン樹脂であるGAFONE B−2300(GHARDA)が264.6℃である。
【0043】
バインダー成分としては、例えば、流動開始温度が260℃以上であり非晶性のポリエステル樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルイミド樹脂を挙げることができる。この中でも、流動開始温度が260℃以上270℃以下であるバインダー成分を用いることが好ましく、例えば、ポリスルホン樹脂、ポリエーテルスルホン樹脂を挙げることができる。
【0044】
<熱可塑性樹脂組成物からなる絶縁基材10>
熱可塑性樹脂組成物からなる絶縁基材10を形成する熱可塑性樹脂組成物としては、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物を用いることが好ましい。なお、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂は相溶系であり、これらの混合組成物は一つの結晶融解ピーク温度を有する。つまり、上記においては、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物が示す一つの結晶融解温度が260℃以上であることを意味している。
【0045】
このポリアリールケトン樹脂は、その構造単位に芳香核結合、エーテル結合およびケトン結合を含む熱可塑性樹脂であり、その代表例としては、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン等があり、なかでも、ポリエーテルエーテルケトンが好ましい。なお、ポリエーテルエーテルケトンは、「PEEK151G」、「PEEK381G」、「PEEK450G」(いずれもVICTREX社の商品名)等として市販されている。
【0046】
また、非晶性ポリエーテルイミド樹脂は、その構造単位に芳香核結合、エーテル結合およびイミド結合を含む非晶性熱可塑性樹脂であり、特に制限されるものではない。なお、ポリエーテルイミドは、「Ultem CRS5001」、「Ultem 1000」(いずれもゼネラルエレクトリック社の商品名)等として市販されている。
【0047】
ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合割合としては、積層する他の配線基板100a、300との密着性を考慮した場合、ポリアリールケトン樹脂を30質量%以上かつ70質量%以下含有し、残部を非晶性ポリエーテルイミド樹脂および不可避不純物とした混合組成物を用いることが好ましい。ここで、ポリアリールケトン樹脂の含有率を30質量%以上かつ70質量%以下と限定した理由は、ポリアリールケトン樹脂の含有率が高すぎると、熱可塑性樹脂組成物の結晶性が高いために多層化する際の積層性が低下するからであり、また、ポリアリールケトン樹脂の含有率が低すぎると、熱可塑性樹脂組成物全体としての結晶性自体が低くなり、結晶融解ピーク温度が260℃以上であってもリフロー耐熱性が低下するからである。
【0048】
この熱可塑性樹脂組成物は無機充填材を含有していてもよい。無機充填材としては、特に制限はなく、公知のいかなるものも使用できる。例えば、タルク、マイカ、雲母、ガラスフレーク、窒化ホウ素(BN)、板状炭カル、板状水酸化アルミニウム、板状シリカ、板状チタン酸カリウム等が挙げられる。これらは1種類を単独で添加してもよく、2種類以上を組み合わせて添加してもよい。特に、平均粒径が15μm以下、アスペクト比(粒径/厚み)が30以上の鱗片状の無機充填材が、平面方向と厚み方向の線膨張係数比を低く抑えることができ、熱衝撃サイクル試験時の基板内のクラック発生を抑制することができるので、好ましい。
【0049】
この無機充填材の添加量は、熱可塑性樹脂100質量部に対して20質量部以上かつ50質量部以下が好ましい。無機充填材の添加量が多すぎると、無機充填材の分散不良の問題が発生し、線膨張係数がばらつき易くなったり、強度低下を招き易くなったりするからである。また、無機充填材の添加量が少なすぎると、線膨張係数を低下させて寸法安定性を向上させる効果が小さく、リフロー工程において他の配線基板300や導電パターン20との線膨張係数差に起因する内部応力が発生し、基板にそりやねじれが発生するからである。
【0050】
また、熱可塑性樹脂組成物は、その性質を損なわない程度に、他の樹脂や無機充填材以外の各種添加剤、例えば、安定剤、紫外線吸収剤、光安定剤、核剤、着色剤、滑剤、難燃剤等を適宜含有していてもよい。これら無機充填材を含めた各種添加剤を添加する方法としては、公知の方法、例えば下記に挙げる方法(a)、(b)を用いることができる。
【0051】
(a)各種添加剤を、ポリアリールケトン樹脂および/または非晶性ポリエーテルイミド樹脂の基材(ベース樹脂)に高濃度(代表的な含有量としては10〜60質量%程度)に混合したマスターバッチを別途作製しておき、これを使用する樹脂に濃度を調整して混合し、ニーダーや押出機等を用いて機械的にブレンドする方法。(b)使用する樹脂に直接各種添加剤をニーダーや押出機等を用いて機械的にブレンドする方法。これらの方法の中では、(a)の方法が分散性や作業性の点から好ましい。さらに、熱可塑性樹脂組成物からなる絶縁基材10の表面には積層性を向上させる目的でコロナ処理等を適宜施しても構わない。
【0052】
<熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100aの製造方法>
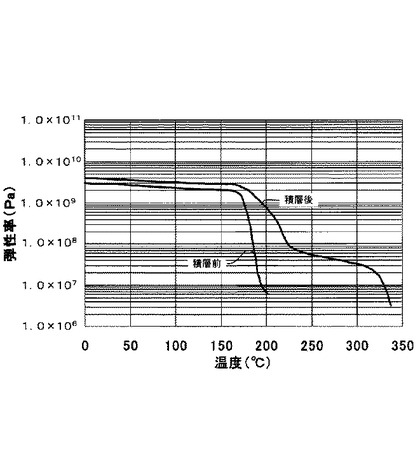
図1(a)〜(e)に、単層の配線基板100aを製造する工程を示した。まず、図1(a)に示すように、熱可塑性樹脂組成物からなる絶縁基材10を用意する。絶縁基材10は、フィルム、薄板状またはシート状が好ましく、成形方法としては、公知の方法、例えばTダイを用いる押出キャスト法、あるいはカレンダー法等を採用することができ、特に限定されるものではないが、シートの製膜性や安定生産性等の点から、Tダイを用いる押出キャスト法が好ましい。Tダイを用いる押出キャスト法での成形温度は、用いる樹脂の流動特性や製膜性等によって適宜調整されるが、概ね、260℃以上の結晶融解ピーク温度を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物の場合、360〜400℃である。また、押出キャスト製膜時に急冷製膜することにより非晶性フィルム化することが必要である。これにより、170〜230℃付近に弾性率が低下する領域を発現するので、この温度領域での熱成形、熱融着が可能となる。詳細には、170℃付近で弾性率が低下し始め、200℃付近において熱成形、熱融着が可能となる。また、図3に示したグラフは、昇温速度を3℃/分として弾性率を測定したものであるが、昇温速度を10℃/分とすると、非晶から結晶への転移が遅れて、230℃付近において弾性率がもっとも低くなる。
【0053】
次いで、図1(b)に示すように、熱可塑性樹脂組成物からなる絶縁基材10の表面に金属箔が貼り付けられる。上記したように熱可塑性樹脂組成物からなる絶縁基材10は非晶性の状態であるため、熱可塑性樹脂の結晶化が大きく進行しないガラス転移温度の少し上の温度での比較的短時間での熱圧着により、絶縁基材の結晶化を進行させずに金属箔を貼り付けることができる。また、絶縁基材10を製膜する際に金属箔を同時にラミネートして図1(b)の段階にしても良い。金属箔としては、例えば、銅箔を挙げることができる。
【0054】
次いで、図1(c)に示すように、絶縁基材10の所定位置に、レーザー若しくは機械ドリル等を用いてビアホール30を形成する。次いで、金属箔の表面にレジストを回路パターン状に塗布して、エッチング、レジスト除去する等の通常の方法により、図1(d)に示すように、導体パターン20が形成される。なお、ビアホール30を形成してから、銅箔を貼り付けて、導体パターン20を形成してもよいし、導体パターン20を形成してから、ビアホール30を形成してもよく、各手順の順序は特に限定されない。次いで、ビアホール30に、スクリーン印刷等の通常の印刷手法によって、導電性ペースト組成物を充填してビア40を形成し、図1(e)に示すような単層の配線基板100aが作製される。
【0055】
<熱可塑性樹脂組成物からなる絶縁基材10の温度に対する弾性率の挙動>
ここで、熱可塑性樹脂組成物からなる絶縁基材10の温度に対する弾性率の挙動について説明する。熱可塑性樹脂組成物として、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物であって、特に、ポリアリールケトン樹脂としてポリエーテルエーテルケトンを使用した場合における絶縁基材10の、温度に対する弾性率の挙動を図3に示した。
【0056】
「積層前」と表示されているのが、多層配線基板200として積層する前における、絶縁基材10の温度に対する弾性率の挙動を示したグラフである。また、「積層後」と表示されているのが、所定の条件において加熱・加圧することによって多層配線基板200とした後における、絶縁基材10の温度に対する弾性率の挙動を示したグラフである。積層前の状態では、上記したように、絶縁基材10は急冷製膜することにより非晶性フィルム化されている。よって、200℃付近という比較的低温領域において弾性率が十分に低下する。これにより、積層前の絶縁基材10は、比較的低温において熱成形、熱融着することができる。
【0057】
非晶性フィルム化されている絶縁基材10は、多層配線基材200を製造する際における所定の条件下での加熱・加圧成形によって、結晶性へと変化する。これに伴って絶縁基材10の弾性率は大きく変化して、図3における積層後のグラフで示されるような挙動を示すようになる。これにより、以下に説明するように金属拡散接合を促進するという効果を発揮して、多層配線基板200を、そのビアホールの抵抗値を非常に小さくすることができると共に、吸湿耐熱性、接続信頼性、および導体接着力に優れたものとすることができると考えられている。
【0058】
次に、どのように金属拡散接合が促進されるかについて説明する。ここで、導電性ペースト組成物中の非鉛半田粒子と熱可塑性樹脂組成物からなる絶縁基材10との関係が重要であり、非鉛半田粒子の融点における、絶縁基材10を構成する熱可塑性樹脂組成物の貯蔵弾性率は10MPa以上7GPa未満であることが好ましい。なお、絶縁基材10を構成する熱可塑性樹脂組成物として、上記した好ましい形態である、ポリエーテルエーテルケトンおよび非晶性ポリエーテルイミドの混合組成物を使用した場合は、図3に示すように、130℃以上240℃以下という非鉛半田粒子の融点における、熱可塑性樹脂組成物の貯蔵弾性率は、10MPa以上7GPa未満となっている。なお、熱可塑性樹脂組成物の貯蔵弾性率は、粘弾性評価装置を用い、測定周波数1Hzで昇温速度3℃/分で測定した値である。
【0059】
上記のように非鉛半田粒子の融点において、絶縁基材10を構成する熱可塑性樹脂組成物が10MPa以上7GPa未満の貯蔵弾性率を有するものとすることは、非鉛半田粒子の融点において、熱可塑性樹脂組成物にある程度の柔軟性を持たせると共に、溶融せずにある程度の弾性率を保持させていることを意味している。
【0060】
このように、非鉛半田粒子の融点において、絶縁基材10を構成する熱可塑性樹脂組成物にある程度の柔軟性を持たせることによって、導電性ペースト組成物と熱可塑性樹脂組成物とが相互になじむことができ、導電性ペースト組成物と熱可塑性樹脂組成物からなる絶縁基材10との接着性が向上する。また、非鉛半田粒子の融点において、熱可塑性樹脂組成物が溶融せずに、ある程度の弾性率を保持することによって、配線基板100を熱融着により積層する際に、導電性ペースト組成物をビアホール30の側面である熱可塑性樹脂組成物により締め付けることができ、導電性ペースト組成物に圧力をかけることができる。これにより、非鉛半田粒子中の錫成分が第2の金属粒子および/または導体パターン20を形成する金属中に拡散し、金属拡散接合を形成させることができると考えられる。
【0061】
<熱可塑性樹脂組成物以外からなる配線基板300>
熱可塑性樹脂組成物以外からなる配線基板300としては、ガラスエポキシ基板(FR4基板)、2層ポリイミド基板、擬似2層ポリイミド基板、3層ポリイミド基板、LCP(液晶ポリマー)基板、LTCC(低温焼成セラミック)基板を使用することができる。また、二種以上のこれらの配線基板300を併せて積層して、多層基板200bを形成してもよい。
【0062】
ガラスエポキシ基板(FR4基板)の製造方法について説明する。まず、ガラスクロスに熱硬化性樹脂を含浸させ半硬化状態(Bステージ化)とした絶縁基材(プリブレグ)を用意する。次いで、絶縁基材の所定位置に、レーザー若しくは機械ドリル等を用いて絶縁基材を貫通する貫通孔を形成し、これをビアホールとする。次いで、スクリーン印刷等によりビアホール内に導電性ペーストを充填する。そして、必要により、加熱して溶剤を揮発させて導電性ペーストを固化させる。配線基板300に用いられる導電性ペーストとしては、特に限定されず、ビアホール充填用に使用される一般的な導電性ペーストを使用することができる。また、配線基板300に用いられる導電性ペーストとして、配線基板100において使用する導電性ペースト組成物を使用することもできる。次いで、必要に応じて、絶縁基材の表面上にはみ出した導電性ペーストの乾燥固化物を機械的研磨等により除去して、そして、絶縁基材の一方の面あるいは両方の面に、銅箔を熱圧着すると同時に絶縁基材を完全に硬化する(Cステージ化)。次いで、銅箔をエッチングによりパターニングし、導体パターンを形成する。以上より、ガラスエポキシ基板を使用した熱可塑性樹脂組成物以外からなる配線基板300を製造することができる。
【0063】
上記したエポキシ樹脂の「Bステージ」とは、樹脂、硬化剤を混合した場合において、反応がある程度進み、半硬化(Semi−cure)の状態をいう。この段階では、もはや大部分は溶剤に溶解しないが、加熱すると溶解してさらに反応が進む。また、「Cステージ」とは、反応の最終段階で不溶不融の完全硬化の状態をいう。
【0064】
また、液晶ポリマー(LCP)基板の製造方法について説明する。まず、LCPからなる絶縁基板を用意する。LCPとしては、LCPI型(液晶転移温度:350℃)、LCPII型(液晶転移温度:300℃)等を使用することができる。LCPからなる絶縁基材としては、フィルム状、薄板状、またはシート状が好ましい。その成形方法としては、公知の方法、例えばTダイを用いる押出キャスト法、あるいはカレンダー法、インフレーション成形法等が好ましく、特に限定されるものではないが、シートの製膜性や安定生産性等を考慮すると、Tダイを用いる押出キャスト法が好ましい。Tダイを用いる押出キャスト法での成形温度は、用いる樹脂の流動性や製膜性等によって適宜調整されるが、概ね、LCPI型樹脂の場合、400〜420℃、LCPII型樹脂の場合、350〜370℃である。製膜時に銅箔を貼り付け、その後、絶縁基材にビアホールを形成し、パターニングして導体パターンを形成することについては、上記したガラスエポキシ基板の製造方法における場合と同様である。
【0065】
銅箔上にキャスト法や流延法でポリイミド層を形成した2層ポリイミド基板や、ポリイミドフィルムと銅箔間に熱可塑性ポリイミド層を接着層として熱ラミネートした擬似2層ポリイミド基板や、ポリイミドフィルムと銅箔間に熱硬化型の接着剤を用いた3層ポリイミド基板についても、上記したガラスエポキシ基板、LCP基板と同様の製造方法により製造することができる。
【0066】
LTCC(低温焼成セラミック)基板は、焼成前のLTCC(低温焼成セラミック)基板にビアホールを形成し、ビアホール中にAgペーストを充填し、また表層にもAgペースト配線を施し、焼成して作製することができる。
【0067】
<多層配線基板200の製造方法>
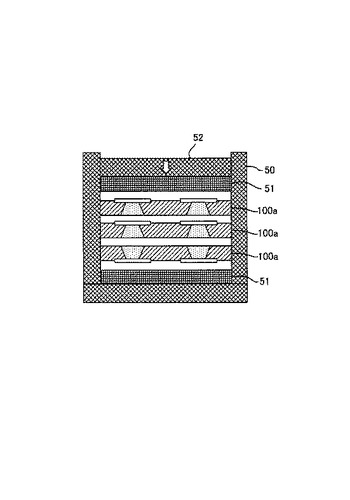
図1(e)〜(g)に、多層配線基板200aの製造工程を示した。図1(f)に示すように、作製した単層の配線基板100aを複数枚重ね合わせる。図示した形態においては、単層配線基板100aを三つ重ね合わせている。また、最下層の基板をその方向を変えて重ね合わせて、多層基板の外側に導体パターン20が形成されるようにしている。具体的には、図4に示すように、ヒーター内蔵の積層治具50内に下側より弾性および離型性を有するクッションフィルム51、配線基材100aを三つ、その上に、クッションフィルム51を重ねて、その後、押圧治具52を、図中に示した矢印の方向に押し下げることで、三つの配線基材100aを熱圧着し、これらを積層一体化して多層配線基板200aとする。各層の積層条件としては、金属拡散接合を効果的に起こらしめる観点から、温度:150℃以上260℃未満、圧力:3MPa以上8MPa未満、プレス時間:10分以上40分未満とすることが好ましい。なお積層温度は、第1の合金粒子の融点以上とすることが好ましい。また、本発明においては、積層温度が、バインダー成分のTgと流動開始温度との間となるように、バインダー成分が規定されている。このようなバインダー成分を用いることにより金属拡散接合を効果的に起こらしめ、電気的な接続信頼性を高めることができる。
【0068】
図1(h)〜(l)は、熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100b、および、熱可塑性樹脂組成物以外からなる配線基板300を交互に重ね合わせて、多層配線基板200bを製造する工程を示した図である。まず、図1(h)に示すように、熱可塑性樹脂組成物からなる絶縁基材10を用意する。成形方法については、図1(a)の場合と同様である。次いで、図1(i)に示すように、絶縁基材10の所定位置に、レーザー若しくは機械ドリル等を用いてビアホール30が形成される。そして、スクリーン印刷等の通常の印刷手法によって、形成されたビアホール30に導電性ペースト組成物が充填され、図1(j)に示すようなビア40が形成された単層の配線基板100bが製造される。
【0069】
次いで、図1(k)に示したように、製造した単層の配線基板100bと、この配線基板100bとは異なる熱可塑性樹脂組成物以外からなる配線基板300とを交互に重ね合わせる。図示した形態においては、配線基板100bを真ん中にして、その両側に、熱可塑性樹脂以外からなる配線基板300が配置されている。
【0070】
そして、所定の条件において、各層が熱融着され、図1(l)に示すような多層配線基板200bが作製される。積層方法、積層条件は、上記の図1(g)において示した方法、条件と同様である。
【0071】
なお、図1(a)〜(g)に示した製造方法においては、単層配線基板100aの片面に導体パターン20を形成しており、また、図1(h)〜(l)に示した製造方法においては、単層配線基板100bに導体パターン20を形成せずに、熱可塑性樹脂組成物以外からなる配線基板300の両面に導体パターン20を形成しているが、製造する多層配線基板200a、200bにおいて所望の位置に導体パターン20が形成されるのであれば、単層配線基板100a、100b、300における導体パターンを形成する箇所は特に限定されず、適宜変更することができる。
【実施例】
【0072】
(実施例1)
導電性ペースト組成物のバインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が223℃であり、流動開始温度が264.6℃である、ポリエーテルスルホン樹脂を用いた。
【0073】
導電粉末の第1の合金粒子として、融点を232℃〜240℃に有するSnSb5(平均粒径5.1μm)、第2の金属粒子としてCu(平均粒径5.0μm)を質量比76/24(第1の合金粒子/第2の金属粒子)で準備した。そして、上記導電粉末とバインダー成分とを質量比97/3(導電粉末/バインダー成分)で配合したもの93質量部に対して、溶媒として塩化メチレン溶液を7質量部を加え、プラネタリーミキサーで粗練り後、3本ロールで混練し、さらにプラネタリーミキサーで脱泡し、ブルックフィールド粘度計DV−III スピンドルCP52(角度3.0°、φ2.4cm)で測定した25℃での粘度が183Pa・s(1rpm)の導電性ペースト組成物を得た。
【0074】
次に熱可塑性樹脂からなる絶縁基材として、ポリエーテルエーテルケトン樹脂(製品名PEEK450G)とポリエーテルイミド樹脂(製品名PEI Ultem1000)を質量比40/60(ポリエーテルエーテルケトン/ポリエーテルイミド)で配合した樹脂混合物100質量部に、平均粒径3.5μm、平均アスペクト比50のマイカを無機充填材として39質量部加え溶融混練し、この混練品をさらにTダイを用いた押出しキャスト法にて急冷製膜し、厚さ50μmのフィルムを得た。
【0075】
このフィルムの、SnSb5の融点232℃〜240℃における弾性率は、粘弾性測定装置で、1Hz、昇温速度3℃/分条件下で37MPaであった。また押出時に銅箔(厚さ12μm)をラミネートすることにより、フィルムの他に片面銅張板を作製した。
【0076】
次に、この片面銅張板の所定位置に、レーザーを用いて孔径100μmのビアホールを形成した。次いで、銅箔の表面にレジストを回路パターン状に塗布して、エッチング、レジスト除去する等の通常の方法により、図1(d)に示すように、有底ビアを有する導体評価パターンが形成された回路加工基板を作製した。次いで、このビアホールに、スクリーン印刷手法を用い、上記で調整した導電性ペースト組成物を充填して、充填後125℃45分で溶剤を揮発させビアを形成し、図1(e)に示すような単層の配線基板100aを作製した。
【0077】
次に、作製した単層の配線基板100aを、最下層の単層基板のみをその方向を変えて10枚重ね合わせて、ビア中の第1の合金粒子SnSb5の融点232℃〜240℃以上の240℃で5MPa30分の条件で、これらを一括積層して多層配線基板を得た。この多層配線基板は、表側に表出した銅回路パターンと裏側に表出した銅回路パターンは内層部のビア配線を介在して1対1で対応しており、1個の試験基板で1万ルートの配線ネットを設けているものである。ビア/ビア間の距離は最小部で250μmである。
【0078】
次にこの基板の電気信頼性の評価方法であるが、125℃24hrかけて多層配線基板の脱湿処理を行い、次に85℃85%RHの雰囲気下に16時間放置し強制的に吸湿処理を行い、最大温度260℃のリフロー炉を4回通過させた後に初期抵抗値を測定し、−25℃/125℃の熱衝撃試験を500サイクルかけた後の抵抗値を測定して、抵抗値増加量がすべての配線ネットで0.5Ω未満であればOKとした。0.5Ω以上のものについては、評価済みの多層配線基板の異常配線ネット箇所を特定し、その部分をSEMで断面観察して原因を考察した。本実施例1の多層配線基板の上記電気信頼性評価試験の結果は、すべての配線ネットにおいて0.5Ω未満であった。
【0079】
(実施例2)
第1の合金粒子と第2の金属粒子の質量比を80/20(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0080】
(実施例3)
第1の合金粒子と第2の金属粒子の質量比を88/12(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0081】
(比較例1)
第1の合金粒子と第2の金属粒子の質量比を72/28(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0082】
(比較例2)
第1の合金粒子と第2の金属粒子の質量比を92/8(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0083】
(実施例4)
導電粉末とバインダー成分とを質量比92/8(導電粉末/バインダー成分)で配合し
て導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0084】
(比較例3)
導電粉末とバインダー成分とを質量比88/12(導電粉末/バインダー成分)で配合して導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0085】
(比較例4)
導電粉末とバインダー成分とを質量比98/2(導電粉末/バインダー成分)で配合して導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0086】
(実施例5)
バインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が190℃であり、流動開始温度が260.5℃である、ポリスルホン樹脂を用い、第1の合金粒子として、融点を217℃〜218℃に有するSnAg3.5Cu0.5(平均粒径5.6μm)を用いて導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0087】
(実施例6)
バインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が216℃であり、流動開始温度が274.4℃である、ポリエーテルイミド樹脂(Ultem1000(GE))を用いて導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0088】
(比較例5)
バインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が60℃であり、流動開始温度が120℃である、非晶性ポリエステル樹脂(東洋紡製、バイロンGK250)を用い、溶媒としてブチルカルビトールアセテート溶液を用いて導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0089】
【表1】

【0090】
表1より、本発明の導電性ペースト組成物を用いた場合(実施例1〜実施例6)においては、すべての配線ネットにおいて抵抗値増加量がすべて0.5Ω未満であり、良好な結果が示された。
【0091】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う導電性ペースト組成物もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0092】
【図1】本発明の導電性ペースト組成物を用いた多層配線基板200の製造方法の概要を示した図である。
【図2】絶縁基材10を構成する特定の熱可塑性樹脂組成物の弾性率が、温度により変化する様子を示した図である。
【図3】配線基板100を熱圧着することにより多層配線基板200を製造するための積層治具50の概念図である。
【符号の説明】
【0093】
10 熱可塑性樹脂からなる絶縁基材
20 導体パターン
30 ビアホール
40 ビア
100a、100b 単層配線基板
200a、200b 多層配線基板
50 積層治具
51 クッションフィルム
52 押圧治具
【技術分野】
【0001】
本発明は、ビアホールに充填してビアを形成するための導電性ペースト組成物に関し、特に、複数の配線基板同士を積層してなる多層配線基板のビアホールに充填するのに用いる導電性ペースト組成物に関する。
【背景技術】
【0002】
高度情報化社会の進展により、電子機器の情報処理の高速化(動作周波数の高速化)、情報通信の周波数広帯域化(ブロードバンド)が進み、電子機器に搭載される基板としては、高密度な多層配線基板が求められている。また、その配線基板材料は、比誘電率、誘電正接が低いことが求められている。
【0003】
この高密度な多層配線基板としては、90年代より、ガラスエポキシ基板からなるコア層の上下に感光性エポキシ樹脂からなるビルドアップ層を逐次積み上げたビルドアップ多層基板が提案されている。このビルドアップ多層基板は、従来の多層基板に比較して微細配線が容易なため、今日では、多くの電子機器に採用されている。
【0004】
しかしながら、ビルドアップ多層配線基板においては、基板の絶縁信頼性を確保する必要上、コア基板の貫通スルーホール径や配線間隔が、コア層の上下に積層されるビルドアップ層のビア径や配線間隔に比較して大きい点、また、各層間の接続をするビア配線が銅めっきで形成されているため、製造プロセス上、ビアの上にビアを形成することができない点、といった問題があった。よって、ビルドアップ多層配線基板においては、近年要求されている、更なる高密度化に対応するには限界が見えはじめていた。
【0005】
これらの問題を解決するものとして、最近では、配線設計の自由度が高く、かつ、伝送特性に優れたコアレス全層IVH(Interstitial Via Hole)基板が注目されている。このコアレス全層IVH基板における各層間の接続をするビア配線は導電性ペースト組成物で形成されている。よって、ビアの上にビアを形成するビアオンビア構造、および、パッドオンビア構造を形成することが可能であり、近年の更なる高密度化の要求に十分対応するものである。
【0006】
ビアホール充填用の導電性ペースト組成物は、一般的には、導電粒子、樹脂および溶剤から構成される。ビアホール充填用の導電性ペースト組成物は、これらの各成分をプラネタリーミキサーで粗練し、3本ロールで混練し、さらにプラネタリーミキサーで脱泡して、製造される。
【0007】
ビアホール充填用の導電性ペースト組成物としては、大別して、金属圧接ペーストと金属拡散ペーストがある。金属圧接ペーストは、溶剤揮発、樹脂の硬化収縮、積層圧力により金属粒子が接触して導通を図るものである。金属圧接ペーストにおける金属粒子としては、銀粉、銅粉、銀コート銅粉等が用いられる。
【0008】
金属拡散ペーストは、積層温度よりも低温で融解し、導体パターンである銅箔に金属拡散する金属粒子を含有し、溶剤揮発、積層圧力により、この金属粒子が拡散アロイ化して導通を図るものである。このため、金属拡散ペーストにおいては、高接続信頼性が期待できる。
【0009】
金属拡散ペーストにおいて用いられる金属粒子としては、共晶半田(Sn/Pb:mp183℃)、Pbフリー半田粉(例えば、Sn/Ag/Cu:mp220℃)、Snめっき(Sn:mp232℃)Cuコア、SnめっきAgコア等を挙げることができる。このうち、共晶半田はPbを含有しているため環境負荷が大きいため使えず、SnめっきCuコア、SnめっきAgコアはコストが高く好まれない。従って、金属拡散ペーストにおいて用いられる金属粒子としては、Pbフリー半田粉(無鉛半田粒子)が用いられることが多い。
【0010】
金属拡散ペーストに関する従来の技術としては、特許文献1には、プリント基板における絶縁基材に設けられたビアホール中に充填される導電性組成物が記載されている。この導電性組成物は、錫と銀との合金からなっており、この錫がプリント基板における導体パターンを形成する金属と固相拡散相を形成し、電気的接続がなされる。この場合、導体パターン相互の電気的接続が接触導通により行われるものではないので、層間接続抵抗値が変化し難く、層間接続の信頼性低下を防止できる、と記載されている。
【0011】
特許文献2には、絶縁基板、導体配線層、バイアホール導体を具備する配線基板が記載されている。このバイアホール導体を形成する導電性ペーストとして、特許文献2の実施例においては、銀被覆銅粉末、Pb−Sn合金、エポキシ樹脂、溶剤を含有する導電性ペーストが記載されている。この発明においては、配線基板作製時における加熱により、溶融した錫成分が銅成分と反応し、Cu3Sn等の金属間化合物が生成される。そして、金属間化合物が銅粉末間、あるいは、銅粉末と導体配線層間とを強固に接合し、耐熱性、導電性を良好にすることができる、と記載されている。
【0012】
特許文献3には、無鉛半田粉末および半田フラックスを混合してなる、無鉛半田ペーストが記載されている。
【0013】
特許文献4には、基材の融着温度よりも高融点の少なくとも銅を含む金属と、導体パターンと合金化でき、基材の融着温度よりも低融点の少なくともスズを含む金属と、基材の融着温度以下で融解するバインダー樹脂とが、ビアホール中に充填され、多層配線基板とされる旨が記載されている。
【特許文献1】特許第3473601号公報
【特許文献2】特許第3187373号公報
【特許文献3】特許第3074649号公報
【特許文献4】特開2006−165508号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
しかし、特許文献1に記載の導電性組成物は、錫および銀、場合によっては、有機溶剤を含むものであるが、樹脂を含むものではない。そのため、通常の印刷手段によってこの導電性組成物を歩留まり良くビアホールに充填することは難しく、特殊な印刷手法を採用する必要があった。
【0015】
また、特許文献2に記載の導電性ペーストは、半田として鉛を含有したものを使用している。このような鉛含有半田は、鉛含有半田を使用した配線基板等を廃棄した際に、この基板から鉛が溶出して、地下水が汚染されるおそれがあり、環境負荷が大きいため問題があった。また、電子部品のPbフリー化の方向に逆行するものであった。
【0016】
また、特許文献3に記載の無鉛半田ペーストは、樹脂を含むものではない。そのため、上記の特許文献1における場合と同様に、これをビアホールに充填する際には、特殊な印刷手法を採用する必要があった。
【0017】
また、特許文献4に記載のペーストは、無鉛半田を用いると共に、樹脂を含有するペーストである。しかし、より高性能な配線基板を作製するという観点から、ビア中の導電性ペースト組成物は高度に金属拡散接合し、ビアの抵抗値が非常に低いことが要求されている現状からすると、特許文献4に記載のペーストは、改良の余地が残っているものであった。すなわち、特許文献4では、積層温度よりも高融点の銅を含む金属と、積層温度より低融点のSnを含む金属と、積層温度以下で融解するバインダー樹脂が、ビアホール中に充填されているが、積層温度より低融点のSnを含む金属や、積層温度以下で融解するバインダー樹脂では、多層板を作製する際、積層時に各層が熱融着する前にビア部からSnを含む金属が流出し合金化が阻害されることがあった。
【0018】
そこで、本発明は、通常の印刷手法(例えば、スクリーン印刷法)によってビアホールに充填することができ、鉛を含有していないので環境負荷を低減する点から好ましく、また、多層配線基板に積層後においてビアホールに欠陥の発生がなく、ビアホールの接続信頼性が高く、ビアホールの抵抗値を非常に小さくすることができる、ビアホール充填用導電性ペースト組成物を提供することを課題とする。
【課題を解決するための手段】
【0019】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0020】
第1の本発明は、熱可塑性樹脂組成物からなる絶縁基材(10)、該絶縁基材上に設けられた導体パターン(20)を備え、該絶縁基材に導電性ペースト組成物が充填されたビア(40)が形成されてなる配線基板(100a)を、該配線基板(100a)同士を複数重ね合わせて、または、該配線基板(100a)とは異なる、熱可塑性樹脂組成物以外からなる配線基板(300)と交互に重ね合わせて、熱融着により一括積層または逐次積層してなる多層配線基板における、ビア(40)に充填された導電性ペースト組成物であって、導電粉末と、バインダー成分とを含み、該導電粉末および該バインダー成分の質量比が、90/10以上98/2未満であり、導電粉末が、第1の合金粒子と第2の金属粒子とからなり、第1の合金粒子が、130℃以上240℃以下の融点を有する非鉛半田粒子であり、第2の金属粒子が、Au,Ag,Cuからなる群から選ばれる少なくとも一種以上であり、前記第1の合金粒子と前記第2の金属粒子との質量比が、76/24以上90/10未満であり、バインダー成分が、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物である、導電性ペースト組成物である。
【0021】
本発明の導電性ペースト組成物は、通常の印刷手法によってビアホールに充填することができ、鉛を含有していないため環境負荷を低減する点から好ましい。また、バインダー成分として、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上熱可塑性樹脂組成物を用いることによって、第1の合金粒子が融解する際にバインダー成分が柔らかくなり、金属拡散接合を阻害しないと共に、多層配線基板を作製する際の積層温度においてバインダー成分が流れ出さないため、半田成分(第1の合金粒子)が第2の金属粒子および導体パターンを形成する金属との間において高度に金属拡散接合する。これにより、本発明の導電性ペースト組成物を用いた多層配線基板のビアの抵抗値を非常に小さいものとすることができると共に、多層配線基板を吸湿耐熱性、接続信頼性、および導体接着強度に優れたものとすることができる。
【0022】
第1の本発明において、バインダー成分は、ポリスルホン樹脂、ポリエーテルスルホン樹脂から選ばれる少なくとも1種以上であることが好ましい。このようなバインダー成分を用いることで、金属拡散接合をより促進させることができる。
【0023】
第1の本発明において、第1の合金粒子および第2の金属粒子の平均粒径は10μm以下であることが好ましく、平均粒径差は2μm以下であることが好ましい。第1の合金粒子をこのような粒径にすることによって、導電性ペースト組成物をビアホール(30)に充填しやすくなり、また、金属拡散が生じやすくなる。また、第2の金属粒子をこのような粒径とすることによって、基板を加熱積層する際における導電性ペースト組成物の粘度を調整する効果が良好となる。また、第1の合金粒子と第2の金属粒子の平均粒径差をなるべくそろえることによって、金属拡散接合を生じやすくすることができる。
【0024】
第1の本発明において、第1の合金粒子は、Sn、Sn−Ag、Sn−Cu、Sn−Sb、Sn−Bi、Sn−In、Sn−Zn、Sn−Ag−Cu、Sn−Ag−In、Sn−Ag−In−Bi、Sn−Zn−Bi、Sn−Ag−Bi、Sn−Ag−Cu−Bi、および、Sn−Ag−Cu−Sbからなる群から選ばれる一種以上の非鉛半田粒子であることが好ましい。これらの非鉛半田粒子は、錫を金属拡散接合させるという効果において信頼をおけるものである。
【0025】
第1の本発明において、非鉛半田粒子の融点における、絶縁基材(10)を構成する熱可塑性樹脂組成物の貯蔵弾性率は10MPa以上7GPa未満であることが好ましい。このような貯蔵弾性率の熱可塑性樹脂組成物を用いることで、非鉛半田粒子の融点において、熱可塑性樹脂組成物にある程度の柔軟性を持たせると共に、熔融せずにある程度の弾性率を保持させている。これにより、ビア中の導電性ペースト組成物とビアホール側面の熱可塑性樹脂組成物が相互になじむことができる。また、金属拡散接合を促進させることができる。
【0026】
第1の本発明において、絶縁基材(10)を構成する熱可塑性樹脂組成物は、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物であることが好ましい。このような混合組成物を用いることによって、上記した好ましい貯蔵弾性率を備えた熱可塑性樹脂組成物とすることができる。
【0027】
第1の本発明において、配線基板の熱融着による一括積層または逐次積層は、温度150℃以上260℃未満、圧力3MPa以上8MPa未満で行われることが好ましい。このような条件で熱融着積層することによって、第1の合金粒子と第2の金属粒子間、および/または、第1の合金粒子と導体パターンを形成する金属との間で金属拡散接合を効果的に形成することができる。
【発明を実施するための最良の形態】
【0028】
以下本発明を図面に示す実施形態に基づき説明する。
<導電性ペースト組成物の用途>
図1に、本発明の導電性ペースト組成物が使用される多層配線基板200a、200bの一般的な製造工程を模式的に示す。図1(a)〜(g)は、熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100aを複数枚重ね合わせて、多層配線基板200aを製造する工程を示した図である。また、図1(h)〜(l)は、熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100bおよび熱可塑性樹脂組成物以外からなる配線基板300を交互に重ね合わせて、多層配線基板200bを製造する工程を示した図である。
【0029】
本発明の導電性ペースト組成物は、配線基板100aのビアホール30に充填され、これらの工程によって製造される多層配線基板200a、200bにおいて導体パターン20を電気的に接続するビア40を形成するものである。なお、図1に示した工程は、本発明の導電性ペースト組成物が使用される多層配線基板200a、200bの製法の一例であり、本発明の導電性ペースト組成物の用途は、これらに限定されず、導電性ペースト組成物中の第1の合金粒子の融点より高い温度で加熱することにより熱圧着して積層される他の多層配線基板においても使用することもできる。
【0030】
<導電性ペースト組成物>
本発明の導電性ペースト組成物は、導電粉末、および、バインダー成分を含むものである。
【0031】
(導電粉末)
本発明において使用する導電粉末は、第1の合金粒子と第2の金属粒子とから構成されるものである。
【0032】
第1の合金粒子は、130℃以上240℃以下の融点を有する非鉛半田粒子である。このような非鉛半田粒子としては、例えば、Sn、Sn−Ag、Sn−Cu、Sn−Sb、Sn−Bi、Sn−In、Sn−Zn、Sn−Ag−Cu、Sn−Ag−In、Sn−Ag−In−Bi、Sn−Zn−Bi、Sn−Ag−Bi、Sn−Ag−Cu−Bi、および、Sn−Ag−Cu−Sb、を挙げることができる。さらに、これらの非鉛半田粒子の組成と融点を以下に記述する。
【0033】
Sn(232℃)、SnAg3.5(221℃)、SnCu0.7(227℃)、SnSb5(232−240℃)、SnBi58(138℃)、SnIn52(118℃)、SnZn9(199℃)、SnAg4Cu0.5(217−224℃)、SnAg3.9Cu0.6(217−223℃)、SnAg3Cu0.5(217−220℃)、SnAg3.5Cu0.9(217℃)、SnAg3.8Cu0.7(217−218℃)、SnAg2.8In20(175−187℃)、SnZn8Bi3(191―198℃)、SnAg3.4Bi4.8(201−215℃)、SnAg2Bi7.5(191−216℃)、SnAg1Bi57(137−139℃)、SnAg2.5Cu0.5Bi1(214−221℃)、SnAg2Cu0.75Bi3(207−218℃)、SnAg2.5Cu0.8Sb0.5(217−225℃)、SnAg0.2Cu2Sb0.8(219−235℃)、SnAg3.5In4Bi0.5(210−215℃)、SnAg3.5In8Bi0.5(197−208℃)。なお、上記の各元素の後の数字は、該元素の組成(質量%)を表している。また、Snの組成は他の成分以外であり、例えば、「SnAg3.5」では、Sn96.5質量%、Ag3.5質量%である。
【0034】
これらの非鉛半田粒子は、錫を金属拡散させるという効果において信頼をおけるものである。また、第1の合金粒子としては、これらの非鉛半田粒子の二種以上の混合物を使用することもできる。
【0035】
第2の金属粒子は、Au、Ag、Cuからなる群から選ばれる少なくとも一種以上の金属粒子である。第2の金属粒子は、電気抵抗値が低い金属から形成されている粒子であり、ビアの電気伝導性を担うものである。また、第2の金属粒子は、第1の合金粒子に比べて融点が高く、加熱時における導電性ペースト組成物の粘度を保持する役割を有する。
【0036】
導電粉末における、第1の合金粒子および第2の金属粒子の混合割合は、質量比で、「76/24」以上「90/10」未満である(「第1の合金粒子」/「第2の金属粒子」)。この範囲を超えて、第1の合金粒子の量が多すぎると、基板を加熱積層する際に、導電性ペースト組成物の粘度の低下が大きく、導電性ペースト組成物がビアホール30から流出してしまうおそれがある。
【0037】
第1の合金粒子および第2の金属粒子の平均粒子径は、10μm以下であることが好ましい。第1の合金粒子をこのような粒径とすることによって、導電性ペースト組成物をビアホール30に充填しやすくなり、また、金属拡散が生じやすくなる。また、第2の金属粒子をこのような粒径とすることによって、基板を加熱積層する際における導電性ペースト組成物の粘度を調整する効果が良好となる。
【0038】
第1の合金粒子と第2の金属粒子の平均粒径差は、2μm以下であることが好ましい。このように粒径をなるべくそろえることによって、金属拡散接合を生じやすくすることができる。
【0039】
(バインダー成分)
本発明において使用するバインダー成分は、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物である。バインダー成分は、Tgが合金粒子の融点未満であり、積層プレス時、第1の合金粒子が溶解した際に、バインダー成分は柔らかくなっている。このため、第1の合金粒子はバインダー成分に邪魔されずに、効率的に金属拡散することが可能となる。
【0040】
また、バインダー成分の流動開始温度は260℃以上であり、積層プレス時(プレス温度:150℃以上260℃未満)において、バインダー成分は柔らかくなってはいるが、流動化していない。このため、流動化したバインダー成分が、溶解した第1の合金粒子と共に基板間に流れ出してしまう事態を防ぐことができる。
【0041】
このように、本発明においては、多層配線基板の製造時における熱プレスの際に、バインダー成分を軟化はするが溶解しないように制御している。そして、金属拡散接合を促進すると共に配線のショート等の接続不良を防いでいる。また、バインダー成分は、有機溶剤に可溶なものであるが、これは、有機溶剤に溶かして導電性ペースト組成物を形成するためである。また、バインダー成分の流動開始温度は、260℃以上270℃以下であることが好ましい。
【0042】
流動開始温度の測定方法は、φ1×L2mmのノズル部に樹脂を充填し、40kgf/cm2荷重下、3℃/分で昇温させ、荷重をかけたピストンが下降するときの温度を流動開始温度とした。この評価方法で測定した流動開始温度は、ポリエーテルイミド樹脂であるUltem1000(GE)が274.4℃、ポリエーテルイミド樹脂であるUltem5000(GE)が280.2℃、ポリエーテルスルホン樹脂であるRADEL R−200ANT(ソルベイ)が261.8℃、ポリエーテルスルホン樹脂であるGAFONE B−2300(GHARDA)が264.6℃である。
【0043】
バインダー成分としては、例えば、流動開始温度が260℃以上であり非晶性のポリエステル樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリエーテルイミド樹脂を挙げることができる。この中でも、流動開始温度が260℃以上270℃以下であるバインダー成分を用いることが好ましく、例えば、ポリスルホン樹脂、ポリエーテルスルホン樹脂を挙げることができる。
【0044】
<熱可塑性樹脂組成物からなる絶縁基材10>
熱可塑性樹脂組成物からなる絶縁基材10を形成する熱可塑性樹脂組成物としては、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物を用いることが好ましい。なお、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂は相溶系であり、これらの混合組成物は一つの結晶融解ピーク温度を有する。つまり、上記においては、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物が示す一つの結晶融解温度が260℃以上であることを意味している。
【0045】
このポリアリールケトン樹脂は、その構造単位に芳香核結合、エーテル結合およびケトン結合を含む熱可塑性樹脂であり、その代表例としては、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン等があり、なかでも、ポリエーテルエーテルケトンが好ましい。なお、ポリエーテルエーテルケトンは、「PEEK151G」、「PEEK381G」、「PEEK450G」(いずれもVICTREX社の商品名)等として市販されている。
【0046】
また、非晶性ポリエーテルイミド樹脂は、その構造単位に芳香核結合、エーテル結合およびイミド結合を含む非晶性熱可塑性樹脂であり、特に制限されるものではない。なお、ポリエーテルイミドは、「Ultem CRS5001」、「Ultem 1000」(いずれもゼネラルエレクトリック社の商品名)等として市販されている。
【0047】
ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合割合としては、積層する他の配線基板100a、300との密着性を考慮した場合、ポリアリールケトン樹脂を30質量%以上かつ70質量%以下含有し、残部を非晶性ポリエーテルイミド樹脂および不可避不純物とした混合組成物を用いることが好ましい。ここで、ポリアリールケトン樹脂の含有率を30質量%以上かつ70質量%以下と限定した理由は、ポリアリールケトン樹脂の含有率が高すぎると、熱可塑性樹脂組成物の結晶性が高いために多層化する際の積層性が低下するからであり、また、ポリアリールケトン樹脂の含有率が低すぎると、熱可塑性樹脂組成物全体としての結晶性自体が低くなり、結晶融解ピーク温度が260℃以上であってもリフロー耐熱性が低下するからである。
【0048】
この熱可塑性樹脂組成物は無機充填材を含有していてもよい。無機充填材としては、特に制限はなく、公知のいかなるものも使用できる。例えば、タルク、マイカ、雲母、ガラスフレーク、窒化ホウ素(BN)、板状炭カル、板状水酸化アルミニウム、板状シリカ、板状チタン酸カリウム等が挙げられる。これらは1種類を単独で添加してもよく、2種類以上を組み合わせて添加してもよい。特に、平均粒径が15μm以下、アスペクト比(粒径/厚み)が30以上の鱗片状の無機充填材が、平面方向と厚み方向の線膨張係数比を低く抑えることができ、熱衝撃サイクル試験時の基板内のクラック発生を抑制することができるので、好ましい。
【0049】
この無機充填材の添加量は、熱可塑性樹脂100質量部に対して20質量部以上かつ50質量部以下が好ましい。無機充填材の添加量が多すぎると、無機充填材の分散不良の問題が発生し、線膨張係数がばらつき易くなったり、強度低下を招き易くなったりするからである。また、無機充填材の添加量が少なすぎると、線膨張係数を低下させて寸法安定性を向上させる効果が小さく、リフロー工程において他の配線基板300や導電パターン20との線膨張係数差に起因する内部応力が発生し、基板にそりやねじれが発生するからである。
【0050】
また、熱可塑性樹脂組成物は、その性質を損なわない程度に、他の樹脂や無機充填材以外の各種添加剤、例えば、安定剤、紫外線吸収剤、光安定剤、核剤、着色剤、滑剤、難燃剤等を適宜含有していてもよい。これら無機充填材を含めた各種添加剤を添加する方法としては、公知の方法、例えば下記に挙げる方法(a)、(b)を用いることができる。
【0051】
(a)各種添加剤を、ポリアリールケトン樹脂および/または非晶性ポリエーテルイミド樹脂の基材(ベース樹脂)に高濃度(代表的な含有量としては10〜60質量%程度)に混合したマスターバッチを別途作製しておき、これを使用する樹脂に濃度を調整して混合し、ニーダーや押出機等を用いて機械的にブレンドする方法。(b)使用する樹脂に直接各種添加剤をニーダーや押出機等を用いて機械的にブレンドする方法。これらの方法の中では、(a)の方法が分散性や作業性の点から好ましい。さらに、熱可塑性樹脂組成物からなる絶縁基材10の表面には積層性を向上させる目的でコロナ処理等を適宜施しても構わない。
【0052】
<熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100aの製造方法>
図1(a)〜(e)に、単層の配線基板100aを製造する工程を示した。まず、図1(a)に示すように、熱可塑性樹脂組成物からなる絶縁基材10を用意する。絶縁基材10は、フィルム、薄板状またはシート状が好ましく、成形方法としては、公知の方法、例えばTダイを用いる押出キャスト法、あるいはカレンダー法等を採用することができ、特に限定されるものではないが、シートの製膜性や安定生産性等の点から、Tダイを用いる押出キャスト法が好ましい。Tダイを用いる押出キャスト法での成形温度は、用いる樹脂の流動特性や製膜性等によって適宜調整されるが、概ね、260℃以上の結晶融解ピーク温度を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物の場合、360〜400℃である。また、押出キャスト製膜時に急冷製膜することにより非晶性フィルム化することが必要である。これにより、170〜230℃付近に弾性率が低下する領域を発現するので、この温度領域での熱成形、熱融着が可能となる。詳細には、170℃付近で弾性率が低下し始め、200℃付近において熱成形、熱融着が可能となる。また、図3に示したグラフは、昇温速度を3℃/分として弾性率を測定したものであるが、昇温速度を10℃/分とすると、非晶から結晶への転移が遅れて、230℃付近において弾性率がもっとも低くなる。
【0053】
次いで、図1(b)に示すように、熱可塑性樹脂組成物からなる絶縁基材10の表面に金属箔が貼り付けられる。上記したように熱可塑性樹脂組成物からなる絶縁基材10は非晶性の状態であるため、熱可塑性樹脂の結晶化が大きく進行しないガラス転移温度の少し上の温度での比較的短時間での熱圧着により、絶縁基材の結晶化を進行させずに金属箔を貼り付けることができる。また、絶縁基材10を製膜する際に金属箔を同時にラミネートして図1(b)の段階にしても良い。金属箔としては、例えば、銅箔を挙げることができる。
【0054】
次いで、図1(c)に示すように、絶縁基材10の所定位置に、レーザー若しくは機械ドリル等を用いてビアホール30を形成する。次いで、金属箔の表面にレジストを回路パターン状に塗布して、エッチング、レジスト除去する等の通常の方法により、図1(d)に示すように、導体パターン20が形成される。なお、ビアホール30を形成してから、銅箔を貼り付けて、導体パターン20を形成してもよいし、導体パターン20を形成してから、ビアホール30を形成してもよく、各手順の順序は特に限定されない。次いで、ビアホール30に、スクリーン印刷等の通常の印刷手法によって、導電性ペースト組成物を充填してビア40を形成し、図1(e)に示すような単層の配線基板100aが作製される。
【0055】
<熱可塑性樹脂組成物からなる絶縁基材10の温度に対する弾性率の挙動>
ここで、熱可塑性樹脂組成物からなる絶縁基材10の温度に対する弾性率の挙動について説明する。熱可塑性樹脂組成物として、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物であって、特に、ポリアリールケトン樹脂としてポリエーテルエーテルケトンを使用した場合における絶縁基材10の、温度に対する弾性率の挙動を図3に示した。
【0056】
「積層前」と表示されているのが、多層配線基板200として積層する前における、絶縁基材10の温度に対する弾性率の挙動を示したグラフである。また、「積層後」と表示されているのが、所定の条件において加熱・加圧することによって多層配線基板200とした後における、絶縁基材10の温度に対する弾性率の挙動を示したグラフである。積層前の状態では、上記したように、絶縁基材10は急冷製膜することにより非晶性フィルム化されている。よって、200℃付近という比較的低温領域において弾性率が十分に低下する。これにより、積層前の絶縁基材10は、比較的低温において熱成形、熱融着することができる。
【0057】
非晶性フィルム化されている絶縁基材10は、多層配線基材200を製造する際における所定の条件下での加熱・加圧成形によって、結晶性へと変化する。これに伴って絶縁基材10の弾性率は大きく変化して、図3における積層後のグラフで示されるような挙動を示すようになる。これにより、以下に説明するように金属拡散接合を促進するという効果を発揮して、多層配線基板200を、そのビアホールの抵抗値を非常に小さくすることができると共に、吸湿耐熱性、接続信頼性、および導体接着力に優れたものとすることができると考えられている。
【0058】
次に、どのように金属拡散接合が促進されるかについて説明する。ここで、導電性ペースト組成物中の非鉛半田粒子と熱可塑性樹脂組成物からなる絶縁基材10との関係が重要であり、非鉛半田粒子の融点における、絶縁基材10を構成する熱可塑性樹脂組成物の貯蔵弾性率は10MPa以上7GPa未満であることが好ましい。なお、絶縁基材10を構成する熱可塑性樹脂組成物として、上記した好ましい形態である、ポリエーテルエーテルケトンおよび非晶性ポリエーテルイミドの混合組成物を使用した場合は、図3に示すように、130℃以上240℃以下という非鉛半田粒子の融点における、熱可塑性樹脂組成物の貯蔵弾性率は、10MPa以上7GPa未満となっている。なお、熱可塑性樹脂組成物の貯蔵弾性率は、粘弾性評価装置を用い、測定周波数1Hzで昇温速度3℃/分で測定した値である。
【0059】
上記のように非鉛半田粒子の融点において、絶縁基材10を構成する熱可塑性樹脂組成物が10MPa以上7GPa未満の貯蔵弾性率を有するものとすることは、非鉛半田粒子の融点において、熱可塑性樹脂組成物にある程度の柔軟性を持たせると共に、溶融せずにある程度の弾性率を保持させていることを意味している。
【0060】
このように、非鉛半田粒子の融点において、絶縁基材10を構成する熱可塑性樹脂組成物にある程度の柔軟性を持たせることによって、導電性ペースト組成物と熱可塑性樹脂組成物とが相互になじむことができ、導電性ペースト組成物と熱可塑性樹脂組成物からなる絶縁基材10との接着性が向上する。また、非鉛半田粒子の融点において、熱可塑性樹脂組成物が溶融せずに、ある程度の弾性率を保持することによって、配線基板100を熱融着により積層する際に、導電性ペースト組成物をビアホール30の側面である熱可塑性樹脂組成物により締め付けることができ、導電性ペースト組成物に圧力をかけることができる。これにより、非鉛半田粒子中の錫成分が第2の金属粒子および/または導体パターン20を形成する金属中に拡散し、金属拡散接合を形成させることができると考えられる。
【0061】
<熱可塑性樹脂組成物以外からなる配線基板300>
熱可塑性樹脂組成物以外からなる配線基板300としては、ガラスエポキシ基板(FR4基板)、2層ポリイミド基板、擬似2層ポリイミド基板、3層ポリイミド基板、LCP(液晶ポリマー)基板、LTCC(低温焼成セラミック)基板を使用することができる。また、二種以上のこれらの配線基板300を併せて積層して、多層基板200bを形成してもよい。
【0062】
ガラスエポキシ基板(FR4基板)の製造方法について説明する。まず、ガラスクロスに熱硬化性樹脂を含浸させ半硬化状態(Bステージ化)とした絶縁基材(プリブレグ)を用意する。次いで、絶縁基材の所定位置に、レーザー若しくは機械ドリル等を用いて絶縁基材を貫通する貫通孔を形成し、これをビアホールとする。次いで、スクリーン印刷等によりビアホール内に導電性ペーストを充填する。そして、必要により、加熱して溶剤を揮発させて導電性ペーストを固化させる。配線基板300に用いられる導電性ペーストとしては、特に限定されず、ビアホール充填用に使用される一般的な導電性ペーストを使用することができる。また、配線基板300に用いられる導電性ペーストとして、配線基板100において使用する導電性ペースト組成物を使用することもできる。次いで、必要に応じて、絶縁基材の表面上にはみ出した導電性ペーストの乾燥固化物を機械的研磨等により除去して、そして、絶縁基材の一方の面あるいは両方の面に、銅箔を熱圧着すると同時に絶縁基材を完全に硬化する(Cステージ化)。次いで、銅箔をエッチングによりパターニングし、導体パターンを形成する。以上より、ガラスエポキシ基板を使用した熱可塑性樹脂組成物以外からなる配線基板300を製造することができる。
【0063】
上記したエポキシ樹脂の「Bステージ」とは、樹脂、硬化剤を混合した場合において、反応がある程度進み、半硬化(Semi−cure)の状態をいう。この段階では、もはや大部分は溶剤に溶解しないが、加熱すると溶解してさらに反応が進む。また、「Cステージ」とは、反応の最終段階で不溶不融の完全硬化の状態をいう。
【0064】
また、液晶ポリマー(LCP)基板の製造方法について説明する。まず、LCPからなる絶縁基板を用意する。LCPとしては、LCPI型(液晶転移温度:350℃)、LCPII型(液晶転移温度:300℃)等を使用することができる。LCPからなる絶縁基材としては、フィルム状、薄板状、またはシート状が好ましい。その成形方法としては、公知の方法、例えばTダイを用いる押出キャスト法、あるいはカレンダー法、インフレーション成形法等が好ましく、特に限定されるものではないが、シートの製膜性や安定生産性等を考慮すると、Tダイを用いる押出キャスト法が好ましい。Tダイを用いる押出キャスト法での成形温度は、用いる樹脂の流動性や製膜性等によって適宜調整されるが、概ね、LCPI型樹脂の場合、400〜420℃、LCPII型樹脂の場合、350〜370℃である。製膜時に銅箔を貼り付け、その後、絶縁基材にビアホールを形成し、パターニングして導体パターンを形成することについては、上記したガラスエポキシ基板の製造方法における場合と同様である。
【0065】
銅箔上にキャスト法や流延法でポリイミド層を形成した2層ポリイミド基板や、ポリイミドフィルムと銅箔間に熱可塑性ポリイミド層を接着層として熱ラミネートした擬似2層ポリイミド基板や、ポリイミドフィルムと銅箔間に熱硬化型の接着剤を用いた3層ポリイミド基板についても、上記したガラスエポキシ基板、LCP基板と同様の製造方法により製造することができる。
【0066】
LTCC(低温焼成セラミック)基板は、焼成前のLTCC(低温焼成セラミック)基板にビアホールを形成し、ビアホール中にAgペーストを充填し、また表層にもAgペースト配線を施し、焼成して作製することができる。
【0067】
<多層配線基板200の製造方法>
図1(e)〜(g)に、多層配線基板200aの製造工程を示した。図1(f)に示すように、作製した単層の配線基板100aを複数枚重ね合わせる。図示した形態においては、単層配線基板100aを三つ重ね合わせている。また、最下層の基板をその方向を変えて重ね合わせて、多層基板の外側に導体パターン20が形成されるようにしている。具体的には、図4に示すように、ヒーター内蔵の積層治具50内に下側より弾性および離型性を有するクッションフィルム51、配線基材100aを三つ、その上に、クッションフィルム51を重ねて、その後、押圧治具52を、図中に示した矢印の方向に押し下げることで、三つの配線基材100aを熱圧着し、これらを積層一体化して多層配線基板200aとする。各層の積層条件としては、金属拡散接合を効果的に起こらしめる観点から、温度:150℃以上260℃未満、圧力:3MPa以上8MPa未満、プレス時間:10分以上40分未満とすることが好ましい。なお積層温度は、第1の合金粒子の融点以上とすることが好ましい。また、本発明においては、積層温度が、バインダー成分のTgと流動開始温度との間となるように、バインダー成分が規定されている。このようなバインダー成分を用いることにより金属拡散接合を効果的に起こらしめ、電気的な接続信頼性を高めることができる。
【0068】
図1(h)〜(l)は、熱可塑性樹脂組成物からなる絶縁基材10を備えた配線基板100b、および、熱可塑性樹脂組成物以外からなる配線基板300を交互に重ね合わせて、多層配線基板200bを製造する工程を示した図である。まず、図1(h)に示すように、熱可塑性樹脂組成物からなる絶縁基材10を用意する。成形方法については、図1(a)の場合と同様である。次いで、図1(i)に示すように、絶縁基材10の所定位置に、レーザー若しくは機械ドリル等を用いてビアホール30が形成される。そして、スクリーン印刷等の通常の印刷手法によって、形成されたビアホール30に導電性ペースト組成物が充填され、図1(j)に示すようなビア40が形成された単層の配線基板100bが製造される。
【0069】
次いで、図1(k)に示したように、製造した単層の配線基板100bと、この配線基板100bとは異なる熱可塑性樹脂組成物以外からなる配線基板300とを交互に重ね合わせる。図示した形態においては、配線基板100bを真ん中にして、その両側に、熱可塑性樹脂以外からなる配線基板300が配置されている。
【0070】
そして、所定の条件において、各層が熱融着され、図1(l)に示すような多層配線基板200bが作製される。積層方法、積層条件は、上記の図1(g)において示した方法、条件と同様である。
【0071】
なお、図1(a)〜(g)に示した製造方法においては、単層配線基板100aの片面に導体パターン20を形成しており、また、図1(h)〜(l)に示した製造方法においては、単層配線基板100bに導体パターン20を形成せずに、熱可塑性樹脂組成物以外からなる配線基板300の両面に導体パターン20を形成しているが、製造する多層配線基板200a、200bにおいて所望の位置に導体パターン20が形成されるのであれば、単層配線基板100a、100b、300における導体パターンを形成する箇所は特に限定されず、適宜変更することができる。
【実施例】
【0072】
(実施例1)
導電性ペースト組成物のバインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が223℃であり、流動開始温度が264.6℃である、ポリエーテルスルホン樹脂を用いた。
【0073】
導電粉末の第1の合金粒子として、融点を232℃〜240℃に有するSnSb5(平均粒径5.1μm)、第2の金属粒子としてCu(平均粒径5.0μm)を質量比76/24(第1の合金粒子/第2の金属粒子)で準備した。そして、上記導電粉末とバインダー成分とを質量比97/3(導電粉末/バインダー成分)で配合したもの93質量部に対して、溶媒として塩化メチレン溶液を7質量部を加え、プラネタリーミキサーで粗練り後、3本ロールで混練し、さらにプラネタリーミキサーで脱泡し、ブルックフィールド粘度計DV−III スピンドルCP52(角度3.0°、φ2.4cm)で測定した25℃での粘度が183Pa・s(1rpm)の導電性ペースト組成物を得た。
【0074】
次に熱可塑性樹脂からなる絶縁基材として、ポリエーテルエーテルケトン樹脂(製品名PEEK450G)とポリエーテルイミド樹脂(製品名PEI Ultem1000)を質量比40/60(ポリエーテルエーテルケトン/ポリエーテルイミド)で配合した樹脂混合物100質量部に、平均粒径3.5μm、平均アスペクト比50のマイカを無機充填材として39質量部加え溶融混練し、この混練品をさらにTダイを用いた押出しキャスト法にて急冷製膜し、厚さ50μmのフィルムを得た。
【0075】
このフィルムの、SnSb5の融点232℃〜240℃における弾性率は、粘弾性測定装置で、1Hz、昇温速度3℃/分条件下で37MPaであった。また押出時に銅箔(厚さ12μm)をラミネートすることにより、フィルムの他に片面銅張板を作製した。
【0076】
次に、この片面銅張板の所定位置に、レーザーを用いて孔径100μmのビアホールを形成した。次いで、銅箔の表面にレジストを回路パターン状に塗布して、エッチング、レジスト除去する等の通常の方法により、図1(d)に示すように、有底ビアを有する導体評価パターンが形成された回路加工基板を作製した。次いで、このビアホールに、スクリーン印刷手法を用い、上記で調整した導電性ペースト組成物を充填して、充填後125℃45分で溶剤を揮発させビアを形成し、図1(e)に示すような単層の配線基板100aを作製した。
【0077】
次に、作製した単層の配線基板100aを、最下層の単層基板のみをその方向を変えて10枚重ね合わせて、ビア中の第1の合金粒子SnSb5の融点232℃〜240℃以上の240℃で5MPa30分の条件で、これらを一括積層して多層配線基板を得た。この多層配線基板は、表側に表出した銅回路パターンと裏側に表出した銅回路パターンは内層部のビア配線を介在して1対1で対応しており、1個の試験基板で1万ルートの配線ネットを設けているものである。ビア/ビア間の距離は最小部で250μmである。
【0078】
次にこの基板の電気信頼性の評価方法であるが、125℃24hrかけて多層配線基板の脱湿処理を行い、次に85℃85%RHの雰囲気下に16時間放置し強制的に吸湿処理を行い、最大温度260℃のリフロー炉を4回通過させた後に初期抵抗値を測定し、−25℃/125℃の熱衝撃試験を500サイクルかけた後の抵抗値を測定して、抵抗値増加量がすべての配線ネットで0.5Ω未満であればOKとした。0.5Ω以上のものについては、評価済みの多層配線基板の異常配線ネット箇所を特定し、その部分をSEMで断面観察して原因を考察した。本実施例1の多層配線基板の上記電気信頼性評価試験の結果は、すべての配線ネットにおいて0.5Ω未満であった。
【0079】
(実施例2)
第1の合金粒子と第2の金属粒子の質量比を80/20(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0080】
(実施例3)
第1の合金粒子と第2の金属粒子の質量比を88/12(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0081】
(比較例1)
第1の合金粒子と第2の金属粒子の質量比を72/28(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0082】
(比較例2)
第1の合金粒子と第2の金属粒子の質量比を92/8(第1の合金粒子/第2の金属粒子)として導電性ペースト組成物を得た以外は実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0083】
(実施例4)
導電粉末とバインダー成分とを質量比92/8(導電粉末/バインダー成分)で配合し
て導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0084】
(比較例3)
導電粉末とバインダー成分とを質量比88/12(導電粉末/バインダー成分)で配合して導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0085】
(比較例4)
導電粉末とバインダー成分とを質量比98/2(導電粉末/バインダー成分)で配合して導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0086】
(実施例5)
バインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が190℃であり、流動開始温度が260.5℃である、ポリスルホン樹脂を用い、第1の合金粒子として、融点を217℃〜218℃に有するSnAg3.5Cu0.5(平均粒径5.6μm)を用いて導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0087】
(実施例6)
バインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が216℃であり、流動開始温度が274.4℃である、ポリエーテルイミド樹脂(Ultem1000(GE))を用いて導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0088】
(比較例5)
バインダー成分として、示差走査熱量計で昇温速度10℃/分で測定したガラス転移温度(Tg)が60℃であり、流動開始温度が120℃である、非晶性ポリエステル樹脂(東洋紡製、バイロンGK250)を用い、溶媒としてブチルカルビトールアセテート溶液を用いて導電性ペースト組成物を得た以外は、実施例1と同様にして多層配線基板を得た。そして、電気信頼性の評価を行った。結果を表1に示す。
【0089】
【表1】
【0090】
表1より、本発明の導電性ペースト組成物を用いた場合(実施例1〜実施例6)においては、すべての配線ネットにおいて抵抗値増加量がすべて0.5Ω未満であり、良好な結果が示された。
【0091】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う導電性ペースト組成物もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0092】
【図1】本発明の導電性ペースト組成物を用いた多層配線基板200の製造方法の概要を示した図である。
【図2】絶縁基材10を構成する特定の熱可塑性樹脂組成物の弾性率が、温度により変化する様子を示した図である。
【図3】配線基板100を熱圧着することにより多層配線基板200を製造するための積層治具50の概念図である。
【符号の説明】
【0093】
10 熱可塑性樹脂からなる絶縁基材
20 導体パターン
30 ビアホール
40 ビア
100a、100b 単層配線基板
200a、200b 多層配線基板
50 積層治具
51 クッションフィルム
52 押圧治具
【特許請求の範囲】
【請求項1】
熱可塑性樹脂組成物からなる絶縁基材、該絶縁基材上に設けられた導体パターンを備え、該絶縁基材に導電性ペースト組成物が充填されたビアが形成されてなる配線基板を、該配線基板同士を複数重ね合わせて、または、該配線基板とは異なる、熱可塑性樹脂組成物以外からなる配線基板と交互に重ね合わせて、熱融着により一括積層または逐次積層してなる多層配線基板における、前記ビアに充填された導電性ペースト組成物であって、
導電粉末と、バインダー成分とを含み、該導電粉末および該バインダー成分の質量比が、90/10以上98/2未満であり、
前記導電粉末が、第1の合金粒子と第2の金属粒子とからなり、
前記第1の合金粒子が、130℃以上240℃以下の融点を有する非鉛半田粒子であり、前記第2の金属粒子が、Au,Ag,Cuからなる群から選ばれる少なくとも一種以上であり、前記第1の合金粒子と前記第2の金属粒子との質量比が、76/24以上90/10未満であり、
前記バインダー成分が、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物である、導電性ペースト組成物。
【請求項2】
前記バインダー成分が、ポリスルホン樹脂、ポリエーテルスルホン樹脂から選ばれる少なくとも1種以上である、請求項1に記載の導電性ペースト組成物。
【請求項3】
前記第1の合金粒子および前記第2の金属粒子の平均粒径が10μm以下であり、平均粒径差が2μm以下である、請求項1または請求項2に記載の導電性ペースト組成物。
【請求項4】
前記第1の合金粒子が、Sn、Sn−Ag、Sn−Cu、Sn−Sb、Sn−Bi、Sn−In、Sn−Zn、Sn−Ag−Cu、Sn−Ag−In、Sn−Ag−In−Bi、Sn−Zn−Bi、Sn−Ag−Bi、Sn−Ag−Cu−Bi、および、Sn−Ag−Cu−Sb、からなる群から選ばれる一種以上の非鉛半田粒子である、請求項1〜請求項3のいずれかに記載の導電性ペースト組成物。
【請求項5】
前記非鉛半田粒子の融点における、前記絶縁基材を構成する熱可塑性樹脂組成物の貯蔵弾性率が、10MPa以上7GPa未満である、請求項1〜請求項4のいずれかに記載の導電性ペースト組成物。
【請求項6】
前記絶縁基材を構成する熱可塑性樹脂組成物が、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物である、請求項1〜請求項5のいずれかに記載の導電性ペースト組成物。
【請求項7】
前記配線基板の熱融着による一括積層または逐次積層が、温度150℃以上260℃未満、圧力3MPa以上8MPa未満で行われるものであって、前記第1の合金粒子と前記第2の金属粒子間、および/または、前記第1の合金粒子と前記導体パターンを形成する金属との間で金属拡散接合が形成される、請求項1〜請求項6のいずれかに記載の導電性ペースト組成物。
【請求項1】
熱可塑性樹脂組成物からなる絶縁基材、該絶縁基材上に設けられた導体パターンを備え、該絶縁基材に導電性ペースト組成物が充填されたビアが形成されてなる配線基板を、該配線基板同士を複数重ね合わせて、または、該配線基板とは異なる、熱可塑性樹脂組成物以外からなる配線基板と交互に重ね合わせて、熱融着により一括積層または逐次積層してなる多層配線基板における、前記ビアに充填された導電性ペースト組成物であって、
導電粉末と、バインダー成分とを含み、該導電粉末および該バインダー成分の質量比が、90/10以上98/2未満であり、
前記導電粉末が、第1の合金粒子と第2の金属粒子とからなり、
前記第1の合金粒子が、130℃以上240℃以下の融点を有する非鉛半田粒子であり、前記第2の金属粒子が、Au,Ag,Cuからなる群から選ばれる少なくとも一種以上であり、前記第1の合金粒子と前記第2の金属粒子との質量比が、76/24以上90/10未満であり、
前記バインダー成分が、Tgが第1の合金粒子の融点未満で、流動開始温度が260℃以上の熱可塑性樹脂組成物である、導電性ペースト組成物。
【請求項2】
前記バインダー成分が、ポリスルホン樹脂、ポリエーテルスルホン樹脂から選ばれる少なくとも1種以上である、請求項1に記載の導電性ペースト組成物。
【請求項3】
前記第1の合金粒子および前記第2の金属粒子の平均粒径が10μm以下であり、平均粒径差が2μm以下である、請求項1または請求項2に記載の導電性ペースト組成物。
【請求項4】
前記第1の合金粒子が、Sn、Sn−Ag、Sn−Cu、Sn−Sb、Sn−Bi、Sn−In、Sn−Zn、Sn−Ag−Cu、Sn−Ag−In、Sn−Ag−In−Bi、Sn−Zn−Bi、Sn−Ag−Bi、Sn−Ag−Cu−Bi、および、Sn−Ag−Cu−Sb、からなる群から選ばれる一種以上の非鉛半田粒子である、請求項1〜請求項3のいずれかに記載の導電性ペースト組成物。
【請求項5】
前記非鉛半田粒子の融点における、前記絶縁基材を構成する熱可塑性樹脂組成物の貯蔵弾性率が、10MPa以上7GPa未満である、請求項1〜請求項4のいずれかに記載の導電性ペースト組成物。
【請求項6】
前記絶縁基材を構成する熱可塑性樹脂組成物が、260℃以上の結晶融解ピーク温度(Tm)を有する、ポリアリールケトン樹脂および非晶性ポリエーテルイミド樹脂の混合組成物である、請求項1〜請求項5のいずれかに記載の導電性ペースト組成物。
【請求項7】
前記配線基板の熱融着による一括積層または逐次積層が、温度150℃以上260℃未満、圧力3MPa以上8MPa未満で行われるものであって、前記第1の合金粒子と前記第2の金属粒子間、および/または、前記第1の合金粒子と前記導体パターンを形成する金属との間で金属拡散接合が形成される、請求項1〜請求項6のいずれかに記載の導電性ペースト組成物。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−65008(P2009−65008A)
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願番号】特願2007−232371(P2007−232371)
【出願日】平成19年9月7日(2007.9.7)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願日】平成19年9月7日(2007.9.7)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]