
導電性ポリウレタンベルト及びその製造方法
【課題】1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供すること。
【解決手段】カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルト4を成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置3から赤外線を照射して加熱処理し、好ましくは、前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする。
【解決手段】カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルト4を成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置3から赤外線を照射して加熱処理し、好ましくは、前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性を備えた、搬送用ポリウレタンベルト及びその製造方法に関する。
【背景技術】
【0002】
従来、強靭性、耐摩耗性といった観点から、搬送用ベルトとしてポリウレタン樹脂が多く使用されている。かかる搬送用ベルトによる搬送対象品が半導体や精密機器である場合、埃等の混入を防止する目的で、ベルト部材に導電性(帯電防止性)が求められている。
【0003】
ポリウレタン樹脂自体に導電性を付与する手段としては、カーボンブラック、カーボンファイバー、グラファイト等のカーボン系導電性フィラーを分散させる手法が広く使われている。かかる導電性フィラー含有熱可塑性ポリウレタン樹脂を素材原料として、搬送用ベルトを成形する際には、射出成形や押出成形が採用されているが、成形条件によっては導電フィラーが導電回路を十分に形成することができず、成形品において材料が本来持つべき導電性を得られないことが多い。
【0004】
特許文献1には、電子写真プロセスに用いられる導電性弾性ウレタンローラのような導電性部材の製造法について開示され、導電性の発現に、通常用いられるカーボンブラック等の導電性フィラーを配合し、成形後に加熱処理をすることで製品の導電性を安定化することが記載されている。
【0005】
同文献1は、導電性部材を開示するものの、導電性弾性ウレタンローラのような円筒状の部材以外について開示する思想は認められない。従って、円筒状の導電性弾性ウレタンローラであるがゆえに、0018に加熱方法として、乾熱オーブン、スチーム、温水浴等が例示されている。
【特許文献1】特許第3608616号公報
【特許文献2】特公昭58−20158号公報 ポリエステルやポリアミド等の可とう性絶縁基板フィルムヘのスルーホールプリント回路の製造法を開示
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明者は、導電性部材の中でも、帯状の導電性搬送用ベルトを提案するものであるが、特許文献1に記載のような乾熱オーブン、スチーム、温水浴などの加熱手段の中でも、熱風乾燥法では100秒かけても最高樹脂表面温度が65℃〜95℃であり、ベルト表面抵抗率(Ω)の値を1×108Ω以下にすることが困難であることがわかった。スチームや温水浴であってもやはり、同様に困難である問題があった。また加熱時間を10分に延長して最高樹脂表面温度を115℃まで上昇させると、ロールの一部が溶融してしまい、外観が劣る問題があった。
【0007】
一方、加熱手法として短時間に加熱するために赤外線加熱法を採用することがあるが、これを特許文献1の搬送ロールに適用しようとしても、ロールが円筒状であるために、赤外線の指向性によって、搬送ロールの一部しか照射できず、また搬送ロールを回転しても、照射面が球面であるため、安定した照射を実現できず、その結果、ベルト表面抵抗率(Ω)の値がばらつく問題があった。
【0008】
そこで、本発明の課題は、1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供することにある。
【0009】
また本発明の他の課題は以下の記載によって明らかになる。
【課題を解決するための手段】
【0010】
上記課題は以下の各発明によって解決される。
【0011】
(請求項1)
カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルトを成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置から赤外線を照射して加熱処理することを特徴とする導電性ポリウレタンベルトの製造方法。
【0012】
(請求項2)
前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする請求項1記載の導電性ポリウレタンベルトの製造方法。
【0013】
(請求項3)
前記赤外線照射における赤外線波長域が、3.5〜5.5μmであり、照射時間が5〜300秒であることを特徴とする請求項1又は2記載の導電性ポリウレタンベルトの製造方法。
【0014】
(請求項4)
請求項1〜3の何れかに記載の製造方法によって得られた導電性ポリウレタンベルトであり、印加電圧10Vにおける表面抵抗率が1×108Ω以下である熱可塑性ポリウレタン製の導電性ポリウレタンベルト。
【発明の効果】
【0015】
本発明によれば、1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の実施の形態について説明する。
【0017】
本発明の導電性ポリウレタンベルトの製造方法は、カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルトを成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置から赤外線を照射して加熱処理することを特徴とする。
【0018】
導電性ポリウレタンベルトの素材原料は、熱可塑性ポリウレタン樹脂と、カーボン系又は金属系の導電性フィラーを主として配合したものが用いられる。
【0019】
カーボン系導電性フィラーとしては、カーボンブラック、カーボンファイバー、グラファイト等が挙げられ、金属系の導電性フィラーとしては、金属または金属酸化物などが挙げられる。
【0020】
導電性フィラーを含有した熱可塑性ウレタン樹脂は、市販品として入手することができ、例えば、日本ミラクトラン社製「ミラクトラン K595PSJV」などが挙げられる。
【0021】
本発明において、熱可塑性ウレタン樹脂には、本発明の効果を発揮し得る範囲で、可塑剤、顔料、消泡剤、安定剤等の添加剤を配合することができる。
【0022】
熱可塑性ポリウレタン樹脂と、導電性フィラーと、必要により添加剤とを配合し、所望の混練機で混練し、成形手段に送られて長尺状の所定形状のベルトを成形する。
【0023】
成形手段としては、射出成型機、押出成型機(押出し後型に入れて成形する場合を含む)などの成型機を用いることができる。かかる成形手段によって、歯付ベルト、Vベルト、平ベルトなどの種々の形状の搬送用ベルトを成形する。平ベルトの場合に、その厚みは、一般に、1〜10mmの範囲で適宜決定される。
【0024】
導電性フィラー含有熱可塑性ポリウレタン樹脂を射出または押出成形した場合、成形条件によっては導電フィラーが導電回路を十分に形成することができず、成形品において材料が本来持つべき導電性を得られないことが多い為、成形品に加熱処理を施し、導電フィラー配列を安定化させることで、成形品の導電性を高める必要がある。
【0025】
本発明においては、その成形後に、赤外線照射によって加熱処理を行う。赤外線照射によって加熱することにより、成形品の導電性を高めることができ、具体的には、本発明の製法によって得られる導電性ポリウレタンベルトは、印加電圧10Vにおける表面抵抗率を1×108Ω以下にすることができる。
【0026】
熱風炉、スチーム等の赤外線照射処理以外の加熱処理方法では、本発明の導電性を付与することができない。
【0027】
赤外線の波長域は3.5〜5.5μmの範囲が好ましい。
【0028】
赤外線の照射時間は、5〜300秒が好ましく、より好ましくは10〜200秒であり、更に好ましくは50〜150秒である。照射時間が300秒を超えると、ベルトの表面温度が高くなりすぎて、溶融してしまうため好ましくない。本発明の場合は、短時間に加熱処理できる点で優れている。
【0029】
本発明において、樹脂表面最高温度は、好ましくは100〜150℃の範囲、より好ましくは110℃〜140℃の範囲になるように温度管理される。ここで樹脂表面最高温度というのは、赤外線照射による樹脂表面の温度を赤外線式温度計で1回/1秒の速度で複数回測定し、その最大となる温度を意味している。
【0030】
上記温度が100℃未満であると十分な導電性を得られず、150℃を超えると、ベルトが溶融してしまい外観が劣るおそれがある。
【0031】
以上のように本発明の製法によって得られる導電性ポリウレタンベルトは、短時間の工程で、かつベルトが溶融することなく上記の十分な導電性を有し、外観に優れる導電性ベルトを得ることができるという効果を発揮する。
【実施例】
【0032】
以下、実施例により本発明の効果を例証する。
【0033】
実施例1
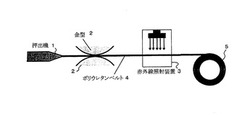
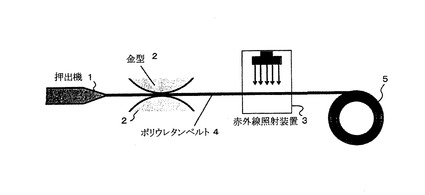
導電性フィラー(カーボンブラック)を含有する導電性タイプの熱可塑性ポリウレタン樹脂(日本ミラクトラン社製「ミラクトラン K595PSJV」)を、図1に示すように、押出機1によって押出し後、金型2、2間を通して帯状のベルトに成形した後、赤外線照射装置3にて加熱し、搬送用導電性ポリウレタンベルト4を製造し、巻取り機5に巻き取る。
【0034】
赤外線照射装置3による赤外線の波長は4.3μmとし、照射時間を100秒として加熱処理を行った。
【0035】
<評価>
1.最高樹脂表面温度
赤外線照射による樹脂表面の最高温度を測定し、その結果を表1に示す。
【0036】
樹脂表面最高温度は、樹脂表面温度を赤外線式温度計で1回/1秒の速度で複数回測定し、その最大となる温度とした。
【0037】
2.ベルトの外観
加熱処理後のベルトの外観を観察し、溶融などの変化が無い場合には○、溶融などが起きた場合には×と評価し、その結果を表1に示す。
【0038】
3.表面電気抵抗率
上記加熱処理後のベルトについて、表面電気抵抗率測定装置「ハイレスタMCP-TESTER」(三菱化学社製:ピン間距離20mmの2ピン式電極使用)を用い、該ベルトにピン電極を押し付けて抵抗値を測定し、その結果を表1に示す。
【0039】
なお、印加電圧は10Vとした。
【0040】
実施例2
実施例1において、赤外線照射を、赤外線の波長を4.5μm、照射時間を100秒として行った以外は同様にして評価し、その結果を表1に示す。
【0041】
実施例3
実施例1において、赤外線照射を、赤外線の波長を4.7μm、照射時間を100秒として行った以外は同様にして評価し、その結果を表1に示す。
【0042】
比較例1
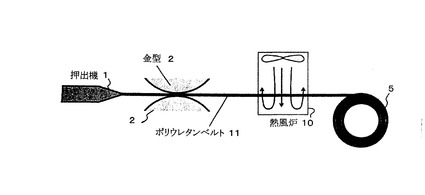
実施例1と同じ導電性タイプの熱可塑性ポリウレタン樹脂(日本ミラクトラン社製「ミラクトラン K595PSJV」)を用いて、図2に示すように、押出機1によって押出し後、金型2、2間を通して帯状のベルトに成形した後、熱風炉10にて加熱し(熱風処理)、搬送用導電性ポリウレタンベルト11を製造し、巻取り機5に巻き取る。
【0043】
熱風炉の設定温度は100℃、加熱時間を100秒として、実施例1と同様に評価し、、その結果を表1に示す。
【0044】
比較例2
比較例1において、加熱時間を600秒とした以外は同様にして評価し、その結果を表1に示す。
【0045】
比較例3
比較例1において、熱風炉の設定温度を125℃、加熱時間を100秒とした以外は同様にして評価し、その結果を表1に示す。
【0046】
比較例4
比較例3において、加熱時間を600秒とした以外は同様にして評価し、その結果を表1に示す。
【0047】
比較例5
実施例1と同じ熱可塑性ポリウレタン樹脂(日本ミラクトラン社製「ミラクトラン K595PSJV」)を用いて、押出し後、金型に通して成形した後、加熱処理を行わずに搬送用導電性ポリウレタンベルトを製造し、実施例1と同様に評価し、その結果を表1に示す。
【0048】
実施例4
実施例1において、赤外線照射による照射時間を50秒とした以外は同様にして評価し、その結果を表1に示す。
【0049】
実施例5
実施例1において、赤外線照射による照射時間を10秒とした以外は同様にして評価し、その結果を表1に示す。
【0050】
参考例1
実施例1において、赤外線照射による樹脂表面最高温度が160℃となるようにした以外は同様にして評価したところ、ベルト表面に一部溶融が現われた。
【0051】
【表1】

【0052】
表1より、赤外線照射で加熱処理を行った実施例1〜5は、ベルトの外観が損なわれることなく、短時間で十分なベルト表面抵抗率が得られることがわかる。
【0053】
一方、熱風炉で加熱処理を行った比較例1〜3では、ベルトの外観が、問題ないが、短時間で十分なベルト表面抵抗率を得ることはできず、また比較例4では一部溶融が起こり、外観の点で問題があり、十分なベルト表面抵抗率を得ることもできないことがわかる。比較例5では加熱処理しない場合には、十分なベルト表面抵抗率を得ることもできないことがわかる。
【図面の簡単な説明】
【0054】
【図1】実施例1〜5における搬送用導電性ポリウレタンベルトの製造方法を示す図
【図2】比較例1〜4における搬送用導電性ポリウレタンベルトの製造方法を示す図
【符号の説明】
【0055】
1:押出機
2:金型
3:赤外線照射装置
4:ポリウレタンベルト
5:巻取り機
10:熱風炉
11:ポリウレタンベルト
【技術分野】
【0001】
本発明は、導電性を備えた、搬送用ポリウレタンベルト及びその製造方法に関する。
【背景技術】
【0002】
従来、強靭性、耐摩耗性といった観点から、搬送用ベルトとしてポリウレタン樹脂が多く使用されている。かかる搬送用ベルトによる搬送対象品が半導体や精密機器である場合、埃等の混入を防止する目的で、ベルト部材に導電性(帯電防止性)が求められている。
【0003】
ポリウレタン樹脂自体に導電性を付与する手段としては、カーボンブラック、カーボンファイバー、グラファイト等のカーボン系導電性フィラーを分散させる手法が広く使われている。かかる導電性フィラー含有熱可塑性ポリウレタン樹脂を素材原料として、搬送用ベルトを成形する際には、射出成形や押出成形が採用されているが、成形条件によっては導電フィラーが導電回路を十分に形成することができず、成形品において材料が本来持つべき導電性を得られないことが多い。
【0004】
特許文献1には、電子写真プロセスに用いられる導電性弾性ウレタンローラのような導電性部材の製造法について開示され、導電性の発現に、通常用いられるカーボンブラック等の導電性フィラーを配合し、成形後に加熱処理をすることで製品の導電性を安定化することが記載されている。
【0005】
同文献1は、導電性部材を開示するものの、導電性弾性ウレタンローラのような円筒状の部材以外について開示する思想は認められない。従って、円筒状の導電性弾性ウレタンローラであるがゆえに、0018に加熱方法として、乾熱オーブン、スチーム、温水浴等が例示されている。
【特許文献1】特許第3608616号公報
【特許文献2】特公昭58−20158号公報 ポリエステルやポリアミド等の可とう性絶縁基板フィルムヘのスルーホールプリント回路の製造法を開示
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明者は、導電性部材の中でも、帯状の導電性搬送用ベルトを提案するものであるが、特許文献1に記載のような乾熱オーブン、スチーム、温水浴などの加熱手段の中でも、熱風乾燥法では100秒かけても最高樹脂表面温度が65℃〜95℃であり、ベルト表面抵抗率(Ω)の値を1×108Ω以下にすることが困難であることがわかった。スチームや温水浴であってもやはり、同様に困難である問題があった。また加熱時間を10分に延長して最高樹脂表面温度を115℃まで上昇させると、ロールの一部が溶融してしまい、外観が劣る問題があった。
【0007】
一方、加熱手法として短時間に加熱するために赤外線加熱法を採用することがあるが、これを特許文献1の搬送ロールに適用しようとしても、ロールが円筒状であるために、赤外線の指向性によって、搬送ロールの一部しか照射できず、また搬送ロールを回転しても、照射面が球面であるため、安定した照射を実現できず、その結果、ベルト表面抵抗率(Ω)の値がばらつく問題があった。
【0008】
そこで、本発明の課題は、1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供することにある。
【0009】
また本発明の他の課題は以下の記載によって明らかになる。
【課題を解決するための手段】
【0010】
上記課題は以下の各発明によって解決される。
【0011】
(請求項1)
カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルトを成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置から赤外線を照射して加熱処理することを特徴とする導電性ポリウレタンベルトの製造方法。
【0012】
(請求項2)
前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする請求項1記載の導電性ポリウレタンベルトの製造方法。
【0013】
(請求項3)
前記赤外線照射における赤外線波長域が、3.5〜5.5μmであり、照射時間が5〜300秒であることを特徴とする請求項1又は2記載の導電性ポリウレタンベルトの製造方法。
【0014】
(請求項4)
請求項1〜3の何れかに記載の製造方法によって得られた導電性ポリウレタンベルトであり、印加電圧10Vにおける表面抵抗率が1×108Ω以下である熱可塑性ポリウレタン製の導電性ポリウレタンベルト。
【発明の効果】
【0015】
本発明によれば、1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の実施の形態について説明する。
【0017】
本発明の導電性ポリウレタンベルトの製造方法は、カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルトを成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置から赤外線を照射して加熱処理することを特徴とする。
【0018】
導電性ポリウレタンベルトの素材原料は、熱可塑性ポリウレタン樹脂と、カーボン系又は金属系の導電性フィラーを主として配合したものが用いられる。
【0019】
カーボン系導電性フィラーとしては、カーボンブラック、カーボンファイバー、グラファイト等が挙げられ、金属系の導電性フィラーとしては、金属または金属酸化物などが挙げられる。
【0020】
導電性フィラーを含有した熱可塑性ウレタン樹脂は、市販品として入手することができ、例えば、日本ミラクトラン社製「ミラクトラン K595PSJV」などが挙げられる。
【0021】
本発明において、熱可塑性ウレタン樹脂には、本発明の効果を発揮し得る範囲で、可塑剤、顔料、消泡剤、安定剤等の添加剤を配合することができる。
【0022】
熱可塑性ポリウレタン樹脂と、導電性フィラーと、必要により添加剤とを配合し、所望の混練機で混練し、成形手段に送られて長尺状の所定形状のベルトを成形する。
【0023】
成形手段としては、射出成型機、押出成型機(押出し後型に入れて成形する場合を含む)などの成型機を用いることができる。かかる成形手段によって、歯付ベルト、Vベルト、平ベルトなどの種々の形状の搬送用ベルトを成形する。平ベルトの場合に、その厚みは、一般に、1〜10mmの範囲で適宜決定される。
【0024】
導電性フィラー含有熱可塑性ポリウレタン樹脂を射出または押出成形した場合、成形条件によっては導電フィラーが導電回路を十分に形成することができず、成形品において材料が本来持つべき導電性を得られないことが多い為、成形品に加熱処理を施し、導電フィラー配列を安定化させることで、成形品の導電性を高める必要がある。
【0025】
本発明においては、その成形後に、赤外線照射によって加熱処理を行う。赤外線照射によって加熱することにより、成形品の導電性を高めることができ、具体的には、本発明の製法によって得られる導電性ポリウレタンベルトは、印加電圧10Vにおける表面抵抗率を1×108Ω以下にすることができる。
【0026】
熱風炉、スチーム等の赤外線照射処理以外の加熱処理方法では、本発明の導電性を付与することができない。
【0027】
赤外線の波長域は3.5〜5.5μmの範囲が好ましい。
【0028】
赤外線の照射時間は、5〜300秒が好ましく、より好ましくは10〜200秒であり、更に好ましくは50〜150秒である。照射時間が300秒を超えると、ベルトの表面温度が高くなりすぎて、溶融してしまうため好ましくない。本発明の場合は、短時間に加熱処理できる点で優れている。
【0029】
本発明において、樹脂表面最高温度は、好ましくは100〜150℃の範囲、より好ましくは110℃〜140℃の範囲になるように温度管理される。ここで樹脂表面最高温度というのは、赤外線照射による樹脂表面の温度を赤外線式温度計で1回/1秒の速度で複数回測定し、その最大となる温度を意味している。
【0030】
上記温度が100℃未満であると十分な導電性を得られず、150℃を超えると、ベルトが溶融してしまい外観が劣るおそれがある。
【0031】
以上のように本発明の製法によって得られる導電性ポリウレタンベルトは、短時間の工程で、かつベルトが溶融することなく上記の十分な導電性を有し、外観に優れる導電性ベルトを得ることができるという効果を発揮する。
【実施例】
【0032】
以下、実施例により本発明の効果を例証する。
【0033】
実施例1
導電性フィラー(カーボンブラック)を含有する導電性タイプの熱可塑性ポリウレタン樹脂(日本ミラクトラン社製「ミラクトラン K595PSJV」)を、図1に示すように、押出機1によって押出し後、金型2、2間を通して帯状のベルトに成形した後、赤外線照射装置3にて加熱し、搬送用導電性ポリウレタンベルト4を製造し、巻取り機5に巻き取る。
【0034】
赤外線照射装置3による赤外線の波長は4.3μmとし、照射時間を100秒として加熱処理を行った。
【0035】
<評価>
1.最高樹脂表面温度
赤外線照射による樹脂表面の最高温度を測定し、その結果を表1に示す。
【0036】
樹脂表面最高温度は、樹脂表面温度を赤外線式温度計で1回/1秒の速度で複数回測定し、その最大となる温度とした。
【0037】
2.ベルトの外観
加熱処理後のベルトの外観を観察し、溶融などの変化が無い場合には○、溶融などが起きた場合には×と評価し、その結果を表1に示す。
【0038】
3.表面電気抵抗率
上記加熱処理後のベルトについて、表面電気抵抗率測定装置「ハイレスタMCP-TESTER」(三菱化学社製:ピン間距離20mmの2ピン式電極使用)を用い、該ベルトにピン電極を押し付けて抵抗値を測定し、その結果を表1に示す。
【0039】
なお、印加電圧は10Vとした。
【0040】
実施例2
実施例1において、赤外線照射を、赤外線の波長を4.5μm、照射時間を100秒として行った以外は同様にして評価し、その結果を表1に示す。
【0041】
実施例3
実施例1において、赤外線照射を、赤外線の波長を4.7μm、照射時間を100秒として行った以外は同様にして評価し、その結果を表1に示す。
【0042】
比較例1
実施例1と同じ導電性タイプの熱可塑性ポリウレタン樹脂(日本ミラクトラン社製「ミラクトラン K595PSJV」)を用いて、図2に示すように、押出機1によって押出し後、金型2、2間を通して帯状のベルトに成形した後、熱風炉10にて加熱し(熱風処理)、搬送用導電性ポリウレタンベルト11を製造し、巻取り機5に巻き取る。
【0043】
熱風炉の設定温度は100℃、加熱時間を100秒として、実施例1と同様に評価し、、その結果を表1に示す。
【0044】
比較例2
比較例1において、加熱時間を600秒とした以外は同様にして評価し、その結果を表1に示す。
【0045】
比較例3
比較例1において、熱風炉の設定温度を125℃、加熱時間を100秒とした以外は同様にして評価し、その結果を表1に示す。
【0046】
比較例4
比較例3において、加熱時間を600秒とした以外は同様にして評価し、その結果を表1に示す。
【0047】
比較例5
実施例1と同じ熱可塑性ポリウレタン樹脂(日本ミラクトラン社製「ミラクトラン K595PSJV」)を用いて、押出し後、金型に通して成形した後、加熱処理を行わずに搬送用導電性ポリウレタンベルトを製造し、実施例1と同様に評価し、その結果を表1に示す。
【0048】
実施例4
実施例1において、赤外線照射による照射時間を50秒とした以外は同様にして評価し、その結果を表1に示す。
【0049】
実施例5
実施例1において、赤外線照射による照射時間を10秒とした以外は同様にして評価し、その結果を表1に示す。
【0050】
参考例1
実施例1において、赤外線照射による樹脂表面最高温度が160℃となるようにした以外は同様にして評価したところ、ベルト表面に一部溶融が現われた。
【0051】
【表1】
【0052】
表1より、赤外線照射で加熱処理を行った実施例1〜5は、ベルトの外観が損なわれることなく、短時間で十分なベルト表面抵抗率が得られることがわかる。
【0053】
一方、熱風炉で加熱処理を行った比較例1〜3では、ベルトの外観が、問題ないが、短時間で十分なベルト表面抵抗率を得ることはできず、また比較例4では一部溶融が起こり、外観の点で問題があり、十分なベルト表面抵抗率を得ることもできないことがわかる。比較例5では加熱処理しない場合には、十分なベルト表面抵抗率を得ることもできないことがわかる。
【図面の簡単な説明】
【0054】
【図1】実施例1〜5における搬送用導電性ポリウレタンベルトの製造方法を示す図
【図2】比較例1〜4における搬送用導電性ポリウレタンベルトの製造方法を示す図
【符号の説明】
【0055】
1:押出機
2:金型
3:赤外線照射装置
4:ポリウレタンベルト
5:巻取り機
10:熱風炉
11:ポリウレタンベルト
【特許請求の範囲】
【請求項1】
カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルトを成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置から赤外線を照射して加熱処理することを特徴とする導電性ポリウレタンベルトの製造方法。
【請求項2】
前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする請求項1記載の導電性ポリウレタンベルトの製造方法。
【請求項3】
前記赤外線照射における赤外線波長域が、3.5〜5.5μmであり、照射時間が5〜300秒であることを特徴とする請求項1又は2記載の導電性ポリウレタンベルトの製造方法。
【請求項4】
請求項1〜3の何れかに記載の製造方法によって得られた導電性ポリウレタンベルトであり、印加電圧10Vにおける表面抵抗率が1×108Ω以下である熱可塑性ポリウレタン製の導電性ポリウレタンベルト。
【請求項1】
カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルトを成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置から赤外線を照射して加熱処理することを特徴とする導電性ポリウレタンベルトの製造方法。
【請求項2】
前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする請求項1記載の導電性ポリウレタンベルトの製造方法。
【請求項3】
前記赤外線照射における赤外線波長域が、3.5〜5.5μmであり、照射時間が5〜300秒であることを特徴とする請求項1又は2記載の導電性ポリウレタンベルトの製造方法。
【請求項4】
請求項1〜3の何れかに記載の製造方法によって得られた導電性ポリウレタンベルトであり、印加電圧10Vにおける表面抵抗率が1×108Ω以下である熱可塑性ポリウレタン製の導電性ポリウレタンベルト。
【図1】

【図2】
【図2】
【公開番号】特開2010−125622(P2010−125622A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2008−299738(P2008−299738)
【出願日】平成20年11月25日(2008.11.25)
【出願人】(502145313)ユニマテック株式会社 (169)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成20年11月25日(2008.11.25)
【出願人】(502145313)ユニマテック株式会社 (169)
【Fターム(参考)】
[ Back to top ]