
導電性ローラー及び該導電性ローラーを有するプロセスカートリッジ及び電子写真装置

【目的】本発明の目的は、ローラー表面へのトナー及び外添剤の付着を低減し、更に感光体の削れ粉付着による画像不良を防止し、耐久初期から最後まで良好に帯電する導電性ローラーを提供し、これを用いるプロセスカートリッジ及び電子写真装置の提供を目的とする。
【構成】本発明は、少なくとも導電性基体、導電性弾性層及び導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラー、およびそれを用いた電子写真装置。
【構成】本発明は、少なくとも導電性基体、導電性弾性層及び導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラー、およびそれを用いた電子写真装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性ローラーおよびそれを用いたプロセスカートリッジ及び電子写真装置に関する。
【背景技術】
【0002】
従来、電子写真法としては多数の方法が知られているが、一般には光導電性物質を利用し、種々の手段により感光体上に電気的潜像を形成し、次いで該潜像をトナーで現像を行って可視像とし、必要に応じて紙等の転写材にトナー画像を転写した後、熱・圧力等により転写材上にトナー画像を定着して複写物を得るものである。また、転写材上に転写されずに感光体上に残ったトナー粒子はクリーニング工程により感光体上より除去される。
【0003】
従来、電子写真の帯電装置としては、コロナ帯電器が使用されてきた。近年、これに代って、接触帯電装置が実用化されてきている。これは、低オゾン、低電力を目的としており、この中でも特に帯電部材として導電ローラーを用いたローラー帯電方式が、帯電の安定性という点から好ましく用いられている。
【0004】
ローラー帯電では、導電性の弾性ローラーを被帯電体に加圧当接させ、これに電圧を印加することによって被帯電体への帯電を行う。
具体的には、帯電は帯電部材から被帯電体への放電によって行われるため、ある閾値電圧以上の電圧を印加することによって帯電が開始される。例を示すと、厚さ25μmの有機感光体(OPC感光体)に対して帯電ローラーを加圧当接させた場合には、約640V以上の電圧を印加すれば感光体の表面電位が上昇し始め、それ以降は印加電圧に対して傾き1で線形に感光体表面電位が増加する。以後、この閾値電圧を帯電開始電圧Vthと定義する。
【0005】
つまり、電子写真に必要とされる感光体表面電位Vdを得るためには帯電ローラーにはVd+Vthという必要とされる以上のDC電圧が必要となる。このようにしてDC電圧のみを接触帯電部材に印加して帯電を行う方法をDC帯電と称する。
【0006】
しかし、DC帯電においては環境変動等によって接触帯電部材の抵抗値が変動するため、また、感光体が削れることによって膜厚が変化するとVthが変動するため、感光体の電位を所望の値にすることが難しかった。
【0007】
このため、更なる帯電の均一化を図るために、所望のVdに相当するDC電圧に2×Vth以上のピーク間電圧を持つAC成分を重畳した電圧を接触帯電部材に印加するAC帯電方式が用いられる。これは、ACによる電位のならし効果を目的としたものであり、被帯電体の電位はAC電圧のピークの中央であるVdに収束し、環境等の外乱には影響されることはない。近年、像担持体にローラー状の帯電部材を接触させ前記像担持体表面を帯電する接触帯電が広く用いられている。接触帯電部材はその構造が簡単であることやオゾンの発生量が極めて少ない等の利点を有している。
【0008】
導電性基層上に導電性シームレスチューブを被覆して表層を形成した例が示されおり、導電性の異なる層構成よりなる多層チューブが開示されている。帯電部材としての製造にかかる方法としては、前記従来技術として、挿入により形成する方法が挙げられている。(例えば、特許文献1)
しかし、このような方法によって得られたローラーは表層に熱可塑性樹脂を用いているために、樹脂の架橋密度が低く耐久によりトナー、外添剤及び感光体の削れ粉が付着し画像不良の原因となることがあった。
【0009】
これを解決する手段として、一般的に表面粗さ(Rz;十点平均粗さ)を下げ、平滑化する手法が提案されている(例えば、特許文献2参照)。
しかしながら、特許文献2記載の方法で、熱可塑性エラストマーをベースとしたシームレスチューブを作製した場合、特性上軟らかいために、表面粗さ(Rzjis;十点平均粗さ)を下げ、平滑化するだけでは、感光体の削れ粉付着による画像不良の改善をすることが充分とはいえなかった。
【0010】
ローラー上のトナーや外添材の付着を防ぐ他の手段としてスポンジ、ブラシ又はブレードを適当な押付け圧で帯電ローラーに圧接してクリーニングを行い、帯電能力を保持する方法が提案されている(例えば、特許文献3参照)。
【0011】
しかし、上記のような構成では、ブレードの場合は専用の除去トナーを収容する容器が必要で装置の小型化が困難であり、スポンジ、ブラシの場合は、気泡内に閉じこめたトナー量が一定量以上になるとクリーニング能力が低下してしまい、付着防止効果が薄れてしまうという問題があった。
【0012】
そこでローラー表面上に各種無機化合物を塗布し、ローラーの表面性を改善することでトナーや外添剤の付着を低減する方法が提案されている(例えば、特許文献4参照)。
【特許文献1】特開平5−96648
【特許文献2】特開2000−137369
【特許文献3】特開平6−149020
【特許文献4】特開2002−31958
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかし、ローラー上の塗布状態で付着低減効果は大きく変わり、単に吹きかけただけでは効果は薄く、粉をローラー表面に擦りつけることが重要であり、その上で表面を疎水化処理した無機化合物は均一にムラなく塗布しやすく、塗布が均一なことにより付着低減効果は大きくなる。また、目視または表面粗さには差が現われていないものでも、塗布状態は異なっていることもあり付着低減効果に大きな差が出てしまうので、光沢度を用いて塗布状態を判断する。
【0014】
従って、本発明では導電性ローラーに関して、塗布粉体に表面疎水化処理した無機化合物を用い、ローラーに擦りつけ、ローラー表面へのトナー及び外添剤の付着を低減し、更に感光体の削れ粉付着による画像不良を防止し、耐久初期から最後まで良好に帯電する導電性ローラーを提供し、これを用いるプロセスカートリッジ及び電子写真装置の提供を目的とする。
【課題を解決するための手段】
【0015】
即ち、本発明では、少なくとも導電性基体、導電性弾性層および導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラーによる。
【0016】
更に、該無機化合物の表面疎水化処理が脂肪酸類、カップリング剤類、エステル類、シリコーンオイルなどのオイル類を用いることを特徴とする導電性ローラーによる。
【0017】
更に、該無機化合物の表面疎水化処理がステアリン酸、オレイン酸、パルミチン酸の何れか、またはステアリン酸、オレイン酸、パルミチン酸の金属塩を用いることを特徴とする導電性ローラーによる。
【0018】
更に、電子写真感光体及び帯電部材、電子写真感光体、帯電部材及び現像手段及びクリーニング手段の一方または両方の手段を一体に支持し、電子写真装置本体に着脱自在であるプロセスカートリッジにおいて、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、上記記載の導電性ローラーを用いたことを特徴とするプロセスカートリッジによる。
【0019】
更に、電子写真感光体、帯電部材、露光手段、現像手段及び転写手段を有する電子写真装置において、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、上記記載の導電性ローラーを用いたことを特徴とする電子写真装置による。
【発明の効果】
【0020】
以上により、本発明は、ローラー表面へのトナー及びトナーの外添剤の付着を低減させ、感光体の削れ粉付着による画像不良を防止し、耐久初期から最後まで良好に帯電する導電性ローラーを提供することができる。
【発明を実施するための最良の形態】
【0021】
本発明は上記したように、少なくとも導電性基体、導電性弾性層および導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラーによる。
【0022】
本発明では、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布するが、単に塗布しただけでは本発明の効果を達成することだできないで、塗布後のローラーの光沢度が7.5%以上22.0%未満であることが特に重要である。
【0023】
本願発明で用いられる導電性基体、導電性弾性層については特に限定はなく公知のものが用いられる。
【0024】
該導電性被覆層は特に制限されることはないが、各種粉体を均一強固に定着させるために、熱可塑性ポリマーを含むシームレスチューブを用いた。
【0025】
熱可塑性ポリマーとしては、押出し成形可能なものであればいずれのものでもよく、具体的には、スチレン−ブタジエン−スチレン(SBS)及びスチレン−ブタジエン−スチレンの水添加物(SEBS)、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート(PET)及びポリブチレンテレフタレート(PBT)などの飽和ポリエステル、ポリエーテル、ポリアミド、ポリカーボネート、ポリアセタール、アクリロニトリルブタジエンスチレン、ポリスチレン、ハイインパクトポリスチレン(HIPS)、ポリウレタン、ポリフェニレンオキサイド、ポリ酢酸ビニル、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、アクリロニトリル−ブタジエン−スチレン樹脂(ABS)、アクリロニトリル−エチレン/プロピレンゴム−スチレン樹脂(AES)及びアクリロニトリル−アクリルゴム−スチレン樹脂(AAS)などのスチレン系樹脂及びアクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、などの各樹脂及び共重合体が好ましい。この中では特に熱可塑性エラストマーが好ましく、例えばSBS、SEBSが例示される。
【0026】
上記導電性ローラーは以下の方法にて得た。まず熱可塑性ポリマー、カーボンブラック等導電顔料を必要な添加剤とともに混練、続いてペレット化する。次に得られたペレットを押出し成形機によりシームレスチューブとする。そして、成形加工されたシームレスチューブを導電性被覆層として導電性基体、導電性弾性層に被覆し、導電性ローラーを得た。
【0027】
シームレスチューブを支持部材に被覆してなる導電性ローラーの径としては、Φ25mm以上であるとチューブ形状がゆがみ、帯電不良となってしまうため、Φ25mm以下が好ましい。
【0028】
塗布させる粉体としては、各種無機化合物、有機化合物またはフッ素系微粒子などがあげられるが、ローラー表面上に表面疎水化処理を行った無機化合物が好ましい。
【0029】
本願発明で使用できる無機化合物は粒子径が数nm〜数10μmの微粒子が用いられるが、例えば、協和化学工業(株)製のDHT−4A(商品名:ハイドロタルサイト類化合物)が例示される。
【0030】
各種表面疎水化処理はシランカップリング剤、チタネートカップリング剤、アルミネートカップリング剤などのカップリング剤類、フタル酸エステル、ケイ酸エステルなどのエステル類、シリコーンオイルなどのオイル類、脂肪酸類が用いられるが、特に高級脂肪酸類が好ましい。具体的には、ステアリン酸、オレイン酸、ラウリン酸およびそれらの金属塩がより好ましい。その効果として、塗布する表面が熱可塑性ポリマーを含むため、表面処理した無機化合物は熱可塑性ポリマーとの密着性が向上し、ムラなく塗布でき、トナー外添剤の付着低減効果も大きくなる。
【0031】
無機化合物の疎水化処理は、無機化合物と前記疎水処理に用いる疎水処理剤の溶液を接触させた後、乾燥することによって行なわれる。
【0032】
無機化合物を疎水化処理する際の疎水化処理剤の濃度としては1%以上50%未満の範囲がより無機化合物と熱可塑性ポリマーとの密着性が向上するため、その範囲の処理濃度のものを用いた。
【0033】
塗布の方法としては種々選択することができるが、粘着ローラーに粉体を吸着させ、粘着ローラーに直接導電性ローラーを接触し、粘着ローラーを回転させ、均一に塗布を行う方法が効果的である。
【0034】
より強固にローラー表面に粉体を擦りつけ、定着させるため、乾式により粉体をローラー面に擦りつけた。
【0035】
ローラー面を擦る部材は5μm以下のポリエステル繊維で構成されているものを用いた。繊維が5μmより大きなものを用いると、その押し圧に関わらず、ローラー面に傷がついてしまうため好ましくない。
【0036】
上記において、導電性被覆層表面に塗布した無機粉体は、ローラーの使用により徐々に剥がれ落ちていくので、無機粉体によるトナー付着防止効果が無くなることになるが、トナーに外添された荷電制御剤等の微粒子成分がトナーよりも付着しやすい傾向にあるため、ローラーの使用につれて、該微粒子成分がローラーの表面に付着して、導電性被覆層表面に塗布した無機粉体の代わりをするようになる。したがってローラーの使用初期に無機粉体を導電性被覆層を塗布しておけば、長期の使用を通じてローラーのトナー付着が防止できる。
【0037】
無機化合物定着後の光沢度の測定は日本電色工業社製の型式VG2000を用いて行った。測定は塗布後のΦ12mmのローラーを測定位置の中心にくるように、また測定中にローラーがずれることのないように両芯金端部を固定し、行った。測定位置より外部の光が入る可能性があったので、測定中は暗幕により他からの光を遮断し、入射角度は75°とした。
【0038】
粉体定着時の光沢度は7.5%以上22.0%未満である必要がある。光沢度が7.5%未満である場合、粉体はローラー面上で完全には定着せず、表面性の改質が不十分でトナーや外添剤又は感光体の削れ粉の付着防止効果は薄れてしまう。また、22.0%を超える場合、粉体粒子がつぶれ過ぎ、付着防止効果は薄れてしまうので22.0%を上限とした。
【0039】
この測定によって本願発明の効果を再現できるかどうかを判断することが可能となりその意義は大きい。
【実施例】
【0040】
以下、実施例をあげて説明をするが、本発明は実施例に限定されるものではない。
【0041】
(導電性ローラー用被覆チューブの形成)
被覆チューブの外部層の材料として、SEBC系のスチレン系の熱可塑性ポリマー(スチレン含有20%)[融点100℃、MFR5.6g/10分(230℃、2.16Kg)]を(商品名:ダイナロン、JSR社製)60部、アクリロニトリル−スチレン共重合樹脂(商品名:サンレックス、テクノポリマー社製) 40部、酸性カーボンブラック(商品名:SB550、デグサ社製) 50部、酸化マグネシウム(商品名:スターマグ、神島化学社製)10部、ステアリン酸カルシウム1部を添加し、加圧式ニーダーを用いて180℃で30分間混練し、冷却後粉砕機で粉砕し、単軸押し出し機でペレット化した。
【0042】
チューブ内部層用として、熱可塑性ポリウレタンエラストマー(TPU)(商品名:クラミロン、クラレ社製)100部にカーボンブラック16部、導電性酸化チタン(商品名:ET−500W、石原産業社製)20部、酸化マグネシウム(商品名:スターマグ、神島化学社製)10部、ステアリン酸カルシウム1部を添加し、加圧式ニーダーを用いて180℃で15分間混練し、外部層の材料と同様の工程でペレット化した。
【0043】
上記のペレットを用いて、内径φ18.0mmのダイスと外径φ16.5mmのポイントを備えた二色押し出し機で押し出し成形後、サイジング、冷却工程を経て、内径φ11.1mm、表面層の厚さ100μm、内部層の厚さ400μmのシームレスチューブに成形加工した。
【0044】
(芯金)芯金は、鉄材を押出し成形により、直径約5mmの棒材に押し出し、長さ242mmに切断後、これに化学メッキを厚さ約3μm施したものを用意した。
【0045】
(発泡弾性体層の形成)内径4.5mm、外径11.3mmのホース状の発泡弾性体層[(エチレン−プロピレン−ジエン系ゴム(EPDM)に、カーボンブラック、パラフィン系可塑剤、加硫材、発泡剤、を配合し、混合したものを押出し成形機によりホース状に成形し、その中心孔に、芯金を挿入した。
【0046】
得られたシームレスチューブを発泡弾性体層に被覆し、Φ12.2mmの導電性ローラーを作製した。
【0047】
(実施例1)
塗布粉体としてハイドロタルサイトDHT−4A(商品名:協和化学社製)をステアリン酸で3%表面疎水化処理されたものを用い、粘着ローラーにて上記で作成した導電性ローラーに粉体を塗布した。
導電性ローラーを700rpmで回転させながら拭き取り部材(2μmのポリエステル繊維からなる薄布(東レ社製)を用いた)を巻きつけたスポンジローラーを0.06Kg/cm2の荷重がかかるように押し当て、拭き取り部材をローラー長手方向に600mm/secの速度で16秒間往復移動させることで、図1に示すようなローラー全面にハイドロタルサイトを定着させたローラーを得た。
【0048】
(実施例2)実施例1の手順と同様の手順で塗布粉体としてステアリン酸で3%表面疎水化処理されたハイドロタルサイトを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で60秒間往復移動させることで、ハイドロタルサイトを定着させたローラーを得た。
【0049】
(実施例3)実施例1の手順と同様の手順で塗布粉体としてオルガノポリシロキサンで10%表面疎水化処理された酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0050】
(実施例4)実施例1の手順と同様の手順で塗布粉体としてオルガノポリシロキサンで10%表面疎水化処理された酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で60秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0051】
(実施例5)実施例1の手順と同様の手順で塗布粉体としてシランカップリング剤で10%表面疎水化処理された酸化チタンを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化チタンを定着させたローラーを得た。
【0052】
(比較例1)
実施例1の手順と同様の手順で塗布粉体として表面処理を行っていないハイドロタルサイトを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、ハイドロタルサイトを定着させたローラーを得た。
【0053】
(比較例2)
実施例1の手順と同様の手順で塗布粉体として表面処理を行っていない酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0054】
(比較例3)
実施例1の手順と同様の手順で塗布粉体として表面処理を行っていない酸化チタンを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化チタンを定着させたローラーを得た。
【0055】
(比較例4)
実施例1の手順と同様の手順で塗布粉体としてステアリン酸で3%表面疎水化処理されたハイドロタルサイトを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で8秒間往復移動させることで、ハイドロタルサイトを定着させたローラーを得た。
【0056】
(比較例5)
実施例1の手順と同様の手順で塗布粉体としてオルガノポリシロキサンで10%表面疎水化処理された酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で90秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0057】
(比較例6)
比較のためローラーに紛体塗布は行わなかった。
【0058】
画像の評価は、LBP 本体(HP Laser Jet 1320)を用いて図2に示すプロセスカートリッジ(Q5949)に得られたローラーを帯電ローラーとして組み込み、間欠6000枚画像出しを行った。付着由来による画像不良の発生有無と耐久後のローラーを抜き取り、目視によりローラー上のトナー外添剤付着量の確認を行った。
付着性○は、トナーが付着し難い事を示し、×はトナーが付着しやすい事を示す。
付着由来の画像不良◎は画像不良の発生がないことを示し、○は数十枚程度で画像不良がなくなり実用領域のものを示し、×は数十枚出しても画像不良がなくならないものを示す。結果を表1に示した。
【0059】
以上により、導電性ローラー表面に表面疎水化処理された無機化合物を擦りつけ定着させたことにより、トナーおよび外添剤の付着性が低減され、感光体削れ粉付着由来による画像不良が発生しづらくなっていることが検証された。
【0060】
【表1】

【図面の簡単な説明】
【0061】
【図1】本発明において塗布した導電性ローラーの構成図
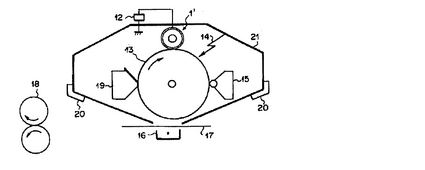
【図2】プロセスカートリッジを具備する電子写真装置
【符号の説明】
【0062】
1.導電性基体
2.弾性層
3.導電性被覆層
3(a).内部層
3(b).外部層
3(c).粉体層
12.電源
13.感光体
14.画像露光
15.現像機
16.転写装置
17.転写材
18.定着装置
19.クリーニング装置
20.プロセスカートリッジ装着のための装置本体レール
21.プロセスカートリッジ
1'帯電ローラー
【技術分野】
【0001】
本発明は、導電性ローラーおよびそれを用いたプロセスカートリッジ及び電子写真装置に関する。
【背景技術】
【0002】
従来、電子写真法としては多数の方法が知られているが、一般には光導電性物質を利用し、種々の手段により感光体上に電気的潜像を形成し、次いで該潜像をトナーで現像を行って可視像とし、必要に応じて紙等の転写材にトナー画像を転写した後、熱・圧力等により転写材上にトナー画像を定着して複写物を得るものである。また、転写材上に転写されずに感光体上に残ったトナー粒子はクリーニング工程により感光体上より除去される。
【0003】
従来、電子写真の帯電装置としては、コロナ帯電器が使用されてきた。近年、これに代って、接触帯電装置が実用化されてきている。これは、低オゾン、低電力を目的としており、この中でも特に帯電部材として導電ローラーを用いたローラー帯電方式が、帯電の安定性という点から好ましく用いられている。
【0004】
ローラー帯電では、導電性の弾性ローラーを被帯電体に加圧当接させ、これに電圧を印加することによって被帯電体への帯電を行う。
具体的には、帯電は帯電部材から被帯電体への放電によって行われるため、ある閾値電圧以上の電圧を印加することによって帯電が開始される。例を示すと、厚さ25μmの有機感光体(OPC感光体)に対して帯電ローラーを加圧当接させた場合には、約640V以上の電圧を印加すれば感光体の表面電位が上昇し始め、それ以降は印加電圧に対して傾き1で線形に感光体表面電位が増加する。以後、この閾値電圧を帯電開始電圧Vthと定義する。
【0005】
つまり、電子写真に必要とされる感光体表面電位Vdを得るためには帯電ローラーにはVd+Vthという必要とされる以上のDC電圧が必要となる。このようにしてDC電圧のみを接触帯電部材に印加して帯電を行う方法をDC帯電と称する。
【0006】
しかし、DC帯電においては環境変動等によって接触帯電部材の抵抗値が変動するため、また、感光体が削れることによって膜厚が変化するとVthが変動するため、感光体の電位を所望の値にすることが難しかった。
【0007】
このため、更なる帯電の均一化を図るために、所望のVdに相当するDC電圧に2×Vth以上のピーク間電圧を持つAC成分を重畳した電圧を接触帯電部材に印加するAC帯電方式が用いられる。これは、ACによる電位のならし効果を目的としたものであり、被帯電体の電位はAC電圧のピークの中央であるVdに収束し、環境等の外乱には影響されることはない。近年、像担持体にローラー状の帯電部材を接触させ前記像担持体表面を帯電する接触帯電が広く用いられている。接触帯電部材はその構造が簡単であることやオゾンの発生量が極めて少ない等の利点を有している。
【0008】
導電性基層上に導電性シームレスチューブを被覆して表層を形成した例が示されおり、導電性の異なる層構成よりなる多層チューブが開示されている。帯電部材としての製造にかかる方法としては、前記従来技術として、挿入により形成する方法が挙げられている。(例えば、特許文献1)
しかし、このような方法によって得られたローラーは表層に熱可塑性樹脂を用いているために、樹脂の架橋密度が低く耐久によりトナー、外添剤及び感光体の削れ粉が付着し画像不良の原因となることがあった。
【0009】
これを解決する手段として、一般的に表面粗さ(Rz;十点平均粗さ)を下げ、平滑化する手法が提案されている(例えば、特許文献2参照)。
しかしながら、特許文献2記載の方法で、熱可塑性エラストマーをベースとしたシームレスチューブを作製した場合、特性上軟らかいために、表面粗さ(Rzjis;十点平均粗さ)を下げ、平滑化するだけでは、感光体の削れ粉付着による画像不良の改善をすることが充分とはいえなかった。
【0010】
ローラー上のトナーや外添材の付着を防ぐ他の手段としてスポンジ、ブラシ又はブレードを適当な押付け圧で帯電ローラーに圧接してクリーニングを行い、帯電能力を保持する方法が提案されている(例えば、特許文献3参照)。
【0011】
しかし、上記のような構成では、ブレードの場合は専用の除去トナーを収容する容器が必要で装置の小型化が困難であり、スポンジ、ブラシの場合は、気泡内に閉じこめたトナー量が一定量以上になるとクリーニング能力が低下してしまい、付着防止効果が薄れてしまうという問題があった。
【0012】
そこでローラー表面上に各種無機化合物を塗布し、ローラーの表面性を改善することでトナーや外添剤の付着を低減する方法が提案されている(例えば、特許文献4参照)。
【特許文献1】特開平5−96648
【特許文献2】特開2000−137369
【特許文献3】特開平6−149020
【特許文献4】特開2002−31958
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかし、ローラー上の塗布状態で付着低減効果は大きく変わり、単に吹きかけただけでは効果は薄く、粉をローラー表面に擦りつけることが重要であり、その上で表面を疎水化処理した無機化合物は均一にムラなく塗布しやすく、塗布が均一なことにより付着低減効果は大きくなる。また、目視または表面粗さには差が現われていないものでも、塗布状態は異なっていることもあり付着低減効果に大きな差が出てしまうので、光沢度を用いて塗布状態を判断する。
【0014】
従って、本発明では導電性ローラーに関して、塗布粉体に表面疎水化処理した無機化合物を用い、ローラーに擦りつけ、ローラー表面へのトナー及び外添剤の付着を低減し、更に感光体の削れ粉付着による画像不良を防止し、耐久初期から最後まで良好に帯電する導電性ローラーを提供し、これを用いるプロセスカートリッジ及び電子写真装置の提供を目的とする。
【課題を解決するための手段】
【0015】
即ち、本発明では、少なくとも導電性基体、導電性弾性層および導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラーによる。
【0016】
更に、該無機化合物の表面疎水化処理が脂肪酸類、カップリング剤類、エステル類、シリコーンオイルなどのオイル類を用いることを特徴とする導電性ローラーによる。
【0017】
更に、該無機化合物の表面疎水化処理がステアリン酸、オレイン酸、パルミチン酸の何れか、またはステアリン酸、オレイン酸、パルミチン酸の金属塩を用いることを特徴とする導電性ローラーによる。
【0018】
更に、電子写真感光体及び帯電部材、電子写真感光体、帯電部材及び現像手段及びクリーニング手段の一方または両方の手段を一体に支持し、電子写真装置本体に着脱自在であるプロセスカートリッジにおいて、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、上記記載の導電性ローラーを用いたことを特徴とするプロセスカートリッジによる。
【0019】
更に、電子写真感光体、帯電部材、露光手段、現像手段及び転写手段を有する電子写真装置において、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、上記記載の導電性ローラーを用いたことを特徴とする電子写真装置による。
【発明の効果】
【0020】
以上により、本発明は、ローラー表面へのトナー及びトナーの外添剤の付着を低減させ、感光体の削れ粉付着による画像不良を防止し、耐久初期から最後まで良好に帯電する導電性ローラーを提供することができる。
【発明を実施するための最良の形態】
【0021】
本発明は上記したように、少なくとも導電性基体、導電性弾性層および導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラーによる。
【0022】
本発明では、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布するが、単に塗布しただけでは本発明の効果を達成することだできないで、塗布後のローラーの光沢度が7.5%以上22.0%未満であることが特に重要である。
【0023】
本願発明で用いられる導電性基体、導電性弾性層については特に限定はなく公知のものが用いられる。
【0024】
該導電性被覆層は特に制限されることはないが、各種粉体を均一強固に定着させるために、熱可塑性ポリマーを含むシームレスチューブを用いた。
【0025】
熱可塑性ポリマーとしては、押出し成形可能なものであればいずれのものでもよく、具体的には、スチレン−ブタジエン−スチレン(SBS)及びスチレン−ブタジエン−スチレンの水添加物(SEBS)、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート(PET)及びポリブチレンテレフタレート(PBT)などの飽和ポリエステル、ポリエーテル、ポリアミド、ポリカーボネート、ポリアセタール、アクリロニトリルブタジエンスチレン、ポリスチレン、ハイインパクトポリスチレン(HIPS)、ポリウレタン、ポリフェニレンオキサイド、ポリ酢酸ビニル、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、アクリロニトリル−ブタジエン−スチレン樹脂(ABS)、アクリロニトリル−エチレン/プロピレンゴム−スチレン樹脂(AES)及びアクリロニトリル−アクリルゴム−スチレン樹脂(AAS)などのスチレン系樹脂及びアクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、などの各樹脂及び共重合体が好ましい。この中では特に熱可塑性エラストマーが好ましく、例えばSBS、SEBSが例示される。
【0026】
上記導電性ローラーは以下の方法にて得た。まず熱可塑性ポリマー、カーボンブラック等導電顔料を必要な添加剤とともに混練、続いてペレット化する。次に得られたペレットを押出し成形機によりシームレスチューブとする。そして、成形加工されたシームレスチューブを導電性被覆層として導電性基体、導電性弾性層に被覆し、導電性ローラーを得た。
【0027】
シームレスチューブを支持部材に被覆してなる導電性ローラーの径としては、Φ25mm以上であるとチューブ形状がゆがみ、帯電不良となってしまうため、Φ25mm以下が好ましい。
【0028】
塗布させる粉体としては、各種無機化合物、有機化合物またはフッ素系微粒子などがあげられるが、ローラー表面上に表面疎水化処理を行った無機化合物が好ましい。
【0029】
本願発明で使用できる無機化合物は粒子径が数nm〜数10μmの微粒子が用いられるが、例えば、協和化学工業(株)製のDHT−4A(商品名:ハイドロタルサイト類化合物)が例示される。
【0030】
各種表面疎水化処理はシランカップリング剤、チタネートカップリング剤、アルミネートカップリング剤などのカップリング剤類、フタル酸エステル、ケイ酸エステルなどのエステル類、シリコーンオイルなどのオイル類、脂肪酸類が用いられるが、特に高級脂肪酸類が好ましい。具体的には、ステアリン酸、オレイン酸、ラウリン酸およびそれらの金属塩がより好ましい。その効果として、塗布する表面が熱可塑性ポリマーを含むため、表面処理した無機化合物は熱可塑性ポリマーとの密着性が向上し、ムラなく塗布でき、トナー外添剤の付着低減効果も大きくなる。
【0031】
無機化合物の疎水化処理は、無機化合物と前記疎水処理に用いる疎水処理剤の溶液を接触させた後、乾燥することによって行なわれる。
【0032】
無機化合物を疎水化処理する際の疎水化処理剤の濃度としては1%以上50%未満の範囲がより無機化合物と熱可塑性ポリマーとの密着性が向上するため、その範囲の処理濃度のものを用いた。
【0033】
塗布の方法としては種々選択することができるが、粘着ローラーに粉体を吸着させ、粘着ローラーに直接導電性ローラーを接触し、粘着ローラーを回転させ、均一に塗布を行う方法が効果的である。
【0034】
より強固にローラー表面に粉体を擦りつけ、定着させるため、乾式により粉体をローラー面に擦りつけた。
【0035】
ローラー面を擦る部材は5μm以下のポリエステル繊維で構成されているものを用いた。繊維が5μmより大きなものを用いると、その押し圧に関わらず、ローラー面に傷がついてしまうため好ましくない。
【0036】
上記において、導電性被覆層表面に塗布した無機粉体は、ローラーの使用により徐々に剥がれ落ちていくので、無機粉体によるトナー付着防止効果が無くなることになるが、トナーに外添された荷電制御剤等の微粒子成分がトナーよりも付着しやすい傾向にあるため、ローラーの使用につれて、該微粒子成分がローラーの表面に付着して、導電性被覆層表面に塗布した無機粉体の代わりをするようになる。したがってローラーの使用初期に無機粉体を導電性被覆層を塗布しておけば、長期の使用を通じてローラーのトナー付着が防止できる。
【0037】
無機化合物定着後の光沢度の測定は日本電色工業社製の型式VG2000を用いて行った。測定は塗布後のΦ12mmのローラーを測定位置の中心にくるように、また測定中にローラーがずれることのないように両芯金端部を固定し、行った。測定位置より外部の光が入る可能性があったので、測定中は暗幕により他からの光を遮断し、入射角度は75°とした。
【0038】
粉体定着時の光沢度は7.5%以上22.0%未満である必要がある。光沢度が7.5%未満である場合、粉体はローラー面上で完全には定着せず、表面性の改質が不十分でトナーや外添剤又は感光体の削れ粉の付着防止効果は薄れてしまう。また、22.0%を超える場合、粉体粒子がつぶれ過ぎ、付着防止効果は薄れてしまうので22.0%を上限とした。
【0039】
この測定によって本願発明の効果を再現できるかどうかを判断することが可能となりその意義は大きい。
【実施例】
【0040】
以下、実施例をあげて説明をするが、本発明は実施例に限定されるものではない。
【0041】
(導電性ローラー用被覆チューブの形成)
被覆チューブの外部層の材料として、SEBC系のスチレン系の熱可塑性ポリマー(スチレン含有20%)[融点100℃、MFR5.6g/10分(230℃、2.16Kg)]を(商品名:ダイナロン、JSR社製)60部、アクリロニトリル−スチレン共重合樹脂(商品名:サンレックス、テクノポリマー社製) 40部、酸性カーボンブラック(商品名:SB550、デグサ社製) 50部、酸化マグネシウム(商品名:スターマグ、神島化学社製)10部、ステアリン酸カルシウム1部を添加し、加圧式ニーダーを用いて180℃で30分間混練し、冷却後粉砕機で粉砕し、単軸押し出し機でペレット化した。
【0042】
チューブ内部層用として、熱可塑性ポリウレタンエラストマー(TPU)(商品名:クラミロン、クラレ社製)100部にカーボンブラック16部、導電性酸化チタン(商品名:ET−500W、石原産業社製)20部、酸化マグネシウム(商品名:スターマグ、神島化学社製)10部、ステアリン酸カルシウム1部を添加し、加圧式ニーダーを用いて180℃で15分間混練し、外部層の材料と同様の工程でペレット化した。
【0043】
上記のペレットを用いて、内径φ18.0mmのダイスと外径φ16.5mmのポイントを備えた二色押し出し機で押し出し成形後、サイジング、冷却工程を経て、内径φ11.1mm、表面層の厚さ100μm、内部層の厚さ400μmのシームレスチューブに成形加工した。
【0044】
(芯金)芯金は、鉄材を押出し成形により、直径約5mmの棒材に押し出し、長さ242mmに切断後、これに化学メッキを厚さ約3μm施したものを用意した。
【0045】
(発泡弾性体層の形成)内径4.5mm、外径11.3mmのホース状の発泡弾性体層[(エチレン−プロピレン−ジエン系ゴム(EPDM)に、カーボンブラック、パラフィン系可塑剤、加硫材、発泡剤、を配合し、混合したものを押出し成形機によりホース状に成形し、その中心孔に、芯金を挿入した。
【0046】
得られたシームレスチューブを発泡弾性体層に被覆し、Φ12.2mmの導電性ローラーを作製した。
【0047】
(実施例1)
塗布粉体としてハイドロタルサイトDHT−4A(商品名:協和化学社製)をステアリン酸で3%表面疎水化処理されたものを用い、粘着ローラーにて上記で作成した導電性ローラーに粉体を塗布した。
導電性ローラーを700rpmで回転させながら拭き取り部材(2μmのポリエステル繊維からなる薄布(東レ社製)を用いた)を巻きつけたスポンジローラーを0.06Kg/cm2の荷重がかかるように押し当て、拭き取り部材をローラー長手方向に600mm/secの速度で16秒間往復移動させることで、図1に示すようなローラー全面にハイドロタルサイトを定着させたローラーを得た。
【0048】
(実施例2)実施例1の手順と同様の手順で塗布粉体としてステアリン酸で3%表面疎水化処理されたハイドロタルサイトを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で60秒間往復移動させることで、ハイドロタルサイトを定着させたローラーを得た。
【0049】
(実施例3)実施例1の手順と同様の手順で塗布粉体としてオルガノポリシロキサンで10%表面疎水化処理された酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0050】
(実施例4)実施例1の手順と同様の手順で塗布粉体としてオルガノポリシロキサンで10%表面疎水化処理された酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で60秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0051】
(実施例5)実施例1の手順と同様の手順で塗布粉体としてシランカップリング剤で10%表面疎水化処理された酸化チタンを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化チタンを定着させたローラーを得た。
【0052】
(比較例1)
実施例1の手順と同様の手順で塗布粉体として表面処理を行っていないハイドロタルサイトを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、ハイドロタルサイトを定着させたローラーを得た。
【0053】
(比較例2)
実施例1の手順と同様の手順で塗布粉体として表面処理を行っていない酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0054】
(比較例3)
実施例1の手順と同様の手順で塗布粉体として表面処理を行っていない酸化チタンを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で16秒間往復移動させることで、酸化チタンを定着させたローラーを得た。
【0055】
(比較例4)
実施例1の手順と同様の手順で塗布粉体としてステアリン酸で3%表面疎水化処理されたハイドロタルサイトを用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で8秒間往復移動させることで、ハイドロタルサイトを定着させたローラーを得た。
【0056】
(比較例5)
実施例1の手順と同様の手順で塗布粉体としてオルガノポリシロキサンで10%表面疎水化処理された酸化亜鉛を用い、塗布を行い、拭き取り部材を0.06Kg/cm2の荷重がかかるように押し当て、ローラー長手方向に600mm/secの速度で90秒間往復移動させることで、酸化亜鉛を定着させたローラーを得た。
【0057】
(比較例6)
比較のためローラーに紛体塗布は行わなかった。
【0058】
画像の評価は、LBP 本体(HP Laser Jet 1320)を用いて図2に示すプロセスカートリッジ(Q5949)に得られたローラーを帯電ローラーとして組み込み、間欠6000枚画像出しを行った。付着由来による画像不良の発生有無と耐久後のローラーを抜き取り、目視によりローラー上のトナー外添剤付着量の確認を行った。
付着性○は、トナーが付着し難い事を示し、×はトナーが付着しやすい事を示す。
付着由来の画像不良◎は画像不良の発生がないことを示し、○は数十枚程度で画像不良がなくなり実用領域のものを示し、×は数十枚出しても画像不良がなくならないものを示す。結果を表1に示した。
【0059】
以上により、導電性ローラー表面に表面疎水化処理された無機化合物を擦りつけ定着させたことにより、トナーおよび外添剤の付着性が低減され、感光体削れ粉付着由来による画像不良が発生しづらくなっていることが検証された。
【0060】
【表1】
【図面の簡単な説明】
【0061】
【図1】本発明において塗布した導電性ローラーの構成図
【図2】プロセスカートリッジを具備する電子写真装置
【符号の説明】
【0062】
1.導電性基体
2.弾性層
3.導電性被覆層
3(a).内部層
3(b).外部層
3(c).粉体層
12.電源
13.感光体
14.画像露光
15.現像機
16.転写装置
17.転写材
18.定着装置
19.クリーニング装置
20.プロセスカートリッジ装着のための装置本体レール
21.プロセスカートリッジ
1'帯電ローラー
【特許請求の範囲】
【請求項1】
少なくとも導電性基体、導電性弾性層及び導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラー。
【請求項2】
該無機化合物の表面疎水化処理が脂肪酸類、カップリング剤類、エステル類、シリコーンオイルなどのオイル類を用いて行なわれることを特徴とする請求項1記載の導電性ローラー。
【請求項3】
該無機化合物の表面疎水化処理がステアリン酸、オレイン酸、パルミチン酸の何れか、またはステアリン酸、オレイン酸、パルミチン酸の金属塩を用いて行なわれることを特徴とする請求項1記載の導電性ローラー。
【請求項4】
電子写真感光体及び帯電部材、または電子写真感光体、帯電部材及び現像手段及びクリーニング手段の一方または両方の手段を一体に支持し、電子写真装置本体に着脱自在であるプロセスカートリッジにおいて、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、請求項1〜3の何れかに記載の導電性ローラーを用いたことを特徴とするプロセスカートリッジ。
【請求項5】
電子写真感光体、帯電部材、露光手段、現像手段及び転写手段を有する電子写真装置において、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、請求項1〜3の何れかに記載の導電性ローラーを用いたことを特徴とする電子写真装置。
【請求項1】
少なくとも導電性基体、導電性弾性層及び導電性被覆層を有する導電性ローラーにおいて、該導電性被覆層が熱可塑性ポリマーを含むシームレスチューブで形成されており、該導電性ローラー表面に表面疎水化処理を行った無機化合物を塗布し、かつ塗布後のローラーの光沢度が7.5%以上22.0%未満であることを特徴とする導電性ローラー。
【請求項2】
該無機化合物の表面疎水化処理が脂肪酸類、カップリング剤類、エステル類、シリコーンオイルなどのオイル類を用いて行なわれることを特徴とする請求項1記載の導電性ローラー。
【請求項3】
該無機化合物の表面疎水化処理がステアリン酸、オレイン酸、パルミチン酸の何れか、またはステアリン酸、オレイン酸、パルミチン酸の金属塩を用いて行なわれることを特徴とする請求項1記載の導電性ローラー。
【請求項4】
電子写真感光体及び帯電部材、または電子写真感光体、帯電部材及び現像手段及びクリーニング手段の一方または両方の手段を一体に支持し、電子写真装置本体に着脱自在であるプロセスカートリッジにおいて、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、請求項1〜3の何れかに記載の導電性ローラーを用いたことを特徴とするプロセスカートリッジ。
【請求項5】
電子写真感光体、帯電部材、露光手段、現像手段及び転写手段を有する電子写真装置において、該帯電部材が、該電子写真感光体に接触配置され、電圧を印加されることにより該電子写真感光体を帯電する帯電部材であって、請求項1〜3の何れかに記載の導電性ローラーを用いたことを特徴とする電子写真装置。
【図1】


【図2】
【図2】
【公開番号】特開2006−208705(P2006−208705A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−20112(P2005−20112)
【出願日】平成17年1月27日(2005.1.27)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月27日(2005.1.27)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]