
導電性ローラ及びその製造方法
【課題】スリーブの内面に塗布された瞬間接着剤の未硬化成分が気化して導電性ローラの外側表面に付着し白化するのを防止することのできる導電性ローラ、および、その製造方法を提供する。
【解決手段】スリーブ1の両端に取り付けられる端部部材2として、フランジ部3の軸方向内側から軸部4の先端まで貫通する貫通穴6が設けられたものを用い、スリーブ1の両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具える。
【解決手段】スリーブ1の両端に取り付けられる端部部材2として、フランジ部3の軸方向内側から軸部4の先端まで貫通する貫通穴6が設けられたものを用い、スリーブ1の両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラ、および、この導電性ローラを製造する方法に関し、特に、気化した瞬間接着剤の未硬化成分が導電性ローラの外側に付着して白化するのを防止できるものに関する。
【背景技術】
【0002】
プリンターやコピー機等の画像形成装置には種々の導電性ローラが用いられており、これらの導電性ローラのうち、例えば、トナーを感光ドラムに移載する現像ローラなどは、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、スリーブの外周面に表面層としてUV塗料を塗布したものが用いられるようになってきている(例えば、特許文献1参照。)。
【0003】
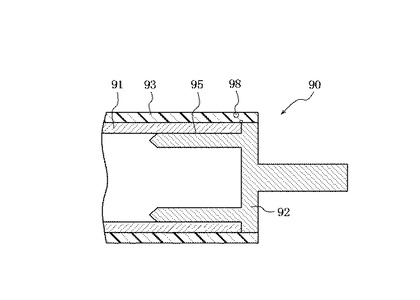
図1は、このような導電性ローラの片側の端部を断面図であり、導電性ローラ90は、形成する際、金属製のスリーブ91の両端内側に瞬間接着剤95を塗布し、端部部材92を前記スリーブ91に挿入し、次いで、スリーブ91の外周面にUV塗料を塗布し、塗布されたUV塗料に紫外線を照射してUV塗料を硬化させて表面層93を形成する。
【0004】
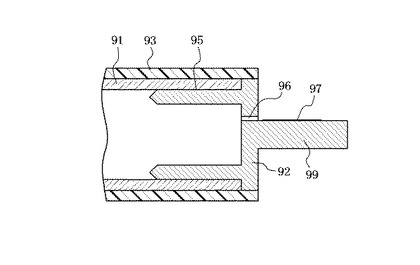
ここで、UV塗料が硬化する際、反応熱が発生し、もし、スリーブ91の内部が密閉されていると内圧が高まり、図1に、スリーブ91と端部部材92との境界の隙間から、スリーブ91の内部の気体が漏れだして未硬化の表面層にバブル98を発生させてしまう。そこで、図2に示すように、端部部材92にガス抜き穴96を設けて、内圧を高めないようにすることが行われているが、この場合、気化した接着剤の未硬化成分(シアノアクリレートモノマー)もガス抜き穴96から排出されて軸部99の周囲97に付着し、この未硬化成分が空気中又は被着剤表面(軸部)の水分により硬化し、その硬化物が付着することにより白化し、外観不良になることがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2005/121905号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような問題に鑑みてなされたものであり、スリーブの内面に塗布された瞬間接着剤の未硬化成分が気化して導電性ローラの外側表面に付着し白化するのを防止することのできる導電性ローラ、および、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
<1>は、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラを製造する方法において、
前記端部部材として、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴が設けられたものを用い、前記スリーブの両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具えることを特徴とする導電性ローラの製造方法である。
【0008】
<2>は、<1>において、前記端部部材の内側に水滴を噴射し前記端部部材内側表面に水滴を付着させことにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法である。
【0009】
<3>は、<2>において、前記端部部材の半径方向内側表面に凹部又は凸部を設けることにより、前記端部部材内側表面に付着する水滴の量を増加させることを特徴とする導電性ローラの製造方法である。
【0010】
<4>は、<1>において、前記端部部材の内側に水分を含ませたスポンジを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする導電性ローラの製造方法である。
【0011】
<5>は、<1>において、前記端部部材の内側に水性ゲルを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする導電性ローラの製造方法である。
【0012】
<6>は、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラにおいて、
前記端部部材に、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴を設けたことを特徴とする導電性ローラである。
【0013】
<7>は、<6>において、前記端部部材の半径方向内側表面に凹部又は凸部が設けられていることを特徴とする導電性ローラである。
【発明の効果】
【0014】
<1>によれば、前記端部部材として、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴が設けられたものを用い、前記スリーブの両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具えるので、スリーブの内側から貫通穴を経て外部に向かう気体中に含まれる、瞬間接着剤の未硬化成分を、水分の含まれた部分を通過させることができ、その結果、瞬間接着剤の未硬化成分を端部部材の中で反応させて内部で白化させ、この未硬化成分が外部に出て外部で白化するのを防止することができる。
【0015】
<2>によれば、前記端部部材の内側に水滴を噴射し前記端部部材内側表面に水滴を付着させるので簡易に端部部材の内側に水分を含ませることができる。
【0016】
<3>によれば、前記端部部材の半径方向内側表面に凹部又は凸部を設けるので、端部部材の内側の表面積を増加させ、ここに含ませる水分の量を効果的に増やすことができる。
【0017】
<4>によれば、前記端部部材の内側に水分を含ませたスポンジを配置するので効率的に端部部材の内側に水分を含ませることができる。
【0018】
<5>によれば、前記端部部材の内側に水性ゲルを配置するのでこの場合も効率的に端部部材の内側に水分を含ませることができる。
【0019】
<6>によれば、導電性ローラは上記のように構成されているので、湿度の高い長い貫通穴を通過するまでに、未硬化の接着剤成分を反応させることができ、この成分が外部にでるのを防止することができる。
【0020】
<7>によれば、前記端部部材の半径方向内側表面に凹部又は凸部が設けられているので、先に説明したように、端部部材の内側の表面積を増加させ、ここに含ませる水分の量を効果的に増やすことができる。
【図面の簡単な説明】
【0021】
【図1】従来の導電性ローラの軸方向端部の断面を示す断面図である。
【図2】従来の他の態様における導電性ローラの軸方向端部の断面を示す断面図である。
【図3】本発明に係る実施形態の導電性ローラを示す断面図である。
【図4】本発明に係る実施形態の導電性ローラの製造工程において、端部内側に瞬間接着剤を塗布した状態のスリーブを示す断面図である。
【図5】本発明に係る導電性ローラの製造方法の実施形態において、内側に水滴を噴霧した状態の端部部材を示す断面図である。
【図6】本発明に係る導電性ローラの製造方法の他の実施形態において、内側に水滴を噴霧した状態の端部部材を示す断面図である。
【図7】本発明に係る導電性ローラの他の実施形態において内側表面に凸部が形成された端部部材を示す断面図である。
【図8】本発明に係る導電性ローラの製造方法の他の実施形態において、内側に水分を含んだスポンジを配置した状態の端部部材を示す断面図である。
【図9】本発明に係る導電性ローラの製造方法の他の実施形態において、水性ゲルを配置した状態の端部部材を示す断面図である。
【発明を実施するための形態】
【0022】
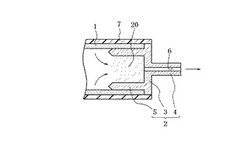
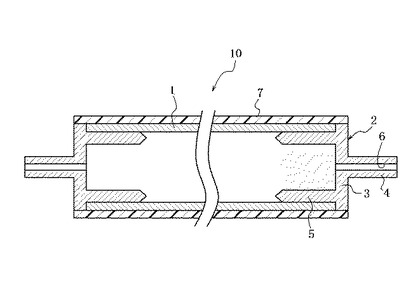
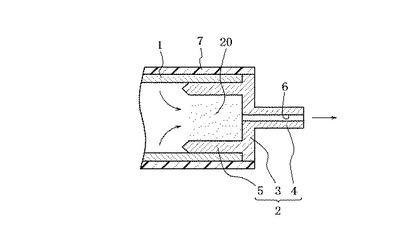
本発明に係る実施形態の導電性ローラおよびその製造方法について図を参照して以下に説明する。図3は、本発明の実施形態の導電性ローラを示す断面図であり、また、図4は、導電性ローラの軸方向端部を示す断面図であり、導電性ローラ10は、金属製のスリーブ1と、スリーブ1の両端内側に瞬間接着剤により固定された樹脂製の両側の端部部材2とを具え、スリーブ1の外周には表面層7が設けられている。
【0023】
それぞれの端部部材2は、スリーブ1の端面に当接するフランジ部3と、フランジ部3から軸方向外側に突出する軸部4と、フランジ部3から軸方向内側に延在しスリーブ1の内面に接着されるリング部5とよりなり、これらの部分は一体的に成形されている。導電性ローラ10は、その特徴として、端部部材2に、フランジ部3の軸方向内側から軸部4の先端まで貫通する貫通穴6を設けていて、この構成において、端部部材2の半径方向内側に水分20を充満させておくことにより、図4の矢印で示すように、スリーブ内の膨張した気体とともに、気化した瞬間接着剤の未硬化成分が、水分の充満した経路の長い貫通穴6を通過する際、この未硬化成分は、貫通穴6の内部で白化してしまうので、瞬間接着剤の未硬化成分が導電性ローラの外に出るのを防止することができる。
【0024】
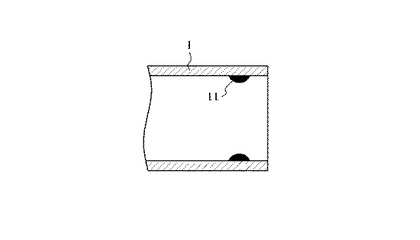
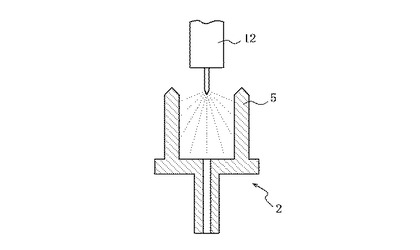
本発明の実施形態の導電性ローラの製造方法について説明する。このような導電性ローラ10の製造工程は、図5に断面図で示すように、スリーブ1の両端内側に瞬間接着剤11を塗布する工程と、図6に断面図で示すように、端部部材2の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材2をスリーブ1に挿入する工程とを具え、このあと、好ましくは、スリーブの外周面に表面層7となる塗料を塗布して乾燥させる工程とを具える。表面層7を乾燥させるには、紫外線で乾燥させることによるのが好ましく、熱による乾燥に対比して短時間でしかも簡易な設備で乾燥することができる。この場合、塗料としては、紫外線の照射によって硬化する紫外線硬化型樹脂を用いる必要がある。
【0025】
ここで、瞬間接着剤としては、例えば、シアノアクリレート系のものを例示することができ、この場合、端部部材2の内側に含ませる水分の量は、スリーブ内にはみ出した接着剤から蒸発したシアノアクリレートモノマーの反応を全てスリーブ内で終わらせる必要があるため、スリーブ内の湿度が70%以上になる水分量が好ましい。
【0026】
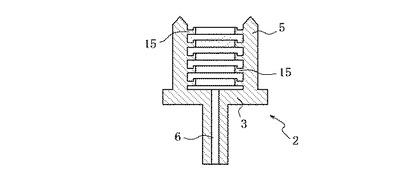
端部部材2の半径方向内側に水分20を含ませる、すなわち、この部分の湿度を高める方法としては、図6に模式的に示すように、水滴を噴霧し、貫通穴6の内面を含む端部部材2の内側表面に水滴を付着させることができる。この場合、図7に示すように、端部部材2の内側表面に凸部もしくは凹部を設けることが好ましく、図示の場合、端部部材2を構成するリング部5の内側表面に凸部15を形成し、水滴の付着することのできる表面積を増やすとともに、凸部15を断面鈎状に形成することによりここに水分を貯留させ端部部材2の内部を長期にわたって高湿度に維持することができる。
【0027】
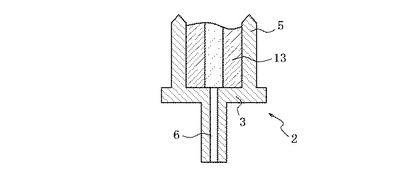
端部部材2の半径方向内側に水分を含ませる方法として、図8に断面図で示すように、端部部材2のリング部5内側に、水分を含ませたスポンジ13を配置することもでき、この場合、スポンジ13を円筒状に形成し、円筒状のスポンジ13の内側を、スリーブ1の内側から貫通穴6を通過して導電性ローラ10の外側に移動する気体の通路とするとともに、この通路を、周囲のスポンジ13に含まれる水分によって高湿度に保持し、ここを通過する未硬化の接着剤成分を水分と反応させることにより、未硬化の接着剤成分が導電性ローラ10の外に出て外で白化するのを防止することができる。
【0028】
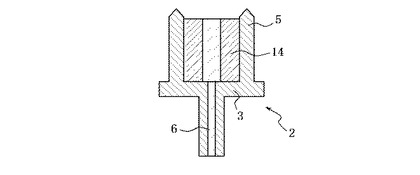
端部部材2の半径方向内側に水分を含ませる他の方法として、端部部材2のリング部5内側に水性ゲル14を配置することもできる。この場合も、水性ゲル14を円筒状に形成し、円筒状の水性ゲル14の内側を、スリーブ1の内側から貫通穴6を通過して導電性ローラ10の外側に移動する気体の通路とするとともに、この通路を、周囲の水性ゲル14に含まれる水分によって高湿度に保持し、ここを通過する未硬化の接着剤成分を水分と反応させることにより、未硬化の接着剤成分が導電性ローラ10の外に出て外で白化するのを防止することができる。
【符号の説明】
【0029】
1 スリーブ
2 端部部材
3 フランジ部
4 軸部
5 リング部
6 貫通穴
7 表面層
10 導電性ローラ
11 瞬間接着剤
12 スプレー装置
13 スポンジ
14 水性ゲル
15 凸部
20 水分
【技術分野】
【0001】
本発明は、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラ、および、この導電性ローラを製造する方法に関し、特に、気化した瞬間接着剤の未硬化成分が導電性ローラの外側に付着して白化するのを防止できるものに関する。
【背景技術】
【0002】
プリンターやコピー機等の画像形成装置には種々の導電性ローラが用いられており、これらの導電性ローラのうち、例えば、トナーを感光ドラムに移載する現像ローラなどは、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、スリーブの外周面に表面層としてUV塗料を塗布したものが用いられるようになってきている(例えば、特許文献1参照。)。
【0003】
図1は、このような導電性ローラの片側の端部を断面図であり、導電性ローラ90は、形成する際、金属製のスリーブ91の両端内側に瞬間接着剤95を塗布し、端部部材92を前記スリーブ91に挿入し、次いで、スリーブ91の外周面にUV塗料を塗布し、塗布されたUV塗料に紫外線を照射してUV塗料を硬化させて表面層93を形成する。
【0004】
ここで、UV塗料が硬化する際、反応熱が発生し、もし、スリーブ91の内部が密閉されていると内圧が高まり、図1に、スリーブ91と端部部材92との境界の隙間から、スリーブ91の内部の気体が漏れだして未硬化の表面層にバブル98を発生させてしまう。そこで、図2に示すように、端部部材92にガス抜き穴96を設けて、内圧を高めないようにすることが行われているが、この場合、気化した接着剤の未硬化成分(シアノアクリレートモノマー)もガス抜き穴96から排出されて軸部99の周囲97に付着し、この未硬化成分が空気中又は被着剤表面(軸部)の水分により硬化し、その硬化物が付着することにより白化し、外観不良になることがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2005/121905号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような問題に鑑みてなされたものであり、スリーブの内面に塗布された瞬間接着剤の未硬化成分が気化して導電性ローラの外側表面に付着し白化するのを防止することのできる導電性ローラ、および、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
<1>は、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラを製造する方法において、
前記端部部材として、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴が設けられたものを用い、前記スリーブの両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具えることを特徴とする導電性ローラの製造方法である。
【0008】
<2>は、<1>において、前記端部部材の内側に水滴を噴射し前記端部部材内側表面に水滴を付着させことにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法である。
【0009】
<3>は、<2>において、前記端部部材の半径方向内側表面に凹部又は凸部を設けることにより、前記端部部材内側表面に付着する水滴の量を増加させることを特徴とする導電性ローラの製造方法である。
【0010】
<4>は、<1>において、前記端部部材の内側に水分を含ませたスポンジを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする導電性ローラの製造方法である。
【0011】
<5>は、<1>において、前記端部部材の内側に水性ゲルを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする導電性ローラの製造方法である。
【0012】
<6>は、金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラにおいて、
前記端部部材に、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴を設けたことを特徴とする導電性ローラである。
【0013】
<7>は、<6>において、前記端部部材の半径方向内側表面に凹部又は凸部が設けられていることを特徴とする導電性ローラである。
【発明の効果】
【0014】
<1>によれば、前記端部部材として、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴が設けられたものを用い、前記スリーブの両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具えるので、スリーブの内側から貫通穴を経て外部に向かう気体中に含まれる、瞬間接着剤の未硬化成分を、水分の含まれた部分を通過させることができ、その結果、瞬間接着剤の未硬化成分を端部部材の中で反応させて内部で白化させ、この未硬化成分が外部に出て外部で白化するのを防止することができる。
【0015】
<2>によれば、前記端部部材の内側に水滴を噴射し前記端部部材内側表面に水滴を付着させるので簡易に端部部材の内側に水分を含ませることができる。
【0016】
<3>によれば、前記端部部材の半径方向内側表面に凹部又は凸部を設けるので、端部部材の内側の表面積を増加させ、ここに含ませる水分の量を効果的に増やすことができる。
【0017】
<4>によれば、前記端部部材の内側に水分を含ませたスポンジを配置するので効率的に端部部材の内側に水分を含ませることができる。
【0018】
<5>によれば、前記端部部材の内側に水性ゲルを配置するのでこの場合も効率的に端部部材の内側に水分を含ませることができる。
【0019】
<6>によれば、導電性ローラは上記のように構成されているので、湿度の高い長い貫通穴を通過するまでに、未硬化の接着剤成分を反応させることができ、この成分が外部にでるのを防止することができる。
【0020】
<7>によれば、前記端部部材の半径方向内側表面に凹部又は凸部が設けられているので、先に説明したように、端部部材の内側の表面積を増加させ、ここに含ませる水分の量を効果的に増やすことができる。
【図面の簡単な説明】
【0021】
【図1】従来の導電性ローラの軸方向端部の断面を示す断面図である。
【図2】従来の他の態様における導電性ローラの軸方向端部の断面を示す断面図である。
【図3】本発明に係る実施形態の導電性ローラを示す断面図である。
【図4】本発明に係る実施形態の導電性ローラの製造工程において、端部内側に瞬間接着剤を塗布した状態のスリーブを示す断面図である。
【図5】本発明に係る導電性ローラの製造方法の実施形態において、内側に水滴を噴霧した状態の端部部材を示す断面図である。
【図6】本発明に係る導電性ローラの製造方法の他の実施形態において、内側に水滴を噴霧した状態の端部部材を示す断面図である。
【図7】本発明に係る導電性ローラの他の実施形態において内側表面に凸部が形成された端部部材を示す断面図である。
【図8】本発明に係る導電性ローラの製造方法の他の実施形態において、内側に水分を含んだスポンジを配置した状態の端部部材を示す断面図である。
【図9】本発明に係る導電性ローラの製造方法の他の実施形態において、水性ゲルを配置した状態の端部部材を示す断面図である。
【発明を実施するための形態】
【0022】
本発明に係る実施形態の導電性ローラおよびその製造方法について図を参照して以下に説明する。図3は、本発明の実施形態の導電性ローラを示す断面図であり、また、図4は、導電性ローラの軸方向端部を示す断面図であり、導電性ローラ10は、金属製のスリーブ1と、スリーブ1の両端内側に瞬間接着剤により固定された樹脂製の両側の端部部材2とを具え、スリーブ1の外周には表面層7が設けられている。
【0023】
それぞれの端部部材2は、スリーブ1の端面に当接するフランジ部3と、フランジ部3から軸方向外側に突出する軸部4と、フランジ部3から軸方向内側に延在しスリーブ1の内面に接着されるリング部5とよりなり、これらの部分は一体的に成形されている。導電性ローラ10は、その特徴として、端部部材2に、フランジ部3の軸方向内側から軸部4の先端まで貫通する貫通穴6を設けていて、この構成において、端部部材2の半径方向内側に水分20を充満させておくことにより、図4の矢印で示すように、スリーブ内の膨張した気体とともに、気化した瞬間接着剤の未硬化成分が、水分の充満した経路の長い貫通穴6を通過する際、この未硬化成分は、貫通穴6の内部で白化してしまうので、瞬間接着剤の未硬化成分が導電性ローラの外に出るのを防止することができる。
【0024】
本発明の実施形態の導電性ローラの製造方法について説明する。このような導電性ローラ10の製造工程は、図5に断面図で示すように、スリーブ1の両端内側に瞬間接着剤11を塗布する工程と、図6に断面図で示すように、端部部材2の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材2をスリーブ1に挿入する工程とを具え、このあと、好ましくは、スリーブの外周面に表面層7となる塗料を塗布して乾燥させる工程とを具える。表面層7を乾燥させるには、紫外線で乾燥させることによるのが好ましく、熱による乾燥に対比して短時間でしかも簡易な設備で乾燥することができる。この場合、塗料としては、紫外線の照射によって硬化する紫外線硬化型樹脂を用いる必要がある。
【0025】
ここで、瞬間接着剤としては、例えば、シアノアクリレート系のものを例示することができ、この場合、端部部材2の内側に含ませる水分の量は、スリーブ内にはみ出した接着剤から蒸発したシアノアクリレートモノマーの反応を全てスリーブ内で終わらせる必要があるため、スリーブ内の湿度が70%以上になる水分量が好ましい。
【0026】
端部部材2の半径方向内側に水分20を含ませる、すなわち、この部分の湿度を高める方法としては、図6に模式的に示すように、水滴を噴霧し、貫通穴6の内面を含む端部部材2の内側表面に水滴を付着させることができる。この場合、図7に示すように、端部部材2の内側表面に凸部もしくは凹部を設けることが好ましく、図示の場合、端部部材2を構成するリング部5の内側表面に凸部15を形成し、水滴の付着することのできる表面積を増やすとともに、凸部15を断面鈎状に形成することによりここに水分を貯留させ端部部材2の内部を長期にわたって高湿度に維持することができる。
【0027】
端部部材2の半径方向内側に水分を含ませる方法として、図8に断面図で示すように、端部部材2のリング部5内側に、水分を含ませたスポンジ13を配置することもでき、この場合、スポンジ13を円筒状に形成し、円筒状のスポンジ13の内側を、スリーブ1の内側から貫通穴6を通過して導電性ローラ10の外側に移動する気体の通路とするとともに、この通路を、周囲のスポンジ13に含まれる水分によって高湿度に保持し、ここを通過する未硬化の接着剤成分を水分と反応させることにより、未硬化の接着剤成分が導電性ローラ10の外に出て外で白化するのを防止することができる。
【0028】
端部部材2の半径方向内側に水分を含ませる他の方法として、端部部材2のリング部5内側に水性ゲル14を配置することもできる。この場合も、水性ゲル14を円筒状に形成し、円筒状の水性ゲル14の内側を、スリーブ1の内側から貫通穴6を通過して導電性ローラ10の外側に移動する気体の通路とするとともに、この通路を、周囲の水性ゲル14に含まれる水分によって高湿度に保持し、ここを通過する未硬化の接着剤成分を水分と反応させることにより、未硬化の接着剤成分が導電性ローラ10の外に出て外で白化するのを防止することができる。
【符号の説明】
【0029】
1 スリーブ
2 端部部材
3 フランジ部
4 軸部
5 リング部
6 貫通穴
7 表面層
10 導電性ローラ
11 瞬間接着剤
12 スプレー装置
13 スポンジ
14 水性ゲル
15 凸部
20 水分
【特許請求の範囲】
【請求項1】
金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラを製造する方法において、
前記端部部材として、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴が設けられたものを用い、前記スリーブの両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具えることを特徴とする導電性ローラの製造方法。
【請求項2】
前記端部部材の内側に水滴を噴射し前記端部部材内側表面に水滴を付着させことにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法。
【請求項3】
前記端部部材の半径方向内側表面に凹部又は凸部を設けることにより、前記端部部材内側表面に付着する水滴の量を増加させることを特徴とする請求項2に記載の導電性ローラの製造方法。
【請求項4】
前記端部部材の内側に水分を含ませたスポンジを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法。
【請求項5】
前記端部部材の内側に水性ゲルを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法。
【請求項6】
金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラにおいて、
前記端部部材に、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴を設けたことを特徴とする導電性ローラ。
【請求項7】
前記端部部材の半径方向内側表面に凹部又は凸部が設けられていることを特徴とする請求項6に記載の導電性ローラ。
【請求項1】
金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラを製造する方法において、
前記端部部材として、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴が設けられたものを用い、前記スリーブの両端内側に瞬間接着剤を塗布する工程と、前記端部部材の半径方向内側に水分を含ませる工程と、前記両工程のあと、前記水分を含んだ端部部材を前記スリーブに挿入する工程とを具えることを特徴とする導電性ローラの製造方法。
【請求項2】
前記端部部材の内側に水滴を噴射し前記端部部材内側表面に水滴を付着させことにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法。
【請求項3】
前記端部部材の半径方向内側表面に凹部又は凸部を設けることにより、前記端部部材内側表面に付着する水滴の量を増加させることを特徴とする請求項2に記載の導電性ローラの製造方法。
【請求項4】
前記端部部材の内側に水分を含ませたスポンジを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法。
【請求項5】
前記端部部材の内側に水性ゲルを配置することにより、前記水分を前記端部部材の内側に含ませることを特徴とする請求項1に記載の導電性ローラの製造方法。
【請求項6】
金属製のスリーブと、前記スリーブの両端内側に瞬間接着剤によりそれぞれ固定された樹脂製の端部部材とを具え、前記端部部材は、前記スリーブの端面に当接するフランジ部と、前記フランジ部から軸方向外側に突出する軸部と、前記フランジ部から軸方向内側に延在しスリーブの内面に接着されるリング部とよりなる導電性ローラにおいて、
前記端部部材に、フランジ部軸方向内側から軸部の先端まで貫通する貫通穴を設けたことを特徴とする導電性ローラ。
【請求項7】
前記端部部材の半径方向内側表面に凹部又は凸部が設けられていることを特徴とする請求項6に記載の導電性ローラ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−107218(P2011−107218A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−259266(P2009−259266)
【出願日】平成21年11月12日(2009.11.12)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月12日(2009.11.12)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]