
導電性塗料、および塗装ステンレス鋼板
【課題】樹脂と導電剤との相対比の調整だけでは実現が困難である、導電性と密着性とが高次元でバランスされた塗膜を得るための、導電性塗料を提供することを目的とする。
【解決手段】本発明は、熱硬化樹脂とイソシアネート系架橋剤と導電剤とを含む導電性塗料を提供する。好ましくは、前記導電性塗料をステンレス鋼板に塗布して、塗装ステンレス鋼板を作製する。好ましくは、前記塗装ステンレス鋼板は、燃料電池用の金属セパレータとして利用される。
【解決手段】本発明は、熱硬化樹脂とイソシアネート系架橋剤と導電剤とを含む導電性塗料を提供する。好ましくは、前記導電性塗料をステンレス鋼板に塗布して、塗装ステンレス鋼板を作製する。好ましくは、前記塗装ステンレス鋼板は、燃料電池用の金属セパレータとして利用される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性塗料、および当該塗料による塗膜を有する塗装ステンレス鋼板に関する。
【背景技術】
【0002】
一般的に、樹脂と導電剤とを含む導電性塗料は、被塗布物に塗布されて、導電性を示す塗膜を形成する。導電性塗料は、種々の用途に用いられるが、その一つに、燃料電池用セパレータの塗料として用いられることがある(特許文献1〜2を参照)。燃料電池セパレータの塗膜には、きわめて低い接触抵抗値と、高い密着性が求められる。燃料電池で発電された電気は、セパレータに効率的に通電される必要があるからである。もちろん、塗膜のセパレータへの密着性も重要である。
【0003】
特許文献3には、導電剤(グラファイトおよびカーボンブラック)と樹脂との含有量比を調整することで、塗膜の高導電性と高密着性との両立を実現させることが示唆されている。つまり、導電剤の相対量を増やすほど塗膜の導電性は高くなり、樹脂の含有量を増やすほど密着性が高まることが示唆されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−203645号公報
【特許文献2】特開2008−78143号公報
【特許文献3】特開2008−166129号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前述の通り、導電性塗料に含まれる樹脂と導電剤との相対比を調整することで、塗膜の導電性と密着性のバランスを図ることが考えられる。しかしながら、この相対比の調整だけでは、十分な導電性と密着性とを両立させることは困難になっている。そこで本発明は、導電性と密着性とが高次元でバランスされた塗膜を得るための導電性塗料を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、導電性塗料に含まれる樹脂をイソシアネート架橋剤で架橋させて硬化させることにより、高い導電性と高い密着性を有する塗膜が得られることを見出して、本発明を完成させた。
【0007】
すなわち本発明の第一は、以下に示す導電性塗料に関する。
[1]熱硬化樹脂と、イソシアネート系架橋剤と、導電剤とを含む導電性塗料。
[2]前記熱硬化樹脂は、エポキシ樹脂またはフェノール樹脂である、[1]に記載の導電性塗料。
[3]前記導電剤は、グラファイトおよびカーボンブラックを含む、[1]に記載の導電性塗料。
[4]前記熱硬化樹脂に対する前記イソシアネート系架橋剤の割合が0.5〜6.5倍(重量比)であり、かつ前記熱硬化樹脂と前記イソシアネート系架橋剤と前記導電剤との合計に対する、前記熱硬化樹脂と前記イソシアネート系架橋剤との合計割合が40〜80wt%である、[1]に記載の導電性塗料。
【0008】
本発明の第二は、以下に示す塗装ステンレス鋼板などに関する。
[5]ステンレス鋼板と、前記ステンレス鋼板の表面に形成された、[1]〜[4]のいずれかに記載の導電性塗料の硬化塗膜と、を有する塗装ステンレス鋼板。
[6]前記[5]に記載の塗装ステンレス鋼板のプレス成形品である、燃料電池用金属セパレータ。
【発明の効果】
【0009】
本発明の導電性塗料から得られる塗膜は、高い導電性を有するにも係わらず、十分な密着性も有している。よって本発明の塗装ステンレス鋼板は、塗膜が剥がれることなく精密な形状加工が施されうるので、有用な燃料電池用金属セパレータを提供することができる。
【図面の簡単な説明】
【0010】
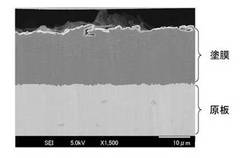
【図1】実施例の塗料1から得られた塗層の断面を示すSEM写真である。
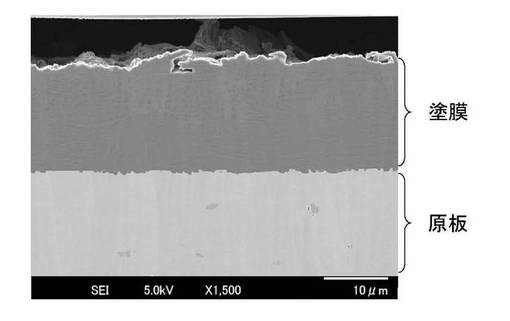
【図2】比較例の塗料6から得られた塗膜の断面を示すSEM写真である。
【発明を実施するための形態】
【0011】
1.導電性塗料
本発明の導電性塗料には、熱硬化樹脂と、イソシアネート系架橋剤と、導電剤とが含まれる。
【0012】
導電性塗料に含まれる熱硬化樹脂は、後述するイソシアネート系架橋剤によって架橋されて硬化物を与える樹脂であれば特に限定されず、エポキシ樹脂、フェノール樹脂、シリコン系樹脂、ポリイミド系樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂などでありうるが;好ましくは、エポキシ樹脂やフェノール樹脂である。これらの硬化物は耐熱性が高く、強度も大きいからである。
【0013】
エポキシ樹脂の例には、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等のビスフェノール型のエポキシ樹脂;フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ビフェニル型エポキシ樹脂等の多官能エポキシ樹脂などが含まれるが、これらに限定されない。また、フェノール樹脂の例には、レゾール型フェノール樹脂、ノボラック型フェノール樹脂などが含まれるが、これらに限定されない。
【0014】
導電性塗料に含まれるイソシアネート系架橋剤は、熱硬化樹脂と反応して硬化物を与える。イソシアネート系架橋剤は、塗料の樹脂成分が硬化するときに、硬化収縮を引き起こすと考えられる。したがって、硬化物における導電剤の密度が高まり、導電剤同士が接触することにより、多くの導電ネットワークが形成されるため、導電性を向上させることができる。つまり本発明の導電性塗料は、導電剤に対して比較的多量の樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)を含有していても、樹脂成分が硬化して収縮するので、導電性の高い塗膜を形成することができる。
【0015】
さらにイソシアネート系架橋剤は、硬化物の柔軟性を向上させる。そのため、圧力を加えられた塗膜は圧縮されて変形する。塗膜の接触抵抗値は、塗膜に圧力を加えながら測定するので、測定時の導電剤の密度が向上し、接触抵抗値が低下すると考えられる。
【0016】
導電性塗料におけるイソシアネート系架橋剤の含有量は、熱硬化樹脂の含有量に対して、0.5〜6.5倍(重量比)であることが好ましく、1.0〜5.9倍(重量比)であることがより好ましく、1.2〜4.8倍であることがさらに好ましい。また、熱硬化樹脂に含まれるヒドロキシ基の数に対する、イソシアネート架橋剤に含まれるイソシアネート基の数の割合(イソシアネート基/ヒドロキシ基)は、場合にもよるが、通常は0.2〜2.75であり、0.4〜2.5であることが好ましい場合がある。
【0017】
さらに、導電性塗料における樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)が、塗料中の固形分(熱硬化樹脂とイソシアネート系架橋剤と導電剤)に対して、40〜80wt%であることが好ましく、50〜70wt%であることがより好ましい。
【0018】
イソシアネート系架橋剤は、芳香族系、脂肪族系、または脂環式系のいずれのポリイソシアネートであってもよい。イソシアネート系架橋剤の例には、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、水添化ジフェニルメタンジイソシアネート(H-MDI)、ポリフェニルメタンポリイソシアネート(クルードMDI)、変性ジフェニルメタンジイソシアネート(変性MDI)、水添化キシリレンジイソシアネート(H6XDI)、キシリレンジイソシアネート(XDI)、ヘキサメチレンジイソシアネート(HMDI)、トリメチルヘキサメチレンジイソシアネート(TMXDI)、テトラメチルキシリレンジイソシアネート(m-TMXDI)、イソホロンジイソシアネート(IPDI)、ノルボルネンジイソシアネート(NBDI)などのイソシアネート、これらイソシアネートの三量体化合物、およびこれらイソシアネートとポリオールとの反応生成物などが含まれる。
【0019】
さらにイソシアネート系架橋剤は、これらのイソシアネート化合物のイソシアネート基を、ブロック剤でマスク(ブロック化)したブロックイソシアネートであってもよい。そのブロック剤の例には、マロン酸ジメチル、アセト酢酸メチル等の活性メチレン型ブロック剤;ホルムアルドキシム、アセトアルドキシム、メチルエチルケトキシム、メチルイソブチルケトキシム、シクロヘキサノンオキシム、アセトキシム、ジアセチルモノオキシム、ベンゾフェノンオキシム等のオキシム型ブロック剤;フェノール、クレゾール等のフェノール型ブロック剤;アセトアニリド、ε-カプロラクタム、γ-ブチロラクタム等の酸アミド型ブロック剤;ブチルメルカプタン等のメルカプタン型ブロック剤;コハン酸イミド、マレイン酸イミド等のイミド型ブロック剤;イミダゾール、2-メチルイミダゾール等のイミダゾール型ブロック剤;尿素、チオ尿素等の尿素型ブロック剤;ヒドラジン、エチレン-1,2-ジヒドラジン、プロピレン-1,3-ジヒドラジン、ブチレン-1,4-ジヒドラジン等のヒドラジン型ブロック剤;N-フェニルカルバミン酸フェニル等のカルバミン酸型ブロック剤;ジフェニルアミン、アニリン等のアミン型ブロック剤;エチレンイミン、ポリエチレンイミン等のイミン型ブロック剤などが含まれる。
【0020】
イソシアネートと反応させるポリオールは、トリメチロールプロパンが主成分として用いられる。TDI系イソシアネートとトリメチロールプロパンとの反応生成物(コロネートL、日本ポリウレタン工業)、HMDI系イソシアネートとトリメチロールプロパンとの反応生成物(タケネートD−160N、三井化学ポリウレタン)、IPDI系イソシアネートとトリメチロールプロパンとの反応生成物(マイテックNY215A、三菱化学)、H6XDI系イソシアネートとトリメチロールプロパンとの反応生成物(タケネートD−120N、三井化学ポリウレタン)、またブロックイソシアネートはHMDI系イソシアネート(TPA−B80E、MF−B60X,MF−K60X、旭化成ケミカルズ)などの商品が市場から入手できる。
【0021】
導電性塗料に含まれる導電剤は、形成される塗膜に導電性を付与する。導電剤は、カーボン、導電性セラミックス、貴金属粉末などから選択されうる。なかでも導電剤の好ましい例には、グラファイトやカーボンブラックが含まれ、両者を組み合わせて含有することが好ましい。グラファイトは、粒子配列の配向性により被塗布基材との密着性を向上させうる。しかしながら、電気抵抗値を十分には低減できないことがある。グラファイトの電気抵抗には異方性があるためである。そこで、グラファイトとカーボンブラックとを組み合わせると、グラファイト粒子同士の間隙がカーボンブラックによって充填されるので、塗膜の電気抵抗値がさらに低減されうる。
【0022】
導電性塗料におけるグラファイトの含有量とカーボンブラックの含有量の重量比率は、グラファイト/カーボンブラック=90/10〜80/20であることが好ましい。
【0023】
導電性塗料におけるグラファイト粒子は、樹脂被覆層(塗膜)の骨材の役割を有しうる。よって特に、樹脂被覆層の厚さを5〜30μmと比較的厚くしたとき(後述)に、樹脂被覆層の耐久性向上に寄与する。グラファイトの粉末は、主に平均粒子径1〜500μmの範囲で種々の用途向けに製造されているが、本発明では平均粒子径0.5〜20μm程度の粉末を使用することができ、2〜10μmの粉末が特に好ましい。グラファイト粒子の形状は、フレーク状(例えば、リン状またはリン片状である)の粒子であってもよい。フレーク状の粒子のグラファイトは、塗膜に面に平行に配向しうるので、水分の遮蔽効果などを高めることができ、セパレータの耐食性をより高めうる。
【0024】
また、導電性塗料におけるカーボンブラックの平均粒子径は、10〜40nmであることが好ましい。カーボンブラックの性状は、導電性の向上に大きく寄与する。カーボンブラックの吸油量と比表面積は、ともに大きいことが好ましく、例えば、吸油量は300〜500cm3/100g;比表面積は700〜1500m2/gであることが好ましい。
【0025】
導電性塗料における、熱硬化樹脂とイソシアネート系架橋剤と導電剤との合計に対する、熱硬化樹脂とイソシアネート系架橋剤との合計割合(重量比率)は、40〜80wt%であることが好ましい。樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)の割合が低いと、基材への塗膜の密着性が低下することがある。本発明の導電性塗料は、樹脂成分の含有割合が比較的高い、つまり相対的に導電剤の含有割合が比較的低くても、十分な導電性を有する塗膜を形成することができることを特徴とする。
【0026】
導電性塗料における、熱硬化樹脂の含有量と導電剤の含有量との重量比率は、熱硬化樹脂/導電剤=15/85〜75/25であることが好ましく、20/80〜45/55であることがより好ましく、20/80〜35/65であることがより好ましい。一般的に、熱硬化樹脂の量が多いほど、被塗布物に対する塗膜の密着性が向上するが;一方、導電剤の量が多いほど、塗膜の導電性が高くなり、接触抵抗値を低くすることができる。前述の通り本発明の導電性塗料は、イソシアネート系架橋剤を含むので、塗膜の密着性の向上と、塗膜の導電性の向上とを高次元で両立させている。
【0027】
導電性塗料には、溶媒が含まれていてもよい。溶媒は、塗料に含まれる熱硬化樹脂を溶解または分散させる溶媒であればよく、有機溶媒であっても、水系溶媒であってもよい。さらに本発明で用いられる溶剤は、例えばエチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、ジエチレングリコールモノメチルエーテル、トリエチレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテル、ジプロピレングリコールモノメチルエーテル、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、エチレングリコールモノイソプロピルエーテル、ジエチレングリコールモノイソプロピルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチレングリコールモノブチルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノブチルエーテル、エチレングリコールモノイソブチルエーテル、ジエチレングリコールモノイソブチルエーテル、エチレングリコールモノヘキシルエーテル、ジエチレングリコールモノヘキシルエーテル、エチレングリコールモノ2−エチルヘキシルエーテル、エチレングリコールモノアリルエーテル、エチレングリコールモノフェニルエーテル、エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、ジエチレングリコールジエチルエーテル、ジエチレングリコールジブチルエーテル、トリエチレングリコールジメチルエーテル等、およびこれらのエステル化類等が用いられる。使用する熱硬化性樹脂の溶解性や乾燥、硬化条件によって適正な沸点、蒸気圧を持つものを選択することができる。
【0028】
本発明の導電性塗料には、本発明の効果を損なわない範囲で、任意成分が含有されていてもよい。任意成分の例には、防錆顔料、有機・無機充填剤、難燃剤などが含まれる。
【0029】
本発明の導電性塗料の粘度は、被塗布物に、所望の厚さの均一な塗膜が形成できるように調整される。均一な塗膜とは、膜厚が一定であること、ピンホールなどの欠陥がないことなどを意味する。したがって塗料の粘度は、形成しようとする塗膜の厚さや、塗布手法などによって異なるが、通常は25℃における粘度が50〜10万mPa・sの範囲にあればよい。塗料の粘度は、塗料に含まれる固形成分の濃度、特に樹脂成分の濃度によって制御されうる。
【0030】
本発明の導電性塗料は、上記の各材料を混合して得ることができる。混合に使用する装置は特に限定されず、各種の混合装置を使用することができる。例えば、プラネネタリーミキサー、三本ロールミル等が挙げられる。
【0031】
2.塗装ステンレス鋼板
本発明の塗装ステンレス鋼板は、ステンレス鋼板と、ステンレス鋼板の表面に形成された前記導電性塗料の硬化塗膜とを有する。
【0032】
本発明の塗装ステンレス鋼板の基材に用いるステンレス鋼は、特段に規定された鋼種である必要はない。オーステナイト系であれば、Cr:10〜40質量%、Ni:5〜30質量%程度の既存鋼種を、フェライト系であればCr:10〜40質量%程度の既存鋼種を選択することができる。JIS鋼種を例示すれば、オーステナイト系ではSUS304、SUS316、SUS310S等が挙げられ;フェライト系ではSUS430、SUS436L、SUS444、SUS447J1等が挙げられる。
【0033】
導電性塗料が塗布されるステンレス鋼板の表面は、特異な粗面化形態を有していることが好ましい。したがって、基材であるステンレス鋼板の表面には粗面化処理が施されることが好ましい。粗面化処理の方法は、強固な不動態皮膜を除去する必要性を考慮すると、化学的除去手段による粗面化処理方法が好ましい。例えば、塩化第二鉄水溶液中での交番電解によれば、ステンレス鋼の表面に多数の深いピットを形成させることができ、前記特異な粗面化形態に容易にコントロールすることができる。
【0034】
その他、ステンレス鋼を、不動態皮膜を溶解しやすい王水等の塩化物イオン存在液に浸漬する粗面化方法を採用してもよい。さらに、機械的除去手段(ブラスト処理や研磨等)によっても、条件を適宜選択すれば、前記特異な粗面化形態を実現することも可能であると考えられる。ただしその場合には、塩酸水溶液に浸漬するなどの「不動態皮膜溶解処理」を施すことによって基材を仕上げる必要がある。
【0035】
特に、燃料電池用金属セパレータ用の塗装ステンレス鋼板を製造する場合には、基材となるステンレス鋼板の、固体高分子型燃料電池のカーボン電極と接触する面に、粗面化処理を施して、導電性塗料の塗膜を形成する。
【0036】
前記の通り、基材であるステンレス鋼板の表面には粗面化処理が施されることが好ましく、粗面化表面に前記導電性塗料の硬化塗膜が形成される。硬化塗膜は、ステンレス鋼板に前記導電性塗料を塗布して、それを加熱により焼き付けて熱硬化樹脂を硬化させて形成すればよい。
【0037】
導電性塗料のステンレス鋼板への塗布は、バーコーター、ロールコーター、ディッピング、スプレー、ブレードコーター、スクリーン印刷、グラビアコート法、ロールコートプラスドクター、エクストルージョン、スライドコーターなど、塗布する塗料粘度、塗布膜厚で適宜選定して塗布すればよく、特に限定されない。
【0038】
ステンレス鋼板に塗布された塗料は、加熱により焼き付けられる。加熱温度は、熱硬化樹脂が硬化する温度、具体的にはイソシアネート系架橋剤のブロック剤が外れる温度以上であればよい。より具体的に、加熱温度は、イソシアネート架橋剤のブロックが外れる150℃以上とすることが好ましく;加熱時間は、30〜600秒とすることが好ましい。
【0039】
ステンレス鋼基材表面を覆う樹脂被覆層(塗膜)の平均厚さは、5〜30μmの範囲とすることが好ましい。グラファイト粒子を含有する樹脂被覆層の平均厚さが5μm以上(好ましくは6μm以上)であると、前記の特異な形態の粗面化表面上に形成された場合であっても十分な耐食性を得ることができる。したがって、本発明の塗装ステンレス鋼板から得られる固体高分子型燃料電池用セパレータは、固体高分子型燃料電池の酸性環境下であっても、十分な耐食性(基材からの金属イオンの溶出抑制作用)を有する。一方、樹脂被覆層(塗膜)が厚くなると、塗膜中の導電剤が増加するが、絶縁体である樹脂分も増加するため、積層体全体の接触抵抗が増大していく。種々検討の結果、樹脂被覆層の平均厚さは30μm以下に制御することが望ましい。
【0040】
本発明の導電性塗料は、熱硬化樹脂単独による硬化反応のみならず、イソシアネート系架橋剤による硬化反応によっても、硬化物の架橋構造が形成されるので、形成される硬化物の収縮度が大きくなると考えられる。そのため、形成される硬化物の体積は小さくなり、相対的に硬化物における導電剤の密度(硬化物の一定体積あたりの導電剤の質量)は大きくなる。
【0041】
そのため、本発明の塗装ステンレス鋼板は、塗膜の高密着性と、塗膜の高導電性(特に低接触抵抗)とが、高次元でバランスされていることを特徴とする。つまり、塗膜における樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)の重量比率は比較的大きいので、ステンレス鋼板への密着性を確保しやすく;導電剤の密度(塗膜の一定体積当たりの導電剤の質量)も比較的大きいので、導電性も確保しやすい。
【0042】
塗装ステンレス鋼板のステンレス鋼板の厚さや塗膜の厚さは、塗装ステンレス鋼板の用途によって異なるが、燃料電池の金属セパレータ用の鋼板として用いる場合には、ステンレス鋼板の厚さを0.04mm〜0.2mmの範囲とすればよく、塗膜の厚さを5〜30μmの範囲にコントロールすることが望ましい。
【0043】
3.燃料電池用金属セパレータ
燃料電池、特に固体高分子型燃料電池は、電解質膜と、電解質膜の両面それぞれに配置されたアノード電極とカソード電極とを有する。アノード電極には燃料ガスが供給され、カソード電極には酸化剤ガスが供給されなければならない。各電極にガスを供給するために、各電極の表面にはガス拡散層と;さらにセパレータと称される、ガス流路が形成された導電性の板状部材と、が配置される。セパレータ表面(ガス拡散層に接する面)に形成されたガス流路に、燃料ガスか、または酸化剤ガスが流される。
【0044】
燃料電池用セパレータは、燃料電池で発電された電気が通電できるように、導電性であることが求められる。そのため燃料電池用セパレータは、カーボン材料から作製されることもあるが(カーボンセパレータ)、金属材料(例えば、ステンレス鋼板やアルミニウム板)から作製されることもある(金属セパレータ)。さらに、セパレータの接触抵抗値をできるだけ低くして、発電された電気を確実に外部に取り出すことが求められる。
【0045】
一方、燃料電池用セパレータは、その表面に流路が形成されている。金属セパレータを作製するには、平板の金属板に、プレス成形して流路を形成することが多い。セパレータの流路は微細であることが多く(例えば、流路の幅や深さは1mm以下であることが多く)、微細なプレス成形が求められる。
【0046】
本発明の燃料電池用金属セパレータは、前記塗装ステンレス鋼板をプレス成形加工して得ることが好ましい。前述の通り、本発明の塗装ステンレス鋼板の塗膜は、導電性が高くかつ接触抵抗値が低いので、優れた燃料電池用の金属セパレータを提供することができる。さらに本発明の塗装ステンレス鋼板の塗膜は、優れた密着性を有するので、微細なプレス加工によっても剥がれたりすることがないので、優れた燃料電池用の金属セパレータを提供することができる。
【実施例】
【0047】
以下、実施例を参照して本発明をさらに詳細に説明する。これら実施例によって、本発明の範囲は限定して解釈されない。
【0048】
[実施例1;導電性塗料の調製]
以下の成分を用いて、導電性塗料を調製した。
レゾール型フェノール樹脂:CKM−908(昭和高分子製)
ビスフェノールA型エポキシ樹脂;EP4100(アデカ製)
グラファイト(平均粒径10μmの天然黒鉛粉末):SNE−10(SECカーボン製)
カーボンブラック:ECP−600JD(ライオン製)
イソシアネート架橋剤:MF−B60X(旭化成ケミカルズ株式会社製)
【0049】
表1に示す組成で各成分を混合し、三本ロールを用いて混練した。有機溶剤である酢酸エチレングリコールモノブチルエーテルを加えて固形分を30wt%とし、塗料1〜6を調製した。
【0050】
【表1】

【0051】
[実施例2;被覆材料(塗装ステンレス鋼板)の調製]
SUS304のBA仕上げ材(板厚:0.2mm)と、22Cr−1.2Mo SUS鋼(SUS445J1相当鋼)の2D仕上げ材(板厚:0.2mm)とを用意した。これらから切り出した鋼板について、前処理として濃度5質量%、液温60℃のオルソケイ酸ナトリウム溶液に浸漬し、電流密度5A/dm2でアノード電解脱脂を10秒間実施した。中和処理のため、濃度5質量%、常温の塩酸酸洗を10秒間実施した。
【0052】
その後、ステンレス基材の表面(両面)を以下の条件で粗面化処理した。
(1)SUS304鋼の電解粗面化処理条件
FeCl3濃度:12mass%、液温:50℃、アノード電流密度:3.0kA/m2、カソード電流密度:0.5kA/m2、交番サイクル2.5Hz、処理時間60秒。
(2)22Cr−1.2Mo SUS鋼の電解粗面化処理条件
FeCl3濃度:17mass%、液温:57℃、アノード電流密度:3.0kA/m2、カソード電流密度:0.5kA/m2、交番サイクル5Hz、処理時間60秒。
(3)22Cr−1.2Mo SUS鋼の浸漬粗面化処理条件
液温:55℃、20mass%FeCl3+50g/L−HCL、処理時間35秒
【0053】
このようにして得られたSUS304鋼の電解粗面化材を原板A;22Cr−1.2Mo SUS鋼の電解粗面化材を原板B;22Cr−1.2Mo SUS鋼の浸漬粗面化材を原板Cとした。
【0054】
原板A〜Cそれぞれの粗面化表面(両面)に、上記の塗料1〜6をそれぞれ、バーコーター法にて塗布し、到達温度275℃(60秒)の焼付け処理を経て樹脂被覆層を形成させた。乾燥後の平均被覆層厚さは6μmとなるようにした。このようにして塗装ステンレス鋼鈑を得た。各塗装ステンレス鋼板の両面の「粗面化表面と樹脂被覆層の組み合わせ」は同一にした。
【0055】
得られた塗装ステンレス鋼板の塗膜の密着性を以下の通りに試験した。密着性試験は、JIS K5600−5−6に準拠して、塗膜の密着性をゴバン目試験により評価し、セロハンテープにて塗膜が剥離しないものを○、一部剥離するものを△、剥離するものを×とした。結果を表2に示す。
【0056】
また、得られた塗装鋼板の接触抵抗値を以下の通りに測定した。接触抵抗の測定は、直径15mmの試料の両面にそれぞれカーボンペーパー(TGP−H−120、東レ社製)を、10kgf/cm2の均等な圧力で接触させ、両側のカーボンペーパー間に電圧を付与して、1.77A(1A/cm2)の直流電流を試料に流し;この状態で、両側のカーボンペーパー間の電気抵抗を4端子法により測定し;測定した電気抵抗値を接触抵抗とした。測定結果を表2に示す。
【0057】
【表2】
【0058】
表1に示される通り、塗料1〜5(実施例1)のいずれも、塗料6(比較例1)と比較して、塗膜中の樹脂成分の含有重量が2倍程度多く(58〜63%)、導電剤の含有重量が相対的に少ない。それにも係わらず、表2に示される通り、塗料1〜5(実施例2)を塗装して得た塗装ステンレス鋼板は、塗料6(比較例2)を塗装して得た塗装ステンレス鋼板よりも、低抵抗値を有し、導電性が高いことがわかる。この結果は、イソシアネート系架橋剤によって、熱硬化樹脂(フェノール樹脂またはエポキシ樹脂)が硬化するときに収縮して、塗膜の体積あたりの導電剤の重量が増えたためであると考えることができる。
【0059】
原板Cに形成した塗料1の塗膜の断面のSEM写真を図1に、塗料6の塗膜の断面のSEM写真を図2に示す。図1の塗膜は、硬化収縮により密度が高まっているのに対して、図2の塗膜の密度は低いことがわかる。
【0060】
さらに、塗料1の塗膜の密度と、塗料6の塗膜の密度とを測定した。まず、塗装ステンレス鋼板の16cm2の塗膜の厚みを、マイクロメーター等を用いて測定した。次に、塗膜ハガシ機を用いて塗膜剥離剤で塗膜を剥離し、剥離前後の重量を測定し塗膜重量を求めた。求めた塗膜重量と、試料面積と、塗膜の厚みとから塗膜密度を測定した。塗料1の塗膜密度は、1.15g/cm3であり、塗料6の塗膜密度は、0.63g/cm3であった。
【0061】
さらには、塗料1〜5を塗装して得た塗装ステンレス鋼板は、優れた塗膜密着性を有している。これらの塗装ステンレス鋼板は、形状加工されても塗膜の剥離などを発生させにくいので、燃料電池用金属セパレータなどのように、複雑な形状に加工されて用いてもよい。
【0062】
[実施例3;導電性塗料の調製]
導電性塗料における樹脂成分(フェノール樹脂およびイソシアネート系架橋剤)の合計量を、30wt%(表3;塗料6〜10)、40wt%(表4;塗料11〜15)、63wt%(表5;塗料16〜20)、80wt%(表6;塗料21〜25)、または90wt%(表7;塗料26〜30)に設定して、イソシアネート系架橋剤とフェノール樹脂との重量含有比率を変化させた塗料を得た。
【0063】
【表3】
【0064】
【表4】
【0065】
【表5】
【0066】
【表6】
【0067】
【表7】
【0068】
[実施例4;被覆材料(塗装ステンレス鋼板)の調製]
塗料6〜30をそれぞれ、原板Bを基材として、実施例2と同様にして塗装して塗装ステンレス鋼板を得た。さらに、得られた塗装ステンレス鋼板の塗膜密着性と、塗装ステンレス鋼板の接触抵抗値とを、実施例2と同様にして評価して、評価結果を表8に示した。
【0069】
【表8】
【0070】
塗料6〜30の結果から導かれるように、フェノール樹脂に対するイソシアネート系架橋剤の割合が高まるにつれて、塗装ステンレス鋼板の接触抵抗値が低くなることがわかる。
【0071】
また、塗料6〜10(樹脂成分30wt%)、塗料11〜15(樹脂成分40wt%)、塗料16〜20(樹脂成分63wt%)、塗料21〜25(樹脂成分80wt%)、塗料26〜30(樹脂成分90wt%)との比較から導かれるように、塗膜中の樹脂成分の割合が一定以上であると、塗膜密着性が高まりやすいこともわかる。
【0072】
次に、塗料6〜10と、塗料11〜15および塗料16〜20とを対比すると、塗料11〜15および塗料16〜20は、塗料6〜10と対比して、樹脂成分の割合が高く、導電材の割合が相対的に低い塗料であることがわかる。それにも係わらず、塗料11〜15および塗料16〜20の方が、接触抵抗値が有意に低いことがわかる。このことは、導電性を高めるには、導電材の割合を増やすだけでなく、樹脂成分を架橋させることが好ましく、樹脂成分における硬化性樹脂と架橋剤との含有比を制御するとより効果的であることがわかる。
【産業上の利用可能性】
【0073】
本発明の導電性塗料は塗装作業性に優れ、これを塗装して得た被覆材料は、低抵抗値かつ優れた塗膜密着性を有している。以上から本発明の導電性塗料は、低抵抗値を発現する塗料として有用であり、本発明のカーボン塗料を塗装して得た被覆材料は、導電性、塗膜密着性を有する材料として有用である。例えば、塗装ステンレス鋼板とすれば、燃料電池用金属セパレータを提供することができる。
【技術分野】
【0001】
本発明は、導電性塗料、および当該塗料による塗膜を有する塗装ステンレス鋼板に関する。
【背景技術】
【0002】
一般的に、樹脂と導電剤とを含む導電性塗料は、被塗布物に塗布されて、導電性を示す塗膜を形成する。導電性塗料は、種々の用途に用いられるが、その一つに、燃料電池用セパレータの塗料として用いられることがある(特許文献1〜2を参照)。燃料電池セパレータの塗膜には、きわめて低い接触抵抗値と、高い密着性が求められる。燃料電池で発電された電気は、セパレータに効率的に通電される必要があるからである。もちろん、塗膜のセパレータへの密着性も重要である。
【0003】
特許文献3には、導電剤(グラファイトおよびカーボンブラック)と樹脂との含有量比を調整することで、塗膜の高導電性と高密着性との両立を実現させることが示唆されている。つまり、導電剤の相対量を増やすほど塗膜の導電性は高くなり、樹脂の含有量を増やすほど密着性が高まることが示唆されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−203645号公報
【特許文献2】特開2008−78143号公報
【特許文献3】特開2008−166129号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前述の通り、導電性塗料に含まれる樹脂と導電剤との相対比を調整することで、塗膜の導電性と密着性のバランスを図ることが考えられる。しかしながら、この相対比の調整だけでは、十分な導電性と密着性とを両立させることは困難になっている。そこで本発明は、導電性と密着性とが高次元でバランスされた塗膜を得るための導電性塗料を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、導電性塗料に含まれる樹脂をイソシアネート架橋剤で架橋させて硬化させることにより、高い導電性と高い密着性を有する塗膜が得られることを見出して、本発明を完成させた。
【0007】
すなわち本発明の第一は、以下に示す導電性塗料に関する。
[1]熱硬化樹脂と、イソシアネート系架橋剤と、導電剤とを含む導電性塗料。
[2]前記熱硬化樹脂は、エポキシ樹脂またはフェノール樹脂である、[1]に記載の導電性塗料。
[3]前記導電剤は、グラファイトおよびカーボンブラックを含む、[1]に記載の導電性塗料。
[4]前記熱硬化樹脂に対する前記イソシアネート系架橋剤の割合が0.5〜6.5倍(重量比)であり、かつ前記熱硬化樹脂と前記イソシアネート系架橋剤と前記導電剤との合計に対する、前記熱硬化樹脂と前記イソシアネート系架橋剤との合計割合が40〜80wt%である、[1]に記載の導電性塗料。
【0008】
本発明の第二は、以下に示す塗装ステンレス鋼板などに関する。
[5]ステンレス鋼板と、前記ステンレス鋼板の表面に形成された、[1]〜[4]のいずれかに記載の導電性塗料の硬化塗膜と、を有する塗装ステンレス鋼板。
[6]前記[5]に記載の塗装ステンレス鋼板のプレス成形品である、燃料電池用金属セパレータ。
【発明の効果】
【0009】
本発明の導電性塗料から得られる塗膜は、高い導電性を有するにも係わらず、十分な密着性も有している。よって本発明の塗装ステンレス鋼板は、塗膜が剥がれることなく精密な形状加工が施されうるので、有用な燃料電池用金属セパレータを提供することができる。
【図面の簡単な説明】
【0010】
【図1】実施例の塗料1から得られた塗層の断面を示すSEM写真である。
【図2】比較例の塗料6から得られた塗膜の断面を示すSEM写真である。
【発明を実施するための形態】
【0011】
1.導電性塗料
本発明の導電性塗料には、熱硬化樹脂と、イソシアネート系架橋剤と、導電剤とが含まれる。
【0012】
導電性塗料に含まれる熱硬化樹脂は、後述するイソシアネート系架橋剤によって架橋されて硬化物を与える樹脂であれば特に限定されず、エポキシ樹脂、フェノール樹脂、シリコン系樹脂、ポリイミド系樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂などでありうるが;好ましくは、エポキシ樹脂やフェノール樹脂である。これらの硬化物は耐熱性が高く、強度も大きいからである。
【0013】
エポキシ樹脂の例には、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等のビスフェノール型のエポキシ樹脂;フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ビフェニル型エポキシ樹脂等の多官能エポキシ樹脂などが含まれるが、これらに限定されない。また、フェノール樹脂の例には、レゾール型フェノール樹脂、ノボラック型フェノール樹脂などが含まれるが、これらに限定されない。
【0014】
導電性塗料に含まれるイソシアネート系架橋剤は、熱硬化樹脂と反応して硬化物を与える。イソシアネート系架橋剤は、塗料の樹脂成分が硬化するときに、硬化収縮を引き起こすと考えられる。したがって、硬化物における導電剤の密度が高まり、導電剤同士が接触することにより、多くの導電ネットワークが形成されるため、導電性を向上させることができる。つまり本発明の導電性塗料は、導電剤に対して比較的多量の樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)を含有していても、樹脂成分が硬化して収縮するので、導電性の高い塗膜を形成することができる。
【0015】
さらにイソシアネート系架橋剤は、硬化物の柔軟性を向上させる。そのため、圧力を加えられた塗膜は圧縮されて変形する。塗膜の接触抵抗値は、塗膜に圧力を加えながら測定するので、測定時の導電剤の密度が向上し、接触抵抗値が低下すると考えられる。
【0016】
導電性塗料におけるイソシアネート系架橋剤の含有量は、熱硬化樹脂の含有量に対して、0.5〜6.5倍(重量比)であることが好ましく、1.0〜5.9倍(重量比)であることがより好ましく、1.2〜4.8倍であることがさらに好ましい。また、熱硬化樹脂に含まれるヒドロキシ基の数に対する、イソシアネート架橋剤に含まれるイソシアネート基の数の割合(イソシアネート基/ヒドロキシ基)は、場合にもよるが、通常は0.2〜2.75であり、0.4〜2.5であることが好ましい場合がある。
【0017】
さらに、導電性塗料における樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)が、塗料中の固形分(熱硬化樹脂とイソシアネート系架橋剤と導電剤)に対して、40〜80wt%であることが好ましく、50〜70wt%であることがより好ましい。
【0018】
イソシアネート系架橋剤は、芳香族系、脂肪族系、または脂環式系のいずれのポリイソシアネートであってもよい。イソシアネート系架橋剤の例には、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、水添化ジフェニルメタンジイソシアネート(H-MDI)、ポリフェニルメタンポリイソシアネート(クルードMDI)、変性ジフェニルメタンジイソシアネート(変性MDI)、水添化キシリレンジイソシアネート(H6XDI)、キシリレンジイソシアネート(XDI)、ヘキサメチレンジイソシアネート(HMDI)、トリメチルヘキサメチレンジイソシアネート(TMXDI)、テトラメチルキシリレンジイソシアネート(m-TMXDI)、イソホロンジイソシアネート(IPDI)、ノルボルネンジイソシアネート(NBDI)などのイソシアネート、これらイソシアネートの三量体化合物、およびこれらイソシアネートとポリオールとの反応生成物などが含まれる。
【0019】
さらにイソシアネート系架橋剤は、これらのイソシアネート化合物のイソシアネート基を、ブロック剤でマスク(ブロック化)したブロックイソシアネートであってもよい。そのブロック剤の例には、マロン酸ジメチル、アセト酢酸メチル等の活性メチレン型ブロック剤;ホルムアルドキシム、アセトアルドキシム、メチルエチルケトキシム、メチルイソブチルケトキシム、シクロヘキサノンオキシム、アセトキシム、ジアセチルモノオキシム、ベンゾフェノンオキシム等のオキシム型ブロック剤;フェノール、クレゾール等のフェノール型ブロック剤;アセトアニリド、ε-カプロラクタム、γ-ブチロラクタム等の酸アミド型ブロック剤;ブチルメルカプタン等のメルカプタン型ブロック剤;コハン酸イミド、マレイン酸イミド等のイミド型ブロック剤;イミダゾール、2-メチルイミダゾール等のイミダゾール型ブロック剤;尿素、チオ尿素等の尿素型ブロック剤;ヒドラジン、エチレン-1,2-ジヒドラジン、プロピレン-1,3-ジヒドラジン、ブチレン-1,4-ジヒドラジン等のヒドラジン型ブロック剤;N-フェニルカルバミン酸フェニル等のカルバミン酸型ブロック剤;ジフェニルアミン、アニリン等のアミン型ブロック剤;エチレンイミン、ポリエチレンイミン等のイミン型ブロック剤などが含まれる。
【0020】
イソシアネートと反応させるポリオールは、トリメチロールプロパンが主成分として用いられる。TDI系イソシアネートとトリメチロールプロパンとの反応生成物(コロネートL、日本ポリウレタン工業)、HMDI系イソシアネートとトリメチロールプロパンとの反応生成物(タケネートD−160N、三井化学ポリウレタン)、IPDI系イソシアネートとトリメチロールプロパンとの反応生成物(マイテックNY215A、三菱化学)、H6XDI系イソシアネートとトリメチロールプロパンとの反応生成物(タケネートD−120N、三井化学ポリウレタン)、またブロックイソシアネートはHMDI系イソシアネート(TPA−B80E、MF−B60X,MF−K60X、旭化成ケミカルズ)などの商品が市場から入手できる。
【0021】
導電性塗料に含まれる導電剤は、形成される塗膜に導電性を付与する。導電剤は、カーボン、導電性セラミックス、貴金属粉末などから選択されうる。なかでも導電剤の好ましい例には、グラファイトやカーボンブラックが含まれ、両者を組み合わせて含有することが好ましい。グラファイトは、粒子配列の配向性により被塗布基材との密着性を向上させうる。しかしながら、電気抵抗値を十分には低減できないことがある。グラファイトの電気抵抗には異方性があるためである。そこで、グラファイトとカーボンブラックとを組み合わせると、グラファイト粒子同士の間隙がカーボンブラックによって充填されるので、塗膜の電気抵抗値がさらに低減されうる。
【0022】
導電性塗料におけるグラファイトの含有量とカーボンブラックの含有量の重量比率は、グラファイト/カーボンブラック=90/10〜80/20であることが好ましい。
【0023】
導電性塗料におけるグラファイト粒子は、樹脂被覆層(塗膜)の骨材の役割を有しうる。よって特に、樹脂被覆層の厚さを5〜30μmと比較的厚くしたとき(後述)に、樹脂被覆層の耐久性向上に寄与する。グラファイトの粉末は、主に平均粒子径1〜500μmの範囲で種々の用途向けに製造されているが、本発明では平均粒子径0.5〜20μm程度の粉末を使用することができ、2〜10μmの粉末が特に好ましい。グラファイト粒子の形状は、フレーク状(例えば、リン状またはリン片状である)の粒子であってもよい。フレーク状の粒子のグラファイトは、塗膜に面に平行に配向しうるので、水分の遮蔽効果などを高めることができ、セパレータの耐食性をより高めうる。
【0024】
また、導電性塗料におけるカーボンブラックの平均粒子径は、10〜40nmであることが好ましい。カーボンブラックの性状は、導電性の向上に大きく寄与する。カーボンブラックの吸油量と比表面積は、ともに大きいことが好ましく、例えば、吸油量は300〜500cm3/100g;比表面積は700〜1500m2/gであることが好ましい。
【0025】
導電性塗料における、熱硬化樹脂とイソシアネート系架橋剤と導電剤との合計に対する、熱硬化樹脂とイソシアネート系架橋剤との合計割合(重量比率)は、40〜80wt%であることが好ましい。樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)の割合が低いと、基材への塗膜の密着性が低下することがある。本発明の導電性塗料は、樹脂成分の含有割合が比較的高い、つまり相対的に導電剤の含有割合が比較的低くても、十分な導電性を有する塗膜を形成することができることを特徴とする。
【0026】
導電性塗料における、熱硬化樹脂の含有量と導電剤の含有量との重量比率は、熱硬化樹脂/導電剤=15/85〜75/25であることが好ましく、20/80〜45/55であることがより好ましく、20/80〜35/65であることがより好ましい。一般的に、熱硬化樹脂の量が多いほど、被塗布物に対する塗膜の密着性が向上するが;一方、導電剤の量が多いほど、塗膜の導電性が高くなり、接触抵抗値を低くすることができる。前述の通り本発明の導電性塗料は、イソシアネート系架橋剤を含むので、塗膜の密着性の向上と、塗膜の導電性の向上とを高次元で両立させている。
【0027】
導電性塗料には、溶媒が含まれていてもよい。溶媒は、塗料に含まれる熱硬化樹脂を溶解または分散させる溶媒であればよく、有機溶媒であっても、水系溶媒であってもよい。さらに本発明で用いられる溶剤は、例えばエチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、ジエチレングリコールモノメチルエーテル、トリエチレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテル、ジプロピレングリコールモノメチルエーテル、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、エチレングリコールモノイソプロピルエーテル、ジエチレングリコールモノイソプロピルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチレングリコールモノブチルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノブチルエーテル、エチレングリコールモノイソブチルエーテル、ジエチレングリコールモノイソブチルエーテル、エチレングリコールモノヘキシルエーテル、ジエチレングリコールモノヘキシルエーテル、エチレングリコールモノ2−エチルヘキシルエーテル、エチレングリコールモノアリルエーテル、エチレングリコールモノフェニルエーテル、エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、ジエチレングリコールジエチルエーテル、ジエチレングリコールジブチルエーテル、トリエチレングリコールジメチルエーテル等、およびこれらのエステル化類等が用いられる。使用する熱硬化性樹脂の溶解性や乾燥、硬化条件によって適正な沸点、蒸気圧を持つものを選択することができる。
【0028】
本発明の導電性塗料には、本発明の効果を損なわない範囲で、任意成分が含有されていてもよい。任意成分の例には、防錆顔料、有機・無機充填剤、難燃剤などが含まれる。
【0029】
本発明の導電性塗料の粘度は、被塗布物に、所望の厚さの均一な塗膜が形成できるように調整される。均一な塗膜とは、膜厚が一定であること、ピンホールなどの欠陥がないことなどを意味する。したがって塗料の粘度は、形成しようとする塗膜の厚さや、塗布手法などによって異なるが、通常は25℃における粘度が50〜10万mPa・sの範囲にあればよい。塗料の粘度は、塗料に含まれる固形成分の濃度、特に樹脂成分の濃度によって制御されうる。
【0030】
本発明の導電性塗料は、上記の各材料を混合して得ることができる。混合に使用する装置は特に限定されず、各種の混合装置を使用することができる。例えば、プラネネタリーミキサー、三本ロールミル等が挙げられる。
【0031】
2.塗装ステンレス鋼板
本発明の塗装ステンレス鋼板は、ステンレス鋼板と、ステンレス鋼板の表面に形成された前記導電性塗料の硬化塗膜とを有する。
【0032】
本発明の塗装ステンレス鋼板の基材に用いるステンレス鋼は、特段に規定された鋼種である必要はない。オーステナイト系であれば、Cr:10〜40質量%、Ni:5〜30質量%程度の既存鋼種を、フェライト系であればCr:10〜40質量%程度の既存鋼種を選択することができる。JIS鋼種を例示すれば、オーステナイト系ではSUS304、SUS316、SUS310S等が挙げられ;フェライト系ではSUS430、SUS436L、SUS444、SUS447J1等が挙げられる。
【0033】
導電性塗料が塗布されるステンレス鋼板の表面は、特異な粗面化形態を有していることが好ましい。したがって、基材であるステンレス鋼板の表面には粗面化処理が施されることが好ましい。粗面化処理の方法は、強固な不動態皮膜を除去する必要性を考慮すると、化学的除去手段による粗面化処理方法が好ましい。例えば、塩化第二鉄水溶液中での交番電解によれば、ステンレス鋼の表面に多数の深いピットを形成させることができ、前記特異な粗面化形態に容易にコントロールすることができる。
【0034】
その他、ステンレス鋼を、不動態皮膜を溶解しやすい王水等の塩化物イオン存在液に浸漬する粗面化方法を採用してもよい。さらに、機械的除去手段(ブラスト処理や研磨等)によっても、条件を適宜選択すれば、前記特異な粗面化形態を実現することも可能であると考えられる。ただしその場合には、塩酸水溶液に浸漬するなどの「不動態皮膜溶解処理」を施すことによって基材を仕上げる必要がある。
【0035】
特に、燃料電池用金属セパレータ用の塗装ステンレス鋼板を製造する場合には、基材となるステンレス鋼板の、固体高分子型燃料電池のカーボン電極と接触する面に、粗面化処理を施して、導電性塗料の塗膜を形成する。
【0036】
前記の通り、基材であるステンレス鋼板の表面には粗面化処理が施されることが好ましく、粗面化表面に前記導電性塗料の硬化塗膜が形成される。硬化塗膜は、ステンレス鋼板に前記導電性塗料を塗布して、それを加熱により焼き付けて熱硬化樹脂を硬化させて形成すればよい。
【0037】
導電性塗料のステンレス鋼板への塗布は、バーコーター、ロールコーター、ディッピング、スプレー、ブレードコーター、スクリーン印刷、グラビアコート法、ロールコートプラスドクター、エクストルージョン、スライドコーターなど、塗布する塗料粘度、塗布膜厚で適宜選定して塗布すればよく、特に限定されない。
【0038】
ステンレス鋼板に塗布された塗料は、加熱により焼き付けられる。加熱温度は、熱硬化樹脂が硬化する温度、具体的にはイソシアネート系架橋剤のブロック剤が外れる温度以上であればよい。より具体的に、加熱温度は、イソシアネート架橋剤のブロックが外れる150℃以上とすることが好ましく;加熱時間は、30〜600秒とすることが好ましい。
【0039】
ステンレス鋼基材表面を覆う樹脂被覆層(塗膜)の平均厚さは、5〜30μmの範囲とすることが好ましい。グラファイト粒子を含有する樹脂被覆層の平均厚さが5μm以上(好ましくは6μm以上)であると、前記の特異な形態の粗面化表面上に形成された場合であっても十分な耐食性を得ることができる。したがって、本発明の塗装ステンレス鋼板から得られる固体高分子型燃料電池用セパレータは、固体高分子型燃料電池の酸性環境下であっても、十分な耐食性(基材からの金属イオンの溶出抑制作用)を有する。一方、樹脂被覆層(塗膜)が厚くなると、塗膜中の導電剤が増加するが、絶縁体である樹脂分も増加するため、積層体全体の接触抵抗が増大していく。種々検討の結果、樹脂被覆層の平均厚さは30μm以下に制御することが望ましい。
【0040】
本発明の導電性塗料は、熱硬化樹脂単独による硬化反応のみならず、イソシアネート系架橋剤による硬化反応によっても、硬化物の架橋構造が形成されるので、形成される硬化物の収縮度が大きくなると考えられる。そのため、形成される硬化物の体積は小さくなり、相対的に硬化物における導電剤の密度(硬化物の一定体積あたりの導電剤の質量)は大きくなる。
【0041】
そのため、本発明の塗装ステンレス鋼板は、塗膜の高密着性と、塗膜の高導電性(特に低接触抵抗)とが、高次元でバランスされていることを特徴とする。つまり、塗膜における樹脂成分(熱硬化樹脂とイソシアネート系架橋剤)の重量比率は比較的大きいので、ステンレス鋼板への密着性を確保しやすく;導電剤の密度(塗膜の一定体積当たりの導電剤の質量)も比較的大きいので、導電性も確保しやすい。
【0042】
塗装ステンレス鋼板のステンレス鋼板の厚さや塗膜の厚さは、塗装ステンレス鋼板の用途によって異なるが、燃料電池の金属セパレータ用の鋼板として用いる場合には、ステンレス鋼板の厚さを0.04mm〜0.2mmの範囲とすればよく、塗膜の厚さを5〜30μmの範囲にコントロールすることが望ましい。
【0043】
3.燃料電池用金属セパレータ
燃料電池、特に固体高分子型燃料電池は、電解質膜と、電解質膜の両面それぞれに配置されたアノード電極とカソード電極とを有する。アノード電極には燃料ガスが供給され、カソード電極には酸化剤ガスが供給されなければならない。各電極にガスを供給するために、各電極の表面にはガス拡散層と;さらにセパレータと称される、ガス流路が形成された導電性の板状部材と、が配置される。セパレータ表面(ガス拡散層に接する面)に形成されたガス流路に、燃料ガスか、または酸化剤ガスが流される。
【0044】
燃料電池用セパレータは、燃料電池で発電された電気が通電できるように、導電性であることが求められる。そのため燃料電池用セパレータは、カーボン材料から作製されることもあるが(カーボンセパレータ)、金属材料(例えば、ステンレス鋼板やアルミニウム板)から作製されることもある(金属セパレータ)。さらに、セパレータの接触抵抗値をできるだけ低くして、発電された電気を確実に外部に取り出すことが求められる。
【0045】
一方、燃料電池用セパレータは、その表面に流路が形成されている。金属セパレータを作製するには、平板の金属板に、プレス成形して流路を形成することが多い。セパレータの流路は微細であることが多く(例えば、流路の幅や深さは1mm以下であることが多く)、微細なプレス成形が求められる。
【0046】
本発明の燃料電池用金属セパレータは、前記塗装ステンレス鋼板をプレス成形加工して得ることが好ましい。前述の通り、本発明の塗装ステンレス鋼板の塗膜は、導電性が高くかつ接触抵抗値が低いので、優れた燃料電池用の金属セパレータを提供することができる。さらに本発明の塗装ステンレス鋼板の塗膜は、優れた密着性を有するので、微細なプレス加工によっても剥がれたりすることがないので、優れた燃料電池用の金属セパレータを提供することができる。
【実施例】
【0047】
以下、実施例を参照して本発明をさらに詳細に説明する。これら実施例によって、本発明の範囲は限定して解釈されない。
【0048】
[実施例1;導電性塗料の調製]
以下の成分を用いて、導電性塗料を調製した。
レゾール型フェノール樹脂:CKM−908(昭和高分子製)
ビスフェノールA型エポキシ樹脂;EP4100(アデカ製)
グラファイト(平均粒径10μmの天然黒鉛粉末):SNE−10(SECカーボン製)
カーボンブラック:ECP−600JD(ライオン製)
イソシアネート架橋剤:MF−B60X(旭化成ケミカルズ株式会社製)
【0049】
表1に示す組成で各成分を混合し、三本ロールを用いて混練した。有機溶剤である酢酸エチレングリコールモノブチルエーテルを加えて固形分を30wt%とし、塗料1〜6を調製した。
【0050】
【表1】
【0051】
[実施例2;被覆材料(塗装ステンレス鋼板)の調製]
SUS304のBA仕上げ材(板厚:0.2mm)と、22Cr−1.2Mo SUS鋼(SUS445J1相当鋼)の2D仕上げ材(板厚:0.2mm)とを用意した。これらから切り出した鋼板について、前処理として濃度5質量%、液温60℃のオルソケイ酸ナトリウム溶液に浸漬し、電流密度5A/dm2でアノード電解脱脂を10秒間実施した。中和処理のため、濃度5質量%、常温の塩酸酸洗を10秒間実施した。
【0052】
その後、ステンレス基材の表面(両面)を以下の条件で粗面化処理した。
(1)SUS304鋼の電解粗面化処理条件
FeCl3濃度:12mass%、液温:50℃、アノード電流密度:3.0kA/m2、カソード電流密度:0.5kA/m2、交番サイクル2.5Hz、処理時間60秒。
(2)22Cr−1.2Mo SUS鋼の電解粗面化処理条件
FeCl3濃度:17mass%、液温:57℃、アノード電流密度:3.0kA/m2、カソード電流密度:0.5kA/m2、交番サイクル5Hz、処理時間60秒。
(3)22Cr−1.2Mo SUS鋼の浸漬粗面化処理条件
液温:55℃、20mass%FeCl3+50g/L−HCL、処理時間35秒
【0053】
このようにして得られたSUS304鋼の電解粗面化材を原板A;22Cr−1.2Mo SUS鋼の電解粗面化材を原板B;22Cr−1.2Mo SUS鋼の浸漬粗面化材を原板Cとした。
【0054】
原板A〜Cそれぞれの粗面化表面(両面)に、上記の塗料1〜6をそれぞれ、バーコーター法にて塗布し、到達温度275℃(60秒)の焼付け処理を経て樹脂被覆層を形成させた。乾燥後の平均被覆層厚さは6μmとなるようにした。このようにして塗装ステンレス鋼鈑を得た。各塗装ステンレス鋼板の両面の「粗面化表面と樹脂被覆層の組み合わせ」は同一にした。
【0055】
得られた塗装ステンレス鋼板の塗膜の密着性を以下の通りに試験した。密着性試験は、JIS K5600−5−6に準拠して、塗膜の密着性をゴバン目試験により評価し、セロハンテープにて塗膜が剥離しないものを○、一部剥離するものを△、剥離するものを×とした。結果を表2に示す。
【0056】
また、得られた塗装鋼板の接触抵抗値を以下の通りに測定した。接触抵抗の測定は、直径15mmの試料の両面にそれぞれカーボンペーパー(TGP−H−120、東レ社製)を、10kgf/cm2の均等な圧力で接触させ、両側のカーボンペーパー間に電圧を付与して、1.77A(1A/cm2)の直流電流を試料に流し;この状態で、両側のカーボンペーパー間の電気抵抗を4端子法により測定し;測定した電気抵抗値を接触抵抗とした。測定結果を表2に示す。
【0057】
【表2】
【0058】
表1に示される通り、塗料1〜5(実施例1)のいずれも、塗料6(比較例1)と比較して、塗膜中の樹脂成分の含有重量が2倍程度多く(58〜63%)、導電剤の含有重量が相対的に少ない。それにも係わらず、表2に示される通り、塗料1〜5(実施例2)を塗装して得た塗装ステンレス鋼板は、塗料6(比較例2)を塗装して得た塗装ステンレス鋼板よりも、低抵抗値を有し、導電性が高いことがわかる。この結果は、イソシアネート系架橋剤によって、熱硬化樹脂(フェノール樹脂またはエポキシ樹脂)が硬化するときに収縮して、塗膜の体積あたりの導電剤の重量が増えたためであると考えることができる。
【0059】
原板Cに形成した塗料1の塗膜の断面のSEM写真を図1に、塗料6の塗膜の断面のSEM写真を図2に示す。図1の塗膜は、硬化収縮により密度が高まっているのに対して、図2の塗膜の密度は低いことがわかる。
【0060】
さらに、塗料1の塗膜の密度と、塗料6の塗膜の密度とを測定した。まず、塗装ステンレス鋼板の16cm2の塗膜の厚みを、マイクロメーター等を用いて測定した。次に、塗膜ハガシ機を用いて塗膜剥離剤で塗膜を剥離し、剥離前後の重量を測定し塗膜重量を求めた。求めた塗膜重量と、試料面積と、塗膜の厚みとから塗膜密度を測定した。塗料1の塗膜密度は、1.15g/cm3であり、塗料6の塗膜密度は、0.63g/cm3であった。
【0061】
さらには、塗料1〜5を塗装して得た塗装ステンレス鋼板は、優れた塗膜密着性を有している。これらの塗装ステンレス鋼板は、形状加工されても塗膜の剥離などを発生させにくいので、燃料電池用金属セパレータなどのように、複雑な形状に加工されて用いてもよい。
【0062】
[実施例3;導電性塗料の調製]
導電性塗料における樹脂成分(フェノール樹脂およびイソシアネート系架橋剤)の合計量を、30wt%(表3;塗料6〜10)、40wt%(表4;塗料11〜15)、63wt%(表5;塗料16〜20)、80wt%(表6;塗料21〜25)、または90wt%(表7;塗料26〜30)に設定して、イソシアネート系架橋剤とフェノール樹脂との重量含有比率を変化させた塗料を得た。
【0063】
【表3】
【0064】
【表4】
【0065】
【表5】
【0066】
【表6】
【0067】
【表7】
【0068】
[実施例4;被覆材料(塗装ステンレス鋼板)の調製]
塗料6〜30をそれぞれ、原板Bを基材として、実施例2と同様にして塗装して塗装ステンレス鋼板を得た。さらに、得られた塗装ステンレス鋼板の塗膜密着性と、塗装ステンレス鋼板の接触抵抗値とを、実施例2と同様にして評価して、評価結果を表8に示した。
【0069】
【表8】
【0070】
塗料6〜30の結果から導かれるように、フェノール樹脂に対するイソシアネート系架橋剤の割合が高まるにつれて、塗装ステンレス鋼板の接触抵抗値が低くなることがわかる。
【0071】
また、塗料6〜10(樹脂成分30wt%)、塗料11〜15(樹脂成分40wt%)、塗料16〜20(樹脂成分63wt%)、塗料21〜25(樹脂成分80wt%)、塗料26〜30(樹脂成分90wt%)との比較から導かれるように、塗膜中の樹脂成分の割合が一定以上であると、塗膜密着性が高まりやすいこともわかる。
【0072】
次に、塗料6〜10と、塗料11〜15および塗料16〜20とを対比すると、塗料11〜15および塗料16〜20は、塗料6〜10と対比して、樹脂成分の割合が高く、導電材の割合が相対的に低い塗料であることがわかる。それにも係わらず、塗料11〜15および塗料16〜20の方が、接触抵抗値が有意に低いことがわかる。このことは、導電性を高めるには、導電材の割合を増やすだけでなく、樹脂成分を架橋させることが好ましく、樹脂成分における硬化性樹脂と架橋剤との含有比を制御するとより効果的であることがわかる。
【産業上の利用可能性】
【0073】
本発明の導電性塗料は塗装作業性に優れ、これを塗装して得た被覆材料は、低抵抗値かつ優れた塗膜密着性を有している。以上から本発明の導電性塗料は、低抵抗値を発現する塗料として有用であり、本発明のカーボン塗料を塗装して得た被覆材料は、導電性、塗膜密着性を有する材料として有用である。例えば、塗装ステンレス鋼板とすれば、燃料電池用金属セパレータを提供することができる。
【特許請求の範囲】
【請求項1】
熱硬化樹脂と、イソシアネート系架橋剤と、導電剤とを含む導電性塗料。
【請求項2】
前記熱硬化樹脂は、エポキシ樹脂またはフェノール樹脂である、請求項1に記載の導電性塗料。
【請求項3】
前記導電剤は、グラファイトおよびカーボンブラックを含む、請求項1に記載の導電性塗料。
【請求項4】
前記熱硬化樹脂に対する、前記イソシアネート系架橋剤の割合が0.5〜6.5倍(重量比)であり、かつ
前記熱硬化樹脂と前記イソシアネート系架橋剤と前記導電剤との合計に対する、前記熱硬化樹脂と前記イソシアネート系架橋剤との合計割合が40〜80wt%である、請求項1に記載の導電性塗料。
【請求項5】
ステンレス鋼板と、
前記ステンレス鋼板の表面に形成された、請求項1〜4のいずれか一項に記載の導電性塗料の硬化塗膜と、を有する塗装ステンレス鋼板。
【請求項6】
請求項5に記載の塗装ステンレス鋼板のプレス成形品である、燃料電池用金属セパレータ。
【請求項1】
熱硬化樹脂と、イソシアネート系架橋剤と、導電剤とを含む導電性塗料。
【請求項2】
前記熱硬化樹脂は、エポキシ樹脂またはフェノール樹脂である、請求項1に記載の導電性塗料。
【請求項3】
前記導電剤は、グラファイトおよびカーボンブラックを含む、請求項1に記載の導電性塗料。
【請求項4】
前記熱硬化樹脂に対する、前記イソシアネート系架橋剤の割合が0.5〜6.5倍(重量比)であり、かつ
前記熱硬化樹脂と前記イソシアネート系架橋剤と前記導電剤との合計に対する、前記熱硬化樹脂と前記イソシアネート系架橋剤との合計割合が40〜80wt%である、請求項1に記載の導電性塗料。
【請求項5】
ステンレス鋼板と、
前記ステンレス鋼板の表面に形成された、請求項1〜4のいずれか一項に記載の導電性塗料の硬化塗膜と、を有する塗装ステンレス鋼板。
【請求項6】
請求項5に記載の塗装ステンレス鋼板のプレス成形品である、燃料電池用金属セパレータ。
【図1】

【図2】
【図2】
【公開番号】特開2010−248474(P2010−248474A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2010−14430(P2010−14430)
【出願日】平成22年1月26日(2010.1.26)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成22年1月26日(2010.1.26)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]