
導電性接合材料、並びに導体の接合方法、及び半導体装置の製造方法
【課題】加熱溶解後においても光沢性の良好な金属被膜を形成でき、自動外観検査装置の適用が可能となる導電性接合材料、並びに該導電性接合材料を用いた導体の接合方法、及び半導体装置の製造方法の提供。
【解決手段】第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料である。
【解決手段】第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性接合材料、並びに該導電性接合材料を用いた導体の接合方法、及び半導体装置の製造方法に関する。
【背景技術】
【0002】
半導体素子等の電子部品と、ガラスエポキシ基板等の配線基板とを接合する際に、接合材料として、種々の導電性接合材料が提案されている。ここでの導電性接合材料は、例えば、はんだペースト等の金属ペーストである。この導電性接合材料に求められる機能として、例えば、150℃程度の比較的低い温度で接合された後は、後工程の熱処理においてもはんだが再溶融しないということがある。このような機能を有する導電性接合材料としては、例えば、融点変化型の金属ペーストが挙げられる(特許文献1参照)。この融点変化型の金属ペーストは、所定の温度以上に加熱されると、融点が高くなるように変化する性質を有する。
【0003】
このような融点変化型の金属ペーストには、一般に、高融点の金属粒子であるCu粒子が含まれている。このCu粒子は、融点変化型の金属ペーストが加熱により溶融した際でも溶けずに融点変化型の金属ペースト内に残っている。そのため、融点変化型の金属ペーストの表面が凹凸状になる傾向があり、光沢が減少してしまう。このような現象により、レーザー光等を利用してはんだ接合部の自動外観検査を行う場合、光の乱反射が発生し、自動外観検査が困難になるという問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−254194号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本件は、加熱溶解後においても光沢性の良好な金属被膜を形成でき、自動外観検査装置の適用が可能となる導電性接合材料、並びに該導電性接合材料を用いた導体の接合方法、及び半導体装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するための手段としては、後述する付記に記載した通りである。即ち、
開示の導電性接合材料は、第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む。
開示の導体の接合方法は、開示の導電性接合材料を、配線基板の電極及び該電極に実装される電子部品の端子の少なくともいずれかに供給する工程と、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する工程とを含む。
開示の半導体装置の製造方法は、開示の導体の接合工程を少なくとも含むことを特徴とする。
【発明の効果】
【0007】
開示の導電性接合材料によると、従来における前記諸問題を解決し、前記目的を達成することができ、加熱溶解後においても光沢性の良好な金属被膜を形成でき、自動外観検査装置の適用が可能となる。
【図面の簡単な説明】
【0008】
【図1A】図1Aは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、配線基板と電子部品の間に導電性接合材料を供給した状態を示す図である。
【図1B】図1Bは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、導電性接合材料の加熱溶融状態を示す図である。
【図1C】図1Cは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、Cu−Sn金属間化合物が形成された状態を示す図である。
【図1D】図1Dは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、溶融しないCu粒子の残留によって表面に凹凸が生じた状態を示す図である。
【図2A】図2Aは、従来の導電性接合材料を用いて接合を行う際の加熱前のはんだ接合部表面の状態を示す写真である。
【図2B】図2Bは、従来の導電性接合材料を用いて接合を行う際の加熱後のはんだ接合部表面の状態を示す写真である。
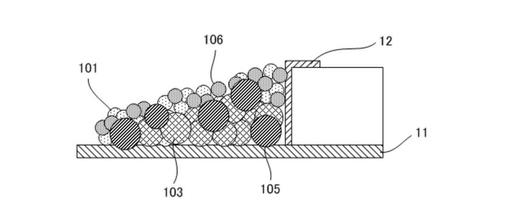
【図3A】図3Aは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱前の状態を示す図面である。
【図3B】図3Bは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱後の状態を示す図面である。
【図4A】図4Aは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱前の状態を示す別の図面である。
【図4B】図4Bは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱前の状態を示す別の図面である。
【図5A】図5Aは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5B】図5Bは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5C】図5Cは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5D】図5Dは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5E】図5Eは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5F】図5Fは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5G】図5Gは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図6】図6は、電子部品の一例を示す図面である。
【図7A】図7Aは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したCu、Bi、及びSnのマッピング画像写真の模式図である。
【図7B】図7Bは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したCuのマッピング画像写真の模式図である。
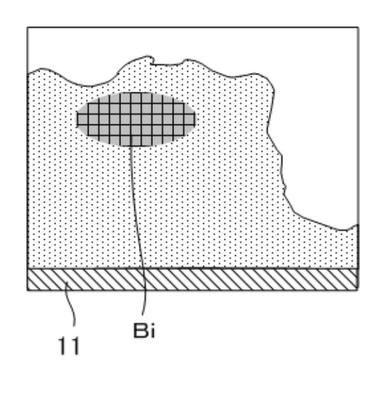
【図7C】図7Cは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したBiのマッピング画像写真の模式図である。
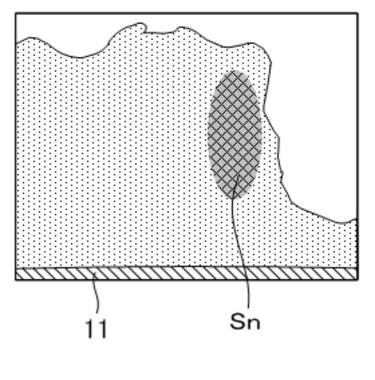
【図7D】図7Dは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したSnのマッピング画像写真の模式図である。
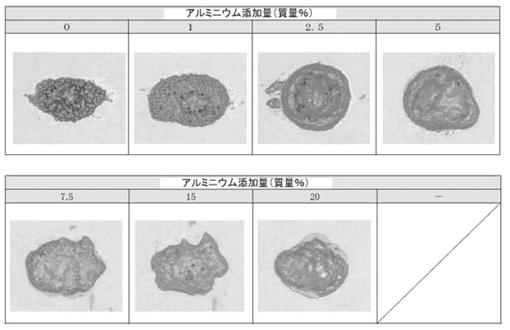
【図8】図8は、実施例22におけるアルミニウム粒子の添加量と加熱溶融後の表面状態を示す図面である。
【発明を実施するための形態】
【0009】
(導電性接合材料)
本発明の導電性接合材料は、第1の金属粒子と、第2の金属粒子と、第3の金属粒子とを含み、フラックス成分、更に必要に応じてその他の成分を含有してなる。
【0010】
<第1の金属粒子>
前記第1の金属粒子は、その形状、構造、材質等については、特に制限はなく、目的に応じて適宜選択することができる。
前記第1の金属粒子の形状としては、例えば、球状、真球状、ラグビーボール状などが挙げられる。前記第1の金属粒子の構造としては、単層構造であってもよく、積層構造であってもよい。
【0011】
前記第1の金属粒子としては、例えば、金属単体からなる粒子、合金からなる粒子、金属化合物からなる粒子などが挙げられる。
前記金属単体としては、例えば、アルミニウム(比重2.7)、ガリウム(比重5.9)などが挙げられる。
【0012】
前記合金としては、例えば、Sn−Al合金、Sn−In合金、Sn−Bi合金などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記Sn−Al合金としては、例えば、Snを主成分とし、Alを55質量%程度含むSn−55Al合金などが挙げられる。
前記Sn−In合金としては、例えば、Snを主成分とし、Inを5質量%程度含むSn−5In合金などが挙げられる。
前記Sn−Bi合金としては、例えば、Snを主成分とし、Biを5質量%程度含むSn−5Bi合金などが挙げられる。
【0013】
前記金属化合物としては、例えば、SnCl2、SnBr、AgCl、AgBr、AgI、AgNO3、AlCl3などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記金属化合物は、接合時(はんだ付け時)に活性作用を有し、下記反応式に示すように、導電性接合材料の酸化被膜除去と共に、金属成分(Ag)の析出が発生する。
Sn+2AgCl → SnCl2 + 2Ag(析出)
【0014】
前記第1の金属粒子の平均粒径は、前記第2の金属粒子及び前記第3の金属粒子よりも小さいことが必要であり、1μm以下が好ましく、0.01μm〜0.5μmがより好ましい。前記第1の金属粒子の平均粒径が、前記第2の金属粒子及び前記第3の金属粒子よりも大きいと、加熱溶解時に、第1の金属粒子がはんだ接合部表面に浮上せず、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。
前記平均粒径は、例えば、レーザー回折散乱法による粒度分布測定装置を用いて測定することができる。
【0015】
前記第1の金属粒子の比重は、前記第3の金属粒子の比重よりも小さく、2.0以上6.0以下が好ましい。前記第1の金属粒子の比重が第3の金属粒子の比重よりも大きいと、加熱溶解時に、第1の金属粒子がはんだ接合部表面に浮上せず、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。前記比重が、6.0を超えると、自動外観検査装置の適用が困難となることがある。
前記比重は、例えば、寸法法、又はアルキメデス法により測定することができる。
【0016】
前記第1の金属粒子の融点は、前記第3の金属粒子の融点よりも低いことが好ましく、29℃〜700℃がより好ましく、100℃〜670℃が更に好ましい。前記第1の金属粒子の融点が第3の金属粒子の融点よりも高いと、加熱溶解時に、第1の金属粒子が加熱溶解し難く、第1の金属粒子がはんだ接合部表面に浮上せず、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。
前記融点は、例えば、示差走査熱量測定分析(DSC、Differential Scanning Calorimetry)を用いて測定することができる。
【0017】
前記第1の金属粒子の含有量は、導電性接合材料における全金属成分に対して、1.5質量%〜20質量%が好ましく、2.5質量%〜15質量%がより好ましい。前記含有量が、1.5質量%未満であると、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがあり、20質量%を超えると、第1の金属粒子の含有量が多すぎて、接合強度が低下してしまうことがある。
前記第1の金属粒子としては、特に制限はなく、適宜製造したものを使用してもよいし、市販品を使用してもよい。前記第1の金属粒子の製造方法としては、例えば、アトマイズ法による粉体化などが挙げられる。
【0018】
<第2の金属粒子>
前記第2の金属粒子は、前記第1の金属粒子よりも大きな平均粒径を有するものであれば、その形状、構造、材質等については特に制限はなく、目的に応じて適宜選択することができる。
前記第2の金属粒子の形状としては、例えば、球状、真球状、ラグビーボール状などが挙げられる。前記第2の金属粒子の構造としては、単層構造であってもよく、積層構造であってもよい。
【0019】
前記第2の金属粒子としては、例えば、錫(Sn)粒子、錫(Sn)−ビスマス(Bi)合金粒子、錫(Sn)−ビスマス(Bi)−銀(Ag)合金粒子、錫(Sn)−インジウム(In)合金粒子などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記Sn−Bi合金としては、例えば、Snを主成分とし、Biを58質量%程度含むSn−58Bi合金などが挙げられる。
前記Sn−Bi−Ag合金としては、例えば、Snを主成分とし、Biを57質量%程度、Agを1質量%程度含むSn−57Bi−1Ag合金などが挙げられる。
前記Sn−In合金としては、例えば、Snを主成分とし、Inを50質量%程度含むSn−50In合金などが挙げられる。
【0020】
前記第2の金属粒子の平均粒径は、前記第1の金属粒子よりも大きく、前記第3の金属粒子の平均粒径と同程度であり、10μm以上が好ましく、10μm〜100μmがより好ましく、10μm〜40μmが更に好ましい。前記平均粒径が、10μm未満であると、表面酸化が激しくなり、はんだ付け性及びはんだへの濡れ性が低下する。一方、前記平均粒径が100μmを超えると、印刷性及び拡散性が低下することがある。
前記平均粒径は、例えば、レーザー回折散乱法による粒度分布測定装置を用いて測定することができる。
【0021】
前記第2の金属粒子の比重は、3.5〜11.0が好ましく、4.0〜7.0がより好ましい。
前記比重は、例えば、寸法法、又はアルキメデス法により測定することができる。
【0022】
前記第2の金属粒子の融点は、300℃以下が好ましく、100℃〜250℃がより好ましい。前記融点が、300℃を超えると、後工程で行われる240℃程度の熱処理でのはんだ再溶融防止による接合品質確保を図れなくなることがある。
前記融点は、例えば、示差走査熱量測定分析(DSC、Differential Scanning Calorimetry)を用いて測定することができる。
【0023】
前記第2の金属粒子の含有量は、全金属成分に対して、50質量%〜90質量%が好ましく、55質量%〜65質量%がより好ましい。
前記第2の金属粒子としては、特に制限はなく、適宜製造したものを使用してもよいし、市販品を使用してもよい。前記第2の金属粒子の製造方法としては、例えば、アトマイズ法による粉体化などが挙げられる。
【0024】
<第3の金属粒子>
前記第3の金属粒子は、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高ければ、その形状、構造、材質等については特に制限はなく、目的に応じて適宜選択することができる。
前記第3の金属粒子の形状としては、例えば、球状、真球状、ラグビーボール状などが挙げられる。前記第3の金属粒子の構造としては、単層構造であってもよく、積層構造であってもよい。
【0025】
前記第3の金属粒子としては、例えば、金(Au)粒子、銀(Ag)粒子、銅(Cu)粒子、金(Au)めっきされた銅(Cu)粒子、錫(Sn)−ビスマス(Bi)合金めっきされた銅(Cu)粒子、銀(Ag)めっきされた銅(Cu)粒子などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記Sn−Bi合金めっきされたCu粒子としては、例えば、Sn−58BiめっきCu粒子などが挙げられる。
前記AuめっきされたCu粒子、Sn−Bi合金めっきされたCu粒子、及びAgめっきされたCu粒子におけるめっきとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、無電解めっきなどが挙げられる。
【0026】
前記第3の金属粒子の平均粒径は、前記第1の金属粒子よりも大きく、前記第2の金属粒子の平均粒径と同程度であり、10μm以上が好ましく、10μm〜100μmがより好ましく、10μm〜40μmが更に好ましい。前記平均粒径が、10μm未満であると、表面酸化が激しくなり、はんだ付け性とはんだへの濡れ性が低下する。一方、前記平均粒径が100μmを超えると、印刷性及び拡散性が低下することがある。
前記平均粒径は、例えば、レーザー回折散乱法による粒度分布測定装置を用いて測定することができる。
【0027】
前記第3の金属粒子の比重は、前記第1の金属粒子の比重よりも大きく、8.0以上が好ましく、8.9〜19.3がより好ましい。前記比重が、8.0未満であると、第1の金属粒子との比重の差が小さくなってしまい、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。
前記比重は、例えば、寸法法、又はアルキメデス法により測定することができる。
【0028】
前記第3の金属粒子の融点は、前記第2の金属粒子の融点よりも高く、900℃以上が好ましく、900℃〜1100℃がより好ましい。前記融点が、900℃未満であると、第2の金属粒子と低融点の合金を形成し、再溶融を発生させる原因となることがある。
前記融点は、例えば、示差走査熱量測定分析(DSC、Differential Scanning Calorimetry)を用いて測定することができる。
【0029】
前記第3の金属粒子の含有量は、全金属成分に対して、10質量%〜50質量%が好ましく、10質量%〜30質量%がより好ましい。
前記第3の金属粒子としては、特に制限はなく、適宜製造したものを使用してもよいし、市販品を使用してもよい。前記第3の金属粒子の製造方法としては、例えば、アトマイズ法による粉体化などが挙げられる。
【0030】
<フラックス成分>
前記フラックス成分としては、特に制限はなく、目的に応じて適宜選択することができるが、エポキシ系フラックス材料及びロジン系フラックス材料の少なくともいずれかが好ましい。これらの中でも、エポキシ系フラックス材料を用いると、エポキシ樹脂の硬化により接合強度を向上させることができる点で特に好ましい。
【0031】
−エポキシ系フラックス材料−
前記エポキシ系フラックス材料としては、エポキシ樹脂、カルボン酸、及び溶剤を含有し、更に必要に応じてその他の成分を含有してなる。
【0032】
前記エポキシ樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ノボラック型エポキシ樹脂や、それらの変性エポキシ樹脂などの熱硬化性エポキシ樹脂、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
【0033】
前記カルボン酸としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、飽和脂肪族系ジカルボン酸、不飽和脂肪族系ジカルボン酸、環状脂肪族系ジカルボン酸、アミノ基含有カルボン酸、水酸基含有カルボン酸、複素環系ジカルボン酸、又はこれらの混合物などが挙げられる。これらの中でも、具体的には、コハク酸、グルタル酸、アジピン酸、アゼライン酸、ドデカン2酸、イタコン酸、メサコン酸、シクロブタンジカルボン酸、L−グルタミン酸、クエン酸、リンゴ酸、チオプロピオン酸、チオジブチル酸、ジチオグリコール酸が好ましい。
前記溶剤としては、例えば、メタノール、エタノール、プロパノール等のアルコール類、エチレングリコール系溶剤、ジエチレングリコールモノヘキシルエーテル、オクタンジオールなどが挙げられる。
前記その他の成分として、例えば、チクソ剤、キレート化剤、界面活性剤、酸化防止剤等の添加剤が添加されていてもよい。
前記エポキシ系フラックス材料としては、特に制限はなく、適宜合成したものを使用してもよいし、市販品を使用してもよい。
【0034】
−ロジン系フラックス材料−
前記ロジン系フラックス材料としては、ロジン樹脂、活性剤、及び溶剤を含有し、更に必要に応じてその他の成分を含有してなる。
【0035】
前記ロジン樹脂としては、天然ロジン樹脂又は変性ロジン樹脂を主成分とするものが挙げられる。前記変性ロジン樹脂としては、例えば、重合ロジン、水添ロジン、フェノール樹脂変性ロジン、マレイン酸変性ロジンなどが挙げられる。
前記活性剤としては、無機系活性剤、有機系活性剤が挙げられ、例えば、アミン塩酸塩等のハロゲン系活性剤、有機酸系活性剤等が挙げられる。
前記溶剤としては、例えば、エチレングリコール系溶剤、ジエチレングリコールモノヘキシルエーテル、オクタンジオールなどが挙げられる。
前記その他の成分として、例えば、チクソ剤、キレート化剤、界面活性剤、酸化防止剤等の添加剤が添加されていてもよい。
前記ロジン系フラックス材料としては、特に制限はなく、適宜合成したものを使用してもよいし、市販品を使用してもよい。
【0036】
前記フラックス成分の前記導電性接合材料における含有量は、5質量%〜50質量%が好ましく、10質量%〜30質量%がより好ましい。
【0037】
<その他の成分>
前記導電性接合材料は、前記金属成分及び前記フラックス成分以外にも、必要に応じてその他の成分を含有することができる。前記その他の成分としては、例えば、分散剤、酸化防止剤などが挙げられる。
【0038】
本発明の導電性接合材料は、前記第1の金属粒子と前記第2の金属粒子と前記第3の金属粒子とからなる金属成分、前記フラックス成分、及び必要に応じてその他の成分を混合させて調製される。前記混合の方法及び条件としては、特に制限はなく、目的に応じて適宜選択することができ、公知の混合装置、撹拌装置などを用いて行うことができ、非酸化雰囲気中で均一に撹拌することが好ましい。
【0039】
ここで、従来の導電性接合材料は、加熱溶解時の凝集性が低く、表面に凹凸があり、熱処理後の導電性接合材料表面に光沢がないため、自動外観検査装置による検査で接合されているか否か(加熱履歴の有無)の判断が困難であった。
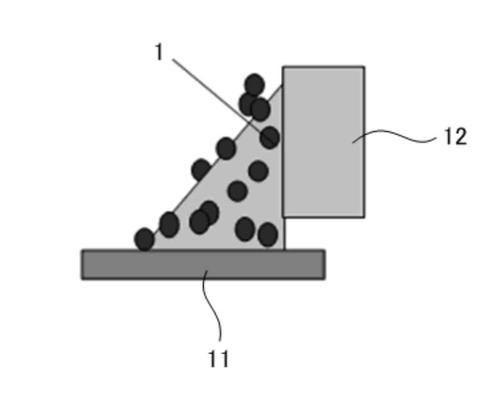
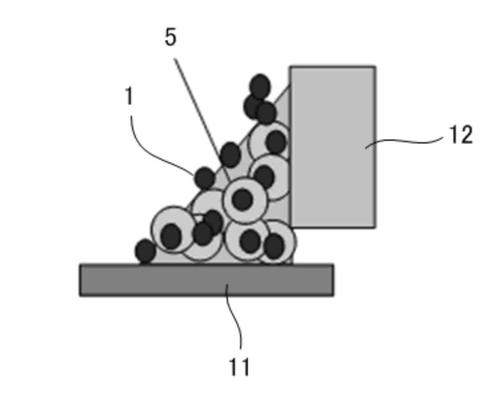
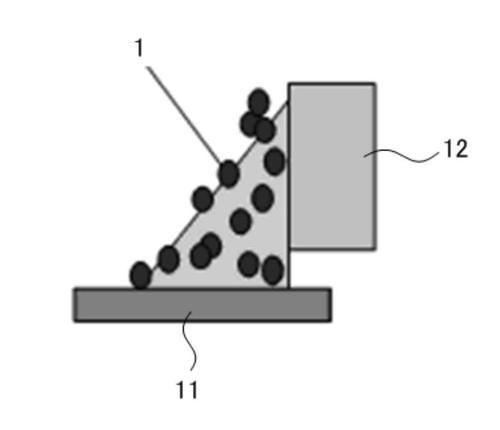
従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成されるメカニズムを、図1A〜図1Dを参照して説明する。図1Aは、配線基板と電子部品の間に導電性接合材料を供給した状態を示す図である。図1Bは、導電性接合材料の加熱溶融状態を示す図である。図1Cは、Cu−Sn金属間化合物が形成された状態を示す図である。図1Dは、溶融しないCu粒子の残留によって表面に凹凸が生じた状態を示す図である。
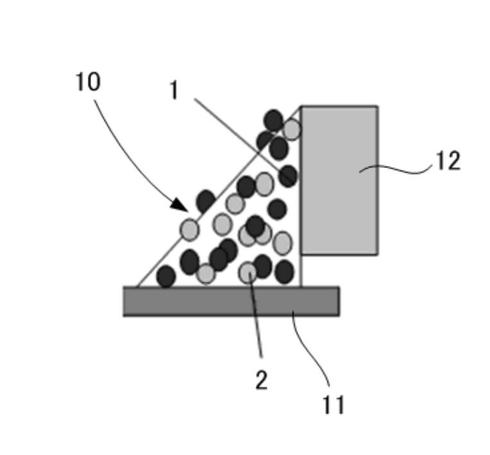
図1A〜図1Dに示すように、配線基板11に電子部品12を接合する際の加熱溶解時に、導電性接合材料10中に含まれる高融点金属粒子1であるCu粒子はCu−Sn系金属間化合物5(高融点)を形成するが、はんだ濡れ性と低融点金属粒子2であるはんだ粒子の液体化による凝集作用により、溶融しない高融点金属粒子1がはんだ接合部表面に浮上する傾向があり、はんだ接合部表面は溶融しない高融点金属粒子1の残留によって凹凸が著しくなり、光沢がなくなる。
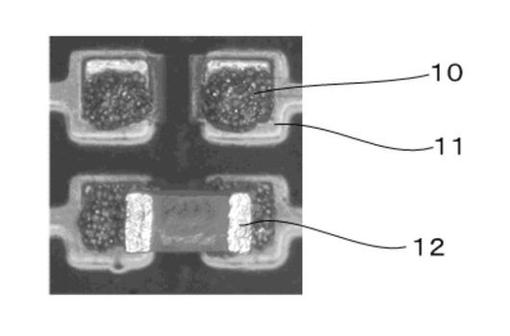
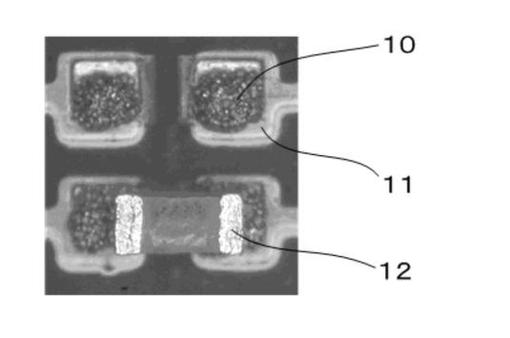
このことは、図2A及び図2Bからも認められる。即ち、図2Aは加熱前のはんだ接合部表面の状態を示す写真、図2Bは加熱後のはんだ接合部表面の状態を示す写真である。従来の導電性接合材料10は、表面に凹凸があり光沢がなく加熱前後の著しい変化がない。そのため、光(レーザー光等)を利用して、はんだ接合部の自動外観検査を行う場合には、光の乱反射が発生してしまい、外観自動検査が困難であった。なお、図2A及び図2B中11は配線基板、12は電子部品を示す。
【0040】
このように融点変化型金属ペーストを用いたはんだ接合において、適切な加熱処理が行われないと、電子部品と配線基板間の電気的接続、及び機械的強度が保証されず、製品製造が成り立たなくなる。はんだ接合には、一般的にリフロー炉と呼ばれる加熱装置が用いられるが、リフロー炉内の温度は不安定であり、加熱不足によりはんだ接合部の不良が発生する。そのため、自動外観検査装置により、リフロー炉通過後の導電性接合材料表面の光沢の有無を検査し、加熱不足品の選別及び加熱不足判定箇所のマーキングを行っている。
また、近年の実装部品は、0402サイズのチップ部品(L:0.4mm×W:0.2mm×D:0.2mm)に代表される極小部品が多用される傾向にある。したがって、人手による顕微鏡を用いた目視外観検査では、品質(不良の見落とし)、時間、及びコスト面で工業的に成立せず、自動外観検査装置による検査の適用が必須となる。
【0041】
本発明の導電性接合材料は、加熱溶融時に、小粒径かつ低比重である第1の金属粒子がはんだ接合部表面に浮上し、加熱溶解後の導電性接合材料表面の凹凸を減らし、光沢性の良好な金属被膜を形成する。これにより、光(レーザー光等)を利用し、配線基板と電子部品とのはんだ接合部の自動外観検査時の光の乱反射を抑制し、自動外観検査装置の適用を容易にすることができるので、導電性接合材料を用いる各種分野に用いることができるが、以下に説明する本発明の導体の接合方法、及び本発明の半導体の製造方法に好適に用いることができる。
【0042】
(導体の接合方法)
本発明の導体の接合方法は、導電性接合材料供給工程と、接合工程とを含み、更に必要に応じてその他の工程を含んでなる。
【0043】
<導電性接合材料供給工程>
前記導電性接合材料供給工程は、本発明の前記導電性接合材料を、配線基板の電極及び電子部品の端子の少なくともいずれかに供給する工程である。
【0044】
<<配線基板>>
前記配線基板としては、その形状、構造、大きさ等については、特に制限はなく、目的に応じて適宜選択することができ、前記形状としては、例えば平板状などが挙げられ、前記構造としては、単層構造であってもいし、積層構造であってもよく、前記大きさとしては、前記電極層の大きさ等に応じて適宜選択することができる。
前記配線基板における基板としては、例えば、ガラス基板、石英基板、シリコン基板、SiO2膜被覆シリコン基板;エポキシ樹脂、フェノール樹脂、ポリエチレンテレフタレート基板、ポリカーボネート基板、ポリスチレン基板、ポリメチルメタクリレート基板等のポリマー基板、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、ガラス基板、石英基板、シリコン基板、及びSiO2膜被覆シリコン基板から選択されるのが好ましく、シリコン基板及びSiO2膜被覆シリコン基板が特に好ましい。
前記基板は、適宜合成したものであってもよいし、市販品を使用してもよい。
前記基板の厚みとしては、特に制限はなく、目的に応じて適宜選択することができ、100μm以上が好ましく、500μm以上がより好ましい。
前記配線基板の大きさとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、縦10mm〜200mm、横10mm〜200mm、厚み0.5mm〜5mmの範囲の基板などが挙げられる。
【0045】
前記配線基板としては、配線パターンが形成された配線回路基板が用いられ、該回路基板は、単層回路基板(単層プリント配線基板)であってもよいし、多層回路基板(多層プリント配線基板)であってもよい。
前記回路基板の電極を構成する金属としては、例えば、Cu、Ag、Au、Ni、Sn、Al、Ti、Pd、Siなどの金属が挙げられる。これらの中でも、Cu、Ag、Auが特に好ましい。これらはメッキや貼り合わせ等の各種処理で配線基板上の電極金属の表面部分として形成されていることができる。なお、導電性接合材料を配線基板上の電極金属に塗布する場合は、導電性接合材料と配線基板上の電極金属との接続を良好にするために基板上の電極金属に対して表面被覆処理が行われているのが一般的であり、例えば、銅電極では、一例として該電極上にメッキで形成したSn、Au、Ni等の薄膜が形成されている。特に、上記金属のうちAu以外は、金属表面が酸化され易いため、はんだペーストを塗布する前にフラックス等で表面処理したり、又はプリフラックスコートしたり、各種金属メッキやはんだ被覆を行うことが好ましい。
【0046】
<<電子部品>>
前記電子部品としては、端子を有するものである限り特に制限はなく、目的に応じて適宜選択することができ、例えば、チップ部品、半導体部品などが挙げられる。
【0047】
前記チップ部品としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、コンデンサ、抵抗などが挙げられる。
前記半導体部品としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、集積回路、大規模集積回路、トランジスタ、サイリスタ、ダイオードなどが挙げられる。
【0048】
前記電子部品の大きさとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、1608タイプ(1.6mm×0.8mm×0.8mm)、1005タイプ(1mm×0.5mm×0.5mm)、0603タイプ(0.6mm×0.3mm×0.3mm)、0402タイプ(0.4mm×0.2mm×0.2mm)などが挙げられる。
【0049】
<<端子>>
前記端子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、配線、金属配線、導電性ペーストによる印刷配線などが挙げられる。
【0050】
前記端子の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、Cu、Ni、Au、Al、Mo、Cr等の金属、ITO、IZO等の金属酸化物、及びそれらの積層体又は複合体、などが挙げられる。
【0051】
−供給方法−
前記導電性接合材料の供給方法としては、導電性接合材料を一定の厚み又は一定の塗布量で付与できれば特に制限はなく、目的に応じて適宜選択することができ、例えば、スクリーン印刷、転写印刷、ディスペンス吐出、インクジェット法、などが挙げられる。
【0052】
前記スクリーン印刷では、マスク版を用いた印刷機を使用できる。印刷機は、典型的には、配線基板又は電子部品を固定する機構と、メタルマスクと基板の電極又は電子部品の端子の位置合わせを行う機構と、マスク版を配線基板又は電子部品に圧接し、そのマスク上からマスク下にある配線基板の電極又は電子部品の端子に対して開口部から導電性接合材料を塗布用のスキージで刷り込む機構とを有している。マスク版としてはメッシュタイプやメタルタイプなどの各種材質が存在するが、粒子サイズに幅広く対応し、工程での清掃も容易なメタルマスクタイプが一般に広く用いられている。
【0053】
前記転写印刷は、導電性接合材料の一定塗膜厚みの平塗り塗膜を一定のクリアランスを持つスキージなどで形成した後に、その塗膜をスタンパーで抜き取って基板の電極又は電子部品の端子にスタンプすることで、配線基板の電極又は電子部品の端子に導電性接合材料を一定量配置する方式であり、専用の転写印刷装置が用いられる。転写印刷装置は、平塗り塗膜を塗布する塗布機構と、配線基板を固定し配線基板の電極位置を合わせる機構と、三次元的にスタンパーを駆動させて抜き取り及び転写押印を行う機構とを有している。転写印刷はスクリーン印刷に比べて塗布量がばらつきやすく、スタンパーの清掃管理など連続運転に注意を要することもあり、印刷方式としてはスクリーン印刷が主流になっている。
【0054】
前記ディスペンス吐出は、配線基板上の電極又は電子部品の端子に、一定量の導電性接合材料を吐出していく方式であり、ディスペンサー装置が用いられる。ディスペンサーは、シリンジ内に収められた導電性接合材料に対して吐出に必要な圧力をオンデマンドでかけることによって一定量の導電性接合材料をシリンジ先端のニードルから押し出すものであり、シリンジ自体を三次元的に駆動させ配線基板上の電極部分の位置を決めることで電極上に必要量の導電性接合材料を吐出塗布する装置である。ニードルからの吐出という手法に起因して、ペースト自体がスクリーン印刷に比べて薄くなりにくいという欠点はあるが、工程上でのペーストのロスも少なく、吐出の位置や量がプログラムによって可変であるため、印刷マスク版を圧接しにくい段差や凹凸のある配線基板及び電子部品への導電性接合材料の塗布が可能である。
【0055】
前記インクジェット法は、微細なノズルから導電性接合材料を吐出させて配線基板上の電極又は電子部品の端子に塗布する方法である。
【0056】
<接合工程>
前記接合工程は、供給された導電性接合材料を第2の金属粒子の融点を超える温度で加熱して、前記配線基板と前記電子部品を接合する工程である。
【0057】
前記接合工程は、配線基板の電極又は電子部品の端子に供給され、溶着された導電性接合材料に電子部品又は配線基板を配置した状態で、一定の温度を印加する工程であり、一般的に、はんだ熱処理に適合する炉を持つリフロー装置、高温槽などが用いられる。
前記リフロー装置を用いたリフロー熱処理の際の加熱方式としては、赤外線印加や熱風印加などの方式が主流であり、リフロー熱処理時の炉内の雰囲気は空気の場合と窒素の場合があるが、電子部品やはんだ接合部の酸化による劣化を防ぐ意味で、近年の高密度高精度実装においては窒素雰囲気のリフロー炉が多用されている。
前記熱処理は、第2の金属粒子の融点を超える温度で10分間〜120分間行うことが好ましい。前記熱処理を第2の金属粒子の融点以下の温度で行うと、第2の金属粒子が液体化せず、第3の金属粒子の拡散が順調に進行しない原因となることがある。
前記熱処理の温度は、前記第2の金属粒子の融点に応じて異なり適宜選択することができるが、300℃を超える温度であることが好ましい。
前記熱処理は、大気中で行ってもよいが、窒素雰囲気中で行うことがより好ましい。
【0058】
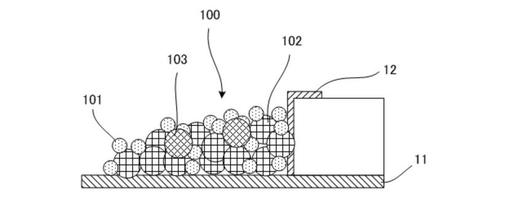
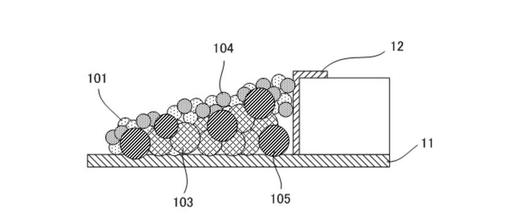
ここで、図3A及び図3Bは、本発明の導電性接合材料を用いた導体の接合方法を示す概略図である。
図3Aは加熱前の状態、及び図3Bは加熱後の状態をそれぞれ示す。第1の金属粒子(Al粒子)101は小径かつ比重が小さいので、加熱溶融時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成する。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成し、単元素となったビスマス(Bi)104が表面に偏析する。第3の金属粒子(Cu粒子)103は大径かつ比重が大きいので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保することができる。
【0059】
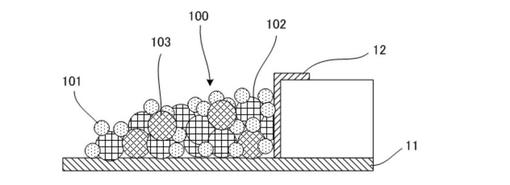
また、図4A及び図4Bは、本発明の導電性接合材料を用いた導体の接合方法を示す別の概略図である。
図4Aは加熱前の状態、及び図4Bは加熱後の状態を示す。小径かつ比重の小さい第1の金属粒子(AgCl粒子)101が、加熱溶解時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成する。また、第1の金属粒子(AgCl粒子)101は、はんだ付け時に活性作用も有し、導電性接合材料100の酸化皮膜除去と共に、金属成分(Ag)106の析出が生じる(下記反応式参照)。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成する。第3の金属粒子(Cu粒子)103は大径かつ比重が大きいので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保することができる。
【化1】

【0060】
(半導体装置の製造方法)
本発明の半導体装置の製造方法は、本発明の前記導体の接合工程を少なくとも含み、更に必要に応じてその他の工程を含んでなる。
前記導体の接合工程は、本発明の導体の接合方法と同様にして行うことができる。
【0061】
前記その他の工程としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、金属配線をパターニングする工程、絶縁膜を形成する工程などが挙げられる。
【0062】
図5A〜図5Gは、本発明の半導体装置の製造工程の一例を説明するための概略断面図である。
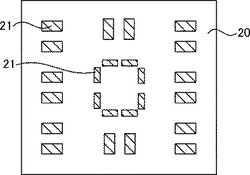
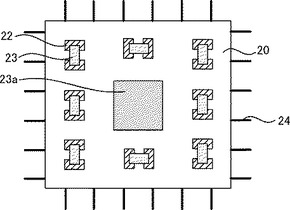
まず、図5Aに示すように、電極パッド21を有する配線基板20を準備する。
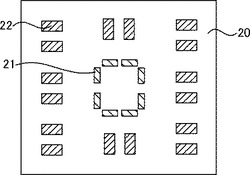
次に、図5Bに示すように、配線基板20に本発明の導電性接合材料を印刷し、電極パッド21上に導電性接合材料22を載せる。印刷の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、スクリーン印刷などが挙げられる。
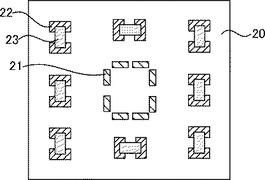
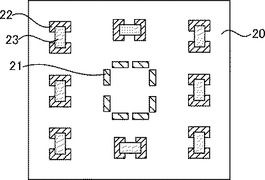
次に、図5Cに示すように、複数の電子部品23を電極パッド21上に配置する。
次に、図5Dに示すように、1次リフロー加熱を行い、電子部品23のはんだ接続を行う。
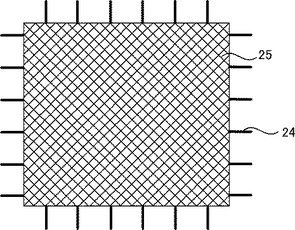
次に、図5Eに示すように、必要により他の電子部品23aを実装し、リード線24を実装した上で、必要により成形を行う。
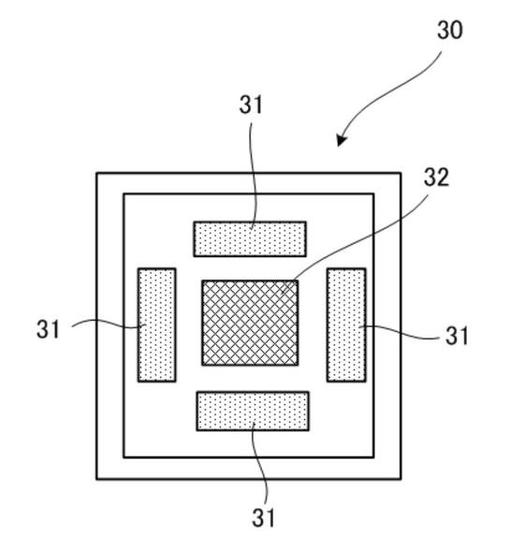
次に、図5Fに示すように、封止樹脂25による封止を行うことにより、例えば、図6に示すような電子部品(0603タイプのチップ)30が実装される。図6中31はSMDチップ、32はウエハレベルパッケージ(WLP)を示す。前記封止樹脂としては、前記部品を覆う樹脂であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、フェノール樹脂、メラミン樹脂、エポキシ樹脂、ポリエステル樹脂等の熱硬化性樹脂などが挙げられる。
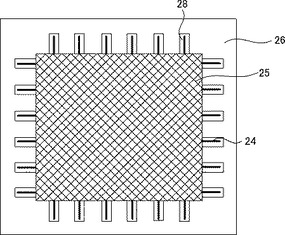
次に、図5Gに示すように、リード端子27を有するプリント基板26を準備し、プリント基板26上にはんだペーストをスクリーン印刷により塗布し、リード端子27上にはんだ28を載せる。続いて、電子部品のリード線24をプリント基板26上のリード端子27上に配置し、2次リフロー加熱を行うことにより、電子部品をプリント基板26にはんだ接続する。以上により、半導体装置が作製される。
【0063】
本発明の半導体装置の製造方法によると、例えば、フラッシュメモリ、DRAM、FRAM、等をはじめとする各種半導体装置を効率よく製造することができる。
【実施例】
【0064】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は、これらの実施例に何ら制限されるものではない。
なお、実施例において、金属粒子の平均粒径、金属粒子の比重、及び金属粒子の融点は、以下のようにして測定した。
【0065】
<金属粒子の平均粒径の測定>
金属粒子の平均粒径は、粒度分布計(レーザー回折式粒度分布測定装置、SALD−3100、島津製作所製)を用い、金属粒子を気相分散し、赤色半導体レーザーを照射し、受光素子に入力された粒子の回折・散乱光のパターンを標準パターンと比較解析し、粒子径とカウント数を集計し、平均粒径を算出した。
【0066】
<金属粒子の比重の測定>
金属粒子の比重は、寸法法に基づき、ノギスと天秤を用いて測定した。
【0067】
<金属粒子の融点の測定>
金属粒子の融点は、示差走査熱量測定(DSC)(セイコーインスツル株式会社製、DSC6200)にて、温度勾配0.5℃/secの条件で測定した。
【0068】
(実施例1)
−導電性接合材料の作製−
(1)金属成分・・・85質量%
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径1μm、比重2.72、融点660℃)・・・10質量%
・第2の金属粒子(Sn−58Bi合金粒子、平均粒径10μm、比重8.13、融点139℃)・・・45質量%
・第3の金属粒子(Cu粒子、平均粒径10μm、比重8.96、融点1,084℃)・・・45質量%
(2)フラックス成分・・・15質量%
・ロジン(松尾ハンダ株式会社製、MHK37−BZ)・・・50質量%
・有機溶剤(エチレングリコール系溶剤)・・・50質量%
【0069】
(実施例2)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例2の導電性接合材料を作製した。
・第1の金属粒子(Sn−55Al合金粒子、平均粒径1μm、比重4.10、融点600℃)
【0070】
(実施例3)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例3の導電性接合材料を作製した。
・第1の金属粒子(Sn−5In合金粒子、平均粒径1μm、比重5.89、融点200℃)
【0071】
(実施例4)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例4の導電性接合材料を作製した。
・第1の金属粒子(Sn−5Bi合金粒子、平均粒径1μm、比重6.02、融点200℃)
【0072】
(実施例5)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例5の導電性接合材料を作製した。
・第1の金属粒子(SnCl2粒子、平均粒径1μm、比重3.95、融点246℃)
【0073】
(実施例6)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例6の導電性接合材料を作製した。
・第1の金属粒子(SnBr2粒子、平均粒径1μm、比重5.12、融点215℃)
【0074】
(実施例7)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例7の導電性接合材料を作製した。
・第1の金属粒子(AgCl粒子、平均粒径1μm、比重5.56、融点455℃)
【0075】
(実施例8)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例8の導電性接合材料を作製した。
・第1の金属粒子(AgBr粒子、平均粒径1μm、比重6.47、融点432℃)
【0076】
(実施例9)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例9の導電性接合材料を作製した。
・第1の金属粒子(AgI粒子、平均粒径1μm、比重5.68、融点552℃)
【0077】
(実施例10)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例10の導電性接合材料を作製した。
・第1の金属粒子(AgNO3粒子、平均粒径1μm、比重4.35、融点212℃)
【0078】
(実施例11)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例11の導電性接合材料を作製した。
・第1の金属粒子(Sn−5In合金粒子、平均粒径1μm、比重5.89、融点200℃)・・・5質量%
・第1の金属粒子(Sn−5Bi合金粒子、平均粒径1μm、比重6.02、融点200℃)・・・5質量%
【0079】
(実施例12)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、実施例12の導電性接合材料を作製した。
・第2の金属粒子(Sn粒子、平均粒径10μm、比重5.82、融点232℃)・・・45質量%
【0080】
(実施例13)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、実施例13の導電性接合材料を作製した。
・第2の金属粒子(Sn−57Bi−1Ag合金粒子、平均粒径10μm、比重8.14、融点139℃)・・・45質量%
【0081】
(実施例14)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例14の導電性接合材料を作製した。
・第3の金属粒子(AgめっきされたCu粒子、平均粒径10μm、比重8.96、融点1,084℃)
【0082】
(実施例15)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例15の導電性接合材料を作製した。
・第3の金属粒子(Sn−58Bi合金めっきされたCu粒子、平均粒径10μm、比重8.96、融点1,084℃)
【0083】
(実施例16)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例16の導電性接合材料を作製した。
・第3の金属粒子(AuめっきされたCu粒子、平均粒径10μm、比重8.96、融点1,084℃)
【0084】
(実施例17)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例17の導電性接合材料を作製した。
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径0.5μm、比重2.72、融点660℃)
【0085】
(実施例18)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、実施例18の導電性接合材料を作製した。
・第2の金属粒子(Sn−58Bi合金粒子、平均粒径20μm、比重8.13、融点139℃)
【0086】
(実施例19)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例18の導電性接合材料を作製した。
・第3の金属粒子(Cu粒子、平均粒径20μm、比重8.96、融点1,084℃)・・・45質量%
【0087】
(比較例1)
−導電性接合材料の作製−
実施例1において、第1の金属粒子を含まず、第2の金属粒子の含有量を50質量%、及び第3の金属粒子の含有量を50質量%とした以外は、実施例1と同様にして、比較例1の導電性接合材料を作製した。
【0088】
(参考例2)
−導電性接合材料の作製−
実施例1において、第2の金属粒子及び第3の金属粒子として下記の第2の金属粒子及び第3の金属粒子に変えた以外は、実施例1と同様にして、参考例2の導電性接合材料を作製した。
・第2の金属粒子(Sn−95Au合金粒子、平均粒径10μm、比重18.65、融点980℃)
・第3の金属粒子(Zn粒子、平均粒径10μm、比重7.14、融点419℃)
【0089】
(参考例3)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子に変えた以外は、実施例1と同様にして、参考例3の導電性接合材料を作製した。
・第1の金属粒子(タングステン(W)粒子、平均粒径1μm、比重19.3、融点3,370℃)
【0090】
(参考例4)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、参考例4の導電性接合材料を作製した。
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径3μm、比重2.72、融点660℃)
【0091】
(参考例5)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、参考例5の導電性接合材料を作製した。
・第2の金属粒子(Sn−58Bi合金粒子、平均粒径7μm、比重8.13、融点139℃)
【0092】
(参考例6)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、参考例6の導電性接合材料を作製した。
・第3の金属粒子(Cu粒子、平均粒径7μm、比重8.96、融点1,084℃)・・・45質量%
【0093】
次に、作製した各導電性接合材料を用いて、以下のようにして、外観性及び接合強度を評価した。結果を表1に示す。
【0094】
<外観性>
外観性は、各導電性接合材料を用い、180℃保持で30分間の加熱条件(ただし、実施例12は250℃保持で30分間)で電子部品と基板を接合した後のはんだ接合部表面に対して、入射光と反射光の出力(mW)比率を、光パワーメータ(横河メータ&インスツルメンツ株式会社製、TB200)により測定し、下記基準で評価した。
〔評価基準〕
○:入射光と反射光の出力(mW)比率が70%以上
△:入射光と反射光の出力(mW)比率が50%以上70%未満
×:入射光と反射光の出力(mW)比率が50%未満
【0095】
<接合強度>
各導電性接合材料を用い、180℃保持で30分間の加熱条件(ただし、実施例12は250℃保持で30分間)電子部品と基板を接合した後のはんだ接合部の接合強度を、シェア強度試験器(ディジー社製、SERIES4000)により測定し、Sn−Ag−Cu合金はんだに対する接合強度比率を求め、下記基準で評価した。
〔評価基準〕
○:Sn−Ag−Cu合金はんだに対する接合強度比率が70%以上(700gf/pin以上)
△:Sn−Ag−Cu合金はんだに対する接合強度比率が60%以上(600gf/pin以上)70%未満(700gf/pin未満)
×:Sn−Ag−Cu合金はんだに対する接合強度比率が60%未満(600gf/pin未満)
【0096】
【表1−1】
【表1−2】
【表1−3】
【表1−4】
【0097】
(実施例20)
−電子部品の接合−
実施例4の導電性接合材料を用い、以下のようにして電子部品の配線基板への接合を行った。
L:200μm×W:100μmのCu電極を設けた配線基板(サブストレート基板)に実施例4の導電性接合材料をスクリーン印刷により印刷(供給)し、電子部品(0603タイプのチップ)を配置し、180℃保持で30分間熱処理し、電子部品の配線基板への接合を行った。
図3A及び図3Bに示すように、第1の金属粒子(Al粒子)101は小径かつ比重が軽いので、加熱溶融時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成した。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成し、単元素となったビスマス(Bi)104が表面に偏析した。第3の金属粒子(Cu粒子)103は大径かつ比重が重いので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保できた。
【0098】
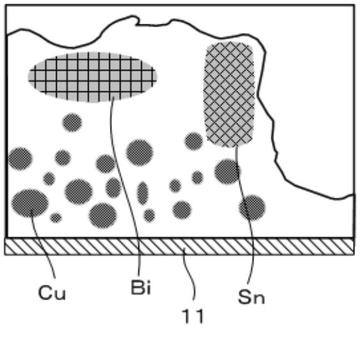
次に、図7A〜図7Dは、実施例4の導電性接合材料を用い配線基板と電子部品の接合を行った後におけるCu粒子、Sn粒子及びBi粒子の分散状態をエネルギー分散型X線分析法で測定した結果を示す。ここで、エネルギー分散型X線分析法とは、電子ビーム等で物体を走査した際に発生する特性X線を検出し、X線から得られるエネルギーの分布から物体の構成物質を調べる分析手法であり、元素(金属)の同定、元素(金属)の分布を測定することができる。
図7Aは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したCu、Bi、及びSnのマッピング画像写真の模式図である。
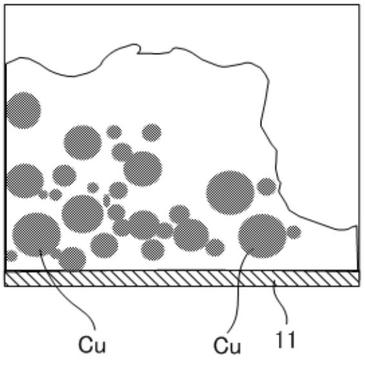
図7Bは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したCuのマッピング画像写真の模式図である。
図7Cは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したBiのマッピング画像写真の模式図である。
図7Dは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したSnのマッピング画像写真の模式図である。
これら図7A〜図7Dの結果から、実施例20において、実施例4の導電性接合材料を用い、電子部品の配線基板への接合を行った結果、図3Bで示す加熱後の状態となっていることが確認できた。
得られた接合後の電子部品は、はんだ接合部が光沢を有し、レーザー光を利用した自動外観検査装置による検査が適用可能であった。
【0099】
(実施例21)
−電子部品の接合−
実施例7の導電性接合材料を用い、以下のようにして電子部品の配線基板への接合を行った。
L:200μm×W:100μmのCu電極を設けた配線基板(サブストレート基板)に実施例7の導電性接合材料をスクリーン印刷により印刷(供給)し、電子部品(0603タイプのチップ)を配置し、180℃保持で30分間熱処理し、電子部品の配線基板への接合を行った。
図4A及び図4Bに示すように、小径かつ比重の小さい第1の金属粒子(AgCl粒子)101は、加熱溶解時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成した。また、第1の金属粒子(AgCl粒子)101は、はんだ付け時に活性作用も有し、導電性接合材料の酸化皮膜除去と共に、金属成分(Ag)106の析出が生じた(下記反応式参照)。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成した。第3の金属粒子(Cu粒子)103は大径かつ比重が大きいので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保できた。
【化2】
得られた接合後の電子部品は、はんだ接合部が光沢を有し、レーザー光を利用した自動外観検査装置による検査が適用可能であった。
【0100】
(実施例22)
−導電性接合材料の作製−
(1)金属成分・・・85質量%
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径1μm、比重2.72、融点660℃)・・・Z質量%
・第2の金属粒子(Sn粒子、平均粒径10μm、比重5.82、融点232℃)・・・Y質量%
・第3の金属粒子(Cu粒子、平均粒径10μm、比重8.96、融点1,084℃)・・・X質量%
(2)フラックス成分・・・15質量%
・ロジン(松尾ハンダ株式会社製、MHK37−BZ)・・・50質量%
・有機溶剤(エチレングリコール系溶剤)・・・50質量%
上記組成に基づき、第1の金属粒子としてのアルミニウム粒子の添加量(Z質量%)を、0質量%、1質量%、2.5質量%、5質量%、7.5質量%、15質量%、及び20質量%にそれぞれ変えて、第2の金属粒子の添加量(Y質量%):第3の金属粒子の添加量(X質量%)=5:5(質量比)である表2に示す導電性接合材料をそれぞれ作製した。
次に、実施例1〜19と同様にして、外観性、及び接合強度を評価した。結果を表2に示す。また、図8に作製した各導電性接合材料における表面状態の写真を示す。
【0101】
【表2】
【0102】
表2及び図8の結果から、第1の金属粒子としてのアルミニウム粒子は比重が小さく、加熱溶融時に導電性接合材料の表面に集まり、導電性接合材料表面で光沢性が良好な金属皮膜を形成でき、アルミニウム粒子の添加量が1.5質量%〜20質量%、特に2.5質量%〜15質量%の範囲が外観性及び接合強度の観点から好ましいことが確認できた。
なお、第1の金属粒子としてのアルミニウム(Al)粒子の代わりに、Sn−Al合金粒子、Sn−Bi合金粒子、AgNO3粒子、AgCl粒子、AgBr粒子、SnCl粒子などを用いた場合も、上記アルミニウム(Al)粒子と同様の結果が得られた。
【0103】
以上の実施例1〜22を含む実施形態に関し、更に以下の付記を開示する。
(付記1)第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含むことを特徴とする導電性接合材料。
(付記2)第1の金属粒子の平均粒径が1μm以下であり、第2及び第3の金属粒子の平均粒径が、いずれも10μm以上である付記1に記載の導電性接合材料。
(付記3)第1の金属粒子が、アルミニウム粒子である付記1から2のいずれかに記載の導電性接合材料。
(付記4)第1の金属粒子が、Sn−Al合金粒子、Sn−In合金粒子、及びSn−Bi合金粒子の少なくともいずれかである付記1から2のいずれかに記載の導電性接合材料。
(付記5)第1の金属粒子が、SnCl2、SnBr、AgCl、AgBr、AgI、AgNO3、及びAlCl3の少なくともいずれかの粒子である付記1から2のいずれかに記載の導電性接合材料。
(付記6)第1の金属粒子の融点が、第3の金属粒子の融点よりも低い付記1から5のいずれかに記載の導電性接合材料。
(付記7)第1の金属粒子の比重が2.0以上6.0以下であり、かつ第3の金属粒子の比重が8.0以上である付記1から6のいずれかに記載の導電性接合材料。
(付記8)第2の金属粒子の融点が300℃以下であり、かつ第3の金属粒子の融点が900℃以上である付記1から7のいずれかに記載の導電性接合材料。
(付記9)第2の金属粒子が、錫粒子、錫−ビスマス合金粒子、錫−ビスマス−銀合金粒子及び錫−インジウム合金粒子から選択される少なくとも1種からなる粒子である付記1から8のいずれかに記載の導電性接合材料。
(付記10)第3の金属粒子が、金粒子、銀粒子、銅粒子、金めっきされた銅粒子、錫−ビスマス合金めっきされた銅粒子、及び銀めっきされた銅粒子から選択される少なくとも1種からなる粒子である付記1から9のいずれかに記載の導電性接合材料。
(付記11)第1の金属粒子の含有量が、全金属成分に対して1.5質量%〜20質量%である付記1から10のいずれかに記載の導電性接合材料。
(付記12)金属成分の含有量が、導電性接合材料に対し50質量%〜95質量%である付記1から11のいずれかに記載の導電性接合材料。
(付記13)エポキシ系フラックス材料及びロジン系フラックス材料の少なくともいずれかからなるフラックス成分を含有する付記1から12のいずれかに記載の導電性接合材料。
(付記14)フラックス成分の含有量が、導電性接合材料に対し5質量%〜50質量%である付記13に記載の導電性接合材料。
(付記15)第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給する工程と、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する工程と、を含むことを特徴とする導体の接合方法。
(付記16)第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給し、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する導体の接合工程
を少なくとも含むことを特徴とする半導体装置の製造方法。
【符号の説明】
【0104】
1 高融点金属粒子
2 低融点金属粒子
5 Cu−Sn系金属間化合物
10 導電性接合材料
11 配線基板
12 電子部品
20 配線基板
21 電極パッド
22 導電性接合材料
23 電子部品
23a 電子部品
24 リード線
25 封止樹脂
26 プリント基板
27 リード端子
28 はんだ
30 電子部品
31 SMDチップ
32 ウエハレベルパッケージ(WLP)
100 導電性接合材料
101 第1の金属粒子
102 第2の金属粒子
103 第3の金属粒子
104 ビスマス(Bi)
105 Cu−Sn合金
106 銀(Ag)
【技術分野】
【0001】
本発明は、導電性接合材料、並びに該導電性接合材料を用いた導体の接合方法、及び半導体装置の製造方法に関する。
【背景技術】
【0002】
半導体素子等の電子部品と、ガラスエポキシ基板等の配線基板とを接合する際に、接合材料として、種々の導電性接合材料が提案されている。ここでの導電性接合材料は、例えば、はんだペースト等の金属ペーストである。この導電性接合材料に求められる機能として、例えば、150℃程度の比較的低い温度で接合された後は、後工程の熱処理においてもはんだが再溶融しないということがある。このような機能を有する導電性接合材料としては、例えば、融点変化型の金属ペーストが挙げられる(特許文献1参照)。この融点変化型の金属ペーストは、所定の温度以上に加熱されると、融点が高くなるように変化する性質を有する。
【0003】
このような融点変化型の金属ペーストには、一般に、高融点の金属粒子であるCu粒子が含まれている。このCu粒子は、融点変化型の金属ペーストが加熱により溶融した際でも溶けずに融点変化型の金属ペースト内に残っている。そのため、融点変化型の金属ペーストの表面が凹凸状になる傾向があり、光沢が減少してしまう。このような現象により、レーザー光等を利用してはんだ接合部の自動外観検査を行う場合、光の乱反射が発生し、自動外観検査が困難になるという問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−254194号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本件は、加熱溶解後においても光沢性の良好な金属被膜を形成でき、自動外観検査装置の適用が可能となる導電性接合材料、並びに該導電性接合材料を用いた導体の接合方法、及び半導体装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するための手段としては、後述する付記に記載した通りである。即ち、
開示の導電性接合材料は、第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む。
開示の導体の接合方法は、開示の導電性接合材料を、配線基板の電極及び該電極に実装される電子部品の端子の少なくともいずれかに供給する工程と、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する工程とを含む。
開示の半導体装置の製造方法は、開示の導体の接合工程を少なくとも含むことを特徴とする。
【発明の効果】
【0007】
開示の導電性接合材料によると、従来における前記諸問題を解決し、前記目的を達成することができ、加熱溶解後においても光沢性の良好な金属被膜を形成でき、自動外観検査装置の適用が可能となる。
【図面の簡単な説明】
【0008】
【図1A】図1Aは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、配線基板と電子部品の間に導電性接合材料を供給した状態を示す図である。
【図1B】図1Bは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、導電性接合材料の加熱溶融状態を示す図である。
【図1C】図1Cは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、Cu−Sn金属間化合物が形成された状態を示す図である。
【図1D】図1Dは、従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成される状態を示し、溶融しないCu粒子の残留によって表面に凹凸が生じた状態を示す図である。
【図2A】図2Aは、従来の導電性接合材料を用いて接合を行う際の加熱前のはんだ接合部表面の状態を示す写真である。
【図2B】図2Bは、従来の導電性接合材料を用いて接合を行う際の加熱後のはんだ接合部表面の状態を示す写真である。
【図3A】図3Aは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱前の状態を示す図面である。
【図3B】図3Bは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱後の状態を示す図面である。
【図4A】図4Aは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱前の状態を示す別の図面である。
【図4B】図4Bは、本発明の導電性接合材料を用いて配線基板と電子部品の接合を行う加熱前の状態を示す別の図面である。
【図5A】図5Aは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5B】図5Bは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5C】図5Cは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5D】図5Dは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5E】図5Eは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5F】図5Fは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図5G】図5Gは、本発明の半導体装置の製造工程の一例を説明するための概略図である。
【図6】図6は、電子部品の一例を示す図面である。
【図7A】図7Aは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したCu、Bi、及びSnのマッピング画像写真の模式図である。
【図7B】図7Bは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したCuのマッピング画像写真の模式図である。
【図7C】図7Cは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したBiのマッピング画像写真の模式図である。
【図7D】図7Dは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザで測定したSnのマッピング画像写真の模式図である。
【図8】図8は、実施例22におけるアルミニウム粒子の添加量と加熱溶融後の表面状態を示す図面である。
【発明を実施するための形態】
【0009】
(導電性接合材料)
本発明の導電性接合材料は、第1の金属粒子と、第2の金属粒子と、第3の金属粒子とを含み、フラックス成分、更に必要に応じてその他の成分を含有してなる。
【0010】
<第1の金属粒子>
前記第1の金属粒子は、その形状、構造、材質等については、特に制限はなく、目的に応じて適宜選択することができる。
前記第1の金属粒子の形状としては、例えば、球状、真球状、ラグビーボール状などが挙げられる。前記第1の金属粒子の構造としては、単層構造であってもよく、積層構造であってもよい。
【0011】
前記第1の金属粒子としては、例えば、金属単体からなる粒子、合金からなる粒子、金属化合物からなる粒子などが挙げられる。
前記金属単体としては、例えば、アルミニウム(比重2.7)、ガリウム(比重5.9)などが挙げられる。
【0012】
前記合金としては、例えば、Sn−Al合金、Sn−In合金、Sn−Bi合金などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記Sn−Al合金としては、例えば、Snを主成分とし、Alを55質量%程度含むSn−55Al合金などが挙げられる。
前記Sn−In合金としては、例えば、Snを主成分とし、Inを5質量%程度含むSn−5In合金などが挙げられる。
前記Sn−Bi合金としては、例えば、Snを主成分とし、Biを5質量%程度含むSn−5Bi合金などが挙げられる。
【0013】
前記金属化合物としては、例えば、SnCl2、SnBr、AgCl、AgBr、AgI、AgNO3、AlCl3などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記金属化合物は、接合時(はんだ付け時)に活性作用を有し、下記反応式に示すように、導電性接合材料の酸化被膜除去と共に、金属成分(Ag)の析出が発生する。
Sn+2AgCl → SnCl2 + 2Ag(析出)
【0014】
前記第1の金属粒子の平均粒径は、前記第2の金属粒子及び前記第3の金属粒子よりも小さいことが必要であり、1μm以下が好ましく、0.01μm〜0.5μmがより好ましい。前記第1の金属粒子の平均粒径が、前記第2の金属粒子及び前記第3の金属粒子よりも大きいと、加熱溶解時に、第1の金属粒子がはんだ接合部表面に浮上せず、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。
前記平均粒径は、例えば、レーザー回折散乱法による粒度分布測定装置を用いて測定することができる。
【0015】
前記第1の金属粒子の比重は、前記第3の金属粒子の比重よりも小さく、2.0以上6.0以下が好ましい。前記第1の金属粒子の比重が第3の金属粒子の比重よりも大きいと、加熱溶解時に、第1の金属粒子がはんだ接合部表面に浮上せず、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。前記比重が、6.0を超えると、自動外観検査装置の適用が困難となることがある。
前記比重は、例えば、寸法法、又はアルキメデス法により測定することができる。
【0016】
前記第1の金属粒子の融点は、前記第3の金属粒子の融点よりも低いことが好ましく、29℃〜700℃がより好ましく、100℃〜670℃が更に好ましい。前記第1の金属粒子の融点が第3の金属粒子の融点よりも高いと、加熱溶解時に、第1の金属粒子が加熱溶解し難く、第1の金属粒子がはんだ接合部表面に浮上せず、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。
前記融点は、例えば、示差走査熱量測定分析(DSC、Differential Scanning Calorimetry)を用いて測定することができる。
【0017】
前記第1の金属粒子の含有量は、導電性接合材料における全金属成分に対して、1.5質量%〜20質量%が好ましく、2.5質量%〜15質量%がより好ましい。前記含有量が、1.5質量%未満であると、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがあり、20質量%を超えると、第1の金属粒子の含有量が多すぎて、接合強度が低下してしまうことがある。
前記第1の金属粒子としては、特に制限はなく、適宜製造したものを使用してもよいし、市販品を使用してもよい。前記第1の金属粒子の製造方法としては、例えば、アトマイズ法による粉体化などが挙げられる。
【0018】
<第2の金属粒子>
前記第2の金属粒子は、前記第1の金属粒子よりも大きな平均粒径を有するものであれば、その形状、構造、材質等については特に制限はなく、目的に応じて適宜選択することができる。
前記第2の金属粒子の形状としては、例えば、球状、真球状、ラグビーボール状などが挙げられる。前記第2の金属粒子の構造としては、単層構造であってもよく、積層構造であってもよい。
【0019】
前記第2の金属粒子としては、例えば、錫(Sn)粒子、錫(Sn)−ビスマス(Bi)合金粒子、錫(Sn)−ビスマス(Bi)−銀(Ag)合金粒子、錫(Sn)−インジウム(In)合金粒子などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記Sn−Bi合金としては、例えば、Snを主成分とし、Biを58質量%程度含むSn−58Bi合金などが挙げられる。
前記Sn−Bi−Ag合金としては、例えば、Snを主成分とし、Biを57質量%程度、Agを1質量%程度含むSn−57Bi−1Ag合金などが挙げられる。
前記Sn−In合金としては、例えば、Snを主成分とし、Inを50質量%程度含むSn−50In合金などが挙げられる。
【0020】
前記第2の金属粒子の平均粒径は、前記第1の金属粒子よりも大きく、前記第3の金属粒子の平均粒径と同程度であり、10μm以上が好ましく、10μm〜100μmがより好ましく、10μm〜40μmが更に好ましい。前記平均粒径が、10μm未満であると、表面酸化が激しくなり、はんだ付け性及びはんだへの濡れ性が低下する。一方、前記平均粒径が100μmを超えると、印刷性及び拡散性が低下することがある。
前記平均粒径は、例えば、レーザー回折散乱法による粒度分布測定装置を用いて測定することができる。
【0021】
前記第2の金属粒子の比重は、3.5〜11.0が好ましく、4.0〜7.0がより好ましい。
前記比重は、例えば、寸法法、又はアルキメデス法により測定することができる。
【0022】
前記第2の金属粒子の融点は、300℃以下が好ましく、100℃〜250℃がより好ましい。前記融点が、300℃を超えると、後工程で行われる240℃程度の熱処理でのはんだ再溶融防止による接合品質確保を図れなくなることがある。
前記融点は、例えば、示差走査熱量測定分析(DSC、Differential Scanning Calorimetry)を用いて測定することができる。
【0023】
前記第2の金属粒子の含有量は、全金属成分に対して、50質量%〜90質量%が好ましく、55質量%〜65質量%がより好ましい。
前記第2の金属粒子としては、特に制限はなく、適宜製造したものを使用してもよいし、市販品を使用してもよい。前記第2の金属粒子の製造方法としては、例えば、アトマイズ法による粉体化などが挙げられる。
【0024】
<第3の金属粒子>
前記第3の金属粒子は、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高ければ、その形状、構造、材質等については特に制限はなく、目的に応じて適宜選択することができる。
前記第3の金属粒子の形状としては、例えば、球状、真球状、ラグビーボール状などが挙げられる。前記第3の金属粒子の構造としては、単層構造であってもよく、積層構造であってもよい。
【0025】
前記第3の金属粒子としては、例えば、金(Au)粒子、銀(Ag)粒子、銅(Cu)粒子、金(Au)めっきされた銅(Cu)粒子、錫(Sn)−ビスマス(Bi)合金めっきされた銅(Cu)粒子、銀(Ag)めっきされた銅(Cu)粒子などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記Sn−Bi合金めっきされたCu粒子としては、例えば、Sn−58BiめっきCu粒子などが挙げられる。
前記AuめっきされたCu粒子、Sn−Bi合金めっきされたCu粒子、及びAgめっきされたCu粒子におけるめっきとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、無電解めっきなどが挙げられる。
【0026】
前記第3の金属粒子の平均粒径は、前記第1の金属粒子よりも大きく、前記第2の金属粒子の平均粒径と同程度であり、10μm以上が好ましく、10μm〜100μmがより好ましく、10μm〜40μmが更に好ましい。前記平均粒径が、10μm未満であると、表面酸化が激しくなり、はんだ付け性とはんだへの濡れ性が低下する。一方、前記平均粒径が100μmを超えると、印刷性及び拡散性が低下することがある。
前記平均粒径は、例えば、レーザー回折散乱法による粒度分布測定装置を用いて測定することができる。
【0027】
前記第3の金属粒子の比重は、前記第1の金属粒子の比重よりも大きく、8.0以上が好ましく、8.9〜19.3がより好ましい。前記比重が、8.0未満であると、第1の金属粒子との比重の差が小さくなってしまい、加熱溶解後の導電性接合材料表面に凹凸が生じて、光沢の良好な金属被膜を形成できないことがある。
前記比重は、例えば、寸法法、又はアルキメデス法により測定することができる。
【0028】
前記第3の金属粒子の融点は、前記第2の金属粒子の融点よりも高く、900℃以上が好ましく、900℃〜1100℃がより好ましい。前記融点が、900℃未満であると、第2の金属粒子と低融点の合金を形成し、再溶融を発生させる原因となることがある。
前記融点は、例えば、示差走査熱量測定分析(DSC、Differential Scanning Calorimetry)を用いて測定することができる。
【0029】
前記第3の金属粒子の含有量は、全金属成分に対して、10質量%〜50質量%が好ましく、10質量%〜30質量%がより好ましい。
前記第3の金属粒子としては、特に制限はなく、適宜製造したものを使用してもよいし、市販品を使用してもよい。前記第3の金属粒子の製造方法としては、例えば、アトマイズ法による粉体化などが挙げられる。
【0030】
<フラックス成分>
前記フラックス成分としては、特に制限はなく、目的に応じて適宜選択することができるが、エポキシ系フラックス材料及びロジン系フラックス材料の少なくともいずれかが好ましい。これらの中でも、エポキシ系フラックス材料を用いると、エポキシ樹脂の硬化により接合強度を向上させることができる点で特に好ましい。
【0031】
−エポキシ系フラックス材料−
前記エポキシ系フラックス材料としては、エポキシ樹脂、カルボン酸、及び溶剤を含有し、更に必要に応じてその他の成分を含有してなる。
【0032】
前記エポキシ樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ノボラック型エポキシ樹脂や、それらの変性エポキシ樹脂などの熱硬化性エポキシ樹脂、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
【0033】
前記カルボン酸としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、飽和脂肪族系ジカルボン酸、不飽和脂肪族系ジカルボン酸、環状脂肪族系ジカルボン酸、アミノ基含有カルボン酸、水酸基含有カルボン酸、複素環系ジカルボン酸、又はこれらの混合物などが挙げられる。これらの中でも、具体的には、コハク酸、グルタル酸、アジピン酸、アゼライン酸、ドデカン2酸、イタコン酸、メサコン酸、シクロブタンジカルボン酸、L−グルタミン酸、クエン酸、リンゴ酸、チオプロピオン酸、チオジブチル酸、ジチオグリコール酸が好ましい。
前記溶剤としては、例えば、メタノール、エタノール、プロパノール等のアルコール類、エチレングリコール系溶剤、ジエチレングリコールモノヘキシルエーテル、オクタンジオールなどが挙げられる。
前記その他の成分として、例えば、チクソ剤、キレート化剤、界面活性剤、酸化防止剤等の添加剤が添加されていてもよい。
前記エポキシ系フラックス材料としては、特に制限はなく、適宜合成したものを使用してもよいし、市販品を使用してもよい。
【0034】
−ロジン系フラックス材料−
前記ロジン系フラックス材料としては、ロジン樹脂、活性剤、及び溶剤を含有し、更に必要に応じてその他の成分を含有してなる。
【0035】
前記ロジン樹脂としては、天然ロジン樹脂又は変性ロジン樹脂を主成分とするものが挙げられる。前記変性ロジン樹脂としては、例えば、重合ロジン、水添ロジン、フェノール樹脂変性ロジン、マレイン酸変性ロジンなどが挙げられる。
前記活性剤としては、無機系活性剤、有機系活性剤が挙げられ、例えば、アミン塩酸塩等のハロゲン系活性剤、有機酸系活性剤等が挙げられる。
前記溶剤としては、例えば、エチレングリコール系溶剤、ジエチレングリコールモノヘキシルエーテル、オクタンジオールなどが挙げられる。
前記その他の成分として、例えば、チクソ剤、キレート化剤、界面活性剤、酸化防止剤等の添加剤が添加されていてもよい。
前記ロジン系フラックス材料としては、特に制限はなく、適宜合成したものを使用してもよいし、市販品を使用してもよい。
【0036】
前記フラックス成分の前記導電性接合材料における含有量は、5質量%〜50質量%が好ましく、10質量%〜30質量%がより好ましい。
【0037】
<その他の成分>
前記導電性接合材料は、前記金属成分及び前記フラックス成分以外にも、必要に応じてその他の成分を含有することができる。前記その他の成分としては、例えば、分散剤、酸化防止剤などが挙げられる。
【0038】
本発明の導電性接合材料は、前記第1の金属粒子と前記第2の金属粒子と前記第3の金属粒子とからなる金属成分、前記フラックス成分、及び必要に応じてその他の成分を混合させて調製される。前記混合の方法及び条件としては、特に制限はなく、目的に応じて適宜選択することができ、公知の混合装置、撹拌装置などを用いて行うことができ、非酸化雰囲気中で均一に撹拌することが好ましい。
【0039】
ここで、従来の導電性接合材料は、加熱溶解時の凝集性が低く、表面に凹凸があり、熱処理後の導電性接合材料表面に光沢がないため、自動外観検査装置による検査で接合されているか否か(加熱履歴の有無)の判断が困難であった。
従来の導電性接合材料を熱処理することによりはんだ接合部表面に凹凸が形成されるメカニズムを、図1A〜図1Dを参照して説明する。図1Aは、配線基板と電子部品の間に導電性接合材料を供給した状態を示す図である。図1Bは、導電性接合材料の加熱溶融状態を示す図である。図1Cは、Cu−Sn金属間化合物が形成された状態を示す図である。図1Dは、溶融しないCu粒子の残留によって表面に凹凸が生じた状態を示す図である。
図1A〜図1Dに示すように、配線基板11に電子部品12を接合する際の加熱溶解時に、導電性接合材料10中に含まれる高融点金属粒子1であるCu粒子はCu−Sn系金属間化合物5(高融点)を形成するが、はんだ濡れ性と低融点金属粒子2であるはんだ粒子の液体化による凝集作用により、溶融しない高融点金属粒子1がはんだ接合部表面に浮上する傾向があり、はんだ接合部表面は溶融しない高融点金属粒子1の残留によって凹凸が著しくなり、光沢がなくなる。
このことは、図2A及び図2Bからも認められる。即ち、図2Aは加熱前のはんだ接合部表面の状態を示す写真、図2Bは加熱後のはんだ接合部表面の状態を示す写真である。従来の導電性接合材料10は、表面に凹凸があり光沢がなく加熱前後の著しい変化がない。そのため、光(レーザー光等)を利用して、はんだ接合部の自動外観検査を行う場合には、光の乱反射が発生してしまい、外観自動検査が困難であった。なお、図2A及び図2B中11は配線基板、12は電子部品を示す。
【0040】
このように融点変化型金属ペーストを用いたはんだ接合において、適切な加熱処理が行われないと、電子部品と配線基板間の電気的接続、及び機械的強度が保証されず、製品製造が成り立たなくなる。はんだ接合には、一般的にリフロー炉と呼ばれる加熱装置が用いられるが、リフロー炉内の温度は不安定であり、加熱不足によりはんだ接合部の不良が発生する。そのため、自動外観検査装置により、リフロー炉通過後の導電性接合材料表面の光沢の有無を検査し、加熱不足品の選別及び加熱不足判定箇所のマーキングを行っている。
また、近年の実装部品は、0402サイズのチップ部品(L:0.4mm×W:0.2mm×D:0.2mm)に代表される極小部品が多用される傾向にある。したがって、人手による顕微鏡を用いた目視外観検査では、品質(不良の見落とし)、時間、及びコスト面で工業的に成立せず、自動外観検査装置による検査の適用が必須となる。
【0041】
本発明の導電性接合材料は、加熱溶融時に、小粒径かつ低比重である第1の金属粒子がはんだ接合部表面に浮上し、加熱溶解後の導電性接合材料表面の凹凸を減らし、光沢性の良好な金属被膜を形成する。これにより、光(レーザー光等)を利用し、配線基板と電子部品とのはんだ接合部の自動外観検査時の光の乱反射を抑制し、自動外観検査装置の適用を容易にすることができるので、導電性接合材料を用いる各種分野に用いることができるが、以下に説明する本発明の導体の接合方法、及び本発明の半導体の製造方法に好適に用いることができる。
【0042】
(導体の接合方法)
本発明の導体の接合方法は、導電性接合材料供給工程と、接合工程とを含み、更に必要に応じてその他の工程を含んでなる。
【0043】
<導電性接合材料供給工程>
前記導電性接合材料供給工程は、本発明の前記導電性接合材料を、配線基板の電極及び電子部品の端子の少なくともいずれかに供給する工程である。
【0044】
<<配線基板>>
前記配線基板としては、その形状、構造、大きさ等については、特に制限はなく、目的に応じて適宜選択することができ、前記形状としては、例えば平板状などが挙げられ、前記構造としては、単層構造であってもいし、積層構造であってもよく、前記大きさとしては、前記電極層の大きさ等に応じて適宜選択することができる。
前記配線基板における基板としては、例えば、ガラス基板、石英基板、シリコン基板、SiO2膜被覆シリコン基板;エポキシ樹脂、フェノール樹脂、ポリエチレンテレフタレート基板、ポリカーボネート基板、ポリスチレン基板、ポリメチルメタクリレート基板等のポリマー基板、などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、ガラス基板、石英基板、シリコン基板、及びSiO2膜被覆シリコン基板から選択されるのが好ましく、シリコン基板及びSiO2膜被覆シリコン基板が特に好ましい。
前記基板は、適宜合成したものであってもよいし、市販品を使用してもよい。
前記基板の厚みとしては、特に制限はなく、目的に応じて適宜選択することができ、100μm以上が好ましく、500μm以上がより好ましい。
前記配線基板の大きさとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、縦10mm〜200mm、横10mm〜200mm、厚み0.5mm〜5mmの範囲の基板などが挙げられる。
【0045】
前記配線基板としては、配線パターンが形成された配線回路基板が用いられ、該回路基板は、単層回路基板(単層プリント配線基板)であってもよいし、多層回路基板(多層プリント配線基板)であってもよい。
前記回路基板の電極を構成する金属としては、例えば、Cu、Ag、Au、Ni、Sn、Al、Ti、Pd、Siなどの金属が挙げられる。これらの中でも、Cu、Ag、Auが特に好ましい。これらはメッキや貼り合わせ等の各種処理で配線基板上の電極金属の表面部分として形成されていることができる。なお、導電性接合材料を配線基板上の電極金属に塗布する場合は、導電性接合材料と配線基板上の電極金属との接続を良好にするために基板上の電極金属に対して表面被覆処理が行われているのが一般的であり、例えば、銅電極では、一例として該電極上にメッキで形成したSn、Au、Ni等の薄膜が形成されている。特に、上記金属のうちAu以外は、金属表面が酸化され易いため、はんだペーストを塗布する前にフラックス等で表面処理したり、又はプリフラックスコートしたり、各種金属メッキやはんだ被覆を行うことが好ましい。
【0046】
<<電子部品>>
前記電子部品としては、端子を有するものである限り特に制限はなく、目的に応じて適宜選択することができ、例えば、チップ部品、半導体部品などが挙げられる。
【0047】
前記チップ部品としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、コンデンサ、抵抗などが挙げられる。
前記半導体部品としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、集積回路、大規模集積回路、トランジスタ、サイリスタ、ダイオードなどが挙げられる。
【0048】
前記電子部品の大きさとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、1608タイプ(1.6mm×0.8mm×0.8mm)、1005タイプ(1mm×0.5mm×0.5mm)、0603タイプ(0.6mm×0.3mm×0.3mm)、0402タイプ(0.4mm×0.2mm×0.2mm)などが挙げられる。
【0049】
<<端子>>
前記端子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、配線、金属配線、導電性ペーストによる印刷配線などが挙げられる。
【0050】
前記端子の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、Cu、Ni、Au、Al、Mo、Cr等の金属、ITO、IZO等の金属酸化物、及びそれらの積層体又は複合体、などが挙げられる。
【0051】
−供給方法−
前記導電性接合材料の供給方法としては、導電性接合材料を一定の厚み又は一定の塗布量で付与できれば特に制限はなく、目的に応じて適宜選択することができ、例えば、スクリーン印刷、転写印刷、ディスペンス吐出、インクジェット法、などが挙げられる。
【0052】
前記スクリーン印刷では、マスク版を用いた印刷機を使用できる。印刷機は、典型的には、配線基板又は電子部品を固定する機構と、メタルマスクと基板の電極又は電子部品の端子の位置合わせを行う機構と、マスク版を配線基板又は電子部品に圧接し、そのマスク上からマスク下にある配線基板の電極又は電子部品の端子に対して開口部から導電性接合材料を塗布用のスキージで刷り込む機構とを有している。マスク版としてはメッシュタイプやメタルタイプなどの各種材質が存在するが、粒子サイズに幅広く対応し、工程での清掃も容易なメタルマスクタイプが一般に広く用いられている。
【0053】
前記転写印刷は、導電性接合材料の一定塗膜厚みの平塗り塗膜を一定のクリアランスを持つスキージなどで形成した後に、その塗膜をスタンパーで抜き取って基板の電極又は電子部品の端子にスタンプすることで、配線基板の電極又は電子部品の端子に導電性接合材料を一定量配置する方式であり、専用の転写印刷装置が用いられる。転写印刷装置は、平塗り塗膜を塗布する塗布機構と、配線基板を固定し配線基板の電極位置を合わせる機構と、三次元的にスタンパーを駆動させて抜き取り及び転写押印を行う機構とを有している。転写印刷はスクリーン印刷に比べて塗布量がばらつきやすく、スタンパーの清掃管理など連続運転に注意を要することもあり、印刷方式としてはスクリーン印刷が主流になっている。
【0054】
前記ディスペンス吐出は、配線基板上の電極又は電子部品の端子に、一定量の導電性接合材料を吐出していく方式であり、ディスペンサー装置が用いられる。ディスペンサーは、シリンジ内に収められた導電性接合材料に対して吐出に必要な圧力をオンデマンドでかけることによって一定量の導電性接合材料をシリンジ先端のニードルから押し出すものであり、シリンジ自体を三次元的に駆動させ配線基板上の電極部分の位置を決めることで電極上に必要量の導電性接合材料を吐出塗布する装置である。ニードルからの吐出という手法に起因して、ペースト自体がスクリーン印刷に比べて薄くなりにくいという欠点はあるが、工程上でのペーストのロスも少なく、吐出の位置や量がプログラムによって可変であるため、印刷マスク版を圧接しにくい段差や凹凸のある配線基板及び電子部品への導電性接合材料の塗布が可能である。
【0055】
前記インクジェット法は、微細なノズルから導電性接合材料を吐出させて配線基板上の電極又は電子部品の端子に塗布する方法である。
【0056】
<接合工程>
前記接合工程は、供給された導電性接合材料を第2の金属粒子の融点を超える温度で加熱して、前記配線基板と前記電子部品を接合する工程である。
【0057】
前記接合工程は、配線基板の電極又は電子部品の端子に供給され、溶着された導電性接合材料に電子部品又は配線基板を配置した状態で、一定の温度を印加する工程であり、一般的に、はんだ熱処理に適合する炉を持つリフロー装置、高温槽などが用いられる。
前記リフロー装置を用いたリフロー熱処理の際の加熱方式としては、赤外線印加や熱風印加などの方式が主流であり、リフロー熱処理時の炉内の雰囲気は空気の場合と窒素の場合があるが、電子部品やはんだ接合部の酸化による劣化を防ぐ意味で、近年の高密度高精度実装においては窒素雰囲気のリフロー炉が多用されている。
前記熱処理は、第2の金属粒子の融点を超える温度で10分間〜120分間行うことが好ましい。前記熱処理を第2の金属粒子の融点以下の温度で行うと、第2の金属粒子が液体化せず、第3の金属粒子の拡散が順調に進行しない原因となることがある。
前記熱処理の温度は、前記第2の金属粒子の融点に応じて異なり適宜選択することができるが、300℃を超える温度であることが好ましい。
前記熱処理は、大気中で行ってもよいが、窒素雰囲気中で行うことがより好ましい。
【0058】
ここで、図3A及び図3Bは、本発明の導電性接合材料を用いた導体の接合方法を示す概略図である。
図3Aは加熱前の状態、及び図3Bは加熱後の状態をそれぞれ示す。第1の金属粒子(Al粒子)101は小径かつ比重が小さいので、加熱溶融時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成する。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成し、単元素となったビスマス(Bi)104が表面に偏析する。第3の金属粒子(Cu粒子)103は大径かつ比重が大きいので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保することができる。
【0059】
また、図4A及び図4Bは、本発明の導電性接合材料を用いた導体の接合方法を示す別の概略図である。
図4Aは加熱前の状態、及び図4Bは加熱後の状態を示す。小径かつ比重の小さい第1の金属粒子(AgCl粒子)101が、加熱溶解時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成する。また、第1の金属粒子(AgCl粒子)101は、はんだ付け時に活性作用も有し、導電性接合材料100の酸化皮膜除去と共に、金属成分(Ag)106の析出が生じる(下記反応式参照)。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成する。第3の金属粒子(Cu粒子)103は大径かつ比重が大きいので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保することができる。
【化1】
【0060】
(半導体装置の製造方法)
本発明の半導体装置の製造方法は、本発明の前記導体の接合工程を少なくとも含み、更に必要に応じてその他の工程を含んでなる。
前記導体の接合工程は、本発明の導体の接合方法と同様にして行うことができる。
【0061】
前記その他の工程としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、金属配線をパターニングする工程、絶縁膜を形成する工程などが挙げられる。
【0062】
図5A〜図5Gは、本発明の半導体装置の製造工程の一例を説明するための概略断面図である。
まず、図5Aに示すように、電極パッド21を有する配線基板20を準備する。
次に、図5Bに示すように、配線基板20に本発明の導電性接合材料を印刷し、電極パッド21上に導電性接合材料22を載せる。印刷の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、スクリーン印刷などが挙げられる。
次に、図5Cに示すように、複数の電子部品23を電極パッド21上に配置する。
次に、図5Dに示すように、1次リフロー加熱を行い、電子部品23のはんだ接続を行う。
次に、図5Eに示すように、必要により他の電子部品23aを実装し、リード線24を実装した上で、必要により成形を行う。
次に、図5Fに示すように、封止樹脂25による封止を行うことにより、例えば、図6に示すような電子部品(0603タイプのチップ)30が実装される。図6中31はSMDチップ、32はウエハレベルパッケージ(WLP)を示す。前記封止樹脂としては、前記部品を覆う樹脂であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、フェノール樹脂、メラミン樹脂、エポキシ樹脂、ポリエステル樹脂等の熱硬化性樹脂などが挙げられる。
次に、図5Gに示すように、リード端子27を有するプリント基板26を準備し、プリント基板26上にはんだペーストをスクリーン印刷により塗布し、リード端子27上にはんだ28を載せる。続いて、電子部品のリード線24をプリント基板26上のリード端子27上に配置し、2次リフロー加熱を行うことにより、電子部品をプリント基板26にはんだ接続する。以上により、半導体装置が作製される。
【0063】
本発明の半導体装置の製造方法によると、例えば、フラッシュメモリ、DRAM、FRAM、等をはじめとする各種半導体装置を効率よく製造することができる。
【実施例】
【0064】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は、これらの実施例に何ら制限されるものではない。
なお、実施例において、金属粒子の平均粒径、金属粒子の比重、及び金属粒子の融点は、以下のようにして測定した。
【0065】
<金属粒子の平均粒径の測定>
金属粒子の平均粒径は、粒度分布計(レーザー回折式粒度分布測定装置、SALD−3100、島津製作所製)を用い、金属粒子を気相分散し、赤色半導体レーザーを照射し、受光素子に入力された粒子の回折・散乱光のパターンを標準パターンと比較解析し、粒子径とカウント数を集計し、平均粒径を算出した。
【0066】
<金属粒子の比重の測定>
金属粒子の比重は、寸法法に基づき、ノギスと天秤を用いて測定した。
【0067】
<金属粒子の融点の測定>
金属粒子の融点は、示差走査熱量測定(DSC)(セイコーインスツル株式会社製、DSC6200)にて、温度勾配0.5℃/secの条件で測定した。
【0068】
(実施例1)
−導電性接合材料の作製−
(1)金属成分・・・85質量%
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径1μm、比重2.72、融点660℃)・・・10質量%
・第2の金属粒子(Sn−58Bi合金粒子、平均粒径10μm、比重8.13、融点139℃)・・・45質量%
・第3の金属粒子(Cu粒子、平均粒径10μm、比重8.96、融点1,084℃)・・・45質量%
(2)フラックス成分・・・15質量%
・ロジン(松尾ハンダ株式会社製、MHK37−BZ)・・・50質量%
・有機溶剤(エチレングリコール系溶剤)・・・50質量%
【0069】
(実施例2)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例2の導電性接合材料を作製した。
・第1の金属粒子(Sn−55Al合金粒子、平均粒径1μm、比重4.10、融点600℃)
【0070】
(実施例3)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例3の導電性接合材料を作製した。
・第1の金属粒子(Sn−5In合金粒子、平均粒径1μm、比重5.89、融点200℃)
【0071】
(実施例4)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例4の導電性接合材料を作製した。
・第1の金属粒子(Sn−5Bi合金粒子、平均粒径1μm、比重6.02、融点200℃)
【0072】
(実施例5)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例5の導電性接合材料を作製した。
・第1の金属粒子(SnCl2粒子、平均粒径1μm、比重3.95、融点246℃)
【0073】
(実施例6)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例6の導電性接合材料を作製した。
・第1の金属粒子(SnBr2粒子、平均粒径1μm、比重5.12、融点215℃)
【0074】
(実施例7)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例7の導電性接合材料を作製した。
・第1の金属粒子(AgCl粒子、平均粒径1μm、比重5.56、融点455℃)
【0075】
(実施例8)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例8の導電性接合材料を作製した。
・第1の金属粒子(AgBr粒子、平均粒径1μm、比重6.47、融点432℃)
【0076】
(実施例9)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例9の導電性接合材料を作製した。
・第1の金属粒子(AgI粒子、平均粒径1μm、比重5.68、融点552℃)
【0077】
(実施例10)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例10の導電性接合材料を作製した。
・第1の金属粒子(AgNO3粒子、平均粒径1μm、比重4.35、融点212℃)
【0078】
(実施例11)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例11の導電性接合材料を作製した。
・第1の金属粒子(Sn−5In合金粒子、平均粒径1μm、比重5.89、融点200℃)・・・5質量%
・第1の金属粒子(Sn−5Bi合金粒子、平均粒径1μm、比重6.02、融点200℃)・・・5質量%
【0079】
(実施例12)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、実施例12の導電性接合材料を作製した。
・第2の金属粒子(Sn粒子、平均粒径10μm、比重5.82、融点232℃)・・・45質量%
【0080】
(実施例13)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、実施例13の導電性接合材料を作製した。
・第2の金属粒子(Sn−57Bi−1Ag合金粒子、平均粒径10μm、比重8.14、融点139℃)・・・45質量%
【0081】
(実施例14)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例14の導電性接合材料を作製した。
・第3の金属粒子(AgめっきされたCu粒子、平均粒径10μm、比重8.96、融点1,084℃)
【0082】
(実施例15)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例15の導電性接合材料を作製した。
・第3の金属粒子(Sn−58Bi合金めっきされたCu粒子、平均粒径10μm、比重8.96、融点1,084℃)
【0083】
(実施例16)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例16の導電性接合材料を作製した。
・第3の金属粒子(AuめっきされたCu粒子、平均粒径10μm、比重8.96、融点1,084℃)
【0084】
(実施例17)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、実施例17の導電性接合材料を作製した。
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径0.5μm、比重2.72、融点660℃)
【0085】
(実施例18)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、実施例18の導電性接合材料を作製した。
・第2の金属粒子(Sn−58Bi合金粒子、平均粒径20μm、比重8.13、融点139℃)
【0086】
(実施例19)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、実施例18の導電性接合材料を作製した。
・第3の金属粒子(Cu粒子、平均粒径20μm、比重8.96、融点1,084℃)・・・45質量%
【0087】
(比較例1)
−導電性接合材料の作製−
実施例1において、第1の金属粒子を含まず、第2の金属粒子の含有量を50質量%、及び第3の金属粒子の含有量を50質量%とした以外は、実施例1と同様にして、比較例1の導電性接合材料を作製した。
【0088】
(参考例2)
−導電性接合材料の作製−
実施例1において、第2の金属粒子及び第3の金属粒子として下記の第2の金属粒子及び第3の金属粒子に変えた以外は、実施例1と同様にして、参考例2の導電性接合材料を作製した。
・第2の金属粒子(Sn−95Au合金粒子、平均粒径10μm、比重18.65、融点980℃)
・第3の金属粒子(Zn粒子、平均粒径10μm、比重7.14、融点419℃)
【0089】
(参考例3)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子に変えた以外は、実施例1と同様にして、参考例3の導電性接合材料を作製した。
・第1の金属粒子(タングステン(W)粒子、平均粒径1μm、比重19.3、融点3,370℃)
【0090】
(参考例4)
−導電性接合材料の作製−
実施例1において、第1の金属粒子として下記の第1の金属粒子を用いた以外は、実施例1と同様にして、参考例4の導電性接合材料を作製した。
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径3μm、比重2.72、融点660℃)
【0091】
(参考例5)
−導電性接合材料の作製−
実施例1において、第2の金属粒子として下記の第2の金属粒子を用いた以外は、実施例1と同様にして、参考例5の導電性接合材料を作製した。
・第2の金属粒子(Sn−58Bi合金粒子、平均粒径7μm、比重8.13、融点139℃)
【0092】
(参考例6)
−導電性接合材料の作製−
実施例1において、第3の金属粒子として下記の第3の金属粒子を用いた以外は、実施例1と同様にして、参考例6の導電性接合材料を作製した。
・第3の金属粒子(Cu粒子、平均粒径7μm、比重8.96、融点1,084℃)・・・45質量%
【0093】
次に、作製した各導電性接合材料を用いて、以下のようにして、外観性及び接合強度を評価した。結果を表1に示す。
【0094】
<外観性>
外観性は、各導電性接合材料を用い、180℃保持で30分間の加熱条件(ただし、実施例12は250℃保持で30分間)で電子部品と基板を接合した後のはんだ接合部表面に対して、入射光と反射光の出力(mW)比率を、光パワーメータ(横河メータ&インスツルメンツ株式会社製、TB200)により測定し、下記基準で評価した。
〔評価基準〕
○:入射光と反射光の出力(mW)比率が70%以上
△:入射光と反射光の出力(mW)比率が50%以上70%未満
×:入射光と反射光の出力(mW)比率が50%未満
【0095】
<接合強度>
各導電性接合材料を用い、180℃保持で30分間の加熱条件(ただし、実施例12は250℃保持で30分間)電子部品と基板を接合した後のはんだ接合部の接合強度を、シェア強度試験器(ディジー社製、SERIES4000)により測定し、Sn−Ag−Cu合金はんだに対する接合強度比率を求め、下記基準で評価した。
〔評価基準〕
○:Sn−Ag−Cu合金はんだに対する接合強度比率が70%以上(700gf/pin以上)
△:Sn−Ag−Cu合金はんだに対する接合強度比率が60%以上(600gf/pin以上)70%未満(700gf/pin未満)
×:Sn−Ag−Cu合金はんだに対する接合強度比率が60%未満(600gf/pin未満)
【0096】
【表1−1】
【表1−2】
【表1−3】
【表1−4】
【0097】
(実施例20)
−電子部品の接合−
実施例4の導電性接合材料を用い、以下のようにして電子部品の配線基板への接合を行った。
L:200μm×W:100μmのCu電極を設けた配線基板(サブストレート基板)に実施例4の導電性接合材料をスクリーン印刷により印刷(供給)し、電子部品(0603タイプのチップ)を配置し、180℃保持で30分間熱処理し、電子部品の配線基板への接合を行った。
図3A及び図3Bに示すように、第1の金属粒子(Al粒子)101は小径かつ比重が軽いので、加熱溶融時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成した。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成し、単元素となったビスマス(Bi)104が表面に偏析した。第3の金属粒子(Cu粒子)103は大径かつ比重が重いので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保できた。
【0098】
次に、図7A〜図7Dは、実施例4の導電性接合材料を用い配線基板と電子部品の接合を行った後におけるCu粒子、Sn粒子及びBi粒子の分散状態をエネルギー分散型X線分析法で測定した結果を示す。ここで、エネルギー分散型X線分析法とは、電子ビーム等で物体を走査した際に発生する特性X線を検出し、X線から得られるエネルギーの分布から物体の構成物質を調べる分析手法であり、元素(金属)の同定、元素(金属)の分布を測定することができる。
図7Aは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したCu、Bi、及びSnのマッピング画像写真の模式図である。
図7Bは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したCuのマッピング画像写真の模式図である。
図7Cは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したBiのマッピング画像写真の模式図である。
図7Dは、実施例4の導電性接合材料を用いて配線基板と電子部品の接合を行った後におけるエネルギー分散型X線マイクロアナライザ:EDSで測定したSnのマッピング画像写真の模式図である。
これら図7A〜図7Dの結果から、実施例20において、実施例4の導電性接合材料を用い、電子部品の配線基板への接合を行った結果、図3Bで示す加熱後の状態となっていることが確認できた。
得られた接合後の電子部品は、はんだ接合部が光沢を有し、レーザー光を利用した自動外観検査装置による検査が適用可能であった。
【0099】
(実施例21)
−電子部品の接合−
実施例7の導電性接合材料を用い、以下のようにして電子部品の配線基板への接合を行った。
L:200μm×W:100μmのCu電極を設けた配線基板(サブストレート基板)に実施例7の導電性接合材料をスクリーン印刷により印刷(供給)し、電子部品(0603タイプのチップ)を配置し、180℃保持で30分間熱処理し、電子部品の配線基板への接合を行った。
図4A及び図4Bに示すように、小径かつ比重の小さい第1の金属粒子(AgCl粒子)101は、加熱溶解時に、はんだ接合部表面に集まり、導電性接合材料100表面で光沢性が良好な金属皮膜を形成した。また、第1の金属粒子(AgCl粒子)101は、はんだ付け時に活性作用も有し、導電性接合材料の酸化皮膜除去と共に、金属成分(Ag)106の析出が生じた(下記反応式参照)。また、溶融時の加熱エネルギーによって、第2の金属粒子(Sn−58Bi合金粒子)102のSnと第3の金属粒子(Cu粒子)103のCuがCu−Sn合金105を形成した。第3の金属粒子(Cu粒子)103は大径かつ比重が大きいので沈殿し、配線基板11と電子部品12の間で溶融して導通を確保できた。
【化2】
得られた接合後の電子部品は、はんだ接合部が光沢を有し、レーザー光を利用した自動外観検査装置による検査が適用可能であった。
【0100】
(実施例22)
−導電性接合材料の作製−
(1)金属成分・・・85質量%
・第1の金属粒子(アルミニウム(Al)粒子、平均粒径1μm、比重2.72、融点660℃)・・・Z質量%
・第2の金属粒子(Sn粒子、平均粒径10μm、比重5.82、融点232℃)・・・Y質量%
・第3の金属粒子(Cu粒子、平均粒径10μm、比重8.96、融点1,084℃)・・・X質量%
(2)フラックス成分・・・15質量%
・ロジン(松尾ハンダ株式会社製、MHK37−BZ)・・・50質量%
・有機溶剤(エチレングリコール系溶剤)・・・50質量%
上記組成に基づき、第1の金属粒子としてのアルミニウム粒子の添加量(Z質量%)を、0質量%、1質量%、2.5質量%、5質量%、7.5質量%、15質量%、及び20質量%にそれぞれ変えて、第2の金属粒子の添加量(Y質量%):第3の金属粒子の添加量(X質量%)=5:5(質量比)である表2に示す導電性接合材料をそれぞれ作製した。
次に、実施例1〜19と同様にして、外観性、及び接合強度を評価した。結果を表2に示す。また、図8に作製した各導電性接合材料における表面状態の写真を示す。
【0101】
【表2】
【0102】
表2及び図8の結果から、第1の金属粒子としてのアルミニウム粒子は比重が小さく、加熱溶融時に導電性接合材料の表面に集まり、導電性接合材料表面で光沢性が良好な金属皮膜を形成でき、アルミニウム粒子の添加量が1.5質量%〜20質量%、特に2.5質量%〜15質量%の範囲が外観性及び接合強度の観点から好ましいことが確認できた。
なお、第1の金属粒子としてのアルミニウム(Al)粒子の代わりに、Sn−Al合金粒子、Sn−Bi合金粒子、AgNO3粒子、AgCl粒子、AgBr粒子、SnCl粒子などを用いた場合も、上記アルミニウム(Al)粒子と同様の結果が得られた。
【0103】
以上の実施例1〜22を含む実施形態に関し、更に以下の付記を開示する。
(付記1)第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含むことを特徴とする導電性接合材料。
(付記2)第1の金属粒子の平均粒径が1μm以下であり、第2及び第3の金属粒子の平均粒径が、いずれも10μm以上である付記1に記載の導電性接合材料。
(付記3)第1の金属粒子が、アルミニウム粒子である付記1から2のいずれかに記載の導電性接合材料。
(付記4)第1の金属粒子が、Sn−Al合金粒子、Sn−In合金粒子、及びSn−Bi合金粒子の少なくともいずれかである付記1から2のいずれかに記載の導電性接合材料。
(付記5)第1の金属粒子が、SnCl2、SnBr、AgCl、AgBr、AgI、AgNO3、及びAlCl3の少なくともいずれかの粒子である付記1から2のいずれかに記載の導電性接合材料。
(付記6)第1の金属粒子の融点が、第3の金属粒子の融点よりも低い付記1から5のいずれかに記載の導電性接合材料。
(付記7)第1の金属粒子の比重が2.0以上6.0以下であり、かつ第3の金属粒子の比重が8.0以上である付記1から6のいずれかに記載の導電性接合材料。
(付記8)第2の金属粒子の融点が300℃以下であり、かつ第3の金属粒子の融点が900℃以上である付記1から7のいずれかに記載の導電性接合材料。
(付記9)第2の金属粒子が、錫粒子、錫−ビスマス合金粒子、錫−ビスマス−銀合金粒子及び錫−インジウム合金粒子から選択される少なくとも1種からなる粒子である付記1から8のいずれかに記載の導電性接合材料。
(付記10)第3の金属粒子が、金粒子、銀粒子、銅粒子、金めっきされた銅粒子、錫−ビスマス合金めっきされた銅粒子、及び銀めっきされた銅粒子から選択される少なくとも1種からなる粒子である付記1から9のいずれかに記載の導電性接合材料。
(付記11)第1の金属粒子の含有量が、全金属成分に対して1.5質量%〜20質量%である付記1から10のいずれかに記載の導電性接合材料。
(付記12)金属成分の含有量が、導電性接合材料に対し50質量%〜95質量%である付記1から11のいずれかに記載の導電性接合材料。
(付記13)エポキシ系フラックス材料及びロジン系フラックス材料の少なくともいずれかからなるフラックス成分を含有する付記1から12のいずれかに記載の導電性接合材料。
(付記14)フラックス成分の含有量が、導電性接合材料に対し5質量%〜50質量%である付記13に記載の導電性接合材料。
(付記15)第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給する工程と、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する工程と、を含むことを特徴とする導体の接合方法。
(付記16)第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給し、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する導体の接合工程
を少なくとも含むことを特徴とする半導体装置の製造方法。
【符号の説明】
【0104】
1 高融点金属粒子
2 低融点金属粒子
5 Cu−Sn系金属間化合物
10 導電性接合材料
11 配線基板
12 電子部品
20 配線基板
21 電極パッド
22 導電性接合材料
23 電子部品
23a 電子部品
24 リード線
25 封止樹脂
26 プリント基板
27 リード端子
28 はんだ
30 電子部品
31 SMDチップ
32 ウエハレベルパッケージ(WLP)
100 導電性接合材料
101 第1の金属粒子
102 第2の金属粒子
103 第3の金属粒子
104 ビスマス(Bi)
105 Cu−Sn合金
106 銀(Ag)
【特許請求の範囲】
【請求項1】
第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含むことを特徴とする導電性接合材料。
【請求項2】
第1の金属粒子の平均粒径が1μm以下であり、
第2及び第3の金属粒子の平均粒径が、いずれも10μm以上である請求項1に記載の導電性接合材料。
【請求項3】
第1の金属粒子の融点が、第3の金属粒子の融点よりも低い請求項1から2のいずれかに記載の導電性接合材料。
【請求項4】
第1の金属粒子の比重が2.0以上6.0以下であり、かつ第3の金属粒子の比重が8.0以上である請求項1から3のいずれかに記載の導電性接合材料。
【請求項5】
第2の金属粒子の融点が300℃以下であり、かつ第3の金属粒子の融点が900℃以上である請求項1から4のいずれかに記載の導電性接合材料。
【請求項6】
第2の金属粒子が、錫粒子、錫−ビスマス合金粒子、錫−ビスマス−銀合金粒子及び錫−インジウム合金粒子から選択される少なくとも1種からなる粒子である請求項1から5のいずれかに記載の導電性接合材料。
【請求項7】
第3の金属粒子が、金粒子、銀粒子、銅粒子、金めっきされた銅粒子、錫−ビスマス合金めっきされた銅粒子、及び銀めっきされた銅粒子から選択される少なくとも1種からなる粒子である請求項1から6のいずれかに記載の導電性接合材料。
【請求項8】
第1の金属粒子の含有量が、全金属成分に対して1.5質量%〜20質量%である請求項1から7のいずれかに記載の導電性接合材料。
【請求項9】
第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給する工程と、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する工程と、を含むことを特徴とする導体の接合方法。
【請求項10】
第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給し、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する導体の接合工程
を少なくとも含むことを特徴とする半導体装置の製造方法。
【請求項1】
第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含むことを特徴とする導電性接合材料。
【請求項2】
第1の金属粒子の平均粒径が1μm以下であり、
第2及び第3の金属粒子の平均粒径が、いずれも10μm以上である請求項1に記載の導電性接合材料。
【請求項3】
第1の金属粒子の融点が、第3の金属粒子の融点よりも低い請求項1から2のいずれかに記載の導電性接合材料。
【請求項4】
第1の金属粒子の比重が2.0以上6.0以下であり、かつ第3の金属粒子の比重が8.0以上である請求項1から3のいずれかに記載の導電性接合材料。
【請求項5】
第2の金属粒子の融点が300℃以下であり、かつ第3の金属粒子の融点が900℃以上である請求項1から4のいずれかに記載の導電性接合材料。
【請求項6】
第2の金属粒子が、錫粒子、錫−ビスマス合金粒子、錫−ビスマス−銀合金粒子及び錫−インジウム合金粒子から選択される少なくとも1種からなる粒子である請求項1から5のいずれかに記載の導電性接合材料。
【請求項7】
第3の金属粒子が、金粒子、銀粒子、銅粒子、金めっきされた銅粒子、錫−ビスマス合金めっきされた銅粒子、及び銀めっきされた銅粒子から選択される少なくとも1種からなる粒子である請求項1から6のいずれかに記載の導電性接合材料。
【請求項8】
第1の金属粒子の含有量が、全金属成分に対して1.5質量%〜20質量%である請求項1から7のいずれかに記載の導電性接合材料。
【請求項9】
第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給する工程と、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する工程と、を含むことを特徴とする導体の接合方法。
【請求項10】
第1の金属粒子と、前記第1の金属粒子よりも大きな平均粒径を有する第2の金属粒子と、前記第1の金属粒子よりも平均粒径が大きく、前記第1の金属粒子よりも比重が大きく、かつ前記第2の金属粒子よりも融点が高い第3の金属粒子とを含む導電性接合材料を、配線基板の電極と該電極に実装される電子部品の端子の少なくともいずれかに供給し、
供給された前記導電性接合材料を前記第2の金属粒子の融点を超える温度で加熱して、前記配線基板及び前記電子部品を接合する導体の接合工程
を少なくとも含むことを特徴とする半導体装置の製造方法。
【図5A】

【図5B】
【図5C】
【図5D】
【図5E】
【図5F】
【図5G】
【図1A】
【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図8】
【図5B】
【図5C】
【図5D】
【図5E】
【図5F】
【図5G】
【図1A】
【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図6】
【図7A】
【図7B】
【図7C】
【図7D】
【図8】
【公開番号】特開2013−81966(P2013−81966A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−221817(P2011−221817)
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
[ Back to top ]