
導電性樹脂組成物及びその成形体
【課題】導電性物質の充填量が比較的少なくても、その成形体が導電性に優れ、特に接触抵抗、貫通抵抗が低く、燃料電池用のセパレーター等の高導電性材料に好適な導電性樹脂組成物およびその成形体を提供する。
【解決手段】分散相と連続相とを含み、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、粉末状および/または繊維状の導電性物質とを少なくとも含む導電性樹脂組成物(B)とその成形体である。分散相と連続相の海−島構造のミクロ相分離形態を有する高分子多成分系において、島相の数平均粒子径が、導電性物質の数平均粒子径よりも小さく、島相の数平均粒子径が0.001〜2μmであるバインダーを用いることによって、高い導電性を発現でき、更には、そのバインダー成分の1成分がエラストマーであることによって、接触抵抗、貫通抵抗を更に低減できる。
【解決手段】分散相と連続相とを含み、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、粉末状および/または繊維状の導電性物質とを少なくとも含む導電性樹脂組成物(B)とその成形体である。分散相と連続相の海−島構造のミクロ相分離形態を有する高分子多成分系において、島相の数平均粒子径が、導電性物質の数平均粒子径よりも小さく、島相の数平均粒子径が0.001〜2μmであるバインダーを用いることによって、高い導電性を発現でき、更には、そのバインダー成分の1成分がエラストマーであることによって、接触抵抗、貫通抵抗を更に低減できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性樹脂組成物に関する。更に詳しくは、本発明は、高導電化に有用なマトリックスと導電性物質とを少なくとも含む導電性樹脂組成物、該組成物から得られる接触抵抗に優れた成形体、および燃料電池用セパレータに関する。
【背景技術】
【0002】
従来より、高い導電性が必要とされる用途には、金属や炭素材料等が主として用いられてきた。しかしながら、近年のエレクトロニクス、電気化学、エネルギー、輸送機器等の分野における導電性材料の用途の多様化に伴い、導電性材料の一種たる導電性樹脂組成物が果たすべき役割が大きくなってきた。その結果、導電性樹脂組成物は高性能化、高機能性化において目覚ましい発展を遂げて来た。その重要な要因として、高分子材料との複合化により成形加工性が大幅に向上したことが挙げられるであろう。
【0003】
導電性樹脂組成物においては、機械的特性や成形性等を実質的に損わせずに、効果的に導電性を発現させることが重要である。例えば、特許文献1には、マトリックスが完全相容性でない2種以上のポリマーを混合し、より親和性の高いポリマー中へ導電性を付与するフィラーを偏在させることが開示されている。
【0004】
導電性が要求される用途としては、従来のものに加え、近年では特に回路基板、抵抗器、積層体、電極等の電子材料や、ヒーター、発熱装置部材、集塵フィルタエレメント、PTC素子、エレクトロニクス部品、または半導体部品等が挙げられる。これらの用途においては、導電性と共に高い耐熱性が要求されることとなる。
【0005】
他面では、近年、環境問題、エネルギー問題等の観点から、燃料電池が注目されている。燃料電池は、水素と酸素を利用して電気分解の逆反応で発電し、水以外の排出物がないクリーンな発電装置である。この燃料電池の分野においても、導電性樹脂組成物が大きな役割を担うことができる。燃料電池は、その電解質の種類に応じて数種類に分類されるが、これらの中でも、固体高分子型燃料電池は低温で作動するため、自動車や民生用として最も有望である。このような燃料電池は、例えば、高分子固体電解質、ガス拡散電極、触媒、セパレータから構成された単セルを積層することによって、高出力の発電が達成できる。
【0006】
上記構成を有する燃料電池において、単セルを仕切るためのセパレータには、通常、燃料ガス(水素等)と酸化剤ガス(酸素等)を供給し、発生した水分(水蒸気)を排出するための流路(溝)が形成されている。それゆえに、セパレータにはこれらのガスを完全に分離できる高い気体不透過性と、内部抵抗を小さくするために高い導電性が要求される。更には、このセパレータには、熱伝導性、耐久性、強度等に優れていることが要求される。
【0007】
これらの要求を達成する目的で、従来より、この燃料電池用セパレータとしては、金属材料と炭素材料の両方から検討されてきた。これらの材料のうち、金属材料に関しては耐食性の問題から、表面に貴金属や炭素を被覆させる試みがされてきたが、充分な耐久性が得られず、更に被覆にかかるコストが問題になる。
【0008】
一方、炭素材料に関しても多く検討が成され、膨張黒鉛シートをプレス成形して得られた成形品、炭素焼結体に樹脂を含浸させ硬化させた成形品、熱硬化性樹脂を焼成して得られるガラス状カーボン、炭素粉末と樹脂を混合後成形した成形品等が燃料電池用セパレータ用材料の例として挙げられる。
【0009】
例えば、特許文献2には、炭素質粉末に結合材を加えて加熱混合後CIP成形(Cold Isostatic Pressing;冷間等方圧加工法)し、次いで焼成、黒鉛化して得られた等方性黒鉛材に熱硬化性樹脂を含浸、硬化処理した後に、溝を切削加工によって彫るという煩雑な工程が開示されている。
【0010】
また、組成物の工夫によって、セパレータの高性能化が試みられてきた。例えば、特許文献3には、樹脂で被覆された炭素質粉末と、該被覆樹脂よりも高耐熱性の樹脂との複合化により、優れた機械的特性及び電気的特性を兼ね備えたセパレータが開示されている。特許文献4には、低融点金属、金属粉末、熱可塑性プラスチック、及び熱可塑性エラストマーの混合物からなる樹脂組成物が開示されている。
【0011】
他面では、セパレータの接触抵抗を下げることが重要であり、その手法も多々検討されている。例えば特許文献5では、セパレータの表面の樹脂リッチ層を研削して、表面における炭素粉末の面積率を向上させることが開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平1−263156号公報。
【特許文献2】特開平8−222241号公報。
【特許文献3】特開2003−257446号公報。
【特許文献4】特開2000−348739号公報。
【特許文献5】特開2003−282084号公報。
【発明の概要】
【発明が解決しようとする課題】
【0013】
上述したような従来の導電性樹脂組成物から成る種々の成形体は、高い導電性を発現させるため、導電性付与材の充填量を大幅に増やす必要があるが、モールド成形性を保持するために樹脂の含有量を多くせざるを得ないため、充分に高い導電性を得ることができなかった。
【0014】
また、導電性付与材を高充填した結果、表面の平滑性が損われる、表面が硬くなる、等の影響で、導電性樹脂組成物の成形体の接触抵抗が悪化する傾向があった。その他、成形体の表面をバインダー樹脂が覆ってしまって接触抵抗が悪化した場合、該成形体の表面を研削する等の処理を行っていた。
【0015】
更に、高い導電性を得るために、成形体を1000〜3000℃の高温で長時間加熱を行う焼成の工程を含むと、製造に要する時間が長くなり、且つ、製造工程が煩雑となってコストが上昇してしまうという問題があった。
【0016】
本発明の目的は、上記した従来技術の欠点を解消した(特に、接触抵抗、貫通抵抗が低い)導電性性樹脂組成物およびその成形体を提供することにある。
【0017】
本発明の他の目的は、該組成物をモールド成形して得られる、導電性に優れた燃料電池用セパレータを提供することにある。
【課題を解決するための手段】
【0018】
本発明者らは上記課題を解決するために鋭意研究を重ねた結果、分散相と連続相とを含む特定の樹脂バインダーを用いることによって、高い導電性を発現できることを見出し、本発明を完成するに至った。
【0019】
本発明は上記知見に基づくものである。より詳しくは、本発明は、例えば以下の[1]〜[16]の事項を含む。
【0020】
[1] 分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、
粉末状および/または繊維状の導電性物質(B)とを少なくとも含むことを特徴とする導電性樹脂組成物。
【0021】
[2] A成分+B成分を基準(100質量%)として、前記A成分が40〜2質量%、B成分が60〜98質量%であることを特徴とする[1]記載の導電性樹脂組成物。
【0022】
[3] 前記A成分の分散相の数平均粒子径が、B成分の数平均粒子径または数平均繊維径よりも小さいことを特徴とする[1]または[2]のいずれかに記載の導電性樹脂組成物。
【0023】
[4] 前記A成分に含まれる少なくとも1成分が、エラストマー成分であることを特徴とする[1]〜[3]のいずれかに記載の導電性樹脂組成物。
【0024】
[5] A成分が熱可塑性樹脂1〜99質量%とエラストマー99〜1質量%とからなることを特徴とする[1]〜[4]のいずれかに記載の導電性樹脂組成物。
【0025】
[6] 前記A成分が、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマー、オレフィン結晶・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・イソプレン・スチレン ブロックコポリマー及びスチレン・ブタジエン・スチレン ブロックコポリマーのいずれか1種または2種以上と、ポリオレフィンの組成物からなることを特徴とする[1]〜[5]のいずれかに記載の導電性樹脂組成物。
【0026】
[7] 前記A成分がポリ弗化ビニリデンと軟質アクリル樹脂とを少なくとも含むことを特徴とする[1]〜[5]のいずれかに記載の導電性樹脂組成物。
【0027】
[8] 前記B成分が金属材料、炭素質材料、導電性高分子、金属被覆フィラーまたは金属酸化物からなる群から選ばれる少なくとも1種であることを特徴とする[1]〜[7]のいずれかに記載の導電性樹脂組成物。
【0028】
[9] 前記B成分が、0.05〜5質量%のホウ素を含む炭素質材料であることを特徴とする[1]〜[8]のいずれかに記載の導電性樹脂組成物。
【0029】
[10] 前記B成分が、気相法炭素繊維および/またはカーボンナノチューブを0.1〜50質量%(これらを含むB成分全体が基準)含むことを特徴とする[1]〜[9]のいずれかに記載の導電性樹脂組成物。
【0030】
[11] 気相法炭素繊維またはカーボンナノチューブが、0.05〜5質量%のホウ素を含むことを特徴とする[1]〜[10]のいずれかに記載の導電性樹脂組成物。
【0031】
[12] [1]〜[11]のいずれかに記載の導電性樹脂組成物を成形してなる導電性成形体。
【0032】
[13] 体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下および貫通抵抗が0.1Ωcm以下であることを特徴とする[12]記載の導電性成形体。
【0033】
[14] 熱伝導率が1.0W/m・K以上であること特徴とする[12]または[13]に記載の導電性成形体。
【0034】
[15] [12]〜[14]のいずれかに記載の導電性成形体を使用してなる燃料電池用セパレータ。
【0035】
[16] 4つ以上の貫通孔を有し、セパレータの両面に幅0.1〜2mm、深さ0.1〜1.5mmの溝が形成され、最薄部の厚さが1mm以下、体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下、熱伝導率が1.0W/m・K以上および通気率が1×10-6cm2/sec以下であることを特徴とする[15]に記載の燃料電池用セパレータ。
【発明の効果】
【0036】
上記した構成を有する本発明の導電性樹脂組成物は、その成形体が導電性に優れ、且つ放熱性にも優れるため、従来実現が困難であった領域の材料、例えば、エレクトロニクス分野、電気製品、機械部品、車輌部品等の各種用途・部品に広く適用可能であり、特に燃料電池用セパレーターとして非常に有用である。
【図面の簡単な説明】
【0037】
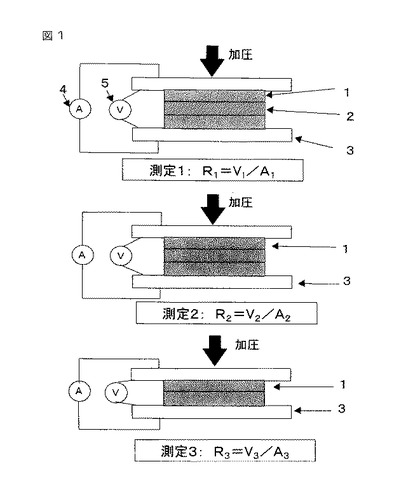
【図1】本発明において好適に使用可能なカーボンペーパとセパレータの接触抵抗の測定方法を説明するための模式断面図である。
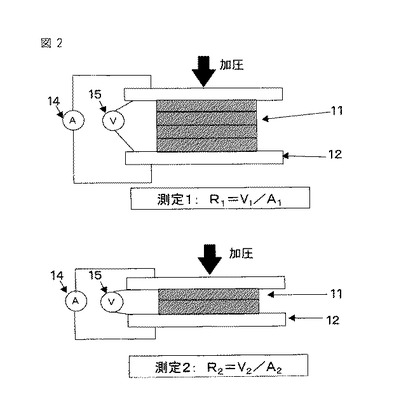
【図2】本発明において好適に使用可能な貫通抵抗の測定方法を説明するための模式断面図である。
【発明を実施するための形態】
【0038】
以下、必要に応じて図面を参照しつつ本発明を更に具体的に説明する。以下の記載において量比を表す「部」および「%」は、特に断らない限り質量基準とする。
【0039】
(導電性樹脂組成物)
本発明の導電性樹脂組成物は、高分子多成分系の樹脂バインダー(A)と、粉末状および/または繊維状の導電性物質(B)とを少なくとも含む組成物である。
(A成分)
上記A成分は、分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダーである。
【0040】
一方、完全相容のポリマーの組合せ、共連続相の形態、または層状に相分離した形態では導電性の向上には限界がある。また、完全相容性でない2種以上のポリマーを混合し、親和性の高い一方のポリマー中へ偏在させる技術(特許文献1がこれに該当する。)は、109〜100Ωcmの低導電領域において効率的に導電性を発現させるのに有効であるが、100Ωcm未満の高導電性領域では、導電性物質を高充填するため、この偏在技術はあまり効果が発揮されない。
【0041】
本発明のA成分は、例えば、2種以上のポリマーの混合または、2種以上のポリマー鎖が共重合したブロック共重合体、によって得られる。2種以上のポリマーとしては、非相溶系(完全相溶性でない組合せ)が好ましい。
【0042】
(エラストマー成分)
本発明においてA成分は、少なくとも1成分以上のエラストマー成分を含むことが好ましい。エラストマー成分を含むことによって、接触抵抗および貫通抵抗を更に改良することができる。
【0043】
エラストマーは、常温付近でゴム状弾性を有する高分子である。このエラストマーとしては、例えば、アクリロニトリルブタジエンゴム、水素化ニトリルゴム、スチレンブタジエンゴム、エチレンプロピレンゴム、エチレンプロピレンジエン三元共重合ゴム、エチレンブタジエンゴム、フッ素ゴム、イソプレンゴム、シリコーンゴム、アクリルゴム、ブタジエンゴム、ハイスチレンゴム、クロロプレンゴム、ウレタンゴム、ポリエーテル系特殊ゴム、四フッ化エチレン・プロピレンゴム、エピクロロヒドリンゴム、ノルボルネンゴム、ブチルゴム、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、フッ素系熱可塑性エラストマー、軟質アクリル樹脂等の中から選ばれた1〜2種類以上の組み合わが使用可能である。
【0044】
上記した中でも、エラストマーとして、アクリロニトリルブタジエンゴム、水素化ニトリルゴム、スチレンブタジエンゴム、エチレンプロピレンゴム、エチレンプロピレンジエン三元共重合ゴム、エチレンブタジエンゴム、イソプレンゴム、ブタジエンゴム、アクリルゴム、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、フッ素系熱可塑性エラストマー、軟質アクリル樹脂を用いることが耐加水分解性の点から好ましい。
【0045】
A成分の分散相の形態は、特に制限されない。分散相の中に更に多数の島相が分散したような、いわゆる「サラミ構造」、分散相の中に中心相が存在するコアシェル構造等、種々挙げられるが、これらに限定されるものではない。
【0046】
A成分の形態および、分散相のサイズの観察については、例えば、透過型電子顕微鏡(以下、「TEM」と略す。)や、走査型電子顕微鏡(以下、「SEM」と略す。)による観察があげられる。具体的な例としては、「電子顕微鏡による高分子材料の新しい観察法(高分子論文集、56、684−692(1999)」、または「よくわかる電子顕微鏡技術(医学・生物学電子顕微鏡技術研究会)」に記載されている。
【0047】
(数平均粒子径)
本発明におけるA成分の分散相の数平均粒子径は0.001〜2μmであることが必要であり、より好ましくは0.01〜1.5μmであり、更に好ましくは0.02〜1μmである。分散相が0.001μm未満では導電性を向上させる効果が小さい。一方、2μmを超えると、導電性が悪くなるため好ましくない。
【0048】
更にA成分の分散相の数平均粒子径は、B成分の数平均粒子径または数平均繊維径よりも小さいことが好ましい。A成分の分散相の数平均粒子径が、B成分の数平均粒子径(または数平均繊維径)よりも大きいと導電性が悪くなる傾向がある(B成分が粒子状と繊維状の混合物であった場合は、その組成比の割合の個数でそれぞれ測定し、数平均粒子径として算出する)。本発明においては、A成分の分散相の数平均粒子径(Pa)と、B成分の数平均粒子径または数平均繊維径(Pb)との比(Pa/Pb)は、0.8以下であることが好ましく、更には0.7〜0.00001(特に0.6〜0.00005)であることが好ましい。
【0049】
本発明において、A成分の分散相の平均粒子径、およびB成分で繊維を含む場合の平均粒子径の測定は以下の方法を用いた。 A成分の数平均粒子径は、ウルトラミクロトーム(ライヘルト社製、ULTRACUTN)を用いて、液体窒素により凍結させたサンプルの断面から超薄切片を作製し、オスミウム染色後、TEM(日本電子社製、JEM−1230)により分散相の粒子径を観察し、そのTEM像を画像解析システム(ニレコ社製、ルーゼックス)により100個の粒子から求めた。 また、B成分については、SEM(日本電子社製、JSM−5510)を用いて観察した100個の粒子径(繊維径も含む)を画像解析することによって測定した。
【0050】
B成分で繊維を含まない粉末の平均粒子径については、レーザー回折散乱法、(日機装(株)製のマイクロトラックHRA装置)で測定した。その測定条件は、サンプル50mgを秤量し、50mlの蒸留水に添加する。更に2%Triton(界面活性剤;和光純薬工業製社製)水溶液0.2mlを加えて3分間超音波分散させた後、測定した。
(ここで言う繊維とは、(長軸の長さ/短軸の長さ)の比が10以上ものをいう。)
【0051】
(スチレン系熱可塑性エラストマー)
本発明のスチレン系熱可塑性エラストマーの具体例としては、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマー、オレフィン結晶・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・イソプレン・スチレン ブロックコポリマー、スチレン・ブタジエン・スチレン ブロックコポリマー等が挙げられる。中でも、分散性の点からは、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマーが好ましい。
【0052】
ここに、ポリオレフィンとは炭化水素系化合物の総称である。このポリオレフィンとしてはり、ポリプロピレン、ポリエチレン、ポリブテン、ポリメチルペンテン等が挙げられる。中でも、耐熱性と加工性のバランスの点からは、ポリプロピレン、ポリブテンが好ましい。
【0053】
本発明におけるA成分は、リサイクル性の点からは、熱可塑性樹脂とエラストマーとを含むことが好ましい。このような態様においては、熱可塑性樹脂とエラストマーとの質量比が、1:99〜99:1であることが好ましい。この質量比は、より好ましくは、5:95〜95:5であり、更に好ましくは10:90〜95:5が好適である。
【0054】
(熱可塑性樹脂)
熱可塑性樹脂としては、アクリロニトリルブタジエンスチレン共重合体、ポリスチレン、アクリル樹脂、ポリ塩化ビニル、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン、フッ素樹脂、ポリオレフィン、ポリアセタール、ポリアミド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリシクロオレフィン、ポリフェニレンスルフィド、ポリフェニレンオキシド、ポリフェニレンスルホン等が挙げられる。
【0055】
中でも、環境問題の点からは、上記した熱可塑性樹脂として、ポリスチレン、アクリル樹脂、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン、フッ素樹脂、ポリオレフィン、ポリアセタール、ポリブチレンテレフタレート、ポリカーボネート、ポリシクロオレフィン、ポリフェニレンスルフィド、ポリフェニレンオキシド、ポリフェニレンスルホンを用いることが好ましい。
【0056】
熱可塑性樹脂とエラストマーによる、本発明における好ましい組み合せの例としては、ポリスチレンとポリブタジエンの共重合、ポリスチレンとイソプレンゴムの共重合、ポリオレフィンとスチレン系熱可塑性エラストマーの混合、ポリ弗化ビニリデンとアクリル樹脂の混合、その他、熱可塑性樹脂とエラストマー成分との共重合体、更に、相容化剤または界面活性剤を用いて熱可塑性樹脂とエラストマー成分をミクロ相分離構造させたポリマーアロイ等が挙げられる。
【0057】
中でも、耐熱水性の点からは、ポリオレフィンとスチレン系熱可塑性エラストマーの混合、ポリ弗化ビニリデンとアクリル樹脂の混合を用いることが好ましい。
【0058】
(他の成分)
この他A成分中には、必要に応じて、各種の添加剤、例えば、熱硬化性樹脂、モノマー、可塑剤、硬化剤、硬化開始剤、硬化助剤、溶剤、紫外線安定剤、酸化防止剤、熱安定剤、消泡剤、レベリング剤、離型剤、滑剤、撥水剤、増粘剤、低収縮剤、または親水性付与剤等から選ばれる成分を添加することができる。
【0059】
(A成分の製造方法)
本発明のA成分の製造方法は特に制限されないが、例えば、溶液法、エマルション法、溶融法等の物理的方法、あるいはグラフト重合法、ブロック重合法、IPN(相互入高分子網目)法等の化学的方法による製造法が挙げられる。
【0060】
異種ポリマーのブレンドによるA成分の製造の場合は、多様性の点からは溶融法が好ましい。この溶融法の具体的な手法は特に制限されないが、ロール、ニーダー、バンバリーミキサー、押出機等の混練機械を用いてブレンドする方法等が挙げられる。
【0061】
(ミクロ相分離構造の制御)
また、異種ポリマーのブレンドだけでなく、相容化剤を介在させて界面張力を低下させ、ミクロ相分離構造を制御することによっても、目的とするA成分を得ることができる。このようなミクロ相分離構造を制御する方法としては、高分子反応を伴う連続押出機を用いた方法である、リアクティブプロセッシング法による製造がより好ましい。
【0062】
(共重合体)
A成分として使用可能なブロック共重合体の製造法としては、特に制限はなく、アニオン重合、カチオン重合、配位重合等のリビング重合法、反応性末端基を有する高分子の反応、高分子開始剤による異種モノマーの重合等が挙げられる。 ブロック共重合体の具体例としては、スチレンブタジエンスチレン共重合体、スチレンイソプレンスチレン共重合体、スチレンエチレンブチレンスチレン共重合体、スチレンエチレンプロピレンスチレン共重合体、オレフィン結晶エチレンブチレンオレフィン結晶共重合体等が挙げられる。
【0063】
また、A成分として使用可能なグラフト重合体は、幹ポリマー存在下でモノマーを重合する方法によって得られるため多種多用であり、例えば、リビング重合、ラジカル重合、放射線重合、光重合、マクロモノマー系重合等が挙げられるが、これらに限定されるものではない。 グラフト重合体の具体例としては、アクリロニトリルブタジエンスチレン共重合体、ブタジエンスチレン共重合体、メタアクリレートブタジエンスチレン共重合体等が挙げられる。
【0064】
(B成分)
本発明において、上記したA成分とともに導電性樹脂組成物を構成するB成分は、粉末状および/または繊維状の導電性物質である限り、特に制限されない。導電性の点からは、このB成分は、金属材料、炭素質材料、導電性高分子、金属被覆フィラー、または金属酸化物の中から選ばれた1ないし2種類以上の組み合わせが好ましい。より好ましくは、炭素質材料、および/または金属材料である。
【0065】
(金属材料)
金属材料としては、導電性の点からは、Ni、Fe、Co、B、Pb、Cr、Cu、Al、Ti、Bi、Sn、W、P、Mo、Ag、Pt、Au、TiC、NbC、TiCN、TiN、CrN、TiB2、ZrB2、Fe2Bのいずれか1種類または2種類以上の複合材料であることが好ましい。更に、これらの金属材料を粉末状、あるいは繊維状に加工して使用することができる。
【0066】
(炭素質材料)
炭素質材料としては、導電性の点からは、カーボンブラック、炭素繊維、アモルファスカーボン、膨張黒鉛、人造黒鉛、天然黒鉛、気相法炭素繊維、カーボンナノチューブ、フラーレンの中から選ばれた1ないし2種類以上の組み合わせが挙げられる。
【0067】
更に、炭素材料の導電性向上の点からは、炭素質材料中にホウ素が0.05〜5質量%含まれることが好ましい。ホウ素量が0.05質量%未満では、目的とする高導電性の黒鉛粉末が得られない可能性が高くなる。他方、ホウ素量が5質量%を超えて含まれていても、炭素材料の導電性向上への寄与の程度が低下する傾向がある。炭素質材料に含まれるホウ素の量の測定方法は特に制限はなく、どのような測定方法でも測定できる。本発明では誘導型プラズマ発光分光分析法(以下、「ICP」と略す。)又は誘導型プラズマ発光分光質量分析法(以下、「ICP−MS」と略す。)により測定した値を用いる。具体的には試料に硫酸および硝酸を加え、マイクロ波加熱(230℃)して分解(ダイジェスター法)し、更に過塩素酸(HClO4)を加えて分解したものを水で希釈し、これをICP発光分析装置にかけて、ホウ素量を測定する。
【0068】
(ホウ素の含有方法)
ホウ素を含有させる方法としては、天然黒鉛、人造黒鉛、膨張黒鉛、カーボンブラック、炭素繊維、気相法炭素繊維、カーボンナノチューブ等の単品、あるいはそれらの1種以上の混合物にホウ素源として、B単体、B4C、BN、B203、H3B03等を添加し、よく混合して約2300〜3200℃で黒鉛化処理することによって、炭素質材料中にホウ素を含有させる方法を用いることができる。ホウ素化合物の混合が不均一な場合には、黒鉛粉末が不均一になるだけでなく、黒鉛化時に焼結する可能性が高くなる傾向がある。ホウ素化合物を均一に混合させるために、これらのホウ素源は50μm以下、好ましくは20μm以下程度の粒径を有する粉末にして、コークス等の粉末に混合することが好ましい。
【0069】
ホウ素を添加しない場合、黒鉛化すると黒鉛化度(結晶化度)が下がり、格子間隔が大きくなり、高導電性の黒鉛粉末を得ることの困難性が増大する傾向がある。また、黒鉛中にホウ素および/またはホウ素化合物が混合されている限り、ホウ素の含有の形態は特に制限されないが、黒鉛結晶の層間に存在するもの、黒鉛結晶を形成する炭素原子の一部がホウ素原子に置換されたものも、より好適なものとして挙げられる。また、炭素原子の一部がホウ素原子に置換された場合のホウ素原子と炭素原子の結合は、共有結合、イオン結合等どのような結合様式であっても構わない。
【0070】
(炭素質材料)
上述した炭素質材料の一例であるカーボンブラックとしては、天然ガス等の不完全燃焼、アセチレンの熱分解により得られるケッチェンブラック、アセチレンブラック、炭化水素油や天然ガスの不完全燃焼により得られるファーネスカーボン、天然ガスの熱分解により得られるサーマルカーボン等が挙げられる。
【0071】
上記した炭素繊維としては、重質油、副生油、コールタール等から作られるピッチ系と、ポリアクリロニトリルから作られるPAN系が挙げられる。
【0072】
上記したアモルファスカーボンを得るためには、フェノール樹脂を硬化させて焼成処理し粉砕して粉末とする方法、または、フェノール樹脂を球状、不定形状の粉末の状態で硬化させて焼成処理する方法等がある。導電性の高いアモルファスカーボンを得るためには2000℃以上に加熱処理することが適する。
【0073】
上記した膨張黒鉛粉末は、例えば、天然黒鉛、熱分解黒鉛等高度に結晶構造が発達した黒鉛を、濃硫酸と硝酸との混液、濃硫酸と過酸化水素水との混液の強酸化性の溶液に浸漬処理して黒鉛層間化合物を生成させ、水洗してから急速加熱して、黒鉛結晶のC軸方向を膨張処理することによって得られた粉末や、それを一度シート状に圧延したものを粉砕した粉末である。
【0074】
上記した人造黒鉛を得るためには、通常は先ずコークスを製造する。コークスの原料は石油系ピッチ、石炭系のピッチ等が用いられる。これらの原料を炭化してコークスとする。コークスから黒鉛化粉末にするには一般的にコークスを粉砕後黒鉛化処理する方法、コークス自体を黒鉛化した後粉砕する方法、あるいはコークスにバインダーを加え成形、焼成した焼成品(コークスおよびこの焼成品を合わせてコークス等という)を黒鉛化処理後粉砕して粉末とする方法等がある。原料のコークス等はできるだけ、結晶が発達していない方が良いため、2000℃以下、好ましくは1200℃以下で加熱処理したものが適する。
【0075】
黒鉛化方法は、粉末を黒鉛ルツボに入れ直接通電するアチソン炉を用いる方法、黒鉛発熱体により粉末を加熱する方法等を使用することができる。
【0076】
コークス、人造黒鉛および天然黒鉛等の粉砕には、高速回転粉砕機(ハンマーミル、ピンミル、ケージミル)や各種ボールミル(転動ミル、振動ミル、遊星ミル)、撹拌ミル(ビーズミル、アトライター、流通管型ミル、アニュラーミル)等が使用できる。また、微粉砕機であるスクリーンミル、ターボミル、スーパーミクロンミル、ジェットミルでも条件を選定することによって使用可能である。これらの粉砕機を用いてコークスおよび天然黒鉛等を粉砕し、その際の粉砕条件の選定、および必要により粉末を分級し、平均粒径や粒度分布をコントロールする。
【0077】
コークス粉末、人造黒鉛粉末および天然黒鉛粉末等を分級する方法としては、分離が可能であれば何れでも良いが、例えば、篩分法や強制渦流型遠心分級機(ミクロンセパレーター、ターボプレックス、ターボクラシファイアー、スーパーセパレーター)、慣性分級機(改良型バーチュウアルインパクター、エルボジェット)等の気流分級機が使用できる。また湿式の沈降分離法や遠心分級法等も使用できる。
【0078】
(気相法炭素繊維/カーボンナノチューブ)
本発明のB成分中には、気相法炭素繊維、および/またはカーボンナノチューブを0.1〜50質量%含むことが好ましい。より好ましくは、0.1〜45質量%であり、更に好ましくは、0.2〜40質量%である。0.1質量%未満では、導電性の向上に効果がない。また、50質量%を超えると成形性が悪くなる傾向にある。
【0079】
更に気相法炭素繊維またはカーボンナノチューブ中には0.05〜5質量%のホウ素を含有することが好ましい。より好ましくは、0.06〜4質量%であり、更に好ましくは、0.06〜3質量%である。0.05質量%未満では、ホウ素を添加したことで導電性を向上させる効果が小さい。また、5質量%を超えた添加では、不純物量が多くなり、他の物性の低下をもたらす傾向がある。
【0080】
気相法炭素繊維とは、例えばベンゼン、トルエン、天然ガス等の有機化合物を原料に、フェロセン等の遷移金属触媒の存在下で、水素ガスとともに800℃〜1300℃で熱分解反応させることによって得られる、繊維径が約0.5μm〜10μm。更に、その後約2300℃〜3200℃で黒鉛化処理することが好ましい。より好ましくは、ホウ素、炭化ホウ素、ベリリウム、アルミニウム、ケイ素等の黒鉛化触媒とともに約2300℃〜3200℃で黒鉛化処理する。
【0081】
カーボンナノチューブとは、近年その機械的強度のみでなく、電界放出機能や、水素吸蔵機能が産業上注目され、更に磁気機能にも目が向けられ始めている。この種のカーボンナノチューブは、グラファイトウィスカー、フィラメンタスカーボン、グラファイトファイバー、極細炭素チューブ、カーボンチューブ、カーボンフィブリル、カーボンマイクロチューブ、カーボンナノファイバー等とも呼ばれており、繊維径が約0.5nm〜100nmのものをである。カーボンナノチューブにはチューブを形成するグラファイト膜が一層である単層カーボンナノチューブと、多層である多層カーボンナノチューブがある。本発明では、単層および多層カーボンナノチューブのいずれも使用可能であるが、単層カーボンナノチューブを用いた方が、より高い導電性や機械的強度の組成物が得られる傾向があるため好ましい。
【0082】
カーボンナノチューブは、例えば、斉藤・板東「カーボンナノチューブの基礎」(P23〜P57、コロナ社出版、1998年発行)に記載のアーク放電法、レーザ蒸発法および熱分解法等により作製し、更に純度を高めるために水熱法、遠心分離法、限外ろ過法、および酸化法等により精製することによって得られる。より好ましくは、不純物を取り除くために約2300℃〜3200℃の不活性ガス雰囲気中で高温処理する。更に好ましくは、ホウ素、炭化ホウ素、ベリリウム、アルミニウム、ケイ素等の黒鉛化触媒とともに、不活性ガス雰囲気中、約2300℃〜3200℃で高温処理する。
【0083】
(組成)
本発明における、A成分とB成分の組成は、(A成分+B成分)を基準(100質量%として)A成分が40〜2質量%、B成分が60〜98質量%であることが好ましい。より好ましくは、A成分が30〜5質量%、B成分が70〜95質量%である。更に好ましくは、A成分が25〜5質量%、B成分が75〜95質量%である。A成分が2質量%未満では、成形性が悪くなる傾向がある。他方、A成分が40質量%超えると、体積固有抵抗が1Ωcm以上になり易い傾向が生ずる。
【0084】
(添加剤)
更に本発明の導電性樹脂組成物には、必要に応じて、硬度、強度、導電性、成形性、耐久性、耐候性、耐水性等を改良する目的で、更にガラスファイバー、ウィスカー、金属酸化物、有機繊維、紫外線安定剤、酸化防止剤、離型剤、滑剤、撥水剤、増粘剤、低収縮剤、親水性付与剤等の添加剤を添加することができる。
【0085】
(製造方法)
本発明における導電性樹脂組成物の製造方法は特に制限されないが、例えば、上記した各成分をロール、押出機、ニーダー、バンバリーミキサー、ヘンシェルミキサー、プラネタリーミキサー等の樹脂分野で一般的に用いられている混合機、混練機を使用し、なるべく均一に混合させるのが好ましい。
【0086】
また、上記したA成分を予め製造したのちB成分と混合する方法と、B成分の存在下でA成分の各成分を混練する方法等が挙げられるが、限定されるものではない。
【0087】
本発明における導電性樹脂組成物は、混練または混合した後、モールド成形機や金型への材料供給を容易にする目的で、必要に応じて、粉砕あるいは造粒することができる。粉砕には、ホモジナイザー、ウィレー粉砕機、高速回転粉砕機(ハンマーミル、ピンミル、ケージミル、ブレンダー)等が使用でき、材料同士の凝集を防ぐため冷却しながら粉砕することが好ましい。造粒には、押出機、ルーダー、コニーダー等を用いてペレット化する方法、あるいはパン型造粒機等を使用することができる。
【0088】
(成形体)
本発明における導電性樹脂組成物の成形体の製造方法は特に制限されない。この製造方法の具体例としては、圧縮成形法、トランスファー成形法、射出成形法、注型法、射出圧縮成形法が挙げられるが、これに限定するわけではない。より好ましくは、成形加工時に金型内あるいは金型全体を真空状態にして成形することができる。
【0089】
また、導電性樹脂組成物は、厚み精度の良い成形体を得るために、一度押出機、ロール、カレンダー等を用いて所定の厚み、幅のシートに可塑化する温度で成形してもよい。より厚みを精度良く成形するためには、押出機で成形後、ロールやカレンダーで圧延することが好ましい。シート中のボイドやエアーをなくすためには、真空状態で押出成形することが好ましい。
【0090】
得られたシートは目的の大きさにカットまたは、打ち抜き、金型内に1枚、または2枚以上並列に並べるか、重ねて挿入し、圧縮成形機で成形することによって成形体を得ることができる。欠陥が実質的に無い良品を得るためには、キャビティ内を真空にすることが好ましい。
【0091】
(曲げ弾性率)
本発明における導電性樹脂組成物の成形体は曲げ弾性率が10000MPa以下であることが好ましい。より好ましくは9000MPa以下であり、更に好ましくは8000MPa以下である。曲げ弾性率が10000MPaより大きいと得られた硬化体の接触抵抗が低くなる傾向がある。
【0092】
(体積固有抵抗)
本発明の導電性樹脂組成物の成形体は、体積固有抵抗が0.1Ωcm以下であることが好ましい。より好ましくは0.05Ωcm以下であり、更に好ましくは0.01Ωcm以下である。体積固有抵抗が0.1Ωcmより大きいと、高導電性が要求される用途では、充分な導電性が得られ難いため好ましくない。
【0093】
(接触抵抗)
本発明の導電性樹脂組成物の成形体は、カーボンペーパーとの接触抵抗が0.1Ωcm2以下であることが好ましい。より好ましくは0.05Ωcm2以下であり、更に好ましくは0.01Ωcm2以下である。接触抵抗は0.1Ωcm2より大きいと、高導電性が要求される用途では、充分な導電性が得られ難い傾向がある。
【0094】
(貫通抵抗)
本発明の導電性樹脂組成物の成形体は、貫通抵抗が0.1Ωcm以下であることが好ましい。より好ましくは0.05Ωcm以下であり、更に好ましくは0.01Ωcm2以下である。貫通抵抗が0.1Ωcmより大きいと、高導電性が要求される用途では、充分な導電性が得られ難い傾向がある。
【0095】
(熱伝導率)
本発明の導電性樹脂組成物は、熱伝導率が1.0W/m・K以上であることが好ましい。より好ましくは4.0W/m・K以上であり、更に好ましくは10W/m・K以上である。熱伝導率が1.0W/m・Kより小さくなると、材料の放熱性が悪くなり、使用中に高温になるため好ましくない。
【0096】
(セパレータ)
本発明の導電性樹脂組成物を用いて、燃料電池用セパレータを製造する方法は特に制限されない。この製造方法の具体例としては、圧縮成形法、トランスファー成形法、射出成形法、注型法、射出圧縮成形法が挙げられるが、これに限定するわけではない。より好ましくは、成形加工時に金型内あるいは金型全体を真空状態にして成形する。
【0097】
圧縮成形において成形サイクルを挙げるには、多数個取り金型を用いることが好ましい。更に好ましくは、多段プレス(積層プレス)方法を用いると小さな出力で多数の製品を成形できる。平面状の製品で面精度を向上させるためには、一度シートを成形してから圧縮成形することが好ましい。
【0098】
射出成形においては、更に成形性を向上させる目的で、炭酸ガスを成形機シリンダーの途中から注入し、材料中に溶かし込んで超臨界状態で成形することができる。製品の面精度を挙げるには、射出圧縮方法を用いることが好ましい。射出圧縮法としては、金型を開いた状態で射出して閉じる方法、金型を閉じながら射出する方法、閉じた金型の型締め力をゼロにして射出してから型締め力をかける方法等を用いる。
【0099】
(金型)
本発明において成形の際に使用すべき金型については特に制限されないが、例えば、材料の固化が速く、流動性が悪い場合は、キャビティ内に断熱層を仕込んだ断熱金型を用いることが好ましい。また、金型温度を成形時に上下できる温度プロファイルシステムを導入した金型がより好ましい。温度プロファイルのやり方としは、誘導加熱と冷媒(空気、水、オイル等)の切換えによるシステム、熱媒(熱水、加熱オイル等)と冷媒の切換えによるシステム等が挙げられるが、制限されるものではない。
【0100】
金型温度は組成物の種類に応じて最適温度を選定、探索することが重要である。例えば、90℃〜200℃の温度範囲で、10秒間〜1200秒間という範囲で適宜決定することができる。成形品を高温で取出した場合、冷却する場合があるが、その方法は制限されるものでない。例えば、反りを抑制する目的で、成形品を冷却板で挟んで冷却する方法、または、金型ごと冷却する方法等が挙げられる。
【0101】
本発明の両面または片面にガスを流すための流路が形成された燃料電池用セパレータは、本発明の導電性樹脂組成物を上記した成形法により成形することにより得ることができる。ガスを流すための流路は導電性樹脂組成物の成形体を機械加工により、当該流路(溝等)を形成してもよい。また、ガス流路の反転形状を有する金型を使用し圧縮成形、スタンプ成形等によってガス流路形成を行ってもよい。
【0102】
本発明のセパレータの流路断面形状や流路形状は特に制限されない。例えば、流路断面形状は長方形、台形、三角形、半円形等が挙げられる。流路形状は、ストレート型、蛇行型等が挙げられる。流路の幅は0.1〜2mm、深さ0.1〜1.5mmが好ましい。
【0103】
本発明のセパレータの最薄部は1mm以下が好ましい。より好ましくは0.8mmである。1mm以上では、セパレータが厚くなるため、セパレータの抵抗によるセルの電圧降下が大きくなり好ましくない。
【0104】
本発明の燃料電池用セパレータは、ガスや水を流すためのマニホールドとしての役割を果たす貫通孔が4つ以上ある。貫通孔の形成方法としては、成形時に貫通孔を形成させる方法、成形後に切削により形成させる方法等が挙げられるが制限されない。
【0105】
(セパレータの特性)
本発明のセパレータは、体積固有抵抗が0.1Ωcm以下であることが好ましい。より好ましくは0.05Ωcm以下であり、更に好ましくは0.01Ωcm以下である。体積固有抵抗が0.1Ωcmより大きいと、高導電性が要求される用途では、充分な導電性が得られ難いため好ましくない。
【0106】
本発明のセパレータは、カーボンペーパーとの接触抵抗が0.1Ωcm2以下であることが好ましい。より好ましくは0.05Ωcm2以下であり、更に好ましくは0.01Ωcm2以下である。接触抵抗は0.1Ωcm2より大きいと、高導電性が要求される用途では、充分な導電性が得られ難い傾向がある。
【0107】
本発明のセパレータは、熱伝導率が1.0W/m・K以上であることが好ましい。より好ましくは4.0W/m・K以上であり、更に好ましくは10W/m・K以上である。熱伝導率が1.0W/m・Kより小さくなると、材料の放熱性が悪くなり、使用中に高温になるため好ましくない。
【0108】
本発明のセパレータは、通気率は1×10-6cm2/sec以下が好ましく、より好ましくは1×10-7cm2/sec以下であり、とりわけ1×10-8cm2/sec以下が好適である。通気率の測定法は、JIS K7126 A法に準拠し、23℃でヘリウムガスを用いて測定する。
【0109】
(導電性樹脂組成物の用途)
本発明の導電性樹脂組成物は、モールド成形が容易なため燃料電池用セパレータのように厚み精度を要求される分野の複合材料として最適である。更に、その成形体は、黒鉛の導電性や熱伝導性を限りなく再現でき、成形精度等に優れる点で極めて高性能なものが得られる。従って、エレクトロニクス分野、電機、機械、車輌等の各種部品等の各用途に有用であり、特に、コンデンサー用または各種電池用集電体、電磁波遮蔽材、電極、放熱板、放熱部品、エレクトロニクス部品、半導体部品、軸受、PTC素子、ブラシ及び燃料電池用セパレータに好適な材料として挙げられる。
【実施例】
【0110】
以下に本発明を実施例により更に詳細に説明するが、本発明は実施例になんら限定されるものではない。
【0111】
成形体の物性の測定方法を以下に示す。
【0112】
体積固有抵抗は、JIS K7194に準拠し、四探針法により測定した。
【0113】
接触抵抗は、カーボンペーパー(東レ製TGP−H−060)との接触抵抗値(Rc)を図1に示す四端子法によって、3つの抵抗値を測定し、式(1)により算出した。具体的には、試験片(20mm×20mm×1mm)、カーボンペーパー(20mm×20mm×0.19mm)、金メッキ真鍮板(20mm×20mm×0.5mm)を使用し、試験片を該カーボンペーパーで挟み、更にそれを2つの金メッキ真鍮板で挟んで2MPaで均一に加圧し、金メッキ真鍮板間に1Aの定電流を貫通方向に流して、電圧を測定することで抵抗(R1)を算出する。同様にカーボンペーパー3枚を二つの金メッキ真鍮板で挟んで、同様な測定を行うことで抵抗(R2)を算出する。更に、カーボンペーパー2枚を二つの金メッキ真鍮板で挟んで、同様な測定を行うことで抵抗(R3)を算出した。以上の3つの抵抗値から式(1)によって、カーボンペーパーと試験片との接触抵抗値を算出する。
【0114】
〔式3〕 Rc=(R1+R2−2R3)×S/2 ・・・・(1)
Rc:接触抵抗(Ωcm2)、 S:接触面積(cm2)
R1:測定1により算出した抵抗(Ω)
R2:測定2により算出した抵抗(Ω)
R3:測定3により算出した抵抗(Ω)
【0115】
貫通抵抗は、図2で示す四端子法によって測定による。具体的には、試験片(50mm×50mm×2mm)を4枚重ね、それを2つの金メッキ真鍮板で挟んで2MPaで均一に加圧し、金メッキ真鍮板間に1Aの定電流を貫通方向に流して、電圧を測定することで抵抗(R1)を算出する。同様に試験片を2枚重ね、金メッキ真鍮板で挟んで、同様な測定を行うことで抵抗(R2)を算出する。更に式2に示すように、抵抗(R1)と抵抗(R2)差を取り、接触面積(S)を乗じて、2枚分の試験片の厚み(t)で割ることで貫通抵抗を算出する。
【0116】
〔式4〕 Rt=(R1−R2)×S/t ・・・・(2)
Rt:貫通抵抗(Ωcm)、 S:接触面積(cm2)
R1:測定1により算出した抵抗(Ω)
R2:測定2により算出した抵抗(Ω)
t :試験片2枚分の厚さ(cm)
【0117】
曲げ強度、曲げ弾性率および曲げ歪みは、島津製作所(株)製のオートグラフ(AG−10kNI)を用いて測定を行った。JIS K6911法で、試験片(80mm×10mm×4mm)をスパン間隔64mm、曲げ速度1mm/minの条件で3点式曲げ強度測定法により測定した。 熱伝導率は、レーザーフラッシュ法(t1/2法、レーザーフラッシュ法熱定数測定装置 LF/TCM FA8510B 理学電気社製)により、試験片(直径 φ10mm、厚さ 1.7mm)を温度80℃、真空中、照射光ルビーレーザー光(励起電圧2.5kV)の条件で測定した。
【0118】
用いた材料を以下に示す。
【0119】
(A)成分:表1記載のバインダーを用いた。 ポリプロピレンについては、サンアロマー(株)製のサンアロマーPX900Nを用いた。スチレンエチレンブチレンスチレンブロック共重合体(SEBS)については、クレイトンポリマージャパン(株)製のクレイトンG1652を用いた。水添スチレンブタジエンラバー(H−SBR)とエチレンプロピレンジエンコポリマー(EPDM)については、JSR(株)製のダイナロン1320PとEP57Pを用いた。ポリ弗化ビニリデン(PVDF)については、ダイキン工業(株)製のネオフロンVW−410を用いた。軟質アクリル樹脂については、クラレ(株)製のパラペットSA−FW001を用いた。
【0120】
【表1】

【0121】
(B)成分:導電性物質<B1>:ホウ素含有黒鉛微紛 非針状コークスであるエム・シー・カーボン(株)製MCコークスをパルベライザー(ホソカワミクロン(株)製)で2mm〜3mm以下の大きさに粗粉砕した。この粗粉砕品をジェットミル(IDS2UR、日本ニューマチック(株)製)で微粉砕した。その後、分級により所望の粒径に調整した。5μm以下の粒子除去は、ターボクラシファイアー(TC15N、日清エンジニアリング(株)製)を用い、気流分級を行った。この調整した微粉砕品の一部14.4kgに炭化ホウ素(B4C)0.6kgを加え、ヘンシェルミキサーにて800rpmで5分間混合した。これを内径40cm、容積40リットルの蓋付き黒鉛ルツボに封入し、黒鉛ヒーターを用いた黒鉛化炉に入れてアルゴンガス雰囲気下2900℃の温度で黒鉛化した。これを放冷後、粉末を取り出し、14kgの粉末を得た。得られた黒鉛微粉は、平均粒径20.5μm、B含有量1.9質量%であった。
【0122】
<B2>:気相法炭素繊維(以下、「VGCF」と略す。昭和電工、登録商標)とB1(黒鉛微粉)との混合物
B1成分95質量%とVGCF5質量%をヘンシェルミキサーにて混合した。得られた炭素材料混合物の平均粒径は12.4μm、B含有量1.3質量%であった。
【0123】
気相法炭素繊維は、昭和電工社製 VGCF−G(繊維径0.1〜0.3μm、繊維長10〜50μm)を用いた。
【0124】
<B3>:カーボンナノチューブ(以下、「CNT」と略す。)とB1(黒鉛微粉)との混合物
B1成分95質量%とCNT5質量%をヘンシェルミキサーにて混合した。得られた炭素材料混合物の平均粒径は9.2μm、B含有量1.2質量%であった。カーボンナノチューブは以下の方法で得た。
【0125】
直径6mm、長さ50mmのグラファイト棒に、先端から中心軸に沿って直径3mm、深さ30mmの穴をあけ、この穴にロジウム(Rh):白金(Pt):グラファイト(C)を質量比率1:1:1の混合粉末として詰め込み、陽極を作製した。一方、純度99.98質量%のグラファイトからなる、直径13mm、長さ30mmの陰極を作製した。これらの電極を反応容器に対向配置し、直流電源に接続した。そして、反応容器内を純度99.9体積%のヘリウムガスで置換し、直流アーク放電を行った。その後、反応容器内壁に付着した煤(チャンバー煤)と陰極に堆積した煤(陰極煤)を回収した。反応容器中の圧力と電流は、600Torrと70Aで行った。反応中は、陽極と陰極間のギャップが常に1〜2mmになるように操作した。
【0126】
回収した煤は、水とエタノールが質量比で1:1の混合溶媒中に入れ超音波分散させ、その分散液を回収して、ロータリエバポレーターで溶媒を除去した。そして、その試料を陽イオン界面活性剤である塩化ベンザルコニウムの0.1%水溶液中に超音波分散させた後、5000rpmで30分間遠心分離して、その分散液を回収した。更に、その分散液を350℃の空気中で5時間熱処理することによって精製し、繊維径が1〜10nm、繊維長が0.05〜5μmのカーボンナノチューブを得た。
【0127】
以下の各実施例・比較例において使用したA成分およびB成分の種類および量比を、下記の表2に纏めて示す。
【0128】
【表2】
【0129】
実施例1〜実施例5、比較例1〜比較例4
上記の表1、表2に示した組成の原材料をラボプラストミル((株)東洋精機製作所製、モデル50C150)を用いて温度200℃、45rpmで7分間混練した。その混練物を100mm×100mmの平板(厚さは物性試験項目ごとに異なる)ができる金型に投入し、50t圧縮成形機を用いて温度230℃、予熱3分後、圧力15MPaで3分間加圧加熱し、その後、冷却プレスを用いて温度25℃、圧力15MPaの条件で2分間冷却させて成形体を得た。 以下の各実施例・比較例により得られた結果を、下記の表3に纏めて示す。
【0130】
【表3】
【0131】
実施例6、比較例5
【表4】
【0132】
上記の表1、表4に示した組成の原材料をラボプラストミル((株)東洋精機製作所製、モデル50C150)を用いて温度200℃、40rpmで7分間混練した。その混練物を100mm×100mmの平板(厚さは物性試験項目ごとに異なる)ができる金型に投入し、50t圧縮成形機を用いて温度220℃、予熱3分後、圧力18MPaで3分間加圧加熱し、その後、冷却プレスを用いて温度25℃、圧力18MPaの条件で2分間冷却させて成形体を得た。
【0133】
上記実施例および比較例で得られた成形体の物性測定結果を下記の表5に示す。
【0134】
【表5】
【0135】
実施例7
実施例5で用いた組成物を、貫通孔6ヶ、280×200×1.5mmのサイズで溝幅1mmピッチ、溝深さ0.5mmの溝が両面にできる平板を成形できる金型に投入し、380t圧縮成形機を用いて、金型温度230℃、50MPaの加圧下で3分間加圧加熱し、その後、金型温度を100℃まで冷却し、両面溝付きで体積固有抵抗が6.8mΩcm、接触抵抗が3.2mΩcm2、熱伝導率が18W/m・K、通気率が3.6×10-9cm2/secである燃料電池用セパレータ形状の平板を得た。
【0136】
上記した表3に示すように、本発明におけるバインダーを用いた導電性樹脂組成物の成形体は、導電性に優れ、特に接触抵抗、貫通抵抗が低く、導電性を効率的に発現することができた。
【0137】
また、表5に示すように、本発明のバインダーによって、同じ導電材の添加量で高い導電性を発現できた。また、実施例7に示すように本発明の成形品は燃料電池用セパレーターとして優れた特性を有している。
【符号の説明】
【0138】
1 カーボンペーパー
2 試験片
3 金メッキ真鍮
4 定電流発生装置
5 電圧計
11 試験片
12 金メッキ真鍮
13 定電流発生装置
14 電圧計
【技術分野】
【0001】
本発明は、導電性樹脂組成物に関する。更に詳しくは、本発明は、高導電化に有用なマトリックスと導電性物質とを少なくとも含む導電性樹脂組成物、該組成物から得られる接触抵抗に優れた成形体、および燃料電池用セパレータに関する。
【背景技術】
【0002】
従来より、高い導電性が必要とされる用途には、金属や炭素材料等が主として用いられてきた。しかしながら、近年のエレクトロニクス、電気化学、エネルギー、輸送機器等の分野における導電性材料の用途の多様化に伴い、導電性材料の一種たる導電性樹脂組成物が果たすべき役割が大きくなってきた。その結果、導電性樹脂組成物は高性能化、高機能性化において目覚ましい発展を遂げて来た。その重要な要因として、高分子材料との複合化により成形加工性が大幅に向上したことが挙げられるであろう。
【0003】
導電性樹脂組成物においては、機械的特性や成形性等を実質的に損わせずに、効果的に導電性を発現させることが重要である。例えば、特許文献1には、マトリックスが完全相容性でない2種以上のポリマーを混合し、より親和性の高いポリマー中へ導電性を付与するフィラーを偏在させることが開示されている。
【0004】
導電性が要求される用途としては、従来のものに加え、近年では特に回路基板、抵抗器、積層体、電極等の電子材料や、ヒーター、発熱装置部材、集塵フィルタエレメント、PTC素子、エレクトロニクス部品、または半導体部品等が挙げられる。これらの用途においては、導電性と共に高い耐熱性が要求されることとなる。
【0005】
他面では、近年、環境問題、エネルギー問題等の観点から、燃料電池が注目されている。燃料電池は、水素と酸素を利用して電気分解の逆反応で発電し、水以外の排出物がないクリーンな発電装置である。この燃料電池の分野においても、導電性樹脂組成物が大きな役割を担うことができる。燃料電池は、その電解質の種類に応じて数種類に分類されるが、これらの中でも、固体高分子型燃料電池は低温で作動するため、自動車や民生用として最も有望である。このような燃料電池は、例えば、高分子固体電解質、ガス拡散電極、触媒、セパレータから構成された単セルを積層することによって、高出力の発電が達成できる。
【0006】
上記構成を有する燃料電池において、単セルを仕切るためのセパレータには、通常、燃料ガス(水素等)と酸化剤ガス(酸素等)を供給し、発生した水分(水蒸気)を排出するための流路(溝)が形成されている。それゆえに、セパレータにはこれらのガスを完全に分離できる高い気体不透過性と、内部抵抗を小さくするために高い導電性が要求される。更には、このセパレータには、熱伝導性、耐久性、強度等に優れていることが要求される。
【0007】
これらの要求を達成する目的で、従来より、この燃料電池用セパレータとしては、金属材料と炭素材料の両方から検討されてきた。これらの材料のうち、金属材料に関しては耐食性の問題から、表面に貴金属や炭素を被覆させる試みがされてきたが、充分な耐久性が得られず、更に被覆にかかるコストが問題になる。
【0008】
一方、炭素材料に関しても多く検討が成され、膨張黒鉛シートをプレス成形して得られた成形品、炭素焼結体に樹脂を含浸させ硬化させた成形品、熱硬化性樹脂を焼成して得られるガラス状カーボン、炭素粉末と樹脂を混合後成形した成形品等が燃料電池用セパレータ用材料の例として挙げられる。
【0009】
例えば、特許文献2には、炭素質粉末に結合材を加えて加熱混合後CIP成形(Cold Isostatic Pressing;冷間等方圧加工法)し、次いで焼成、黒鉛化して得られた等方性黒鉛材に熱硬化性樹脂を含浸、硬化処理した後に、溝を切削加工によって彫るという煩雑な工程が開示されている。
【0010】
また、組成物の工夫によって、セパレータの高性能化が試みられてきた。例えば、特許文献3には、樹脂で被覆された炭素質粉末と、該被覆樹脂よりも高耐熱性の樹脂との複合化により、優れた機械的特性及び電気的特性を兼ね備えたセパレータが開示されている。特許文献4には、低融点金属、金属粉末、熱可塑性プラスチック、及び熱可塑性エラストマーの混合物からなる樹脂組成物が開示されている。
【0011】
他面では、セパレータの接触抵抗を下げることが重要であり、その手法も多々検討されている。例えば特許文献5では、セパレータの表面の樹脂リッチ層を研削して、表面における炭素粉末の面積率を向上させることが開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平1−263156号公報。
【特許文献2】特開平8−222241号公報。
【特許文献3】特開2003−257446号公報。
【特許文献4】特開2000−348739号公報。
【特許文献5】特開2003−282084号公報。
【発明の概要】
【発明が解決しようとする課題】
【0013】
上述したような従来の導電性樹脂組成物から成る種々の成形体は、高い導電性を発現させるため、導電性付与材の充填量を大幅に増やす必要があるが、モールド成形性を保持するために樹脂の含有量を多くせざるを得ないため、充分に高い導電性を得ることができなかった。
【0014】
また、導電性付与材を高充填した結果、表面の平滑性が損われる、表面が硬くなる、等の影響で、導電性樹脂組成物の成形体の接触抵抗が悪化する傾向があった。その他、成形体の表面をバインダー樹脂が覆ってしまって接触抵抗が悪化した場合、該成形体の表面を研削する等の処理を行っていた。
【0015】
更に、高い導電性を得るために、成形体を1000〜3000℃の高温で長時間加熱を行う焼成の工程を含むと、製造に要する時間が長くなり、且つ、製造工程が煩雑となってコストが上昇してしまうという問題があった。
【0016】
本発明の目的は、上記した従来技術の欠点を解消した(特に、接触抵抗、貫通抵抗が低い)導電性性樹脂組成物およびその成形体を提供することにある。
【0017】
本発明の他の目的は、該組成物をモールド成形して得られる、導電性に優れた燃料電池用セパレータを提供することにある。
【課題を解決するための手段】
【0018】
本発明者らは上記課題を解決するために鋭意研究を重ねた結果、分散相と連続相とを含む特定の樹脂バインダーを用いることによって、高い導電性を発現できることを見出し、本発明を完成するに至った。
【0019】
本発明は上記知見に基づくものである。より詳しくは、本発明は、例えば以下の[1]〜[16]の事項を含む。
【0020】
[1] 分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、
粉末状および/または繊維状の導電性物質(B)とを少なくとも含むことを特徴とする導電性樹脂組成物。
【0021】
[2] A成分+B成分を基準(100質量%)として、前記A成分が40〜2質量%、B成分が60〜98質量%であることを特徴とする[1]記載の導電性樹脂組成物。
【0022】
[3] 前記A成分の分散相の数平均粒子径が、B成分の数平均粒子径または数平均繊維径よりも小さいことを特徴とする[1]または[2]のいずれかに記載の導電性樹脂組成物。
【0023】
[4] 前記A成分に含まれる少なくとも1成分が、エラストマー成分であることを特徴とする[1]〜[3]のいずれかに記載の導電性樹脂組成物。
【0024】
[5] A成分が熱可塑性樹脂1〜99質量%とエラストマー99〜1質量%とからなることを特徴とする[1]〜[4]のいずれかに記載の導電性樹脂組成物。
【0025】
[6] 前記A成分が、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマー、オレフィン結晶・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・イソプレン・スチレン ブロックコポリマー及びスチレン・ブタジエン・スチレン ブロックコポリマーのいずれか1種または2種以上と、ポリオレフィンの組成物からなることを特徴とする[1]〜[5]のいずれかに記載の導電性樹脂組成物。
【0026】
[7] 前記A成分がポリ弗化ビニリデンと軟質アクリル樹脂とを少なくとも含むことを特徴とする[1]〜[5]のいずれかに記載の導電性樹脂組成物。
【0027】
[8] 前記B成分が金属材料、炭素質材料、導電性高分子、金属被覆フィラーまたは金属酸化物からなる群から選ばれる少なくとも1種であることを特徴とする[1]〜[7]のいずれかに記載の導電性樹脂組成物。
【0028】
[9] 前記B成分が、0.05〜5質量%のホウ素を含む炭素質材料であることを特徴とする[1]〜[8]のいずれかに記載の導電性樹脂組成物。
【0029】
[10] 前記B成分が、気相法炭素繊維および/またはカーボンナノチューブを0.1〜50質量%(これらを含むB成分全体が基準)含むことを特徴とする[1]〜[9]のいずれかに記載の導電性樹脂組成物。
【0030】
[11] 気相法炭素繊維またはカーボンナノチューブが、0.05〜5質量%のホウ素を含むことを特徴とする[1]〜[10]のいずれかに記載の導電性樹脂組成物。
【0031】
[12] [1]〜[11]のいずれかに記載の導電性樹脂組成物を成形してなる導電性成形体。
【0032】
[13] 体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下および貫通抵抗が0.1Ωcm以下であることを特徴とする[12]記載の導電性成形体。
【0033】
[14] 熱伝導率が1.0W/m・K以上であること特徴とする[12]または[13]に記載の導電性成形体。
【0034】
[15] [12]〜[14]のいずれかに記載の導電性成形体を使用してなる燃料電池用セパレータ。
【0035】
[16] 4つ以上の貫通孔を有し、セパレータの両面に幅0.1〜2mm、深さ0.1〜1.5mmの溝が形成され、最薄部の厚さが1mm以下、体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下、熱伝導率が1.0W/m・K以上および通気率が1×10-6cm2/sec以下であることを特徴とする[15]に記載の燃料電池用セパレータ。
【発明の効果】
【0036】
上記した構成を有する本発明の導電性樹脂組成物は、その成形体が導電性に優れ、且つ放熱性にも優れるため、従来実現が困難であった領域の材料、例えば、エレクトロニクス分野、電気製品、機械部品、車輌部品等の各種用途・部品に広く適用可能であり、特に燃料電池用セパレーターとして非常に有用である。
【図面の簡単な説明】
【0037】
【図1】本発明において好適に使用可能なカーボンペーパとセパレータの接触抵抗の測定方法を説明するための模式断面図である。
【図2】本発明において好適に使用可能な貫通抵抗の測定方法を説明するための模式断面図である。
【発明を実施するための形態】
【0038】
以下、必要に応じて図面を参照しつつ本発明を更に具体的に説明する。以下の記載において量比を表す「部」および「%」は、特に断らない限り質量基準とする。
【0039】
(導電性樹脂組成物)
本発明の導電性樹脂組成物は、高分子多成分系の樹脂バインダー(A)と、粉末状および/または繊維状の導電性物質(B)とを少なくとも含む組成物である。
(A成分)
上記A成分は、分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダーである。
【0040】
一方、完全相容のポリマーの組合せ、共連続相の形態、または層状に相分離した形態では導電性の向上には限界がある。また、完全相容性でない2種以上のポリマーを混合し、親和性の高い一方のポリマー中へ偏在させる技術(特許文献1がこれに該当する。)は、109〜100Ωcmの低導電領域において効率的に導電性を発現させるのに有効であるが、100Ωcm未満の高導電性領域では、導電性物質を高充填するため、この偏在技術はあまり効果が発揮されない。
【0041】
本発明のA成分は、例えば、2種以上のポリマーの混合または、2種以上のポリマー鎖が共重合したブロック共重合体、によって得られる。2種以上のポリマーとしては、非相溶系(完全相溶性でない組合せ)が好ましい。
【0042】
(エラストマー成分)
本発明においてA成分は、少なくとも1成分以上のエラストマー成分を含むことが好ましい。エラストマー成分を含むことによって、接触抵抗および貫通抵抗を更に改良することができる。
【0043】
エラストマーは、常温付近でゴム状弾性を有する高分子である。このエラストマーとしては、例えば、アクリロニトリルブタジエンゴム、水素化ニトリルゴム、スチレンブタジエンゴム、エチレンプロピレンゴム、エチレンプロピレンジエン三元共重合ゴム、エチレンブタジエンゴム、フッ素ゴム、イソプレンゴム、シリコーンゴム、アクリルゴム、ブタジエンゴム、ハイスチレンゴム、クロロプレンゴム、ウレタンゴム、ポリエーテル系特殊ゴム、四フッ化エチレン・プロピレンゴム、エピクロロヒドリンゴム、ノルボルネンゴム、ブチルゴム、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、フッ素系熱可塑性エラストマー、軟質アクリル樹脂等の中から選ばれた1〜2種類以上の組み合わが使用可能である。
【0044】
上記した中でも、エラストマーとして、アクリロニトリルブタジエンゴム、水素化ニトリルゴム、スチレンブタジエンゴム、エチレンプロピレンゴム、エチレンプロピレンジエン三元共重合ゴム、エチレンブタジエンゴム、イソプレンゴム、ブタジエンゴム、アクリルゴム、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、フッ素系熱可塑性エラストマー、軟質アクリル樹脂を用いることが耐加水分解性の点から好ましい。
【0045】
A成分の分散相の形態は、特に制限されない。分散相の中に更に多数の島相が分散したような、いわゆる「サラミ構造」、分散相の中に中心相が存在するコアシェル構造等、種々挙げられるが、これらに限定されるものではない。
【0046】
A成分の形態および、分散相のサイズの観察については、例えば、透過型電子顕微鏡(以下、「TEM」と略す。)や、走査型電子顕微鏡(以下、「SEM」と略す。)による観察があげられる。具体的な例としては、「電子顕微鏡による高分子材料の新しい観察法(高分子論文集、56、684−692(1999)」、または「よくわかる電子顕微鏡技術(医学・生物学電子顕微鏡技術研究会)」に記載されている。
【0047】
(数平均粒子径)
本発明におけるA成分の分散相の数平均粒子径は0.001〜2μmであることが必要であり、より好ましくは0.01〜1.5μmであり、更に好ましくは0.02〜1μmである。分散相が0.001μm未満では導電性を向上させる効果が小さい。一方、2μmを超えると、導電性が悪くなるため好ましくない。
【0048】
更にA成分の分散相の数平均粒子径は、B成分の数平均粒子径または数平均繊維径よりも小さいことが好ましい。A成分の分散相の数平均粒子径が、B成分の数平均粒子径(または数平均繊維径)よりも大きいと導電性が悪くなる傾向がある(B成分が粒子状と繊維状の混合物であった場合は、その組成比の割合の個数でそれぞれ測定し、数平均粒子径として算出する)。本発明においては、A成分の分散相の数平均粒子径(Pa)と、B成分の数平均粒子径または数平均繊維径(Pb)との比(Pa/Pb)は、0.8以下であることが好ましく、更には0.7〜0.00001(特に0.6〜0.00005)であることが好ましい。
【0049】
本発明において、A成分の分散相の平均粒子径、およびB成分で繊維を含む場合の平均粒子径の測定は以下の方法を用いた。 A成分の数平均粒子径は、ウルトラミクロトーム(ライヘルト社製、ULTRACUTN)を用いて、液体窒素により凍結させたサンプルの断面から超薄切片を作製し、オスミウム染色後、TEM(日本電子社製、JEM−1230)により分散相の粒子径を観察し、そのTEM像を画像解析システム(ニレコ社製、ルーゼックス)により100個の粒子から求めた。 また、B成分については、SEM(日本電子社製、JSM−5510)を用いて観察した100個の粒子径(繊維径も含む)を画像解析することによって測定した。
【0050】
B成分で繊維を含まない粉末の平均粒子径については、レーザー回折散乱法、(日機装(株)製のマイクロトラックHRA装置)で測定した。その測定条件は、サンプル50mgを秤量し、50mlの蒸留水に添加する。更に2%Triton(界面活性剤;和光純薬工業製社製)水溶液0.2mlを加えて3分間超音波分散させた後、測定した。
(ここで言う繊維とは、(長軸の長さ/短軸の長さ)の比が10以上ものをいう。)
【0051】
(スチレン系熱可塑性エラストマー)
本発明のスチレン系熱可塑性エラストマーの具体例としては、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマー、オレフィン結晶・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・イソプレン・スチレン ブロックコポリマー、スチレン・ブタジエン・スチレン ブロックコポリマー等が挙げられる。中でも、分散性の点からは、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマーが好ましい。
【0052】
ここに、ポリオレフィンとは炭化水素系化合物の総称である。このポリオレフィンとしてはり、ポリプロピレン、ポリエチレン、ポリブテン、ポリメチルペンテン等が挙げられる。中でも、耐熱性と加工性のバランスの点からは、ポリプロピレン、ポリブテンが好ましい。
【0053】
本発明におけるA成分は、リサイクル性の点からは、熱可塑性樹脂とエラストマーとを含むことが好ましい。このような態様においては、熱可塑性樹脂とエラストマーとの質量比が、1:99〜99:1であることが好ましい。この質量比は、より好ましくは、5:95〜95:5であり、更に好ましくは10:90〜95:5が好適である。
【0054】
(熱可塑性樹脂)
熱可塑性樹脂としては、アクリロニトリルブタジエンスチレン共重合体、ポリスチレン、アクリル樹脂、ポリ塩化ビニル、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン、フッ素樹脂、ポリオレフィン、ポリアセタール、ポリアミド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリシクロオレフィン、ポリフェニレンスルフィド、ポリフェニレンオキシド、ポリフェニレンスルホン等が挙げられる。
【0055】
中でも、環境問題の点からは、上記した熱可塑性樹脂として、ポリスチレン、アクリル樹脂、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン、フッ素樹脂、ポリオレフィン、ポリアセタール、ポリブチレンテレフタレート、ポリカーボネート、ポリシクロオレフィン、ポリフェニレンスルフィド、ポリフェニレンオキシド、ポリフェニレンスルホンを用いることが好ましい。
【0056】
熱可塑性樹脂とエラストマーによる、本発明における好ましい組み合せの例としては、ポリスチレンとポリブタジエンの共重合、ポリスチレンとイソプレンゴムの共重合、ポリオレフィンとスチレン系熱可塑性エラストマーの混合、ポリ弗化ビニリデンとアクリル樹脂の混合、その他、熱可塑性樹脂とエラストマー成分との共重合体、更に、相容化剤または界面活性剤を用いて熱可塑性樹脂とエラストマー成分をミクロ相分離構造させたポリマーアロイ等が挙げられる。
【0057】
中でも、耐熱水性の点からは、ポリオレフィンとスチレン系熱可塑性エラストマーの混合、ポリ弗化ビニリデンとアクリル樹脂の混合を用いることが好ましい。
【0058】
(他の成分)
この他A成分中には、必要に応じて、各種の添加剤、例えば、熱硬化性樹脂、モノマー、可塑剤、硬化剤、硬化開始剤、硬化助剤、溶剤、紫外線安定剤、酸化防止剤、熱安定剤、消泡剤、レベリング剤、離型剤、滑剤、撥水剤、増粘剤、低収縮剤、または親水性付与剤等から選ばれる成分を添加することができる。
【0059】
(A成分の製造方法)
本発明のA成分の製造方法は特に制限されないが、例えば、溶液法、エマルション法、溶融法等の物理的方法、あるいはグラフト重合法、ブロック重合法、IPN(相互入高分子網目)法等の化学的方法による製造法が挙げられる。
【0060】
異種ポリマーのブレンドによるA成分の製造の場合は、多様性の点からは溶融法が好ましい。この溶融法の具体的な手法は特に制限されないが、ロール、ニーダー、バンバリーミキサー、押出機等の混練機械を用いてブレンドする方法等が挙げられる。
【0061】
(ミクロ相分離構造の制御)
また、異種ポリマーのブレンドだけでなく、相容化剤を介在させて界面張力を低下させ、ミクロ相分離構造を制御することによっても、目的とするA成分を得ることができる。このようなミクロ相分離構造を制御する方法としては、高分子反応を伴う連続押出機を用いた方法である、リアクティブプロセッシング法による製造がより好ましい。
【0062】
(共重合体)
A成分として使用可能なブロック共重合体の製造法としては、特に制限はなく、アニオン重合、カチオン重合、配位重合等のリビング重合法、反応性末端基を有する高分子の反応、高分子開始剤による異種モノマーの重合等が挙げられる。 ブロック共重合体の具体例としては、スチレンブタジエンスチレン共重合体、スチレンイソプレンスチレン共重合体、スチレンエチレンブチレンスチレン共重合体、スチレンエチレンプロピレンスチレン共重合体、オレフィン結晶エチレンブチレンオレフィン結晶共重合体等が挙げられる。
【0063】
また、A成分として使用可能なグラフト重合体は、幹ポリマー存在下でモノマーを重合する方法によって得られるため多種多用であり、例えば、リビング重合、ラジカル重合、放射線重合、光重合、マクロモノマー系重合等が挙げられるが、これらに限定されるものではない。 グラフト重合体の具体例としては、アクリロニトリルブタジエンスチレン共重合体、ブタジエンスチレン共重合体、メタアクリレートブタジエンスチレン共重合体等が挙げられる。
【0064】
(B成分)
本発明において、上記したA成分とともに導電性樹脂組成物を構成するB成分は、粉末状および/または繊維状の導電性物質である限り、特に制限されない。導電性の点からは、このB成分は、金属材料、炭素質材料、導電性高分子、金属被覆フィラー、または金属酸化物の中から選ばれた1ないし2種類以上の組み合わせが好ましい。より好ましくは、炭素質材料、および/または金属材料である。
【0065】
(金属材料)
金属材料としては、導電性の点からは、Ni、Fe、Co、B、Pb、Cr、Cu、Al、Ti、Bi、Sn、W、P、Mo、Ag、Pt、Au、TiC、NbC、TiCN、TiN、CrN、TiB2、ZrB2、Fe2Bのいずれか1種類または2種類以上の複合材料であることが好ましい。更に、これらの金属材料を粉末状、あるいは繊維状に加工して使用することができる。
【0066】
(炭素質材料)
炭素質材料としては、導電性の点からは、カーボンブラック、炭素繊維、アモルファスカーボン、膨張黒鉛、人造黒鉛、天然黒鉛、気相法炭素繊維、カーボンナノチューブ、フラーレンの中から選ばれた1ないし2種類以上の組み合わせが挙げられる。
【0067】
更に、炭素材料の導電性向上の点からは、炭素質材料中にホウ素が0.05〜5質量%含まれることが好ましい。ホウ素量が0.05質量%未満では、目的とする高導電性の黒鉛粉末が得られない可能性が高くなる。他方、ホウ素量が5質量%を超えて含まれていても、炭素材料の導電性向上への寄与の程度が低下する傾向がある。炭素質材料に含まれるホウ素の量の測定方法は特に制限はなく、どのような測定方法でも測定できる。本発明では誘導型プラズマ発光分光分析法(以下、「ICP」と略す。)又は誘導型プラズマ発光分光質量分析法(以下、「ICP−MS」と略す。)により測定した値を用いる。具体的には試料に硫酸および硝酸を加え、マイクロ波加熱(230℃)して分解(ダイジェスター法)し、更に過塩素酸(HClO4)を加えて分解したものを水で希釈し、これをICP発光分析装置にかけて、ホウ素量を測定する。
【0068】
(ホウ素の含有方法)
ホウ素を含有させる方法としては、天然黒鉛、人造黒鉛、膨張黒鉛、カーボンブラック、炭素繊維、気相法炭素繊維、カーボンナノチューブ等の単品、あるいはそれらの1種以上の混合物にホウ素源として、B単体、B4C、BN、B203、H3B03等を添加し、よく混合して約2300〜3200℃で黒鉛化処理することによって、炭素質材料中にホウ素を含有させる方法を用いることができる。ホウ素化合物の混合が不均一な場合には、黒鉛粉末が不均一になるだけでなく、黒鉛化時に焼結する可能性が高くなる傾向がある。ホウ素化合物を均一に混合させるために、これらのホウ素源は50μm以下、好ましくは20μm以下程度の粒径を有する粉末にして、コークス等の粉末に混合することが好ましい。
【0069】
ホウ素を添加しない場合、黒鉛化すると黒鉛化度(結晶化度)が下がり、格子間隔が大きくなり、高導電性の黒鉛粉末を得ることの困難性が増大する傾向がある。また、黒鉛中にホウ素および/またはホウ素化合物が混合されている限り、ホウ素の含有の形態は特に制限されないが、黒鉛結晶の層間に存在するもの、黒鉛結晶を形成する炭素原子の一部がホウ素原子に置換されたものも、より好適なものとして挙げられる。また、炭素原子の一部がホウ素原子に置換された場合のホウ素原子と炭素原子の結合は、共有結合、イオン結合等どのような結合様式であっても構わない。
【0070】
(炭素質材料)
上述した炭素質材料の一例であるカーボンブラックとしては、天然ガス等の不完全燃焼、アセチレンの熱分解により得られるケッチェンブラック、アセチレンブラック、炭化水素油や天然ガスの不完全燃焼により得られるファーネスカーボン、天然ガスの熱分解により得られるサーマルカーボン等が挙げられる。
【0071】
上記した炭素繊維としては、重質油、副生油、コールタール等から作られるピッチ系と、ポリアクリロニトリルから作られるPAN系が挙げられる。
【0072】
上記したアモルファスカーボンを得るためには、フェノール樹脂を硬化させて焼成処理し粉砕して粉末とする方法、または、フェノール樹脂を球状、不定形状の粉末の状態で硬化させて焼成処理する方法等がある。導電性の高いアモルファスカーボンを得るためには2000℃以上に加熱処理することが適する。
【0073】
上記した膨張黒鉛粉末は、例えば、天然黒鉛、熱分解黒鉛等高度に結晶構造が発達した黒鉛を、濃硫酸と硝酸との混液、濃硫酸と過酸化水素水との混液の強酸化性の溶液に浸漬処理して黒鉛層間化合物を生成させ、水洗してから急速加熱して、黒鉛結晶のC軸方向を膨張処理することによって得られた粉末や、それを一度シート状に圧延したものを粉砕した粉末である。
【0074】
上記した人造黒鉛を得るためには、通常は先ずコークスを製造する。コークスの原料は石油系ピッチ、石炭系のピッチ等が用いられる。これらの原料を炭化してコークスとする。コークスから黒鉛化粉末にするには一般的にコークスを粉砕後黒鉛化処理する方法、コークス自体を黒鉛化した後粉砕する方法、あるいはコークスにバインダーを加え成形、焼成した焼成品(コークスおよびこの焼成品を合わせてコークス等という)を黒鉛化処理後粉砕して粉末とする方法等がある。原料のコークス等はできるだけ、結晶が発達していない方が良いため、2000℃以下、好ましくは1200℃以下で加熱処理したものが適する。
【0075】
黒鉛化方法は、粉末を黒鉛ルツボに入れ直接通電するアチソン炉を用いる方法、黒鉛発熱体により粉末を加熱する方法等を使用することができる。
【0076】
コークス、人造黒鉛および天然黒鉛等の粉砕には、高速回転粉砕機(ハンマーミル、ピンミル、ケージミル)や各種ボールミル(転動ミル、振動ミル、遊星ミル)、撹拌ミル(ビーズミル、アトライター、流通管型ミル、アニュラーミル)等が使用できる。また、微粉砕機であるスクリーンミル、ターボミル、スーパーミクロンミル、ジェットミルでも条件を選定することによって使用可能である。これらの粉砕機を用いてコークスおよび天然黒鉛等を粉砕し、その際の粉砕条件の選定、および必要により粉末を分級し、平均粒径や粒度分布をコントロールする。
【0077】
コークス粉末、人造黒鉛粉末および天然黒鉛粉末等を分級する方法としては、分離が可能であれば何れでも良いが、例えば、篩分法や強制渦流型遠心分級機(ミクロンセパレーター、ターボプレックス、ターボクラシファイアー、スーパーセパレーター)、慣性分級機(改良型バーチュウアルインパクター、エルボジェット)等の気流分級機が使用できる。また湿式の沈降分離法や遠心分級法等も使用できる。
【0078】
(気相法炭素繊維/カーボンナノチューブ)
本発明のB成分中には、気相法炭素繊維、および/またはカーボンナノチューブを0.1〜50質量%含むことが好ましい。より好ましくは、0.1〜45質量%であり、更に好ましくは、0.2〜40質量%である。0.1質量%未満では、導電性の向上に効果がない。また、50質量%を超えると成形性が悪くなる傾向にある。
【0079】
更に気相法炭素繊維またはカーボンナノチューブ中には0.05〜5質量%のホウ素を含有することが好ましい。より好ましくは、0.06〜4質量%であり、更に好ましくは、0.06〜3質量%である。0.05質量%未満では、ホウ素を添加したことで導電性を向上させる効果が小さい。また、5質量%を超えた添加では、不純物量が多くなり、他の物性の低下をもたらす傾向がある。
【0080】
気相法炭素繊維とは、例えばベンゼン、トルエン、天然ガス等の有機化合物を原料に、フェロセン等の遷移金属触媒の存在下で、水素ガスとともに800℃〜1300℃で熱分解反応させることによって得られる、繊維径が約0.5μm〜10μm。更に、その後約2300℃〜3200℃で黒鉛化処理することが好ましい。より好ましくは、ホウ素、炭化ホウ素、ベリリウム、アルミニウム、ケイ素等の黒鉛化触媒とともに約2300℃〜3200℃で黒鉛化処理する。
【0081】
カーボンナノチューブとは、近年その機械的強度のみでなく、電界放出機能や、水素吸蔵機能が産業上注目され、更に磁気機能にも目が向けられ始めている。この種のカーボンナノチューブは、グラファイトウィスカー、フィラメンタスカーボン、グラファイトファイバー、極細炭素チューブ、カーボンチューブ、カーボンフィブリル、カーボンマイクロチューブ、カーボンナノファイバー等とも呼ばれており、繊維径が約0.5nm〜100nmのものをである。カーボンナノチューブにはチューブを形成するグラファイト膜が一層である単層カーボンナノチューブと、多層である多層カーボンナノチューブがある。本発明では、単層および多層カーボンナノチューブのいずれも使用可能であるが、単層カーボンナノチューブを用いた方が、より高い導電性や機械的強度の組成物が得られる傾向があるため好ましい。
【0082】
カーボンナノチューブは、例えば、斉藤・板東「カーボンナノチューブの基礎」(P23〜P57、コロナ社出版、1998年発行)に記載のアーク放電法、レーザ蒸発法および熱分解法等により作製し、更に純度を高めるために水熱法、遠心分離法、限外ろ過法、および酸化法等により精製することによって得られる。より好ましくは、不純物を取り除くために約2300℃〜3200℃の不活性ガス雰囲気中で高温処理する。更に好ましくは、ホウ素、炭化ホウ素、ベリリウム、アルミニウム、ケイ素等の黒鉛化触媒とともに、不活性ガス雰囲気中、約2300℃〜3200℃で高温処理する。
【0083】
(組成)
本発明における、A成分とB成分の組成は、(A成分+B成分)を基準(100質量%として)A成分が40〜2質量%、B成分が60〜98質量%であることが好ましい。より好ましくは、A成分が30〜5質量%、B成分が70〜95質量%である。更に好ましくは、A成分が25〜5質量%、B成分が75〜95質量%である。A成分が2質量%未満では、成形性が悪くなる傾向がある。他方、A成分が40質量%超えると、体積固有抵抗が1Ωcm以上になり易い傾向が生ずる。
【0084】
(添加剤)
更に本発明の導電性樹脂組成物には、必要に応じて、硬度、強度、導電性、成形性、耐久性、耐候性、耐水性等を改良する目的で、更にガラスファイバー、ウィスカー、金属酸化物、有機繊維、紫外線安定剤、酸化防止剤、離型剤、滑剤、撥水剤、増粘剤、低収縮剤、親水性付与剤等の添加剤を添加することができる。
【0085】
(製造方法)
本発明における導電性樹脂組成物の製造方法は特に制限されないが、例えば、上記した各成分をロール、押出機、ニーダー、バンバリーミキサー、ヘンシェルミキサー、プラネタリーミキサー等の樹脂分野で一般的に用いられている混合機、混練機を使用し、なるべく均一に混合させるのが好ましい。
【0086】
また、上記したA成分を予め製造したのちB成分と混合する方法と、B成分の存在下でA成分の各成分を混練する方法等が挙げられるが、限定されるものではない。
【0087】
本発明における導電性樹脂組成物は、混練または混合した後、モールド成形機や金型への材料供給を容易にする目的で、必要に応じて、粉砕あるいは造粒することができる。粉砕には、ホモジナイザー、ウィレー粉砕機、高速回転粉砕機(ハンマーミル、ピンミル、ケージミル、ブレンダー)等が使用でき、材料同士の凝集を防ぐため冷却しながら粉砕することが好ましい。造粒には、押出機、ルーダー、コニーダー等を用いてペレット化する方法、あるいはパン型造粒機等を使用することができる。
【0088】
(成形体)
本発明における導電性樹脂組成物の成形体の製造方法は特に制限されない。この製造方法の具体例としては、圧縮成形法、トランスファー成形法、射出成形法、注型法、射出圧縮成形法が挙げられるが、これに限定するわけではない。より好ましくは、成形加工時に金型内あるいは金型全体を真空状態にして成形することができる。
【0089】
また、導電性樹脂組成物は、厚み精度の良い成形体を得るために、一度押出機、ロール、カレンダー等を用いて所定の厚み、幅のシートに可塑化する温度で成形してもよい。より厚みを精度良く成形するためには、押出機で成形後、ロールやカレンダーで圧延することが好ましい。シート中のボイドやエアーをなくすためには、真空状態で押出成形することが好ましい。
【0090】
得られたシートは目的の大きさにカットまたは、打ち抜き、金型内に1枚、または2枚以上並列に並べるか、重ねて挿入し、圧縮成形機で成形することによって成形体を得ることができる。欠陥が実質的に無い良品を得るためには、キャビティ内を真空にすることが好ましい。
【0091】
(曲げ弾性率)
本発明における導電性樹脂組成物の成形体は曲げ弾性率が10000MPa以下であることが好ましい。より好ましくは9000MPa以下であり、更に好ましくは8000MPa以下である。曲げ弾性率が10000MPaより大きいと得られた硬化体の接触抵抗が低くなる傾向がある。
【0092】
(体積固有抵抗)
本発明の導電性樹脂組成物の成形体は、体積固有抵抗が0.1Ωcm以下であることが好ましい。より好ましくは0.05Ωcm以下であり、更に好ましくは0.01Ωcm以下である。体積固有抵抗が0.1Ωcmより大きいと、高導電性が要求される用途では、充分な導電性が得られ難いため好ましくない。
【0093】
(接触抵抗)
本発明の導電性樹脂組成物の成形体は、カーボンペーパーとの接触抵抗が0.1Ωcm2以下であることが好ましい。より好ましくは0.05Ωcm2以下であり、更に好ましくは0.01Ωcm2以下である。接触抵抗は0.1Ωcm2より大きいと、高導電性が要求される用途では、充分な導電性が得られ難い傾向がある。
【0094】
(貫通抵抗)
本発明の導電性樹脂組成物の成形体は、貫通抵抗が0.1Ωcm以下であることが好ましい。より好ましくは0.05Ωcm以下であり、更に好ましくは0.01Ωcm2以下である。貫通抵抗が0.1Ωcmより大きいと、高導電性が要求される用途では、充分な導電性が得られ難い傾向がある。
【0095】
(熱伝導率)
本発明の導電性樹脂組成物は、熱伝導率が1.0W/m・K以上であることが好ましい。より好ましくは4.0W/m・K以上であり、更に好ましくは10W/m・K以上である。熱伝導率が1.0W/m・Kより小さくなると、材料の放熱性が悪くなり、使用中に高温になるため好ましくない。
【0096】
(セパレータ)
本発明の導電性樹脂組成物を用いて、燃料電池用セパレータを製造する方法は特に制限されない。この製造方法の具体例としては、圧縮成形法、トランスファー成形法、射出成形法、注型法、射出圧縮成形法が挙げられるが、これに限定するわけではない。より好ましくは、成形加工時に金型内あるいは金型全体を真空状態にして成形する。
【0097】
圧縮成形において成形サイクルを挙げるには、多数個取り金型を用いることが好ましい。更に好ましくは、多段プレス(積層プレス)方法を用いると小さな出力で多数の製品を成形できる。平面状の製品で面精度を向上させるためには、一度シートを成形してから圧縮成形することが好ましい。
【0098】
射出成形においては、更に成形性を向上させる目的で、炭酸ガスを成形機シリンダーの途中から注入し、材料中に溶かし込んで超臨界状態で成形することができる。製品の面精度を挙げるには、射出圧縮方法を用いることが好ましい。射出圧縮法としては、金型を開いた状態で射出して閉じる方法、金型を閉じながら射出する方法、閉じた金型の型締め力をゼロにして射出してから型締め力をかける方法等を用いる。
【0099】
(金型)
本発明において成形の際に使用すべき金型については特に制限されないが、例えば、材料の固化が速く、流動性が悪い場合は、キャビティ内に断熱層を仕込んだ断熱金型を用いることが好ましい。また、金型温度を成形時に上下できる温度プロファイルシステムを導入した金型がより好ましい。温度プロファイルのやり方としは、誘導加熱と冷媒(空気、水、オイル等)の切換えによるシステム、熱媒(熱水、加熱オイル等)と冷媒の切換えによるシステム等が挙げられるが、制限されるものではない。
【0100】
金型温度は組成物の種類に応じて最適温度を選定、探索することが重要である。例えば、90℃〜200℃の温度範囲で、10秒間〜1200秒間という範囲で適宜決定することができる。成形品を高温で取出した場合、冷却する場合があるが、その方法は制限されるものでない。例えば、反りを抑制する目的で、成形品を冷却板で挟んで冷却する方法、または、金型ごと冷却する方法等が挙げられる。
【0101】
本発明の両面または片面にガスを流すための流路が形成された燃料電池用セパレータは、本発明の導電性樹脂組成物を上記した成形法により成形することにより得ることができる。ガスを流すための流路は導電性樹脂組成物の成形体を機械加工により、当該流路(溝等)を形成してもよい。また、ガス流路の反転形状を有する金型を使用し圧縮成形、スタンプ成形等によってガス流路形成を行ってもよい。
【0102】
本発明のセパレータの流路断面形状や流路形状は特に制限されない。例えば、流路断面形状は長方形、台形、三角形、半円形等が挙げられる。流路形状は、ストレート型、蛇行型等が挙げられる。流路の幅は0.1〜2mm、深さ0.1〜1.5mmが好ましい。
【0103】
本発明のセパレータの最薄部は1mm以下が好ましい。より好ましくは0.8mmである。1mm以上では、セパレータが厚くなるため、セパレータの抵抗によるセルの電圧降下が大きくなり好ましくない。
【0104】
本発明の燃料電池用セパレータは、ガスや水を流すためのマニホールドとしての役割を果たす貫通孔が4つ以上ある。貫通孔の形成方法としては、成形時に貫通孔を形成させる方法、成形後に切削により形成させる方法等が挙げられるが制限されない。
【0105】
(セパレータの特性)
本発明のセパレータは、体積固有抵抗が0.1Ωcm以下であることが好ましい。より好ましくは0.05Ωcm以下であり、更に好ましくは0.01Ωcm以下である。体積固有抵抗が0.1Ωcmより大きいと、高導電性が要求される用途では、充分な導電性が得られ難いため好ましくない。
【0106】
本発明のセパレータは、カーボンペーパーとの接触抵抗が0.1Ωcm2以下であることが好ましい。より好ましくは0.05Ωcm2以下であり、更に好ましくは0.01Ωcm2以下である。接触抵抗は0.1Ωcm2より大きいと、高導電性が要求される用途では、充分な導電性が得られ難い傾向がある。
【0107】
本発明のセパレータは、熱伝導率が1.0W/m・K以上であることが好ましい。より好ましくは4.0W/m・K以上であり、更に好ましくは10W/m・K以上である。熱伝導率が1.0W/m・Kより小さくなると、材料の放熱性が悪くなり、使用中に高温になるため好ましくない。
【0108】
本発明のセパレータは、通気率は1×10-6cm2/sec以下が好ましく、より好ましくは1×10-7cm2/sec以下であり、とりわけ1×10-8cm2/sec以下が好適である。通気率の測定法は、JIS K7126 A法に準拠し、23℃でヘリウムガスを用いて測定する。
【0109】
(導電性樹脂組成物の用途)
本発明の導電性樹脂組成物は、モールド成形が容易なため燃料電池用セパレータのように厚み精度を要求される分野の複合材料として最適である。更に、その成形体は、黒鉛の導電性や熱伝導性を限りなく再現でき、成形精度等に優れる点で極めて高性能なものが得られる。従って、エレクトロニクス分野、電機、機械、車輌等の各種部品等の各用途に有用であり、特に、コンデンサー用または各種電池用集電体、電磁波遮蔽材、電極、放熱板、放熱部品、エレクトロニクス部品、半導体部品、軸受、PTC素子、ブラシ及び燃料電池用セパレータに好適な材料として挙げられる。
【実施例】
【0110】
以下に本発明を実施例により更に詳細に説明するが、本発明は実施例になんら限定されるものではない。
【0111】
成形体の物性の測定方法を以下に示す。
【0112】
体積固有抵抗は、JIS K7194に準拠し、四探針法により測定した。
【0113】
接触抵抗は、カーボンペーパー(東レ製TGP−H−060)との接触抵抗値(Rc)を図1に示す四端子法によって、3つの抵抗値を測定し、式(1)により算出した。具体的には、試験片(20mm×20mm×1mm)、カーボンペーパー(20mm×20mm×0.19mm)、金メッキ真鍮板(20mm×20mm×0.5mm)を使用し、試験片を該カーボンペーパーで挟み、更にそれを2つの金メッキ真鍮板で挟んで2MPaで均一に加圧し、金メッキ真鍮板間に1Aの定電流を貫通方向に流して、電圧を測定することで抵抗(R1)を算出する。同様にカーボンペーパー3枚を二つの金メッキ真鍮板で挟んで、同様な測定を行うことで抵抗(R2)を算出する。更に、カーボンペーパー2枚を二つの金メッキ真鍮板で挟んで、同様な測定を行うことで抵抗(R3)を算出した。以上の3つの抵抗値から式(1)によって、カーボンペーパーと試験片との接触抵抗値を算出する。
【0114】
〔式3〕 Rc=(R1+R2−2R3)×S/2 ・・・・(1)
Rc:接触抵抗(Ωcm2)、 S:接触面積(cm2)
R1:測定1により算出した抵抗(Ω)
R2:測定2により算出した抵抗(Ω)
R3:測定3により算出した抵抗(Ω)
【0115】
貫通抵抗は、図2で示す四端子法によって測定による。具体的には、試験片(50mm×50mm×2mm)を4枚重ね、それを2つの金メッキ真鍮板で挟んで2MPaで均一に加圧し、金メッキ真鍮板間に1Aの定電流を貫通方向に流して、電圧を測定することで抵抗(R1)を算出する。同様に試験片を2枚重ね、金メッキ真鍮板で挟んで、同様な測定を行うことで抵抗(R2)を算出する。更に式2に示すように、抵抗(R1)と抵抗(R2)差を取り、接触面積(S)を乗じて、2枚分の試験片の厚み(t)で割ることで貫通抵抗を算出する。
【0116】
〔式4〕 Rt=(R1−R2)×S/t ・・・・(2)
Rt:貫通抵抗(Ωcm)、 S:接触面積(cm2)
R1:測定1により算出した抵抗(Ω)
R2:測定2により算出した抵抗(Ω)
t :試験片2枚分の厚さ(cm)
【0117】
曲げ強度、曲げ弾性率および曲げ歪みは、島津製作所(株)製のオートグラフ(AG−10kNI)を用いて測定を行った。JIS K6911法で、試験片(80mm×10mm×4mm)をスパン間隔64mm、曲げ速度1mm/minの条件で3点式曲げ強度測定法により測定した。 熱伝導率は、レーザーフラッシュ法(t1/2法、レーザーフラッシュ法熱定数測定装置 LF/TCM FA8510B 理学電気社製)により、試験片(直径 φ10mm、厚さ 1.7mm)を温度80℃、真空中、照射光ルビーレーザー光(励起電圧2.5kV)の条件で測定した。
【0118】
用いた材料を以下に示す。
【0119】
(A)成分:表1記載のバインダーを用いた。 ポリプロピレンについては、サンアロマー(株)製のサンアロマーPX900Nを用いた。スチレンエチレンブチレンスチレンブロック共重合体(SEBS)については、クレイトンポリマージャパン(株)製のクレイトンG1652を用いた。水添スチレンブタジエンラバー(H−SBR)とエチレンプロピレンジエンコポリマー(EPDM)については、JSR(株)製のダイナロン1320PとEP57Pを用いた。ポリ弗化ビニリデン(PVDF)については、ダイキン工業(株)製のネオフロンVW−410を用いた。軟質アクリル樹脂については、クラレ(株)製のパラペットSA−FW001を用いた。
【0120】
【表1】
【0121】
(B)成分:導電性物質<B1>:ホウ素含有黒鉛微紛 非針状コークスであるエム・シー・カーボン(株)製MCコークスをパルベライザー(ホソカワミクロン(株)製)で2mm〜3mm以下の大きさに粗粉砕した。この粗粉砕品をジェットミル(IDS2UR、日本ニューマチック(株)製)で微粉砕した。その後、分級により所望の粒径に調整した。5μm以下の粒子除去は、ターボクラシファイアー(TC15N、日清エンジニアリング(株)製)を用い、気流分級を行った。この調整した微粉砕品の一部14.4kgに炭化ホウ素(B4C)0.6kgを加え、ヘンシェルミキサーにて800rpmで5分間混合した。これを内径40cm、容積40リットルの蓋付き黒鉛ルツボに封入し、黒鉛ヒーターを用いた黒鉛化炉に入れてアルゴンガス雰囲気下2900℃の温度で黒鉛化した。これを放冷後、粉末を取り出し、14kgの粉末を得た。得られた黒鉛微粉は、平均粒径20.5μm、B含有量1.9質量%であった。
【0122】
<B2>:気相法炭素繊維(以下、「VGCF」と略す。昭和電工、登録商標)とB1(黒鉛微粉)との混合物
B1成分95質量%とVGCF5質量%をヘンシェルミキサーにて混合した。得られた炭素材料混合物の平均粒径は12.4μm、B含有量1.3質量%であった。
【0123】
気相法炭素繊維は、昭和電工社製 VGCF−G(繊維径0.1〜0.3μm、繊維長10〜50μm)を用いた。
【0124】
<B3>:カーボンナノチューブ(以下、「CNT」と略す。)とB1(黒鉛微粉)との混合物
B1成分95質量%とCNT5質量%をヘンシェルミキサーにて混合した。得られた炭素材料混合物の平均粒径は9.2μm、B含有量1.2質量%であった。カーボンナノチューブは以下の方法で得た。
【0125】
直径6mm、長さ50mmのグラファイト棒に、先端から中心軸に沿って直径3mm、深さ30mmの穴をあけ、この穴にロジウム(Rh):白金(Pt):グラファイト(C)を質量比率1:1:1の混合粉末として詰め込み、陽極を作製した。一方、純度99.98質量%のグラファイトからなる、直径13mm、長さ30mmの陰極を作製した。これらの電極を反応容器に対向配置し、直流電源に接続した。そして、反応容器内を純度99.9体積%のヘリウムガスで置換し、直流アーク放電を行った。その後、反応容器内壁に付着した煤(チャンバー煤)と陰極に堆積した煤(陰極煤)を回収した。反応容器中の圧力と電流は、600Torrと70Aで行った。反応中は、陽極と陰極間のギャップが常に1〜2mmになるように操作した。
【0126】
回収した煤は、水とエタノールが質量比で1:1の混合溶媒中に入れ超音波分散させ、その分散液を回収して、ロータリエバポレーターで溶媒を除去した。そして、その試料を陽イオン界面活性剤である塩化ベンザルコニウムの0.1%水溶液中に超音波分散させた後、5000rpmで30分間遠心分離して、その分散液を回収した。更に、その分散液を350℃の空気中で5時間熱処理することによって精製し、繊維径が1〜10nm、繊維長が0.05〜5μmのカーボンナノチューブを得た。
【0127】
以下の各実施例・比較例において使用したA成分およびB成分の種類および量比を、下記の表2に纏めて示す。
【0128】
【表2】
【0129】
実施例1〜実施例5、比較例1〜比較例4
上記の表1、表2に示した組成の原材料をラボプラストミル((株)東洋精機製作所製、モデル50C150)を用いて温度200℃、45rpmで7分間混練した。その混練物を100mm×100mmの平板(厚さは物性試験項目ごとに異なる)ができる金型に投入し、50t圧縮成形機を用いて温度230℃、予熱3分後、圧力15MPaで3分間加圧加熱し、その後、冷却プレスを用いて温度25℃、圧力15MPaの条件で2分間冷却させて成形体を得た。 以下の各実施例・比較例により得られた結果を、下記の表3に纏めて示す。
【0130】
【表3】
【0131】
実施例6、比較例5
【表4】
【0132】
上記の表1、表4に示した組成の原材料をラボプラストミル((株)東洋精機製作所製、モデル50C150)を用いて温度200℃、40rpmで7分間混練した。その混練物を100mm×100mmの平板(厚さは物性試験項目ごとに異なる)ができる金型に投入し、50t圧縮成形機を用いて温度220℃、予熱3分後、圧力18MPaで3分間加圧加熱し、その後、冷却プレスを用いて温度25℃、圧力18MPaの条件で2分間冷却させて成形体を得た。
【0133】
上記実施例および比較例で得られた成形体の物性測定結果を下記の表5に示す。
【0134】
【表5】
【0135】
実施例7
実施例5で用いた組成物を、貫通孔6ヶ、280×200×1.5mmのサイズで溝幅1mmピッチ、溝深さ0.5mmの溝が両面にできる平板を成形できる金型に投入し、380t圧縮成形機を用いて、金型温度230℃、50MPaの加圧下で3分間加圧加熱し、その後、金型温度を100℃まで冷却し、両面溝付きで体積固有抵抗が6.8mΩcm、接触抵抗が3.2mΩcm2、熱伝導率が18W/m・K、通気率が3.6×10-9cm2/secである燃料電池用セパレータ形状の平板を得た。
【0136】
上記した表3に示すように、本発明におけるバインダーを用いた導電性樹脂組成物の成形体は、導電性に優れ、特に接触抵抗、貫通抵抗が低く、導電性を効率的に発現することができた。
【0137】
また、表5に示すように、本発明のバインダーによって、同じ導電材の添加量で高い導電性を発現できた。また、実施例7に示すように本発明の成形品は燃料電池用セパレーターとして優れた特性を有している。
【符号の説明】
【0138】
1 カーボンペーパー
2 試験片
3 金メッキ真鍮
4 定電流発生装置
5 電圧計
11 試験片
12 金メッキ真鍮
13 定電流発生装置
14 電圧計
【特許請求の範囲】
【請求項1】
分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、
粉末状および/または繊維状の導電性物質(B)とを少なくとも含むことを特徴とする導電性樹脂組成物であって、
(A成分+B成分)を基準(100質量%)として、A成分が40〜2質量%、B成分が60〜98質量%であり、
A成分の分散相の数平均粒子径がB成分の数平均粒子径または数平均繊維径よりも小さいことを特徴とする導電性樹脂組成物。
【請求項2】
前記A成分に含まれる少なくとも1成分が、エラストマー成分であることを特徴とする請求項1に記載の導電性樹脂組成物。
【請求項3】
A成分が熱可塑性樹脂1〜99質量%とエラストマー99〜1質量%とからなることを特徴とする請求項1または2に記載の導電性樹脂組成物。
【請求項4】
前記A成分が、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマー、オレフィン結晶・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・イソプレン・スチレン ブロックコポリマー及びスチレン・ブタジエン・スチレン ブロックコポリマーのいずれか1種または2種以上と、ポリオレフィンの組成物からなることを特徴とする請求項1〜3のいずれか1項に記載の導電性樹脂組成物。
【請求項5】
前記A成分がポリ弗化ビニリデンと軟質アクリル樹脂とを少なくとも含むことを特徴とする請求項1〜3のいずれか1項に記載の導電性樹脂組成物。
【請求項6】
前記B成分が金属材料、炭素質材料、導電性高分子、金属被覆フィラーおよび金属酸化物からなる群から選ばれる少なくとも1種であることを特徴とする請求項1〜5のいずれか1項に記載の導電性樹脂組成物。
【請求項7】
前記B成分が、0.05〜5質量%のホウ素を含む炭素質材料であることを特徴とする請求項1〜6のいずれか1項に記載の導電性樹脂組成物。
【請求項8】
前記B成分が、気相法炭素繊維および/またはカーボンナノチューブを0.1〜50質量%(これらを含むB成分全体が基準)含むことを特徴とする請求項1〜7のいずれか1項に記載の導電性樹脂組成物。
【請求項9】
気相法炭素繊維またはカーボンナノチューブが、0.05〜5質量%のホウ素を含むことを特徴とする請求項8に記載の導電性樹脂組成物。
【請求項10】
請求項1〜9のいずれか1項に記載の導電性樹脂組成物を成形してなる導電性成形体。
【請求項11】
体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下および貫通抵抗が0.1Ωcm以下であることを特徴とする請求項10記載の導電性成形体。
【請求項12】
熱伝導率が1.0W/m・K以上であることを特徴とする請求項10または11に記載の導電性成形体。
【請求項13】
請求項10〜12のいずれか1項に記載の導電性成形体を使用してなる燃料電池用セパレータ。
【請求項14】
4つ以上の貫通孔を有し、セパレータの両面に幅0.1〜2mm、深さ0.1〜1.5mmの溝が形成され、最薄部の厚さが1mm以下、体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下、熱伝導率が1.0W/m・K以上および通気率が1×10-6cm2/sec以下であることを特徴とする請求項13に記載の燃料電池用セパレータ。
【請求項15】
分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、
粉末状および/または繊維状の導電性物質(B)とを少なくとも含む導電性樹脂組成物であって、
A成分の分散相の数平均粒子径がB成分の数平均粒子径または数平均繊維径よりも小さく、
A成分の分散相の数平均粒子径(Pa)とB成分の数平均粒子径または数平均繊維径(Pb)との比(Pa/Pb)が0.8以下であることを特徴とする導電性樹脂組成物。
【請求項16】
A成分に含まれる少なくとも1成分がエラストマー成分であることを特徴とする請求項15に記載の導電性樹脂組成物。
【請求項17】
B成分が金属材料、炭素質材料、導電性高分子、金属被覆フィラーおよび金属酸化物からなる群から選ばれる少なくとも1種であることを特徴とする請求項15または16に記載の導電性樹脂組成物。
【請求項18】
B成分が0.05〜5質量%のホウ素を含む炭素質材料であることを特徴とする請求項15〜17のいずれか1項に記載の導電性樹脂組成物。
【請求項19】
B成分が気相法炭素繊維および/またはカーボンナノチューブを0.1〜50質量%(これらを含むB成分全体が基準)含むことを特徴とする請求項15〜18のいずれか1項に記載の導電性樹脂組成物。
【請求項20】
気相法炭素繊維またはカーボンナノチューブが0.05〜5質量%のホウ素を含むことを特徴とする請求項19に記載の導電性樹脂組成物。
【請求項1】
分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、
粉末状および/または繊維状の導電性物質(B)とを少なくとも含むことを特徴とする導電性樹脂組成物であって、
(A成分+B成分)を基準(100質量%)として、A成分が40〜2質量%、B成分が60〜98質量%であり、
A成分の分散相の数平均粒子径がB成分の数平均粒子径または数平均繊維径よりも小さいことを特徴とする導電性樹脂組成物。
【請求項2】
前記A成分に含まれる少なくとも1成分が、エラストマー成分であることを特徴とする請求項1に記載の導電性樹脂組成物。
【請求項3】
A成分が熱可塑性樹脂1〜99質量%とエラストマー99〜1質量%とからなることを特徴とする請求項1または2に記載の導電性樹脂組成物。
【請求項4】
前記A成分が、水添スチレンブタジエンラバー、スチレン・エチレンブチレン・スチレン ブロックコポリマー、スチレン・エチレンプロピレン・スチレン ブロックコポリマー、オレフィン結晶・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・エチレンブチレン・オレフィン結晶 ブロックコポリマー、スチレン・イソプレン・スチレン ブロックコポリマー及びスチレン・ブタジエン・スチレン ブロックコポリマーのいずれか1種または2種以上と、ポリオレフィンの組成物からなることを特徴とする請求項1〜3のいずれか1項に記載の導電性樹脂組成物。
【請求項5】
前記A成分がポリ弗化ビニリデンと軟質アクリル樹脂とを少なくとも含むことを特徴とする請求項1〜3のいずれか1項に記載の導電性樹脂組成物。
【請求項6】
前記B成分が金属材料、炭素質材料、導電性高分子、金属被覆フィラーおよび金属酸化物からなる群から選ばれる少なくとも1種であることを特徴とする請求項1〜5のいずれか1項に記載の導電性樹脂組成物。
【請求項7】
前記B成分が、0.05〜5質量%のホウ素を含む炭素質材料であることを特徴とする請求項1〜6のいずれか1項に記載の導電性樹脂組成物。
【請求項8】
前記B成分が、気相法炭素繊維および/またはカーボンナノチューブを0.1〜50質量%(これらを含むB成分全体が基準)含むことを特徴とする請求項1〜7のいずれか1項に記載の導電性樹脂組成物。
【請求項9】
気相法炭素繊維またはカーボンナノチューブが、0.05〜5質量%のホウ素を含むことを特徴とする請求項8に記載の導電性樹脂組成物。
【請求項10】
請求項1〜9のいずれか1項に記載の導電性樹脂組成物を成形してなる導電性成形体。
【請求項11】
体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下および貫通抵抗が0.1Ωcm以下であることを特徴とする請求項10記載の導電性成形体。
【請求項12】
熱伝導率が1.0W/m・K以上であることを特徴とする請求項10または11に記載の導電性成形体。
【請求項13】
請求項10〜12のいずれか1項に記載の導電性成形体を使用してなる燃料電池用セパレータ。
【請求項14】
4つ以上の貫通孔を有し、セパレータの両面に幅0.1〜2mm、深さ0.1〜1.5mmの溝が形成され、最薄部の厚さが1mm以下、体積固有抵抗が0.1Ωcm以下、接触抵抗が0.1Ωcm2以下、熱伝導率が1.0W/m・K以上および通気率が1×10-6cm2/sec以下であることを特徴とする請求項13に記載の燃料電池用セパレータ。
【請求項15】
分散相と連続相とを含み、且つ、分散相の数平均粒子径が0.001〜2μmである高分子多成分系の樹脂バインダー(A)と、
粉末状および/または繊維状の導電性物質(B)とを少なくとも含む導電性樹脂組成物であって、
A成分の分散相の数平均粒子径がB成分の数平均粒子径または数平均繊維径よりも小さく、
A成分の分散相の数平均粒子径(Pa)とB成分の数平均粒子径または数平均繊維径(Pb)との比(Pa/Pb)が0.8以下であることを特徴とする導電性樹脂組成物。
【請求項16】
A成分に含まれる少なくとも1成分がエラストマー成分であることを特徴とする請求項15に記載の導電性樹脂組成物。
【請求項17】
B成分が金属材料、炭素質材料、導電性高分子、金属被覆フィラーおよび金属酸化物からなる群から選ばれる少なくとも1種であることを特徴とする請求項15または16に記載の導電性樹脂組成物。
【請求項18】
B成分が0.05〜5質量%のホウ素を含む炭素質材料であることを特徴とする請求項15〜17のいずれか1項に記載の導電性樹脂組成物。
【請求項19】
B成分が気相法炭素繊維および/またはカーボンナノチューブを0.1〜50質量%(これらを含むB成分全体が基準)含むことを特徴とする請求項15〜18のいずれか1項に記載の導電性樹脂組成物。
【請求項20】
気相法炭素繊維またはカーボンナノチューブが0.05〜5質量%のホウ素を含むことを特徴とする請求項19に記載の導電性樹脂組成物。
【図1】

【図2】
【図2】
【公開番号】特開2012−15118(P2012−15118A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2011−183001(P2011−183001)
【出願日】平成23年8月24日(2011.8.24)
【分割の表示】特願2004−351250(P2004−351250)の分割
【原出願日】平成16年12月3日(2004.12.3)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成15年度新エネルギー・産業技術総合開発機構「カーボン樹脂モールドセパレータの開発」に係る委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成23年8月24日(2011.8.24)
【分割の表示】特願2004−351250(P2004−351250)の分割
【原出願日】平成16年12月3日(2004.12.3)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成15年度新エネルギー・産業技術総合開発機構「カーボン樹脂モールドセパレータの開発」に係る委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
[ Back to top ]