
導電性積層フィルムの製造方法
【課題】透明フィルム基材上に、透明導電層および導電性金属層がこの順に形成された導電性積層フィルムの製造において、導電性金属層成膜時のシワの発生を抑止する。
【解決手段】本発明の製造方法は、ポリエステル系樹脂を構成材料とする長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムが搬送されながら、透明導電性フィルムの透明導電層形成面側に導電性金属層を連続的に成膜される金属層成膜工程を有する。金属層成膜工程は、1Pa以下の減圧環境で行われる。長尺状透明導電性フィルムは、搬送張力が付与されることで連続的に搬送され、透明導電層非形成面側が成膜ロールの表面に接触した状態で、透明導電層形成面側に前記導電性金属層が連続的に堆積される。前記成膜ロールの表面温度は110℃〜200℃であることが好ましい。成膜箇所におけるフィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力が0.6〜1.8N/mm2であることが好ましい。
【解決手段】本発明の製造方法は、ポリエステル系樹脂を構成材料とする長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムが搬送されながら、透明導電性フィルムの透明導電層形成面側に導電性金属層を連続的に成膜される金属層成膜工程を有する。金属層成膜工程は、1Pa以下の減圧環境で行われる。長尺状透明導電性フィルムは、搬送張力が付与されることで連続的に搬送され、透明導電層非形成面側が成膜ロールの表面に接触した状態で、透明導電層形成面側に前記導電性金属層が連続的に堆積される。前記成膜ロールの表面温度は110℃〜200℃であることが好ましい。成膜箇所におけるフィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力が0.6〜1.8N/mm2であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透明基材上に透明導電層および導電性金属層が設けられた導電性積層フィルムの製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ等のフラットパネルディスプレイや、タッチパネル等の表示装置では、インジウム−スズ酸化物(ITO)等の透明導電性酸化物からなる透明電極が用いられている。この透明電極には、外部から電圧を付与したり、透明電極上の電位を検出する目的でパターン配線が接続されている。パターン配線としては、スクリーン印刷法等によって銀ペーストを形成したものが広く用いられている。一般に、表示装置においては、例えば図4に模式的に示すように、透明電極の周辺部を引き回すように配線がパターン形成される。そして、加飾された基材等を用いることで、この配線が外部から視認されないように表示装置が組み立てられる。
【0003】
表示装置の高精細化や高機能化に伴って、引き回し配線のパターンは複雑化する傾向にある。例えば、タッチパネルでは、多点入力(マルチタッチ)が可能な投影型静電容量方式のタッチパネルや、マトリックス型の抵抗膜方式タッチパネルが近年脚光を浴びている。これらの方式のタッチパネルでは、透明導電層が、所定形状(例えば短冊状)にパターン化されて透明電極を形成し、各透明電極とIC等の制御手段との間にパターン配線が形成される。このように、配線のパターンが複雑化する一方で、引き回し配線が視認されないように周辺部が加飾された領域をより狭くして、表示装置における表示領域の面積比率を高めること(狭額縁化)も求められている。しかしながら、前述の銀ペーストを印刷する方法では、電極の線幅を小さくすることには限界があるため、表示装置をさらに狭額縁化することは困難である。
【0004】
表示装置をさらに狭額縁化するためには、パターン配線を細線化し、かつ抵抗の上昇を抑制するために導電性の高い配線材料を用いる必要がある。かかる観点から、透明基材上に透明導電層を形成し、その上に導電性の金属層を形成した積層体を作製し、金属層、透明導電層を順次エッチングにより選択除去してパターン化する方法が提案されている(例えば特許文献1)。このような方法によれば、エッチングによりパターン配線を形成し得るため、前述のようなスクリーン印刷法等によって形成されたパターン配線に比して細線化が可能であり、表示装置の狭額縁化が可能となる。
【0005】
上記のような透明基材上に透明導電層および導電性金属層が形成された積層体の作成において、一般に、金属層等は、スパッタリング法等の真空成膜法により形成される。ロール・ツー・ロール法により長尺の基材上に連続的に金属層の成膜が行われる場合には、真空成膜装置内で、冷媒を循環させる等の方法により冷却された成膜ロール上で成膜を行い、フィルム基材の熱変形に起因するシワの発生を抑止することが行われている(例えば特許文献2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭63−113585号公報
【特許文献2】特開昭62−247073号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、フィルム基材上に金属層を形成する場合においては、フィルム基材を冷却して熱変形を防止することが行われているが、透明フィルム基材上に透明導電層を形成し、その上にさらに金属層を形成する場合には、成膜ロールを冷却しても、フィルム基材にシワが生じやすいことが判明した。かかる観点に鑑み、本発明は、シワの発生が抑止された導電性積層フィルムの製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明は、ポリエステル系樹脂を構成材料とする透明フィルム基材上に、導電性金属酸化物からなる透明導電層および導電性金属層が順次形成された導電性積層フィルムの製造方法に関する。本発明の製造方法において、長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムが搬送されながら、透明導電性フィルムの透明導電層形成面側に導電性金属層が連続的に成膜される。導電性金属層の成膜は、1Pa以下の減圧環境で行われる。前記長尺状透明導電性フィルムは、搬送張力が付与されることで連続的に搬送され、透明導電層非形成面側が成膜ロールの表面に接触した状態で、透明導電層形成面側に前記導電性金属層が連続的に堆積される。成膜ロールの表面温度は110℃〜200℃であることが好ましい。成膜箇所におけるフィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力は、0.6〜1.8N/mm2であることが好ましい。
【0009】
成膜箇所におけるフィルム基材の厚さをx(mm)、単位幅あたりの搬送張力をy(N/mm)としたとき、下記式を満たすように単位幅あたりの搬送張力を付与することが好ましい。
0.6x≦y≦1.8x
【0010】
導電性金属層の成膜はスパッタリング法により行われることが好ましい。また、導電性金属層の堆積厚みは20nm以上であることが好ましい。
【0011】
透明導電層はインジウム−スズ酸化物を主成分とする導電性酸化物層であることが好ましい。導電性金属層はTi,Si,Nb,In,Zn,Sn,Au,Ag,Cu,Al,Co,Cr,Ni,Pb,Pd,Pt,W,Zr,TaおよびHfからなる群から選択される1種または2種以上の金属からなるか、あるいはこれらを主成分とする合金であることが好ましい。中でも、導電性金属層は実質的に銅からなることが好ましい。
【発明の効果】
【0012】
本発明によれば、所定の搬送張力および温度条件下で導電性金属層が成膜されるために、導電性金属層成膜時のシワの発生が抑制され、導電性積層フィルムは外観および電気特性の面内の均一性に優れる。本発明により得られる導電性積層体は、例えば、エッチング等により導電性金属層の一部を所定形状にパターン化して、パターン配線付き透明導電性積層フィルムを形成することができる。このようにして得られる透明導電性フィルムは、タッチパネル、表示装置等の光学デバイスに好適に用いられる。
【図面の簡単な説明】
【0013】
【図1】一実施形態に係る導電性積層フィルムの模式的断面図である。
【図2】一実施形態に係る導電性積層フィルムの模式的断面図である。
【図3】真空成膜装置の構成を説明する概念図である。
【図4】一形態に係るパターン配線付き透明導電性積層フィルムの模式的平面図である。
【図5】図4のV−V線における断面を模式的に表す図である。
【図6】パターン配線付き透明導電性積層フィルムの製造過程を説明するための模式的平面図である。
【発明を実施するための形態】
【0014】
<導電性積層フィルム>
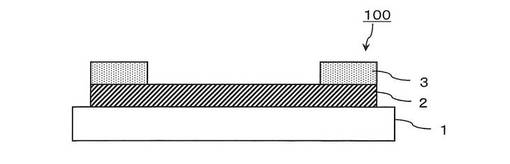
本発明の実施の形態について、図面を参照しながら以下に説明する。図1は一実施形態に係る導電性積層フィルムの模式的断面図である。導電性積層フィルム10は、透明フィルム基材1上に透明導電層2および導電性金属層3が順次形成された構成を有する。本発明の製造方法では、長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムの透明導電層2形成面側に導電性金属層3が形成される。
【0015】
[透明フィルム基材]
透明フィルム基材1としては、可撓性を有しかつ可視光領域において透明であるものであれば特に制限されず、透明性を有し、ポリエステル系樹脂を構成材料とするプラスチックフィルムが用いられる。ポリエステル系樹脂は、透明性、耐熱性、および機械特性に優れることから好適に用いられる。ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)やポリエチレンナフタレート(PEN)等が特に好適である。また、プラスチックフィルムは強度の観点から延伸処理が行われていることが好ましく、二軸延伸処理されていることがより好ましい。延伸処理としては特に限定されず、公知の延伸処理を採用することができる。
【0016】
透明フィルム基材の厚みは、2〜200μmの範囲内であることが好ましく、2〜130μmの範囲内であることがより好ましく、2〜100μmの範囲内であることがさらに好ましい。フィルムの厚みが2μm未満であると、機械的強度が不足し、フィルムをロール状にして透明導電層2や導電性金属層3を連続的に成膜する操作が困難になる場合がある。一方、フィルムの厚みが200μmを超えると、透明導電層2の耐擦傷性やタッチパネルを形成した場合の打点特性等の向上が図れない場合がある。
【0017】
透明フィルム基材には、表面に予めスパッタリング、コロナ放電、火炎、紫外線照射、電子線照射、化成、酸化などのエッチング処理や下塗り処理を施して、フィルム基材上に形成される透明導電層2との密着性を向上させるようにしてもよい。また、透明導電層を形成する前に、必要に応じて溶剤洗浄や超音波洗浄などにより、フィルム基材表面を除塵、清浄化してもよい。
【0018】
また、透明フィルム基材1の透明導電層2形成面には、誘電体層やハードコート層が形成されていてもよい。透明基材の透明導電層形成面側の表面に形成される誘電体層は、導電層としての機能を有さないものであり、表面抵抗が、例えば1×106Ω/□以上であり、好ましくは1×107Ω/□以上、さらに好ましくは1×108Ω/□以上である。なお、誘電体層の表面抵抗の上限は特にない。一般的には、誘電体層の表面抵抗の上限は測定限界である1×1013Ω/□程度であるが、1×1013Ω/□を超えるものであってもよい。
【0019】
誘電体層の材料としては、NaF(1.3)、Na3AlF6(1.35)、LiF(1.36)、MgF2(1.38)、CaF2(1.4)、BaF2(1.3)、BaF2(1.3)、SiO2(1.46)、LaF3(1.55)、CeF(1.63)、Al2O3(1.63)などの無機物〔( )内の数値は屈折率を示す〕や、屈折率が1.4〜1.6程度のアクリル樹脂、ウレタン樹脂、メラミン樹脂、アルキド樹脂、シロキサン系ポリマー、有機シラン縮合物などの有機物、あるいは上記無機物と上記有機物の混合物が挙げられる。
【0020】
このように、透明基材の透明導電層形成面側に誘電体層を形成することによって、例えば図4に示すように透明導電層2が複数の透明電極121〜126にパターン化された場合においても、透明導電層形成領域と透明導電層非形成領域との間の視認性の差を低減することが可能である。また、透明基材としてフィルム基材を用いる場合においては、誘電体層がプラスチックフィルムからのオリゴマー等の低分子量成分の析出を抑止する封止層としても作用し得る。
【0021】
透明フィルム基材1の透明導電層2形成面と反対側の面には、必要に応じてハードコート層や易接着層、ブロッキング防止層等が設けられていてもよい。また、粘着剤などの適宜の接着手段を用いて他の基材が貼り合わせられたものや、他の基材と貼り合わせるための粘着剤層等にセパレータ等の保護層が仮着されたものであってもよい。
【0022】
このような透明フィルム基材は、長尺フィルムをロール状に巻回したものとして供され、その上に透明導電層2が連続的に成膜されて、長尺透明導電性フィルムが得られる。
【0023】
[透明導電層]
透明導電層2の構成材料は特に限定されず、In、Sn、Zn、Ga、Sb、Ti、Si、Zr、Mg、Al、Au、Ag、Cu、Pd、Wからなる群より選択される少なくとも1種の金属の金属酸化物が好適に用いられる。当該金属酸化物には、必要に応じて、さらに上記群に示された金属原子を含んでいてもよい。例えば酸化スズを含有する酸化インジウム(ITO)、アンチモンを含有する酸化スズ(ATO)などが好ましく用いられ、ITOが特に好ましく用いられる。
【0024】
透明導電層の厚みは特に制限されないが、その表面抵抗を1×103Ω/□以下の良好な導電性を有する連続被膜とするには、厚みを10nm以上とするのが好ましい。膜厚が、厚くなりすぎると透明性の低下などをきたすため、厚みは15〜35nmであることが好ましく、より好ましくは20〜30nmの範囲内である。透明導電層の厚みが15nm未満であると膜表面の電気抵抗が高くなり、かつ連続被膜になり難くなる。また、透明導電層の厚みが35nmを超えると透明性の低下などをきたす場合がある。
【0025】
透明導電層の形成方法は特に限定されず、透明導電層を形成する材料や必要とする膜厚に応じて適宜の方法を採用し得る。膜厚の均一性や成膜効率の観点からは、化学気相成長法(CVD)や物理気相成長法(PVD)等の真空成膜法が好適に採用される。中でも、真空蒸着法、スパッタリング法、イオンプレーティング法、電子ビーム蒸着法等の物理気相成長法が好ましく、スパッタリング法が特に好ましい。
【0026】
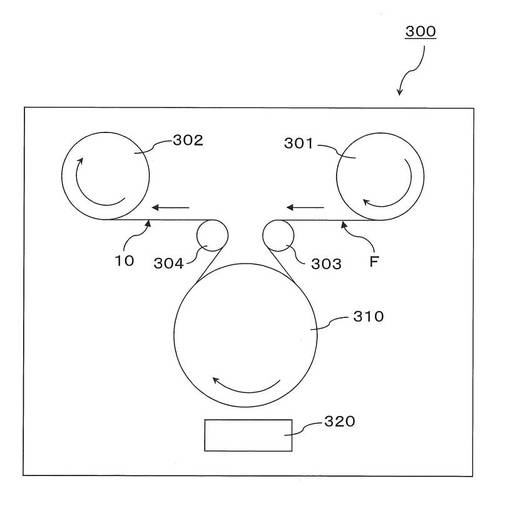
長尺状の積層体を得る観点から、透明導電層2の成膜は、例えばロール・トウー・ロール法等により、所定の張力付与下で基材を搬送させながら行われることが好ましい。ロール・トゥー・ロール法による透明導電層の成膜は、例えば、図3に模式的に示すような巻取式スパッタ装置300を用い、巻出ロール301からフィルム基材を繰り出して連続搬送させながら、成膜ロール310上でスパッタ成膜を行い、基材1上に透明導電層2が形成された積層フィルムを巻取ロール302にてロール状に巻回することによって行われる。
【0027】
透明導電層2としてITO膜が形成される場合、スパッタターゲットとしては、金属ターゲット(In−Snターゲット)または金属酸化物ターゲット(In2O3−SnO2ターゲット)が好適に用いられる。In2O3−SnO2金属酸化物ターゲットが用いられる場合、該金属酸化物ターゲット中のSnO2の量が、In2O3とSnO2とを加えた重さに対して、0.5重量%〜15重量%であることが好ましく、1〜12重量%であることがより好ましく、2〜10重量%であることがさらに好ましい。In−Sn金属ターゲットが用いられる反応性スパッタリングの場合、該金属ターゲット中のSn原子の量が、In原子とSn原子とを加えた重さに対し、0.5重量%〜15重量%であることが好ましく、1〜12重量%であることがより好ましく、2〜10重量%であることがさらに好ましい。ターゲット中のSnあるいはSnO2の量が少なすぎると、ITO膜の耐久性に劣る場合がある。また、SnあるいはSnO2の量が多すぎると、ITO膜が結晶化され難くなり、透明性や抵抗値の安定性が十分でない場合がある。
【0028】
このようなターゲットを用いたスパッタ成膜にあたり、まず、スパッタ装置内の真空度(到達真空度)を好ましくは1×10−3Pa以下、より好ましくは1×10−4Pa以下となるまで排気して、スパッタ装置内の水分や基材から発生する有機ガスなどの不純物を取り除いた雰囲気とすることが好ましい。水分や有機ガスの存在は、スパッタ成膜中に発生するダングリングボンドを終結させ、ITO等の導電性酸化物の結晶成長を妨げるからである。
【0029】
このように排気したスパッタ装置内に、Ar等の不活性ガスとともに、必要に応じて反応性ガスである酸素ガス等を導入して、所定の張力付与下で基材を搬送させながら、1Pa以下の減圧下でスパッタ成膜を行う。成膜時の圧力は0.05Pa〜1Paであることが好ましく、0.1Pa〜0.7Paであることがより好ましい。成膜圧力が高すぎると成膜速度が低下する傾向があり、逆に圧力が低すぎると放電が不安定となる傾向がある。
【0030】
ITOをスパッタ成膜する際の基材温度は40℃〜190℃であることが好ましく、80℃〜180℃であることがより好ましい。そのため、成膜ロール310の温度も当該範囲に調整されることが好ましい。スパッタ成膜の際の基材の搬送速度は特に限定されず、透明導電層2の材料や、成膜厚み等により適宜に設定し得る。また、スパッタ成膜の際の基材の搬送張力も特に限定されないが、基材の長手方向に垂直な面における単位面積あたりの搬送張力が、0.2〜9.2N/mm2が好ましく、0.4〜5.6N/mm2がより好ましい。また、基材の単位幅あたりでの搬送張力は、例えば基材厚みが50μmの場合、0.01N/mm〜0.46N/mmであることが好ましく、0.02N/mm〜0.28N/mmであることがより好ましい。基材の搬送張力が小さすぎると、基材の搬送が不安定になる場合があり、基材の搬送張力が大きすぎると、基材の寸法変化を生じる場合がある。
【0031】
なお、上記はスパッタリング法によりITO膜を成膜する場合を例示したものであるが、各種成膜条件は、透明導電層の材料、成膜方法、膜厚等に応じて適宜に設定することができる。
【0032】
透明導電層2は結晶質であってもよく、非晶質であってもよい。例えば、透明導電層としてスパッタリング法によってITO膜が形成される場合、基材の耐熱性による制約があるため、高い温度でスパッタ成膜を行うことができない。そのため、成膜直後のITOは非晶質膜(一部が結晶化している場合もある)となっている。このような非晶質のITO膜は結晶質のITO膜に比して透過率が低く、加湿熱試験後の抵抗変化が大きい等の問題を生じる場合がある。かかる観点からは、一旦非晶質の透明導電層を形成した後、大気中の酸素存在下で加熱することにより、透明導電層を結晶膜へ転換させてもよい。透明導電層を結晶化することにより、透明性が向上し、さらに加湿熱試験後の抵抗変化が小さく、加湿熱信頼性が向上するなどの利点がもたらされる。
【0033】
なお、透明導電層の結晶化は、透明フィルム基材1上に非晶質の透明導電層2を形成後、導電性金属層3の成膜前、成膜後のいずれに行ってもよい。また、エッチング等により透明導電層2の一部を除去してパターン化する場合、透明導電層の結晶化は、エッチング加工前に行うこともできるし、エッチング加工後に行ってもよい。
【0034】
[導電性金属層]
長尺透明導電性フィルムの透明導電層2形成面側に導電性金属層3が連続的に成膜されることで、長尺導電性積層フィルムが得られる。導電性金属層の構成材料は、導電性を有するものであれば特に限定されないが、例えば、Ti,Si,Nb,In,Zn,Sn,Au,Ag,Cu,Al,Co,Cr,Ni,Pb,Pd,Pt,W,Zr,Ta,Hf等の金属が好適に用いられる。また、これらの金属の2種以上を含有するものや、これらの金属を主成分とする合金等も好適に用いることができる。導電性積層フィルムの形成後に導電性金属層3の一部をエッチング等により除去して図4に示すようなパターン配線を形成する場合は、導電性金属層3としてAu,Ag,Cu等の導電性の高い金属が好適に用いられる。中でもCuは導電性が高く、かつ安価な材料であるため、配線を構成する材料として適している。そのため、導電性金属層3は実質的に銅からなることが特に好ましい。
【0035】
導電性金属層3の厚みは特に制限されない。例えば、導電性フィルムの形成後に導電性金属層3の一部をエッチング等により除去してパターン配線を形成する場合は、形成後のパターン配線が所望の抵抗値を有するように導電性金属層3の厚みが適宜に設定される。導電性金属層の厚みが過度に小さいと、パターン配線の抵抗値が高くなりすぎるために、デバイスの消費電力が大きくなる場合がある。そのため、導電性金属層は厚み20nm以上で堆積されることが好ましい。逆に導電性金属層の厚みが過度に大きいと、導電性金属層の成膜に時間を要するために生産性に劣る他、成膜時の積算熱量が大きくなることや、成膜時のパワー密度を高くする必要があるために、フィルムに熱シワが生じ易くなる傾向がある。これらの観点から、導電性金属層の厚みは、20nm〜500nmであることが好ましく、20nm〜350nmであることがより好ましい。
【0036】
導電性金属層は、膜厚の均一性や成膜効率の観点から、化学気相成長法(CVD)や物理気相成長法(PVD)等の真空成膜法により成膜されることが好ましい。中でも、真空蒸着法、スパッタリング法、イオンプレーティング法、電子ビーム蒸着法等の物理気相成長法が好ましく、スパッタリング法が特に好ましい。
【0037】
(成膜装置の構成)
導電性金属層3は、ロール・トゥー・ロール法により、基材を搬送させながら成膜される。ロール・トゥー・ロール法による導電性金属層の成膜は、図3に模式的に示すような巻取式の真空成膜装置300を用いて行われる。真空成膜装置300は、巻出ロール301および巻取ロール302を備え、巻出ロール301と巻取ロール302との間のフィルム搬送経路に、成膜ロール310および搬送ロール303、304を備える。なお、図3においては、巻出ロール301と成膜ロール310との間、および成膜ロール310と巻取ロール302との間に、それぞれ1本の搬送ロール303、304を備える形態が図示されているが、2本あるいはそれ以上の搬送ロールが備えられていてもよい。各搬送ロールは自由回転式のものであってもよく、駆動回転式のものであってもよい。成膜箇所における搬送張力を制御する観点からは、成膜ロール310と巻取ロール302との間の搬送ロールの少なくとも1本は、駆動回転ロールであることが好ましい。また、巻出ロール301と成膜ロール310との間に駆動回転ロールが配置されていてもよい。より好ましくは、巻出ロール301と成膜ロール310との間、および成膜ロール310と巻取ロール302との間のそれぞれにおいて、搬送ロールの少なくとも1本が駆動回転ロールである。なお、成膜箇所における搬送張力とは、成膜ロールと、フィルムの搬送経路上で成膜ロールに最も近い駆動ロールとの間の張力を指す。駆動ロールは、単独の駆動回転ロールであってもよく、2本のロールを1対としてフィルムを挟持するニップロールであってもよい。
【0038】
さらに、成膜箇所における張力を制御する観点から、真空成膜装置は搬送経路にテンションピックアップロールやダンサロール等の張力検出手段を備えていることが好ましい。また、フィルムの搬送を安定させる観点からは、張力制御機構を有し、成膜箇所における搬送張力が一定となるように制御できるような構成が好ましい。張力制御機構は、テンションピックアップロール等の張力検出手段によって検出された張力が、設定値よりも高い場合には、張力検出手段よりも搬送経路の下流側に位置する駆動回転ロールの周速を小さくし、張力が設定値よりも大きい場合には、駆動回転ロールの周速を大きくするように、フィードバックを行う機構である。
【0039】
成膜箇所における搬送張力と、巻取ロール302におけるフィルム巻取張力とを独立に制御する観点からは、成膜ロール310と巻取ロール302との間のフィルム搬送経路に、テンションカット手段を備えることが好ましい。また、成膜箇所における搬送張力と巻出ロール301からの巻出張力とを独立に制御する観点からは、巻出ロール301と成膜ロール310との間のフィルム搬送経路に、テンションカット手段を備えることが好ましい。
テンションカット手段としては、ニップロールの他、サクションロール、あるいは、フィルム搬送経路がS字状となるように配置されたロール群等を用いることができる。さらに、テンションカット手段と巻取ロール302との間の搬送経路にテンションピックアップロール等の適宜の張力検出手段が配置され、適宜の張力制御機構によって巻取張力が一定となるように巻取ロール302の回転トルクが調整されることが好ましい。このように、成膜箇所における搬送張力と巻取張力および/または巻出張力を独立に制御することによって、巻取張力が小さいことによる巻状態の不良や、巻取張力が大きいことによるフィルムのブロッキング等の不具合の発生を抑止し得る。
【0040】
成膜ロール310は、温調可能に構成されていることが好ましい。ロールを温調する手段としては、ロール内部に温媒(および冷媒)を循環可能とした構成、ロール内に電気ヒータ等の加熱手段を備える構成、赤外線ヒータ等の加熱手段によりロールの外部からロール表面を加熱可能とした構成等が挙げられる。成膜ロールの近傍には、蒸着源、スパッタターゲット等の金属材料源320が装着され、この金属材料源から気化した金属原子あるいは分子が基材上に堆積することによって成膜が行われる。なお、CVD法によって導電性金属層が成膜される場合は、金属材料源320が装着される代わりに、有機金属等の原料ガスが反応室内に導入される。
【0041】
(成膜条件)
透明フィルム基材1上に透明導電層2が形成された基材Fは、巻出ロール301から巻出され、複数の搬送ロール303、304と成膜ロール310を経由して緩まないように連続的に搬送される。成膜ロール310上で、導電性金属層が真空成膜された導電性積層フィルム10は、巻取ロール302で巻取られる。成膜箇所におけるフィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力は、0.6〜1.8N/mm2であることが好ましく、0.7〜1.7N/mm2であることがより好ましく、0.74〜1.65N/mm2であることがさらに好ましい。搬送張力を上記範囲とすることによって、シワの発生が抑制される。搬送張力が過度に小さい場合には、フィルムの搬送が不安定となるために、成膜ロール上でフィルムが蛇行した場合等にシワが発生しやすくなるものと推定される。一方、搬送張力が過度に大きい場合には、フィルム幅方向の収縮応力が大きくなるとともに、フィルムと成膜ロールとの密着力が高いためにロール上でフィルムが滑り難く、幅方向の収縮変形がシワを生じ易くなるものと推定される。
【0042】
また、上記と同様の観点より、成膜箇所におけるフィルム基材の厚さをx(mm)、単位幅あたりの搬送張力をy(N/mm)としたとき、下記式を満たすように単位幅あたりの搬送張力を付与することが好ましい。
0.6x≦y≦1.8x
例えば、フィルム基材の厚みが50μm(0.05mm)の場合、成膜箇所におけるフィルム基材の単位幅あたりの搬送張力は、上記式より0.03N/mm〜0.09N/mmであることが好ましく、0.04N/mm〜0.08N/mmであることがより好ましく、0.048N/mm〜0.075N/mmであることがさらに好ましい。また、例えば、フィルム基材の厚みが100μm(0.1mm)の場合、成膜箇所におけるフィルム基材の単位幅あたりの搬送張力は、上記式より0.06N/mm〜0.18N/mmであることが好ましく、0.08N/mm〜0.17N/mmであることがより好ましく、0.096N/mm〜0.16N/mmであることがさらに好ましい。
【0043】
導電性金属層成膜時の成膜ロール310の温度は、110℃〜200℃であることが好ましく、120℃〜180℃であることがより好ましく、130℃〜155℃であることがさらに好ましい。成膜ロールの温度が過度に低いと、フィルム基材の成膜ロールとの接触面側と成膜面側との温度差が大きくなる、すなわち、フィルム厚み方向の温度分布が大きくなるために、フィルムにシワが発生しやすくなるものと推定される。一方、成膜ロールの温度が過度に高いと、成膜ロール上でのフィルムの熱変形が大きくなるために、シワを生じ易くなるものと推定される。
【0044】
一般に、真空成膜法では、金属の気化や気相反応を促進するために、プラズマや加熱等のエネルギーが供給されるために基材の温度が上昇し、フィルム基材が熱変形を生じやすい。そのため、ポリイミド等の耐熱性フィルム基材上に銅等の導電性金属層を積層したフレキシブルプリント配線基板用の導電性積層フィルムでは、成膜ロールで基材を冷却しながら導電性金属層を真空成膜することでシワ発生を抑止するのが一般的である。これに対して、本発明は、透明フィルム基材1上に透明導電層2が形成された積層フィルム上に、さらに導電性金属層3を成膜するに場合には、成膜ロールで冷却をおこなうとシワが発生し易く、逆に、成膜ロールでフィルムを加熱することにより、シワの発生が抑制されるとの知見に基づくものである。
【0045】
このように、フレキシブルプリント配線基板用積層フィルムのようにフィルム基材上に直接導電性金属層を成膜する場合と、本発明のように透明導電層が形成されたフィルム基材上に導電性金属層を成膜する場合とで、シワの発生傾向が異なる理由は定かではないが、透明導電層成膜時および導電性金属層成膜時のそれぞれにおいて基材が加熱されること、すなわち導電性金属層の成膜に供される基材の熱履歴が異なることが一因であると考えられる。また、フレキシブルプリント配線基板用の金属積層フィルムでは、一般にポリイミドフィルム等の耐熱非透明フィルム基材上に導電性金属層が成膜されるが、ポリエステルフィルム等の透明フィルムは、ポリイミドフィルム等に比して熱変形温度が低く、熱変形が生じやすいことも関連しているものと推定される。
【0046】
上記のように、本発明では、導電性金属層3成膜時の成膜ロール温度および成膜箇所における搬送張力を所定範囲とすることでシワの発生を抑止し得る。成膜ロール温度および搬送張力が上記範囲であれば、その他の成膜条件は特に限定されず、導電性金属層3の材料や、成膜厚み等により適宜に設定し得る。
【0047】
例えば、スパッタリング法により、銅からなる導電性金属層3を成膜する場合には、ターゲットとして銅(無酸素銅が好ましい)を用い、まず、スパッタ装置内の真空度(到達真空度)を好ましくは1×10−3Pa以下となるまで排気して、スパッタ装置内の水分や基材から発生する有機ガスなどの不純物を取り除いた雰囲気とすることが好ましい。
【0048】
このように排気したスパッタ装置内に、Ar等の不活性ガスを導入して、前記範囲の張力付与下で基材を搬送させながら、前記範囲の温度に成膜ロール温度を調整して、減圧下でスパッタ成膜を行う。成膜時の圧力は0.05Pa〜1.0Paであることが好ましく、0.1Pa〜0.7Paであることがより好ましい。成膜圧力が高すぎると成膜速度が低下する傾向があり、逆に圧力が低すぎると放電が不安定となる傾向がある。
【0049】
このようにして、透明フィルム基材1上に透明導電層2および導電性金属層3が形成された導電性積層フィルムが得られるが、図2に示すように、導電性金属層3上にさらに第2の導電性金属層4を成膜した導電性積層フィルム11を形成してもよい。例えば、導電性金属層3が銅からなる場合には、透明導電層の結晶化や、タッチパネル等のデバイス組立て時の加熱処理によって銅が酸化され、抵抗値が増大することがあるため、銅上に酸化防止層としての第2導電性金属層4を形成することができる。
【0050】
導電性金属層3が銅からなる場合には、第2導電性金属層4として銅−ニッケル合金を成膜すれば、良好な酸化防止として機能し得る。この場合、第2導電性金属層は、銅とニッケルの合計100重量部に対してニッケルを15〜55重量部含有することが好ましい。ニッケル含有量がこの範囲であれば、銅の酸化防止層として作用するとともに、銅からなる導電性金属層と同一のエッチャントにより同時にエッチング処理し得るために、エッチングによるパターン配線の形成を容易になし得る。
【0051】
このような第2導電性金属層4は、例えば5〜100nmの厚みで形成される。第2導電性金属層の厚みが過度に小さいと、酸化防止層としての作用が発揮されず、第2導電性金属層の厚みが過度に大きいと、成膜に時間を要するために生産性に劣る他、成膜時に熱シワを生じ易くなる傾向がある。
【0052】
<パターン配線付き透明導電性積層フィルム>
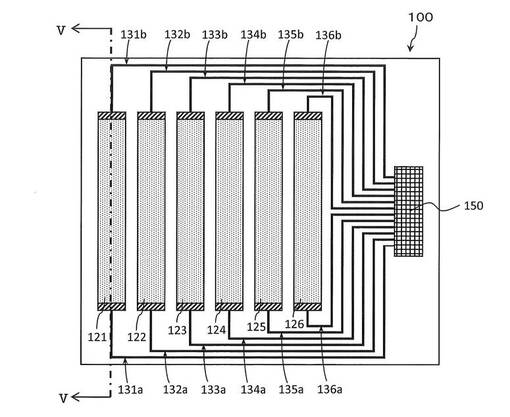
このような本発明の導電性積層フィルムは、パターン配線付き透明導電性積層フィルムの形成に適している。図4は、パターン配線付き透明導電性積層フィルムの一実施形態を模式的に表す平面図であり、図5は図4のV−V線における断面を模式的に表す断面図である。パターン配線付き透明導電性積層フィルム100は、複数の透明電極121〜126からなる透明電極部、およびパターン配線部131a〜136a、131b〜136bを有する。パターン配線は透明電極に接続されている。なお、図4では、透明導電層が複数の透明電極121〜126を形成するようにパターン化されているが、透明導電層はパターン化されていなくてもよい。また、図4においては、各透明電極が短冊状にパターン化されており、その両端部がパターン配線と接続されているが、電極の形状は短冊状に限定されず、また透明電極は1箇所あるいは3箇所以上でパターン配線と接続されていてもよい。各パターン配線は必要に応じて、IC等の制御手段150に接続される。
【0053】
図6に模式的に示すように、透明電極121は、透明フィルム基材1上に透明導電層2を有する領域であり、パターン配線131aおよび131bは、透明フィルム基材1上に透明導電層2および導電性金属層3をこの順に有する領域である。なお、導電性金属層3の上には、前述の第2導電性金属層のような付加的な層が形成されていてもよい。
【0054】
このようなパターン配線付き透明導電性積層フィルムは、前記導電性積層フィルムの透明導電層2、導電性金属層3のそれぞれをエッチング等により除去してパターン化することにより形成され得る。具体的には、まず、導電性金属層3の一部が除去されて、パターン配線が形成される。この際、パターン配線部131a〜136aおよび131b〜136bにおいて導電性金属層3が残存するように加工がおこなわれる。なお、導電性金属層3上に第2導電性金属層が形成されている場合には、第2導電性金属層も同様にエッチング等によりパターン化することが好ましい。また、透明電極とパターン配線との接続部231a〜236aおよび231b〜236bにおいても導電性金属層3が残存するように、加工が行われることが好ましい。なお、このパターン配線と透明電極との接続部は、パターン配線部の一部を構成している。
【0055】
導電性金属層の除去は、エッチングにより行うことが好ましい。エッチングに際しては、パターンを形成するためのマスクによりパターン配線部および接続部に対応する領域の表面を覆って、エッチャントにより導電性金属層3をエッチングする方法が好適に用いられる。なお、導電性金属層3上にさらに第2導電性金属層が形成されている場合は、導電性金属層3とともに第2導電性金属層も同時にエッチングにより除去されることが好ましい。
【0056】
導電性金属層3を除去した後、透明導電層2の露出部において、透明導電層2の一部が除去されることで、図4に示すようなパターン化された透明電極121〜126が形成される。透明導電層2の除去もエッチングにより行うことが好ましい。エッチングに際しては、パターンを形成するためのマスクにより、透明電極部121〜126に対応する領域の表面を覆って、エッチャントにより透明導電層2をエッチングする方法が好適に用いられる。
【0057】
透明導電層のエッチングに用いられるエッチャントは、透明導電層を形成する材料によって適宜に選択し得る。透明導電層としてITO等の導電性酸化物が用いられる場合は、エッチャントとして酸が好適に用いられる。酸としては、例えば、塩化水素、臭化水素、硫酸、硝酸、リン酸等の無機酸、酢酸等の有機酸、およびこれらの混合物、ならびにそれらの水溶液が挙げられる。
【0058】
<光学デバイス>
このようにして得られたパターン配線付き透明導電性積層フィルムは、必要に応じてIC等の制御手段150が設けられ、実用に供される。透明導電性積層フィルムは、パターン化された透明電極を有し、各透明電極がパターン配線に接続されていることから、各種の光学デバイスに好適に用いられる。このようなデバイスとしては、タッチパネルや、液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ等のフラットパネルディスプレイ、照明装置等が挙げられる。タッチパネルとしては、例えば、静電容量方式、抵抗膜方式などのタッチパネルが挙げられる。
【0059】
このような光学デバイスの形成においては、パターン配線付き透明導電性積層フィルムをそのまま用いてもよいし、透明電極上に他の付加的な層を設けたものを用いることができる。例えば有機ELでは、陽極として作用し得る透明電極上に、発光層、および陰極として作用し得る金属電極層等を設けることができる。
【実施例】
【0060】
以下、本発明の導電性積層フィルムの製造方法に関して、実施例を用いて詳細に説明するが、本発明はその要旨を超えない限り、実施例に限定されるものではない。
【0061】
(誘電体層の形成)
幅1085mm、厚み50μm(0.05mm)の二軸延伸ポリエチレンテレフタレートフィルム(Tg:69℃;断面積54.25mm2;三菱樹脂製 商品名「T602E50」、以下、PETフィルムという)からなる透明フィルムの一方の面に、シリカゾル(コルコート(株)製,コルコートP)を、固形分濃度2%になるようにエタノールで希釈したものを、シリカコート法により塗布し、その後、150℃で2分間乾燥、硬化させて、厚さが35nmの誘電体層(SiO2膜,光の屈折率1.46)を形成した。
【0062】
(透明導電層の形成)
図3に模式的に示すような平行平板型の巻取式マグネトロンスパッタ装置に、酸化インジウムと酸化スズとを90:10の重量比で含有する焼結体ターゲットを装着した。誘電体層が形成されたPETフィルム基材を搬送しながら、真空排気により脱水、脱ガスを行った。その後、成膜ロールの温度を140〜145℃として、アルゴンガスおよび酸素ガスを導入し、搬送速度7.7m/分、搬送張力0.036〜0.11N/mmで基材を搬送しながらDCスパッタリングにより成膜を行い、誘電体層上に厚み25nmのITO膜を成膜して、透明導電性フィルムを得た。透明導電性フィルム表面のITO膜の表面抵抗を四端子法により測定したところ、450Ω/□であった。
【0063】
(導電性金属層の形成)
図3に模式的に示すような平行平板型の巻取式マグネトロンスパッタ装置に、無酸素銅ターゲットを装着した。基材上にITO膜が形成された透明導電性フィルムを搬送しながら、真空排気により脱水、脱ガスを行った。その後、アルゴンガスを導入し、搬送速度4.4m/分で基材を搬送しながらDCスパッタリングにより成膜を行い、ITO膜上に銅からなる厚み80nmの導電性金属層を成膜した。導電性金属層成膜の際のPETフィルムの長手方向に垂直な面の単位面積あたりの搬送張力を0.56〜2.22N/mm2(単位幅あたりの搬送張力を0.028〜0.11N/mmの範囲)、成膜ロール温度を80〜220℃の範囲で変更し、各水準の導電性積層フィルムを評価に供した。なお、いずれの水準においても、四端子法により測定した金属層の表面抵抗は0.3Ω/□であった。
【0064】
(熱シワの評価)
各水準で得られた導電性積層フィルムを、搬送方向に約15cmの長さに切り出し、蛍光灯を導電性フィルムに照射して、目視にて熱シワの有無を観察した。
A・・・熱シワが観察されない
B・・・少量の熱シワが観察される
C・・・多量の熱シワが観察される
導電性金属層成膜時の各成膜ロール温度におけるフィルム基材の単位面積あたりの搬送張力(N/mm2)と熱シワの評価結果の一覧を表1に、フィルム基材の単位幅あたりの搬送張力(N/mm)と熱シワの評価結果の一覧を表2に示す。
【0065】
【表1】

【0066】
【表2】
【0067】
表1及び2に示すように、導電性金属層成膜時の成膜ロール温度およびフィルム搬送張力を所定範囲とすることによって、シワの発生が抑制されていることがわかる。
【0068】
また、フィルム基材として幅1090mm、厚み125μmのPETフィルム(断面積136.25mm2)を用いた導電性積層フィルムについて、成膜ロール温度を140℃とし、フィルム基材の単位面積当たりの搬送張力を0.73N/mm2(単位幅あたりの搬送張力は0.092N/mm)として熱シワを評価したところ、評価結果はAであり、シワの発生が抑制された。
【0069】
さらに上記同様、フィルム基材として幅1090mm、厚み125μmのPETフィルム(断面積136.25mm2)を用いた導電性積層フィルムについて、成膜ロール温度を140℃とし、フィルム基材の単位面積当たりの搬送張力を1.17N/mm2(単位幅あたりの搬送張力は0.147N/mm)として熱シワを評価したところ、評価結果はAであり、シワの発生が抑制された。
【0070】
次いで、フィルム基材として幅1090mm、厚み100μmのPETフィルム(断面積109mm2)を用いた導電性積層フィルムについて、成膜ロール温度を140℃とし、フィルム基材の単位面積当たりの搬送張力を1.47N/mm2(単位幅あたりの搬送張力は0.147N/mm)として熱シワを評価したところ、評価結果はAであり、シワの発生が抑制された。
【符号の説明】
【0071】
1 透明フィルム基材
2 透明導電層
3 導電性金属層
4 第2導電性金属層
10、11 導電性積層フィルム
300 巻取式スパッタ装置
301 巻出ロール
302 巻取ロール
303 搬送ロール
310 成膜ロール
320 金属材料源
100 パターン配線付き透明導電性積層フィルム
121〜126 透明電極
131〜136 パターン配線
150 制御手段
231〜236 接続部
【技術分野】
【0001】
本発明は、透明基材上に透明導電層および導電性金属層が設けられた導電性積層フィルムの製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ等のフラットパネルディスプレイや、タッチパネル等の表示装置では、インジウム−スズ酸化物(ITO)等の透明導電性酸化物からなる透明電極が用いられている。この透明電極には、外部から電圧を付与したり、透明電極上の電位を検出する目的でパターン配線が接続されている。パターン配線としては、スクリーン印刷法等によって銀ペーストを形成したものが広く用いられている。一般に、表示装置においては、例えば図4に模式的に示すように、透明電極の周辺部を引き回すように配線がパターン形成される。そして、加飾された基材等を用いることで、この配線が外部から視認されないように表示装置が組み立てられる。
【0003】
表示装置の高精細化や高機能化に伴って、引き回し配線のパターンは複雑化する傾向にある。例えば、タッチパネルでは、多点入力(マルチタッチ)が可能な投影型静電容量方式のタッチパネルや、マトリックス型の抵抗膜方式タッチパネルが近年脚光を浴びている。これらの方式のタッチパネルでは、透明導電層が、所定形状(例えば短冊状)にパターン化されて透明電極を形成し、各透明電極とIC等の制御手段との間にパターン配線が形成される。このように、配線のパターンが複雑化する一方で、引き回し配線が視認されないように周辺部が加飾された領域をより狭くして、表示装置における表示領域の面積比率を高めること(狭額縁化)も求められている。しかしながら、前述の銀ペーストを印刷する方法では、電極の線幅を小さくすることには限界があるため、表示装置をさらに狭額縁化することは困難である。
【0004】
表示装置をさらに狭額縁化するためには、パターン配線を細線化し、かつ抵抗の上昇を抑制するために導電性の高い配線材料を用いる必要がある。かかる観点から、透明基材上に透明導電層を形成し、その上に導電性の金属層を形成した積層体を作製し、金属層、透明導電層を順次エッチングにより選択除去してパターン化する方法が提案されている(例えば特許文献1)。このような方法によれば、エッチングによりパターン配線を形成し得るため、前述のようなスクリーン印刷法等によって形成されたパターン配線に比して細線化が可能であり、表示装置の狭額縁化が可能となる。
【0005】
上記のような透明基材上に透明導電層および導電性金属層が形成された積層体の作成において、一般に、金属層等は、スパッタリング法等の真空成膜法により形成される。ロール・ツー・ロール法により長尺の基材上に連続的に金属層の成膜が行われる場合には、真空成膜装置内で、冷媒を循環させる等の方法により冷却された成膜ロール上で成膜を行い、フィルム基材の熱変形に起因するシワの発生を抑止することが行われている(例えば特許文献2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭63−113585号公報
【特許文献2】特開昭62−247073号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、フィルム基材上に金属層を形成する場合においては、フィルム基材を冷却して熱変形を防止することが行われているが、透明フィルム基材上に透明導電層を形成し、その上にさらに金属層を形成する場合には、成膜ロールを冷却しても、フィルム基材にシワが生じやすいことが判明した。かかる観点に鑑み、本発明は、シワの発生が抑止された導電性積層フィルムの製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明は、ポリエステル系樹脂を構成材料とする透明フィルム基材上に、導電性金属酸化物からなる透明導電層および導電性金属層が順次形成された導電性積層フィルムの製造方法に関する。本発明の製造方法において、長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムが搬送されながら、透明導電性フィルムの透明導電層形成面側に導電性金属層が連続的に成膜される。導電性金属層の成膜は、1Pa以下の減圧環境で行われる。前記長尺状透明導電性フィルムは、搬送張力が付与されることで連続的に搬送され、透明導電層非形成面側が成膜ロールの表面に接触した状態で、透明導電層形成面側に前記導電性金属層が連続的に堆積される。成膜ロールの表面温度は110℃〜200℃であることが好ましい。成膜箇所におけるフィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力は、0.6〜1.8N/mm2であることが好ましい。
【0009】
成膜箇所におけるフィルム基材の厚さをx(mm)、単位幅あたりの搬送張力をy(N/mm)としたとき、下記式を満たすように単位幅あたりの搬送張力を付与することが好ましい。
0.6x≦y≦1.8x
【0010】
導電性金属層の成膜はスパッタリング法により行われることが好ましい。また、導電性金属層の堆積厚みは20nm以上であることが好ましい。
【0011】
透明導電層はインジウム−スズ酸化物を主成分とする導電性酸化物層であることが好ましい。導電性金属層はTi,Si,Nb,In,Zn,Sn,Au,Ag,Cu,Al,Co,Cr,Ni,Pb,Pd,Pt,W,Zr,TaおよびHfからなる群から選択される1種または2種以上の金属からなるか、あるいはこれらを主成分とする合金であることが好ましい。中でも、導電性金属層は実質的に銅からなることが好ましい。
【発明の効果】
【0012】
本発明によれば、所定の搬送張力および温度条件下で導電性金属層が成膜されるために、導電性金属層成膜時のシワの発生が抑制され、導電性積層フィルムは外観および電気特性の面内の均一性に優れる。本発明により得られる導電性積層体は、例えば、エッチング等により導電性金属層の一部を所定形状にパターン化して、パターン配線付き透明導電性積層フィルムを形成することができる。このようにして得られる透明導電性フィルムは、タッチパネル、表示装置等の光学デバイスに好適に用いられる。
【図面の簡単な説明】
【0013】
【図1】一実施形態に係る導電性積層フィルムの模式的断面図である。
【図2】一実施形態に係る導電性積層フィルムの模式的断面図である。
【図3】真空成膜装置の構成を説明する概念図である。
【図4】一形態に係るパターン配線付き透明導電性積層フィルムの模式的平面図である。
【図5】図4のV−V線における断面を模式的に表す図である。
【図6】パターン配線付き透明導電性積層フィルムの製造過程を説明するための模式的平面図である。
【発明を実施するための形態】
【0014】
<導電性積層フィルム>
本発明の実施の形態について、図面を参照しながら以下に説明する。図1は一実施形態に係る導電性積層フィルムの模式的断面図である。導電性積層フィルム10は、透明フィルム基材1上に透明導電層2および導電性金属層3が順次形成された構成を有する。本発明の製造方法では、長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムの透明導電層2形成面側に導電性金属層3が形成される。
【0015】
[透明フィルム基材]
透明フィルム基材1としては、可撓性を有しかつ可視光領域において透明であるものであれば特に制限されず、透明性を有し、ポリエステル系樹脂を構成材料とするプラスチックフィルムが用いられる。ポリエステル系樹脂は、透明性、耐熱性、および機械特性に優れることから好適に用いられる。ポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)やポリエチレンナフタレート(PEN)等が特に好適である。また、プラスチックフィルムは強度の観点から延伸処理が行われていることが好ましく、二軸延伸処理されていることがより好ましい。延伸処理としては特に限定されず、公知の延伸処理を採用することができる。
【0016】
透明フィルム基材の厚みは、2〜200μmの範囲内であることが好ましく、2〜130μmの範囲内であることがより好ましく、2〜100μmの範囲内であることがさらに好ましい。フィルムの厚みが2μm未満であると、機械的強度が不足し、フィルムをロール状にして透明導電層2や導電性金属層3を連続的に成膜する操作が困難になる場合がある。一方、フィルムの厚みが200μmを超えると、透明導電層2の耐擦傷性やタッチパネルを形成した場合の打点特性等の向上が図れない場合がある。
【0017】
透明フィルム基材には、表面に予めスパッタリング、コロナ放電、火炎、紫外線照射、電子線照射、化成、酸化などのエッチング処理や下塗り処理を施して、フィルム基材上に形成される透明導電層2との密着性を向上させるようにしてもよい。また、透明導電層を形成する前に、必要に応じて溶剤洗浄や超音波洗浄などにより、フィルム基材表面を除塵、清浄化してもよい。
【0018】
また、透明フィルム基材1の透明導電層2形成面には、誘電体層やハードコート層が形成されていてもよい。透明基材の透明導電層形成面側の表面に形成される誘電体層は、導電層としての機能を有さないものであり、表面抵抗が、例えば1×106Ω/□以上であり、好ましくは1×107Ω/□以上、さらに好ましくは1×108Ω/□以上である。なお、誘電体層の表面抵抗の上限は特にない。一般的には、誘電体層の表面抵抗の上限は測定限界である1×1013Ω/□程度であるが、1×1013Ω/□を超えるものであってもよい。
【0019】
誘電体層の材料としては、NaF(1.3)、Na3AlF6(1.35)、LiF(1.36)、MgF2(1.38)、CaF2(1.4)、BaF2(1.3)、BaF2(1.3)、SiO2(1.46)、LaF3(1.55)、CeF(1.63)、Al2O3(1.63)などの無機物〔( )内の数値は屈折率を示す〕や、屈折率が1.4〜1.6程度のアクリル樹脂、ウレタン樹脂、メラミン樹脂、アルキド樹脂、シロキサン系ポリマー、有機シラン縮合物などの有機物、あるいは上記無機物と上記有機物の混合物が挙げられる。
【0020】
このように、透明基材の透明導電層形成面側に誘電体層を形成することによって、例えば図4に示すように透明導電層2が複数の透明電極121〜126にパターン化された場合においても、透明導電層形成領域と透明導電層非形成領域との間の視認性の差を低減することが可能である。また、透明基材としてフィルム基材を用いる場合においては、誘電体層がプラスチックフィルムからのオリゴマー等の低分子量成分の析出を抑止する封止層としても作用し得る。
【0021】
透明フィルム基材1の透明導電層2形成面と反対側の面には、必要に応じてハードコート層や易接着層、ブロッキング防止層等が設けられていてもよい。また、粘着剤などの適宜の接着手段を用いて他の基材が貼り合わせられたものや、他の基材と貼り合わせるための粘着剤層等にセパレータ等の保護層が仮着されたものであってもよい。
【0022】
このような透明フィルム基材は、長尺フィルムをロール状に巻回したものとして供され、その上に透明導電層2が連続的に成膜されて、長尺透明導電性フィルムが得られる。
【0023】
[透明導電層]
透明導電層2の構成材料は特に限定されず、In、Sn、Zn、Ga、Sb、Ti、Si、Zr、Mg、Al、Au、Ag、Cu、Pd、Wからなる群より選択される少なくとも1種の金属の金属酸化物が好適に用いられる。当該金属酸化物には、必要に応じて、さらに上記群に示された金属原子を含んでいてもよい。例えば酸化スズを含有する酸化インジウム(ITO)、アンチモンを含有する酸化スズ(ATO)などが好ましく用いられ、ITOが特に好ましく用いられる。
【0024】
透明導電層の厚みは特に制限されないが、その表面抵抗を1×103Ω/□以下の良好な導電性を有する連続被膜とするには、厚みを10nm以上とするのが好ましい。膜厚が、厚くなりすぎると透明性の低下などをきたすため、厚みは15〜35nmであることが好ましく、より好ましくは20〜30nmの範囲内である。透明導電層の厚みが15nm未満であると膜表面の電気抵抗が高くなり、かつ連続被膜になり難くなる。また、透明導電層の厚みが35nmを超えると透明性の低下などをきたす場合がある。
【0025】
透明導電層の形成方法は特に限定されず、透明導電層を形成する材料や必要とする膜厚に応じて適宜の方法を採用し得る。膜厚の均一性や成膜効率の観点からは、化学気相成長法(CVD)や物理気相成長法(PVD)等の真空成膜法が好適に採用される。中でも、真空蒸着法、スパッタリング法、イオンプレーティング法、電子ビーム蒸着法等の物理気相成長法が好ましく、スパッタリング法が特に好ましい。
【0026】
長尺状の積層体を得る観点から、透明導電層2の成膜は、例えばロール・トウー・ロール法等により、所定の張力付与下で基材を搬送させながら行われることが好ましい。ロール・トゥー・ロール法による透明導電層の成膜は、例えば、図3に模式的に示すような巻取式スパッタ装置300を用い、巻出ロール301からフィルム基材を繰り出して連続搬送させながら、成膜ロール310上でスパッタ成膜を行い、基材1上に透明導電層2が形成された積層フィルムを巻取ロール302にてロール状に巻回することによって行われる。
【0027】
透明導電層2としてITO膜が形成される場合、スパッタターゲットとしては、金属ターゲット(In−Snターゲット)または金属酸化物ターゲット(In2O3−SnO2ターゲット)が好適に用いられる。In2O3−SnO2金属酸化物ターゲットが用いられる場合、該金属酸化物ターゲット中のSnO2の量が、In2O3とSnO2とを加えた重さに対して、0.5重量%〜15重量%であることが好ましく、1〜12重量%であることがより好ましく、2〜10重量%であることがさらに好ましい。In−Sn金属ターゲットが用いられる反応性スパッタリングの場合、該金属ターゲット中のSn原子の量が、In原子とSn原子とを加えた重さに対し、0.5重量%〜15重量%であることが好ましく、1〜12重量%であることがより好ましく、2〜10重量%であることがさらに好ましい。ターゲット中のSnあるいはSnO2の量が少なすぎると、ITO膜の耐久性に劣る場合がある。また、SnあるいはSnO2の量が多すぎると、ITO膜が結晶化され難くなり、透明性や抵抗値の安定性が十分でない場合がある。
【0028】
このようなターゲットを用いたスパッタ成膜にあたり、まず、スパッタ装置内の真空度(到達真空度)を好ましくは1×10−3Pa以下、より好ましくは1×10−4Pa以下となるまで排気して、スパッタ装置内の水分や基材から発生する有機ガスなどの不純物を取り除いた雰囲気とすることが好ましい。水分や有機ガスの存在は、スパッタ成膜中に発生するダングリングボンドを終結させ、ITO等の導電性酸化物の結晶成長を妨げるからである。
【0029】
このように排気したスパッタ装置内に、Ar等の不活性ガスとともに、必要に応じて反応性ガスである酸素ガス等を導入して、所定の張力付与下で基材を搬送させながら、1Pa以下の減圧下でスパッタ成膜を行う。成膜時の圧力は0.05Pa〜1Paであることが好ましく、0.1Pa〜0.7Paであることがより好ましい。成膜圧力が高すぎると成膜速度が低下する傾向があり、逆に圧力が低すぎると放電が不安定となる傾向がある。
【0030】
ITOをスパッタ成膜する際の基材温度は40℃〜190℃であることが好ましく、80℃〜180℃であることがより好ましい。そのため、成膜ロール310の温度も当該範囲に調整されることが好ましい。スパッタ成膜の際の基材の搬送速度は特に限定されず、透明導電層2の材料や、成膜厚み等により適宜に設定し得る。また、スパッタ成膜の際の基材の搬送張力も特に限定されないが、基材の長手方向に垂直な面における単位面積あたりの搬送張力が、0.2〜9.2N/mm2が好ましく、0.4〜5.6N/mm2がより好ましい。また、基材の単位幅あたりでの搬送張力は、例えば基材厚みが50μmの場合、0.01N/mm〜0.46N/mmであることが好ましく、0.02N/mm〜0.28N/mmであることがより好ましい。基材の搬送張力が小さすぎると、基材の搬送が不安定になる場合があり、基材の搬送張力が大きすぎると、基材の寸法変化を生じる場合がある。
【0031】
なお、上記はスパッタリング法によりITO膜を成膜する場合を例示したものであるが、各種成膜条件は、透明導電層の材料、成膜方法、膜厚等に応じて適宜に設定することができる。
【0032】
透明導電層2は結晶質であってもよく、非晶質であってもよい。例えば、透明導電層としてスパッタリング法によってITO膜が形成される場合、基材の耐熱性による制約があるため、高い温度でスパッタ成膜を行うことができない。そのため、成膜直後のITOは非晶質膜(一部が結晶化している場合もある)となっている。このような非晶質のITO膜は結晶質のITO膜に比して透過率が低く、加湿熱試験後の抵抗変化が大きい等の問題を生じる場合がある。かかる観点からは、一旦非晶質の透明導電層を形成した後、大気中の酸素存在下で加熱することにより、透明導電層を結晶膜へ転換させてもよい。透明導電層を結晶化することにより、透明性が向上し、さらに加湿熱試験後の抵抗変化が小さく、加湿熱信頼性が向上するなどの利点がもたらされる。
【0033】
なお、透明導電層の結晶化は、透明フィルム基材1上に非晶質の透明導電層2を形成後、導電性金属層3の成膜前、成膜後のいずれに行ってもよい。また、エッチング等により透明導電層2の一部を除去してパターン化する場合、透明導電層の結晶化は、エッチング加工前に行うこともできるし、エッチング加工後に行ってもよい。
【0034】
[導電性金属層]
長尺透明導電性フィルムの透明導電層2形成面側に導電性金属層3が連続的に成膜されることで、長尺導電性積層フィルムが得られる。導電性金属層の構成材料は、導電性を有するものであれば特に限定されないが、例えば、Ti,Si,Nb,In,Zn,Sn,Au,Ag,Cu,Al,Co,Cr,Ni,Pb,Pd,Pt,W,Zr,Ta,Hf等の金属が好適に用いられる。また、これらの金属の2種以上を含有するものや、これらの金属を主成分とする合金等も好適に用いることができる。導電性積層フィルムの形成後に導電性金属層3の一部をエッチング等により除去して図4に示すようなパターン配線を形成する場合は、導電性金属層3としてAu,Ag,Cu等の導電性の高い金属が好適に用いられる。中でもCuは導電性が高く、かつ安価な材料であるため、配線を構成する材料として適している。そのため、導電性金属層3は実質的に銅からなることが特に好ましい。
【0035】
導電性金属層3の厚みは特に制限されない。例えば、導電性フィルムの形成後に導電性金属層3の一部をエッチング等により除去してパターン配線を形成する場合は、形成後のパターン配線が所望の抵抗値を有するように導電性金属層3の厚みが適宜に設定される。導電性金属層の厚みが過度に小さいと、パターン配線の抵抗値が高くなりすぎるために、デバイスの消費電力が大きくなる場合がある。そのため、導電性金属層は厚み20nm以上で堆積されることが好ましい。逆に導電性金属層の厚みが過度に大きいと、導電性金属層の成膜に時間を要するために生産性に劣る他、成膜時の積算熱量が大きくなることや、成膜時のパワー密度を高くする必要があるために、フィルムに熱シワが生じ易くなる傾向がある。これらの観点から、導電性金属層の厚みは、20nm〜500nmであることが好ましく、20nm〜350nmであることがより好ましい。
【0036】
導電性金属層は、膜厚の均一性や成膜効率の観点から、化学気相成長法(CVD)や物理気相成長法(PVD)等の真空成膜法により成膜されることが好ましい。中でも、真空蒸着法、スパッタリング法、イオンプレーティング法、電子ビーム蒸着法等の物理気相成長法が好ましく、スパッタリング法が特に好ましい。
【0037】
(成膜装置の構成)
導電性金属層3は、ロール・トゥー・ロール法により、基材を搬送させながら成膜される。ロール・トゥー・ロール法による導電性金属層の成膜は、図3に模式的に示すような巻取式の真空成膜装置300を用いて行われる。真空成膜装置300は、巻出ロール301および巻取ロール302を備え、巻出ロール301と巻取ロール302との間のフィルム搬送経路に、成膜ロール310および搬送ロール303、304を備える。なお、図3においては、巻出ロール301と成膜ロール310との間、および成膜ロール310と巻取ロール302との間に、それぞれ1本の搬送ロール303、304を備える形態が図示されているが、2本あるいはそれ以上の搬送ロールが備えられていてもよい。各搬送ロールは自由回転式のものであってもよく、駆動回転式のものであってもよい。成膜箇所における搬送張力を制御する観点からは、成膜ロール310と巻取ロール302との間の搬送ロールの少なくとも1本は、駆動回転ロールであることが好ましい。また、巻出ロール301と成膜ロール310との間に駆動回転ロールが配置されていてもよい。より好ましくは、巻出ロール301と成膜ロール310との間、および成膜ロール310と巻取ロール302との間のそれぞれにおいて、搬送ロールの少なくとも1本が駆動回転ロールである。なお、成膜箇所における搬送張力とは、成膜ロールと、フィルムの搬送経路上で成膜ロールに最も近い駆動ロールとの間の張力を指す。駆動ロールは、単独の駆動回転ロールであってもよく、2本のロールを1対としてフィルムを挟持するニップロールであってもよい。
【0038】
さらに、成膜箇所における張力を制御する観点から、真空成膜装置は搬送経路にテンションピックアップロールやダンサロール等の張力検出手段を備えていることが好ましい。また、フィルムの搬送を安定させる観点からは、張力制御機構を有し、成膜箇所における搬送張力が一定となるように制御できるような構成が好ましい。張力制御機構は、テンションピックアップロール等の張力検出手段によって検出された張力が、設定値よりも高い場合には、張力検出手段よりも搬送経路の下流側に位置する駆動回転ロールの周速を小さくし、張力が設定値よりも大きい場合には、駆動回転ロールの周速を大きくするように、フィードバックを行う機構である。
【0039】
成膜箇所における搬送張力と、巻取ロール302におけるフィルム巻取張力とを独立に制御する観点からは、成膜ロール310と巻取ロール302との間のフィルム搬送経路に、テンションカット手段を備えることが好ましい。また、成膜箇所における搬送張力と巻出ロール301からの巻出張力とを独立に制御する観点からは、巻出ロール301と成膜ロール310との間のフィルム搬送経路に、テンションカット手段を備えることが好ましい。
テンションカット手段としては、ニップロールの他、サクションロール、あるいは、フィルム搬送経路がS字状となるように配置されたロール群等を用いることができる。さらに、テンションカット手段と巻取ロール302との間の搬送経路にテンションピックアップロール等の適宜の張力検出手段が配置され、適宜の張力制御機構によって巻取張力が一定となるように巻取ロール302の回転トルクが調整されることが好ましい。このように、成膜箇所における搬送張力と巻取張力および/または巻出張力を独立に制御することによって、巻取張力が小さいことによる巻状態の不良や、巻取張力が大きいことによるフィルムのブロッキング等の不具合の発生を抑止し得る。
【0040】
成膜ロール310は、温調可能に構成されていることが好ましい。ロールを温調する手段としては、ロール内部に温媒(および冷媒)を循環可能とした構成、ロール内に電気ヒータ等の加熱手段を備える構成、赤外線ヒータ等の加熱手段によりロールの外部からロール表面を加熱可能とした構成等が挙げられる。成膜ロールの近傍には、蒸着源、スパッタターゲット等の金属材料源320が装着され、この金属材料源から気化した金属原子あるいは分子が基材上に堆積することによって成膜が行われる。なお、CVD法によって導電性金属層が成膜される場合は、金属材料源320が装着される代わりに、有機金属等の原料ガスが反応室内に導入される。
【0041】
(成膜条件)
透明フィルム基材1上に透明導電層2が形成された基材Fは、巻出ロール301から巻出され、複数の搬送ロール303、304と成膜ロール310を経由して緩まないように連続的に搬送される。成膜ロール310上で、導電性金属層が真空成膜された導電性積層フィルム10は、巻取ロール302で巻取られる。成膜箇所におけるフィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力は、0.6〜1.8N/mm2であることが好ましく、0.7〜1.7N/mm2であることがより好ましく、0.74〜1.65N/mm2であることがさらに好ましい。搬送張力を上記範囲とすることによって、シワの発生が抑制される。搬送張力が過度に小さい場合には、フィルムの搬送が不安定となるために、成膜ロール上でフィルムが蛇行した場合等にシワが発生しやすくなるものと推定される。一方、搬送張力が過度に大きい場合には、フィルム幅方向の収縮応力が大きくなるとともに、フィルムと成膜ロールとの密着力が高いためにロール上でフィルムが滑り難く、幅方向の収縮変形がシワを生じ易くなるものと推定される。
【0042】
また、上記と同様の観点より、成膜箇所におけるフィルム基材の厚さをx(mm)、単位幅あたりの搬送張力をy(N/mm)としたとき、下記式を満たすように単位幅あたりの搬送張力を付与することが好ましい。
0.6x≦y≦1.8x
例えば、フィルム基材の厚みが50μm(0.05mm)の場合、成膜箇所におけるフィルム基材の単位幅あたりの搬送張力は、上記式より0.03N/mm〜0.09N/mmであることが好ましく、0.04N/mm〜0.08N/mmであることがより好ましく、0.048N/mm〜0.075N/mmであることがさらに好ましい。また、例えば、フィルム基材の厚みが100μm(0.1mm)の場合、成膜箇所におけるフィルム基材の単位幅あたりの搬送張力は、上記式より0.06N/mm〜0.18N/mmであることが好ましく、0.08N/mm〜0.17N/mmであることがより好ましく、0.096N/mm〜0.16N/mmであることがさらに好ましい。
【0043】
導電性金属層成膜時の成膜ロール310の温度は、110℃〜200℃であることが好ましく、120℃〜180℃であることがより好ましく、130℃〜155℃であることがさらに好ましい。成膜ロールの温度が過度に低いと、フィルム基材の成膜ロールとの接触面側と成膜面側との温度差が大きくなる、すなわち、フィルム厚み方向の温度分布が大きくなるために、フィルムにシワが発生しやすくなるものと推定される。一方、成膜ロールの温度が過度に高いと、成膜ロール上でのフィルムの熱変形が大きくなるために、シワを生じ易くなるものと推定される。
【0044】
一般に、真空成膜法では、金属の気化や気相反応を促進するために、プラズマや加熱等のエネルギーが供給されるために基材の温度が上昇し、フィルム基材が熱変形を生じやすい。そのため、ポリイミド等の耐熱性フィルム基材上に銅等の導電性金属層を積層したフレキシブルプリント配線基板用の導電性積層フィルムでは、成膜ロールで基材を冷却しながら導電性金属層を真空成膜することでシワ発生を抑止するのが一般的である。これに対して、本発明は、透明フィルム基材1上に透明導電層2が形成された積層フィルム上に、さらに導電性金属層3を成膜するに場合には、成膜ロールで冷却をおこなうとシワが発生し易く、逆に、成膜ロールでフィルムを加熱することにより、シワの発生が抑制されるとの知見に基づくものである。
【0045】
このように、フレキシブルプリント配線基板用積層フィルムのようにフィルム基材上に直接導電性金属層を成膜する場合と、本発明のように透明導電層が形成されたフィルム基材上に導電性金属層を成膜する場合とで、シワの発生傾向が異なる理由は定かではないが、透明導電層成膜時および導電性金属層成膜時のそれぞれにおいて基材が加熱されること、すなわち導電性金属層の成膜に供される基材の熱履歴が異なることが一因であると考えられる。また、フレキシブルプリント配線基板用の金属積層フィルムでは、一般にポリイミドフィルム等の耐熱非透明フィルム基材上に導電性金属層が成膜されるが、ポリエステルフィルム等の透明フィルムは、ポリイミドフィルム等に比して熱変形温度が低く、熱変形が生じやすいことも関連しているものと推定される。
【0046】
上記のように、本発明では、導電性金属層3成膜時の成膜ロール温度および成膜箇所における搬送張力を所定範囲とすることでシワの発生を抑止し得る。成膜ロール温度および搬送張力が上記範囲であれば、その他の成膜条件は特に限定されず、導電性金属層3の材料や、成膜厚み等により適宜に設定し得る。
【0047】
例えば、スパッタリング法により、銅からなる導電性金属層3を成膜する場合には、ターゲットとして銅(無酸素銅が好ましい)を用い、まず、スパッタ装置内の真空度(到達真空度)を好ましくは1×10−3Pa以下となるまで排気して、スパッタ装置内の水分や基材から発生する有機ガスなどの不純物を取り除いた雰囲気とすることが好ましい。
【0048】
このように排気したスパッタ装置内に、Ar等の不活性ガスを導入して、前記範囲の張力付与下で基材を搬送させながら、前記範囲の温度に成膜ロール温度を調整して、減圧下でスパッタ成膜を行う。成膜時の圧力は0.05Pa〜1.0Paであることが好ましく、0.1Pa〜0.7Paであることがより好ましい。成膜圧力が高すぎると成膜速度が低下する傾向があり、逆に圧力が低すぎると放電が不安定となる傾向がある。
【0049】
このようにして、透明フィルム基材1上に透明導電層2および導電性金属層3が形成された導電性積層フィルムが得られるが、図2に示すように、導電性金属層3上にさらに第2の導電性金属層4を成膜した導電性積層フィルム11を形成してもよい。例えば、導電性金属層3が銅からなる場合には、透明導電層の結晶化や、タッチパネル等のデバイス組立て時の加熱処理によって銅が酸化され、抵抗値が増大することがあるため、銅上に酸化防止層としての第2導電性金属層4を形成することができる。
【0050】
導電性金属層3が銅からなる場合には、第2導電性金属層4として銅−ニッケル合金を成膜すれば、良好な酸化防止として機能し得る。この場合、第2導電性金属層は、銅とニッケルの合計100重量部に対してニッケルを15〜55重量部含有することが好ましい。ニッケル含有量がこの範囲であれば、銅の酸化防止層として作用するとともに、銅からなる導電性金属層と同一のエッチャントにより同時にエッチング処理し得るために、エッチングによるパターン配線の形成を容易になし得る。
【0051】
このような第2導電性金属層4は、例えば5〜100nmの厚みで形成される。第2導電性金属層の厚みが過度に小さいと、酸化防止層としての作用が発揮されず、第2導電性金属層の厚みが過度に大きいと、成膜に時間を要するために生産性に劣る他、成膜時に熱シワを生じ易くなる傾向がある。
【0052】
<パターン配線付き透明導電性積層フィルム>
このような本発明の導電性積層フィルムは、パターン配線付き透明導電性積層フィルムの形成に適している。図4は、パターン配線付き透明導電性積層フィルムの一実施形態を模式的に表す平面図であり、図5は図4のV−V線における断面を模式的に表す断面図である。パターン配線付き透明導電性積層フィルム100は、複数の透明電極121〜126からなる透明電極部、およびパターン配線部131a〜136a、131b〜136bを有する。パターン配線は透明電極に接続されている。なお、図4では、透明導電層が複数の透明電極121〜126を形成するようにパターン化されているが、透明導電層はパターン化されていなくてもよい。また、図4においては、各透明電極が短冊状にパターン化されており、その両端部がパターン配線と接続されているが、電極の形状は短冊状に限定されず、また透明電極は1箇所あるいは3箇所以上でパターン配線と接続されていてもよい。各パターン配線は必要に応じて、IC等の制御手段150に接続される。
【0053】
図6に模式的に示すように、透明電極121は、透明フィルム基材1上に透明導電層2を有する領域であり、パターン配線131aおよび131bは、透明フィルム基材1上に透明導電層2および導電性金属層3をこの順に有する領域である。なお、導電性金属層3の上には、前述の第2導電性金属層のような付加的な層が形成されていてもよい。
【0054】
このようなパターン配線付き透明導電性積層フィルムは、前記導電性積層フィルムの透明導電層2、導電性金属層3のそれぞれをエッチング等により除去してパターン化することにより形成され得る。具体的には、まず、導電性金属層3の一部が除去されて、パターン配線が形成される。この際、パターン配線部131a〜136aおよび131b〜136bにおいて導電性金属層3が残存するように加工がおこなわれる。なお、導電性金属層3上に第2導電性金属層が形成されている場合には、第2導電性金属層も同様にエッチング等によりパターン化することが好ましい。また、透明電極とパターン配線との接続部231a〜236aおよび231b〜236bにおいても導電性金属層3が残存するように、加工が行われることが好ましい。なお、このパターン配線と透明電極との接続部は、パターン配線部の一部を構成している。
【0055】
導電性金属層の除去は、エッチングにより行うことが好ましい。エッチングに際しては、パターンを形成するためのマスクによりパターン配線部および接続部に対応する領域の表面を覆って、エッチャントにより導電性金属層3をエッチングする方法が好適に用いられる。なお、導電性金属層3上にさらに第2導電性金属層が形成されている場合は、導電性金属層3とともに第2導電性金属層も同時にエッチングにより除去されることが好ましい。
【0056】
導電性金属層3を除去した後、透明導電層2の露出部において、透明導電層2の一部が除去されることで、図4に示すようなパターン化された透明電極121〜126が形成される。透明導電層2の除去もエッチングにより行うことが好ましい。エッチングに際しては、パターンを形成するためのマスクにより、透明電極部121〜126に対応する領域の表面を覆って、エッチャントにより透明導電層2をエッチングする方法が好適に用いられる。
【0057】
透明導電層のエッチングに用いられるエッチャントは、透明導電層を形成する材料によって適宜に選択し得る。透明導電層としてITO等の導電性酸化物が用いられる場合は、エッチャントとして酸が好適に用いられる。酸としては、例えば、塩化水素、臭化水素、硫酸、硝酸、リン酸等の無機酸、酢酸等の有機酸、およびこれらの混合物、ならびにそれらの水溶液が挙げられる。
【0058】
<光学デバイス>
このようにして得られたパターン配線付き透明導電性積層フィルムは、必要に応じてIC等の制御手段150が設けられ、実用に供される。透明導電性積層フィルムは、パターン化された透明電極を有し、各透明電極がパターン配線に接続されていることから、各種の光学デバイスに好適に用いられる。このようなデバイスとしては、タッチパネルや、液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ等のフラットパネルディスプレイ、照明装置等が挙げられる。タッチパネルとしては、例えば、静電容量方式、抵抗膜方式などのタッチパネルが挙げられる。
【0059】
このような光学デバイスの形成においては、パターン配線付き透明導電性積層フィルムをそのまま用いてもよいし、透明電極上に他の付加的な層を設けたものを用いることができる。例えば有機ELでは、陽極として作用し得る透明電極上に、発光層、および陰極として作用し得る金属電極層等を設けることができる。
【実施例】
【0060】
以下、本発明の導電性積層フィルムの製造方法に関して、実施例を用いて詳細に説明するが、本発明はその要旨を超えない限り、実施例に限定されるものではない。
【0061】
(誘電体層の形成)
幅1085mm、厚み50μm(0.05mm)の二軸延伸ポリエチレンテレフタレートフィルム(Tg:69℃;断面積54.25mm2;三菱樹脂製 商品名「T602E50」、以下、PETフィルムという)からなる透明フィルムの一方の面に、シリカゾル(コルコート(株)製,コルコートP)を、固形分濃度2%になるようにエタノールで希釈したものを、シリカコート法により塗布し、その後、150℃で2分間乾燥、硬化させて、厚さが35nmの誘電体層(SiO2膜,光の屈折率1.46)を形成した。
【0062】
(透明導電層の形成)
図3に模式的に示すような平行平板型の巻取式マグネトロンスパッタ装置に、酸化インジウムと酸化スズとを90:10の重量比で含有する焼結体ターゲットを装着した。誘電体層が形成されたPETフィルム基材を搬送しながら、真空排気により脱水、脱ガスを行った。その後、成膜ロールの温度を140〜145℃として、アルゴンガスおよび酸素ガスを導入し、搬送速度7.7m/分、搬送張力0.036〜0.11N/mmで基材を搬送しながらDCスパッタリングにより成膜を行い、誘電体層上に厚み25nmのITO膜を成膜して、透明導電性フィルムを得た。透明導電性フィルム表面のITO膜の表面抵抗を四端子法により測定したところ、450Ω/□であった。
【0063】
(導電性金属層の形成)
図3に模式的に示すような平行平板型の巻取式マグネトロンスパッタ装置に、無酸素銅ターゲットを装着した。基材上にITO膜が形成された透明導電性フィルムを搬送しながら、真空排気により脱水、脱ガスを行った。その後、アルゴンガスを導入し、搬送速度4.4m/分で基材を搬送しながらDCスパッタリングにより成膜を行い、ITO膜上に銅からなる厚み80nmの導電性金属層を成膜した。導電性金属層成膜の際のPETフィルムの長手方向に垂直な面の単位面積あたりの搬送張力を0.56〜2.22N/mm2(単位幅あたりの搬送張力を0.028〜0.11N/mmの範囲)、成膜ロール温度を80〜220℃の範囲で変更し、各水準の導電性積層フィルムを評価に供した。なお、いずれの水準においても、四端子法により測定した金属層の表面抵抗は0.3Ω/□であった。
【0064】
(熱シワの評価)
各水準で得られた導電性積層フィルムを、搬送方向に約15cmの長さに切り出し、蛍光灯を導電性フィルムに照射して、目視にて熱シワの有無を観察した。
A・・・熱シワが観察されない
B・・・少量の熱シワが観察される
C・・・多量の熱シワが観察される
導電性金属層成膜時の各成膜ロール温度におけるフィルム基材の単位面積あたりの搬送張力(N/mm2)と熱シワの評価結果の一覧を表1に、フィルム基材の単位幅あたりの搬送張力(N/mm)と熱シワの評価結果の一覧を表2に示す。
【0065】
【表1】
【0066】
【表2】
【0067】
表1及び2に示すように、導電性金属層成膜時の成膜ロール温度およびフィルム搬送張力を所定範囲とすることによって、シワの発生が抑制されていることがわかる。
【0068】
また、フィルム基材として幅1090mm、厚み125μmのPETフィルム(断面積136.25mm2)を用いた導電性積層フィルムについて、成膜ロール温度を140℃とし、フィルム基材の単位面積当たりの搬送張力を0.73N/mm2(単位幅あたりの搬送張力は0.092N/mm)として熱シワを評価したところ、評価結果はAであり、シワの発生が抑制された。
【0069】
さらに上記同様、フィルム基材として幅1090mm、厚み125μmのPETフィルム(断面積136.25mm2)を用いた導電性積層フィルムについて、成膜ロール温度を140℃とし、フィルム基材の単位面積当たりの搬送張力を1.17N/mm2(単位幅あたりの搬送張力は0.147N/mm)として熱シワを評価したところ、評価結果はAであり、シワの発生が抑制された。
【0070】
次いで、フィルム基材として幅1090mm、厚み100μmのPETフィルム(断面積109mm2)を用いた導電性積層フィルムについて、成膜ロール温度を140℃とし、フィルム基材の単位面積当たりの搬送張力を1.47N/mm2(単位幅あたりの搬送張力は0.147N/mm)として熱シワを評価したところ、評価結果はAであり、シワの発生が抑制された。
【符号の説明】
【0071】
1 透明フィルム基材
2 透明導電層
3 導電性金属層
4 第2導電性金属層
10、11 導電性積層フィルム
300 巻取式スパッタ装置
301 巻出ロール
302 巻取ロール
303 搬送ロール
310 成膜ロール
320 金属材料源
100 パターン配線付き透明導電性積層フィルム
121〜126 透明電極
131〜136 パターン配線
150 制御手段
231〜236 接続部
【特許請求の範囲】
【請求項1】
ポリエステル系樹脂を構成材料とする長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムを準備する工程、および前記長尺透明導電性フィルムが搬送されながら、前記長尺透明導電性フィルムの透明導電層形成面側に導電性金属層が連続的に成膜される金属層成膜工程、を有する長尺導電性積層フィルムの製造方法であって、
前記金属層成膜工程は、1Pa以下の減圧環境で行われ、
前記金属層成膜工程において、前記長尺状透明導電性フィルムは、搬送張力が付与されることで連続的に搬送され、
前記透明導電性フィルムの透明導電層非形成面側が成膜ロールの表面に接触した状態で、透明導電層形成面側に前記導電性金属層が連続的に堆積され、
前記成膜ロールの表面温度は110℃〜200℃であり、
成膜箇所における前記フィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力が0.6〜1.8N/mm2である、
導電性積層フィルムの製造方法。
【請求項2】
成膜箇所における前記フィルム基材の厚さをx(mm)、単位幅あたりの搬送張力をy(N/mm)としたとき、下記式を満たすように単位幅あたりの搬送張力を付与する、請求項1に記載の導電性積層フィルムの製造方法。
0.6x≦y≦1.8x
【請求項3】
前記金属層成膜工程において、スパッタリング法により金属層が成膜される、請求項1または2に記載の導電性積層フィルムの製造方法。
【請求項4】
前記導電性金属層の堆積厚みが20nm以上である、請求項1〜3のいずれか1項に記載の導電性積層フィルムの製造方法。
【請求項5】
前記透明導電層がインジウム−スズ酸化物を主成分とする導電性酸化物層である、請求項1〜4のいずれか1項に記載の導電性積層フィルムの製造方法。
【請求項6】
前記導電性金属層がTi,Si,Nb,In,Zn,Sn,Au,Ag,Cu,Al,Co,Cr,Ni,Pb,Pd,Pt,W,Zr,TaおよびHfからなる群から選択される1種または2種以上の金属からなるか、あるいはこれらを主成分とする合金である、請求項1〜5のいずれか1項に記載の導電性積層フィルムの製造方法。
【請求項1】
ポリエステル系樹脂を構成材料とする長尺透明フィルム基材上に透明導電層が形成された長尺透明導電性フィルムを準備する工程、および前記長尺透明導電性フィルムが搬送されながら、前記長尺透明導電性フィルムの透明導電層形成面側に導電性金属層が連続的に成膜される金属層成膜工程、を有する長尺導電性積層フィルムの製造方法であって、
前記金属層成膜工程は、1Pa以下の減圧環境で行われ、
前記金属層成膜工程において、前記長尺状透明導電性フィルムは、搬送張力が付与されることで連続的に搬送され、
前記透明導電性フィルムの透明導電層非形成面側が成膜ロールの表面に接触した状態で、透明導電層形成面側に前記導電性金属層が連続的に堆積され、
前記成膜ロールの表面温度は110℃〜200℃であり、
成膜箇所における前記フィルム基材の長手方向に垂直な面の単位面積あたりの搬送張力が0.6〜1.8N/mm2である、
導電性積層フィルムの製造方法。
【請求項2】
成膜箇所における前記フィルム基材の厚さをx(mm)、単位幅あたりの搬送張力をy(N/mm)としたとき、下記式を満たすように単位幅あたりの搬送張力を付与する、請求項1に記載の導電性積層フィルムの製造方法。
0.6x≦y≦1.8x
【請求項3】
前記金属層成膜工程において、スパッタリング法により金属層が成膜される、請求項1または2に記載の導電性積層フィルムの製造方法。
【請求項4】
前記導電性金属層の堆積厚みが20nm以上である、請求項1〜3のいずれか1項に記載の導電性積層フィルムの製造方法。
【請求項5】
前記透明導電層がインジウム−スズ酸化物を主成分とする導電性酸化物層である、請求項1〜4のいずれか1項に記載の導電性積層フィルムの製造方法。
【請求項6】
前記導電性金属層がTi,Si,Nb,In,Zn,Sn,Au,Ag,Cu,Al,Co,Cr,Ni,Pb,Pd,Pt,W,Zr,TaおよびHfからなる群から選択される1種または2種以上の金属からなるか、あるいはこれらを主成分とする合金である、請求項1〜5のいずれか1項に記載の導電性積層フィルムの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−234796(P2012−234796A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2012−37522(P2012−37522)
【出願日】平成24年2月23日(2012.2.23)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成24年2月23日(2012.2.23)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]