
導電性繊維の製造方法
【課題】繊維材料を一度に多量に処理することが可能で、しかも、繊維の表面にメッキ処理により均一な金属皮膜を密着性よく形成することで、導電性のバラツキを少なくすることが可能な導電性繊維の製造方法、及びそれに用いる繊維材料を提供する
【解決手段】油剤を含有しない開繊処理された繊維のマルチフィラメント糸が多孔性管を芯として捲き回すことで、捲き硬度が一定範囲に制御された繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、メッキ前処理された繊維材料をメッキ液に浸漬して無電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
【解決手段】油剤を含有しない開繊処理された繊維のマルチフィラメント糸が多孔性管を芯として捲き回すことで、捲き硬度が一定範囲に制御された繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、メッキ前処理された繊維材料をメッキ液に浸漬して無電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導電性繊維の製造方法及びその製造に用いられる繊維材料に関する。
【背景技術】
【0002】
近年、導電性繊維により構成されたシート材は、携帯電話や電気・電子機器から発生する電磁波を遮蔽する電磁シールド材としての用途展開が図られており、今後ますますの需要増大が期待されている。また、今日使用されている電線及び送電線等の導線としては、殆どの場合において銅等の金属線が用いられているが、金属線は一般的に重量が重く強度も弱いことから、軽量で強度に優れた導電性繊維で代替するための研究開発が進められている。
【0003】
特に、繊維材料は、その軽量で高強度である等の特性を生かして、用途に合せて種々の機能を備えた導電性繊維を得られる可能性が大きいことから、繊維材料に導電性を付与するための様々な技術開発が行われている。繊維材料等への導電性付与技術としては、例えば、(1)界面活性剤と帯電防止剤をプラスチックの内部に配合、あるいは表面に塗布する技術、(2)カーボン粉末や金属粉末等の導電性物質を混合した高分子組成物を用いる技術、(3)プラスチック成形品表面に酸化スズ等の金属蒸着膜をCVD法等により形成する技術、(4)繊維材料の表面に無電解メッキ処理により金属皮膜を形成する技術、(5)高分子の化学構造そのものを新規に設計して導電性高分子とする技術等が挙げられる。
【0004】
これらの技術のうち、比較的簡便な操作でありながら高い導電性が付与できるということから、(4)繊維材料の表面に無電解メッキ処理により金属皮膜を形成する技術が、有望視されている(例えば、特許文献1参照)。そして、この繊維材料の表面に無電解メッキ処理により金属皮膜を形成する技術においては、繊維材料にメッキ前処理を施すことにより、メッキ処理で形成される金属皮膜の密着性の向上等が図られるのが一般的である。
【0005】
例えば、ポリアクリロニトリル系繊維やポリエステル系繊維等の合成繊維に対するメッキ前処理として、以下に例示するような一連の処理が行われる。すなわち、アルカリ脱脂液等によるクリーニング処理あるいは当該合成繊維に適した精錬・漂白処理を行い、次いで、例えば、強酸又は強アルカリのエッチング液等による化学処理、あるいは低温プラズマ又は機械的な擦過等による物理的処理を行って繊維表面を粗面化あるいは膨潤化し、更に、例えば、塩化第一スズの酸性液による増感処理の後に塩化パラジウムの酸性液による活性化処理等の触媒化処理が行われる。このような一連のメッキ前処理のうち、繊維表面を粗面化する処理としては、上記の他に、プラズマを利用してプラスおよびマイナスのイオンや遊離原子、ラジカルを発生させ、これによりエッチバックをするプラズマエッチングや、コロナ放電処理、紫外線処理等による改質等の方法が行われている。一方、こうした粗面化処理を行わない方法として、メッキ触媒を含有する有機バインダや紫外線硬化樹脂の薄膜をプラスチック表面に形成する方法もある。
【0006】
こうしたメッキ前処理においては、例えば化学的なエッチング処理を行う場合には、クロム溶液やアルカリ金属水酸化物溶液等の薬品を用いるため、その廃液処理が問題となる。また、化学的なエッチング処理以外の処理を行う場合でも、一連の前処理を行うための処理時間や設備コストが大きいという問題がある。
【0007】
エッチング等による繊維表面の粗面化や膨潤化を行うことなく、メッキ前処理を実施する方法として、メッキ用触媒を含有する超臨界流体や亜臨界流体を用いる方法が提案されている(例えば、特許文献2参照)。特許文献2には、プラスチック板を、パラジウム錯体等のメッキ用触媒を含有する超臨界二酸化炭素と接触させることでプラスチック板の表面にメッキ用触媒を吸着させた後、無電解銅メッキ等によりメッキする方法が示されている。しかしながら、この方法は、プラスチック板やプラスチック成形品を対象としており、複雑な表面形状を有する繊維への適用については示されていない。
【0008】
超臨界流体を用いるメッキ前処理とメッキ処理を繊維に適用した事例として、例えば、特許文献3が挙げられる。特許文献3においては、アラミド繊維等の繊維材料を用いて、パラジウム錯体等のメッキ用触媒を含有する超臨界二酸化炭素と接触させる事で繊維材料表面に錯体を吸着させ、次いで錯体を還元して活性化した後、無電解銅メッキ等によりメッキする方法が示されている。また特許文献3には、この吸着工程を錯体が熱還元される温度下で行うことで、錯体の吸着と同時に、吸着された錯体を熱還元して活性化する方法も示されている。
【0009】
特許文献4には、特許文献3の方法を改良して、一度に多量の繊維材料をメッキする方法として、繊維糸条を無芯で、あるいは多孔性管を芯として捲き回して得られた繊維材料を用いて、金属錯体が熱還元される温度下で、パラジウム錯体等を含有する超臨界二酸化炭素と接触させ、金属錯体の吸着と活性化を行った後、無電解銅メッキ等を行う方法が示されている。そして、特許文献4においては、パラジウム錯体等のメッキ用触媒の吸着効率を上げるために、繊維糸条を捲き回して得られる多孔芯ロール状繊維材料の空隙率を制御すると、繊維糸条間の流体の流通が良くなることが示されている。
【0010】
しかしながら、特許文献4の方法は、捲き回された繊維材料全体に空隙を設けるように制御しただけであり、この方法では、捲き回された繊維材料を形成する繊維糸条が均一に捲き回されているとは限らない。多孔性管の表面に近い部位に捲き回された繊維糸条と、多孔性管から最も遠い部位である繊維材料表面付近に捲き回された繊維糸条が、同じ状態で捲き回されていないことがあった。そのため、捲き回された繊維材料の部位によってメッキ処理後の金属皮膜の厚みや均一性が異なることで、繊維の導電性にバラツキが発生することがわかった。
【特許文献1】特開2000−96431号公報
【特許文献2】特開2001−316832号公報
【特許文献3】特開2007−56287号公報
【特許文献4】特開2008−208456号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上記の事情に鑑みてなされたものであり、エッチング等による繊維表面の粗面化や膨潤化を行うことなく、繊維材料を一度に多量に処理することが可能で、しかも、繊維の表面にメッキ処理により均一な金属皮膜を密着性よく形成することで導電性のバラツキを少なくすることが可能な導電性繊維の製造方法、及びそれに用いられる繊維材料を提供することを課題とする。
【課題を解決するための手段】
【0012】
本発明者らは、鋭意研究の結果、油剤を含有しないマルチフィラメント糸を、捲き硬度を制御しながら多孔性管に捲き回した繊維材料に超臨界流体又は亜臨界流体を用いてメッキ前処理をし、更に、無電解メッキを行うことで、上記課題を解決できることを見出し、本発明に到達した。
【0013】
すなわち、本発明は、以下の通りである。
(1)油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、
メッキ前処理された繊維材料を、メッキ液に浸漬して無電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
(2)マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である(1)に記載の導電性繊維の製造方法。
(3)マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である(1)又は(2)に記載の導電性繊維の製造方法。
(4)超臨界流体又は亜臨界流体が、二酸化炭素、一酸化二窒素、トリフルオロメタン、ヘキサフルオロエタン、メタン、エタンおよびエチレンからなる群より選ばれる1種以上から主としてなり、その温度が50℃以下である(1)〜(3)のいずれかに記載の導電性繊維の製造方法。
(5)超臨界流体又は亜臨界流体が、水、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、アリルアルコール、ベンジルアルコール、アセトン、プロパン、ブタン、ペンタン、ヘキサン、ヘプタン、オクタン、ベンゼン、トルエン、キシレン、ジベンジルエーテル、トリアジンチオール類、アミン類およびシランカップリング剤類からなる群より選ばれる1種以上の添加剤を含む(1)〜(4)のいずれかに記載の導電性繊維の製造方法。
(6)有機金属錯体が、金、白金、パラジウム、ニッケル、銀、銅、鉄、チタン、亜鉛、アルミニウム、スズ、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルト、インジウム、イットリウム、バリウム、ガリウム、スカンジウム、ジルコニウム、タンタル、モリブデン、タングステン、マンガン、レニウム、オスミウム、イリジウム、タリウム、ルビジウム、セシウム、バナジウム、鉛、ニオブ、クロム、リチウム、カリウムおよびランタノイド族57番〜71番の元素からなる群より選ばれる1種以上の金属を含有する(1)〜(5)のいずれかに記載の導電性繊維の製造方法。
(7)有機金属錯体が、β−ジケトネート錯体類、ジエン錯体類およびメタロセン類からなる群より選ばれる1種以上からなる(1)〜(6)のいずれかに記載の導電性繊維の製造方法。
(8)メッキ液は、銅、銀、金、ニッケル、クロム、スズ、亜鉛、パラジウム、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルトおよびインジウムからなる群より選ばれる1種以上の金属を含んでなる(1)〜(7)のいずれかに記載の導電性繊維の製造方法。
(9)メッキ液に10〜50kHzの振動を付与して無電解メッキ処理する(1)〜(8)のいずれかに記載の導電性繊維の製造方法。
(10)前記無電解メッキ処理の後に、更に、電解メッキ処理を行う(1)〜(9)のいずれかに記載の導電性繊維の製造方法。
(11)油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化する工程とを含む処理を施すことにより金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維材料を製造した後、
製造された繊維材料を、メッキ液に浸漬して電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
(12)油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55であることを特徴とするメッキ用の繊維材料。
(13)マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である(12)に記載のメッキ用の繊維材料。
(14)マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である(12)又は(13)に記載のメッキ用の繊維材料。
【発明の効果】
【0014】
本発明の導電性繊維の製造方法は、多孔性管を芯として、油剤を含有しないマルチフィラメント糸が一定の硬度で捲き回された繊維材料を用いるので、繊維の表面に密着性よく均一に金属皮膜が形成された、軽量かつ高強度で導電性のバラツキの少ない導電性繊維を効率良く製造することができる。
また、開繊処理されたマルチフィラメント糸を用いることにより、繊維表面に金属皮膜が均一に形成されるようになるため、導電性のバラツキがさらに少なくなる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を詳細に説明する。
請求項1記載の導電性繊維の製造方法は、油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、メッキ前処理された繊維材料を、メッキ液に浸漬して無電解メッキ処理を行うことを特徴とする。
【0016】
本発明において、油を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料は、捲き硬度が35〜55の範囲に制御されている。より好ましい捲き硬度は40〜50である。この捲き硬度が制御された繊維材料は、マルチフィラメント糸を多孔性管を芯として捲き回す際に、マルチフィラメント糸に与える張力と捲き取り速度を制御することにより作製することができる。マルチフィラメント糸に与える張力は、マルチフィラメント糸の種類や繊度によって異なるが、0.05〜1.0cN/dtex程度とすることが好ましく、捲き取り速度は、100〜300m/min程度とすることが好ましい。
【0017】
マルチフィラメント糸の捲き硬度が低いほど、マルチフィラメント糸は緩く捲き回されており、捲き回されることで重なり合う繊維糸条同志の密着度合いが小さくなるので、超臨界流体あるいは亜臨界流体が流通し易く、これらの流体中に含有される有機金属錯体がマルチフィラメント糸の表面に均一に吸着するため、引き続いて施される無電解メッキ処理によりマルチフィラメント糸の表面に均一な金属皮膜が形成される。しかしながら、マルチフィラメント糸の捲き硬度が35未満であると、多孔性管に捲き回したマルチフィラメント糸が、メッキ前処理等を行う際に自重によりずり落ちてしまうため好ましくない。 一方、マルチフィラメント糸の捲き硬度が55超の場合、捲き回されたマルチフィラメント糸同志が強く重なり合うために超臨界流体あるいは亜臨界流体が流通しにくいため、有機金属錯体のマルチフィラメント糸表面への吸着が不均一となり、結果として、無電解メッキ処理により形成される金属皮膜も不均一となるため好ましくない。
【0018】
なお、上記の捲き硬度は次のようにして測定される。多孔性管に捲き回された繊維材料の表面にゴム硬度計の押し針を、糸の表面に糸と垂直になる状態で押し付け、その時の数値を読み取る。測定は、多孔性管に捲き回された繊維材料の外周上にある任意の部位3点で行い、その平均値を捲き硬度として得た。
【0019】
本発明では、マルチフィラメント糸は油剤を含有していない。油剤が存在すると、後工程でマルチフィラメント糸に有機金属錯体が吸着しにくくなり、メッキ処理で形成させた金属皮膜が剥離脱落を起こし易くなるからである。油剤を含有しないマルチフィラメント糸としては、油剤による処理が施されていないものを用いることが好ましい。一般にマルチフィラメント糸を製造する際には、植物油等の油剤をフィラメント糸に被覆するか又は含有させるので、油剤を含有するマルチフィラメント糸を用いる場合は、多孔性管に捲き回す前に油剤の除去処理を行ったものを用いる必要がある。油剤の除去は界面活性剤等を含む熱水処理等の公知の方法で実施される。製造時から油剤を含有しない無油剤フィラメント糸を用いてもよい。
【0020】
マルチフィラメント糸としては、マルチフィラメント糸であれば特に限定されず、例えば、レーヨン、キュプラ等の再生繊維、アセテート等の半合成繊維、合成繊維、炭素繊維のマルチフィラメント糸が挙げられる。
【0021】
上記合成繊維としては、例えば、アラミド、ナイロン(例えば、ナイロン11、ナイロン12、ナイロン46、ナイロン6、ナイロン66等)等のポリアミド系繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、アクリル系繊維、ポリエステル系繊維、ポリウレタン系繊維、ポリエチレン、ポリプロピレン等のポリオレフィン系繊維、ポリ塩化ビニル系繊維、ポリ塩化ビニリデン系繊維、ポリビニルアルコール系繊維、フッ素系繊維(例えば、ポリ四フッ化エチレン(PTFE)等)等が挙げられ、これらの繊維を複数組み合わせてなる複合繊維でもよい。なお、合成繊維としては、メッキが施されたときに良好な導電性を発揮する点で、繊維長が長い方が有利であることより、フィラメント(長繊維)が用いられる。
【0022】
上記合成繊維の中で、アラミド繊維又はポリパラフェニレンベンゾビスオキサゾール繊維は、高機能繊維であり、強度に優れ、従来メッキ処理が困難であったので好ましく用いられる。また、フッ素系繊維も好適に用いられる。
【0023】
上記アラミド繊維としては、メタ系アラミド繊維とパラ系ポリアミド繊維があり、メタ系アラミド繊維としては、例えば、ポリメタフェニレンイソフタルアミド繊維(デュポン社製、商品名「ノーメックス」あるいは帝人テクノプロダクツ株式会社製、商品名「コーネックス」等)等のメタ系全芳香族ポリアミド繊維が挙げられる。また、パラ系アラミド繊維としては、例えば、ポリパラフェニレンテレフタルアミド繊維(東レ・デュポン株式会社製、商品名「ケブラー」等)、コポリパラフェニレン−3,4´−ジフェニルエーテルテレフタルアミド繊維(帝人テクノプロダクツ株式会社製、商品名「テクノーラ」等)等のパラ系全芳香族ポリアミド繊維が挙げられる。これらのアラミド繊維の中では、引張り弾性率が高く、しなやかであるパラ系アラミド繊維が好ましく、更に、耐熱性や燃え難さの指標である限界酸素指数が高く、金属メッキが施し易いポリパラフェニレンテレフタルアミド繊維が特に好ましい。
【0024】
上記炭素繊維としては、従来公知の任意の炭素繊維が使用可能であり、例えば、ポリアクリロニトリル(PAN)系の炭素繊維、ピッチ系の炭素繊維等が挙げられる。
【0025】
上記マルチフィラメント糸は、開繊処理されたマルチフィラメント糸であることが好ましく、開繊処理されることにより、糸条を形成するフィラメント糸が解き放たれ、後工程で後述のプラズマ照射が均一になされたり、有機金属錯体が均一に吸着し易くなるからである。開繊処理は、公知の方法に従って行えばよく、例えば水流による開繊、液体を媒体とした振動による開繊、ロールによる加圧での加工による開繊又は空気流或いは吸引気流を用いた開繊等が挙げられる。
【0026】
上記マルチフィラメント糸の形状は特に限定されず、単糸繊度、繊維の断面形状等は任意である。マルチフィラメント糸の総繊度は、1700dtex以下が好ましく、より好ましくは100〜1000dtex、特に好ましくは200〜500detxである。総繊度(フィラメント糸の数)が小さい程、フィラメント糸が開繊され易くなり、有機金属錯体がフィラメント糸表面に均一に吸着し易い。
【0027】
また、開繊処理されたマルチフィラメント糸の表面には、有機金属錯体の吸着が容易になるように、親水性の極性基(例えば、水酸基、アミド基、カルボキシル基、ケトン基等)が導入されているのが好ましい。親水性の極性基の導入方法としては、公知の任意の方法を用いることができ、例えば、プラズマ処理、電子線照射処理、グラフト化処理、極性基を有する化合物の溶液に浸漬する処理等が挙げられる。従って、例えば、フッ素系繊維としては、プラズマ処理によって親水基が導入されたフッ素系繊維が好ましく、例えば、酸素プラズマ処理したPTFE(ポリテトラフルオロエチレン)繊維を用いることにより、有機金属錯体が繊維表面に吸着しやすくなり、後のメッキ処理により良好な金属皮膜(例えば、銅皮膜等)を形成できるので好ましい。また、ポリアミド系繊維にプラズマ処理を施して繊維表面にアミド基等の極性基を導入することにより、より密着性の向上した金属皮膜をメッキ処理によって形成することができる。
【0028】
こうしたプラズマ処理におけるプラズマの種類としては、酸素プラズマ、窒素プラズマ、アルゴンプラズマ等が挙げられ、プラズマ処理の方法としては、通常のプラズマ処理装置を用い、好ましくは出力10〜300W、プラズマ照射時間30秒〜15分程度の条件で行うことができる。
【0029】
マルチフィラメント糸を捲き回すのに用いられる多孔性管は、材質は特に限定されず、例えば、孔径100〜1000μm程度の孔を多数有する多孔質セラミックからなる管を用いることができる。また、ステンレス等の金属管、プラスチック管あるいは無孔質セラミック管等の管肉に多数の貫通孔を穿設して用いることができる。上記管内に穿設される貫通孔の形状や数は特に限定されず、超臨界流体又は亜臨界流体の流通を考慮して適宜定めればよい。超臨界流体あるいは亜臨界流体は、多孔性管の内側から貫通孔を経由して、捲き回された繊維材料の外周部へ向かう方向、あるいはその逆方向に移動するのが好ましいので、超臨界流体又は亜臨界流体のこうした移動が確保できる範囲で、多孔性管の外径あるいは穿設される貫通孔の形状や数が適宜設定される。例えば、多孔性管の外径を50〜80mm程度、孔径を0.1〜5mm程度、隣接する孔との間隔を0.2〜10mm程度とすることが好ましい。多孔性管の内径や高さは特に限定されず、多孔性管の材質や装置の大きさ等を考慮して適宜設定すればよい。更に、超臨界流体又は亜臨界流体を均一に分散させるために、上記の多数の貫通孔を穿設してなる多孔性管の外周に目の細かいネット状材等を捲いてからマルチフィラメント糸を捲き回すようにして使用することもできる。
【0030】
多孔性管に捲き回されるマルチフィラメント糸の量は、使用する多孔性管の大きさや貫通孔の孔径、数等により異なるが、通常、20mm〜50mm程度の厚みに捲き回される。捲き回される繊維糸条の厚みが小さすぎる場合は、処理できる繊維糸条が少なくなり非効率的となるため好ましくない。一方、捲き回される繊維糸条の厚みが大きすぎる場合は、多孔性管の貫通孔と捲き回された繊維材料の外周部を結ぶ多孔性管に対して垂直方向の超臨界流体又は亜臨界流体の移動が妨げられ、多孔性管に対して平行の移動が生じるようになり、結果としてフィラメント糸の表面への有機金属錯体の均一な吸着が阻害されるため好ましくない。
【0031】
本発明において、超臨界流体又は亜臨界流体は、特に限定されず、公知の1種又は2種以上を混用して使用することができ、二酸化炭素、一酸化二窒素、トリフルオロメタン、ヘキサフルオロエタン、メタン、エタン及びエチレンからなる群より選ばれる1種以上から主としてなる超臨界流体又は亜臨界流体が好ましい。超臨界流体又は亜臨界流体の温度は、特に限定されないが、温度が50℃以下の超臨界流体又は亜臨界流体を用いることは、省エネルギー、設備設置コストの削減、設備面メンテナンスの容易性や低コスト化等の点より特に好ましい。二酸化炭素は、臨界温度304K(31℃)、臨界圧力7.4MPaで超臨界流体となり、かつ引火性や爆発性がなく安全であり、入手も容易であることから最も好適に用いることができる。
【0032】
繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬する際の温度および圧力条件は、超臨界状態又は亜臨界状態が実現される温度および圧力条件の範囲で適宜設定すればよい。好ましい条件は、繊維の種類や、超臨界流体又は亜臨界流体の種類によっても異なるが、一般には温度を臨界温度以上650K以下、圧力を臨界圧力以上35MPa以下とすることが好ましい。浸漬時間は5〜120分間程度が好ましい。超臨界流体又は亜臨界流体として二酸化炭素を用いる場合には、浸漬温度は304K以上423K以下、圧力は5〜35MPa、浸漬時間5〜60分間の条件が好ましく、より好ましい温度条件は304K以上323K(50℃)である。こうした低温で浸漬処理を行う利点として、上記の省エネルギーや設備コスト等の利点の他に、耐熱性に乏しい有機繊維を処理する場合でも、繊維の特性を損なうことなく処理できる点が挙げられる。
【0033】
上記の有機金属錯体としては、例えば、M(OR)n、M(OCOR)n、M(OSO3R)nもしくはM(RCOCH2COR)nの化学式で示される錯体、あるいは下記(1)の化学式で示されるジエン類の錯体、下記(2)の化学式で示されるメタロセン類の錯体が挙げられる。なお、それらいずれの化学式においても、Mは金属を表わし、Rは水素、炭化水素基又はCF3を表わす。
【0034】
【化1】

【0035】
【化2】
【0036】
上記化学式中のRで表わされる炭化水素基の炭素数は特に限定されないが、好ましくは1〜50である。かかる炭化水素基としては、例えば飽和脂肪族炭化水素基、飽和脂肪族炭化水素基、脂環式炭化水素基、脂環式−脂肪族炭化水素基、芳香族炭化水素基、芳香族−脂肪族炭化水素基等が挙げられる。
【0037】
飽和脂肪族炭素基の具体例としては、メチル、エチル、n−プロピル、イソプロピル、n−ブチル、イソブチル、tert−ブチル、n−ペンチル、イソペンチル、ネオペンチル、tert−ペンチル、2−メチルブチル、n−へキシル、イソヘキシル、3−メチルペンチル、エチルブチル、n−ヘプチル、2−メチルへキシル、n−オクチル、イソオクチル、tert−オクチル、2−エチルへキシル、3−メチルへプチル、n−ノニル、イソノニル、1−メチルオクチル、エチルへプチル、n−デシル、1−メチルノニル、n−ウンデシル、1,1−ジメチルノニル、n−ドデシル、n−テトラデシル、n−ヘプタデシルおよびn−オクタデシル基、並びにエチレンやプロピレン、ブチレンの重合物あるいはそれらの共重合物よりなる基等の炭化水素基が挙げられる。
【0038】
不飽和脂肪族炭化水素基の具体例としては、ビニル、アリル、イソプロペニル、2−ブテニル、2−メチルアリル、1,1−ジメチルアリル、3−メチル−2−ブテニル、3−メチル−3−ブテニル、4−ペンテニル、ヘキセニル、2−フェニルビニル、オクテニル、ノネニルおよびデセニル基、並びにアセチレンやブタジエン、イソプロピレンの重合物あるいはそれらの共重合物よりなる基等の炭化水素基が挙げられる。
【0039】
脂環式炭化水素基の具体例としては、シクロプロピル、シクロブチル、シクロペンチル、シクロへキシル、シクロヘプチル、シクロオクチル、3−メチルシクロへキシル、4−メチルシクロへキシル、4−エチルシクロへキシル、2−メチルシクロオクチル、シクロプロペニル、シクロブテニル、シクロペンテニル、シクロヘキセニル、シクロヘプテニル、シクロオクテニル、4−メチルシクロへキセニル、4−エチルシクロへキセニルおよびシクロペンタジエニル基等の炭化水素基が挙げられる。
【0040】
脂環式−脂肪族炭化水素基の具体例としては、シクロプロピルエチル、シクロブチルエチル、シクロペンチルエチル、シクロへキシルメチル、シクロへキシルエチル、シクロヘプチルメチル、シクロオクチルエチル、3−メチルシクロへキシルプロピル、4−メチルシクロへキシルエチル、4−エチルシクロへキシルエチル、2−メチルシクロオクチルエチル、シクロプロペニルブチル、シクロブテニルエチル、シクロペンテニルエチル、シクロヘキセニルメチル、シクロヘプテニルメチル、シクロオクテニルエチル、4−メチルシクロへキセニルプロピルおよび4−エチルシクロへキセニルペンチル基等の炭化水素基が挙げられる。
【0041】
芳香族炭化水素基の具体例としては、フェニル、ナフチル、4−メチルフェニル、3,4−ジメチルフェニル、3,4,5−トリメチルフェニル、2−エチルフェニル、n−ブチルフェニル、t−ブチルフェニル、アミルフェニル、へキシルフェニル、ノニルフェニル、2−tert−ブチル−5−メチルフェニル、シクロへキシルフェニル、クレジル、オキシエチルクレジル、2−メトキシ−4−tert−ブチルフェニルおよびドデシルフェニル基等のアリール基が挙げられる。
【0042】
芳香族−脂肪族炭化水素基の具体例としては、ベンジル、1−フェニルエチル、2−フェニルエチル、2−フェニルプロピル、3−フェニルプロピル、4−フェニルブチル、5−フェニルペンチル、6−フェニルヘキシル、1−(4−メチルフェニル)エチル、2−(4−メチルフェニル)エチル、2−メチルベンジルおよび1,1−ジメチル−2−フェニルエチル基等が挙げられる。
【0043】
超臨界流体又は亜臨界流体には、有機金属錯体の溶解性の向上や超臨界流体又は亜臨界流体と繊維との親和性の向上、あるいはメッキ金属皮膜の密着性の向上等の目的で、水、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、アリルアルコール、ベンジルアルコール、アセトン、プロパン、ブタン、ペンタン、ヘキサン、ヘプタン、オクタン、ベンゼン、トルエン、キシレン、ジベンジルエーテル、トリアジンチオール類、アミン類及びシランカップリング剤類からなる群より選ばれる1種以上の添加剤(以下、「エントレーナ」という)が添加されることが好ましい。エントレーナの添加量は、特に限定されないが、一般に、超臨界流体又は亜臨界流体の物質量に対して1〜25モル%が好ましい。
【0044】
上記トリアジンチオール類としては、例えば、トリアジンチオール誘導体の6−位の置換基が−SH、−N(C4H9)2、−NHC6H5及びこれらの金属塩からなる群より選ばれる基であるトリアジンチオール誘導体等が挙げられる。また、アミン類としては、例えば、n−ブチルアブチルアミン、3−アミノ−5−メチルイソオキサゾール等が挙げられる。また、シランカップリング剤類としては、例えば、N−2−(アイノエチル)−3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−メルカプトプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン等が挙げられる。
【0045】
上記有機金属錯体を構成する金属(M)としては、例えば、金、白金、パラジウム、ニッケル、銀、銅、鉄、チタン、亜鉛、アルミニウム、スズ、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルト、インジウム、イットリウム、バリウム、ガリウム、スカンジウム、ジルコニウム、タンタル、モリブデン、タングステン、マンガン、レニウム、オスミウム、イリジウム、タリウム、ルビジウム、セシウム、バナジウム、鉛、ニオブ、クロム、リチウム、カリウム、ランタノイド族57番〜71番の元素からなる群より選ばれる1種以上の金属が挙げられる。ランタノイド族57番〜71番の元素の中では、ネオジウム、サマリウムおよびジスプロシウムが好ましい。
【0046】
二酸化炭素の超臨界流体又は亜臨界流体を用いる場合の好ましい有機金属錯体としては、例えば、β−ジケトネート類(例えば、フッ素系パラジウム錯体)、ジエン類(例えば、ジメチルシクロオクタジエン白金)、メタロセン類(例えば、ニッケロセン)が好ましい。中でも、二酸化炭素の超臨界流体又は亜臨界流体に対する溶解度が高いこと、メッキ処理の際に金属皮膜が均一に成長すること、酸化による触媒活性の低下が小さいこと、あるいは繊維フィラメントに吸着し易いこと等の理由から、フッ素系パラジウム錯体が好ましい。
【0047】
有機金属錯体の使用量は、有機金属錯体の種類によっても変わるが、一般的にマルチフィラメント糸の質量に対して0.1〜10質量%が好ましく、特に好ましくは0.2〜3.0質量%である。有機金属錯体の使用量が少なすぎると、フィラメント糸の表面への有機金属錯体の吸着が不均一になる場合があり、一方、有機金属錯体の使用量を多くしても、フィラメント糸の表面への有機金属錯体の飽和吸着量を越えると、フィラメント糸の内部に染み込むだけで表面への吸着量は増大しないので不経済となる。
【0048】
繊維材料を有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬することにより繊維表面に有機金属錯体を吸着させるには、例えば、耐圧容器からなる反応槽内に繊維材料を配置し、有機金属錯体を含む超臨界流体又は亜臨界流体、好ましくは有機金属錯体が溶解した超臨界流体又は亜臨界流体を導入することにより、該超臨界流体又は亜臨界流体に繊維を浸漬すればよい。
【0049】
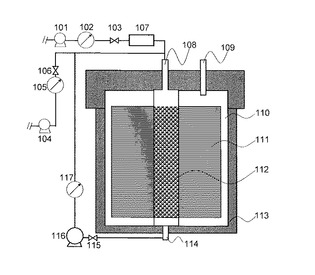
有機金属錯体を含む超臨界流体又は亜臨界流体(以下、単に「流体」という)に繊維を浸漬することにより繊維表面に有機金属錯体を吸着させる方法を図面を参照して説明する。図1は、多孔性管に捲き回されてなる繊維材料を、有機金属錯体を含む流体に浸漬するために使用できる装置の一例の概略を示す模式図である。
【0050】
図中110は反応槽であり、循環ポンプ116により、反応槽110内の流体を循環させることができる。この循環によって有機金属錯体の流体への溶解を促進することができる。循環ポンプ116の上流はバルブ115を介して、反応槽110の下部に開口された流体循環用出口114に接続されており、下流側は圧力計117を介して、反応槽110の上部に開口された流体導入口108に接続されている。
【0051】
111は、ステンレス製多孔性管112を芯としてその周囲にマルチフィラメント糸が捲き回されたロール状の多孔性管(以下、「多孔性管ロール」という)であり、ステンレス製多孔性管112が上方を向くように、反応槽110内に設置する。有機金属錯体を供給する有機金属錯体溶解槽107を設置する。導入された有機金属錯体を含む流体は全て多孔性管112内に供給されるようになっている。
【0052】
バルブ106を開いて所定量のエントレーナを予め反応槽110に仕込んだ後、バルブ106を閉じ、次いでバルブ103を開き、流体導入口107より多孔性管112を経由させて、流体を反応槽110に導入する。すなわち、この装置例では、流体が有機金属錯体溶解槽107を経由して、導入口108から多孔性管112の内側の空間に入り、多孔性管112の小孔から出た有機金属錯体を含む流体が、繊維と接触しつつ反応槽110内に導入される。反応槽110に満たされた流体は、流体循環用出口114から出て循環ポンプ116により再び流体導入口108に送られ、装置内を循環する。反応槽110の下部及び側壁113にはヒーターが内蔵されており、反応槽110内を所定の温度に保つようになっている。また、循環ポンプ116の切り替えにより、流体の循環方向を変換することができるようになっている。すなわち、多孔性管112の内側から反応槽110に循環でき、その逆方向にも循環できる。
【0053】
なお、バルブ103の上流側には、供給する流体の圧力を測定する圧力計102が設置され、圧力計102の更に上流側には常用の超臨界流体供給装置としての加圧ポンプ101やボンベ(図示せず)等が接続されている。又、バルブ106の上流には、供給するエントレーナやメッキ液等の圧力を測定する圧力計105が設置されており、圧力計105の更に上流にはエントレーナやメッキ液等の供給装置としての加圧ポンプ104やタンク(図示せず)等が接続されている。
【0054】
所定の時間浸漬処理を行って、繊維表面に有機金属錯体を吸着させた後、流体排出口109を解放して反応槽110内から流体を排出し、徐々に減圧して、多孔性管ロール111を取り出すことにより、繊維表面に有機金属錯体が吸着された繊維材料が得られる。なお、流体排出口109から排出された流体を回収して繰り返し使用することもできる。
【0055】
マルチフィラメント糸の表面に吸着した有機金属錯体は、還元処理を行うことで活性化される。
【0056】
有機金属錯体を還元する方法は、特に限定されないが、熱還元法が好ましい。具体的には、有機金属錯体を吸着させた繊維材料を、該有機金属錯体の熱還元温度以上に設定された温度雰囲気下に置くことで熱還元させることができる。この熱還元処理は、浸漬処理装置から取り出した繊維材料をオーブン等に投入して行うこともできるが、浸漬処理装置に適宜加熱装置を備えさせれば、浸漬処理と同時に、あるいは浸漬処理後流体を排出する前又は排出した後に、浸漬処理装置内で熱還元処理を行うこともできる。すなわち、浸漬処理装置と熱還元処理装置を兼ねることのできる装置を用いることができる。
【0057】
また、用いた繊維材料が熱に弱く、熱還元処理温度まで昇温させることが適当でない場合には、還元剤を用いるとよい。還元剤としては、例えば、水素、テトラヒドロホウ酸ナトリウム、チオ硫酸ナトリウム、過酸化水素、ヒドロキノン等が挙げられ、これらの中から1種を選択して用いることができ、2種以上を選択して併用することもできる。
【0058】
還元剤の使用量は、用いる還元剤の種類によって異なるが、例えば、テトラヒドロホウ酸ナトリウム等の還元剤を使用する場合は、0.1〜15モル濃度の水溶液を添加し、2〜15分間処理すればよい。還元処理によって有機金属錯体内のリガンドが外され、金属になる。
【0059】
また、水素等の気体の還元剤を用いる場合は、浸漬処理後の繊維材料を気密性の容器内に設置してから気体の還元剤を導入し、該容器内の空間に気体の還元剤を満たす方法が好ましく採用される。あるいは、浸漬処理に引き続いて、流体を排出する前に、該流体中に気体の還元剤、例えば、水素を0.01〜15%の濃度になるように吹き込むことで有機金属錯体を還元させてもよい。
【0060】
有機金属錯体の吸着と還元処理によるメッキ前処理を施された繊維材料は、その後にメッキ処理が実施される。該メッキ処理は、無電解メッキ液に繊維材料を浸漬する無電解メッキによって実施される。メッキ前処理方法で処理されたマルチフィラメント糸は、繊維表面が超臨界流体又は亜臨界流体に接触することによって、繊維が膨潤し、超臨界流体又は亜臨界流体に含まれる有機金属錯体が膨潤で生じた隙間に埋め込まれるようになると考えられ、その後還元されると、繊維表面に活性化された触媒活性点が露出するので、繊維表面にアンカー効果のある活性化された金属が形成される。従って、その後に無電解メッキ処理を施すことで繊維表面に密着したメッキ(金属)皮膜を形成することが可能となる。
【0061】
無電解メッキ処理は、大気圧下で実施することもできるし、あるいは超臨界流体又は亜臨界流体の存在下で実施することもできる。無電解メッキ処理により繊維表面に形成されるメッキ皮膜としては、金属単体からなる皮膜、合金からなる皮膜或いはそれらの混合物からなる皮膜であれば特に限定されない。大気圧下で実施する場合は、メッキ前処理された繊維材料を、メッキ液が貯蔵された無電解メッキ槽に浸漬して無電解メッキ処理すればよい。超臨界流体又は亜臨界流体の存在下で無電解メッキを実施する場合は、上記反応槽内で繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して有機金属錯体を吸着させ、次いで有機金属錯体を還元した後、反応槽内に無電解メッキ液を供給して無電解メッキ処理すればよい。
【0062】
上記無電解メッキ処理のためのメッキ液としては、特に限定されず、一般的に常用されるメッキ液を使用することができるが、銅、銀、金、ニッケル、クロム、スズ、亜鉛、パラジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルトあるいはインジウムの中から選ばれる少なくとも1種の金属を含有するメッキ液が好ましい。
【0063】
メッキ皮膜の厚さは、通常0.2μm以上であり、好ましくは0.4μm以上、更に好ましくは0.5〜3.0μmである。厚さが0.2μm未満では、導電性が十分に発現できない場合がある。また、3.0μmより厚くすると導電性繊維の柔軟性が低下する傾向にあり、折れてしまう場合があるので好ましくない。
【0064】
無電解メッキ処理を行う際には、繊維糸条全体にメッキ液が十分に浸透するよう、無電解メッキ槽の底面に超音波振動子を設置する等により、メッキ液に振動を与えながら処理することが好ましい。振動を与えて処理することにより、繊維糸条の内部にメッキ液を迅速に浸透させることができ、又、無電解メッキ処理によって発生する気泡が繊維糸条に吸着してもメッキ液の振動によって直ちに除去できるので、繊維糸条の表面にメッキ液が万遍なく作用して均一な金属皮膜が形成されるようになるので好ましい。
【0065】
上記振動の振動周波数としては、10〜50kHzが好ましい。振動周波数が10kHz未満では、金属の析出速度が遅くなったり、析出反応に伴って発生する気泡の除去が不十分となり均一な金属皮膜の形成が阻害される場合があり、一方、50kHzを越えると、メッキ液が不安定になり濁りが生じる場合があるので好ましくない。
【0066】
電解メッキ処理は無電解メッキ処理に比べてメッキ皮膜の厚さを制御しやすいので、無電解メッキ処理の後に、電解メッキ処理を行うのが好ましい。こうした電解メッキ処理を行うことで、使用目的に応じてメッキ皮膜の厚さを適宜調整し、ひいてはメッキされた繊維の硬さ等の機械的特性や、導電性、導電安定性、耐電圧性等の電気的特性等を調整することができる。なお、無電解メッキ処理と電解メッキ処理を併用する場合には両方のメッキによるメッキ皮膜の厚さが上記の範囲内になるように調整するのが好ましい。
【0067】
請求項11記載の導電性繊維の製造方法は、油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化する工程とを含む処理を施すことにより金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維材料を製造した後、製造された繊維材料を、電解メッキ処理することを特徴とする。
【0068】
上記有機金属錯体を吸着させる工程は、請求項1における工程と同一であるが、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化することにより金属、金属酸化物又は金属硫化物からなる皮膜を繊維表面に形成するのであるから、有機金属錯体が繊維表面に皮膜を形成するように添加されるのが好ましく、有機金属錯体の使用量は繊維の質量に対して5〜50質量%が好ましい。次いで、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化することにより、金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維を製造する。
【0069】
上記有機金属錯体を還元する方法は前述の通りであり、繊維表面に金属皮膜が直接形成される。また、上記有機金属錯体を酸化或いは硫化する方法は、特に限定されないが、例えば、繊維を有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬することにより繊維表面に有機金属錯体を吸着させる工程に引き続き、繊維を流体中に浸漬した状態下で、該流体中に例えば酸素や亜酸化窒素等の気体酸化剤或いは硫化水素等の気体硫化剤を、例えば、0.1〜15%の濃度で吹き込む方法が挙げられる。かかる方法等により有機金属錯体の酸化反応が進み、繊維表面に金属酸化物皮膜或いは金属硫化物皮膜が直接形成される。次いで、製造された繊維材料をメッキ液に浸漬して電解メッキ処理を行い、更に導電性を向上させる。
【実施例】
【0070】
以下、実施例及び比較例を挙げて本発明を更に具体的に説明するが、本発明は以下の実施例のみに限定されるものではない。なお、以下の実施例及び比較例における各特性値の測定方法は次の通りである。
【0071】
〔捲き硬度〕
繊維糸条が多孔性管を芯として捲き回された状態の繊維材料について以下の様に測定した。アスカーゴム硬度計A型(高分子計器株式会社製)を用いて、硬度計の押し針を繊維材料の表面に糸と垂直になる状態で押し付け、硬度計の測定値を読み取る。捲き硬度の測定は、捲き回されている繊維材料の、捲き回された片端から中央部に約1/3寄った部分、中央部、反対側の端から中央部に約1/3寄った部分の、それぞれの部分の外周上の1ケ所、合計3ケ所について測定を行う。
【0072】
〔空隙率〕
繊維糸条が多孔性管に捲き回された状態の繊維材料の空隙率は、特許文献4(特開2008−208456号公報)の明細書の段落[0031]に記載されている方法により求めた。すなわち繊維糸条が捲き回されてなるロール状繊維材料の外径の半径Rおよび捲き回された高さhを測定し、見かけ体積Vaを次式により算出する。
Va=π×(R2−r2)/4×h (ここで、rは多孔性管の外径の半径)
次に、捲き回された繊維材料の質量Wを測定し、当該繊維材料を構成する繊維素材の真密度ρとから、真の体積Vbを、Vb=W/ρとして算出する。そして空隙率Pを、以下の式より算出する。
P=[(Va−Vb)/Va]×100(%)
【0073】
〔導電性〕
JIS C 2525「金属抵抗材料の導体抵抗及び体積抵抗率試験方法」に準拠し、デジタル抵抗計法により2端子測定を行い、導体抵抗値(Ω/m)を測定した。
〔L値〕
超臨界処理、活性化処理後のロール状アラミド繊維材料を外層部、中層部、内層部を分け、それぞれを巻き返して、直径40cmの枷を作り、色差計(SM−4−2 カラーコンピュータ スガ試験機株式会社)で色差(L値)測定を行った。
【0074】
(実施例1)
先ず、油剤を含有しないアラミド繊維糸条を多孔性管を芯として捲き回されてなるアラミド繊維材料(以下、「ロール状アラミド繊維材料」と略記する)を作製した。即ち、外径6cm、内径5.6cm、長さ17.2cmのステンレス製丸管の表面に直径2mmの円形貫通孔が各貫通孔の中心間距離8mmで多数穿設されてなる多孔性管を芯として、油剤を含有しない開繊処理されたアラミド繊維糸条(東レ・デュポン株式会社製、商品名「ケブラー」、総繊度1670dtex、単糸繊度1.7dtex)にプラズマ処理を施したものを、ワインダーを用いて、糸条の張力及び捲き取り速度を調整しながら、外径が約12.0cmになるまで(従って、捲き回されたアラミド繊維糸条の厚さは3.0cmとなる)捲き回し、ロールの高さ15.5cmのロール状アラミド繊維材料(アラミド繊維糸条の総延長4000m)を得た。得られたアラミド繊維材料について、上記測定法に従って求めた3ケ所の部位の捲き硬度は、それぞれ41、38、40で、平均硬度は40であった。また、上記測定法で求めた空隙率は65%であった。
【0075】
上記のチーズ状繊維材料を図1に示した反応槽110内に設置後、槽内にエントレーナであるエタノール250mlをバルブ106を開いて添加すると同時に、上記ロール状繊維材料の質量(多孔管の質量は除く)に対し1質量%相当量の粉末状のヘキサフルオロアセチルアセトネートパラジウムを錯体溶解槽107に入れ、超臨界二酸化炭素流体を、バルブ103にて、導入口108より反応槽110に2.4kg導入した。その後、圧力計102の圧力は15MPa、反応槽110の内部温度を90℃に達しせしめ、循環率75%(ロール内部から外部)と循環率65%(ロール外部から内部)で5分ごとに流体の流れ方向を切り替えながら循環処理させた。このようにして超臨界二酸化炭素流体を循環させつつ60分間の処理を行った後、超臨界二酸化炭素流体を排出口108から分離槽に放出し、ロール状繊維材料を反応槽110から取り出した。この処理後のアラミド繊維は黄色から緑色に変色し、蛍光X線分析装置で分析したところ、Pd元素ピークが検出され、上記浸漬処理によってアラミド繊維表面に有機金属錯体を付着していることが確認できた。
【0076】
次いで、反応槽10から取り出したロール状アラミド繊維材料を、140℃に温度設定したオーブン内に30分間置くことにより、アラミド繊維表面に吸着したパラジウム錯体の活性化処理を行った。
【0077】
上記活性化処理後のロール状アラミド繊維材料を外層部、中層部、内層部を分け、それぞれを巻き返して、1333mごとに直径40cmの枷を作り、色差計(SM−4−2 カラーコンピュータ スガ試験機株式会社)で色差(L値)測定を3点行い、平均値とバラツキの範囲を算出した。未処理の場合のL値84.8に対して、活性化処理後のロール状アラミド繊維材料は、L値は外層部が52.2、中層部が52.7、内層部が49.5で、外中内層部の色差L値バラツキ範囲は3.1と小さかった。超臨界処理時にパラジウムがロール繊維上に均一に付与されたことが分かった。
外層部、中層部、内層部三つ枷の任意部でそれぞれ長さ50cmのサンプル4点を取り、直径4cmの枷(合計12個サンプル)を作製した。これらの各枷について、430mlの純水に、「ATS−ADDCOPPER IW−A(奥野製薬工業株式会社製)」25mlを添加し、更に「ATS−ADDCOPPER IW−M(奥野製薬工業株式会社製)」40ml及び「ATS−ADDCOPPER C(奥野製薬工業株式会社製)」5mlを添加して調製した無電解銅メッキ液中に、10分間浸漬して無電解メッキ処理を行って、メッキされたアラミド繊維を得た。なお、この間、無電解銅メッキ液には42kHzの超音波振動を付与し、無電解銅メッキ液の温度は42±2℃に設定した。
【0078】
上記で得られた3種類の銅メッキされたアラミド繊維について、導体抵抗値を測定した。アラミド繊維材料の外層部を形成していたアラミド繊維からなる枷から得られた銅メッキされたアラミド繊維の平均導体抵抗値は、3.58Ω/m、アラミド繊維材料の中層部のアラミド繊維では平均導体抵抗値は3.70Ω/m、多孔性管の表面部のアラミド繊維では平均導体抵抗値は3.52Ω/mであった。メッキされたアラミド繊維の外中内層部の平均抵抗値は3.60Ω/mで、誤差率は2.50%と小さかった。
【0079】
(実施例2)
油剤を含有しない開繊処理されたアラミド繊維糸条(東レ・デュポン株式会社製、商品名「ケブラー」、総繊度1670dtex、単糸繊度1.7dtex)にプラズマ処理を施したものを、ワインダーを用いて、糸条の張力及び捲き取り速度を調整しながら、外径が約11.0cmになるまで(従って、捲き回されたアラミド繊維糸条の厚さは2.5cmとなる)捲き回し、ロールの高さ15.5cmのロール状アラミド繊維材料(アラミド繊維糸条の総延長4000m)を得た。得られたアラミド繊維材料について、上記測定法に従って求めた3ケ所の部位の捲き硬度は、それぞれ57、54、55で、平均硬度は55であった。また、上記測定法で求めた空隙率は55%であった。
次いで、実施例1と同様の処理を行って、繊維表面に有機金属錯体を吸着させ、活性化させた。活性化処理後のロール状アラミド繊維材料を外層、中層、内層を分け、それぞれ1333mを巻き返して、直径40cmの枷を作った。さらに、実施例1と同様に、色差計でL値測定を行ったところ、L値は外層部が58.6、中層部が57.0、内層部が54.5で、外中内層部の色差L値バラツキ範囲は4.1と小さかった。超臨界処理時にパラジウムがロール繊維上に均一に付与されたことが分かった。
次に外層部、中層部、内層部三つ枷から任意部でそれぞれ長さ50cmのサンプル4点を取り、直径4cmの枷(合計12個サンプル)を作製し、実施例1と同様に無電解メッキ処理を行って、メッキされた繊維糸条を得た。
上記で得られた3種類の銅メッキされたアラミド繊維について、導体抵抗値を測定した。アラミド繊維材料の外層部を形成していたアラミド繊維からなる枷から得られた銅メッキされたアラミド繊維の平均導体抵抗値は、5.18Ω/m、アラミド繊維材料の中層部のアラミド繊維では平均導体抵抗値は4.81Ω/m、多孔性管の内層部のアラミド繊維では導体抵抗値は5.19Ω/mであった。メッキされたアラミド繊維の平均抵抗値は5.06Ω/m、誤差率は4.22%と小さかった。
【0080】
(実施例3)
油剤を含有しない開繊処理されたアラミド繊維糸条(東レ・デュポン株式会社製、商品名「ケブラー」、総繊度440dtex、単糸繊度1.7dtex)にプラズマ処理を施したものを、ワインダーを用いて、糸条の張力及び捲き取り速度を調整しながら、外径が約11.0cmになるまで(従って、捲き回されたアラミド繊維糸条の厚さは2.5cmとなる)捲き回し、ロールの高さ15.5cmのロール状アラミド繊維材料(アラミド繊維糸条の総延長15000m)を得た。得られたアラミド繊維材料について、上記測定法に従って求めた3ケ所の部位の捲き硬度は、それぞれ40、37、38で、平均硬度は38であった。また、上記測定法で求めた空隙率は66%であった。
次いで、実施例1と同様の処理を行って、繊維表面に有機金属錯体を吸着させ、活性化させた。活性化処理後のロール状アラミド繊維材料を外層、中層、内層を分け、それぞれ1333mを巻き返して、直径40cmの枷を作った。さらに、実施例1と同様に、色差計でL値測定を行ったところ、L値は外層部が56.5、中層部が58.0、内層部が55.5で、外中内層部の色差L値バラツキ範囲は2.5と小さかった。超臨界処理時にパラジウムがロール繊維上に均一に付与されたことが分かった。
次に外層部、中層部、内層部三つ枷から任意部でそれぞれ長さ50cmのサンプル4点を取り、直径4cmの枷(合計12個サンプル)を作製し、無電解銅メッキ液中に、30分間浸漬して無電解メッキ処理を行った以外は実施例1と同様に無電解メッキ処理を行って、メッキされた繊維糸条を得た。
上記で得られた3種類の銅メッキされたアラミド繊維について、導体抵抗値を測定した。アラミド繊維材料の外層部を形成していたアラミド繊維からなる枷から得られた銅メッキされたアラミド繊維の平均導体抵抗値は、5.10Ω/m、アラミド繊維材料の中層部のアラミド繊維では平均導体抵抗値は5.24Ω/m、多孔性管の内層部のアラミド繊維では導体抵抗値は5.15Ω/mであった。メッキされたアラミド繊維の平均抵抗値は5.01Ω/m、誤差率は1.37%と小さかった。
【0081】
(比較例1)
実施例1において、ロール状アラミド繊維材料を作製する際に、ワインダーを用いてアラミド繊維糸条の張力及び捲き取り速度を調整し、捲き硬度が30のロール状アラミド繊維材料を得た。得られたアラミド繊維材料の空隙率は75%であった。
上記で得られたロール状アラミド繊維材料について、実施例1と同様にしてメッキ前処理を行ったところ、多孔性管上に巻いた4000m繊維は自重で下方向に沈み、ロールがボビン下方向に滑り、多孔性管上部の直径2mmの穴が多数露出されてしまった。実施例1と同様に、L値を測定したところ、外中内層部の色差L値のバラツキ範囲は9.9と大きかった。繊維は自重で下方向に沈んだため、超臨界流体が圧力損失の小さいロールの高さ方向の上側1/3部分に流れやすく、圧力損失が大きい下側2/3程度のロール部分は流れにくくなったため、パラジウムの付着量に大きな差があったと考えられる。
このロール状アラミド繊維材料について、実施例1と同様にして無電解メッキ処理を行った。銅メッキされたアラミド繊維の導体抵抗値は、アラミド繊維材料の外層部からのアラミド繊維で6.96Ω/m、中層部のアラミド繊維で4.15Ω/m、多孔性管付近の内層部のアラミド繊維で4.68Ω/mであった。その平均抵抗値は5.26Ω/m、誤差率は大きく28.42%であった。
【0082】
(比較例2)
実施例1において、ロール状アラミド繊維材料を作製する際に、ワインダーを用いてアラミド繊維糸条の張力及び捲き取り速度を調整し、捲き硬度が70のロール状アラミド繊維材料を得た。得られたアラミド繊維材料の空隙率は30%であった。
上記で得られたロール状アラミド繊維材料について、実施例1と同様にしてメッキ前処理及び無電解銅メッキ処理を行った。銅メッキされたアラミド繊維の導体抵抗値は、アラミド繊維材料の外層部のアラミド繊維で5.43Ω/m、中層部のアラミド繊維で8.25Ω/m、多孔性管付近の内層部のアラミド繊維で6.06Ω/mであり、その平均抵抗値は6.58Ω/m、誤差率は22.50%と大きかった。
【0083】
上記の実施例及び比較例の結果から、ロール状アラミド繊維の捲き硬度が所定の範囲にあれば、メッキされたアラミド繊維は安定した導電性能を示すのに対し、ロール状アラミド繊維材料の捲き硬度が所定の範囲を外れた場合は、メッキされたアラミド繊維の導電性能が、その繊維が捲き回された部位によって大きく異なり、均一なメッキ状態にないことがわかる。
【産業上の利用可能性】
【0084】
本発明に係る導電性繊維の製造方法によれば、従来の銅線に比べて軽量かつ高強力、フレキシブルな電線用材料を、安価に提供することができる(例えば、アラミド繊維は比重1.44、銅線は8.99)。そのため、自動車や航空機に搭載した場合、大幅な軽量化が可能となり、その結果、燃費向上、二酸化炭素の排出量を低減することができる。
【図面の簡単な説明】
【0085】
【図1】繊維糸条の多孔性管ロールを有機金属錯体を含む流体に浸漬するために使用できる装置の一例の概略を示す模式図である。
【符号の説明】
【0086】
101 ポンプ
102 圧力計
103 バルブ
104 ポンプ
105 圧力計
106 バルブ
107 溶解槽
108 導入口
109 排出口
110 反応槽
111 多孔性管ロール
112 多孔性管
113 器壁
114 流体循環用出口
115 バルブ
116 循環ポンプ
117 圧力計
【技術分野】
【0001】
本発明は、導電性繊維の製造方法及びその製造に用いられる繊維材料に関する。
【背景技術】
【0002】
近年、導電性繊維により構成されたシート材は、携帯電話や電気・電子機器から発生する電磁波を遮蔽する電磁シールド材としての用途展開が図られており、今後ますますの需要増大が期待されている。また、今日使用されている電線及び送電線等の導線としては、殆どの場合において銅等の金属線が用いられているが、金属線は一般的に重量が重く強度も弱いことから、軽量で強度に優れた導電性繊維で代替するための研究開発が進められている。
【0003】
特に、繊維材料は、その軽量で高強度である等の特性を生かして、用途に合せて種々の機能を備えた導電性繊維を得られる可能性が大きいことから、繊維材料に導電性を付与するための様々な技術開発が行われている。繊維材料等への導電性付与技術としては、例えば、(1)界面活性剤と帯電防止剤をプラスチックの内部に配合、あるいは表面に塗布する技術、(2)カーボン粉末や金属粉末等の導電性物質を混合した高分子組成物を用いる技術、(3)プラスチック成形品表面に酸化スズ等の金属蒸着膜をCVD法等により形成する技術、(4)繊維材料の表面に無電解メッキ処理により金属皮膜を形成する技術、(5)高分子の化学構造そのものを新規に設計して導電性高分子とする技術等が挙げられる。
【0004】
これらの技術のうち、比較的簡便な操作でありながら高い導電性が付与できるということから、(4)繊維材料の表面に無電解メッキ処理により金属皮膜を形成する技術が、有望視されている(例えば、特許文献1参照)。そして、この繊維材料の表面に無電解メッキ処理により金属皮膜を形成する技術においては、繊維材料にメッキ前処理を施すことにより、メッキ処理で形成される金属皮膜の密着性の向上等が図られるのが一般的である。
【0005】
例えば、ポリアクリロニトリル系繊維やポリエステル系繊維等の合成繊維に対するメッキ前処理として、以下に例示するような一連の処理が行われる。すなわち、アルカリ脱脂液等によるクリーニング処理あるいは当該合成繊維に適した精錬・漂白処理を行い、次いで、例えば、強酸又は強アルカリのエッチング液等による化学処理、あるいは低温プラズマ又は機械的な擦過等による物理的処理を行って繊維表面を粗面化あるいは膨潤化し、更に、例えば、塩化第一スズの酸性液による増感処理の後に塩化パラジウムの酸性液による活性化処理等の触媒化処理が行われる。このような一連のメッキ前処理のうち、繊維表面を粗面化する処理としては、上記の他に、プラズマを利用してプラスおよびマイナスのイオンや遊離原子、ラジカルを発生させ、これによりエッチバックをするプラズマエッチングや、コロナ放電処理、紫外線処理等による改質等の方法が行われている。一方、こうした粗面化処理を行わない方法として、メッキ触媒を含有する有機バインダや紫外線硬化樹脂の薄膜をプラスチック表面に形成する方法もある。
【0006】
こうしたメッキ前処理においては、例えば化学的なエッチング処理を行う場合には、クロム溶液やアルカリ金属水酸化物溶液等の薬品を用いるため、その廃液処理が問題となる。また、化学的なエッチング処理以外の処理を行う場合でも、一連の前処理を行うための処理時間や設備コストが大きいという問題がある。
【0007】
エッチング等による繊維表面の粗面化や膨潤化を行うことなく、メッキ前処理を実施する方法として、メッキ用触媒を含有する超臨界流体や亜臨界流体を用いる方法が提案されている(例えば、特許文献2参照)。特許文献2には、プラスチック板を、パラジウム錯体等のメッキ用触媒を含有する超臨界二酸化炭素と接触させることでプラスチック板の表面にメッキ用触媒を吸着させた後、無電解銅メッキ等によりメッキする方法が示されている。しかしながら、この方法は、プラスチック板やプラスチック成形品を対象としており、複雑な表面形状を有する繊維への適用については示されていない。
【0008】
超臨界流体を用いるメッキ前処理とメッキ処理を繊維に適用した事例として、例えば、特許文献3が挙げられる。特許文献3においては、アラミド繊維等の繊維材料を用いて、パラジウム錯体等のメッキ用触媒を含有する超臨界二酸化炭素と接触させる事で繊維材料表面に錯体を吸着させ、次いで錯体を還元して活性化した後、無電解銅メッキ等によりメッキする方法が示されている。また特許文献3には、この吸着工程を錯体が熱還元される温度下で行うことで、錯体の吸着と同時に、吸着された錯体を熱還元して活性化する方法も示されている。
【0009】
特許文献4には、特許文献3の方法を改良して、一度に多量の繊維材料をメッキする方法として、繊維糸条を無芯で、あるいは多孔性管を芯として捲き回して得られた繊維材料を用いて、金属錯体が熱還元される温度下で、パラジウム錯体等を含有する超臨界二酸化炭素と接触させ、金属錯体の吸着と活性化を行った後、無電解銅メッキ等を行う方法が示されている。そして、特許文献4においては、パラジウム錯体等のメッキ用触媒の吸着効率を上げるために、繊維糸条を捲き回して得られる多孔芯ロール状繊維材料の空隙率を制御すると、繊維糸条間の流体の流通が良くなることが示されている。
【0010】
しかしながら、特許文献4の方法は、捲き回された繊維材料全体に空隙を設けるように制御しただけであり、この方法では、捲き回された繊維材料を形成する繊維糸条が均一に捲き回されているとは限らない。多孔性管の表面に近い部位に捲き回された繊維糸条と、多孔性管から最も遠い部位である繊維材料表面付近に捲き回された繊維糸条が、同じ状態で捲き回されていないことがあった。そのため、捲き回された繊維材料の部位によってメッキ処理後の金属皮膜の厚みや均一性が異なることで、繊維の導電性にバラツキが発生することがわかった。
【特許文献1】特開2000−96431号公報
【特許文献2】特開2001−316832号公報
【特許文献3】特開2007−56287号公報
【特許文献4】特開2008−208456号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上記の事情に鑑みてなされたものであり、エッチング等による繊維表面の粗面化や膨潤化を行うことなく、繊維材料を一度に多量に処理することが可能で、しかも、繊維の表面にメッキ処理により均一な金属皮膜を密着性よく形成することで導電性のバラツキを少なくすることが可能な導電性繊維の製造方法、及びそれに用いられる繊維材料を提供することを課題とする。
【課題を解決するための手段】
【0012】
本発明者らは、鋭意研究の結果、油剤を含有しないマルチフィラメント糸を、捲き硬度を制御しながら多孔性管に捲き回した繊維材料に超臨界流体又は亜臨界流体を用いてメッキ前処理をし、更に、無電解メッキを行うことで、上記課題を解決できることを見出し、本発明に到達した。
【0013】
すなわち、本発明は、以下の通りである。
(1)油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、
メッキ前処理された繊維材料を、メッキ液に浸漬して無電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
(2)マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である(1)に記載の導電性繊維の製造方法。
(3)マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である(1)又は(2)に記載の導電性繊維の製造方法。
(4)超臨界流体又は亜臨界流体が、二酸化炭素、一酸化二窒素、トリフルオロメタン、ヘキサフルオロエタン、メタン、エタンおよびエチレンからなる群より選ばれる1種以上から主としてなり、その温度が50℃以下である(1)〜(3)のいずれかに記載の導電性繊維の製造方法。
(5)超臨界流体又は亜臨界流体が、水、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、アリルアルコール、ベンジルアルコール、アセトン、プロパン、ブタン、ペンタン、ヘキサン、ヘプタン、オクタン、ベンゼン、トルエン、キシレン、ジベンジルエーテル、トリアジンチオール類、アミン類およびシランカップリング剤類からなる群より選ばれる1種以上の添加剤を含む(1)〜(4)のいずれかに記載の導電性繊維の製造方法。
(6)有機金属錯体が、金、白金、パラジウム、ニッケル、銀、銅、鉄、チタン、亜鉛、アルミニウム、スズ、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルト、インジウム、イットリウム、バリウム、ガリウム、スカンジウム、ジルコニウム、タンタル、モリブデン、タングステン、マンガン、レニウム、オスミウム、イリジウム、タリウム、ルビジウム、セシウム、バナジウム、鉛、ニオブ、クロム、リチウム、カリウムおよびランタノイド族57番〜71番の元素からなる群より選ばれる1種以上の金属を含有する(1)〜(5)のいずれかに記載の導電性繊維の製造方法。
(7)有機金属錯体が、β−ジケトネート錯体類、ジエン錯体類およびメタロセン類からなる群より選ばれる1種以上からなる(1)〜(6)のいずれかに記載の導電性繊維の製造方法。
(8)メッキ液は、銅、銀、金、ニッケル、クロム、スズ、亜鉛、パラジウム、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルトおよびインジウムからなる群より選ばれる1種以上の金属を含んでなる(1)〜(7)のいずれかに記載の導電性繊維の製造方法。
(9)メッキ液に10〜50kHzの振動を付与して無電解メッキ処理する(1)〜(8)のいずれかに記載の導電性繊維の製造方法。
(10)前記無電解メッキ処理の後に、更に、電解メッキ処理を行う(1)〜(9)のいずれかに記載の導電性繊維の製造方法。
(11)油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化する工程とを含む処理を施すことにより金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維材料を製造した後、
製造された繊維材料を、メッキ液に浸漬して電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
(12)油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55であることを特徴とするメッキ用の繊維材料。
(13)マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である(12)に記載のメッキ用の繊維材料。
(14)マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である(12)又は(13)に記載のメッキ用の繊維材料。
【発明の効果】
【0014】
本発明の導電性繊維の製造方法は、多孔性管を芯として、油剤を含有しないマルチフィラメント糸が一定の硬度で捲き回された繊維材料を用いるので、繊維の表面に密着性よく均一に金属皮膜が形成された、軽量かつ高強度で導電性のバラツキの少ない導電性繊維を効率良く製造することができる。
また、開繊処理されたマルチフィラメント糸を用いることにより、繊維表面に金属皮膜が均一に形成されるようになるため、導電性のバラツキがさらに少なくなる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を詳細に説明する。
請求項1記載の導電性繊維の製造方法は、油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、メッキ前処理された繊維材料を、メッキ液に浸漬して無電解メッキ処理を行うことを特徴とする。
【0016】
本発明において、油を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料は、捲き硬度が35〜55の範囲に制御されている。より好ましい捲き硬度は40〜50である。この捲き硬度が制御された繊維材料は、マルチフィラメント糸を多孔性管を芯として捲き回す際に、マルチフィラメント糸に与える張力と捲き取り速度を制御することにより作製することができる。マルチフィラメント糸に与える張力は、マルチフィラメント糸の種類や繊度によって異なるが、0.05〜1.0cN/dtex程度とすることが好ましく、捲き取り速度は、100〜300m/min程度とすることが好ましい。
【0017】
マルチフィラメント糸の捲き硬度が低いほど、マルチフィラメント糸は緩く捲き回されており、捲き回されることで重なり合う繊維糸条同志の密着度合いが小さくなるので、超臨界流体あるいは亜臨界流体が流通し易く、これらの流体中に含有される有機金属錯体がマルチフィラメント糸の表面に均一に吸着するため、引き続いて施される無電解メッキ処理によりマルチフィラメント糸の表面に均一な金属皮膜が形成される。しかしながら、マルチフィラメント糸の捲き硬度が35未満であると、多孔性管に捲き回したマルチフィラメント糸が、メッキ前処理等を行う際に自重によりずり落ちてしまうため好ましくない。 一方、マルチフィラメント糸の捲き硬度が55超の場合、捲き回されたマルチフィラメント糸同志が強く重なり合うために超臨界流体あるいは亜臨界流体が流通しにくいため、有機金属錯体のマルチフィラメント糸表面への吸着が不均一となり、結果として、無電解メッキ処理により形成される金属皮膜も不均一となるため好ましくない。
【0018】
なお、上記の捲き硬度は次のようにして測定される。多孔性管に捲き回された繊維材料の表面にゴム硬度計の押し針を、糸の表面に糸と垂直になる状態で押し付け、その時の数値を読み取る。測定は、多孔性管に捲き回された繊維材料の外周上にある任意の部位3点で行い、その平均値を捲き硬度として得た。
【0019】
本発明では、マルチフィラメント糸は油剤を含有していない。油剤が存在すると、後工程でマルチフィラメント糸に有機金属錯体が吸着しにくくなり、メッキ処理で形成させた金属皮膜が剥離脱落を起こし易くなるからである。油剤を含有しないマルチフィラメント糸としては、油剤による処理が施されていないものを用いることが好ましい。一般にマルチフィラメント糸を製造する際には、植物油等の油剤をフィラメント糸に被覆するか又は含有させるので、油剤を含有するマルチフィラメント糸を用いる場合は、多孔性管に捲き回す前に油剤の除去処理を行ったものを用いる必要がある。油剤の除去は界面活性剤等を含む熱水処理等の公知の方法で実施される。製造時から油剤を含有しない無油剤フィラメント糸を用いてもよい。
【0020】
マルチフィラメント糸としては、マルチフィラメント糸であれば特に限定されず、例えば、レーヨン、キュプラ等の再生繊維、アセテート等の半合成繊維、合成繊維、炭素繊維のマルチフィラメント糸が挙げられる。
【0021】
上記合成繊維としては、例えば、アラミド、ナイロン(例えば、ナイロン11、ナイロン12、ナイロン46、ナイロン6、ナイロン66等)等のポリアミド系繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、アクリル系繊維、ポリエステル系繊維、ポリウレタン系繊維、ポリエチレン、ポリプロピレン等のポリオレフィン系繊維、ポリ塩化ビニル系繊維、ポリ塩化ビニリデン系繊維、ポリビニルアルコール系繊維、フッ素系繊維(例えば、ポリ四フッ化エチレン(PTFE)等)等が挙げられ、これらの繊維を複数組み合わせてなる複合繊維でもよい。なお、合成繊維としては、メッキが施されたときに良好な導電性を発揮する点で、繊維長が長い方が有利であることより、フィラメント(長繊維)が用いられる。
【0022】
上記合成繊維の中で、アラミド繊維又はポリパラフェニレンベンゾビスオキサゾール繊維は、高機能繊維であり、強度に優れ、従来メッキ処理が困難であったので好ましく用いられる。また、フッ素系繊維も好適に用いられる。
【0023】
上記アラミド繊維としては、メタ系アラミド繊維とパラ系ポリアミド繊維があり、メタ系アラミド繊維としては、例えば、ポリメタフェニレンイソフタルアミド繊維(デュポン社製、商品名「ノーメックス」あるいは帝人テクノプロダクツ株式会社製、商品名「コーネックス」等)等のメタ系全芳香族ポリアミド繊維が挙げられる。また、パラ系アラミド繊維としては、例えば、ポリパラフェニレンテレフタルアミド繊維(東レ・デュポン株式会社製、商品名「ケブラー」等)、コポリパラフェニレン−3,4´−ジフェニルエーテルテレフタルアミド繊維(帝人テクノプロダクツ株式会社製、商品名「テクノーラ」等)等のパラ系全芳香族ポリアミド繊維が挙げられる。これらのアラミド繊維の中では、引張り弾性率が高く、しなやかであるパラ系アラミド繊維が好ましく、更に、耐熱性や燃え難さの指標である限界酸素指数が高く、金属メッキが施し易いポリパラフェニレンテレフタルアミド繊維が特に好ましい。
【0024】
上記炭素繊維としては、従来公知の任意の炭素繊維が使用可能であり、例えば、ポリアクリロニトリル(PAN)系の炭素繊維、ピッチ系の炭素繊維等が挙げられる。
【0025】
上記マルチフィラメント糸は、開繊処理されたマルチフィラメント糸であることが好ましく、開繊処理されることにより、糸条を形成するフィラメント糸が解き放たれ、後工程で後述のプラズマ照射が均一になされたり、有機金属錯体が均一に吸着し易くなるからである。開繊処理は、公知の方法に従って行えばよく、例えば水流による開繊、液体を媒体とした振動による開繊、ロールによる加圧での加工による開繊又は空気流或いは吸引気流を用いた開繊等が挙げられる。
【0026】
上記マルチフィラメント糸の形状は特に限定されず、単糸繊度、繊維の断面形状等は任意である。マルチフィラメント糸の総繊度は、1700dtex以下が好ましく、より好ましくは100〜1000dtex、特に好ましくは200〜500detxである。総繊度(フィラメント糸の数)が小さい程、フィラメント糸が開繊され易くなり、有機金属錯体がフィラメント糸表面に均一に吸着し易い。
【0027】
また、開繊処理されたマルチフィラメント糸の表面には、有機金属錯体の吸着が容易になるように、親水性の極性基(例えば、水酸基、アミド基、カルボキシル基、ケトン基等)が導入されているのが好ましい。親水性の極性基の導入方法としては、公知の任意の方法を用いることができ、例えば、プラズマ処理、電子線照射処理、グラフト化処理、極性基を有する化合物の溶液に浸漬する処理等が挙げられる。従って、例えば、フッ素系繊維としては、プラズマ処理によって親水基が導入されたフッ素系繊維が好ましく、例えば、酸素プラズマ処理したPTFE(ポリテトラフルオロエチレン)繊維を用いることにより、有機金属錯体が繊維表面に吸着しやすくなり、後のメッキ処理により良好な金属皮膜(例えば、銅皮膜等)を形成できるので好ましい。また、ポリアミド系繊維にプラズマ処理を施して繊維表面にアミド基等の極性基を導入することにより、より密着性の向上した金属皮膜をメッキ処理によって形成することができる。
【0028】
こうしたプラズマ処理におけるプラズマの種類としては、酸素プラズマ、窒素プラズマ、アルゴンプラズマ等が挙げられ、プラズマ処理の方法としては、通常のプラズマ処理装置を用い、好ましくは出力10〜300W、プラズマ照射時間30秒〜15分程度の条件で行うことができる。
【0029】
マルチフィラメント糸を捲き回すのに用いられる多孔性管は、材質は特に限定されず、例えば、孔径100〜1000μm程度の孔を多数有する多孔質セラミックからなる管を用いることができる。また、ステンレス等の金属管、プラスチック管あるいは無孔質セラミック管等の管肉に多数の貫通孔を穿設して用いることができる。上記管内に穿設される貫通孔の形状や数は特に限定されず、超臨界流体又は亜臨界流体の流通を考慮して適宜定めればよい。超臨界流体あるいは亜臨界流体は、多孔性管の内側から貫通孔を経由して、捲き回された繊維材料の外周部へ向かう方向、あるいはその逆方向に移動するのが好ましいので、超臨界流体又は亜臨界流体のこうした移動が確保できる範囲で、多孔性管の外径あるいは穿設される貫通孔の形状や数が適宜設定される。例えば、多孔性管の外径を50〜80mm程度、孔径を0.1〜5mm程度、隣接する孔との間隔を0.2〜10mm程度とすることが好ましい。多孔性管の内径や高さは特に限定されず、多孔性管の材質や装置の大きさ等を考慮して適宜設定すればよい。更に、超臨界流体又は亜臨界流体を均一に分散させるために、上記の多数の貫通孔を穿設してなる多孔性管の外周に目の細かいネット状材等を捲いてからマルチフィラメント糸を捲き回すようにして使用することもできる。
【0030】
多孔性管に捲き回されるマルチフィラメント糸の量は、使用する多孔性管の大きさや貫通孔の孔径、数等により異なるが、通常、20mm〜50mm程度の厚みに捲き回される。捲き回される繊維糸条の厚みが小さすぎる場合は、処理できる繊維糸条が少なくなり非効率的となるため好ましくない。一方、捲き回される繊維糸条の厚みが大きすぎる場合は、多孔性管の貫通孔と捲き回された繊維材料の外周部を結ぶ多孔性管に対して垂直方向の超臨界流体又は亜臨界流体の移動が妨げられ、多孔性管に対して平行の移動が生じるようになり、結果としてフィラメント糸の表面への有機金属錯体の均一な吸着が阻害されるため好ましくない。
【0031】
本発明において、超臨界流体又は亜臨界流体は、特に限定されず、公知の1種又は2種以上を混用して使用することができ、二酸化炭素、一酸化二窒素、トリフルオロメタン、ヘキサフルオロエタン、メタン、エタン及びエチレンからなる群より選ばれる1種以上から主としてなる超臨界流体又は亜臨界流体が好ましい。超臨界流体又は亜臨界流体の温度は、特に限定されないが、温度が50℃以下の超臨界流体又は亜臨界流体を用いることは、省エネルギー、設備設置コストの削減、設備面メンテナンスの容易性や低コスト化等の点より特に好ましい。二酸化炭素は、臨界温度304K(31℃)、臨界圧力7.4MPaで超臨界流体となり、かつ引火性や爆発性がなく安全であり、入手も容易であることから最も好適に用いることができる。
【0032】
繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬する際の温度および圧力条件は、超臨界状態又は亜臨界状態が実現される温度および圧力条件の範囲で適宜設定すればよい。好ましい条件は、繊維の種類や、超臨界流体又は亜臨界流体の種類によっても異なるが、一般には温度を臨界温度以上650K以下、圧力を臨界圧力以上35MPa以下とすることが好ましい。浸漬時間は5〜120分間程度が好ましい。超臨界流体又は亜臨界流体として二酸化炭素を用いる場合には、浸漬温度は304K以上423K以下、圧力は5〜35MPa、浸漬時間5〜60分間の条件が好ましく、より好ましい温度条件は304K以上323K(50℃)である。こうした低温で浸漬処理を行う利点として、上記の省エネルギーや設備コスト等の利点の他に、耐熱性に乏しい有機繊維を処理する場合でも、繊維の特性を損なうことなく処理できる点が挙げられる。
【0033】
上記の有機金属錯体としては、例えば、M(OR)n、M(OCOR)n、M(OSO3R)nもしくはM(RCOCH2COR)nの化学式で示される錯体、あるいは下記(1)の化学式で示されるジエン類の錯体、下記(2)の化学式で示されるメタロセン類の錯体が挙げられる。なお、それらいずれの化学式においても、Mは金属を表わし、Rは水素、炭化水素基又はCF3を表わす。
【0034】
【化1】
【0035】
【化2】
【0036】
上記化学式中のRで表わされる炭化水素基の炭素数は特に限定されないが、好ましくは1〜50である。かかる炭化水素基としては、例えば飽和脂肪族炭化水素基、飽和脂肪族炭化水素基、脂環式炭化水素基、脂環式−脂肪族炭化水素基、芳香族炭化水素基、芳香族−脂肪族炭化水素基等が挙げられる。
【0037】
飽和脂肪族炭素基の具体例としては、メチル、エチル、n−プロピル、イソプロピル、n−ブチル、イソブチル、tert−ブチル、n−ペンチル、イソペンチル、ネオペンチル、tert−ペンチル、2−メチルブチル、n−へキシル、イソヘキシル、3−メチルペンチル、エチルブチル、n−ヘプチル、2−メチルへキシル、n−オクチル、イソオクチル、tert−オクチル、2−エチルへキシル、3−メチルへプチル、n−ノニル、イソノニル、1−メチルオクチル、エチルへプチル、n−デシル、1−メチルノニル、n−ウンデシル、1,1−ジメチルノニル、n−ドデシル、n−テトラデシル、n−ヘプタデシルおよびn−オクタデシル基、並びにエチレンやプロピレン、ブチレンの重合物あるいはそれらの共重合物よりなる基等の炭化水素基が挙げられる。
【0038】
不飽和脂肪族炭化水素基の具体例としては、ビニル、アリル、イソプロペニル、2−ブテニル、2−メチルアリル、1,1−ジメチルアリル、3−メチル−2−ブテニル、3−メチル−3−ブテニル、4−ペンテニル、ヘキセニル、2−フェニルビニル、オクテニル、ノネニルおよびデセニル基、並びにアセチレンやブタジエン、イソプロピレンの重合物あるいはそれらの共重合物よりなる基等の炭化水素基が挙げられる。
【0039】
脂環式炭化水素基の具体例としては、シクロプロピル、シクロブチル、シクロペンチル、シクロへキシル、シクロヘプチル、シクロオクチル、3−メチルシクロへキシル、4−メチルシクロへキシル、4−エチルシクロへキシル、2−メチルシクロオクチル、シクロプロペニル、シクロブテニル、シクロペンテニル、シクロヘキセニル、シクロヘプテニル、シクロオクテニル、4−メチルシクロへキセニル、4−エチルシクロへキセニルおよびシクロペンタジエニル基等の炭化水素基が挙げられる。
【0040】
脂環式−脂肪族炭化水素基の具体例としては、シクロプロピルエチル、シクロブチルエチル、シクロペンチルエチル、シクロへキシルメチル、シクロへキシルエチル、シクロヘプチルメチル、シクロオクチルエチル、3−メチルシクロへキシルプロピル、4−メチルシクロへキシルエチル、4−エチルシクロへキシルエチル、2−メチルシクロオクチルエチル、シクロプロペニルブチル、シクロブテニルエチル、シクロペンテニルエチル、シクロヘキセニルメチル、シクロヘプテニルメチル、シクロオクテニルエチル、4−メチルシクロへキセニルプロピルおよび4−エチルシクロへキセニルペンチル基等の炭化水素基が挙げられる。
【0041】
芳香族炭化水素基の具体例としては、フェニル、ナフチル、4−メチルフェニル、3,4−ジメチルフェニル、3,4,5−トリメチルフェニル、2−エチルフェニル、n−ブチルフェニル、t−ブチルフェニル、アミルフェニル、へキシルフェニル、ノニルフェニル、2−tert−ブチル−5−メチルフェニル、シクロへキシルフェニル、クレジル、オキシエチルクレジル、2−メトキシ−4−tert−ブチルフェニルおよびドデシルフェニル基等のアリール基が挙げられる。
【0042】
芳香族−脂肪族炭化水素基の具体例としては、ベンジル、1−フェニルエチル、2−フェニルエチル、2−フェニルプロピル、3−フェニルプロピル、4−フェニルブチル、5−フェニルペンチル、6−フェニルヘキシル、1−(4−メチルフェニル)エチル、2−(4−メチルフェニル)エチル、2−メチルベンジルおよび1,1−ジメチル−2−フェニルエチル基等が挙げられる。
【0043】
超臨界流体又は亜臨界流体には、有機金属錯体の溶解性の向上や超臨界流体又は亜臨界流体と繊維との親和性の向上、あるいはメッキ金属皮膜の密着性の向上等の目的で、水、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、アリルアルコール、ベンジルアルコール、アセトン、プロパン、ブタン、ペンタン、ヘキサン、ヘプタン、オクタン、ベンゼン、トルエン、キシレン、ジベンジルエーテル、トリアジンチオール類、アミン類及びシランカップリング剤類からなる群より選ばれる1種以上の添加剤(以下、「エントレーナ」という)が添加されることが好ましい。エントレーナの添加量は、特に限定されないが、一般に、超臨界流体又は亜臨界流体の物質量に対して1〜25モル%が好ましい。
【0044】
上記トリアジンチオール類としては、例えば、トリアジンチオール誘導体の6−位の置換基が−SH、−N(C4H9)2、−NHC6H5及びこれらの金属塩からなる群より選ばれる基であるトリアジンチオール誘導体等が挙げられる。また、アミン類としては、例えば、n−ブチルアブチルアミン、3−アミノ−5−メチルイソオキサゾール等が挙げられる。また、シランカップリング剤類としては、例えば、N−2−(アイノエチル)−3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−メルカプトプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン等が挙げられる。
【0045】
上記有機金属錯体を構成する金属(M)としては、例えば、金、白金、パラジウム、ニッケル、銀、銅、鉄、チタン、亜鉛、アルミニウム、スズ、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルト、インジウム、イットリウム、バリウム、ガリウム、スカンジウム、ジルコニウム、タンタル、モリブデン、タングステン、マンガン、レニウム、オスミウム、イリジウム、タリウム、ルビジウム、セシウム、バナジウム、鉛、ニオブ、クロム、リチウム、カリウム、ランタノイド族57番〜71番の元素からなる群より選ばれる1種以上の金属が挙げられる。ランタノイド族57番〜71番の元素の中では、ネオジウム、サマリウムおよびジスプロシウムが好ましい。
【0046】
二酸化炭素の超臨界流体又は亜臨界流体を用いる場合の好ましい有機金属錯体としては、例えば、β−ジケトネート類(例えば、フッ素系パラジウム錯体)、ジエン類(例えば、ジメチルシクロオクタジエン白金)、メタロセン類(例えば、ニッケロセン)が好ましい。中でも、二酸化炭素の超臨界流体又は亜臨界流体に対する溶解度が高いこと、メッキ処理の際に金属皮膜が均一に成長すること、酸化による触媒活性の低下が小さいこと、あるいは繊維フィラメントに吸着し易いこと等の理由から、フッ素系パラジウム錯体が好ましい。
【0047】
有機金属錯体の使用量は、有機金属錯体の種類によっても変わるが、一般的にマルチフィラメント糸の質量に対して0.1〜10質量%が好ましく、特に好ましくは0.2〜3.0質量%である。有機金属錯体の使用量が少なすぎると、フィラメント糸の表面への有機金属錯体の吸着が不均一になる場合があり、一方、有機金属錯体の使用量を多くしても、フィラメント糸の表面への有機金属錯体の飽和吸着量を越えると、フィラメント糸の内部に染み込むだけで表面への吸着量は増大しないので不経済となる。
【0048】
繊維材料を有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬することにより繊維表面に有機金属錯体を吸着させるには、例えば、耐圧容器からなる反応槽内に繊維材料を配置し、有機金属錯体を含む超臨界流体又は亜臨界流体、好ましくは有機金属錯体が溶解した超臨界流体又は亜臨界流体を導入することにより、該超臨界流体又は亜臨界流体に繊維を浸漬すればよい。
【0049】
有機金属錯体を含む超臨界流体又は亜臨界流体(以下、単に「流体」という)に繊維を浸漬することにより繊維表面に有機金属錯体を吸着させる方法を図面を参照して説明する。図1は、多孔性管に捲き回されてなる繊維材料を、有機金属錯体を含む流体に浸漬するために使用できる装置の一例の概略を示す模式図である。
【0050】
図中110は反応槽であり、循環ポンプ116により、反応槽110内の流体を循環させることができる。この循環によって有機金属錯体の流体への溶解を促進することができる。循環ポンプ116の上流はバルブ115を介して、反応槽110の下部に開口された流体循環用出口114に接続されており、下流側は圧力計117を介して、反応槽110の上部に開口された流体導入口108に接続されている。
【0051】
111は、ステンレス製多孔性管112を芯としてその周囲にマルチフィラメント糸が捲き回されたロール状の多孔性管(以下、「多孔性管ロール」という)であり、ステンレス製多孔性管112が上方を向くように、反応槽110内に設置する。有機金属錯体を供給する有機金属錯体溶解槽107を設置する。導入された有機金属錯体を含む流体は全て多孔性管112内に供給されるようになっている。
【0052】
バルブ106を開いて所定量のエントレーナを予め反応槽110に仕込んだ後、バルブ106を閉じ、次いでバルブ103を開き、流体導入口107より多孔性管112を経由させて、流体を反応槽110に導入する。すなわち、この装置例では、流体が有機金属錯体溶解槽107を経由して、導入口108から多孔性管112の内側の空間に入り、多孔性管112の小孔から出た有機金属錯体を含む流体が、繊維と接触しつつ反応槽110内に導入される。反応槽110に満たされた流体は、流体循環用出口114から出て循環ポンプ116により再び流体導入口108に送られ、装置内を循環する。反応槽110の下部及び側壁113にはヒーターが内蔵されており、反応槽110内を所定の温度に保つようになっている。また、循環ポンプ116の切り替えにより、流体の循環方向を変換することができるようになっている。すなわち、多孔性管112の内側から反応槽110に循環でき、その逆方向にも循環できる。
【0053】
なお、バルブ103の上流側には、供給する流体の圧力を測定する圧力計102が設置され、圧力計102の更に上流側には常用の超臨界流体供給装置としての加圧ポンプ101やボンベ(図示せず)等が接続されている。又、バルブ106の上流には、供給するエントレーナやメッキ液等の圧力を測定する圧力計105が設置されており、圧力計105の更に上流にはエントレーナやメッキ液等の供給装置としての加圧ポンプ104やタンク(図示せず)等が接続されている。
【0054】
所定の時間浸漬処理を行って、繊維表面に有機金属錯体を吸着させた後、流体排出口109を解放して反応槽110内から流体を排出し、徐々に減圧して、多孔性管ロール111を取り出すことにより、繊維表面に有機金属錯体が吸着された繊維材料が得られる。なお、流体排出口109から排出された流体を回収して繰り返し使用することもできる。
【0055】
マルチフィラメント糸の表面に吸着した有機金属錯体は、還元処理を行うことで活性化される。
【0056】
有機金属錯体を還元する方法は、特に限定されないが、熱還元法が好ましい。具体的には、有機金属錯体を吸着させた繊維材料を、該有機金属錯体の熱還元温度以上に設定された温度雰囲気下に置くことで熱還元させることができる。この熱還元処理は、浸漬処理装置から取り出した繊維材料をオーブン等に投入して行うこともできるが、浸漬処理装置に適宜加熱装置を備えさせれば、浸漬処理と同時に、あるいは浸漬処理後流体を排出する前又は排出した後に、浸漬処理装置内で熱還元処理を行うこともできる。すなわち、浸漬処理装置と熱還元処理装置を兼ねることのできる装置を用いることができる。
【0057】
また、用いた繊維材料が熱に弱く、熱還元処理温度まで昇温させることが適当でない場合には、還元剤を用いるとよい。還元剤としては、例えば、水素、テトラヒドロホウ酸ナトリウム、チオ硫酸ナトリウム、過酸化水素、ヒドロキノン等が挙げられ、これらの中から1種を選択して用いることができ、2種以上を選択して併用することもできる。
【0058】
還元剤の使用量は、用いる還元剤の種類によって異なるが、例えば、テトラヒドロホウ酸ナトリウム等の還元剤を使用する場合は、0.1〜15モル濃度の水溶液を添加し、2〜15分間処理すればよい。還元処理によって有機金属錯体内のリガンドが外され、金属になる。
【0059】
また、水素等の気体の還元剤を用いる場合は、浸漬処理後の繊維材料を気密性の容器内に設置してから気体の還元剤を導入し、該容器内の空間に気体の還元剤を満たす方法が好ましく採用される。あるいは、浸漬処理に引き続いて、流体を排出する前に、該流体中に気体の還元剤、例えば、水素を0.01〜15%の濃度になるように吹き込むことで有機金属錯体を還元させてもよい。
【0060】
有機金属錯体の吸着と還元処理によるメッキ前処理を施された繊維材料は、その後にメッキ処理が実施される。該メッキ処理は、無電解メッキ液に繊維材料を浸漬する無電解メッキによって実施される。メッキ前処理方法で処理されたマルチフィラメント糸は、繊維表面が超臨界流体又は亜臨界流体に接触することによって、繊維が膨潤し、超臨界流体又は亜臨界流体に含まれる有機金属錯体が膨潤で生じた隙間に埋め込まれるようになると考えられ、その後還元されると、繊維表面に活性化された触媒活性点が露出するので、繊維表面にアンカー効果のある活性化された金属が形成される。従って、その後に無電解メッキ処理を施すことで繊維表面に密着したメッキ(金属)皮膜を形成することが可能となる。
【0061】
無電解メッキ処理は、大気圧下で実施することもできるし、あるいは超臨界流体又は亜臨界流体の存在下で実施することもできる。無電解メッキ処理により繊維表面に形成されるメッキ皮膜としては、金属単体からなる皮膜、合金からなる皮膜或いはそれらの混合物からなる皮膜であれば特に限定されない。大気圧下で実施する場合は、メッキ前処理された繊維材料を、メッキ液が貯蔵された無電解メッキ槽に浸漬して無電解メッキ処理すればよい。超臨界流体又は亜臨界流体の存在下で無電解メッキを実施する場合は、上記反応槽内で繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して有機金属錯体を吸着させ、次いで有機金属錯体を還元した後、反応槽内に無電解メッキ液を供給して無電解メッキ処理すればよい。
【0062】
上記無電解メッキ処理のためのメッキ液としては、特に限定されず、一般的に常用されるメッキ液を使用することができるが、銅、銀、金、ニッケル、クロム、スズ、亜鉛、パラジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルトあるいはインジウムの中から選ばれる少なくとも1種の金属を含有するメッキ液が好ましい。
【0063】
メッキ皮膜の厚さは、通常0.2μm以上であり、好ましくは0.4μm以上、更に好ましくは0.5〜3.0μmである。厚さが0.2μm未満では、導電性が十分に発現できない場合がある。また、3.0μmより厚くすると導電性繊維の柔軟性が低下する傾向にあり、折れてしまう場合があるので好ましくない。
【0064】
無電解メッキ処理を行う際には、繊維糸条全体にメッキ液が十分に浸透するよう、無電解メッキ槽の底面に超音波振動子を設置する等により、メッキ液に振動を与えながら処理することが好ましい。振動を与えて処理することにより、繊維糸条の内部にメッキ液を迅速に浸透させることができ、又、無電解メッキ処理によって発生する気泡が繊維糸条に吸着してもメッキ液の振動によって直ちに除去できるので、繊維糸条の表面にメッキ液が万遍なく作用して均一な金属皮膜が形成されるようになるので好ましい。
【0065】
上記振動の振動周波数としては、10〜50kHzが好ましい。振動周波数が10kHz未満では、金属の析出速度が遅くなったり、析出反応に伴って発生する気泡の除去が不十分となり均一な金属皮膜の形成が阻害される場合があり、一方、50kHzを越えると、メッキ液が不安定になり濁りが生じる場合があるので好ましくない。
【0066】
電解メッキ処理は無電解メッキ処理に比べてメッキ皮膜の厚さを制御しやすいので、無電解メッキ処理の後に、電解メッキ処理を行うのが好ましい。こうした電解メッキ処理を行うことで、使用目的に応じてメッキ皮膜の厚さを適宜調整し、ひいてはメッキされた繊維の硬さ等の機械的特性や、導電性、導電安定性、耐電圧性等の電気的特性等を調整することができる。なお、無電解メッキ処理と電解メッキ処理を併用する場合には両方のメッキによるメッキ皮膜の厚さが上記の範囲内になるように調整するのが好ましい。
【0067】
請求項11記載の導電性繊維の製造方法は、油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化する工程とを含む処理を施すことにより金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維材料を製造した後、製造された繊維材料を、電解メッキ処理することを特徴とする。
【0068】
上記有機金属錯体を吸着させる工程は、請求項1における工程と同一であるが、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化することにより金属、金属酸化物又は金属硫化物からなる皮膜を繊維表面に形成するのであるから、有機金属錯体が繊維表面に皮膜を形成するように添加されるのが好ましく、有機金属錯体の使用量は繊維の質量に対して5〜50質量%が好ましい。次いで、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化することにより、金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維を製造する。
【0069】
上記有機金属錯体を還元する方法は前述の通りであり、繊維表面に金属皮膜が直接形成される。また、上記有機金属錯体を酸化或いは硫化する方法は、特に限定されないが、例えば、繊維を有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬することにより繊維表面に有機金属錯体を吸着させる工程に引き続き、繊維を流体中に浸漬した状態下で、該流体中に例えば酸素や亜酸化窒素等の気体酸化剤或いは硫化水素等の気体硫化剤を、例えば、0.1〜15%の濃度で吹き込む方法が挙げられる。かかる方法等により有機金属錯体の酸化反応が進み、繊維表面に金属酸化物皮膜或いは金属硫化物皮膜が直接形成される。次いで、製造された繊維材料をメッキ液に浸漬して電解メッキ処理を行い、更に導電性を向上させる。
【実施例】
【0070】
以下、実施例及び比較例を挙げて本発明を更に具体的に説明するが、本発明は以下の実施例のみに限定されるものではない。なお、以下の実施例及び比較例における各特性値の測定方法は次の通りである。
【0071】
〔捲き硬度〕
繊維糸条が多孔性管を芯として捲き回された状態の繊維材料について以下の様に測定した。アスカーゴム硬度計A型(高分子計器株式会社製)を用いて、硬度計の押し針を繊維材料の表面に糸と垂直になる状態で押し付け、硬度計の測定値を読み取る。捲き硬度の測定は、捲き回されている繊維材料の、捲き回された片端から中央部に約1/3寄った部分、中央部、反対側の端から中央部に約1/3寄った部分の、それぞれの部分の外周上の1ケ所、合計3ケ所について測定を行う。
【0072】
〔空隙率〕
繊維糸条が多孔性管に捲き回された状態の繊維材料の空隙率は、特許文献4(特開2008−208456号公報)の明細書の段落[0031]に記載されている方法により求めた。すなわち繊維糸条が捲き回されてなるロール状繊維材料の外径の半径Rおよび捲き回された高さhを測定し、見かけ体積Vaを次式により算出する。
Va=π×(R2−r2)/4×h (ここで、rは多孔性管の外径の半径)
次に、捲き回された繊維材料の質量Wを測定し、当該繊維材料を構成する繊維素材の真密度ρとから、真の体積Vbを、Vb=W/ρとして算出する。そして空隙率Pを、以下の式より算出する。
P=[(Va−Vb)/Va]×100(%)
【0073】
〔導電性〕
JIS C 2525「金属抵抗材料の導体抵抗及び体積抵抗率試験方法」に準拠し、デジタル抵抗計法により2端子測定を行い、導体抵抗値(Ω/m)を測定した。
〔L値〕
超臨界処理、活性化処理後のロール状アラミド繊維材料を外層部、中層部、内層部を分け、それぞれを巻き返して、直径40cmの枷を作り、色差計(SM−4−2 カラーコンピュータ スガ試験機株式会社)で色差(L値)測定を行った。
【0074】
(実施例1)
先ず、油剤を含有しないアラミド繊維糸条を多孔性管を芯として捲き回されてなるアラミド繊維材料(以下、「ロール状アラミド繊維材料」と略記する)を作製した。即ち、外径6cm、内径5.6cm、長さ17.2cmのステンレス製丸管の表面に直径2mmの円形貫通孔が各貫通孔の中心間距離8mmで多数穿設されてなる多孔性管を芯として、油剤を含有しない開繊処理されたアラミド繊維糸条(東レ・デュポン株式会社製、商品名「ケブラー」、総繊度1670dtex、単糸繊度1.7dtex)にプラズマ処理を施したものを、ワインダーを用いて、糸条の張力及び捲き取り速度を調整しながら、外径が約12.0cmになるまで(従って、捲き回されたアラミド繊維糸条の厚さは3.0cmとなる)捲き回し、ロールの高さ15.5cmのロール状アラミド繊維材料(アラミド繊維糸条の総延長4000m)を得た。得られたアラミド繊維材料について、上記測定法に従って求めた3ケ所の部位の捲き硬度は、それぞれ41、38、40で、平均硬度は40であった。また、上記測定法で求めた空隙率は65%であった。
【0075】
上記のチーズ状繊維材料を図1に示した反応槽110内に設置後、槽内にエントレーナであるエタノール250mlをバルブ106を開いて添加すると同時に、上記ロール状繊維材料の質量(多孔管の質量は除く)に対し1質量%相当量の粉末状のヘキサフルオロアセチルアセトネートパラジウムを錯体溶解槽107に入れ、超臨界二酸化炭素流体を、バルブ103にて、導入口108より反応槽110に2.4kg導入した。その後、圧力計102の圧力は15MPa、反応槽110の内部温度を90℃に達しせしめ、循環率75%(ロール内部から外部)と循環率65%(ロール外部から内部)で5分ごとに流体の流れ方向を切り替えながら循環処理させた。このようにして超臨界二酸化炭素流体を循環させつつ60分間の処理を行った後、超臨界二酸化炭素流体を排出口108から分離槽に放出し、ロール状繊維材料を反応槽110から取り出した。この処理後のアラミド繊維は黄色から緑色に変色し、蛍光X線分析装置で分析したところ、Pd元素ピークが検出され、上記浸漬処理によってアラミド繊維表面に有機金属錯体を付着していることが確認できた。
【0076】
次いで、反応槽10から取り出したロール状アラミド繊維材料を、140℃に温度設定したオーブン内に30分間置くことにより、アラミド繊維表面に吸着したパラジウム錯体の活性化処理を行った。
【0077】
上記活性化処理後のロール状アラミド繊維材料を外層部、中層部、内層部を分け、それぞれを巻き返して、1333mごとに直径40cmの枷を作り、色差計(SM−4−2 カラーコンピュータ スガ試験機株式会社)で色差(L値)測定を3点行い、平均値とバラツキの範囲を算出した。未処理の場合のL値84.8に対して、活性化処理後のロール状アラミド繊維材料は、L値は外層部が52.2、中層部が52.7、内層部が49.5で、外中内層部の色差L値バラツキ範囲は3.1と小さかった。超臨界処理時にパラジウムがロール繊維上に均一に付与されたことが分かった。
外層部、中層部、内層部三つ枷の任意部でそれぞれ長さ50cmのサンプル4点を取り、直径4cmの枷(合計12個サンプル)を作製した。これらの各枷について、430mlの純水に、「ATS−ADDCOPPER IW−A(奥野製薬工業株式会社製)」25mlを添加し、更に「ATS−ADDCOPPER IW−M(奥野製薬工業株式会社製)」40ml及び「ATS−ADDCOPPER C(奥野製薬工業株式会社製)」5mlを添加して調製した無電解銅メッキ液中に、10分間浸漬して無電解メッキ処理を行って、メッキされたアラミド繊維を得た。なお、この間、無電解銅メッキ液には42kHzの超音波振動を付与し、無電解銅メッキ液の温度は42±2℃に設定した。
【0078】
上記で得られた3種類の銅メッキされたアラミド繊維について、導体抵抗値を測定した。アラミド繊維材料の外層部を形成していたアラミド繊維からなる枷から得られた銅メッキされたアラミド繊維の平均導体抵抗値は、3.58Ω/m、アラミド繊維材料の中層部のアラミド繊維では平均導体抵抗値は3.70Ω/m、多孔性管の表面部のアラミド繊維では平均導体抵抗値は3.52Ω/mであった。メッキされたアラミド繊維の外中内層部の平均抵抗値は3.60Ω/mで、誤差率は2.50%と小さかった。
【0079】
(実施例2)
油剤を含有しない開繊処理されたアラミド繊維糸条(東レ・デュポン株式会社製、商品名「ケブラー」、総繊度1670dtex、単糸繊度1.7dtex)にプラズマ処理を施したものを、ワインダーを用いて、糸条の張力及び捲き取り速度を調整しながら、外径が約11.0cmになるまで(従って、捲き回されたアラミド繊維糸条の厚さは2.5cmとなる)捲き回し、ロールの高さ15.5cmのロール状アラミド繊維材料(アラミド繊維糸条の総延長4000m)を得た。得られたアラミド繊維材料について、上記測定法に従って求めた3ケ所の部位の捲き硬度は、それぞれ57、54、55で、平均硬度は55であった。また、上記測定法で求めた空隙率は55%であった。
次いで、実施例1と同様の処理を行って、繊維表面に有機金属錯体を吸着させ、活性化させた。活性化処理後のロール状アラミド繊維材料を外層、中層、内層を分け、それぞれ1333mを巻き返して、直径40cmの枷を作った。さらに、実施例1と同様に、色差計でL値測定を行ったところ、L値は外層部が58.6、中層部が57.0、内層部が54.5で、外中内層部の色差L値バラツキ範囲は4.1と小さかった。超臨界処理時にパラジウムがロール繊維上に均一に付与されたことが分かった。
次に外層部、中層部、内層部三つ枷から任意部でそれぞれ長さ50cmのサンプル4点を取り、直径4cmの枷(合計12個サンプル)を作製し、実施例1と同様に無電解メッキ処理を行って、メッキされた繊維糸条を得た。
上記で得られた3種類の銅メッキされたアラミド繊維について、導体抵抗値を測定した。アラミド繊維材料の外層部を形成していたアラミド繊維からなる枷から得られた銅メッキされたアラミド繊維の平均導体抵抗値は、5.18Ω/m、アラミド繊維材料の中層部のアラミド繊維では平均導体抵抗値は4.81Ω/m、多孔性管の内層部のアラミド繊維では導体抵抗値は5.19Ω/mであった。メッキされたアラミド繊維の平均抵抗値は5.06Ω/m、誤差率は4.22%と小さかった。
【0080】
(実施例3)
油剤を含有しない開繊処理されたアラミド繊維糸条(東レ・デュポン株式会社製、商品名「ケブラー」、総繊度440dtex、単糸繊度1.7dtex)にプラズマ処理を施したものを、ワインダーを用いて、糸条の張力及び捲き取り速度を調整しながら、外径が約11.0cmになるまで(従って、捲き回されたアラミド繊維糸条の厚さは2.5cmとなる)捲き回し、ロールの高さ15.5cmのロール状アラミド繊維材料(アラミド繊維糸条の総延長15000m)を得た。得られたアラミド繊維材料について、上記測定法に従って求めた3ケ所の部位の捲き硬度は、それぞれ40、37、38で、平均硬度は38であった。また、上記測定法で求めた空隙率は66%であった。
次いで、実施例1と同様の処理を行って、繊維表面に有機金属錯体を吸着させ、活性化させた。活性化処理後のロール状アラミド繊維材料を外層、中層、内層を分け、それぞれ1333mを巻き返して、直径40cmの枷を作った。さらに、実施例1と同様に、色差計でL値測定を行ったところ、L値は外層部が56.5、中層部が58.0、内層部が55.5で、外中内層部の色差L値バラツキ範囲は2.5と小さかった。超臨界処理時にパラジウムがロール繊維上に均一に付与されたことが分かった。
次に外層部、中層部、内層部三つ枷から任意部でそれぞれ長さ50cmのサンプル4点を取り、直径4cmの枷(合計12個サンプル)を作製し、無電解銅メッキ液中に、30分間浸漬して無電解メッキ処理を行った以外は実施例1と同様に無電解メッキ処理を行って、メッキされた繊維糸条を得た。
上記で得られた3種類の銅メッキされたアラミド繊維について、導体抵抗値を測定した。アラミド繊維材料の外層部を形成していたアラミド繊維からなる枷から得られた銅メッキされたアラミド繊維の平均導体抵抗値は、5.10Ω/m、アラミド繊維材料の中層部のアラミド繊維では平均導体抵抗値は5.24Ω/m、多孔性管の内層部のアラミド繊維では導体抵抗値は5.15Ω/mであった。メッキされたアラミド繊維の平均抵抗値は5.01Ω/m、誤差率は1.37%と小さかった。
【0081】
(比較例1)
実施例1において、ロール状アラミド繊維材料を作製する際に、ワインダーを用いてアラミド繊維糸条の張力及び捲き取り速度を調整し、捲き硬度が30のロール状アラミド繊維材料を得た。得られたアラミド繊維材料の空隙率は75%であった。
上記で得られたロール状アラミド繊維材料について、実施例1と同様にしてメッキ前処理を行ったところ、多孔性管上に巻いた4000m繊維は自重で下方向に沈み、ロールがボビン下方向に滑り、多孔性管上部の直径2mmの穴が多数露出されてしまった。実施例1と同様に、L値を測定したところ、外中内層部の色差L値のバラツキ範囲は9.9と大きかった。繊維は自重で下方向に沈んだため、超臨界流体が圧力損失の小さいロールの高さ方向の上側1/3部分に流れやすく、圧力損失が大きい下側2/3程度のロール部分は流れにくくなったため、パラジウムの付着量に大きな差があったと考えられる。
このロール状アラミド繊維材料について、実施例1と同様にして無電解メッキ処理を行った。銅メッキされたアラミド繊維の導体抵抗値は、アラミド繊維材料の外層部からのアラミド繊維で6.96Ω/m、中層部のアラミド繊維で4.15Ω/m、多孔性管付近の内層部のアラミド繊維で4.68Ω/mであった。その平均抵抗値は5.26Ω/m、誤差率は大きく28.42%であった。
【0082】
(比較例2)
実施例1において、ロール状アラミド繊維材料を作製する際に、ワインダーを用いてアラミド繊維糸条の張力及び捲き取り速度を調整し、捲き硬度が70のロール状アラミド繊維材料を得た。得られたアラミド繊維材料の空隙率は30%であった。
上記で得られたロール状アラミド繊維材料について、実施例1と同様にしてメッキ前処理及び無電解銅メッキ処理を行った。銅メッキされたアラミド繊維の導体抵抗値は、アラミド繊維材料の外層部のアラミド繊維で5.43Ω/m、中層部のアラミド繊維で8.25Ω/m、多孔性管付近の内層部のアラミド繊維で6.06Ω/mであり、その平均抵抗値は6.58Ω/m、誤差率は22.50%と大きかった。
【0083】
上記の実施例及び比較例の結果から、ロール状アラミド繊維の捲き硬度が所定の範囲にあれば、メッキされたアラミド繊維は安定した導電性能を示すのに対し、ロール状アラミド繊維材料の捲き硬度が所定の範囲を外れた場合は、メッキされたアラミド繊維の導電性能が、その繊維が捲き回された部位によって大きく異なり、均一なメッキ状態にないことがわかる。
【産業上の利用可能性】
【0084】
本発明に係る導電性繊維の製造方法によれば、従来の銅線に比べて軽量かつ高強力、フレキシブルな電線用材料を、安価に提供することができる(例えば、アラミド繊維は比重1.44、銅線は8.99)。そのため、自動車や航空機に搭載した場合、大幅な軽量化が可能となり、その結果、燃費向上、二酸化炭素の排出量を低減することができる。
【図面の簡単な説明】
【0085】
【図1】繊維糸条の多孔性管ロールを有機金属錯体を含む流体に浸漬するために使用できる装置の一例の概略を示す模式図である。
【符号の説明】
【0086】
101 ポンプ
102 圧力計
103 バルブ
104 ポンプ
105 圧力計
106 バルブ
107 溶解槽
108 導入口
109 排出口
110 反応槽
111 多孔性管ロール
112 多孔性管
113 器壁
114 流体循環用出口
115 バルブ
116 循環ポンプ
117 圧力計
【特許請求の範囲】
【請求項1】
油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、
メッキ前処理された繊維材料を、メッキ液に浸漬して無電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
【請求項2】
マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である請求項1に記載の導電性繊維の製造方法。
【請求項3】
マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である請求項1又は2に記載の導電性繊維の製造方法。
【請求項4】
超臨界流体又は亜臨界流体が、二酸化炭素、一酸化二窒素、トリフルオロメタン、ヘキサフルオロエタン、メタン、エタンおよびエチレンからなる群より選ばれる1種以上から主としてなり、その温度が50℃以下である請求項1〜3のいずれかに記載の導電性繊維の製造方法。
【請求項5】
超臨界流体又は亜臨界流体が、水、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、アリルアルコール、ベンジルアルコール、アセトン、プロパン、ブタン、ペンタン、ヘキサン、ヘプタン、オクタン、ベンゼン、トルエン、キシレン、ジベンジルエーテル、トリアジンチオール類、アミン類およびシランカップリング剤類からなる群より選ばれる1種以上の添加剤を含む請求項1〜4のいずれかに記載の導電性繊維の製造方法。
【請求項6】
有機金属錯体が、金、白金、パラジウム、ニッケル、銀、銅、鉄、チタン、亜鉛、アルミニウム、スズ、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルト、インジウム、イットリウム、バリウム、ガリウム、スカンジウム、ジルコニウム、タンタル、モリブデン、タングステン、マンガン、レニウム、オスミウム、イリジウム、タリウム、ルビジウム、セシウム、バナジウム、鉛、ニオブ、クロム、リチウム、カリウムおよびランタノイド族57番〜71番の元素からなる群より選ばれる1種以上の金属を含有する請求項1〜5のいずれかに記載の導電性繊維の製造方法。
【請求項7】
有機金属錯体が、β−ジケトネート錯体類、ジエン錯体類およびメタロセン類からなる群より選ばれる1種以上からなる請求項1〜6のいずれかに記載の導電性繊維の製造方法。
【請求項8】
メッキ液は、銅、銀、金、ニッケル、クロム、スズ、亜鉛、パラジウム、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルトおよびインジウムからなる群より選ばれる1種以上の金属を含んでなる請求項1〜7のいずれかに記載の導電性繊維の製造方法。
【請求項9】
メッキ液に10〜50kHzの振動を付与して無電解メッキ処理する請求項1〜8のいずれかに記載の導電性繊維の製造方法。
【請求項10】
前記無電解メッキ処理の後に、更に、電解メッキ処理を行う請求項1〜9のいずれかに記載の導電性繊維の製造方法。
【請求項11】
油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化する工程とを含む処理を施すことにより金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維材料を製造した後、
製造された繊維材料を、メッキ液に浸漬して電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
【請求項12】
油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55であることを特徴とするメッキ用の繊維材料。
【請求項13】
マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である請求項12に記載のメッキ用の繊維材料。
【請求項14】
マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である請求項12又は13に記載のメッキ用の繊維材料。
【請求項1】
油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元して活性化させる工程とを含むメッキ前処理を行った後、
メッキ前処理された繊維材料を、メッキ液に浸漬して無電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
【請求項2】
マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である請求項1に記載の導電性繊維の製造方法。
【請求項3】
マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である請求項1又は2に記載の導電性繊維の製造方法。
【請求項4】
超臨界流体又は亜臨界流体が、二酸化炭素、一酸化二窒素、トリフルオロメタン、ヘキサフルオロエタン、メタン、エタンおよびエチレンからなる群より選ばれる1種以上から主としてなり、その温度が50℃以下である請求項1〜3のいずれかに記載の導電性繊維の製造方法。
【請求項5】
超臨界流体又は亜臨界流体が、水、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、アリルアルコール、ベンジルアルコール、アセトン、プロパン、ブタン、ペンタン、ヘキサン、ヘプタン、オクタン、ベンゼン、トルエン、キシレン、ジベンジルエーテル、トリアジンチオール類、アミン類およびシランカップリング剤類からなる群より選ばれる1種以上の添加剤を含む請求項1〜4のいずれかに記載の導電性繊維の製造方法。
【請求項6】
有機金属錯体が、金、白金、パラジウム、ニッケル、銀、銅、鉄、チタン、亜鉛、アルミニウム、スズ、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルト、インジウム、イットリウム、バリウム、ガリウム、スカンジウム、ジルコニウム、タンタル、モリブデン、タングステン、マンガン、レニウム、オスミウム、イリジウム、タリウム、ルビジウム、セシウム、バナジウム、鉛、ニオブ、クロム、リチウム、カリウムおよびランタノイド族57番〜71番の元素からなる群より選ばれる1種以上の金属を含有する請求項1〜5のいずれかに記載の導電性繊維の製造方法。
【請求項7】
有機金属錯体が、β−ジケトネート錯体類、ジエン錯体類およびメタロセン類からなる群より選ばれる1種以上からなる請求項1〜6のいずれかに記載の導電性繊維の製造方法。
【請求項8】
メッキ液は、銅、銀、金、ニッケル、クロム、スズ、亜鉛、パラジウム、ロジウム、ルテニウム、アンチモン、ビスマス、ゲルマニウム、カドミウム、コバルトおよびインジウムからなる群より選ばれる1種以上の金属を含んでなる請求項1〜7のいずれかに記載の導電性繊維の製造方法。
【請求項9】
メッキ液に10〜50kHzの振動を付与して無電解メッキ処理する請求項1〜8のいずれかに記載の導電性繊維の製造方法。
【請求項10】
前記無電解メッキ処理の後に、更に、電解メッキ処理を行う請求項1〜9のいずれかに記載の導電性繊維の製造方法。
【請求項11】
油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55の繊維材料を、
有機金属錯体を含む超臨界流体又は亜臨界流体に浸漬して繊維表面に有機金属錯体を吸着させる工程と、繊維表面に吸着した有機金属錯体を還元、酸化又は硫化する工程とを含む処理を施すことにより金属、金属酸化物又は金属硫化物からなる皮膜を有する繊維材料を製造した後、
製造された繊維材料を、メッキ液に浸漬して電解メッキ処理を行うことを特徴とする導電性繊維の製造方法。
【請求項12】
油剤を含有しないマルチフィラメント糸が多孔性管を芯として捲き回されてなる繊維材料であって、捲き硬度が35〜55であることを特徴とするメッキ用の繊維材料。
【請求項13】
マルチフィラメント糸が、開繊処理されたマルチフィラメント糸に、プラズマ処理又は電子線照射処理により極性基が導入されたマルチフィラメント糸である請求項12に記載のメッキ用の繊維材料。
【請求項14】
マルチフィラメント糸が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維又は炭素繊維のマルチフィラメント糸である請求項12又は13に記載のメッキ用の繊維材料。
【図1】

【公開番号】特開2010−106316(P2010−106316A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2008−279346(P2008−279346)
【出願日】平成20年10月30日(2008.10.30)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年10月30日(2008.10.30)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
[ Back to top ]