
導電性複合糸及び導電性布帛

【課題】十分な導電性能を有しており、導電性複合糸とすることで、導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができ、クリーンルーム用や医療用の作業用ユニフォーム等の衣料用途や、カーテンなどのインテリア用途及び資材用途に好適に用いられる導電性複合糸及び導電性布帛を提供する。
【解決手段】熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維と導電性繊維が混繊された複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
【解決手段】熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維と導電性繊維が混繊された複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱接着性繊維と導電性繊維が混繊された複合糸又は熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であって、熱接着性繊維を溶融することにより、製品中に導電性繊維が固定しやすくなるものであって、各種の衣料用途、インテリア用途及びフィルター用途、産業資材用途に用いることができる導電性複合糸に関するものである。また本発明は、このような導電性複合糸を含有する織編物、不織布等の布帛に関するものである。
【背景技術】
【0002】
ポリエステル、ポリアミド、ポリオレフィン等の疎水性ポリマーからなる繊維は、機械特性、耐薬品性、耐候性等の多くの長所を有しており、衣料のみならず産業資材用途にも広く用いられている。しかしこれらの繊維は摩擦等による静電気の発生が著しいため、空気中の粉塵を吸引して美観を低下させたり、人体への電撃を与えて不快感を与えたり、さらにはスパークによる電子機器への障害や、引火性物質への引火爆発等の問題を引き起こす場合があり、そのために導電性を付与するための多くの研究がなされてきた。
【0003】
特許文献1には、導電性カーボンブラックや金属粉等の導電性粒子を含有する導電性成分を非導電性ポリマーで包み込んだ芯鞘型の複合繊維が記載されている。このような芯鞘型の複合繊維であれば、導電性粒子は繊維の内部のみに存在するので、操業時のトラブルは生じにくく、操業性よく得ることが可能であった。しかしながら、導電性粒子が繊維内部のみに存在するため、導電性能は不十分であった。
【0004】
一方、特許文献2には、導電性粒子を含有する導電性成分を鞘部に配した芯鞘型の導電性複合繊維が記載されている。このような導電性複合繊維は、操業時のトラブルは生じやすいが、導電性能はかなり満足できるものであった。
【0005】
また、導電性複合繊維は、他の繊維とともに用いて織編物等の布帛にすることが多いが、通常、導電性繊維は導電性カーボンブラックを含有するため、伸縮性が乏しく、織編物としてユニフォーム、フィルター等の製品として用いた際に、生地の伸縮具合によっては、導電性繊維が生地表面に飛び出してしまい、導電性繊維が切断されるという欠点があった。このような飛び出しや切断が生じると、布帛に目的とする導電性能を付与することが困難であった。また、導電性繊維は伸縮性が乏しいことから摩擦や摩耗によって、強伸度特性も低下しやすいという問題があった。
【0006】
特許文献3には、弾性繊維を芯糸としその周囲に合成繊維フィラメントを二重に巻付けてなるダブルカバリング弾性糸において、カバリング用下巻糸が導電性無機粉末を含有する導電糸であり、カバリング用上巻糸が捲縮加工糸であるものが記載されている。
【0007】
しかしながら、この制電性カバリング弾性糸は、ストッキング用途に使用するものであり、静電気の除去を目的とするものであるため、導電性能は不十分であり、また、生地表面への飛び出しの防止も不十分なものであった。
【特許文献1】特開平09−143821号公報
【特許文献2】WO2002/075030号公報
【特許文献3】特開平11−279881号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上記のような問題点を解決するもので、十分な導電性能を有しており、熱接着性繊維を用いた導電性複合糸とすることで、熱接着性繊維を溶融させた後は導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができ、導電性能を長期間維持することが可能となり、クリーンルーム用や医療用の作業用ユニフォーム等の衣料用途や、カーテンなどのインテリア用途及び資材用途に好適に用いられる導電性複合糸及び導電性布帛を提供することを技術的な課題とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために検討した結果、本発明に到達した。すなわち、本発明は次の(1)〜(3)を要旨とするものである。
(1)熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維と導電性繊維が混繊された複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
(2)熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
(3)(1)又は(2)記載の導電性複合繊維を少なくとも一部に用いた布帛であって、表面漏洩抵抗値が1×104Ω〜1×109Ωであることを特徴とする導電性布帛。
【0010】
以下、本発明について詳細に説明する。
本発明の導電性複合糸は、熱接着性繊維と導電性繊維からなるものであり、両者が混繊された複合糸又は熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸である。まず、導電性繊維について説明する。
【0011】
導電性繊維は、複数の単糸からなるマルチフィラメントであって、各単糸は、ポリエステル系樹脂からなる非導電性成分と、導電性粒子を含有するポリエステル系樹脂からなる導電性成分とで構成される複合繊維であることが好ましい。そして各単糸は、繊維の長手方向に対して垂直に切断した横断面において、非導電性成分中に導電性成分部分が存在し、かつ導電性成分は一部が繊維表面に露出している形状を呈しているものであることが好ましい。
【0012】
まず、導電性成分について説明する。導電性成分のポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)等を用いることができ、これらを単独あるいはブレンドや共重合したものも用いることができる。
【0013】
中でもPBTを用いることが好ましい。PBTは非常に結晶性の高い樹脂であることから、導電性粒子の配列欠陥を少なくさせるものであり、導電性粒子の性能を効率よく得ることができる。さらには、PBTに特定の共重合成分を含有させることによって、導電性粒子の含有量を増加させることができ、導電性能の向上を図ることができる。
【0014】
このような共重合成分としては、イソフタル酸やアジピン酸が好ましく、どちらか一方、もしくは両者を共重合成分として、共重合させることが好ましい。これにより、導電性成分と導電性粒子との相溶性(表面濡れ性)を向上させ、導電性粒子の混入量を増加させることができ、優れた導電性能を有するものとすることができる。さらにはポリマーの柔軟性が向上し、紡糸延伸工程をスムーズに行うことができ、長さ方向に均一な導電性能を有するものとすることができる。
【0015】
これらの共重合成分のPBT中の共重合量としては、イソフタル酸とアジピン酸を併用する場合、どちらか一方のみを用いる場合ともに、全体の共重合量を5〜55モル%とし、中でも10〜50モル%とすることが好ましい。
【0016】
共重合量が5モル%未満では、導電性粒子との相溶性(表面濡れ性)の向上が得られず、導電性粒子の混入量の増加やポリマーの柔軟性が向上することによる導電性粒子の配列の向上効果を奏することができない。一方、55モル%を超えると、ポリマー自体が完全に非結晶になるため、導電性粒子のポリマー中へ分散が困難となる。
【0017】
また、導電性成分に含有される導電性粒子としては、導電性カーボンブラックや金属粉末(銀、ニッケル、銅、鉄、錫あるいはこれらの合金等)、硫化銅、沃化銅、硫化亜鉛、硫化カドミウム等の金属化合物が挙げられる。また、酸化錫に酸化アンチモンを少量添加したり、酸化亜鉛に酸化アルミニウムを少量添加して導電性粒子としたものも挙げられる。
【0018】
さらには、酸化チタンの表面に酸化錫をコーティングし、酸化アンチモンを混合焼成し、導電性粒子としたものも用いることができる。中でも好ましいものは、導電性繊維の性能向上として汎用的に使用され、他の金属粒子と比較し、ポリマー流動性を阻害しにくい導電性カーボンブラック(アセチレンブラック、ケッチェンブラック等)である。
【0019】
また、導電性粒子の粒径は、特に限定されるものではないが、平均粒径が1μm以下のものとすることが好ましい。1μmを超えると、導電性粒子のポリマー中への分散性が悪くなりやすく、導電性能や強伸度特性の低下した繊維となりやすい。
【0020】
導電性成分における導電性粒子の含有量については、導電性粒子の種類、導電性能、粒子径、粒子の連鎖形成能及び用いるポリマーの特質によって適宣選択すればよいが、導電性成分中の5〜50質量%とすることが好ましく、さらに好ましくは10〜40質量%である。含有量が5質量%未満では、導電性能が不十分になる場合があり、また、50質量%を超えると、導電性粒子のポリマー中への分散が難しくなるので好ましくない。
【0021】
非導電性成分のポリエステル系樹脂は、溶融紡糸可能なあらゆるポリエステルポリマーが適用可能であるが、中でも、PET、ポリエチレンオキシベンゾエート、PBT等を用いることができる。また、目的に応じてこれらのポリマーの共重合体や混合物としてもよい。なお、非導電性成分と導電性成分との剥離を防止するという点から、導電性成分との相溶性を考慮することが好ましい。
【0022】
また、導電性成分と非導電性成分のポリエステル系樹脂中には、効果を損なわない範囲であれば目的に応じて、ワックス類、ポリアルキレンオキシド類、各種界面活性剤、有機電解質等の分散剤や酸化防止剤、紫外線吸収剤等の安定剤、着色剤、顔料、流動性改善剤、その他の添加剤を加えることもできる。
【0023】
次に、本発明における導電性繊維の複合形態について図面を用いて説明する。
本発明における導電性繊維は、繊維の長手方向に対して垂直に切断した横断面において、非導電性成分中に導電性成分部分が存在し、かつ導電性成分は一部が繊維表面に露出していることが好ましい。
【0024】
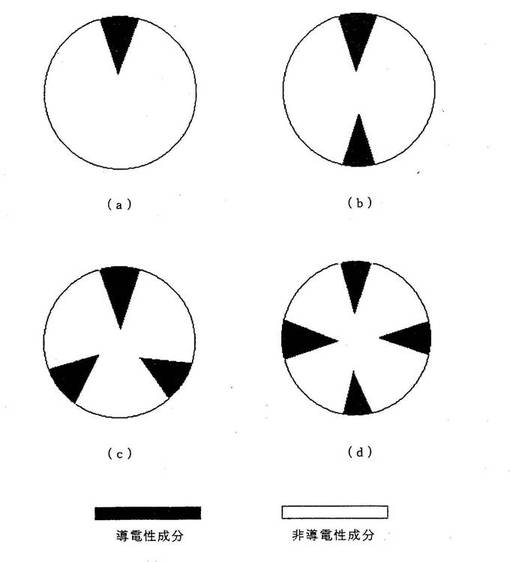
つまり、一例としては、図1(a)〜(d)に示すように、略三角形状の導電性成分部分が非導電性成分中に存在しており、導電性成分の一部(略三角形状の一辺)が繊維表面に露出しているようなものが挙げられる。導電性成分部分の形状は特に限定されるものではなく、四角形や半円形状のものであってもよい。
【0025】
図1(a)は、導電性成分部分の数が1個であるもの、(b)は2個、(c)は3個、(d)は4個であるものの例である。導電性成分部分の数は2〜20個が好ましく、中でも3〜8個が好ましい。導電性成分部分の数が1個であると、繊維表面に露出している部分が湿熱処理後、着用等による負荷を受けた時にクラックが生じたり、破損、欠落すると、導電性能が不十分となり、当初の導電性能を維持できなくなる場合がある。一方、導電性成分部分が20個を超える場合は、繊維表面への露出部分が多くなりやすく、操業時のトラブルや湿熱処理後のクラックが生じやすくなる。このため、導電性成分部分の繊維表面への露出の割合は、円周の3/4以下、中でも1/2以下とすることが好ましく、より好ましくは1/3以下である。
【0026】
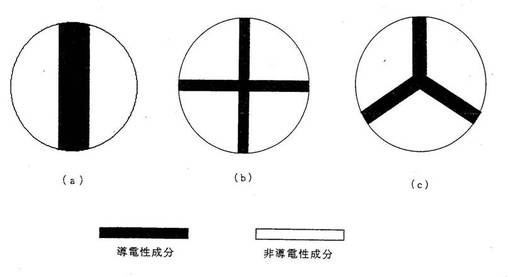
さらに、本発明における導電性繊維の形状として、導電性成分部分の繊維表面に露出している部分が2箇所以上あり、かつ導電性成分部分が繊維中心部付近を連通する形状を呈していることが好ましい。その一例としては、図2(a)〜(c)に示すようなものが挙げられる。図2(a)は、導電性成分部分が繊維の中心部付近を通って一直線状に配置されているものであり、繊維表面に露出している部分が2箇所のものである。(b)は、導電性成分部分が繊維の中心部付近を通って十字形状に配置されており、繊維表面に露出している部分が4箇所のものである。(c)は、導電性成分部分が繊維の中心部付近を通って三方に分かれた形状に配置されており、繊維表面に露出している部分が3箇所のものである。
【0027】
このように、導電性成分部分が繊維中心部付近を連通し、かつ繊維表面に2箇所以上露出していることにより、繊維表面に多数の導電性の接点が存在し、かつそれらの接点間が中心部を介して導通することにより電気の流れが多方向で可能となるので、導電性に優れた繊維とすることができる。このため、中でも導電性成分の繊維表面に露出している部分が3箇所以上とすることが好ましい。ただし、露出している部分の箇所が増えると、繊維表面への露出部分が多くなりやすく、操業時のトラブルや滅菌処理後のクラックが生じやすくなるため、3〜8箇所とすることが好ましい。また、導電性成分部分の繊維表面への露出の割合は、円周の3/4以下、中でも1/2以下とすることが好ましく、より好ましくは1/3以下である。
【0028】
また、非導電性成分と導電性成分の複合比率は、非導電性成分が60〜90質量%、導電性成分が40〜10質量%とすることが好ましく、より好ましくは非導電性成分が70〜85質量%、導電性成分が30〜15質量%である。導電性成分の複合比率が10質量%未満では、導電性性能が十分でない場合があり、一方、導電性成分の複合比率が40質量%を超えると、強伸度特性等の糸質性能が劣ったり、操業時のトラブルや滅菌処理後のクラックが生じやすくなる。
【0029】
次に、熱接着性繊維について説明する。熱接着性繊維は、熱接着性成分を鞘部に配した芯鞘型の複合繊維であるが、中でも、複数の単糸からなるマルチフィラメントであって、各単糸は、アルキレンテレフタレート単位を主体とする融点220℃以上のポリエステルAと融点がポリエステルAより30℃以上低い熱接着性成分であるポリエステルBからなり、ポリエステルAを芯部にポリエステルBを鞘部に配した芯鞘型複合繊維であることが好ましい。
【0030】
ポリエステルAの融点が220℃未満になると、熱接着性繊維を安定して製糸することが困難となるばかりでなく、得られる複合糸として布帛等の繊維構造物に用いた場合に、繊維構造物を熱処理したときの寸法安定性が低下する。ポリアルキレンテレフタレートの具体例としては、PETやポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)が挙げられ、これらを単独、あるいはブレンド、または共重合して用いることができる。
【0031】
また、このようなポリエステルAには、本発明の効果を損なわない範囲であれば、共重合成分として、イソフタル酸、5−ナトリウムスルホイソフタル酸、無水フタル酸、ナフタレンギカルボン酸、トリメリット酸、ピロメリット酸、アジピン酸、アゼライン酸、セバシン酸、ドデカン2酸、4−ヒドロキシ安息香酸、e−カプロラクトン、燐酸等の酸成分、グリセリン、ジエチレングリコール、1,4−ブタンジオール、トリメチルプロパン、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、ペンタエリスリトール、2,2−ビス{4−(β−ヒドロキシ)フェニル}プロパンのエチレンオキシド付加体等を共重合していてもよい。
【0032】
さらに、本発明の効果を損なわない範囲であれば、酸化防止剤、艶消し剤、着色剤、滑剤、結晶核剤等の添加剤を含有してもよい。
【0033】
ポリエステルBは熱接着性成分であり、融点がポリエステルAより30℃以上低いものとし、融点130〜200℃、ガラス転移点20〜80℃、結晶開始温度90〜130℃であることが好ましい。
【0034】
ポリエステルAとの融点の差が30℃未満であると、ポリエステルBを熱融着させる際の熱処理温度を高温とする必要があり、ポリエステルAの劣化も生じやすくなるため好ましくない。
【0035】
ポリエステルBとしては、1,4−ブタンジオール成分、脂肪族ラクトン成分及びアジピン酸成分のうちの少なくとも一成分と、テレフタル酸成分及びエチレングリコール成分とを含有する共重合ポリエステルとすることが好ましい。特にテレフタル酸成分、脂肪族ラクトン成分、エチレングリコール成分及び1,4−ブタンジオール成分からなる共重合ポリエステルは、比較的結晶化速度が速く、紡糸時や熱接着加工後の冷却の面からも好ましい。なお、脂肪族ラクトン成分としては、炭素数4〜11のラクトンが好ましく、特に好ましいラクトンとしては、ε−カプロラクトン(ε−CL)が挙げられる。
【0036】
なお、ポリエステルB中にもその効果を損なわない範囲であれば、酸化防止剤、艶消し剤、着色剤、滑剤、結晶核剤の添加剤を含有していてもよい。
【0037】
そして、本発明の導電性複合糸は、熱接着性繊維と導電性繊維が混繊された複合糸又は熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であるが、このような複合糸とすることで、導電性繊維単独で織編物等の製品に用いる場合に比べて、優れた効果がある。つまり、導電性繊維は伸縮性が乏しく、織編物としてユニフォーム、フィルター等の製品として用いた際に、生地の伸縮具合によっては、導電性繊維が生地表面に飛び出してしまい、導電性繊維が切断され、目的とする導電性能が得られなくなるといった問題が生じる。また、導電性繊維単独で用いる場合は、強伸度特性においても劣る場合が多い。
【0038】
熱接着性繊維を用いた導電性複合糸とすることで、熱処理を施した後、熱接着性繊維の熱接着性成分が溶融して導電性繊維に融着し、固定されるために、織編物等の製品にした場合に導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができる。また、熱接着性繊維が融着する際には導電性繊維が一定の割合で繊維表面に露出した形状となって固定されるので、電気抵抗値の糸長方向のバラツキも生じないものとなる。
【0039】
本発明の導電性複合糸を熱接着性繊維と導電性繊維が混繊された複合糸とする場合は、両繊維を合撚したものや、エアーを利用したインターレース等で混繊したものが挙げられる。
【0040】
本発明の導電性複合糸を熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸とする場合は、カバリング機を用いたシングルカバリング糸やダブルカバリング糸が挙げられる。本発明の導電性複合糸をカバリング複合糸とする場合、導電性繊維の周りに熱接着性繊維が巻き付いたカバリング複合糸であると、導電性繊維の生地表面への露出が少なくなり、その結果、得られる製品は十分な導電性能が得られなくなるため、本発明においては、熱接着性繊維の周りに導電性繊維が巻き付いた導電性複合糸とする。
【0041】
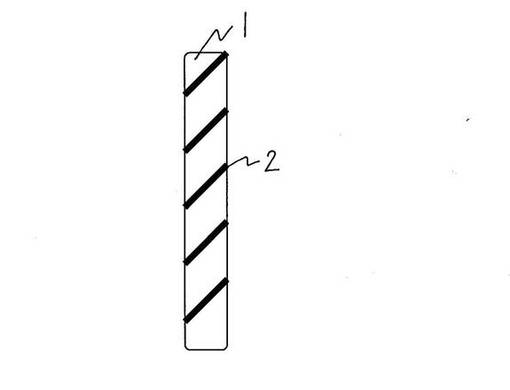
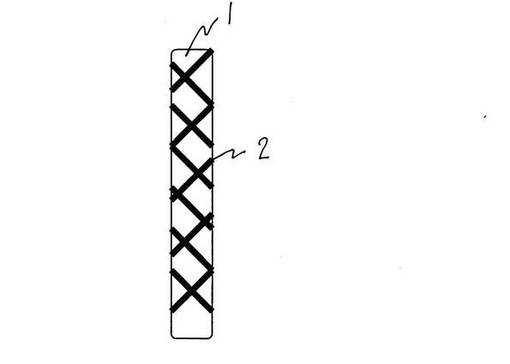
図3はシングルカバリング糸の模式図であり、熱接着性繊維1の周りに導電性繊維2が平行に巻き付いたものである。図4はダブルカバリング糸の模式図であり、熱接着性繊維1の周りに導電性繊維2が2本交差するように巻き付いたものである。
【0042】
そして、カバリングでの撚糸回数は、200〜1000T/Mの範囲が好ましい。200T/M未満であると、カバリング糸とした際の導電性繊維の露出割合が低くなる場合があり好ましくない。一方、1000T/Mを超えると、導電性能は十分に発揮されるが、コストが高くなる。
【0043】
本発明の導電性複合糸(混繊複合糸又はカバリング複合糸)は、熱接着性繊維の総繊度(M)と導電性繊維の総繊度(N)の比(M/N)が50/1〜1/1であることが好ましく、中でも20/1〜1/1であることが好ましく、さらには10/1〜1/1であることが好ましい。
【0044】
熱接着性繊維の総繊度の比が50を超えると、導電性繊維が複合糸表面に露出する割合が少なくなり、その結果、十分な導電性能が得られなくなる。一方、熱接着性繊維の総繊度の比が1未満であると、複合糸全体としての繊度が細くなり、織編物に用いた場合の強度や伸度等の物性が低下しやすくなる。
【0045】
そして、本発明の導電性複合糸は、導電性能として、乾熱処理後の電気抵抗値が1×104Ω/cm〜1×109Ω/cm、中でも1×105Ω/cm〜1×108Ω/cmであることが好ましい。複合糸の電気抵抗値が1×109Ω/cmを超えると、導電性能が不十分となり、得られる布帛を通常の環境下で使用した場合に、布帛の帯電を防止する効果が小さくなる。一方、1×104Ω/cm未満にしようとすると、導電性粒子をポリマーに多量に含有させることが必要となり、繊維物性に悪影響を及ぼすばかりか、紡糸、延伸時にトラブルが生じやすくなる。
【0046】
なお、本発明における導電性複合糸の乾熱処理は、導電性複合糸に熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間行うものをいう。このとき、導電性複合糸を熱風乾燥機中に繊度の1/50gの荷重をかけて吊り下げ、乾燥機中の温度を融点+10℃又は流動開始温度+10℃にして15分間放置する。
【0047】
そして、乾熱処理により熱接着性繊維の熱接着性成分を溶融させた後、放置して熱接着性成分が固化した後に電気抵抗値を測定する。
【0048】
電気抵抗値は、AATCC76法に準じて以下のようにして測定するものである。導電性複合糸(マルチフィラメントもしくは単糸のいずれでもよい)を長さ方向に15cm程度にカットして、10サンプルを採取する。このサンプルの両端の表面にケラチンクリームを塗布し、この表面部分を金属端子に接続し、試料測定長10cmにて、50Vの直流電流を印加して電流値を測定し、下記式で電気抵抗値を算出する。算出した10個のサンプルの電気抵抗値の相加平均値とする。
電気抵抗値=E/(I×L)
E:電圧(V) I:測定電流(A) L:測定長(cm)
【0049】
次に、本発明の導電性複合糸(カバリング複合糸)の製造方法について説明する。
まず、導電性成分を得る方法としては、ベースとなるポリマーの重合段階で導電性粒子を添加する方法や、導電性粒子を後加工でポリマーに添加して溶融混練する方法があるが、用いるポリマーによっては重合段階での添加が困難なものもあるので、後加工で溶融混練する方法が好ましい。
このようにして得られた導電性成分と非導電性成分とを用い、必要に応じて乾燥等の処理を行ってチップ化し、通常の二成分系の複合溶融紡糸装置を用いて複合紡糸する。そして、得られた糸条を延伸、熱処理することによって、導電性繊維を得ることができる。
【0050】
次に、ポリエステルAとして融点が256℃のPETを芯部に用い、鞘部にポリエステルBとして1,4−ブタンジオールを50mol%共重合した融点181℃のポリエチレンテレフタレートを用い、ポリエステルAを芯部にポリマーBを鞘部に配し、芯鞘質量比率1:1となるようにして、通常の二成分系の複合溶融紡糸装置を用いて複合紡糸する。そして、得られた糸条を延伸、熱処理することによって、熱接着性繊維を得ることができる。
得られた導電性繊維と熱接着性繊維を用いてカバリングを行い、カバリング複合糸とする。
【0051】
次に、本発明の導電性布帛について説明する。本発明の導電性布帛は、上記したような本発明の導電性複合糸を少なくとも一部に用いた布帛であって、表面漏洩抵抗値が1×104Ω〜1×109のものであり、中でも1×105Ω〜1×108であることが好ましい。表面漏洩抵抗値は、布帛の電気抵抗値を示すものであり、導電性複合糸の熱接着性繊維の熱接着性成分が溶融した状態で測定するものである。通常は精練や染色工程後に熱セットすることにより熱接着性繊維の熱接着性成分が溶融し、導電性繊維と一体化するものである。
【0052】
導電性複合糸の熱接着性繊維が溶融していない場合は、熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行い、熱接着性成分を溶融させた後、放置して熱接着性成分が固化した後に表面漏洩抵抗値を測定するものである。
【0053】
本発明における表面漏洩抵抗値は、JIS L 1094「参考 表面漏えい抵抗測定法・クリンギング測定法」の表面漏えい抵抗測定法に準じて測定するものである。
【0054】
そして、表面漏洩抵抗値は、経糸方向及び緯糸方向、又はウエール方向及びコース方向にそれぞれ測定を行うが、いずれか一方の測定値が1×104Ω〜1×109Ωを満足することが必要である。
【0055】
表面漏洩抵抗値が1×109Ω以下であることは、布帛自体の帯電が極端に低くなることを示している。このため、半導体や各種IT関連機器や精密部品を製造するクリーンルーム内で使用した際に適したものとなる。
【0056】
表面漏洩抵抗値が1×109Ωを超えると、導電性能が不十分となり、得られる布帛を通常の環境下で使用した場合に、布帛の帯電を防止する効果に乏しいものとなる。一方、1×104Ω未満にしようとすると、導電性複合糸に導電性粒子をポリマー中に多量に含有させることが必要となり、前記したように繊維物性に悪影響を及ぼすばかりか、紡糸、延伸時にトラブルが生じやすくなる。
【0057】
そして、本発明の導電性布帛に占める本発明の導電性複合糸の割合は0.1〜5.0質量%であることが好ましい。0.1質量%未満であると、十分な導電性能を布帛に付与することが困難となりやすい。一方、5.0質量%を超えると、導電性能は十分に付与されているため、布帛としての導電性能の向上は期待できず、コスト的に不利となりやすい。
【0058】
なお、本発明の導電性布帛を構成する導電性複合糸以外の他の繊維としては特に限定されるものではなく、用途に応じて適宜選択することができる。
【0059】
本発明の導電性布帛の種類としては、織編物や不織布、各種のシート等が挙げられる。織物の場合、経糸と緯糸のどちらか一方もしくは両方に本発明の導電性複合糸を用い、織物中に導電性複合糸を10mm以下、より好ましくは1〜5mmの間隔で配置することが好ましい。織組織としては、特に限定されるものではなく、平織、綾織、絡み織等を挙げることができる。
【0060】
編物の場合は、丸編、緯編、経編のいずれでもよく、丸編、緯編の場合は、10mm以下、より好ましくは1〜5mmの間隔で本発明の導電性複合糸をボーダー状に挿入することが好ましい。経編の場合も本発明の導電性複合糸を10mm以下、より好ましくは1〜5mmの間隔でストライプ状に挿入することが好ましい。
【0061】
不織布の場合は、本発明の導電性複合糸を短繊維状にして、他の繊維と混綿して不織布にしたり、他の繊維から得られた不織布中に本発明の導電性複合糸を挿入することが好ましい。
【0062】
本発明の導電性布帛は、上記のように本発明の導電性複合糸を用いたものであるため、導電性繊維の生地表面の飛び出しや脱落がなく、布帛中にしっかりと固定することができ、導電性能を長期間維持することが可能となるものである。
【0063】
このような性能は、導電性布帛をJIS L−1058のスナッグ(金鋸法)試験機にて1時間処理した後に、前記した方法に従って表面漏洩抵抗値を測定し、処理前の表面漏洩抵抗値との比を表面漏洩抵抗値低下率として以下のように算出した場合に、100以下であることが好ましい。
【0064】
なお、このとき表面漏洩抵抗値は、経糸方向及び緯糸方向、又はウエール方向及びコース方向の測定値のうち、処理前の表面漏洩抵抗値が低い方の値(経糸方向又は緯糸方向、ウエール方向又はコース方向)を用いるものとする。
表面漏洩抵抗値低下率=(処理後の表面漏洩抵抗値/処理前の表面漏洩抵抗値)
【発明の効果】
【0065】
本発明の導電性複合糸は、十分な導電性能を有しており、熱接着性繊維を含むものであるため、熱処理により熱接着性繊維の熱接着性成分を溶融させた後は、導電性繊維が複合糸中や製品中で固定されるので、導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができ、導電性性能の耐久性にも優れるものとなる。
【0066】
そして、本発明の導電性布帛は本発明の導電性複合糸を用いているものであるため、クリーンルーム用や医療用の作業用ユニフォーム等の衣料用途や、カーテンなどのインテリア用途及び資材用途に好適に用いることができる。
【実施例】
【0067】
次に、実施例により本発明を具体的に説明する。なお、実施例中の各種の値の測定及び評価は以下のように行った。
1.導電性複合糸の乾熱処理後の電気抵抗値
前記した方法に従って測定、算出した。
2.導電性布帛の表面漏洩抵抗値、導電性能保持率
前記した方法に従って測定、算出した。
【0068】
実施例1
PBTを75質量%、平均粒径0.2 μm の導電性カーボンブラック25質量%を溶融混練し、常法によりチップ化して導電性成分のポリマーを得た。また、イソフタル酸8モル%が共重合された共重合PETを上記と同様に溶融混練し、常法によりチップ化して非導電性成分のポリマーを得た。次に、単糸の横断面形状が図1(c)となるように設計された紡糸口金を用いて、通常の複合紡糸装置より紡糸温度260℃、導電性成分の複合比率20質量%となるように紡糸し、冷却し、オイリングしながら3000m/分の速度で巻き取り、45dtex/2fの未延伸糸を得た。そして、この未延伸糸を90℃の熱ローラを介して1.6倍に延伸し、さらに、190℃のヒートプレートで熱処理を行った後に巻き取り、図1(c)の断面形状を呈する28dtex/2の導電性繊維を得た。
【0069】
熱接着性繊維として、ポリエステルAとして、融点が256℃、極限粘度0.61のPETを芯部に用い、鞘部に熱接着性成分(ポリエステルB)として1,4−ブタンジオールを50mol%共重合した極限粘度0.78、Tm(融点)181℃、Tg(ガラス転移点)48℃の結晶性のポリエチレンテレフタレートを用い、ポリエステルAを芯部にポリマーBを鞘部とし、芯鞘質量比率1:1となるようにして、通常の複合紡糸装置より紡糸温度270℃で溶融紡糸を行った。続いて、冷却、オイリングしながら3000m/分の速度で巻き取り、96dtex/24fの未延伸糸を得た。その後80℃の熱ローラを介して1.71倍に延伸し、さらに、130℃のヒートプレート上で熱処理を行って巻き取り、56dtex/24fの熱接着性繊維を得た。
【0070】
そして、熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸となるように、片岡エンジニアリング社製のカバリング機(PS-D-230)を用い、撚糸回数700T/M、Z撚りで図3に示すようなシングルカバリングのカバリング複合糸を得た。なお、熱接着性繊維の総繊度(M)と導電性繊維の総繊度(N)との繊度比(M/N)は、3/1であった。
【0071】
次いで、通常のPETからなる84dtex/36fのマルチフィラメント(糸条P)と、得られたカバリング複合糸を糸条Qとし、経糸として、糸条Pと糸条Qを10:1の比率で用いた。緯糸には経糸と同様の糸条Pと糸条Qと用いて、ウォータージェットルームにて製織し、糸条Pと糸条Qとの比率が10:1の平織物を得た。このときの生機密度は経糸70本/2.54cm、緯糸60本/cmであった。
【0072】
さらに、上記の平織物に公知の方法で精練、プレセット、染色を行い、糸条Qが経、緯糸ともに約5mm間隔に1本ずつ配列するように仕上げセット(熱風乾燥機で191℃、15分間の熱処理)を行って、平織物を得た。このときの仕上げ密度は、経糸78本/2.54cm、緯糸は72本/2.54cmであった。
【0073】
実施例2
イソフタル酸20モル%、アジピン酸5モル%が共重合された共重合PBT70質量%、平均粒径0.2μmの導電性カーボンブラック30質量%とを溶融混練し、常法によりチップ化して導電性成分のポリマーを得た。また、イソフタル酸8モル%が共重合された共重合PETを用いて上記と同様に溶融混練し、常法によりチップ化して非導電性成分用のポリマーを得た。次に、単糸の横断面形状が図2(c)となるように設計された紡糸口金を用いて、通常の複合紡糸装置より紡糸温度260℃、導電性成分の複合比率20質量%で紡糸し、冷却、オイリングしながら3000m/分の速度で巻き取り、45dtex/2fの未延伸糸を得た。そして、この未延伸糸を90℃の熱ローラを介して1.60倍に延伸し、さらに、190℃のヒートプレート上で熱処理を行って巻き取り、図2(c)記載の断面形状を有する28dtex/2の導電性繊維を得た。
熱接着性繊維として、実施例1と同様のものを用い、実施例1と同様にしてカバリング複合糸及び織物を得た。
【0074】
実施例3
熱接着性繊維として、ポリエステルAとして、融点が255℃、極限粘度0.80のPETを芯部に用い、鞘部に熱接着性成分(ポリエステルB)としてε−カプロラクトンを酸成分に対して15モル%及び1,4−ブタンジオールをジオール成分に対して50モル%共重合した極限粘度0.70、Tm(融点)160℃の結晶性のポリエチレンテレフタレートを用い、ポリエステルAを芯部にポリマーBを鞘部とし、芯鞘質量比率1:1となるようにして、通常の複合紡糸装置より紡糸温度280℃で溶融紡糸を行った。紡出した糸条を冷却した後、続いて油剤を付与して加熱ローラ間で5.2倍の延伸を行い、3%の弛緩熱処理を行った後、速度3000m/分のワインダーに巻き取り、555dtex/48fの熱接着性繊維を得た。
実施例1の熱接着性繊維に代えて上記の熱接着性繊維を用いた以外は実施例1と同様に行い、カバリング複合糸を得た。
【0075】
次いで、通常のPETからなる84dtex/36fのマルチフィラメント(糸条P)と、得られたカバリング複合糸を糸条Qとし、経糸として、糸条Pと糸条Qを6:1の比率で用いた。緯糸には経糸と同様の糸条Pと糸条Qと用いて、ウォータージェットルームにて製織し、糸条Pと糸条Qとの比率が6:1の平織物を得た。さらに、この平織物に公知の方法で精練、プレセット、染色を行い、糸条Qが経、緯糸ともに約5mm間隔に1本ずつ配列するように仕上げセット(熱風乾燥機で170℃の熱処理)を行って、平織物を得た。織物の仕上げ密度は、経糸35本/2.54cm、緯糸は35本/2.54cmであった。
【0076】
実施例4
実施例1で用いた、導電性繊維と熱接着性繊維を用い、インターレース処理を行って混繊糸を得た。インターレース処理条件としては、インターレースノズルとして阿波スピンドル社製MK2を用い、インタレースゾーンのオーバーフィード率を導電性繊維糸条側を3%、熱接着性繊維側を1%とし、空気圧19.6パスカル、糸速120m/minにて処理を行い、混繊糸を得た。
得られた混繊糸を用い、実施例1と同様にして織物を得た。
【0077】
比較例1
実施例1の導電性繊維において、導電性成分のポリマーを芯部に非導電性成分のポリマーを鞘部に配した導電性繊維とした以外は、実施例1と同様にしてカバリング複合糸を得、平織物を得た。
【0078】
比較例2
実施例1のカバリングにおいて、導電性繊維の周りに熱接着性繊維が巻き付いたカバリング複合糸となるようにした以外は実施例1と同様にしてカバリング複合糸を得、平織物を得た。
【0079】
比較例3
熱接着性繊維に代えて、通常のPETからなる56dtex/24fのマルチフィラメントを用いた以外は、実施例1と同様にしてカバリング複合糸を得、平織物を得た。
【0080】
実施例1〜4、比較例1〜3で得られたカバリング複合糸及び織物の特性値を表1に示す。
【0081】
【表1】

【0082】
表1から明らかなように、実施例1〜4のカバリング複合糸及び混繊糸は、電気抵抗値が1×104〜1×109Ω/cmであり、得られた織物の表面漏洩抵抗値が1×104Ω〜1×109Ωであり、表面漏洩抵抗値低下率も低く、導電性能の保持性にも優れたものであった。
【0083】
一方、比較例1のカバリング複合糸は、導電性繊維として、電気抵抗値が低いものを用いたため、比較例2のカバリング複合糸は、導電性繊維の周りに熱接着性繊維が巻き付いたカバリング複合糸であったため、両者ともに電気抵抗値が低く、得られた織物の表面漏洩抵抗値も低いものであった。比較例3のカバリング複合糸は、熱接着性繊維に代えて通常のPETからなるマルチフィラメントを用いたため、得られた織物は、表面漏洩抵抗値低下率が高く、導電性能の保持性に劣るものであった。
【図面の簡単な説明】
【0084】
【図1】本発明の導電性複合糸を構成する導電性繊維を繊維の長手方向に対して垂直に切断した横断面形状を示す一実施態様である。
【図2】本発明の導電性複合糸を構成する導電性繊維を繊維の長手方向に対して垂直に切断した横断面形状を示す他の実施態様である。
【図3】本発明の導電性複合糸のシングルカバリング糸の一実施態様を示す模式図である。
【図4】本発明の導電性複合糸のダブルカバリング糸の一実施態様を示す模式図である。
【技術分野】
【0001】
本発明は、熱接着性繊維と導電性繊維が混繊された複合糸又は熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であって、熱接着性繊維を溶融することにより、製品中に導電性繊維が固定しやすくなるものであって、各種の衣料用途、インテリア用途及びフィルター用途、産業資材用途に用いることができる導電性複合糸に関するものである。また本発明は、このような導電性複合糸を含有する織編物、不織布等の布帛に関するものである。
【背景技術】
【0002】
ポリエステル、ポリアミド、ポリオレフィン等の疎水性ポリマーからなる繊維は、機械特性、耐薬品性、耐候性等の多くの長所を有しており、衣料のみならず産業資材用途にも広く用いられている。しかしこれらの繊維は摩擦等による静電気の発生が著しいため、空気中の粉塵を吸引して美観を低下させたり、人体への電撃を与えて不快感を与えたり、さらにはスパークによる電子機器への障害や、引火性物質への引火爆発等の問題を引き起こす場合があり、そのために導電性を付与するための多くの研究がなされてきた。
【0003】
特許文献1には、導電性カーボンブラックや金属粉等の導電性粒子を含有する導電性成分を非導電性ポリマーで包み込んだ芯鞘型の複合繊維が記載されている。このような芯鞘型の複合繊維であれば、導電性粒子は繊維の内部のみに存在するので、操業時のトラブルは生じにくく、操業性よく得ることが可能であった。しかしながら、導電性粒子が繊維内部のみに存在するため、導電性能は不十分であった。
【0004】
一方、特許文献2には、導電性粒子を含有する導電性成分を鞘部に配した芯鞘型の導電性複合繊維が記載されている。このような導電性複合繊維は、操業時のトラブルは生じやすいが、導電性能はかなり満足できるものであった。
【0005】
また、導電性複合繊維は、他の繊維とともに用いて織編物等の布帛にすることが多いが、通常、導電性繊維は導電性カーボンブラックを含有するため、伸縮性が乏しく、織編物としてユニフォーム、フィルター等の製品として用いた際に、生地の伸縮具合によっては、導電性繊維が生地表面に飛び出してしまい、導電性繊維が切断されるという欠点があった。このような飛び出しや切断が生じると、布帛に目的とする導電性能を付与することが困難であった。また、導電性繊維は伸縮性が乏しいことから摩擦や摩耗によって、強伸度特性も低下しやすいという問題があった。
【0006】
特許文献3には、弾性繊維を芯糸としその周囲に合成繊維フィラメントを二重に巻付けてなるダブルカバリング弾性糸において、カバリング用下巻糸が導電性無機粉末を含有する導電糸であり、カバリング用上巻糸が捲縮加工糸であるものが記載されている。
【0007】
しかしながら、この制電性カバリング弾性糸は、ストッキング用途に使用するものであり、静電気の除去を目的とするものであるため、導電性能は不十分であり、また、生地表面への飛び出しの防止も不十分なものであった。
【特許文献1】特開平09−143821号公報
【特許文献2】WO2002/075030号公報
【特許文献3】特開平11−279881号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上記のような問題点を解決するもので、十分な導電性能を有しており、熱接着性繊維を用いた導電性複合糸とすることで、熱接着性繊維を溶融させた後は導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができ、導電性能を長期間維持することが可能となり、クリーンルーム用や医療用の作業用ユニフォーム等の衣料用途や、カーテンなどのインテリア用途及び資材用途に好適に用いられる導電性複合糸及び導電性布帛を提供することを技術的な課題とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために検討した結果、本発明に到達した。すなわち、本発明は次の(1)〜(3)を要旨とするものである。
(1)熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維と導電性繊維が混繊された複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
(2)熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
(3)(1)又は(2)記載の導電性複合繊維を少なくとも一部に用いた布帛であって、表面漏洩抵抗値が1×104Ω〜1×109Ωであることを特徴とする導電性布帛。
【0010】
以下、本発明について詳細に説明する。
本発明の導電性複合糸は、熱接着性繊維と導電性繊維からなるものであり、両者が混繊された複合糸又は熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸である。まず、導電性繊維について説明する。
【0011】
導電性繊維は、複数の単糸からなるマルチフィラメントであって、各単糸は、ポリエステル系樹脂からなる非導電性成分と、導電性粒子を含有するポリエステル系樹脂からなる導電性成分とで構成される複合繊維であることが好ましい。そして各単糸は、繊維の長手方向に対して垂直に切断した横断面において、非導電性成分中に導電性成分部分が存在し、かつ導電性成分は一部が繊維表面に露出している形状を呈しているものであることが好ましい。
【0012】
まず、導電性成分について説明する。導電性成分のポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)等を用いることができ、これらを単独あるいはブレンドや共重合したものも用いることができる。
【0013】
中でもPBTを用いることが好ましい。PBTは非常に結晶性の高い樹脂であることから、導電性粒子の配列欠陥を少なくさせるものであり、導電性粒子の性能を効率よく得ることができる。さらには、PBTに特定の共重合成分を含有させることによって、導電性粒子の含有量を増加させることができ、導電性能の向上を図ることができる。
【0014】
このような共重合成分としては、イソフタル酸やアジピン酸が好ましく、どちらか一方、もしくは両者を共重合成分として、共重合させることが好ましい。これにより、導電性成分と導電性粒子との相溶性(表面濡れ性)を向上させ、導電性粒子の混入量を増加させることができ、優れた導電性能を有するものとすることができる。さらにはポリマーの柔軟性が向上し、紡糸延伸工程をスムーズに行うことができ、長さ方向に均一な導電性能を有するものとすることができる。
【0015】
これらの共重合成分のPBT中の共重合量としては、イソフタル酸とアジピン酸を併用する場合、どちらか一方のみを用いる場合ともに、全体の共重合量を5〜55モル%とし、中でも10〜50モル%とすることが好ましい。
【0016】
共重合量が5モル%未満では、導電性粒子との相溶性(表面濡れ性)の向上が得られず、導電性粒子の混入量の増加やポリマーの柔軟性が向上することによる導電性粒子の配列の向上効果を奏することができない。一方、55モル%を超えると、ポリマー自体が完全に非結晶になるため、導電性粒子のポリマー中へ分散が困難となる。
【0017】
また、導電性成分に含有される導電性粒子としては、導電性カーボンブラックや金属粉末(銀、ニッケル、銅、鉄、錫あるいはこれらの合金等)、硫化銅、沃化銅、硫化亜鉛、硫化カドミウム等の金属化合物が挙げられる。また、酸化錫に酸化アンチモンを少量添加したり、酸化亜鉛に酸化アルミニウムを少量添加して導電性粒子としたものも挙げられる。
【0018】
さらには、酸化チタンの表面に酸化錫をコーティングし、酸化アンチモンを混合焼成し、導電性粒子としたものも用いることができる。中でも好ましいものは、導電性繊維の性能向上として汎用的に使用され、他の金属粒子と比較し、ポリマー流動性を阻害しにくい導電性カーボンブラック(アセチレンブラック、ケッチェンブラック等)である。
【0019】
また、導電性粒子の粒径は、特に限定されるものではないが、平均粒径が1μm以下のものとすることが好ましい。1μmを超えると、導電性粒子のポリマー中への分散性が悪くなりやすく、導電性能や強伸度特性の低下した繊維となりやすい。
【0020】
導電性成分における導電性粒子の含有量については、導電性粒子の種類、導電性能、粒子径、粒子の連鎖形成能及び用いるポリマーの特質によって適宣選択すればよいが、導電性成分中の5〜50質量%とすることが好ましく、さらに好ましくは10〜40質量%である。含有量が5質量%未満では、導電性能が不十分になる場合があり、また、50質量%を超えると、導電性粒子のポリマー中への分散が難しくなるので好ましくない。
【0021】
非導電性成分のポリエステル系樹脂は、溶融紡糸可能なあらゆるポリエステルポリマーが適用可能であるが、中でも、PET、ポリエチレンオキシベンゾエート、PBT等を用いることができる。また、目的に応じてこれらのポリマーの共重合体や混合物としてもよい。なお、非導電性成分と導電性成分との剥離を防止するという点から、導電性成分との相溶性を考慮することが好ましい。
【0022】
また、導電性成分と非導電性成分のポリエステル系樹脂中には、効果を損なわない範囲であれば目的に応じて、ワックス類、ポリアルキレンオキシド類、各種界面活性剤、有機電解質等の分散剤や酸化防止剤、紫外線吸収剤等の安定剤、着色剤、顔料、流動性改善剤、その他の添加剤を加えることもできる。
【0023】
次に、本発明における導電性繊維の複合形態について図面を用いて説明する。
本発明における導電性繊維は、繊維の長手方向に対して垂直に切断した横断面において、非導電性成分中に導電性成分部分が存在し、かつ導電性成分は一部が繊維表面に露出していることが好ましい。
【0024】
つまり、一例としては、図1(a)〜(d)に示すように、略三角形状の導電性成分部分が非導電性成分中に存在しており、導電性成分の一部(略三角形状の一辺)が繊維表面に露出しているようなものが挙げられる。導電性成分部分の形状は特に限定されるものではなく、四角形や半円形状のものであってもよい。
【0025】
図1(a)は、導電性成分部分の数が1個であるもの、(b)は2個、(c)は3個、(d)は4個であるものの例である。導電性成分部分の数は2〜20個が好ましく、中でも3〜8個が好ましい。導電性成分部分の数が1個であると、繊維表面に露出している部分が湿熱処理後、着用等による負荷を受けた時にクラックが生じたり、破損、欠落すると、導電性能が不十分となり、当初の導電性能を維持できなくなる場合がある。一方、導電性成分部分が20個を超える場合は、繊維表面への露出部分が多くなりやすく、操業時のトラブルや湿熱処理後のクラックが生じやすくなる。このため、導電性成分部分の繊維表面への露出の割合は、円周の3/4以下、中でも1/2以下とすることが好ましく、より好ましくは1/3以下である。
【0026】
さらに、本発明における導電性繊維の形状として、導電性成分部分の繊維表面に露出している部分が2箇所以上あり、かつ導電性成分部分が繊維中心部付近を連通する形状を呈していることが好ましい。その一例としては、図2(a)〜(c)に示すようなものが挙げられる。図2(a)は、導電性成分部分が繊維の中心部付近を通って一直線状に配置されているものであり、繊維表面に露出している部分が2箇所のものである。(b)は、導電性成分部分が繊維の中心部付近を通って十字形状に配置されており、繊維表面に露出している部分が4箇所のものである。(c)は、導電性成分部分が繊維の中心部付近を通って三方に分かれた形状に配置されており、繊維表面に露出している部分が3箇所のものである。
【0027】
このように、導電性成分部分が繊維中心部付近を連通し、かつ繊維表面に2箇所以上露出していることにより、繊維表面に多数の導電性の接点が存在し、かつそれらの接点間が中心部を介して導通することにより電気の流れが多方向で可能となるので、導電性に優れた繊維とすることができる。このため、中でも導電性成分の繊維表面に露出している部分が3箇所以上とすることが好ましい。ただし、露出している部分の箇所が増えると、繊維表面への露出部分が多くなりやすく、操業時のトラブルや滅菌処理後のクラックが生じやすくなるため、3〜8箇所とすることが好ましい。また、導電性成分部分の繊維表面への露出の割合は、円周の3/4以下、中でも1/2以下とすることが好ましく、より好ましくは1/3以下である。
【0028】
また、非導電性成分と導電性成分の複合比率は、非導電性成分が60〜90質量%、導電性成分が40〜10質量%とすることが好ましく、より好ましくは非導電性成分が70〜85質量%、導電性成分が30〜15質量%である。導電性成分の複合比率が10質量%未満では、導電性性能が十分でない場合があり、一方、導電性成分の複合比率が40質量%を超えると、強伸度特性等の糸質性能が劣ったり、操業時のトラブルや滅菌処理後のクラックが生じやすくなる。
【0029】
次に、熱接着性繊維について説明する。熱接着性繊維は、熱接着性成分を鞘部に配した芯鞘型の複合繊維であるが、中でも、複数の単糸からなるマルチフィラメントであって、各単糸は、アルキレンテレフタレート単位を主体とする融点220℃以上のポリエステルAと融点がポリエステルAより30℃以上低い熱接着性成分であるポリエステルBからなり、ポリエステルAを芯部にポリエステルBを鞘部に配した芯鞘型複合繊維であることが好ましい。
【0030】
ポリエステルAの融点が220℃未満になると、熱接着性繊維を安定して製糸することが困難となるばかりでなく、得られる複合糸として布帛等の繊維構造物に用いた場合に、繊維構造物を熱処理したときの寸法安定性が低下する。ポリアルキレンテレフタレートの具体例としては、PETやポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)が挙げられ、これらを単独、あるいはブレンド、または共重合して用いることができる。
【0031】
また、このようなポリエステルAには、本発明の効果を損なわない範囲であれば、共重合成分として、イソフタル酸、5−ナトリウムスルホイソフタル酸、無水フタル酸、ナフタレンギカルボン酸、トリメリット酸、ピロメリット酸、アジピン酸、アゼライン酸、セバシン酸、ドデカン2酸、4−ヒドロキシ安息香酸、e−カプロラクトン、燐酸等の酸成分、グリセリン、ジエチレングリコール、1,4−ブタンジオール、トリメチルプロパン、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、ペンタエリスリトール、2,2−ビス{4−(β−ヒドロキシ)フェニル}プロパンのエチレンオキシド付加体等を共重合していてもよい。
【0032】
さらに、本発明の効果を損なわない範囲であれば、酸化防止剤、艶消し剤、着色剤、滑剤、結晶核剤等の添加剤を含有してもよい。
【0033】
ポリエステルBは熱接着性成分であり、融点がポリエステルAより30℃以上低いものとし、融点130〜200℃、ガラス転移点20〜80℃、結晶開始温度90〜130℃であることが好ましい。
【0034】
ポリエステルAとの融点の差が30℃未満であると、ポリエステルBを熱融着させる際の熱処理温度を高温とする必要があり、ポリエステルAの劣化も生じやすくなるため好ましくない。
【0035】
ポリエステルBとしては、1,4−ブタンジオール成分、脂肪族ラクトン成分及びアジピン酸成分のうちの少なくとも一成分と、テレフタル酸成分及びエチレングリコール成分とを含有する共重合ポリエステルとすることが好ましい。特にテレフタル酸成分、脂肪族ラクトン成分、エチレングリコール成分及び1,4−ブタンジオール成分からなる共重合ポリエステルは、比較的結晶化速度が速く、紡糸時や熱接着加工後の冷却の面からも好ましい。なお、脂肪族ラクトン成分としては、炭素数4〜11のラクトンが好ましく、特に好ましいラクトンとしては、ε−カプロラクトン(ε−CL)が挙げられる。
【0036】
なお、ポリエステルB中にもその効果を損なわない範囲であれば、酸化防止剤、艶消し剤、着色剤、滑剤、結晶核剤の添加剤を含有していてもよい。
【0037】
そして、本発明の導電性複合糸は、熱接着性繊維と導電性繊維が混繊された複合糸又は熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であるが、このような複合糸とすることで、導電性繊維単独で織編物等の製品に用いる場合に比べて、優れた効果がある。つまり、導電性繊維は伸縮性が乏しく、織編物としてユニフォーム、フィルター等の製品として用いた際に、生地の伸縮具合によっては、導電性繊維が生地表面に飛び出してしまい、導電性繊維が切断され、目的とする導電性能が得られなくなるといった問題が生じる。また、導電性繊維単独で用いる場合は、強伸度特性においても劣る場合が多い。
【0038】
熱接着性繊維を用いた導電性複合糸とすることで、熱処理を施した後、熱接着性繊維の熱接着性成分が溶融して導電性繊維に融着し、固定されるために、織編物等の製品にした場合に導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができる。また、熱接着性繊維が融着する際には導電性繊維が一定の割合で繊維表面に露出した形状となって固定されるので、電気抵抗値の糸長方向のバラツキも生じないものとなる。
【0039】
本発明の導電性複合糸を熱接着性繊維と導電性繊維が混繊された複合糸とする場合は、両繊維を合撚したものや、エアーを利用したインターレース等で混繊したものが挙げられる。
【0040】
本発明の導電性複合糸を熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸とする場合は、カバリング機を用いたシングルカバリング糸やダブルカバリング糸が挙げられる。本発明の導電性複合糸をカバリング複合糸とする場合、導電性繊維の周りに熱接着性繊維が巻き付いたカバリング複合糸であると、導電性繊維の生地表面への露出が少なくなり、その結果、得られる製品は十分な導電性能が得られなくなるため、本発明においては、熱接着性繊維の周りに導電性繊維が巻き付いた導電性複合糸とする。
【0041】
図3はシングルカバリング糸の模式図であり、熱接着性繊維1の周りに導電性繊維2が平行に巻き付いたものである。図4はダブルカバリング糸の模式図であり、熱接着性繊維1の周りに導電性繊維2が2本交差するように巻き付いたものである。
【0042】
そして、カバリングでの撚糸回数は、200〜1000T/Mの範囲が好ましい。200T/M未満であると、カバリング糸とした際の導電性繊維の露出割合が低くなる場合があり好ましくない。一方、1000T/Mを超えると、導電性能は十分に発揮されるが、コストが高くなる。
【0043】
本発明の導電性複合糸(混繊複合糸又はカバリング複合糸)は、熱接着性繊維の総繊度(M)と導電性繊維の総繊度(N)の比(M/N)が50/1〜1/1であることが好ましく、中でも20/1〜1/1であることが好ましく、さらには10/1〜1/1であることが好ましい。
【0044】
熱接着性繊維の総繊度の比が50を超えると、導電性繊維が複合糸表面に露出する割合が少なくなり、その結果、十分な導電性能が得られなくなる。一方、熱接着性繊維の総繊度の比が1未満であると、複合糸全体としての繊度が細くなり、織編物に用いた場合の強度や伸度等の物性が低下しやすくなる。
【0045】
そして、本発明の導電性複合糸は、導電性能として、乾熱処理後の電気抵抗値が1×104Ω/cm〜1×109Ω/cm、中でも1×105Ω/cm〜1×108Ω/cmであることが好ましい。複合糸の電気抵抗値が1×109Ω/cmを超えると、導電性能が不十分となり、得られる布帛を通常の環境下で使用した場合に、布帛の帯電を防止する効果が小さくなる。一方、1×104Ω/cm未満にしようとすると、導電性粒子をポリマーに多量に含有させることが必要となり、繊維物性に悪影響を及ぼすばかりか、紡糸、延伸時にトラブルが生じやすくなる。
【0046】
なお、本発明における導電性複合糸の乾熱処理は、導電性複合糸に熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間行うものをいう。このとき、導電性複合糸を熱風乾燥機中に繊度の1/50gの荷重をかけて吊り下げ、乾燥機中の温度を融点+10℃又は流動開始温度+10℃にして15分間放置する。
【0047】
そして、乾熱処理により熱接着性繊維の熱接着性成分を溶融させた後、放置して熱接着性成分が固化した後に電気抵抗値を測定する。
【0048】
電気抵抗値は、AATCC76法に準じて以下のようにして測定するものである。導電性複合糸(マルチフィラメントもしくは単糸のいずれでもよい)を長さ方向に15cm程度にカットして、10サンプルを採取する。このサンプルの両端の表面にケラチンクリームを塗布し、この表面部分を金属端子に接続し、試料測定長10cmにて、50Vの直流電流を印加して電流値を測定し、下記式で電気抵抗値を算出する。算出した10個のサンプルの電気抵抗値の相加平均値とする。
電気抵抗値=E/(I×L)
E:電圧(V) I:測定電流(A) L:測定長(cm)
【0049】
次に、本発明の導電性複合糸(カバリング複合糸)の製造方法について説明する。
まず、導電性成分を得る方法としては、ベースとなるポリマーの重合段階で導電性粒子を添加する方法や、導電性粒子を後加工でポリマーに添加して溶融混練する方法があるが、用いるポリマーによっては重合段階での添加が困難なものもあるので、後加工で溶融混練する方法が好ましい。
このようにして得られた導電性成分と非導電性成分とを用い、必要に応じて乾燥等の処理を行ってチップ化し、通常の二成分系の複合溶融紡糸装置を用いて複合紡糸する。そして、得られた糸条を延伸、熱処理することによって、導電性繊維を得ることができる。
【0050】
次に、ポリエステルAとして融点が256℃のPETを芯部に用い、鞘部にポリエステルBとして1,4−ブタンジオールを50mol%共重合した融点181℃のポリエチレンテレフタレートを用い、ポリエステルAを芯部にポリマーBを鞘部に配し、芯鞘質量比率1:1となるようにして、通常の二成分系の複合溶融紡糸装置を用いて複合紡糸する。そして、得られた糸条を延伸、熱処理することによって、熱接着性繊維を得ることができる。
得られた導電性繊維と熱接着性繊維を用いてカバリングを行い、カバリング複合糸とする。
【0051】
次に、本発明の導電性布帛について説明する。本発明の導電性布帛は、上記したような本発明の導電性複合糸を少なくとも一部に用いた布帛であって、表面漏洩抵抗値が1×104Ω〜1×109のものであり、中でも1×105Ω〜1×108であることが好ましい。表面漏洩抵抗値は、布帛の電気抵抗値を示すものであり、導電性複合糸の熱接着性繊維の熱接着性成分が溶融した状態で測定するものである。通常は精練や染色工程後に熱セットすることにより熱接着性繊維の熱接着性成分が溶融し、導電性繊維と一体化するものである。
【0052】
導電性複合糸の熱接着性繊維が溶融していない場合は、熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行い、熱接着性成分を溶融させた後、放置して熱接着性成分が固化した後に表面漏洩抵抗値を測定するものである。
【0053】
本発明における表面漏洩抵抗値は、JIS L 1094「参考 表面漏えい抵抗測定法・クリンギング測定法」の表面漏えい抵抗測定法に準じて測定するものである。
【0054】
そして、表面漏洩抵抗値は、経糸方向及び緯糸方向、又はウエール方向及びコース方向にそれぞれ測定を行うが、いずれか一方の測定値が1×104Ω〜1×109Ωを満足することが必要である。
【0055】
表面漏洩抵抗値が1×109Ω以下であることは、布帛自体の帯電が極端に低くなることを示している。このため、半導体や各種IT関連機器や精密部品を製造するクリーンルーム内で使用した際に適したものとなる。
【0056】
表面漏洩抵抗値が1×109Ωを超えると、導電性能が不十分となり、得られる布帛を通常の環境下で使用した場合に、布帛の帯電を防止する効果に乏しいものとなる。一方、1×104Ω未満にしようとすると、導電性複合糸に導電性粒子をポリマー中に多量に含有させることが必要となり、前記したように繊維物性に悪影響を及ぼすばかりか、紡糸、延伸時にトラブルが生じやすくなる。
【0057】
そして、本発明の導電性布帛に占める本発明の導電性複合糸の割合は0.1〜5.0質量%であることが好ましい。0.1質量%未満であると、十分な導電性能を布帛に付与することが困難となりやすい。一方、5.0質量%を超えると、導電性能は十分に付与されているため、布帛としての導電性能の向上は期待できず、コスト的に不利となりやすい。
【0058】
なお、本発明の導電性布帛を構成する導電性複合糸以外の他の繊維としては特に限定されるものではなく、用途に応じて適宜選択することができる。
【0059】
本発明の導電性布帛の種類としては、織編物や不織布、各種のシート等が挙げられる。織物の場合、経糸と緯糸のどちらか一方もしくは両方に本発明の導電性複合糸を用い、織物中に導電性複合糸を10mm以下、より好ましくは1〜5mmの間隔で配置することが好ましい。織組織としては、特に限定されるものではなく、平織、綾織、絡み織等を挙げることができる。
【0060】
編物の場合は、丸編、緯編、経編のいずれでもよく、丸編、緯編の場合は、10mm以下、より好ましくは1〜5mmの間隔で本発明の導電性複合糸をボーダー状に挿入することが好ましい。経編の場合も本発明の導電性複合糸を10mm以下、より好ましくは1〜5mmの間隔でストライプ状に挿入することが好ましい。
【0061】
不織布の場合は、本発明の導電性複合糸を短繊維状にして、他の繊維と混綿して不織布にしたり、他の繊維から得られた不織布中に本発明の導電性複合糸を挿入することが好ましい。
【0062】
本発明の導電性布帛は、上記のように本発明の導電性複合糸を用いたものであるため、導電性繊維の生地表面の飛び出しや脱落がなく、布帛中にしっかりと固定することができ、導電性能を長期間維持することが可能となるものである。
【0063】
このような性能は、導電性布帛をJIS L−1058のスナッグ(金鋸法)試験機にて1時間処理した後に、前記した方法に従って表面漏洩抵抗値を測定し、処理前の表面漏洩抵抗値との比を表面漏洩抵抗値低下率として以下のように算出した場合に、100以下であることが好ましい。
【0064】
なお、このとき表面漏洩抵抗値は、経糸方向及び緯糸方向、又はウエール方向及びコース方向の測定値のうち、処理前の表面漏洩抵抗値が低い方の値(経糸方向又は緯糸方向、ウエール方向又はコース方向)を用いるものとする。
表面漏洩抵抗値低下率=(処理後の表面漏洩抵抗値/処理前の表面漏洩抵抗値)
【発明の効果】
【0065】
本発明の導電性複合糸は、十分な導電性能を有しており、熱接着性繊維を含むものであるため、熱処理により熱接着性繊維の熱接着性成分を溶融させた後は、導電性繊維が複合糸中や製品中で固定されるので、導電性繊維の生地表面の飛び出しや脱落がなく、製品中にしっかりと固定することができ、導電性性能の耐久性にも優れるものとなる。
【0066】
そして、本発明の導電性布帛は本発明の導電性複合糸を用いているものであるため、クリーンルーム用や医療用の作業用ユニフォーム等の衣料用途や、カーテンなどのインテリア用途及び資材用途に好適に用いることができる。
【実施例】
【0067】
次に、実施例により本発明を具体的に説明する。なお、実施例中の各種の値の測定及び評価は以下のように行った。
1.導電性複合糸の乾熱処理後の電気抵抗値
前記した方法に従って測定、算出した。
2.導電性布帛の表面漏洩抵抗値、導電性能保持率
前記した方法に従って測定、算出した。
【0068】
実施例1
PBTを75質量%、平均粒径0.2 μm の導電性カーボンブラック25質量%を溶融混練し、常法によりチップ化して導電性成分のポリマーを得た。また、イソフタル酸8モル%が共重合された共重合PETを上記と同様に溶融混練し、常法によりチップ化して非導電性成分のポリマーを得た。次に、単糸の横断面形状が図1(c)となるように設計された紡糸口金を用いて、通常の複合紡糸装置より紡糸温度260℃、導電性成分の複合比率20質量%となるように紡糸し、冷却し、オイリングしながら3000m/分の速度で巻き取り、45dtex/2fの未延伸糸を得た。そして、この未延伸糸を90℃の熱ローラを介して1.6倍に延伸し、さらに、190℃のヒートプレートで熱処理を行った後に巻き取り、図1(c)の断面形状を呈する28dtex/2の導電性繊維を得た。
【0069】
熱接着性繊維として、ポリエステルAとして、融点が256℃、極限粘度0.61のPETを芯部に用い、鞘部に熱接着性成分(ポリエステルB)として1,4−ブタンジオールを50mol%共重合した極限粘度0.78、Tm(融点)181℃、Tg(ガラス転移点)48℃の結晶性のポリエチレンテレフタレートを用い、ポリエステルAを芯部にポリマーBを鞘部とし、芯鞘質量比率1:1となるようにして、通常の複合紡糸装置より紡糸温度270℃で溶融紡糸を行った。続いて、冷却、オイリングしながら3000m/分の速度で巻き取り、96dtex/24fの未延伸糸を得た。その後80℃の熱ローラを介して1.71倍に延伸し、さらに、130℃のヒートプレート上で熱処理を行って巻き取り、56dtex/24fの熱接着性繊維を得た。
【0070】
そして、熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸となるように、片岡エンジニアリング社製のカバリング機(PS-D-230)を用い、撚糸回数700T/M、Z撚りで図3に示すようなシングルカバリングのカバリング複合糸を得た。なお、熱接着性繊維の総繊度(M)と導電性繊維の総繊度(N)との繊度比(M/N)は、3/1であった。
【0071】
次いで、通常のPETからなる84dtex/36fのマルチフィラメント(糸条P)と、得られたカバリング複合糸を糸条Qとし、経糸として、糸条Pと糸条Qを10:1の比率で用いた。緯糸には経糸と同様の糸条Pと糸条Qと用いて、ウォータージェットルームにて製織し、糸条Pと糸条Qとの比率が10:1の平織物を得た。このときの生機密度は経糸70本/2.54cm、緯糸60本/cmであった。
【0072】
さらに、上記の平織物に公知の方法で精練、プレセット、染色を行い、糸条Qが経、緯糸ともに約5mm間隔に1本ずつ配列するように仕上げセット(熱風乾燥機で191℃、15分間の熱処理)を行って、平織物を得た。このときの仕上げ密度は、経糸78本/2.54cm、緯糸は72本/2.54cmであった。
【0073】
実施例2
イソフタル酸20モル%、アジピン酸5モル%が共重合された共重合PBT70質量%、平均粒径0.2μmの導電性カーボンブラック30質量%とを溶融混練し、常法によりチップ化して導電性成分のポリマーを得た。また、イソフタル酸8モル%が共重合された共重合PETを用いて上記と同様に溶融混練し、常法によりチップ化して非導電性成分用のポリマーを得た。次に、単糸の横断面形状が図2(c)となるように設計された紡糸口金を用いて、通常の複合紡糸装置より紡糸温度260℃、導電性成分の複合比率20質量%で紡糸し、冷却、オイリングしながら3000m/分の速度で巻き取り、45dtex/2fの未延伸糸を得た。そして、この未延伸糸を90℃の熱ローラを介して1.60倍に延伸し、さらに、190℃のヒートプレート上で熱処理を行って巻き取り、図2(c)記載の断面形状を有する28dtex/2の導電性繊維を得た。
熱接着性繊維として、実施例1と同様のものを用い、実施例1と同様にしてカバリング複合糸及び織物を得た。
【0074】
実施例3
熱接着性繊維として、ポリエステルAとして、融点が255℃、極限粘度0.80のPETを芯部に用い、鞘部に熱接着性成分(ポリエステルB)としてε−カプロラクトンを酸成分に対して15モル%及び1,4−ブタンジオールをジオール成分に対して50モル%共重合した極限粘度0.70、Tm(融点)160℃の結晶性のポリエチレンテレフタレートを用い、ポリエステルAを芯部にポリマーBを鞘部とし、芯鞘質量比率1:1となるようにして、通常の複合紡糸装置より紡糸温度280℃で溶融紡糸を行った。紡出した糸条を冷却した後、続いて油剤を付与して加熱ローラ間で5.2倍の延伸を行い、3%の弛緩熱処理を行った後、速度3000m/分のワインダーに巻き取り、555dtex/48fの熱接着性繊維を得た。
実施例1の熱接着性繊維に代えて上記の熱接着性繊維を用いた以外は実施例1と同様に行い、カバリング複合糸を得た。
【0075】
次いで、通常のPETからなる84dtex/36fのマルチフィラメント(糸条P)と、得られたカバリング複合糸を糸条Qとし、経糸として、糸条Pと糸条Qを6:1の比率で用いた。緯糸には経糸と同様の糸条Pと糸条Qと用いて、ウォータージェットルームにて製織し、糸条Pと糸条Qとの比率が6:1の平織物を得た。さらに、この平織物に公知の方法で精練、プレセット、染色を行い、糸条Qが経、緯糸ともに約5mm間隔に1本ずつ配列するように仕上げセット(熱風乾燥機で170℃の熱処理)を行って、平織物を得た。織物の仕上げ密度は、経糸35本/2.54cm、緯糸は35本/2.54cmであった。
【0076】
実施例4
実施例1で用いた、導電性繊維と熱接着性繊維を用い、インターレース処理を行って混繊糸を得た。インターレース処理条件としては、インターレースノズルとして阿波スピンドル社製MK2を用い、インタレースゾーンのオーバーフィード率を導電性繊維糸条側を3%、熱接着性繊維側を1%とし、空気圧19.6パスカル、糸速120m/minにて処理を行い、混繊糸を得た。
得られた混繊糸を用い、実施例1と同様にして織物を得た。
【0077】
比較例1
実施例1の導電性繊維において、導電性成分のポリマーを芯部に非導電性成分のポリマーを鞘部に配した導電性繊維とした以外は、実施例1と同様にしてカバリング複合糸を得、平織物を得た。
【0078】
比較例2
実施例1のカバリングにおいて、導電性繊維の周りに熱接着性繊維が巻き付いたカバリング複合糸となるようにした以外は実施例1と同様にしてカバリング複合糸を得、平織物を得た。
【0079】
比較例3
熱接着性繊維に代えて、通常のPETからなる56dtex/24fのマルチフィラメントを用いた以外は、実施例1と同様にしてカバリング複合糸を得、平織物を得た。
【0080】
実施例1〜4、比較例1〜3で得られたカバリング複合糸及び織物の特性値を表1に示す。
【0081】
【表1】
【0082】
表1から明らかなように、実施例1〜4のカバリング複合糸及び混繊糸は、電気抵抗値が1×104〜1×109Ω/cmであり、得られた織物の表面漏洩抵抗値が1×104Ω〜1×109Ωであり、表面漏洩抵抗値低下率も低く、導電性能の保持性にも優れたものであった。
【0083】
一方、比較例1のカバリング複合糸は、導電性繊維として、電気抵抗値が低いものを用いたため、比較例2のカバリング複合糸は、導電性繊維の周りに熱接着性繊維が巻き付いたカバリング複合糸であったため、両者ともに電気抵抗値が低く、得られた織物の表面漏洩抵抗値も低いものであった。比較例3のカバリング複合糸は、熱接着性繊維に代えて通常のPETからなるマルチフィラメントを用いたため、得られた織物は、表面漏洩抵抗値低下率が高く、導電性能の保持性に劣るものであった。
【図面の簡単な説明】
【0084】
【図1】本発明の導電性複合糸を構成する導電性繊維を繊維の長手方向に対して垂直に切断した横断面形状を示す一実施態様である。
【図2】本発明の導電性複合糸を構成する導電性繊維を繊維の長手方向に対して垂直に切断した横断面形状を示す他の実施態様である。
【図3】本発明の導電性複合糸のシングルカバリング糸の一実施態様を示す模式図である。
【図4】本発明の導電性複合糸のダブルカバリング糸の一実施態様を示す模式図である。
【特許請求の範囲】
【請求項1】
熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維と導電性繊維が混繊された複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
【請求項2】
熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
【請求項3】
導電性繊維は、複数の単糸からなるマルチフィラメントであって、各単糸は、ポリエステル系樹脂からなる非導電性成分と、導電性粒子を含有するポリエステル系樹脂からなる導電性成分とで構成される複合繊維であって、繊維の長手方向に対して垂直に切断した横断面において、非導電性成分中に導電性成分部分が存在し、かつ導電性成分は一部が繊維表面に露出している形状を呈している請求項1又は2記載の導電性複合糸。
【請求項4】
導電性繊維の導電性成分が、ブチレンテレフタレートを主たる繰り返し単位とするポリブチレンテレフタレートとにイソフタル酸(A)、アジピン酸(B)のうち少なくとも一方が下記式範囲を満足する量共重合され、かつ導電性粒子が含有されている共重合ポリブチレンテレフタレートである請求項3記載の導電性複合糸。
(Aの共重合量)+(Bの共重合量)=5〜55モル%
ただし(Aの共重合量)≦45モル%
【請求項5】
熱接着性繊維は、複数の単糸からなるマルチフィラメントであって、各単糸は、アルキレンテレフタレート単位を主体とする融点220℃以上のポリエステルAと融点がポリエステルAより30℃以上低い熱接着性成分であるポリエステルBからなり、ポリエステルAを芯部にポリエステルBを鞘部に配した芯鞘型複合繊維である請求項1〜4いずれかに記載の導電性複合糸。
【請求項6】
熱接着性繊維の熱接着性成分(ポリエステルB)が、テレフタル酸成分、エチレングリコール成分を有し、1,4−ブタンジオール成分、脂肪族ラクトン成分及びアジピン酸成分の少なくとも一成分を含有する共重合ポリエステルである請求項1〜5いずれかに記載の導電性複合糸。
【請求項7】
請求項1〜6いずれかに記載の導電性複合糸を少なくとも一部に用いた布帛であって、表面漏洩抵抗値が1×104Ω〜1×109Ωであることを特徴とする導電性布帛。
【請求項1】
熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維と導電性繊維が混繊された複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
【請求項2】
熱接着性成分を鞘部に配した芯鞘型の熱接着性繊維の周りに導電性繊維が巻き付いたカバリング複合糸であって、乾熱処理後の電気抵抗値が1×104〜1×109Ω/cmであることを特徴とする導電性複合糸。なお、乾熱処理とは熱風乾燥機を用いて熱接着性繊維の熱接着性成分の融点+10℃又は流動開始温度+10℃で15分間熱処理を行うことをいう。
【請求項3】
導電性繊維は、複数の単糸からなるマルチフィラメントであって、各単糸は、ポリエステル系樹脂からなる非導電性成分と、導電性粒子を含有するポリエステル系樹脂からなる導電性成分とで構成される複合繊維であって、繊維の長手方向に対して垂直に切断した横断面において、非導電性成分中に導電性成分部分が存在し、かつ導電性成分は一部が繊維表面に露出している形状を呈している請求項1又は2記載の導電性複合糸。
【請求項4】
導電性繊維の導電性成分が、ブチレンテレフタレートを主たる繰り返し単位とするポリブチレンテレフタレートとにイソフタル酸(A)、アジピン酸(B)のうち少なくとも一方が下記式範囲を満足する量共重合され、かつ導電性粒子が含有されている共重合ポリブチレンテレフタレートである請求項3記載の導電性複合糸。
(Aの共重合量)+(Bの共重合量)=5〜55モル%
ただし(Aの共重合量)≦45モル%
【請求項5】
熱接着性繊維は、複数の単糸からなるマルチフィラメントであって、各単糸は、アルキレンテレフタレート単位を主体とする融点220℃以上のポリエステルAと融点がポリエステルAより30℃以上低い熱接着性成分であるポリエステルBからなり、ポリエステルAを芯部にポリエステルBを鞘部に配した芯鞘型複合繊維である請求項1〜4いずれかに記載の導電性複合糸。
【請求項6】
熱接着性繊維の熱接着性成分(ポリエステルB)が、テレフタル酸成分、エチレングリコール成分を有し、1,4−ブタンジオール成分、脂肪族ラクトン成分及びアジピン酸成分の少なくとも一成分を含有する共重合ポリエステルである請求項1〜5いずれかに記載の導電性複合糸。
【請求項7】
請求項1〜6いずれかに記載の導電性複合糸を少なくとも一部に用いた布帛であって、表面漏洩抵抗値が1×104Ω〜1×109Ωであることを特徴とする導電性布帛。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−13874(P2008−13874A)
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2006−185642(P2006−185642)
【出願日】平成18年7月5日(2006.7.5)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成18年7月5日(2006.7.5)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
[ Back to top ]