
導電性部材および導電性部材の製造方法
【課題】被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材およびその製造方法を提供する。
【解決手段】金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材。
【解決手段】金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリンタ、ファクシミリおよび複写機等の電子写真方式を採用した画像形成装置における現像、帯電、転写、クリーニング、除電等に用いる導電性部材およびその製造方法に関する。
【背景技術】
【0002】
近年、複写機、プリンター等のOA機器は高画質化が進んでおり、それに伴い感光体上の静電潜像をトナーにより可視化する現像プロセスにおいては、現像剤担持部材として弾性層を有する現像剤担持部材を用い、感光体に均一に圧接して現像を行う接触現像方式が提案されている。この接触現像方式においては、現像剤担持部材は、感光体への均一な圧接幅を確保するために、弾性材料により構成される弾性層を有すると共に、電圧を印加してトナー像を感光体上に形成するために、均一な導電性や耐リーク性が求められる。
【0003】
そこで、例えば導電性の軸芯体上に、電子導電剤やイオン導電剤を分散して所望の抵抗値に調節した弾性層を形成し、その外周に、耐摩耗性やトナー帯電性、トナー搬送性を得るために、ナイロン、ウレタン等の樹脂と、適宣表面粗さを確保するための粗し粒子や、導電性を確保するための導電剤を添加した被覆材料からなる被覆層を設ける場合が多い。また現像剤担持部材の抵抗安定化のために、弾性層と被覆層の間に抵抗調整層(中間層)を設ける場合もある。特にトナー搬送性を得るために、被覆層に添加される粗し粒子は、現像剤担持部材の現像性能を左右し、高温高湿下や低温低湿下等のあらゆる環境でトナー搬送性を満足しなければならない。
【0004】
前述した様に、現像剤担持部材は、弾性材料で構成される弾性層により感光体への均一な圧接幅を確保した上で、粗し粒子により、均一な表面粗さが付与された被覆層で、均一量のトナー搬送が行われるが、現像剤担持部材の被覆層に膜厚ムラや塵やケバ等の付着による欠陥があると、トナー搬送量が局所的に不均一となり画像不良として現れ易い傾向がある。また近年、高画質化のニーズが高まる中、益々被覆層の欠陥を無くす要求が強くなっている。
【0005】
一般に被覆層の形成方法としては、導電性粒子や粗し粒子を予め添加した塗工液を用いディップ塗工やロールコート法、スプレー塗工、リング塗工等の種々の塗工方法で、厚さ数μm〜数十μmの塗工層を形成し、その後、塗工液に加えられていた分散媒である有機溶剤や水を乾燥させるため、常温かそれより僅かに高い温度で十分に乾燥する方法が採られることが一般的であるが、乾燥時の風の当て方や方向によっては、ウェット状態にある塗工層が液だれを起こし、膜厚が不均一となったり、塵やケバが塗工層に張り付いてしまい、欠陥の無い被覆層を有する現像剤担持部材が得られないケースが生じてしまう。
【0006】
従来技術においては、多数のローラを液だれが生じることなく、均一に乾燥させる方法として、ローラを一定間隔に吊支し、ローラの横方向から風速0.1〜1.5m/sの範囲内のほぼ均一な風を送って塗膜を乾燥する方法が提案されている(例えば、特許文献1)。
【0007】
また、表面にウエット状態の塗膜を形成したローラをほぼ垂直方向に向けて吊支し、下方から上方に向けて一定風速の風を送風し塗膜を乾燥させる工程を含む帯電ローラの製造方法が提案されている(例えば、特許文献2)。
【0008】
しかし、有機溶剤系塗工液を用いた場合、浸漬直後の乾燥時は、気化した有機溶剤蒸気の比重が空気に比べて重く、必然的にローラの上方から下方に向けての気流が発生するため、横方向からの送風や下から上への送風の場合、送風方向が乱されることになる。また、水系塗工液においても、有機溶剤系塗工液においても、横方向からの送風の場合、風上側と風下側で乾燥ムラが生じ、これに起因して僅かな膜厚ムラが生じ、結果としてローラの電気抵抗周ムラが生じるため、画質上ではローラ円周ピッチの色濃度ムラが発生する。
【0009】
また、塗工直後のローラは表面に指触性があるため、塵、ケバが付着し易く、ローラ長手方向直角の横方向からの送風の場合、ローラ表面に付着する塵、ケバ数が増加することによる画質上の欠陥が発生する。
【0010】
一方、抵抗値偏差がない画像形成装置用導電部材を効率よく生産するため、導電部材と対面してヒータが備えられ、そのヒータは導電部材の長手方向において複数に分割されており、長手方向の硬化進行度合に応じて、分割されたヒータの発熱温度を制御する方法が提案されており、結果として抵抗偏差がないカブリやゴースト等の発生を防ぐ現像ローラが得られるとしている(例えば、特許文献3)。
【0011】
この方法によれば、抵抗偏差がない現像剤担持部材が得られるが、両側に分割ヒータの壁を造り、その中に導電部材を縦列で移動させていくため、処理能力に限界があり、処理能力を上げれば、装置は複数台が必要か、もしくは分割ヒータ壁を導電部材の縦列方向に長くして、送りスピードを上げる等の工夫が必要となり、何れも装置が大型化してしまう。
【0012】
また装置が複雑な上、硬化炉内の熱風の向きも分割ヒータの発熱度合いによって区々となるため、被覆層表面に指触性がある導電部材等を投入すると、被覆層表面に塵やケバが付着してしまい被覆層に欠陥が生じた導電部材となってしまう。
【0013】
【特許文献1】特開2002−156825号公報、(第2頁)
【特許文献2】特開2002−221847号公報、(第2頁)
【特許文献3】特開2003−71851号公報、(第3頁)
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記に鑑みてなされたものであって、被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0015】
上記課題を解決した本発明は、金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材である。
さらに、前記塗工層は、前記加熱乾燥または加熱硬化する前に、0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾されることが好ましい。
さらに、前記導電性部材は、周方向の抵抗最大値と抵抗最小値の値の比が、2.0倍以下であることが好ましい。
さらに、前記被覆層は、樹脂材料と、3μmから30μmの平均粒径を有する絶縁性粒子を含む被覆材料から形成されることが好ましい。
また、上記課題を解決した本発明は、金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材の製造方法において、該軸芯体の外周面上に該弾性層を形成する工程、該被覆層を形成するための該塗工液を調製する工程、該塗工液を該弾性層の外周面上に塗布して塗工層を形成する工程、該塗工層を0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾する工程および風乾した該塗工層を0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して該被覆層を形成する工程を有することを特徴とする導電性部材の製造方法である。
【発明の効果】
【0016】
本発明によれば、電子写真装置に使用される、被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材、および導電部材の製造方法を提供することが可能となる。
【発明を実施するための最良の形態】
【0017】
以下に、導電性部材として、ローラ形状の現像剤担持部材を例にして本発明に関して詳述するが、ローラ形状の現像剤担持部材以外の、帯電部材、転写部材、クリーニング部材、除電部材等の被接触物を電気的にコントロールする導電性部材においても、同様の考え方を適用することができる。
【0018】
本発明は、上述したように、金属製の軸芯体と該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材である。
【0019】
また、本発明は、上述したように、金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材の製造方法において、該軸芯体の外周面上に該弾性層を形成する工程、該被覆層を形成するための該塗工液を調製する工程、該塗工液を該弾性層の外周面上に塗布して塗工層を形成する工程、該塗工層を0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風燥する工程および風乾した該塗工層を0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して該被覆層を形成する工程を有することを特徴とする導電性部材の製造方法である。
【0020】
以下に、本発明の実施の形態を図を用いてより詳細に説明する。なお、材料の配合量や使用量等を記載するために使用する「部」は質量部を示す。
【0021】
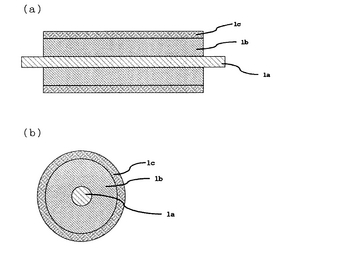
図1は、本発明の現像剤担持部材の実施形態の一例の概略を示すもので、(a)は現像剤担持部材の軸線に沿った概略断面図を、(b)は現像剤担持部材を軸方向からみた概略断面図を示す。この図に示した実施形態の現像剤担持部材は、軸芯体1aの外周面上に弾性層1bを形成し、さらにその外周に被覆層1cを設けたものである。
【0022】
1)軸芯体および弾性層
(軸芯体)
本発明における軸芯体1aとしては、鉄、銅、ステンレス、アルミニウムおよびニッケル等の金属材料の丸棒を用いることができる。更に、これらの表面に防錆や耐傷性付与を目的としてメッキ処理を施しても構わないが、導電性を損なわないことが必要である。
【0023】
(弾性層、弾性層の形成)
弾性層1bは、天然ゴム、シリコーンゴム、ウレタンゴム、クロロプレンゴム、ネオプレンゴム、イソプレンゴム、ニトリルブタジエンゴム(NBR)等のゴム材料に、必要に応じて導電性微粒子を添加したものや、導電性ゴム等を適宜用いて形成することができる。この場合、硬さ、圧縮永久歪みを考慮すると、ゴム材料としては、付加反応型導電性シリコーンゴムを用いるのが好ましい。弾性層の厚みは通常、1〜6mmとするのが好ましい。
このような弾性層は公知の方法、例えば、液状ゴム材料(例えば、付加反応架橋型液状シリコーンゴム等の液状ゴム材)を成形型に注入して加硫硬化する方法、ゴム材料を押し出し成形後に加硫硬化する方法、射出成形後に加硫硬化する方法等で形成すればよい。なお、加硫硬化は公知の方法にしたがって行えばよく、加硫硬化条件は、用いるゴム材料等に応じ、適宜定めればよい。
【0024】
現像剤担持部材は、少なくとも1層の弾性層を有するが、多層とする場合には、第1の弾性層1bと同様の材質を用いることが出来、また第1の弾性層と同様にして形成することができる。弾性層を多層とすると、現像剤担持部材の硬度調整や抵抗調整をし易くなるなどのメリットがある。但し、付加反応型導電性シリコーンゴムを用いる場合には、その反応阻害とならない様な材質を選択する必要がある。
【0025】
2)被覆層
被覆層1cは、弾性層(複数の弾性層を有する場合には外側の弾性層)の外周に、これに接して形成され、弾性層中に含有される軟化油や可塑剤等の成分が現像剤担持部材表面へブリードアウトするのを防止する目的で、または、現像剤担持部材全体の電気抵抗を調製する目的で設けられる。
【0026】
現像剤担持部材は少なくとも1層の被覆層を有する。被覆層を1層とする場合には、この被覆層の厚みは、ブリードアウトを防止するため、通常、8μm以上とするのが好ましく、また弾性層の柔軟性を損なうこともなく、また耐摩耗性を考慮すると、100μm以下とするのが好ましい。また、被覆層を多層とする場合には、各層の合計厚みが上記範囲となるようにすればよい。
【0027】
(被覆材料)
被覆層を形成する被覆材料は、樹脂材料、所望の場合には絶縁性粒子、導電性微粒子等を含む。
【0028】
(樹脂材料)
樹脂材料としては、例えば、フッ素樹脂、ナイロン樹脂、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂、ブチラール樹脂、ポリオレフィン系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー、エチレン酢酸ビニル系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマーおよび塩素化ポリエチレン系熱可塑性エラストマー等を挙げることができる。これらの樹脂材料は、単独重合体であっても、共重合体であってもよい。また、これらの樹脂材料は単独で、または2種類以上を組み合わせて用いてもよい。
【0029】
被覆層1cは、接触現像方式においては現像剤担持部材の感光体への均一な圧接が必要であり、また現像剤担持部材上のトナーの層厚を規制する規制ブレードとも接触しているため、変形した跡が残ると、それが画像不良として現れてしまう。その様なことから、現像剤担持部材は、複写機やプリンタ等に用いられる環境温度に対し、高い圧縮永久歪みが要求されることからポリウレタン樹脂が好ましい。
【0030】
被覆層1cに使われる、ウレタン樹脂に用いられるポリオール化合物としては、ポリエチレングリコール、テトラメチレングリコールポリエチレンジアジペート、ポリエチレンブチレンアジペート、ポリ−ε−カプロラクトンジオール、ポリカーボネートポリオール、ポリプロピレングリコール等の公知のポリウレタン用ポリオールが挙げられる。
【0031】
また、イソシアネート化合物としては、ジフェニルメタンジイソシアネート(MDI)、トリレンジイソシアネート(TDI)、ヘキサメチレンジイソシアネート(HDI)等のジイソシアネート、およびそれらのビュレット変性体、イソシアヌレート変性体、ウレタン変性体等を好ましく使用することができる。特に好ましいイソシアネート化合物は、HDIおよびそのビュレット変性体、イソシアヌレート変性体、ウレタン変性体等である。イソシアネート化合物は、その分子鎖が長いほど、より高い柔軟性を有するポリウレタン被覆層を生成する。
【0032】
(絶縁性粒子)
本発明に使用する絶縁性粒子は、3μmから30μmの平均粒径を有するものが好ましい。本発明における絶縁性粒子の平均粒径は、粒子径Diを有する粒子数をniとしたとき、下記式
Dv=(ΣniDi3/Σni)1/3
で求められる体積平均粒径である。また、本発明における絶縁性粒子の粒径の変動係数は40%以下であることが好ましい。ここで変動係数とは、絶縁性粒子の粒径の標準偏差を上記平均粒径(体積平均粒径)で除しこれを100倍した値をいう。
【0033】
絶縁性粒子としては、例えば、ウレタン粒子、ナイロン粒子、アクリル粒子、シリコーン粒子等を用いることが出来る。形状としては球形が好ましい。
【0034】
絶縁性粒子の添加量は、被覆層を形成する被覆材料中の樹脂材料を100部としたとき、通常、2〜50部とするのが好ましい。絶縁性粒子の添加量をこの範囲とすると、現像剤担持部材として適度のトナー搬送性を持つ被覆層表面が得られる。
【0035】
また、本発明において使用する絶縁性粒子の平均粒径(体積平均粒径)を3μm以上とすると、(最外層)被覆層の表面凹凸が大きくなり、現像剤担持部材としたとき、十分なトナー搬送性が得られ、また平均粒径(体積平均粒径)を30μm以下とすると、(最外層)被覆層の表面凹凸の平均間隔が適切な大きさとなり、トナー搬送量を適切な量とすることが容易となり、結果として画像が良好となる。また、絶縁性粒子の平均粒径(体積平均粒径)は、5〜15μmとするのがより好ましい。
【0036】
また絶縁性粒子の変動係数は40%以下とするのが好ましい。絶縁性粒子の変動係数を40%以下とすると、絶縁性粒子の粒度分布が狭くなり、現像剤担持部材の被覆層の表面粗さや表面凹凸の平均間隔Smの制御が容易となる。
【0037】
(導電性微粒子)
本発明における被覆材料は、所望の場合には現像剤担持部材全体の電気抵抗を調整する目的のため、導電性微粒子を含む。導電性微粒子としては、各種電子伝導機構を有する導導剤(カーーンブラック、グラファイト、導電性金属酸化物、銅、アルミニウム、ニッケル、鉄粉等)或いはイオン導電剤(アルカリ金属塩およびアンモニウム塩)の微粒子を用いることができる。上記導電剤の2種以上を併用してもよい。また導電性微粒子を樹脂材料100部に対し、通常、5〜200部添加するのが好ましい。導電性微粒子の添加量を5部以上とすると、被覆層は導電性を付与することができ、200部まで必要量の導電性微粒子を加えることにより、導電性をコントロールすることが可能となる。導電性微粒子を樹脂材料100部に対し、15〜30部を添加するのがより好ましい。使用する導電性微粒子は、感光体を汚染する材料構成であってはならない。
【0038】
(溶剤)
被覆層1cの形成に用いることのできる有機溶剤としては、メチルイソブチルケトン、メチルエチルケトン、アセトン、シクロヘキサノン等のケトン類、キシレン、トルエン等の芳香族類、n−酢酸ブチル、酢酸エチル等のエステル類、テトラヒドロフラン、エチルセロソルブ、テトラヒドロピラン等のエーテル類が挙げられるが、特にこれに限定されるものではない。また樹脂材料等が溶解する場合は、水等も溶剤として用いることが出来る。
【0039】
(塗工液の調製)
前述の各材料を有機溶剤や水等中に添加し適宣希釈し、所望の場合には導電性微粒子を分散しまたは溶解して、塗工液を作製する。
【0040】
塗工液の調製は、公知の塗工液の調製方法によって行うことができる。例えば、上述した各材料を有機溶剤や水等の溶剤中に添加し、攪拌して、各成分を均一に混合し、これを適宣希釈して塗工液を調製する。塗工液の作製において粉砕工程を加える場合は、ボールミル、サンドミルまたは振動ミル等を用いることができる。
【0041】
(塗工方法、塗工層の形成)
塗工前の弾性層の表面清浄化は、従来の方法が利用でき、その具体的な方法としては、例えば、圧縮空気の吹き付け、粘着テープとの接触、弾性層材料を侵さない有機溶剤での洗浄、高圧水での洗浄、水での洗浄等である。
【0042】
上記塗工液を弾性層の外周面上に塗布する方法としては、ディップ塗工、リング塗工、ロール塗工等を選択することが出来、特に限定されない。
【0043】
(乾燥、硬化)
次に、上記のような塗工方法で形成した塗工層を乾燥または硬化するが、乾燥または硬化する方法としては、必要に応じて熱を加えない風乾を行った後に、熱可塑性樹脂の場合は加熱乾燥、熱硬化性樹脂の場合は、反応温度までの加熱硬化等、用いる材料によって選択することが出来る。風乾時間については用いる溶剤種や含有量によっても異なるが、有機溶剤等の場合はある程度、含有量を低下させておかないと、加熱乾燥または加熱硬化時に沸き等の表面欠陥が発生する。
【0044】
(風乾工程)
風乾については、塗工液を塗布して被覆層を形成し、熱を加えて乾燥または加熱硬化する前に行う。風乾は、塵、ケバの極めて少ないクリーンエアー等を送風し、風下側に排気ダクト等を設け、有機溶剤蒸気や水分を多く含んだ空気等を回収する。この時、軸芯体の中心線と所定の範囲内の角度をなす風向を有する風を送り風乾する。この角度は、0〜25°とするのが好ましく、0〜10°とするのがより好ましい。この角度を25°以下とすると、現像剤担持部材と平行方向からの送風となって現像剤担持部材周方向に対し風上側と風下側で乾燥ムラが生ずることがない。これにより、僅かな膜厚ムラや色ムラも防ぐことが可能となり、結果として現像剤担持部材の周方向の電気抵抗のムラ、いわゆる電気抵抗周ムラを減少させ、画質上では現像剤担持部材円周ピッチの色濃度ムラの発生を防ぐことができる。なお、軸芯体の中心線と風向とのなす角度は、送風出口部分にルーバーを設け、風を一定方向に送風することにより調整することができる。また排気ダクトの設置位置も風向きに影響しないように調整する。具体的には、排気が一カ所に集中しないよう邪魔板等を通すことが好ましい。
【0045】
また風速は、0.01〜1m/sとするのが好ましく、0.01〜0.5m/sとするのがより好ましい。風速を1m/s以下とすると、現像剤担持部材とほぼ平行に流れる筈の風が乱流となり現像剤担持部材の周方向に膜厚ムラや色ムラが生じるのを防ぐことができる。風速を0.01〜1m/sの範囲とすれば、画質上の問題となるような膜厚ムラや色ムラは生じることはない。また風速を0.01m/s以上とすると、形成されたウエット状の塗工層の周囲が、有機溶剤蒸気や水分を多く含んだ空気等で満たされてしまうことがなく乾燥を速くすることができる。なお、風速は、送風機の出力(ファンの回転数)で調節することができる。またこのとき排気量も同時に調整し、系内が減圧状態となり乱流が発生するのを防ぐことが好ましい。
【0046】
また風乾時の温度に関しては、塗工液や塗布前の現像剤担持部材の表面温度とほぼ同じにするのが好ましく、具体的には25℃以下の所定温度±1℃とすることが好ましい。風乾時の温度が25℃を超えると乾燥が速く膜厚ムラや色ムラが生じる傾向が見られる。
【0047】
(加熱乾燥または加熱硬化工程)
加熱乾燥または加熱硬化については、先述の風乾とほぼ同様の考え方が適用される。塗工液を塗布して塗工層を形成し、必要に応じて風乾を実施した後、熱を加えて加熱乾燥または加熱硬化するが、塵、ケバの極めて少ない加熱したクリーンエアー等を送風し、風下側に排気ダクト等を設ける。この時、軸芯体の中心線と所定の範囲内の角度をなす風向を有する風を送る必要がある。この角度は、0〜25°とするのが好ましく、0〜10°とするのがより好ましい。この角度を25°以下とすると、現像剤担持部材と平行方向からの送風となって現像剤担持部材の周方向に対し風上側と風下側で乾燥ムラや硬化ムラが生ずることがない。これにより、電気抵抗周ムラを減少させることが可能となるため、画質上では現像剤担持部材円周ピッチの色濃度ムラの発生を防ぐことができる。なお、軸芯体の中心線と風向とのなす角度は、加熱エアー送風出口部分にルーバーを設け、風を一定方向に送風することにより調整することができる。また排気ダクトの設置位置も風向きに影響しないように調整する。具体的には、排気が一カ所に集中しないよう邪魔板等を通すことが好ましい。
【0048】
現像剤担持部材は、周方向の抵抗最大値と抵抗最小値の値の比として定義する周方向の抵抗ムラ(周方向抵抗ムラと表すことがある)が2.0倍以下であるのが好ましい。周方向の抵抗最大値と抵抗最小値の値の比(周方向抵抗ムラ)を2.0倍以下とすると色濃度ムラを実画像上許容出来るレベル以下とすることができる。周方向の抵抗最大値と抵抗最小値の値の比(周方向抵抗ムラ)は1.4倍以下とするのがより好ましい。
【0049】
また風速は、0.1〜1m/sとするのが好ましく、0.1〜0.5m/sとするのがより好ましい。風速を1m/s以下とすると、現像剤担持部材とほぼ平行である筈の風向きが乱流となり、結果的に現像剤担持部材周方向に熱膨張や収縮の違いや熱硬化ムラ等に起因する抵抗ムラが生じるのを防ぐことができる。また、風速を0.1m/s以上とすると炉内の温度を一定に保つことが容易となり、現像剤担持部材の長手方向の左右で電気抵抗ムラが生じることがない。
なお、風速は、送風機の出力(ファンの回転数)で調節することができる。またこのとき排気量も同時に調整し、系内が減圧状態となり乱流が発生するのを防ぐことが好ましい。
【0050】
加熱乾燥または加熱硬化時の温度に関しては、用いる被覆層の材料によって異なるが、残留溶剤は十分除去されている必要があり、加熱乾燥または加熱硬化開始時に残留溶剤の沸きによる被覆層の欠陥生成を避けるため、加熱開始時はメイン溶剤の沸点以下の温度で加熱を開始できるような段階的な昇温が好ましい。
【0051】
また加熱乾燥または加熱硬化のメインとなる加熱温度では、炉内の温度ばらつきは所定温度±5℃が望ましい。
【0052】
加熱乾燥または加熱硬化する装置については、現像剤担持部材を装置内に静置するバッチ式、装置中を通過させる連続式などの装置を採用することができる。
【0053】
3)導電性部材の周方向の抵抗最大値と抵抗最小値の値の比(周方向抵抗ムラ)の測定
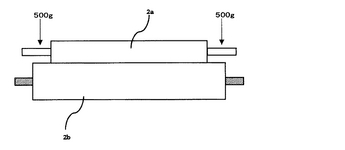
本発明における導電性部材の周方向の抵抗最大値と抵抗最小値の比(周方向抵抗ムラ)の測定方法の一例の概略を図2に示す。現像剤担持部材2aと連れ周りする直径30mmの金属製ドラム2bの表面に現像剤担持部材2aを配置し、その両端に各々500gの荷重をかけ、金属製ドラム2bに現像剤担持部材2aを、これら各々の中心線が平行となるように押し付ける。この状態で所定時間、所定回転数で現像剤担持部材を回転させ、その間直流電圧(不図示)を印加して、現像剤担持部材2aの回転に伴う周方向の各回転位置における電流の値を測定して抵抗値を求め、現像剤担持部材2aの抵抗最大値(Rmax)と抵抗最小値(Rmin)を求め、さらに、これらの値から、これらの値の比(Rmax/Rmin)で定義する周方向抵抗ムラを求めることができる。
【実施例】
【0054】
以下に、実施例を用いて本発明を更に詳細に説明する。本発明はこれらの実施例によって何ら限定されるものではない。
【0055】
(実施例1)
φ8mmステンレス製軸芯体を内径16mmの円筒状金型内に金型キャビティと同心となるように設置し、両側にコマ型、コマの間に円筒状金型を配置した金型を成型機にセットし、射出注入装置で液状ゴムを注入した。注入条件は、注入時間10秒、金型内に注入する液状ゴムの量は40mlで4ml/秒の一定速さで注入した。
ここで液状ゴムは、2液混合型の、付加反応タイプの液状導電性シリコーンゴム(東レダウコーニング社製、体積固有抵抗1×106Ωcm品)を用いた。
【0056】
液状ゴムが注入された金型は成形装置内の熱盤にて加熱硬化し、脱型後、200℃のオーブンで4時間2次加硫を行い、軸芯体上に厚み4mmの弾性層を有する現像剤担持部材前駆体を得た。
【0057】
次に、ウレタン塗料(ニッポランN5033;商品名、日本ポリウレタン社製)を固形分濃度10%となるように、メチルエチルケトンで希釈し、導電性微粒子としてカーボンブラック(MA100;商品名、三菱化学製)を上記ウレタン塗料の固形分100部に対し70部、絶縁性粒子として平均粒径14μmのウレタン粒子(アートパールC400;商品名、根上工業製)を上記ウレタン塗料の固形分100部に対し10部添加した後、十分に分散したものに、硬化剤(コロネートL;商品名、日本ポリウレタン社製)を上記ウレタン塗料の固形分100部に対し10部添加し撹拌し、塗工液を調製した。次にこの塗工液を縦ディップ塗工装置の循環機中に投入し、約1時間塗工液を慣らし循環した。循環機中から塗工液の一部を抜き取り、B型粘度型にロータNo.1のロータをセットし、液温度23±1℃で、ロータ回転数60rpmにて粘度を測定した。このときの液粘度は14.0mPa・sであった。
【0058】
上記方法で得られた現像剤担持部材前駆体を塗工パレットに垂直方向に把持し、液浸入スピード10mm/s、液中停止時間10s、引き上げ速度平均200mm/sの条件で浸漬し、上記塗工液を縦ディップ塗布し弾性層の外周面上に塗工層を形成した。塗工パレットに把持したまま、乾燥器中で、塗工層を形成した現像剤担持部材前駆体の上から下へ、現像剤担持部材前駆体の軸芯体の中心線と0°の角度をなす風向(左記風向を0°と表すことがある)の、風速1m/sのクリーンエアーを送風し、10分間の風乾を行った。このときの雰囲気温度は23±1℃であった。次に、風速1m/sで上から下へ加熱されたクリーンエアーが流れる連続加熱炉へ、風向と現像剤担持部材前駆体の軸芯体の中心線とが平行になる様(左記風向を0°と表すことがある)に、風乾した現像剤担持部材前駆体を投入し、50℃で30分加熱後、序々に昇温し、140℃で4時間硬化し、被覆層を形成し、現像剤担持部材を得た。
なお、風乾時および加熱硬化時の風速は、TESTO社製、型番SA−425を用いて測定した。また加熱時の風速に関しては、ヒータをOFFにして、擬似的に常温での風速を測定した。風乾時および加熱硬化時の軸芯体の中心線と風向とのなす角度は、風の流れる奥側に角度表示板を貼付し、風にスモークテスター(柴田科学社製)で発生した煙を混入し、煙の流れを表示板より読み取り測定した。なお加熱時の角度については、ヒータをOFFにして、擬似的に常温での風速を測定した。
【0059】
以上の様にして得られた現像剤担持部材100本について、表面を目視にて観察し、色ムラや塵、ケバが被覆層表面に付着して出来る欠陥の発生数を調べた。その結果を表1に示した。
【0060】
また得られた現像剤担持部材の周方向抵抗ムラは上述の方法で測定した。その結果を表1に示した。
【0061】
(実施例2)
平均粒径6μmのウレタン粒子(アートパールC800;商品名、根上工業製)をコアンダ効果を利用した多分割分級装置(日鉄鉱業社製エルボジェット分級機)で分級して微粉成分および粗大粉成分を除去し、平均粒径3μmの分級したウレタン粒子を得た。
絶縁性粒子として上記分級したウレタン粒子を用い、その添加量を30部とし、風乾時のクリーンエアーの風向を軸芯体の中心線と25°の角度をなす方向(左記風向を25°と表すことがある)とし、加熱硬化時のクリーンエアの風向を、軸芯体の中心線と25°の角度をなす方向とした以外は実施例1と同様にして現像剤担持部材を作製し、実施例1と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0062】
(実施例3)
平均粒径21μmのウレタン粒子(アートパールC300;商品名、根上工業製)をコアンダ効果を利用した多分割分級装置(日鉄鉱業社製エルボジェット分級機)で分級して超微粉成分および微粉成分を除去し、平均粒径30μmの分級したウレタン粒子を得た。
絶縁粒子として上記分級したウレタン粒子を用い、その添加量を2部とし、風乾時のクリーンエアーの風速を0.01m/sとし、加熱硬化時のクリーンエアーの風速を0.1m/sとした以外は実施例1と同様にして現像剤担持部材を作製し、実施例1と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0063】
(比較例1)
風乾時のクリーンエアーの風速を1.5m/sとし、加熱硬化時のクリーンエアーの風速を1.5m/sとした以外は実施例1と同様にして現像剤担持部材を作製し、実施例1と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0064】
(比較例2)
風乾時のクリーンエアーの風向を軸芯体の中心線と90°の角度をなす方向(左記風向を90°と表すことがある)とし加熱硬化時のクリーニングエアーの風向を軸芯体の中心線と90°の角度をなす方向とした以外は実施例2と同様にして現像剤担持部材を作製し、実施例2と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0065】
(比較例3)
風乾時にクリーンエアーの送風を停止し自然対流のみとし、、加熱硬化時もクリーンエアーの送風を停止し、ヒーターで加熱された熱風の自然対流のみとした以外は実施例3と同様にして現像剤担持部材を作製し、実施例3と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0066】
【表1】

【0067】
表1から明らかなように、実施例1〜3の現像剤担持部材は、乾燥ムラや硬化ムラによる色ムラの発生はなく、ケバ付着も認められなかった。さらに周方向抵抗ムラも2.0倍以下であった。
【0068】
これに対し、比較例1の現像剤担持部材は、急速な風乾、加熱硬化、乱流の発生等が原因と考えられる現像剤担持部材長手方向風下側に周方向の色ムラが全数で認められ、周方向抵抗ムラも2.10倍となってしまった。また風速が大きいため乱流が発生したと推定されるが、風向を現像剤担持部材の軸芯体の中心線と平行としたため、ケバ付着は認められなかった。
【0069】
比較例2の現像剤担持部材は、風乾および加熱熱硬化時の風向を現像剤担持部材の軸芯体の中心線に対し、直角としたため、全数で現像剤担持部材周方向の色ムラが発生し、ケバ付着が56本に認められた。また周方向抵抗ムラも2.50倍と大きなものとなってしまった。
【0070】
比較例3の現像剤担持部材は、風乾時、加熱硬化時に送風を停止し自然対流のみとしたため、加熱硬化時の温度ムラが原因と思われる色ムラが全数に発生し、ケバの付着が12本に認められた。
【産業上の利用可能性】
【0071】
本発明の導電性部材は、プリンタ、ファクシミリおよび複写機等の電子写真方式を採用した画像形成装置における現像、帯電、転写、クリーニング、除電等に用いる導電性部材として好適に用いることができる。また、本発明の製造方法により、被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材を製造することができる。
【図面の簡単な説明】
【0072】
【図1】本発明の現像剤担持部材の実施形態の一例を示す概略断面図である。
【図2】本発明の現像剤担持部材の周方向の抵抗最大値と抵抗最小値の測定方法の一例を示す概略図である。
【符号の説明】
【0073】
1a 軸芯体
1b 弾性層
1c 被覆層
2a 現像剤担持部材
2b 金属製ドラム
【技術分野】
【0001】
本発明は、プリンタ、ファクシミリおよび複写機等の電子写真方式を採用した画像形成装置における現像、帯電、転写、クリーニング、除電等に用いる導電性部材およびその製造方法に関する。
【背景技術】
【0002】
近年、複写機、プリンター等のOA機器は高画質化が進んでおり、それに伴い感光体上の静電潜像をトナーにより可視化する現像プロセスにおいては、現像剤担持部材として弾性層を有する現像剤担持部材を用い、感光体に均一に圧接して現像を行う接触現像方式が提案されている。この接触現像方式においては、現像剤担持部材は、感光体への均一な圧接幅を確保するために、弾性材料により構成される弾性層を有すると共に、電圧を印加してトナー像を感光体上に形成するために、均一な導電性や耐リーク性が求められる。
【0003】
そこで、例えば導電性の軸芯体上に、電子導電剤やイオン導電剤を分散して所望の抵抗値に調節した弾性層を形成し、その外周に、耐摩耗性やトナー帯電性、トナー搬送性を得るために、ナイロン、ウレタン等の樹脂と、適宣表面粗さを確保するための粗し粒子や、導電性を確保するための導電剤を添加した被覆材料からなる被覆層を設ける場合が多い。また現像剤担持部材の抵抗安定化のために、弾性層と被覆層の間に抵抗調整層(中間層)を設ける場合もある。特にトナー搬送性を得るために、被覆層に添加される粗し粒子は、現像剤担持部材の現像性能を左右し、高温高湿下や低温低湿下等のあらゆる環境でトナー搬送性を満足しなければならない。
【0004】
前述した様に、現像剤担持部材は、弾性材料で構成される弾性層により感光体への均一な圧接幅を確保した上で、粗し粒子により、均一な表面粗さが付与された被覆層で、均一量のトナー搬送が行われるが、現像剤担持部材の被覆層に膜厚ムラや塵やケバ等の付着による欠陥があると、トナー搬送量が局所的に不均一となり画像不良として現れ易い傾向がある。また近年、高画質化のニーズが高まる中、益々被覆層の欠陥を無くす要求が強くなっている。
【0005】
一般に被覆層の形成方法としては、導電性粒子や粗し粒子を予め添加した塗工液を用いディップ塗工やロールコート法、スプレー塗工、リング塗工等の種々の塗工方法で、厚さ数μm〜数十μmの塗工層を形成し、その後、塗工液に加えられていた分散媒である有機溶剤や水を乾燥させるため、常温かそれより僅かに高い温度で十分に乾燥する方法が採られることが一般的であるが、乾燥時の風の当て方や方向によっては、ウェット状態にある塗工層が液だれを起こし、膜厚が不均一となったり、塵やケバが塗工層に張り付いてしまい、欠陥の無い被覆層を有する現像剤担持部材が得られないケースが生じてしまう。
【0006】
従来技術においては、多数のローラを液だれが生じることなく、均一に乾燥させる方法として、ローラを一定間隔に吊支し、ローラの横方向から風速0.1〜1.5m/sの範囲内のほぼ均一な風を送って塗膜を乾燥する方法が提案されている(例えば、特許文献1)。
【0007】
また、表面にウエット状態の塗膜を形成したローラをほぼ垂直方向に向けて吊支し、下方から上方に向けて一定風速の風を送風し塗膜を乾燥させる工程を含む帯電ローラの製造方法が提案されている(例えば、特許文献2)。
【0008】
しかし、有機溶剤系塗工液を用いた場合、浸漬直後の乾燥時は、気化した有機溶剤蒸気の比重が空気に比べて重く、必然的にローラの上方から下方に向けての気流が発生するため、横方向からの送風や下から上への送風の場合、送風方向が乱されることになる。また、水系塗工液においても、有機溶剤系塗工液においても、横方向からの送風の場合、風上側と風下側で乾燥ムラが生じ、これに起因して僅かな膜厚ムラが生じ、結果としてローラの電気抵抗周ムラが生じるため、画質上ではローラ円周ピッチの色濃度ムラが発生する。
【0009】
また、塗工直後のローラは表面に指触性があるため、塵、ケバが付着し易く、ローラ長手方向直角の横方向からの送風の場合、ローラ表面に付着する塵、ケバ数が増加することによる画質上の欠陥が発生する。
【0010】
一方、抵抗値偏差がない画像形成装置用導電部材を効率よく生産するため、導電部材と対面してヒータが備えられ、そのヒータは導電部材の長手方向において複数に分割されており、長手方向の硬化進行度合に応じて、分割されたヒータの発熱温度を制御する方法が提案されており、結果として抵抗偏差がないカブリやゴースト等の発生を防ぐ現像ローラが得られるとしている(例えば、特許文献3)。
【0011】
この方法によれば、抵抗偏差がない現像剤担持部材が得られるが、両側に分割ヒータの壁を造り、その中に導電部材を縦列で移動させていくため、処理能力に限界があり、処理能力を上げれば、装置は複数台が必要か、もしくは分割ヒータ壁を導電部材の縦列方向に長くして、送りスピードを上げる等の工夫が必要となり、何れも装置が大型化してしまう。
【0012】
また装置が複雑な上、硬化炉内の熱風の向きも分割ヒータの発熱度合いによって区々となるため、被覆層表面に指触性がある導電部材等を投入すると、被覆層表面に塵やケバが付着してしまい被覆層に欠陥が生じた導電部材となってしまう。
【0013】
【特許文献1】特開2002−156825号公報、(第2頁)
【特許文献2】特開2002−221847号公報、(第2頁)
【特許文献3】特開2003−71851号公報、(第3頁)
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記に鑑みてなされたものであって、被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0015】
上記課題を解決した本発明は、金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材である。
さらに、前記塗工層は、前記加熱乾燥または加熱硬化する前に、0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾されることが好ましい。
さらに、前記導電性部材は、周方向の抵抗最大値と抵抗最小値の値の比が、2.0倍以下であることが好ましい。
さらに、前記被覆層は、樹脂材料と、3μmから30μmの平均粒径を有する絶縁性粒子を含む被覆材料から形成されることが好ましい。
また、上記課題を解決した本発明は、金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材の製造方法において、該軸芯体の外周面上に該弾性層を形成する工程、該被覆層を形成するための該塗工液を調製する工程、該塗工液を該弾性層の外周面上に塗布して塗工層を形成する工程、該塗工層を0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾する工程および風乾した該塗工層を0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して該被覆層を形成する工程を有することを特徴とする導電性部材の製造方法である。
【発明の効果】
【0016】
本発明によれば、電子写真装置に使用される、被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材、および導電部材の製造方法を提供することが可能となる。
【発明を実施するための最良の形態】
【0017】
以下に、導電性部材として、ローラ形状の現像剤担持部材を例にして本発明に関して詳述するが、ローラ形状の現像剤担持部材以外の、帯電部材、転写部材、クリーニング部材、除電部材等の被接触物を電気的にコントロールする導電性部材においても、同様の考え方を適用することができる。
【0018】
本発明は、上述したように、金属製の軸芯体と該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材である。
【0019】
また、本発明は、上述したように、金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材の製造方法において、該軸芯体の外周面上に該弾性層を形成する工程、該被覆層を形成するための該塗工液を調製する工程、該塗工液を該弾性層の外周面上に塗布して塗工層を形成する工程、該塗工層を0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風燥する工程および風乾した該塗工層を0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して該被覆層を形成する工程を有することを特徴とする導電性部材の製造方法である。
【0020】
以下に、本発明の実施の形態を図を用いてより詳細に説明する。なお、材料の配合量や使用量等を記載するために使用する「部」は質量部を示す。
【0021】
図1は、本発明の現像剤担持部材の実施形態の一例の概略を示すもので、(a)は現像剤担持部材の軸線に沿った概略断面図を、(b)は現像剤担持部材を軸方向からみた概略断面図を示す。この図に示した実施形態の現像剤担持部材は、軸芯体1aの外周面上に弾性層1bを形成し、さらにその外周に被覆層1cを設けたものである。
【0022】
1)軸芯体および弾性層
(軸芯体)
本発明における軸芯体1aとしては、鉄、銅、ステンレス、アルミニウムおよびニッケル等の金属材料の丸棒を用いることができる。更に、これらの表面に防錆や耐傷性付与を目的としてメッキ処理を施しても構わないが、導電性を損なわないことが必要である。
【0023】
(弾性層、弾性層の形成)
弾性層1bは、天然ゴム、シリコーンゴム、ウレタンゴム、クロロプレンゴム、ネオプレンゴム、イソプレンゴム、ニトリルブタジエンゴム(NBR)等のゴム材料に、必要に応じて導電性微粒子を添加したものや、導電性ゴム等を適宜用いて形成することができる。この場合、硬さ、圧縮永久歪みを考慮すると、ゴム材料としては、付加反応型導電性シリコーンゴムを用いるのが好ましい。弾性層の厚みは通常、1〜6mmとするのが好ましい。
このような弾性層は公知の方法、例えば、液状ゴム材料(例えば、付加反応架橋型液状シリコーンゴム等の液状ゴム材)を成形型に注入して加硫硬化する方法、ゴム材料を押し出し成形後に加硫硬化する方法、射出成形後に加硫硬化する方法等で形成すればよい。なお、加硫硬化は公知の方法にしたがって行えばよく、加硫硬化条件は、用いるゴム材料等に応じ、適宜定めればよい。
【0024】
現像剤担持部材は、少なくとも1層の弾性層を有するが、多層とする場合には、第1の弾性層1bと同様の材質を用いることが出来、また第1の弾性層と同様にして形成することができる。弾性層を多層とすると、現像剤担持部材の硬度調整や抵抗調整をし易くなるなどのメリットがある。但し、付加反応型導電性シリコーンゴムを用いる場合には、その反応阻害とならない様な材質を選択する必要がある。
【0025】
2)被覆層
被覆層1cは、弾性層(複数の弾性層を有する場合には外側の弾性層)の外周に、これに接して形成され、弾性層中に含有される軟化油や可塑剤等の成分が現像剤担持部材表面へブリードアウトするのを防止する目的で、または、現像剤担持部材全体の電気抵抗を調製する目的で設けられる。
【0026】
現像剤担持部材は少なくとも1層の被覆層を有する。被覆層を1層とする場合には、この被覆層の厚みは、ブリードアウトを防止するため、通常、8μm以上とするのが好ましく、また弾性層の柔軟性を損なうこともなく、また耐摩耗性を考慮すると、100μm以下とするのが好ましい。また、被覆層を多層とする場合には、各層の合計厚みが上記範囲となるようにすればよい。
【0027】
(被覆材料)
被覆層を形成する被覆材料は、樹脂材料、所望の場合には絶縁性粒子、導電性微粒子等を含む。
【0028】
(樹脂材料)
樹脂材料としては、例えば、フッ素樹脂、ナイロン樹脂、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂、ブチラール樹脂、ポリオレフィン系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー、エチレン酢酸ビニル系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマーおよび塩素化ポリエチレン系熱可塑性エラストマー等を挙げることができる。これらの樹脂材料は、単独重合体であっても、共重合体であってもよい。また、これらの樹脂材料は単独で、または2種類以上を組み合わせて用いてもよい。
【0029】
被覆層1cは、接触現像方式においては現像剤担持部材の感光体への均一な圧接が必要であり、また現像剤担持部材上のトナーの層厚を規制する規制ブレードとも接触しているため、変形した跡が残ると、それが画像不良として現れてしまう。その様なことから、現像剤担持部材は、複写機やプリンタ等に用いられる環境温度に対し、高い圧縮永久歪みが要求されることからポリウレタン樹脂が好ましい。
【0030】
被覆層1cに使われる、ウレタン樹脂に用いられるポリオール化合物としては、ポリエチレングリコール、テトラメチレングリコールポリエチレンジアジペート、ポリエチレンブチレンアジペート、ポリ−ε−カプロラクトンジオール、ポリカーボネートポリオール、ポリプロピレングリコール等の公知のポリウレタン用ポリオールが挙げられる。
【0031】
また、イソシアネート化合物としては、ジフェニルメタンジイソシアネート(MDI)、トリレンジイソシアネート(TDI)、ヘキサメチレンジイソシアネート(HDI)等のジイソシアネート、およびそれらのビュレット変性体、イソシアヌレート変性体、ウレタン変性体等を好ましく使用することができる。特に好ましいイソシアネート化合物は、HDIおよびそのビュレット変性体、イソシアヌレート変性体、ウレタン変性体等である。イソシアネート化合物は、その分子鎖が長いほど、より高い柔軟性を有するポリウレタン被覆層を生成する。
【0032】
(絶縁性粒子)
本発明に使用する絶縁性粒子は、3μmから30μmの平均粒径を有するものが好ましい。本発明における絶縁性粒子の平均粒径は、粒子径Diを有する粒子数をniとしたとき、下記式
Dv=(ΣniDi3/Σni)1/3
で求められる体積平均粒径である。また、本発明における絶縁性粒子の粒径の変動係数は40%以下であることが好ましい。ここで変動係数とは、絶縁性粒子の粒径の標準偏差を上記平均粒径(体積平均粒径)で除しこれを100倍した値をいう。
【0033】
絶縁性粒子としては、例えば、ウレタン粒子、ナイロン粒子、アクリル粒子、シリコーン粒子等を用いることが出来る。形状としては球形が好ましい。
【0034】
絶縁性粒子の添加量は、被覆層を形成する被覆材料中の樹脂材料を100部としたとき、通常、2〜50部とするのが好ましい。絶縁性粒子の添加量をこの範囲とすると、現像剤担持部材として適度のトナー搬送性を持つ被覆層表面が得られる。
【0035】
また、本発明において使用する絶縁性粒子の平均粒径(体積平均粒径)を3μm以上とすると、(最外層)被覆層の表面凹凸が大きくなり、現像剤担持部材としたとき、十分なトナー搬送性が得られ、また平均粒径(体積平均粒径)を30μm以下とすると、(最外層)被覆層の表面凹凸の平均間隔が適切な大きさとなり、トナー搬送量を適切な量とすることが容易となり、結果として画像が良好となる。また、絶縁性粒子の平均粒径(体積平均粒径)は、5〜15μmとするのがより好ましい。
【0036】
また絶縁性粒子の変動係数は40%以下とするのが好ましい。絶縁性粒子の変動係数を40%以下とすると、絶縁性粒子の粒度分布が狭くなり、現像剤担持部材の被覆層の表面粗さや表面凹凸の平均間隔Smの制御が容易となる。
【0037】
(導電性微粒子)
本発明における被覆材料は、所望の場合には現像剤担持部材全体の電気抵抗を調整する目的のため、導電性微粒子を含む。導電性微粒子としては、各種電子伝導機構を有する導導剤(カーーンブラック、グラファイト、導電性金属酸化物、銅、アルミニウム、ニッケル、鉄粉等)或いはイオン導電剤(アルカリ金属塩およびアンモニウム塩)の微粒子を用いることができる。上記導電剤の2種以上を併用してもよい。また導電性微粒子を樹脂材料100部に対し、通常、5〜200部添加するのが好ましい。導電性微粒子の添加量を5部以上とすると、被覆層は導電性を付与することができ、200部まで必要量の導電性微粒子を加えることにより、導電性をコントロールすることが可能となる。導電性微粒子を樹脂材料100部に対し、15〜30部を添加するのがより好ましい。使用する導電性微粒子は、感光体を汚染する材料構成であってはならない。
【0038】
(溶剤)
被覆層1cの形成に用いることのできる有機溶剤としては、メチルイソブチルケトン、メチルエチルケトン、アセトン、シクロヘキサノン等のケトン類、キシレン、トルエン等の芳香族類、n−酢酸ブチル、酢酸エチル等のエステル類、テトラヒドロフラン、エチルセロソルブ、テトラヒドロピラン等のエーテル類が挙げられるが、特にこれに限定されるものではない。また樹脂材料等が溶解する場合は、水等も溶剤として用いることが出来る。
【0039】
(塗工液の調製)
前述の各材料を有機溶剤や水等中に添加し適宣希釈し、所望の場合には導電性微粒子を分散しまたは溶解して、塗工液を作製する。
【0040】
塗工液の調製は、公知の塗工液の調製方法によって行うことができる。例えば、上述した各材料を有機溶剤や水等の溶剤中に添加し、攪拌して、各成分を均一に混合し、これを適宣希釈して塗工液を調製する。塗工液の作製において粉砕工程を加える場合は、ボールミル、サンドミルまたは振動ミル等を用いることができる。
【0041】
(塗工方法、塗工層の形成)
塗工前の弾性層の表面清浄化は、従来の方法が利用でき、その具体的な方法としては、例えば、圧縮空気の吹き付け、粘着テープとの接触、弾性層材料を侵さない有機溶剤での洗浄、高圧水での洗浄、水での洗浄等である。
【0042】
上記塗工液を弾性層の外周面上に塗布する方法としては、ディップ塗工、リング塗工、ロール塗工等を選択することが出来、特に限定されない。
【0043】
(乾燥、硬化)
次に、上記のような塗工方法で形成した塗工層を乾燥または硬化するが、乾燥または硬化する方法としては、必要に応じて熱を加えない風乾を行った後に、熱可塑性樹脂の場合は加熱乾燥、熱硬化性樹脂の場合は、反応温度までの加熱硬化等、用いる材料によって選択することが出来る。風乾時間については用いる溶剤種や含有量によっても異なるが、有機溶剤等の場合はある程度、含有量を低下させておかないと、加熱乾燥または加熱硬化時に沸き等の表面欠陥が発生する。
【0044】
(風乾工程)
風乾については、塗工液を塗布して被覆層を形成し、熱を加えて乾燥または加熱硬化する前に行う。風乾は、塵、ケバの極めて少ないクリーンエアー等を送風し、風下側に排気ダクト等を設け、有機溶剤蒸気や水分を多く含んだ空気等を回収する。この時、軸芯体の中心線と所定の範囲内の角度をなす風向を有する風を送り風乾する。この角度は、0〜25°とするのが好ましく、0〜10°とするのがより好ましい。この角度を25°以下とすると、現像剤担持部材と平行方向からの送風となって現像剤担持部材周方向に対し風上側と風下側で乾燥ムラが生ずることがない。これにより、僅かな膜厚ムラや色ムラも防ぐことが可能となり、結果として現像剤担持部材の周方向の電気抵抗のムラ、いわゆる電気抵抗周ムラを減少させ、画質上では現像剤担持部材円周ピッチの色濃度ムラの発生を防ぐことができる。なお、軸芯体の中心線と風向とのなす角度は、送風出口部分にルーバーを設け、風を一定方向に送風することにより調整することができる。また排気ダクトの設置位置も風向きに影響しないように調整する。具体的には、排気が一カ所に集中しないよう邪魔板等を通すことが好ましい。
【0045】
また風速は、0.01〜1m/sとするのが好ましく、0.01〜0.5m/sとするのがより好ましい。風速を1m/s以下とすると、現像剤担持部材とほぼ平行に流れる筈の風が乱流となり現像剤担持部材の周方向に膜厚ムラや色ムラが生じるのを防ぐことができる。風速を0.01〜1m/sの範囲とすれば、画質上の問題となるような膜厚ムラや色ムラは生じることはない。また風速を0.01m/s以上とすると、形成されたウエット状の塗工層の周囲が、有機溶剤蒸気や水分を多く含んだ空気等で満たされてしまうことがなく乾燥を速くすることができる。なお、風速は、送風機の出力(ファンの回転数)で調節することができる。またこのとき排気量も同時に調整し、系内が減圧状態となり乱流が発生するのを防ぐことが好ましい。
【0046】
また風乾時の温度に関しては、塗工液や塗布前の現像剤担持部材の表面温度とほぼ同じにするのが好ましく、具体的には25℃以下の所定温度±1℃とすることが好ましい。風乾時の温度が25℃を超えると乾燥が速く膜厚ムラや色ムラが生じる傾向が見られる。
【0047】
(加熱乾燥または加熱硬化工程)
加熱乾燥または加熱硬化については、先述の風乾とほぼ同様の考え方が適用される。塗工液を塗布して塗工層を形成し、必要に応じて風乾を実施した後、熱を加えて加熱乾燥または加熱硬化するが、塵、ケバの極めて少ない加熱したクリーンエアー等を送風し、風下側に排気ダクト等を設ける。この時、軸芯体の中心線と所定の範囲内の角度をなす風向を有する風を送る必要がある。この角度は、0〜25°とするのが好ましく、0〜10°とするのがより好ましい。この角度を25°以下とすると、現像剤担持部材と平行方向からの送風となって現像剤担持部材の周方向に対し風上側と風下側で乾燥ムラや硬化ムラが生ずることがない。これにより、電気抵抗周ムラを減少させることが可能となるため、画質上では現像剤担持部材円周ピッチの色濃度ムラの発生を防ぐことができる。なお、軸芯体の中心線と風向とのなす角度は、加熱エアー送風出口部分にルーバーを設け、風を一定方向に送風することにより調整することができる。また排気ダクトの設置位置も風向きに影響しないように調整する。具体的には、排気が一カ所に集中しないよう邪魔板等を通すことが好ましい。
【0048】
現像剤担持部材は、周方向の抵抗最大値と抵抗最小値の値の比として定義する周方向の抵抗ムラ(周方向抵抗ムラと表すことがある)が2.0倍以下であるのが好ましい。周方向の抵抗最大値と抵抗最小値の値の比(周方向抵抗ムラ)を2.0倍以下とすると色濃度ムラを実画像上許容出来るレベル以下とすることができる。周方向の抵抗最大値と抵抗最小値の値の比(周方向抵抗ムラ)は1.4倍以下とするのがより好ましい。
【0049】
また風速は、0.1〜1m/sとするのが好ましく、0.1〜0.5m/sとするのがより好ましい。風速を1m/s以下とすると、現像剤担持部材とほぼ平行である筈の風向きが乱流となり、結果的に現像剤担持部材周方向に熱膨張や収縮の違いや熱硬化ムラ等に起因する抵抗ムラが生じるのを防ぐことができる。また、風速を0.1m/s以上とすると炉内の温度を一定に保つことが容易となり、現像剤担持部材の長手方向の左右で電気抵抗ムラが生じることがない。
なお、風速は、送風機の出力(ファンの回転数)で調節することができる。またこのとき排気量も同時に調整し、系内が減圧状態となり乱流が発生するのを防ぐことが好ましい。
【0050】
加熱乾燥または加熱硬化時の温度に関しては、用いる被覆層の材料によって異なるが、残留溶剤は十分除去されている必要があり、加熱乾燥または加熱硬化開始時に残留溶剤の沸きによる被覆層の欠陥生成を避けるため、加熱開始時はメイン溶剤の沸点以下の温度で加熱を開始できるような段階的な昇温が好ましい。
【0051】
また加熱乾燥または加熱硬化のメインとなる加熱温度では、炉内の温度ばらつきは所定温度±5℃が望ましい。
【0052】
加熱乾燥または加熱硬化する装置については、現像剤担持部材を装置内に静置するバッチ式、装置中を通過させる連続式などの装置を採用することができる。
【0053】
3)導電性部材の周方向の抵抗最大値と抵抗最小値の値の比(周方向抵抗ムラ)の測定
本発明における導電性部材の周方向の抵抗最大値と抵抗最小値の比(周方向抵抗ムラ)の測定方法の一例の概略を図2に示す。現像剤担持部材2aと連れ周りする直径30mmの金属製ドラム2bの表面に現像剤担持部材2aを配置し、その両端に各々500gの荷重をかけ、金属製ドラム2bに現像剤担持部材2aを、これら各々の中心線が平行となるように押し付ける。この状態で所定時間、所定回転数で現像剤担持部材を回転させ、その間直流電圧(不図示)を印加して、現像剤担持部材2aの回転に伴う周方向の各回転位置における電流の値を測定して抵抗値を求め、現像剤担持部材2aの抵抗最大値(Rmax)と抵抗最小値(Rmin)を求め、さらに、これらの値から、これらの値の比(Rmax/Rmin)で定義する周方向抵抗ムラを求めることができる。
【実施例】
【0054】
以下に、実施例を用いて本発明を更に詳細に説明する。本発明はこれらの実施例によって何ら限定されるものではない。
【0055】
(実施例1)
φ8mmステンレス製軸芯体を内径16mmの円筒状金型内に金型キャビティと同心となるように設置し、両側にコマ型、コマの間に円筒状金型を配置した金型を成型機にセットし、射出注入装置で液状ゴムを注入した。注入条件は、注入時間10秒、金型内に注入する液状ゴムの量は40mlで4ml/秒の一定速さで注入した。
ここで液状ゴムは、2液混合型の、付加反応タイプの液状導電性シリコーンゴム(東レダウコーニング社製、体積固有抵抗1×106Ωcm品)を用いた。
【0056】
液状ゴムが注入された金型は成形装置内の熱盤にて加熱硬化し、脱型後、200℃のオーブンで4時間2次加硫を行い、軸芯体上に厚み4mmの弾性層を有する現像剤担持部材前駆体を得た。
【0057】
次に、ウレタン塗料(ニッポランN5033;商品名、日本ポリウレタン社製)を固形分濃度10%となるように、メチルエチルケトンで希釈し、導電性微粒子としてカーボンブラック(MA100;商品名、三菱化学製)を上記ウレタン塗料の固形分100部に対し70部、絶縁性粒子として平均粒径14μmのウレタン粒子(アートパールC400;商品名、根上工業製)を上記ウレタン塗料の固形分100部に対し10部添加した後、十分に分散したものに、硬化剤(コロネートL;商品名、日本ポリウレタン社製)を上記ウレタン塗料の固形分100部に対し10部添加し撹拌し、塗工液を調製した。次にこの塗工液を縦ディップ塗工装置の循環機中に投入し、約1時間塗工液を慣らし循環した。循環機中から塗工液の一部を抜き取り、B型粘度型にロータNo.1のロータをセットし、液温度23±1℃で、ロータ回転数60rpmにて粘度を測定した。このときの液粘度は14.0mPa・sであった。
【0058】
上記方法で得られた現像剤担持部材前駆体を塗工パレットに垂直方向に把持し、液浸入スピード10mm/s、液中停止時間10s、引き上げ速度平均200mm/sの条件で浸漬し、上記塗工液を縦ディップ塗布し弾性層の外周面上に塗工層を形成した。塗工パレットに把持したまま、乾燥器中で、塗工層を形成した現像剤担持部材前駆体の上から下へ、現像剤担持部材前駆体の軸芯体の中心線と0°の角度をなす風向(左記風向を0°と表すことがある)の、風速1m/sのクリーンエアーを送風し、10分間の風乾を行った。このときの雰囲気温度は23±1℃であった。次に、風速1m/sで上から下へ加熱されたクリーンエアーが流れる連続加熱炉へ、風向と現像剤担持部材前駆体の軸芯体の中心線とが平行になる様(左記風向を0°と表すことがある)に、風乾した現像剤担持部材前駆体を投入し、50℃で30分加熱後、序々に昇温し、140℃で4時間硬化し、被覆層を形成し、現像剤担持部材を得た。
なお、風乾時および加熱硬化時の風速は、TESTO社製、型番SA−425を用いて測定した。また加熱時の風速に関しては、ヒータをOFFにして、擬似的に常温での風速を測定した。風乾時および加熱硬化時の軸芯体の中心線と風向とのなす角度は、風の流れる奥側に角度表示板を貼付し、風にスモークテスター(柴田科学社製)で発生した煙を混入し、煙の流れを表示板より読み取り測定した。なお加熱時の角度については、ヒータをOFFにして、擬似的に常温での風速を測定した。
【0059】
以上の様にして得られた現像剤担持部材100本について、表面を目視にて観察し、色ムラや塵、ケバが被覆層表面に付着して出来る欠陥の発生数を調べた。その結果を表1に示した。
【0060】
また得られた現像剤担持部材の周方向抵抗ムラは上述の方法で測定した。その結果を表1に示した。
【0061】
(実施例2)
平均粒径6μmのウレタン粒子(アートパールC800;商品名、根上工業製)をコアンダ効果を利用した多分割分級装置(日鉄鉱業社製エルボジェット分級機)で分級して微粉成分および粗大粉成分を除去し、平均粒径3μmの分級したウレタン粒子を得た。
絶縁性粒子として上記分級したウレタン粒子を用い、その添加量を30部とし、風乾時のクリーンエアーの風向を軸芯体の中心線と25°の角度をなす方向(左記風向を25°と表すことがある)とし、加熱硬化時のクリーンエアの風向を、軸芯体の中心線と25°の角度をなす方向とした以外は実施例1と同様にして現像剤担持部材を作製し、実施例1と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0062】
(実施例3)
平均粒径21μmのウレタン粒子(アートパールC300;商品名、根上工業製)をコアンダ効果を利用した多分割分級装置(日鉄鉱業社製エルボジェット分級機)で分級して超微粉成分および微粉成分を除去し、平均粒径30μmの分級したウレタン粒子を得た。
絶縁粒子として上記分級したウレタン粒子を用い、その添加量を2部とし、風乾時のクリーンエアーの風速を0.01m/sとし、加熱硬化時のクリーンエアーの風速を0.1m/sとした以外は実施例1と同様にして現像剤担持部材を作製し、実施例1と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0063】
(比較例1)
風乾時のクリーンエアーの風速を1.5m/sとし、加熱硬化時のクリーンエアーの風速を1.5m/sとした以外は実施例1と同様にして現像剤担持部材を作製し、実施例1と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0064】
(比較例2)
風乾時のクリーンエアーの風向を軸芯体の中心線と90°の角度をなす方向(左記風向を90°と表すことがある)とし加熱硬化時のクリーニングエアーの風向を軸芯体の中心線と90°の角度をなす方向とした以外は実施例2と同様にして現像剤担持部材を作製し、実施例2と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0065】
(比較例3)
風乾時にクリーンエアーの送風を停止し自然対流のみとし、、加熱硬化時もクリーンエアーの送風を停止し、ヒーターで加熱された熱風の自然対流のみとした以外は実施例3と同様にして現像剤担持部材を作製し、実施例3と同様にして得られた現像剤担持部材の欠陥の発生数を調べ、周方向抵抗ムラを測定した。その結果を表1に示した。
【0066】
【表1】
【0067】
表1から明らかなように、実施例1〜3の現像剤担持部材は、乾燥ムラや硬化ムラによる色ムラの発生はなく、ケバ付着も認められなかった。さらに周方向抵抗ムラも2.0倍以下であった。
【0068】
これに対し、比較例1の現像剤担持部材は、急速な風乾、加熱硬化、乱流の発生等が原因と考えられる現像剤担持部材長手方向風下側に周方向の色ムラが全数で認められ、周方向抵抗ムラも2.10倍となってしまった。また風速が大きいため乱流が発生したと推定されるが、風向を現像剤担持部材の軸芯体の中心線と平行としたため、ケバ付着は認められなかった。
【0069】
比較例2の現像剤担持部材は、風乾および加熱熱硬化時の風向を現像剤担持部材の軸芯体の中心線に対し、直角としたため、全数で現像剤担持部材周方向の色ムラが発生し、ケバ付着が56本に認められた。また周方向抵抗ムラも2.50倍と大きなものとなってしまった。
【0070】
比較例3の現像剤担持部材は、風乾時、加熱硬化時に送風を停止し自然対流のみとしたため、加熱硬化時の温度ムラが原因と思われる色ムラが全数に発生し、ケバの付着が12本に認められた。
【産業上の利用可能性】
【0071】
本発明の導電性部材は、プリンタ、ファクシミリおよび複写機等の電子写真方式を採用した画像形成装置における現像、帯電、転写、クリーニング、除電等に用いる導電性部材として好適に用いることができる。また、本発明の製造方法により、被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材を製造することができる。
【図面の簡単な説明】
【0072】
【図1】本発明の現像剤担持部材の実施形態の一例を示す概略断面図である。
【図2】本発明の現像剤担持部材の周方向の抵抗最大値と抵抗最小値の測定方法の一例を示す概略図である。
【符号の説明】
【0073】
1a 軸芯体
1b 弾性層
1c 被覆層
2a 現像剤担持部材
2b 金属製ドラム
【特許請求の範囲】
【請求項1】
金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材。
【請求項2】
前記塗工層が、前記加熱乾燥または加熱硬化する前に、0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾されることを特徴とする請求項1記載の導電性部材。
【請求項3】
周方向の抵抗最大値と抵抗最小値の値の比が、2.0倍以下であることを特徴とする請求項1または2記載の導電性部材。
【請求項4】
前記被覆層が、樹脂材料と、3μmから30μmの平均粒径を有する絶縁性粒子を含む被覆材料から形成されることを特徴とする請求項1〜3のいずれかに記載の導電性部材。
【請求項5】
金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材の製造方法において、該軸芯体の外周面上に該弾性層を形成する工程、該被覆層を形成するための該塗工液を調製する工程、該塗工液を該弾性層の外周面上に塗布して塗工層を形成する工程、該塗工層を0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾する工程および風乾した該塗工層を0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して該被覆層を形成する工程を有することを特徴とする導電性部材の製造方法。
【請求項1】
金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材。
【請求項2】
前記塗工層が、前記加熱乾燥または加熱硬化する前に、0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾されることを特徴とする請求項1記載の導電性部材。
【請求項3】
周方向の抵抗最大値と抵抗最小値の値の比が、2.0倍以下であることを特徴とする請求項1または2記載の導電性部材。
【請求項4】
前記被覆層が、樹脂材料と、3μmから30μmの平均粒径を有する絶縁性粒子を含む被覆材料から形成されることを特徴とする請求項1〜3のいずれかに記載の導電性部材。
【請求項5】
金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材の製造方法において、該軸芯体の外周面上に該弾性層を形成する工程、該被覆層を形成するための該塗工液を調製する工程、該塗工液を該弾性層の外周面上に塗布して塗工層を形成する工程、該塗工層を0.01〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り風乾する工程および風乾した該塗工層を0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して該被覆層を形成する工程を有することを特徴とする導電性部材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2006−71781(P2006−71781A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−252575(P2004−252575)
【出願日】平成16年8月31日(2004.8.31)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年8月31日(2004.8.31)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]