
小分け充填方法及び小分け充填システム
【課題】大中小のそれぞれのパックに多いめ、普通、少なめの量の商品を揃えて製造する際に、各容量で多いめ、普通、少なめの小分け充填を容器の容量に見合う範囲で偏り無く、分散させた充填を行なうとともに、仕込量の不足による追加仕込みの防止と仕込量の余りによる廃棄を出さない小分け充填方法とシステムを提供する。
【解決手段】定められた範囲内に分散させて仕込量を小分けして充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量と小分け充填数と充填済数から演算時点後の個々の充填目標値を演算させ、定められた範囲内の充填量の目標を変更し、小分け充填する充填目標値を指示してフィードバックを行なう充填方法と小分け充填システムとする。
【解決手段】定められた範囲内に分散させて仕込量を小分けして充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量と小分け充填数と充填済数から演算時点後の個々の充填目標値を演算させ、定められた範囲内の充填量の目標を変更し、小分け充填する充填目標値を指示してフィードバックを行なう充填方法と小分け充填システムとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スーパーで販売される惣菜類、特にトレー、カップ容器などに小分けされ内容量が一品毎に異なる不定貫商品における小分け充填方法並びに小分け充填システムに関する。より好ましくは、セントラルキッチンや食品加工工場でアウトパック作業による不定貫商品における小分け充填方法並びに小分け充填システムに関する。
【背景技術】
【0002】
従来からスーパーマーケットで販売されている惣菜類は、スーパーマーケットのバックヤードで調理、或いは調理済の商品を小分けする最終の生産工程を行なっている。この際、定量の充填を行なう場合には定額ラベルで値段を印字した値段ラベルを発行し、この値段ラベルを商品に貼付することで商品の値付けを行っている。しかし、定量の充填が行なえない不定貫商品においては、計量ラベルプリンタで商品を計量して、単価と重量値とから値段を算出し、この値段を印字した計量ラベルを発行し、この計量ラベルを商品に貼付することで商品の値付けを行っている。(本明細書では、商品の重量と単価とに基づいて値付する商品に貼り付けられる印字したラベルを「計量ラベル」という。)また、これら作業には、定貫商品では、はかりとラベルプリンタ、また、不定貫商品では計量ラベルプリンタが用いられている。
また、定貫商品と不定貫商品を自動的に分別してそれらに対応するラベルを発行する装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−318227号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、スーパーマーケットのバックヤード作業を減少させ、セントラルキッチンや食品加工工場で最終の製品とするアウトパックで小分け充填された商品をスーパーマーケットでは売り場に並べて販売することが考えられる。
【0005】
また、家庭の家族構成が少数化し、家庭で料理するよりも出来合いの惣菜を買うと無駄が少ない。さらに、食する人数に応じた量のバラエティ化が望まれている。例えば、パック詰めの惣菜ではサイズが大中小の品揃えがされている。しかし、それぞれのパックでもさらに多いめ、普通、少なめなどの要望がある。バックヤードでの小分け充填であれば各店舗の客層に応じた量で、必要数の対応が出来る。他方、食品加工工場で最終の製品とするアウトパックで小分け充填された商品を製造する場合には各店舗に納入が必要な数量を確保するとともにスーパーマーケットの顧客が選択できる量の商品を製造することが求められる。食品加工工場では一店舗だけの生産を行なうのではなく、多店舗の商品を担当することになる。定められた量の商品であれば、数量と歩留まりを考慮して生産計画を立て、如何にオーバーパックを少なくするかを考えることになる。しかし、大中小のそれぞれのパックに多いめ、普通、少なめの量の商品を揃えて、内容量に単価をかけた販売価格を設定する不定貫商品を製造する際に、多いめのパックが多いと個数が確保できずに、改めて原料の準備から行なわなければならないので、出荷に支障をきたすことになるので余裕を持った仕込量となってしまう。さらに、少なめのパックが多いと仕込量が余り、いずれにしても廃棄のロスとなってしまう。
本発明は、上記を考慮してこのような悪循環を防止して、各容量で多いめ、普通、少なめの小分け充填を容器の容量に見合う範囲で偏り無く、分散させた充填を行なうとともに、仕込量の不足による追加仕込みの防止と仕込量の余りによる廃棄を出さない小分け充填方法とシステムを提供することを目的とする。
【課題を解決するための手段】
【0006】
方法の発明は、仕込量を定められた範囲内に分散させて小分け充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量、及び充填済数と小分け充填必要数からその後の個々の充填目標値を演算させ、小分け充填する充填目標値を指示することを特徴とする小分け充填方法であり、さらに、仕込量を定められた範囲内に分散させて小分けして充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量及び小分け充填数と充填済数から演算時点後の個々の充填目標値を演算させ、定められた範囲内の充填量の目標を必要に応じて変更し、小分け充填する充填目標値を指示する小分け充填方法とするとさらに良い。
【0007】
また、システムの発明は、仕込量を定められた範囲内に分散して必要数を小分け充填し、商品情報と重量を印字してラベルを発行する小分け充填システムにおいて、商品の重量を計量する計量部と、重量測定値から風袋重量を除算する演算手段と、計量された商品の累計数と、個々の正味充填量を記憶し、さらに個々の充填量を加算して累計充填量として記憶する記憶手段と、商品に貼り付けるラベルに印字するラベルプリンタを具備し、計量された商品の累計数から小分け必要数量の残数量を算出し、累計充填量から仕込量の残量を算出し、残りの商品の充填目標値を充填システムにフィードバックを行なう小分け充填システムとすることができる。
【発明の効果】
【0008】
パック詰めされた惣菜は顧客の食卓の事情により、大中小のそれぞれのパックに多いめ、普通、少なめの量の商品を揃える場合、内容量に単価をかけた販売価格の不定貫商品を製造する際に、多めのパックが多いと個数が確保できないので余裕を持った仕込量となってしまう。さらに、少なめのパックが多いと仕込量が余り、いずれにしても廃棄のロスとなってしまう。このような悪循環を防止するために、充填時に多いめ、普通、少なめの小分け充填品の数量と累積の重量から仕込量の残量を計算させ、これから必要な数量にロスなく充填小分け作業を行う為の、目標充填量を適時作業者に指示するので計画された仕込量が必要な数量を確保して小分け充填することになり、無駄な廃棄ロスや数量不足といったトラブルを防止することが出来る。さらに目標充填量が適時指示されるので作業者は安心して指示に従って作業に臨むことが出来る。
【0009】
本発明の目的に対する効果のみならず、本発明の方法を用いることにより、顧客は自分の家庭で必要として食する量の惣菜を選択することができるようになる。また、食品加工工場等で惣菜を製造する場合、顧客の選択肢が増加しているにもかかわらず、その歩留向上ならびに残量による廃棄ロスをなくすことが出来る。また、本発明のシステムを用いることにより製造が計画的に行なえることにより、人手による充填作業は必要な指示が的確に行なわれるので作業者は安心して作業に従事できるという効果も得られるものである。機械充填の場合は充填量を自動で変更することにより、同様の効果を得ることができる。
【図面の簡単な説明】
【0010】
【図1】図1は、計量充填された容器詰め惣菜の商品郡を説明する説明図である。
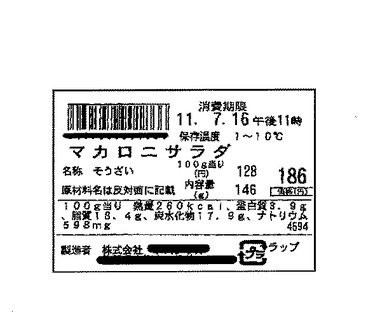
【図2】図2は、計量充填された惣菜の計量ラベルの例を示す説明図である。
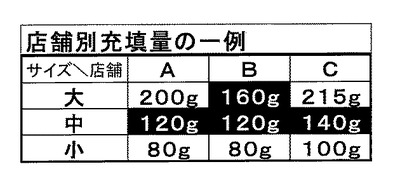
【図3】図3は、店舗別の計量充填量の例を説明する説明図である。
【図4】図4は、本発明の一実施例のライン構成を説明する説明図である。
【図5】図5は、本発明の店舗別オーダー数から生産計画を立案する一例の説明図である。
【図6】図6は、本発明の手充填の傾向の一例を説明する説明図である。
【図7】図7は、本発明の機械充填の傾向の一例を説明する説明図である。
【図8】図8は、本発明の全体の流れの一例を説明するフローチャート説明図である。
【図9】図9は、本発明の一実施例のライン機器の構成を示すダイアグラム説明図である。
【発明を実施するための形態】
【0011】
以下、図面を参照して、本発明の好ましい実施の形態について説明する。
【実施例】
【0012】
[第1実施形態]
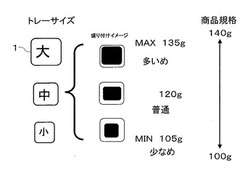
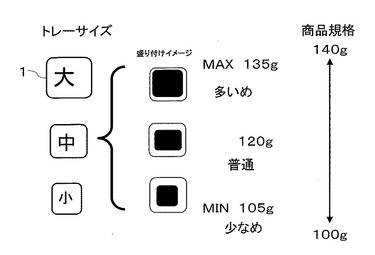
図1は、計量充填された容器詰め惣菜の商品郡を説明する説明図である。例えば、○○サラダはトレー容器のサイズが大、中、小の3種類の容器サイズの充填量の商品が用意されている例をもとに説明をする。容器のサイズと充填量は内容物の容積率などの見栄えを考慮して決められているのが一般的である。
図1では、大中小の中のトレーサイズを用いたサラダの場合、見栄えの点から105gから135gが盛り付けられることが理解できる。そして規格は100gから140gとして管理されていることを示している。同様の規格が大のトレー、小のトレーにも決められている。
そこで、各サイズにおいて決められた範囲の間で多いめ、普通、少なめの量がパックされた商品が極力分散しているように容器に盛り分け(以下、小分け作業、充填作業、充填ともいう。)、包装して、販売店舗の表示、法律で決められた表示、重量、価格等の商品情報が印字されたラベルを貼り付けて各店舗別に仕分けされて納品される。ここではラベルの表示内容については特記しないものとする。
本発明の目的であるひとつのサイズの中で見栄えをもとに決められた範囲に分散された充填量の商品から顧客が希望する充填量の商品を選択できるように商品を充填するにあたり、定められた範囲内に分散させることにある。
また、食品加工工場において多数の店舗用に商品を提供するには、多いめ、普通、少なめの商品を同時並行に製造しておくことが必要である。
【0013】
多いめ、普通、少なめの商品の必要な数量を製造した後に各店舗に区分けする方法も考えられるが、仮取りの作業が繁雑となり、実質的ではないことから充填時に多いめ、普通、少なめの商品を平行して製造する必要がある。
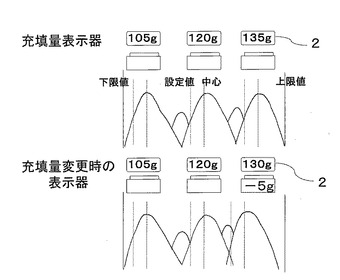
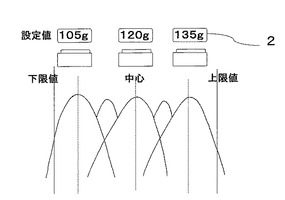
惣菜の充填は一部の商品では自動の充填機が導入されているが、商品の性質から人手による手充填作業が行なわれている。図7に示す中心値が135gの多いめ、同様に120gの普通、同様に105gの少なめの商品の充填量の分布について考えると、容積式の充填装置を使用した場合、設定値を中心とする正規分布となるのが一般的である。他方、人手による充填作業を行なった場合は個人差が大きいが、一般的には、図6の上の図に示すように充填量を設定したら設定値を中心に正規分布するのではなく、設定値より高い位置に中心の山が現れる。手充填は人が関与することから、設定値と上下の幅が設定されている場合、その平均は、設定値になるのではなく、設定値を極力切らない充填、即ち、設定値を少ない量として充填してしまうために中心は設定値よりも高い値となってしまうことが一般的である。これは、人の心理として設定値を下回らないようにしたいとの思いから、設定値を中心に上下の範囲が設けられていても設定値よりも多い充填を行なうことによると考えられる。
【0014】
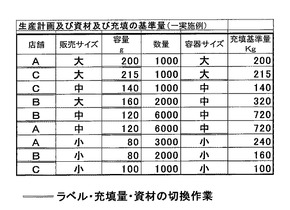
図2は、計量充填された惣菜の計量ラベルの例を示し、図3は、店舗別の大中小のサイズと基本となる充填量の例を示している。○○サラダの大中小のサイズは店舗により、その量は異なる場合がある。店舗をABCとした場合にC店舗の215gからAB店舗の80gの量に食品加工工場は対応することになる。大中小はそれぞれのトレーを用いるがB店舗の大は中と同じ中のサイズのトレーを用いることを示している。
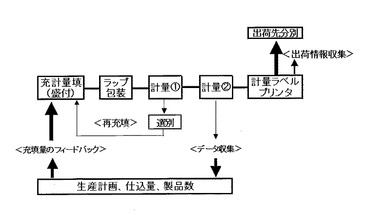
図5は、本発明の店舗別オーダー数から生産計画を立案する一例の説明図であり、店舗が変わることにより、計量ラベルが異なることからラベルの準備が必要、容量の違いは目標充填量の指示、容器サイズはトレーの準備が必要になることを示している。まず、仕込量は各店舗からのオーダーに基づいて、商品のサイズ、歩留まり等を参考に仕込み量を算出して原料準備、煮込み、仕上げと製法に則った準備を行ない、仕込作業を行なうことになる。本明細書において仕込量とは小分け充填のために準備されたものとする。
仕込作業が終了後に、仕込量を各店舗からのオーダーに基づいて容器、ラベル等の資材を準備後に容器に盛り分け、ラップ包装、計量、ラベル貼付、各店舗への仕分けの作業となる。
【0015】
図4は、本発明の一実施例のライン構成を説明する説明図である。
そこで、充填量はトレー容器に対する見栄えなどの理由により上限値、下限値の商品規格が設けられており、工程に設けられたウエイトチェッカー(計量1)にて選別され、工程外に排除して修正されるようになっている。充填された商品は下限、上限の範囲外となり、商品とならないものを除いて、全数ウエイトチェッカー(計量2)で重量が計量され、その数量と商品の容器重量を除いた実重量が積算される。
充填開始時には、設計値並びに過去の実績に基づく目標値を作業者に指示し、充填が開始されると、出来た商品数と累積された充填量により、その後の充填目標値を算出する。
多いめ、普通、少なめの商品を分散させた商品を提供するために一例として、累計の充填量が充填された商品の数量よりも多いと判断された場合、普通の充填量を減少させる(減量−5gなど)指示をすることにより、予定通り作業を終了させることが出来る(図6の下を参照)。計算の結果、必要な作業者のみに目標値の変更の指示を表示する。他に商品の切換などで全体を変更するなど、作業に応じて指示できることはいうまでもない。
【0016】
充填する作業者には充填する目標値が示される。
充填の目標値がタイムリーに指示されるので、作業者は安心して作業が出来るとともに、設計通りの充填がなされた商品を提供することが出来る。目標値は表示器(他に、カード、口頭など)で各作業者に伝えられる。これらの指示ならびに後工程に設置されたウエイトチェッカーにより規格外の商品が出荷されることが無いことから作業者は指示に従って安心して作業することが出来る。
また、機械式充填装置を使用する際には、充填機の充填量の設定を毎回或いは定期的に変更する。または、充填機の設置数を複数とすることにより、店舗毎にそれぞれのサイズにおいて多いめ、普通、少なめの商品を提供することが出来る。
【0017】
他方、仕込量は各店舗からのオーダーに基づいて予定された数量を準備する必要がある。個々の充填量が設定値よりも高いと必要な数量を確保できずに、改めて仕込作業から行なわなければいけなくなる。逆に、設定値よりも少ないと仕込量が残り、廃棄となってしまう。
廃棄を出さない為に、充填作業の最終間近で無理やり修正作業で数量を合わせる作業をすると、店舗や商品のサイズに偏りが出てしまうことになり、好ましくない。
【0018】
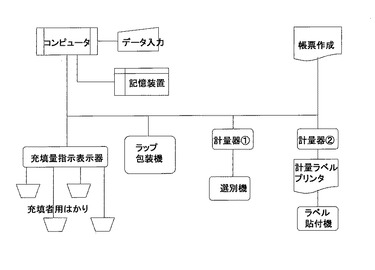
図9は、本発明の一実施例のライン機器の構成を示すダイアグラム説明図である。
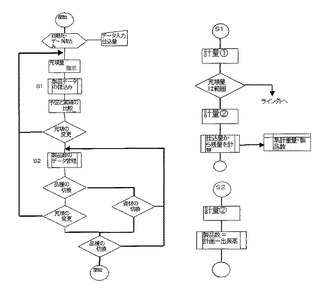
図8は、本発明の全体の流れの一例を説明するフローチャート説明図である。
各店舗からのサイズ別の注文数をデータ入力すると図3に示す充填量により歩留を考慮した仕込作業がなされ、準備が完了したら充填作業にあたり、充填作業者に充填目標値の指示がなされる。多いめ、普通、少なめ担当の各人にはそれぞれの充填量が指示・表示され、各作業者は指示された充填を行なうことになる。
充填された製品はラップ包装後、計量器1で商品規格内であるか否かの選別を行い、規格外の場合はライン外に選別される。その後、計量器2で容器重量が除かれた充填量が計量され、製品数とともに充填量は累積される。
計量ラベルプリンターである計量器2で計量された製品は重量表示とともに値段が印字され商品に貼り付けられて店舗毎に仕分けされることになる。
また、各店舗毎に数量は言うまでも無く、個別の充填量など各店舗に納品するに当たり必要なデータを帳票作成して商品と同時又は別途データとして提供される。
【0019】
ところで、その重量は累積され、データ入力された仕込量から減算することにより、今後充填できる残量が得られる。既に出来た製品数と製造予定数から充填量の変更が必要かを判断して必要であれば変更の必要な充填者へ充填量の変更を表示器(他に、カード、口頭など)で指示をすることになる。また、店舗の商品が予定数が完了した品種の切換の際に充填量を変更する際にも充填量の変更の指示をすることになり、充填者全員が充填量を変更する場合もある。
図5で一例を示したように製品切換はラベル、充填量、容器などの製品切換があり、充填基準量に基づいて的確に充填者に充填量を指示することにより、仕込量を定められた範囲内に分散して小分け充填することができるので過不足が生じずに廃棄を減少させることができる。
さらに、充填作業者は計量器のウエイトチェッカーで確認をしていることもあり、安心して作業が出来るものである。
充填量の変更は表示器で行なうことが望ましいが、コンピュータの指示により、リーダーが口頭で変更を指示しても良いのは言うまでも無い。
本実施例では計量器を計量器1と計量器2の2台で説明をしたが、計量器2の計量ラベルプリンターだけでライン外に選別したものはデータに組み込まなければ同様に行なうことも言うまでも無い。
【産業上の利用可能性】
【0020】
本発明は、今後お客様の要望に柔軟に対応出来る商品の開発と、作業の集約化を進めるに当たり、過剰な余裕の削除や作業の効率をオンラインで進める方法ならびにシステムとして採用する際に有用である。
【符号の説明】
【0021】
1 トレー
2 充填量表示器
【技術分野】
【0001】
本発明は、スーパーで販売される惣菜類、特にトレー、カップ容器などに小分けされ内容量が一品毎に異なる不定貫商品における小分け充填方法並びに小分け充填システムに関する。より好ましくは、セントラルキッチンや食品加工工場でアウトパック作業による不定貫商品における小分け充填方法並びに小分け充填システムに関する。
【背景技術】
【0002】
従来からスーパーマーケットで販売されている惣菜類は、スーパーマーケットのバックヤードで調理、或いは調理済の商品を小分けする最終の生産工程を行なっている。この際、定量の充填を行なう場合には定額ラベルで値段を印字した値段ラベルを発行し、この値段ラベルを商品に貼付することで商品の値付けを行っている。しかし、定量の充填が行なえない不定貫商品においては、計量ラベルプリンタで商品を計量して、単価と重量値とから値段を算出し、この値段を印字した計量ラベルを発行し、この計量ラベルを商品に貼付することで商品の値付けを行っている。(本明細書では、商品の重量と単価とに基づいて値付する商品に貼り付けられる印字したラベルを「計量ラベル」という。)また、これら作業には、定貫商品では、はかりとラベルプリンタ、また、不定貫商品では計量ラベルプリンタが用いられている。
また、定貫商品と不定貫商品を自動的に分別してそれらに対応するラベルを発行する装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−318227号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、スーパーマーケットのバックヤード作業を減少させ、セントラルキッチンや食品加工工場で最終の製品とするアウトパックで小分け充填された商品をスーパーマーケットでは売り場に並べて販売することが考えられる。
【0005】
また、家庭の家族構成が少数化し、家庭で料理するよりも出来合いの惣菜を買うと無駄が少ない。さらに、食する人数に応じた量のバラエティ化が望まれている。例えば、パック詰めの惣菜ではサイズが大中小の品揃えがされている。しかし、それぞれのパックでもさらに多いめ、普通、少なめなどの要望がある。バックヤードでの小分け充填であれば各店舗の客層に応じた量で、必要数の対応が出来る。他方、食品加工工場で最終の製品とするアウトパックで小分け充填された商品を製造する場合には各店舗に納入が必要な数量を確保するとともにスーパーマーケットの顧客が選択できる量の商品を製造することが求められる。食品加工工場では一店舗だけの生産を行なうのではなく、多店舗の商品を担当することになる。定められた量の商品であれば、数量と歩留まりを考慮して生産計画を立て、如何にオーバーパックを少なくするかを考えることになる。しかし、大中小のそれぞれのパックに多いめ、普通、少なめの量の商品を揃えて、内容量に単価をかけた販売価格を設定する不定貫商品を製造する際に、多いめのパックが多いと個数が確保できずに、改めて原料の準備から行なわなければならないので、出荷に支障をきたすことになるので余裕を持った仕込量となってしまう。さらに、少なめのパックが多いと仕込量が余り、いずれにしても廃棄のロスとなってしまう。
本発明は、上記を考慮してこのような悪循環を防止して、各容量で多いめ、普通、少なめの小分け充填を容器の容量に見合う範囲で偏り無く、分散させた充填を行なうとともに、仕込量の不足による追加仕込みの防止と仕込量の余りによる廃棄を出さない小分け充填方法とシステムを提供することを目的とする。
【課題を解決するための手段】
【0006】
方法の発明は、仕込量を定められた範囲内に分散させて小分け充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量、及び充填済数と小分け充填必要数からその後の個々の充填目標値を演算させ、小分け充填する充填目標値を指示することを特徴とする小分け充填方法であり、さらに、仕込量を定められた範囲内に分散させて小分けして充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量及び小分け充填数と充填済数から演算時点後の個々の充填目標値を演算させ、定められた範囲内の充填量の目標を必要に応じて変更し、小分け充填する充填目標値を指示する小分け充填方法とするとさらに良い。
【0007】
また、システムの発明は、仕込量を定められた範囲内に分散して必要数を小分け充填し、商品情報と重量を印字してラベルを発行する小分け充填システムにおいて、商品の重量を計量する計量部と、重量測定値から風袋重量を除算する演算手段と、計量された商品の累計数と、個々の正味充填量を記憶し、さらに個々の充填量を加算して累計充填量として記憶する記憶手段と、商品に貼り付けるラベルに印字するラベルプリンタを具備し、計量された商品の累計数から小分け必要数量の残数量を算出し、累計充填量から仕込量の残量を算出し、残りの商品の充填目標値を充填システムにフィードバックを行なう小分け充填システムとすることができる。
【発明の効果】
【0008】
パック詰めされた惣菜は顧客の食卓の事情により、大中小のそれぞれのパックに多いめ、普通、少なめの量の商品を揃える場合、内容量に単価をかけた販売価格の不定貫商品を製造する際に、多めのパックが多いと個数が確保できないので余裕を持った仕込量となってしまう。さらに、少なめのパックが多いと仕込量が余り、いずれにしても廃棄のロスとなってしまう。このような悪循環を防止するために、充填時に多いめ、普通、少なめの小分け充填品の数量と累積の重量から仕込量の残量を計算させ、これから必要な数量にロスなく充填小分け作業を行う為の、目標充填量を適時作業者に指示するので計画された仕込量が必要な数量を確保して小分け充填することになり、無駄な廃棄ロスや数量不足といったトラブルを防止することが出来る。さらに目標充填量が適時指示されるので作業者は安心して指示に従って作業に臨むことが出来る。
【0009】
本発明の目的に対する効果のみならず、本発明の方法を用いることにより、顧客は自分の家庭で必要として食する量の惣菜を選択することができるようになる。また、食品加工工場等で惣菜を製造する場合、顧客の選択肢が増加しているにもかかわらず、その歩留向上ならびに残量による廃棄ロスをなくすことが出来る。また、本発明のシステムを用いることにより製造が計画的に行なえることにより、人手による充填作業は必要な指示が的確に行なわれるので作業者は安心して作業に従事できるという効果も得られるものである。機械充填の場合は充填量を自動で変更することにより、同様の効果を得ることができる。
【図面の簡単な説明】
【0010】
【図1】図1は、計量充填された容器詰め惣菜の商品郡を説明する説明図である。
【図2】図2は、計量充填された惣菜の計量ラベルの例を示す説明図である。
【図3】図3は、店舗別の計量充填量の例を説明する説明図である。
【図4】図4は、本発明の一実施例のライン構成を説明する説明図である。
【図5】図5は、本発明の店舗別オーダー数から生産計画を立案する一例の説明図である。
【図6】図6は、本発明の手充填の傾向の一例を説明する説明図である。
【図7】図7は、本発明の機械充填の傾向の一例を説明する説明図である。
【図8】図8は、本発明の全体の流れの一例を説明するフローチャート説明図である。
【図9】図9は、本発明の一実施例のライン機器の構成を示すダイアグラム説明図である。
【発明を実施するための形態】
【0011】
以下、図面を参照して、本発明の好ましい実施の形態について説明する。
【実施例】
【0012】
[第1実施形態]
図1は、計量充填された容器詰め惣菜の商品郡を説明する説明図である。例えば、○○サラダはトレー容器のサイズが大、中、小の3種類の容器サイズの充填量の商品が用意されている例をもとに説明をする。容器のサイズと充填量は内容物の容積率などの見栄えを考慮して決められているのが一般的である。
図1では、大中小の中のトレーサイズを用いたサラダの場合、見栄えの点から105gから135gが盛り付けられることが理解できる。そして規格は100gから140gとして管理されていることを示している。同様の規格が大のトレー、小のトレーにも決められている。
そこで、各サイズにおいて決められた範囲の間で多いめ、普通、少なめの量がパックされた商品が極力分散しているように容器に盛り分け(以下、小分け作業、充填作業、充填ともいう。)、包装して、販売店舗の表示、法律で決められた表示、重量、価格等の商品情報が印字されたラベルを貼り付けて各店舗別に仕分けされて納品される。ここではラベルの表示内容については特記しないものとする。
本発明の目的であるひとつのサイズの中で見栄えをもとに決められた範囲に分散された充填量の商品から顧客が希望する充填量の商品を選択できるように商品を充填するにあたり、定められた範囲内に分散させることにある。
また、食品加工工場において多数の店舗用に商品を提供するには、多いめ、普通、少なめの商品を同時並行に製造しておくことが必要である。
【0013】
多いめ、普通、少なめの商品の必要な数量を製造した後に各店舗に区分けする方法も考えられるが、仮取りの作業が繁雑となり、実質的ではないことから充填時に多いめ、普通、少なめの商品を平行して製造する必要がある。
惣菜の充填は一部の商品では自動の充填機が導入されているが、商品の性質から人手による手充填作業が行なわれている。図7に示す中心値が135gの多いめ、同様に120gの普通、同様に105gの少なめの商品の充填量の分布について考えると、容積式の充填装置を使用した場合、設定値を中心とする正規分布となるのが一般的である。他方、人手による充填作業を行なった場合は個人差が大きいが、一般的には、図6の上の図に示すように充填量を設定したら設定値を中心に正規分布するのではなく、設定値より高い位置に中心の山が現れる。手充填は人が関与することから、設定値と上下の幅が設定されている場合、その平均は、設定値になるのではなく、設定値を極力切らない充填、即ち、設定値を少ない量として充填してしまうために中心は設定値よりも高い値となってしまうことが一般的である。これは、人の心理として設定値を下回らないようにしたいとの思いから、設定値を中心に上下の範囲が設けられていても設定値よりも多い充填を行なうことによると考えられる。
【0014】
図2は、計量充填された惣菜の計量ラベルの例を示し、図3は、店舗別の大中小のサイズと基本となる充填量の例を示している。○○サラダの大中小のサイズは店舗により、その量は異なる場合がある。店舗をABCとした場合にC店舗の215gからAB店舗の80gの量に食品加工工場は対応することになる。大中小はそれぞれのトレーを用いるがB店舗の大は中と同じ中のサイズのトレーを用いることを示している。
図5は、本発明の店舗別オーダー数から生産計画を立案する一例の説明図であり、店舗が変わることにより、計量ラベルが異なることからラベルの準備が必要、容量の違いは目標充填量の指示、容器サイズはトレーの準備が必要になることを示している。まず、仕込量は各店舗からのオーダーに基づいて、商品のサイズ、歩留まり等を参考に仕込み量を算出して原料準備、煮込み、仕上げと製法に則った準備を行ない、仕込作業を行なうことになる。本明細書において仕込量とは小分け充填のために準備されたものとする。
仕込作業が終了後に、仕込量を各店舗からのオーダーに基づいて容器、ラベル等の資材を準備後に容器に盛り分け、ラップ包装、計量、ラベル貼付、各店舗への仕分けの作業となる。
【0015】
図4は、本発明の一実施例のライン構成を説明する説明図である。
そこで、充填量はトレー容器に対する見栄えなどの理由により上限値、下限値の商品規格が設けられており、工程に設けられたウエイトチェッカー(計量1)にて選別され、工程外に排除して修正されるようになっている。充填された商品は下限、上限の範囲外となり、商品とならないものを除いて、全数ウエイトチェッカー(計量2)で重量が計量され、その数量と商品の容器重量を除いた実重量が積算される。
充填開始時には、設計値並びに過去の実績に基づく目標値を作業者に指示し、充填が開始されると、出来た商品数と累積された充填量により、その後の充填目標値を算出する。
多いめ、普通、少なめの商品を分散させた商品を提供するために一例として、累計の充填量が充填された商品の数量よりも多いと判断された場合、普通の充填量を減少させる(減量−5gなど)指示をすることにより、予定通り作業を終了させることが出来る(図6の下を参照)。計算の結果、必要な作業者のみに目標値の変更の指示を表示する。他に商品の切換などで全体を変更するなど、作業に応じて指示できることはいうまでもない。
【0016】
充填する作業者には充填する目標値が示される。
充填の目標値がタイムリーに指示されるので、作業者は安心して作業が出来るとともに、設計通りの充填がなされた商品を提供することが出来る。目標値は表示器(他に、カード、口頭など)で各作業者に伝えられる。これらの指示ならびに後工程に設置されたウエイトチェッカーにより規格外の商品が出荷されることが無いことから作業者は指示に従って安心して作業することが出来る。
また、機械式充填装置を使用する際には、充填機の充填量の設定を毎回或いは定期的に変更する。または、充填機の設置数を複数とすることにより、店舗毎にそれぞれのサイズにおいて多いめ、普通、少なめの商品を提供することが出来る。
【0017】
他方、仕込量は各店舗からのオーダーに基づいて予定された数量を準備する必要がある。個々の充填量が設定値よりも高いと必要な数量を確保できずに、改めて仕込作業から行なわなければいけなくなる。逆に、設定値よりも少ないと仕込量が残り、廃棄となってしまう。
廃棄を出さない為に、充填作業の最終間近で無理やり修正作業で数量を合わせる作業をすると、店舗や商品のサイズに偏りが出てしまうことになり、好ましくない。
【0018】
図9は、本発明の一実施例のライン機器の構成を示すダイアグラム説明図である。
図8は、本発明の全体の流れの一例を説明するフローチャート説明図である。
各店舗からのサイズ別の注文数をデータ入力すると図3に示す充填量により歩留を考慮した仕込作業がなされ、準備が完了したら充填作業にあたり、充填作業者に充填目標値の指示がなされる。多いめ、普通、少なめ担当の各人にはそれぞれの充填量が指示・表示され、各作業者は指示された充填を行なうことになる。
充填された製品はラップ包装後、計量器1で商品規格内であるか否かの選別を行い、規格外の場合はライン外に選別される。その後、計量器2で容器重量が除かれた充填量が計量され、製品数とともに充填量は累積される。
計量ラベルプリンターである計量器2で計量された製品は重量表示とともに値段が印字され商品に貼り付けられて店舗毎に仕分けされることになる。
また、各店舗毎に数量は言うまでも無く、個別の充填量など各店舗に納品するに当たり必要なデータを帳票作成して商品と同時又は別途データとして提供される。
【0019】
ところで、その重量は累積され、データ入力された仕込量から減算することにより、今後充填できる残量が得られる。既に出来た製品数と製造予定数から充填量の変更が必要かを判断して必要であれば変更の必要な充填者へ充填量の変更を表示器(他に、カード、口頭など)で指示をすることになる。また、店舗の商品が予定数が完了した品種の切換の際に充填量を変更する際にも充填量の変更の指示をすることになり、充填者全員が充填量を変更する場合もある。
図5で一例を示したように製品切換はラベル、充填量、容器などの製品切換があり、充填基準量に基づいて的確に充填者に充填量を指示することにより、仕込量を定められた範囲内に分散して小分け充填することができるので過不足が生じずに廃棄を減少させることができる。
さらに、充填作業者は計量器のウエイトチェッカーで確認をしていることもあり、安心して作業が出来るものである。
充填量の変更は表示器で行なうことが望ましいが、コンピュータの指示により、リーダーが口頭で変更を指示しても良いのは言うまでも無い。
本実施例では計量器を計量器1と計量器2の2台で説明をしたが、計量器2の計量ラベルプリンターだけでライン外に選別したものはデータに組み込まなければ同様に行なうことも言うまでも無い。
【産業上の利用可能性】
【0020】
本発明は、今後お客様の要望に柔軟に対応出来る商品の開発と、作業の集約化を進めるに当たり、過剰な余裕の削除や作業の効率をオンラインで進める方法ならびにシステムとして採用する際に有用である。
【符号の説明】
【0021】
1 トレー
2 充填量表示器
【特許請求の範囲】
【請求項1】
仕込量を定められた範囲内に分散させて小分け充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量、及び充填済数と小分け充填必要数からその後の個々の充填目標値を演算させ、小分け充填する充填目標値を指示することを特徴とする小分け充填方法
【請求項2】
仕込量を定められた範囲内に分散して必要数を小分け充填し、商品情報と重量を印字してラベルを発行する小分け充填システムにおいて、商品の重量を計量する計量部と、重量測定値から風袋重量を除算する演算手段と、計量された商品の累計数と、個々の正味充填量を記憶し、さらに個々の充填量を加算して累計充填量として記憶する記憶手段と、商品に貼り付けるラベルに印字するラベルプリンタを具備し、計量された商品の累計数から小分け必要数量の残数量を算出し、累計充填量から仕込量の残量を算出し、残りの商品の充填目標値を充填システムにフィードバックを行なうことを特徴とする小分け充填システム
【請求項1】
仕込量を定められた範囲内に分散させて小分け充填する方法において、個々の充填量を計量積算し、積算充填量と仕込量、及び充填済数と小分け充填必要数からその後の個々の充填目標値を演算させ、小分け充填する充填目標値を指示することを特徴とする小分け充填方法
【請求項2】
仕込量を定められた範囲内に分散して必要数を小分け充填し、商品情報と重量を印字してラベルを発行する小分け充填システムにおいて、商品の重量を計量する計量部と、重量測定値から風袋重量を除算する演算手段と、計量された商品の累計数と、個々の正味充填量を記憶し、さらに個々の充填量を加算して累計充填量として記憶する記憶手段と、商品に貼り付けるラベルに印字するラベルプリンタを具備し、計量された商品の累計数から小分け必要数量の残数量を算出し、累計充填量から仕込量の残量を算出し、残りの商品の充填目標値を充填システムにフィードバックを行なうことを特徴とする小分け充填システム
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−36798(P2013−36798A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171670(P2011−171670)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000001421)キユーピー株式会社 (657)
【出願人】(510299503)デリア食品株式会社 (6)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000001421)キユーピー株式会社 (657)
【出願人】(510299503)デリア食品株式会社 (6)
【Fターム(参考)】
[ Back to top ]