
小型成形品の整列供給搬送装置
【課題】小型成形品の供給搬送能力の低下を極力少なくするとともに、その整列性を一層向上させた小型成形品の整列供給搬送装置を提供する。
【解決手段】搬送ベルトと、搬送ベルト上に配置され、小型成形品を案内するガイド側面を有するガイド部材と、搬送ベルトとの間で高さを規制する高さ規制ゲートと、ガイド部材のガイド側面との間で幅を規制する側面を有する幅規制ガイドと、を含む整列用搬送路と、整列用搬送路に隣接し、整列用搬送路から排除された小型成形品を該整列用搬送路上流に戻す還元用搬送路と、幅規制ガイドの上流側端部近傍に配置され、搬送されてきた前記小型成形品を振り分けるための回転軸と、を備える小型成形品の整列供給搬送装置において、エアーを使用して小型成形品をガイド側面に沿って整列させる整列用エアーノズル及びエアーを使用して小型成形品を前記還元用搬送路側に排除する振り分け用エアーノズルをさらに備える。
【解決手段】搬送ベルトと、搬送ベルト上に配置され、小型成形品を案内するガイド側面を有するガイド部材と、搬送ベルトとの間で高さを規制する高さ規制ゲートと、ガイド部材のガイド側面との間で幅を規制する側面を有する幅規制ガイドと、を含む整列用搬送路と、整列用搬送路に隣接し、整列用搬送路から排除された小型成形品を該整列用搬送路上流に戻す還元用搬送路と、幅規制ガイドの上流側端部近傍に配置され、搬送されてきた前記小型成形品を振り分けるための回転軸と、を備える小型成形品の整列供給搬送装置において、エアーを使用して小型成形品をガイド側面に沿って整列させる整列用エアーノズル及びエアーを使用して小型成形品を前記還元用搬送路側に排除する振り分け用エアーノズルをさらに備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、錠剤などの小型成形品の外観検査を行なうための小型成形品の整列、搬送を行う整列供給搬送装置(以下、単に、「搬送装置」ともいう。)に関する。特に、本発明は、搬送ベルト上での小型成形品の整列性の向上を図るとともに、搬送能力を高めるように改良された小型成形品の整列供給搬送装置に関する。
【背景技術】
【0002】
従来、煩雑な状態で送られてくる錠剤などの小型成形品の整列供給搬送装置が、特許文献1ないし3などに提案されている。特許文献1ないし3に提案されている搬送装置においては、小型成形品は、搬送ベルト上に乗せられて整列ガイドに沿って移動することで一列に整列され、下流の検査装置に送られる。整列ガイドは、搬送ベルトで構成される整列用搬送路を下流に向ってしだいに狭めるようにテーパー状の形状を有している。これらの搬送装置では、また、整列用搬送路の途中に搬送ベルトとの間で高さを規制する高さ規制ゲートを備え、小型成形品の大きさに応じて整列させている。これらの装置では、さらに、振り分けピン、風車などを利用し、整列性を一層向上させるとともに、整列することができなかった又は余剰の小型成形品は還元用搬送路側に排除される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−128233号公報
【特許文献2】特開2006−131355号公報
【特許文献3】特開2007−055739号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の小型成形品の整列供給搬送装置においては、上述したように、煩雑な状態で送られてくる小型成形品を一列に整列する。この場合、搬送装置上に送られてくる小型成形品の数量は、管理されている定量であるとは限らない。すなわち、搬送装置により小型成形品がきれいに一列に整列させることができる数量分だけ搬送装置に送られてくるわけではなく、少ない場合もあれば、多い場合もある。
【0005】
特に、搬送装置に送られてくる小型成形品の数量が多い場合、特許文献2及び3に示されるように、整列機構の出口部分に設けられた振り分けピンや風車の軸により、余剰分は還元用搬送路側に円滑に振り分けられる。しかしながら、このような従来の搬送装置においては、小型成形品の余剰分を振り分ける振り分けピンや風車の軸に該小型成形品が接触したり、衝突したりすることが発生し、円滑な振り分けを妨げる場合が生じ得る。この場合、後続する小型成形品の搬送は一旦滞ることになり、一列に整列して搬送される小型成形品の間に間隔があいた状態が発生する。結果として、このような不規則な小型成形品の搬送は、後続の検査処理部への供給能力の低下を招くことになる。
【0006】
本発明の目的は、このような小型成形品の供給搬送能力の低下を極力少なくするとともに、その整列性を一層向上させた小型成形品の整列供給搬送装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明に係る小型成形品の整列供給搬送装置は、小型成形品を載せて搬送する搬送ベルトと、前記搬送ベルト上に配置され、小型成形品を案内するガイド側面を有するガイド部材と、前記搬送ベルト上を搬送される小型成形品が安定した姿勢でのみ通過できるように、前記搬送ベルトとの間で高さを規制する高さ規制ゲートと、前記搬送ベルト上を搬送される小型成形品が安定した姿勢で且つ一つのみ通過できるように、前記ガイド部材のガイド側面との間で幅を規制する側面を有する幅規制ガイドと、を含む整列用搬送路と、前記整列用搬送路に隣接し、前記整列用搬送路から排除された小型成形品を該整列用搬送路上流に戻す還元用搬送路と、前記幅規制ガイドの上流側端部近傍に配置され、搬送されてきた前記小型成形品を振り分けるための回転軸と、を備える小型成形品の整列供給搬送装置において、エアーを使用して小型成形品を前記ガイド側面に沿って整列させる整列用エアーノズルをさらに備えることを特徴とする。
また、本発明の小型成形品の整列供給搬送装置は、整列用エアーノズルが、整列用搬送路に沿って複数互いに平行に配列され、さらに、整列用搬送路の中流域であって、還元用搬送路の真上に配置されることが好ましい。
【0008】
また、本発明の小型成形品の整列供給搬送装置は、エアーを使用して小型成形品を還元用搬送路側に排除する振り分け用エアーノズルを備えるとともに、該振り分け用エアーノズルは、ガイド面に沿って整列していない小型成形品を還元用搬送路側に排除するように、回転軸の上流側に配置されることが好ましい。
【発明の効果】
【0009】
本発明に係る小型成形品の整列供給搬送装置は、整列用エアーノズルを備えることで、上流側に戻される数を少なくし、煩雑な状態で供給されてくる小型成形品の整列効果を向上させる。さらに、振り分け用エアーノズルを備えることで、小型成形品の搬送速度の一時的な低下や停止をなくし、搬送能力を高める。したがって、これらのエアーノズルを備えることで、小型成形品を隙間を作ることなく一列に整列させることが可能となり、それにより、供給搬送能力の低下を極力少なくすることができる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る小型成形品の整列供給搬送装置のほぼ全体を示す平面図である。
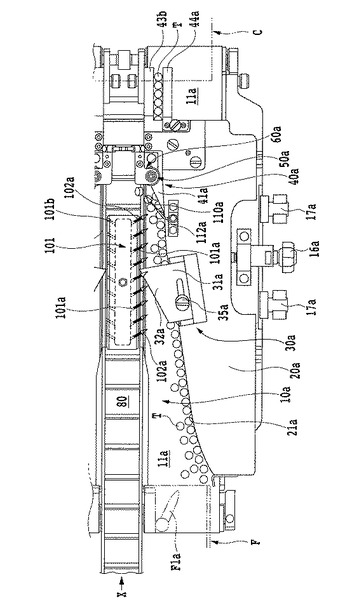
【図2】図1の搬送装置の片側を示す部分拡大平面図である。
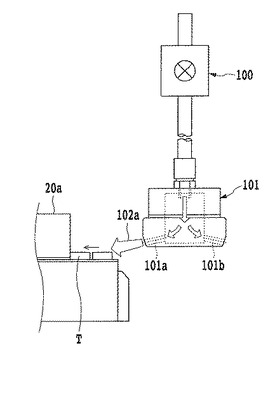
【図3】整列用エアーノズルを取付けた部分の部分断面図である。
【図4】従来の搬送装置における出口部分の振り分け機構の概略を示す部分平面図である。
【図5】本発明に係る振り分け機構の概略を示す部分平面図である。
【図6】振り分け用エアーノズルを取付けた部分の部分断面図である。
【図7】本発明に係る振り分け機構を説明するための図である。
【図8】本発明に係る搬送装置と従来装置との搬送能力の比較を示すグラフである。
【発明を実施するための形態】
【0011】
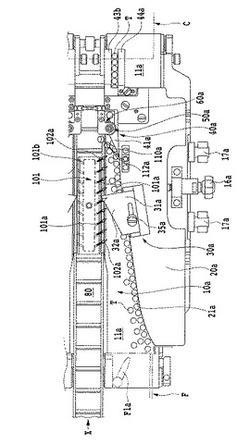
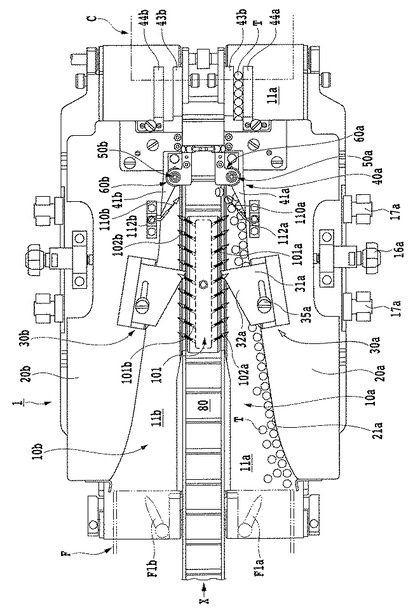
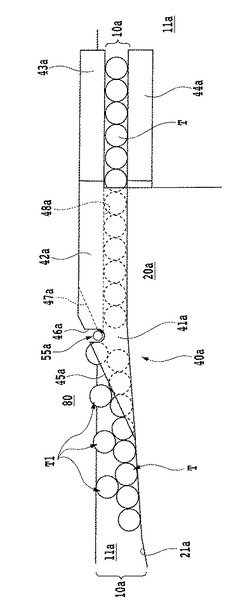
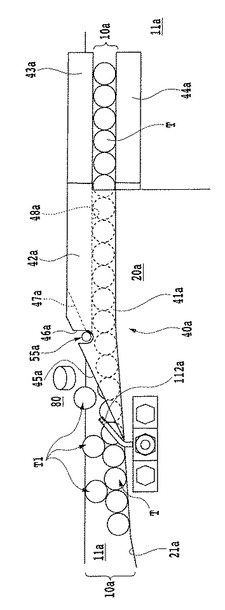
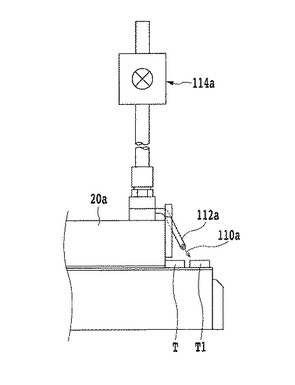
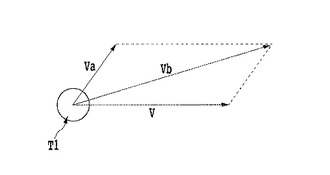
以下、図1ないし8を用いて本発明に係る小型成形品の整列供給搬送装置の実施態様につき詳細に説明する。図1は、本発明に係る小型成形品の整列供給搬送装置のほぼ全体を示す平面図である。図2は、図1の搬送装置の片側を示す部分拡大平面図である。図3は、整列用エアーノズルを取付けた部分の部分断面図である。図4は、従来の搬送装置における出口部分の振り分け機構の概略を示す部分平面図であり、図5は、本発明に係る振り分け機構の概略を示す部分平面図である。図6は、振り分け用エアーノズルを取付けた部分の部分断面図である。図7は、本発明に係る振り分け機構を説明するための図であり、図8は、本発明に係る搬送装置と従来装置との搬送能力の比較を示すグラフである。
【0012】
図1ないし6に示されるように、錠剤のような小型成形品Tを搬送する本実施態様に係る搬送装置1は、後述するように、整列機構及び振り分け機構において従来の搬送装置とは異なる構成を備えているが、基本的には、従来の搬送装置と同様の構成を有する。すなわち、本実施態様に係る搬送装置1も、概略、第1の整列用搬送路10a、第2の搬送路10b、該2つの搬送路10a、10bの間に配置される還元用搬送路80とから構成されている。2つの搬送路10a、10bは、略水平に設置され、中心に配置される傾斜した還元用搬送路80を挟んで対称形をなしている。したがって、本明細書では、一方の第1の整列用搬送路10a及び還元用搬送路80について説明し、他方の第2の整列用搬送路10bについての説明は省略する。なお、第2の整列用搬送路10bの構成は、第1の整列用搬送路10aの説明において、参照数字に添付されるアルファベットaをbに置き換えて読むことで理解される。
【0013】
第1の整列用搬送路10aは、小型成形品Tを主搬送方向(矢印X)に搬送する搬送ベルト11a、小型成形品Tを案内するガイド側面21aが形成されているガイド部材20a、第1ゲート部30a、第2ゲート部40a、及び本発明の特徴点である整列用エアーノズル101a、振り分け用エアーノズル112aを含んでいる。
【0014】
搬送ベルト11aは、エンドレスのコンベアであり、小型成形品Tの搬送面が前段の搬送装置Fから後段の小型成形品の検査処理装置Cにまで延在するように2つのプーリー間に渡され、駆動される。
【0015】
ガイド部材20aは、搬送ベルト11aの直上に配置され、上述したように小型成形品Tを案内するガイド側面21aを有する。このガイド側面21aは、小型成形品Tの主搬送方向上流側の小型成形品受け入れ部では、第1の整列用搬送路10aを搬送ベルト11aの幅に略等しく画定しているが、下流に向かって、搬送ベルト11aを斜めに遮って横断するように形成されている。すなわち、ガイド部材20aのガイド側面21aは、下流に行くにしたがい、還元用搬送路80側に近づき、結果として、漸次小型成形品Tの第1の整列用搬送路10aの幅を漸次狭めるように、該第1の整列用搬送路10aを画定している。ガイド側面21aは、図5に詳細に示されるように、後述する第2ゲート部40aの入口近傍において第1の整列用搬送路10aの幅が最も狭くなり、搬送される小型成形品Tの直径に略等しい幅にまでなるように、第1の整列用搬送路10aを画定する。ガイド側面21aは、最終的には主搬送方向(矢印X)に平行になるように形成され、後述する第2ゲート部40aの幅規制ガイド42aとともに、搬送される小型成形品T1個分の幅、すなわち搬送される小型成形品Tの直径に略等しい幅、となるように第1の整列用搬送路10aを画定する。したがって、ガイド側面21aは、搬送ベルト11aを斜めに遮って横断する傾斜面から搬送ベルト11aの主搬送方向(矢印X)に平行となる平行面に向きを変更している。
【0016】
ガイド部材20aは、水平方向であって、且つ主搬送方向(矢印X)に対して直交する方向に移動可能に構成し、位置調整ツマミ16aにより、ガイド部材20aを、したがってガイド側面21aを移動させ、搬送される小型成形品Tの大きさに対応して第1の整列用搬送路10aの幅を調整できるように構成されている。符号17a、17aは、ガイド部材20aを基台に固定するためのクランパである。
【0017】
第1ゲート部30aは、第1の整列用搬送路10aの略中間に、該第1の整列用搬送路10aを構成するガイド側面21aに沿って設けられている。第1ゲート部30aは、搬送されてくる小型成形品Tに対応して高さを規制する第1の高さ規制ゲート31aから構成される。この第1の高さ規制ゲート31aは、その底面が第1の整列用搬送路10aの搬送面より所定の距離、例えば、小型成形品Tの高さより若干長い距離だけ離れ、該搬送面に対して平行になるように、ガイド部材20aに取り付けられている。また、第1の高さ規制ゲート31aは、第1の整列用搬送路10aを斜めに横切り還元用搬送路80にまで延在する側面32aを含んでいる。第1の高さ規制ゲート31aを備える第1ゲート部材30aが第1の整列用搬送路10aの略中間に設けられていることにより、搬送されてくる小型成形品Tのうち、立っていたり、重なっていたりする小型成形品Tは、ゲート31aの側面32aにより横に倒されたり、重なりを解かれたり、言い換えれば、安定した姿勢にさせられる。あるいは、該側面32aに沿って第1の整列用搬送路10aから還元用搬送路80に向けて排除される。
【0018】
第2ゲート部40aは、第1の整列用搬送路10aの下流に、傾斜面から平行面に向きを変更するガイド側面21aに沿って設けられる。第2ゲート部40aは、図5に示されるように、第2の高さ規制ゲート41a、幅規制ガイド42a、振り分け機構を構成する風車50a及び風力ブロック60a(図1、2参照)、第1サイドガイド43a及び第2サイドガイド44aから構成されている。
【0019】
第2の高さ規制ゲート41aの外側(還元用搬送路80側)は、その上流側で、第1の整列用搬送路10aを斜めに横切り還元用搬送路80にまで延在する側面45aを含んでいる。第2の高さ規制ゲート41aの外側は、また、後述する振り分け機構を構成する風車50aの回転軸55a先端が第2の高さ規制ゲート41aの下方に突出し、第1の整列用搬送路10a上に臨むことを可能とするU字形の溝46aを含んでいる。該U字形の溝46aの深さは、振り分け機構を構成する回転軸55aが第1の整列用搬送路10aの還元用搬送路80側の縁部、すなわち搬送ベルト11aの還元用搬送路80側の縁部、の近傍に配置されるように設定されている。
【0020】
第2の高さ規制ゲート41aは、その内側がガイド部材20aのガイド側面21aに沿うように、ガイド部材20aに取り付けられる。第2の高さ規制ゲート41aは、また、上記第1の高さ規制ゲート31aと同様に、その底面が第1の整列用搬送路10aの搬送面より所定の距離だけ離れ、該搬送面10aに対して平行になるように、ガイド部材20aに取り付けられる。第2の高さ規制ゲート41aの底面に対して垂直な側面45aは、依然として不安定な姿勢にある小型成形品Tを、還元用搬送路80に排除する。
【0021】
幅規制ガイド42aは、上記第2の高さ規制ゲート41aと一体的に形成されており、該第2の高さ規制ゲート41aの下側に形成されている(図5参照)。幅規制ガイド42aは、また、第2の高さ規制ゲート41aのU字形の溝46aから下流側に延在している。振り分け機構を構成する風車50aの回転軸55aは、幅規制ガイド42aの上流側端部の近くに配置される。幅規制ガイド42aは、さらに、その内側側面がガイド部材20aのガイド側面21aに対して所定の距離だけ離れ、該ガイド側面21aに対して平行になるように配置される。結果として、小型成形品Tを一列に整列させて搬送させる搬送路10aが形成される。幅規制ガイド42aの外側(還元用搬送路80側)は、図5に示されるように、上流側が先細になるように傾斜側面47aが形成されている。傾斜側面47aを備えることにより、後述する振り分け機構で還元用搬送路80側に振り分けられた小型成形品Tが円滑に還元用搬送路80に落下することができる。
【0022】
風車50aは、小型成形品Tを振り分ける振り分け機構を構成する回転軸55aを少なくとも含んでいる。回転軸55aは、その下方端部が第2の高さゲート41aの底面から下方に向って所定の長さ突出し、該突出部分の自由端が、小型成形品Tを振り分ける部材として機能するように構成される。該回転軸55aは、風力ブロック60aからの圧縮空気により図5において反時計方向に回転可能に設けられる。なお、風車50a及び風力ブロック60aの構造の詳細については上記特許文献3を参照されたい。
【0023】
次に、本発明の特徴点である整列用エアーノズル101a、振り分け用エアーノズル112aについて説明する。
【0024】
整列用エアーノズル101aは、図1ないし3に示されるように、本実施態様では、傾斜する還元用搬送路80が第1の整列用搬送路10aより下になる主搬送方向X下流位置であって、該還元用搬送路80の真上に配置される。整列用エアーノズル101aは、還元用搬送路80の真上に主搬送方向に延在するエアー供給装置101の側面に、第1の整列用搬送路10aに沿って互いに平行に複数個配列されている。複数の整列用エアーノズル101aは、概略、第1の整列用搬送路10aの中流域(第1ゲート部30aが設けられている領域)と下流域(第2ゲート部40aが設けられている領域)の間に配列される。整列用エアーノズル101aは、搬送ベルト11a上にある小型成形品Tに対して、該小型成形品Tがガイド側面21aに押し付けられるように、斜め上方から、かつ、斜め後方からエアーを吹き付けることができるように配置される。したがって、整列用エアーノズル101aから噴出するエアー102aは、第1の整列用搬送路10aを構成するガイド部材20aのガイド側面21aから離れた位置にある小型成形品Tをガイド側面21aに押し付けるように作用する。整列用エアーノズル101aから噴出されるエアー102aの量(風量)は、搬送される小型成形品Tの形状や大きさあるいは搬送量などに応じて、エアー流量調節器100において適宜調節される。
【0025】
整列用エアーノズル101aをこのように配列し、エアー102aを小型成形品Tに吹き付けることにより、ガイド部材20aのガイド側面21aから離れている小型成形品Tをガイド側面21aに押し付けることが可能となる。さらに、ガイド側面21に沿って整列している小型成形品T間に生じている隙間を埋める作用も期待でき、それにより整列効果が一層向上し得る。
【0026】
なお、本実施態様では、エアー供給装置101には、第1の整列用搬送路に沿って配列される整列用エアーノズル101aと対を成して、第2の整列用搬送路10bに沿って整列用エアーノズル101bが互いに平行に複数個配列されている。
【0027】
振り分け用エアーノズル112aは、図1、2及び6に示されるように、第2ゲート部40aの上流側であって第2の高さ規制ガイド41aの側面45aにほぼ平行に配置される。振り分け用エアーノズル112aは、該側面45aから小型成形品Tの大きさ(直径)より若干大きい間隔をおいて、該側面45aにほぼ平行に配置されることが好ましい。振り分け用エアーノズル112aは、本実施態様においては1本であるが複数本であってもよい。振り分け用エアーノズル112aは、搬送ベルト11a上にある小型成形品Tに対して、該小型成形品Tが還元用搬送路80に向って移動するように、斜め上方から、かつ、斜め後方からエアーを吹き付けることができるように配置される。振り分け用エアーノズル112aから噴出するエアー110aは、第1の整列用搬送路10aにある小型成形品Tのうちガイド側面21aに沿って整列している以外の余剰の小型成形品T1を還元搬送路80に排除するように作用する。具体的には、図7に示されるように、余剰の小型成形品T1がエアー110aにより与えられる速度ベクトルVaと搬送ベルト11aにより移動する速度ベクトルVとの合成力としての速度ベクトルVbで余剰の小型成形品T1は搬送ベルト11a上を移動する。したがって、合成速度ベクトルVbの大きさ及び方向を有する小型成形品T1が還元搬送路80に排除されるように、振り分け用エアーノズル112aの向き及び該ノズル112aから噴出するエアー110aの風量が設定される。さらに、余剰の小型成形品T1は、振り分け機構を構成する回転軸55aに接触又は衝突する前に還元搬送路80に排除されるように、振り分け用エアーノズル112aの向き及び該ノズル112aから噴出するエアー110aの風量が設定される。振り分け用エアーノズル112aから噴出されるエアー110aの風量は、エアー流量調節器114aにおいて調節される。
【0028】
振り分け用エアーノズル112aをこのように配置し、余剰の小型成形品T1にエアーを吹き付けることにより、該小型成形品T1が容易に還元用搬送路80に排除されるため、図4に示されるような従来の装置における問題点が解消される。従来の装置では、余剰の小型成形品T1は、ガイド部材20aのガイド側面21aに沿って移動していないので、振り分け機構を構成する風車50aの回転軸55aに接触あるいは衝突し、該回転軸55aと後続する小型成形品Tとの間に挟まれる。振り分け機構による小型成形品T及びT1の振り分けが円滑に行われない場合、後続する小型成形品Tの搬送にブレーキがかかるか、又は後続する小型成形品Tが一時的に停止する。それにより、図4に示されるように、ガイド部材20aのガイド側面21aに沿って一列に整列して搬送されるべき小型成形品T間に隙間が生じ、後段の検査処理装置Cへ小型成形品Tを連続的に供給することができなくなり、供給量が低下する。
【0029】
本実施態様においては、振り分け用エアーノズル112aを備えることで、余剰の小型成形品T1が振り分け機構を構成する回転軸55aに達する前に還元用搬送路80に予め排除される。仮に、余剰の小型成形品T1を還元用搬送路80に排除しきれないとしても、小型成形品T1は、ガイド側面21aに沿って一列に整列する小型成形品Tから還元用搬送路80側に離れるため、回転軸55aにおける振り分け作用が容易に且つ確実に実行され得る。したがって、このような従来例における問題の発生が抑制され、整列搬送の供給量を向上させる(図5参照)。
【0030】
還元用搬送路80は、図1に示されるように、対称形状を有する第1の整列用搬送路10aと第2の整列用搬送路10bとの間に配置され、第1、第2の整列用搬送路10a、10bから排除される小型成形品Tを、供給整列搬送装置10の上流に配置される搬送装置Fに戻し、再度第1の整列用搬送路10a又は第2の整列用搬送路10bを通過させ、整列させるためのものである。還元用搬送路80の具体的構成は、従来例と同様であり、ここでは詳細な説明を省略する。
【0031】
以上説明した本実施態様に係る整列供給搬送装置における小型成形品Tの搬送動作を簡単に説明する。
【0032】
ホッパなどから定量的に放出される小型成形品Tは、搬送装置Fで振動を与えられ、搬送装置F下流に設けられるフィンF1a、F1bにより適宜振り分けられ、本実施態様に係る整列供給搬送装置1の第1及び2の整列用搬送路10a、10bに送られる。この時、フィンF1a、F1bにより、小型成形品Tは、第1及び2の整列用搬送路10a、10bのそれぞれのガイド側面21a、21bに向けられるように案内される。フィンF1a及びF1bの向きは、容易に調整できるように構成されている。2つの搬送路10a、10bを搬送される小型成形品Tは、第1ゲート部30a、30bで安定した姿勢の小型成形品Tのみ通過するように取捨選択される。また、第1ゲート部30a、30bの前後を搬送される小型成形品Tは、整列用エアーノズル101a、101bから噴出されるエアー102a、102bによりガイド側面21a、21bに寄せられる。それにより、小型成形品Tは、ガイド側面21a、21bに沿って隙間なく整列される。ガイド側面21a、21bに沿って整列していない小型成形品T1が第2ゲート部40a、40bに接近すると、該小型成形品T1は、振り分け用エアーノズル112a、112bから噴出されるエアー110a、110bにより還元用搬送路80に排除される。あるいは、小型成形品T1は、第2ゲート部40a、40bの振り分け機構を構成する風車50a、50bそれぞれの回転軸55a、55bに接触又は衝突しないように、ガイド側面21a、21bに沿って整列されている小型成形品Tから離される。ガイド側面21a、21bに沿って隙間なく整列されている小型成形品Tは、第2ゲート部40a、40bで安定した姿勢で且つ一個取り込まれ、結果として、小型成形品Tは、一列に隙間なく整列される。第2ゲート部40a、40bの第1サイドガイド43a、43bと第2サイドガイド44a、44bとでそれぞれ画成される搬送路10a、10bに到達した小型成形品Tは、装置1全体としては二列に整列されて後段の小型成形品用検査処理装置Cに受け渡される。
【0033】
図8に、本発明の整列供給搬送装置を用いた場合と従来装置との丸い錠剤の整列処理能力を比較したものが示されている。図8には、さらに、搬送ベルトの移動量に対して、小型成形品が隙間なく密接して搬送される設計理論値(計算値)が示されている。図8に示されるように、本発明は、整列用エアーノズル及び振り分け用エアーノズルを備えることで、理論値に近づくとともに、時間経過に関係なく、従来例に比べて単位時間当たりの処理能力が平均的に約10%以上向上することが理解されるであろう。
【符号の説明】
【0034】
1 小物物品の供給整列搬送装置
10a、10b 整列用搬送路
11a、11b 搬送ベルト
20a、20b ガイド部材
21a、21b ガイド側面
30a、30b 第1ゲート部
31a、31b 第1の高さ規制ゲート
40a、40b 第2ゲート部
41a、41b 第2の高さ規制ゲート
42a 幅規制ガイド
50a、50b 風車
55a 回転軸
80 還元用搬送路
101a、101b 整列用エアーノズル
112a、112b 振り分け用エアーノズル
【技術分野】
【0001】
本発明は、錠剤などの小型成形品の外観検査を行なうための小型成形品の整列、搬送を行う整列供給搬送装置(以下、単に、「搬送装置」ともいう。)に関する。特に、本発明は、搬送ベルト上での小型成形品の整列性の向上を図るとともに、搬送能力を高めるように改良された小型成形品の整列供給搬送装置に関する。
【背景技術】
【0002】
従来、煩雑な状態で送られてくる錠剤などの小型成形品の整列供給搬送装置が、特許文献1ないし3などに提案されている。特許文献1ないし3に提案されている搬送装置においては、小型成形品は、搬送ベルト上に乗せられて整列ガイドに沿って移動することで一列に整列され、下流の検査装置に送られる。整列ガイドは、搬送ベルトで構成される整列用搬送路を下流に向ってしだいに狭めるようにテーパー状の形状を有している。これらの搬送装置では、また、整列用搬送路の途中に搬送ベルトとの間で高さを規制する高さ規制ゲートを備え、小型成形品の大きさに応じて整列させている。これらの装置では、さらに、振り分けピン、風車などを利用し、整列性を一層向上させるとともに、整列することができなかった又は余剰の小型成形品は還元用搬送路側に排除される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−128233号公報
【特許文献2】特開2006−131355号公報
【特許文献3】特開2007−055739号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の小型成形品の整列供給搬送装置においては、上述したように、煩雑な状態で送られてくる小型成形品を一列に整列する。この場合、搬送装置上に送られてくる小型成形品の数量は、管理されている定量であるとは限らない。すなわち、搬送装置により小型成形品がきれいに一列に整列させることができる数量分だけ搬送装置に送られてくるわけではなく、少ない場合もあれば、多い場合もある。
【0005】
特に、搬送装置に送られてくる小型成形品の数量が多い場合、特許文献2及び3に示されるように、整列機構の出口部分に設けられた振り分けピンや風車の軸により、余剰分は還元用搬送路側に円滑に振り分けられる。しかしながら、このような従来の搬送装置においては、小型成形品の余剰分を振り分ける振り分けピンや風車の軸に該小型成形品が接触したり、衝突したりすることが発生し、円滑な振り分けを妨げる場合が生じ得る。この場合、後続する小型成形品の搬送は一旦滞ることになり、一列に整列して搬送される小型成形品の間に間隔があいた状態が発生する。結果として、このような不規則な小型成形品の搬送は、後続の検査処理部への供給能力の低下を招くことになる。
【0006】
本発明の目的は、このような小型成形品の供給搬送能力の低下を極力少なくするとともに、その整列性を一層向上させた小型成形品の整列供給搬送装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明に係る小型成形品の整列供給搬送装置は、小型成形品を載せて搬送する搬送ベルトと、前記搬送ベルト上に配置され、小型成形品を案内するガイド側面を有するガイド部材と、前記搬送ベルト上を搬送される小型成形品が安定した姿勢でのみ通過できるように、前記搬送ベルトとの間で高さを規制する高さ規制ゲートと、前記搬送ベルト上を搬送される小型成形品が安定した姿勢で且つ一つのみ通過できるように、前記ガイド部材のガイド側面との間で幅を規制する側面を有する幅規制ガイドと、を含む整列用搬送路と、前記整列用搬送路に隣接し、前記整列用搬送路から排除された小型成形品を該整列用搬送路上流に戻す還元用搬送路と、前記幅規制ガイドの上流側端部近傍に配置され、搬送されてきた前記小型成形品を振り分けるための回転軸と、を備える小型成形品の整列供給搬送装置において、エアーを使用して小型成形品を前記ガイド側面に沿って整列させる整列用エアーノズルをさらに備えることを特徴とする。
また、本発明の小型成形品の整列供給搬送装置は、整列用エアーノズルが、整列用搬送路に沿って複数互いに平行に配列され、さらに、整列用搬送路の中流域であって、還元用搬送路の真上に配置されることが好ましい。
【0008】
また、本発明の小型成形品の整列供給搬送装置は、エアーを使用して小型成形品を還元用搬送路側に排除する振り分け用エアーノズルを備えるとともに、該振り分け用エアーノズルは、ガイド面に沿って整列していない小型成形品を還元用搬送路側に排除するように、回転軸の上流側に配置されることが好ましい。
【発明の効果】
【0009】
本発明に係る小型成形品の整列供給搬送装置は、整列用エアーノズルを備えることで、上流側に戻される数を少なくし、煩雑な状態で供給されてくる小型成形品の整列効果を向上させる。さらに、振り分け用エアーノズルを備えることで、小型成形品の搬送速度の一時的な低下や停止をなくし、搬送能力を高める。したがって、これらのエアーノズルを備えることで、小型成形品を隙間を作ることなく一列に整列させることが可能となり、それにより、供給搬送能力の低下を極力少なくすることができる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る小型成形品の整列供給搬送装置のほぼ全体を示す平面図である。
【図2】図1の搬送装置の片側を示す部分拡大平面図である。
【図3】整列用エアーノズルを取付けた部分の部分断面図である。
【図4】従来の搬送装置における出口部分の振り分け機構の概略を示す部分平面図である。
【図5】本発明に係る振り分け機構の概略を示す部分平面図である。
【図6】振り分け用エアーノズルを取付けた部分の部分断面図である。
【図7】本発明に係る振り分け機構を説明するための図である。
【図8】本発明に係る搬送装置と従来装置との搬送能力の比較を示すグラフである。
【発明を実施するための形態】
【0011】
以下、図1ないし8を用いて本発明に係る小型成形品の整列供給搬送装置の実施態様につき詳細に説明する。図1は、本発明に係る小型成形品の整列供給搬送装置のほぼ全体を示す平面図である。図2は、図1の搬送装置の片側を示す部分拡大平面図である。図3は、整列用エアーノズルを取付けた部分の部分断面図である。図4は、従来の搬送装置における出口部分の振り分け機構の概略を示す部分平面図であり、図5は、本発明に係る振り分け機構の概略を示す部分平面図である。図6は、振り分け用エアーノズルを取付けた部分の部分断面図である。図7は、本発明に係る振り分け機構を説明するための図であり、図8は、本発明に係る搬送装置と従来装置との搬送能力の比較を示すグラフである。
【0012】
図1ないし6に示されるように、錠剤のような小型成形品Tを搬送する本実施態様に係る搬送装置1は、後述するように、整列機構及び振り分け機構において従来の搬送装置とは異なる構成を備えているが、基本的には、従来の搬送装置と同様の構成を有する。すなわち、本実施態様に係る搬送装置1も、概略、第1の整列用搬送路10a、第2の搬送路10b、該2つの搬送路10a、10bの間に配置される還元用搬送路80とから構成されている。2つの搬送路10a、10bは、略水平に設置され、中心に配置される傾斜した還元用搬送路80を挟んで対称形をなしている。したがって、本明細書では、一方の第1の整列用搬送路10a及び還元用搬送路80について説明し、他方の第2の整列用搬送路10bについての説明は省略する。なお、第2の整列用搬送路10bの構成は、第1の整列用搬送路10aの説明において、参照数字に添付されるアルファベットaをbに置き換えて読むことで理解される。
【0013】
第1の整列用搬送路10aは、小型成形品Tを主搬送方向(矢印X)に搬送する搬送ベルト11a、小型成形品Tを案内するガイド側面21aが形成されているガイド部材20a、第1ゲート部30a、第2ゲート部40a、及び本発明の特徴点である整列用エアーノズル101a、振り分け用エアーノズル112aを含んでいる。
【0014】
搬送ベルト11aは、エンドレスのコンベアであり、小型成形品Tの搬送面が前段の搬送装置Fから後段の小型成形品の検査処理装置Cにまで延在するように2つのプーリー間に渡され、駆動される。
【0015】
ガイド部材20aは、搬送ベルト11aの直上に配置され、上述したように小型成形品Tを案内するガイド側面21aを有する。このガイド側面21aは、小型成形品Tの主搬送方向上流側の小型成形品受け入れ部では、第1の整列用搬送路10aを搬送ベルト11aの幅に略等しく画定しているが、下流に向かって、搬送ベルト11aを斜めに遮って横断するように形成されている。すなわち、ガイド部材20aのガイド側面21aは、下流に行くにしたがい、還元用搬送路80側に近づき、結果として、漸次小型成形品Tの第1の整列用搬送路10aの幅を漸次狭めるように、該第1の整列用搬送路10aを画定している。ガイド側面21aは、図5に詳細に示されるように、後述する第2ゲート部40aの入口近傍において第1の整列用搬送路10aの幅が最も狭くなり、搬送される小型成形品Tの直径に略等しい幅にまでなるように、第1の整列用搬送路10aを画定する。ガイド側面21aは、最終的には主搬送方向(矢印X)に平行になるように形成され、後述する第2ゲート部40aの幅規制ガイド42aとともに、搬送される小型成形品T1個分の幅、すなわち搬送される小型成形品Tの直径に略等しい幅、となるように第1の整列用搬送路10aを画定する。したがって、ガイド側面21aは、搬送ベルト11aを斜めに遮って横断する傾斜面から搬送ベルト11aの主搬送方向(矢印X)に平行となる平行面に向きを変更している。
【0016】
ガイド部材20aは、水平方向であって、且つ主搬送方向(矢印X)に対して直交する方向に移動可能に構成し、位置調整ツマミ16aにより、ガイド部材20aを、したがってガイド側面21aを移動させ、搬送される小型成形品Tの大きさに対応して第1の整列用搬送路10aの幅を調整できるように構成されている。符号17a、17aは、ガイド部材20aを基台に固定するためのクランパである。
【0017】
第1ゲート部30aは、第1の整列用搬送路10aの略中間に、該第1の整列用搬送路10aを構成するガイド側面21aに沿って設けられている。第1ゲート部30aは、搬送されてくる小型成形品Tに対応して高さを規制する第1の高さ規制ゲート31aから構成される。この第1の高さ規制ゲート31aは、その底面が第1の整列用搬送路10aの搬送面より所定の距離、例えば、小型成形品Tの高さより若干長い距離だけ離れ、該搬送面に対して平行になるように、ガイド部材20aに取り付けられている。また、第1の高さ規制ゲート31aは、第1の整列用搬送路10aを斜めに横切り還元用搬送路80にまで延在する側面32aを含んでいる。第1の高さ規制ゲート31aを備える第1ゲート部材30aが第1の整列用搬送路10aの略中間に設けられていることにより、搬送されてくる小型成形品Tのうち、立っていたり、重なっていたりする小型成形品Tは、ゲート31aの側面32aにより横に倒されたり、重なりを解かれたり、言い換えれば、安定した姿勢にさせられる。あるいは、該側面32aに沿って第1の整列用搬送路10aから還元用搬送路80に向けて排除される。
【0018】
第2ゲート部40aは、第1の整列用搬送路10aの下流に、傾斜面から平行面に向きを変更するガイド側面21aに沿って設けられる。第2ゲート部40aは、図5に示されるように、第2の高さ規制ゲート41a、幅規制ガイド42a、振り分け機構を構成する風車50a及び風力ブロック60a(図1、2参照)、第1サイドガイド43a及び第2サイドガイド44aから構成されている。
【0019】
第2の高さ規制ゲート41aの外側(還元用搬送路80側)は、その上流側で、第1の整列用搬送路10aを斜めに横切り還元用搬送路80にまで延在する側面45aを含んでいる。第2の高さ規制ゲート41aの外側は、また、後述する振り分け機構を構成する風車50aの回転軸55a先端が第2の高さ規制ゲート41aの下方に突出し、第1の整列用搬送路10a上に臨むことを可能とするU字形の溝46aを含んでいる。該U字形の溝46aの深さは、振り分け機構を構成する回転軸55aが第1の整列用搬送路10aの還元用搬送路80側の縁部、すなわち搬送ベルト11aの還元用搬送路80側の縁部、の近傍に配置されるように設定されている。
【0020】
第2の高さ規制ゲート41aは、その内側がガイド部材20aのガイド側面21aに沿うように、ガイド部材20aに取り付けられる。第2の高さ規制ゲート41aは、また、上記第1の高さ規制ゲート31aと同様に、その底面が第1の整列用搬送路10aの搬送面より所定の距離だけ離れ、該搬送面10aに対して平行になるように、ガイド部材20aに取り付けられる。第2の高さ規制ゲート41aの底面に対して垂直な側面45aは、依然として不安定な姿勢にある小型成形品Tを、還元用搬送路80に排除する。
【0021】
幅規制ガイド42aは、上記第2の高さ規制ゲート41aと一体的に形成されており、該第2の高さ規制ゲート41aの下側に形成されている(図5参照)。幅規制ガイド42aは、また、第2の高さ規制ゲート41aのU字形の溝46aから下流側に延在している。振り分け機構を構成する風車50aの回転軸55aは、幅規制ガイド42aの上流側端部の近くに配置される。幅規制ガイド42aは、さらに、その内側側面がガイド部材20aのガイド側面21aに対して所定の距離だけ離れ、該ガイド側面21aに対して平行になるように配置される。結果として、小型成形品Tを一列に整列させて搬送させる搬送路10aが形成される。幅規制ガイド42aの外側(還元用搬送路80側)は、図5に示されるように、上流側が先細になるように傾斜側面47aが形成されている。傾斜側面47aを備えることにより、後述する振り分け機構で還元用搬送路80側に振り分けられた小型成形品Tが円滑に還元用搬送路80に落下することができる。
【0022】
風車50aは、小型成形品Tを振り分ける振り分け機構を構成する回転軸55aを少なくとも含んでいる。回転軸55aは、その下方端部が第2の高さゲート41aの底面から下方に向って所定の長さ突出し、該突出部分の自由端が、小型成形品Tを振り分ける部材として機能するように構成される。該回転軸55aは、風力ブロック60aからの圧縮空気により図5において反時計方向に回転可能に設けられる。なお、風車50a及び風力ブロック60aの構造の詳細については上記特許文献3を参照されたい。
【0023】
次に、本発明の特徴点である整列用エアーノズル101a、振り分け用エアーノズル112aについて説明する。
【0024】
整列用エアーノズル101aは、図1ないし3に示されるように、本実施態様では、傾斜する還元用搬送路80が第1の整列用搬送路10aより下になる主搬送方向X下流位置であって、該還元用搬送路80の真上に配置される。整列用エアーノズル101aは、還元用搬送路80の真上に主搬送方向に延在するエアー供給装置101の側面に、第1の整列用搬送路10aに沿って互いに平行に複数個配列されている。複数の整列用エアーノズル101aは、概略、第1の整列用搬送路10aの中流域(第1ゲート部30aが設けられている領域)と下流域(第2ゲート部40aが設けられている領域)の間に配列される。整列用エアーノズル101aは、搬送ベルト11a上にある小型成形品Tに対して、該小型成形品Tがガイド側面21aに押し付けられるように、斜め上方から、かつ、斜め後方からエアーを吹き付けることができるように配置される。したがって、整列用エアーノズル101aから噴出するエアー102aは、第1の整列用搬送路10aを構成するガイド部材20aのガイド側面21aから離れた位置にある小型成形品Tをガイド側面21aに押し付けるように作用する。整列用エアーノズル101aから噴出されるエアー102aの量(風量)は、搬送される小型成形品Tの形状や大きさあるいは搬送量などに応じて、エアー流量調節器100において適宜調節される。
【0025】
整列用エアーノズル101aをこのように配列し、エアー102aを小型成形品Tに吹き付けることにより、ガイド部材20aのガイド側面21aから離れている小型成形品Tをガイド側面21aに押し付けることが可能となる。さらに、ガイド側面21に沿って整列している小型成形品T間に生じている隙間を埋める作用も期待でき、それにより整列効果が一層向上し得る。
【0026】
なお、本実施態様では、エアー供給装置101には、第1の整列用搬送路に沿って配列される整列用エアーノズル101aと対を成して、第2の整列用搬送路10bに沿って整列用エアーノズル101bが互いに平行に複数個配列されている。
【0027】
振り分け用エアーノズル112aは、図1、2及び6に示されるように、第2ゲート部40aの上流側であって第2の高さ規制ガイド41aの側面45aにほぼ平行に配置される。振り分け用エアーノズル112aは、該側面45aから小型成形品Tの大きさ(直径)より若干大きい間隔をおいて、該側面45aにほぼ平行に配置されることが好ましい。振り分け用エアーノズル112aは、本実施態様においては1本であるが複数本であってもよい。振り分け用エアーノズル112aは、搬送ベルト11a上にある小型成形品Tに対して、該小型成形品Tが還元用搬送路80に向って移動するように、斜め上方から、かつ、斜め後方からエアーを吹き付けることができるように配置される。振り分け用エアーノズル112aから噴出するエアー110aは、第1の整列用搬送路10aにある小型成形品Tのうちガイド側面21aに沿って整列している以外の余剰の小型成形品T1を還元搬送路80に排除するように作用する。具体的には、図7に示されるように、余剰の小型成形品T1がエアー110aにより与えられる速度ベクトルVaと搬送ベルト11aにより移動する速度ベクトルVとの合成力としての速度ベクトルVbで余剰の小型成形品T1は搬送ベルト11a上を移動する。したがって、合成速度ベクトルVbの大きさ及び方向を有する小型成形品T1が還元搬送路80に排除されるように、振り分け用エアーノズル112aの向き及び該ノズル112aから噴出するエアー110aの風量が設定される。さらに、余剰の小型成形品T1は、振り分け機構を構成する回転軸55aに接触又は衝突する前に還元搬送路80に排除されるように、振り分け用エアーノズル112aの向き及び該ノズル112aから噴出するエアー110aの風量が設定される。振り分け用エアーノズル112aから噴出されるエアー110aの風量は、エアー流量調節器114aにおいて調節される。
【0028】
振り分け用エアーノズル112aをこのように配置し、余剰の小型成形品T1にエアーを吹き付けることにより、該小型成形品T1が容易に還元用搬送路80に排除されるため、図4に示されるような従来の装置における問題点が解消される。従来の装置では、余剰の小型成形品T1は、ガイド部材20aのガイド側面21aに沿って移動していないので、振り分け機構を構成する風車50aの回転軸55aに接触あるいは衝突し、該回転軸55aと後続する小型成形品Tとの間に挟まれる。振り分け機構による小型成形品T及びT1の振り分けが円滑に行われない場合、後続する小型成形品Tの搬送にブレーキがかかるか、又は後続する小型成形品Tが一時的に停止する。それにより、図4に示されるように、ガイド部材20aのガイド側面21aに沿って一列に整列して搬送されるべき小型成形品T間に隙間が生じ、後段の検査処理装置Cへ小型成形品Tを連続的に供給することができなくなり、供給量が低下する。
【0029】
本実施態様においては、振り分け用エアーノズル112aを備えることで、余剰の小型成形品T1が振り分け機構を構成する回転軸55aに達する前に還元用搬送路80に予め排除される。仮に、余剰の小型成形品T1を還元用搬送路80に排除しきれないとしても、小型成形品T1は、ガイド側面21aに沿って一列に整列する小型成形品Tから還元用搬送路80側に離れるため、回転軸55aにおける振り分け作用が容易に且つ確実に実行され得る。したがって、このような従来例における問題の発生が抑制され、整列搬送の供給量を向上させる(図5参照)。
【0030】
還元用搬送路80は、図1に示されるように、対称形状を有する第1の整列用搬送路10aと第2の整列用搬送路10bとの間に配置され、第1、第2の整列用搬送路10a、10bから排除される小型成形品Tを、供給整列搬送装置10の上流に配置される搬送装置Fに戻し、再度第1の整列用搬送路10a又は第2の整列用搬送路10bを通過させ、整列させるためのものである。還元用搬送路80の具体的構成は、従来例と同様であり、ここでは詳細な説明を省略する。
【0031】
以上説明した本実施態様に係る整列供給搬送装置における小型成形品Tの搬送動作を簡単に説明する。
【0032】
ホッパなどから定量的に放出される小型成形品Tは、搬送装置Fで振動を与えられ、搬送装置F下流に設けられるフィンF1a、F1bにより適宜振り分けられ、本実施態様に係る整列供給搬送装置1の第1及び2の整列用搬送路10a、10bに送られる。この時、フィンF1a、F1bにより、小型成形品Tは、第1及び2の整列用搬送路10a、10bのそれぞれのガイド側面21a、21bに向けられるように案内される。フィンF1a及びF1bの向きは、容易に調整できるように構成されている。2つの搬送路10a、10bを搬送される小型成形品Tは、第1ゲート部30a、30bで安定した姿勢の小型成形品Tのみ通過するように取捨選択される。また、第1ゲート部30a、30bの前後を搬送される小型成形品Tは、整列用エアーノズル101a、101bから噴出されるエアー102a、102bによりガイド側面21a、21bに寄せられる。それにより、小型成形品Tは、ガイド側面21a、21bに沿って隙間なく整列される。ガイド側面21a、21bに沿って整列していない小型成形品T1が第2ゲート部40a、40bに接近すると、該小型成形品T1は、振り分け用エアーノズル112a、112bから噴出されるエアー110a、110bにより還元用搬送路80に排除される。あるいは、小型成形品T1は、第2ゲート部40a、40bの振り分け機構を構成する風車50a、50bそれぞれの回転軸55a、55bに接触又は衝突しないように、ガイド側面21a、21bに沿って整列されている小型成形品Tから離される。ガイド側面21a、21bに沿って隙間なく整列されている小型成形品Tは、第2ゲート部40a、40bで安定した姿勢で且つ一個取り込まれ、結果として、小型成形品Tは、一列に隙間なく整列される。第2ゲート部40a、40bの第1サイドガイド43a、43bと第2サイドガイド44a、44bとでそれぞれ画成される搬送路10a、10bに到達した小型成形品Tは、装置1全体としては二列に整列されて後段の小型成形品用検査処理装置Cに受け渡される。
【0033】
図8に、本発明の整列供給搬送装置を用いた場合と従来装置との丸い錠剤の整列処理能力を比較したものが示されている。図8には、さらに、搬送ベルトの移動量に対して、小型成形品が隙間なく密接して搬送される設計理論値(計算値)が示されている。図8に示されるように、本発明は、整列用エアーノズル及び振り分け用エアーノズルを備えることで、理論値に近づくとともに、時間経過に関係なく、従来例に比べて単位時間当たりの処理能力が平均的に約10%以上向上することが理解されるであろう。
【符号の説明】
【0034】
1 小物物品の供給整列搬送装置
10a、10b 整列用搬送路
11a、11b 搬送ベルト
20a、20b ガイド部材
21a、21b ガイド側面
30a、30b 第1ゲート部
31a、31b 第1の高さ規制ゲート
40a、40b 第2ゲート部
41a、41b 第2の高さ規制ゲート
42a 幅規制ガイド
50a、50b 風車
55a 回転軸
80 還元用搬送路
101a、101b 整列用エアーノズル
112a、112b 振り分け用エアーノズル
【特許請求の範囲】
【請求項1】
小型成形品を載せて搬送する搬送ベルトと、前記搬送ベルト上に配置され、小型成形品を案内するガイド側面を有するガイド部材と、前記搬送ベルト上を搬送される小型成形品が安定した姿勢でのみ通過できるように、前記搬送ベルトとの間で高さを規制する高さ規制ゲートと、前記搬送ベルト上を搬送される小型成形品が安定した姿勢で且つ一つのみ通過できるように、前記ガイド部材のガイド側面との間で幅を規制する側面を有する幅規制ガイドと、を含む整列用搬送路と、前記整列用搬送路に隣接し、前記整列用搬送路から排除された小型成形品を該整列用搬送路上流に戻す還元用搬送路と、前記幅規制ガイドの上流側端部近傍に配置され、搬送されてきた前記小型成形品を振り分けるための回転軸と、を備える小型成形品の整列供給搬送装置において、
エアーを使用して小型成形品を前記ガイド側面に沿って整列させる整列用エアーノズルをさらに備えることを特徴とする小型成形品の整列供給搬送装置。
【請求項2】
前記整列用エアーノズルは、前記整列用搬送路に沿って複数互いに平行に配列されることを特徴とする請求項1に記載の小型成形品の整列供給搬送装置。
【請求項3】
前記整列用エアーノズルは、前記整列用搬送路の中流域であって、前記還元用搬送路の真上に配置されることを特徴とする請求項2に記載の小型成形品の整列供給搬送装置。
【請求項4】
エアーを使用して小型成形品を前記還元用搬送路側に排除する振り分け用エアーノズルをさらに備えることを特徴とする請求項3に記載の小型成形品の整列供給搬送装置。
【請求項5】
前記振り分け用エアーノズルは、前記ガイド面に沿って整列していない小型成形品を前記還元用搬送路側に排除するように、前記回転軸の上流側に配置されることを特徴とする請求項4に記載の小型成形品の整列供給搬送装置。
【請求項1】
小型成形品を載せて搬送する搬送ベルトと、前記搬送ベルト上に配置され、小型成形品を案内するガイド側面を有するガイド部材と、前記搬送ベルト上を搬送される小型成形品が安定した姿勢でのみ通過できるように、前記搬送ベルトとの間で高さを規制する高さ規制ゲートと、前記搬送ベルト上を搬送される小型成形品が安定した姿勢で且つ一つのみ通過できるように、前記ガイド部材のガイド側面との間で幅を規制する側面を有する幅規制ガイドと、を含む整列用搬送路と、前記整列用搬送路に隣接し、前記整列用搬送路から排除された小型成形品を該整列用搬送路上流に戻す還元用搬送路と、前記幅規制ガイドの上流側端部近傍に配置され、搬送されてきた前記小型成形品を振り分けるための回転軸と、を備える小型成形品の整列供給搬送装置において、
エアーを使用して小型成形品を前記ガイド側面に沿って整列させる整列用エアーノズルをさらに備えることを特徴とする小型成形品の整列供給搬送装置。
【請求項2】
前記整列用エアーノズルは、前記整列用搬送路に沿って複数互いに平行に配列されることを特徴とする請求項1に記載の小型成形品の整列供給搬送装置。
【請求項3】
前記整列用エアーノズルは、前記整列用搬送路の中流域であって、前記還元用搬送路の真上に配置されることを特徴とする請求項2に記載の小型成形品の整列供給搬送装置。
【請求項4】
エアーを使用して小型成形品を前記還元用搬送路側に排除する振り分け用エアーノズルをさらに備えることを特徴とする請求項3に記載の小型成形品の整列供給搬送装置。
【請求項5】
前記振り分け用エアーノズルは、前記ガイド面に沿って整列していない小型成形品を前記還元用搬送路側に排除するように、前記回転軸の上流側に配置されることを特徴とする請求項4に記載の小型成形品の整列供給搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−285229(P2010−285229A)
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願番号】特願2009−138211(P2009−138211)
【出願日】平成21年6月9日(2009.6.9)
【出願人】(000209751)池上通信機株式会社 (123)
【Fターム(参考)】
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願日】平成21年6月9日(2009.6.9)
【出願人】(000209751)池上通信機株式会社 (123)
【Fターム(参考)】
[ Back to top ]