
小型部品の取扱治具及び小型部品の取扱装置
【課題】弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び小型部品の取扱装置を提供すること。
【解決手段】平坦な表面が粘着力を有する平坦粘着部21と、前記表面から突出する突出非粘着部23とを有し、前記平坦粘着部21と前記突出被粘着部23とが共に前記小型部品の被粘着面51に接触するように配列されて成る弾性部材11を備えていることを特徴とする小型部品の取扱治具1、及び、この小型部品の取扱治具1と、前記小型部品の取扱治具の1表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成ることを特徴とする小型部品の取扱装置。
【解決手段】平坦な表面が粘着力を有する平坦粘着部21と、前記表面から突出する突出非粘着部23とを有し、前記平坦粘着部21と前記突出被粘着部23とが共に前記小型部品の被粘着面51に接触するように配列されて成る弾性部材11を備えていることを特徴とする小型部品の取扱治具1、及び、この小型部品の取扱治具1と、前記小型部品の取扱治具の1表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成ることを特徴とする小型部品の取扱装置。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、小型部品の取扱治具及び小型部品の取扱装置に関し、さらに詳しくは、弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び取扱装置に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品等を製造する際等に、この小型部品等を製造可能な小型部品用部材等をその表面に粘着保持可能な保持治具が用いられている。例えば、特許文献1に記載の保持治具は、「少なくとも表面部が粘着性を有するゴム弾性材で形成され、その粘着力により小型部品をその弾性材表面において密着保持可能であることを特徴とする」(特許文献1の請求項1参照)。このような保持治具を用いて製造された小型部品等は保持治具から取り外される。
【0003】
この特許文献1には、「平板状ゴム弾性材の表面に複数本のV字状の溝14を平行に設けた」保持治具13(0007欄、図3及び図4等参照。)、及び、「平板状ゴム弾性材の表面に複数本のU字状の溝17を平行に設けた」保持治具16(0007欄及び図5等参照。)が記載されている。これらの保持治具13及び16においては、「溝14又は溝17に小型部品を嵌合保持」することによって「転動しやすい形状の小型部品を安定に保持できる」と、記載されている。
【0004】
ところで、一旦粘着保持させた保持治具から小型部品等を取り外す方法として、例えば、小型部品を脱離させる脱離具例えばブレード等を弾性材表面上に摺動させて、粘着保持された小型部品等を取り外す方法がある。このような方法として、具体的には、特許文献2には、「支持体と支持体の一面に形成された粘着層とを有する電子部品保持具の該粘着層に複数の電子部品を粘着により保持する工程と、前記粘着層に保持されている電子部品に所定の処理を施す工程と、前記ブレードの先端により粘着層を凹ませ、その状態でブレードを粘着層表面方向に相対的に移動させることにより電子部品を粘着層から離脱させる工程とを備える、電子部品の取扱い方法。」が記載されている(請求項4等参照。)。
【0005】
特許文献2に記載の方法は、「ブレードの先端により粘着層を凹ませ、その状態でブレードを粘着層表面方向に相対的に移動させる」ことによって、特許文献2の図3に示されるように、電子部品2を傾斜させて離脱させる方法である。この方法において、ブレードを粘着層表面上に摺動させると、特に、電子部品を確実に取り外す目的で、ブレードを粘着層表面上に強く押し当てて摺動させ、又は、ブレードを勢いよく粘着層表面上に摺動させると、ブレードによって粘着層表面に傷が付き、損傷することがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平07−93247号公報
【特許文献2】特開2003−77772号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
この発明は、弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び取扱装置を提供することを、目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段として、
請求項1は、表面が粘着力を有する平坦粘着部と、前記表面から突出する突出非粘着部とを有し、前記平坦粘着部と前記突出非粘着部とが共に小型部品の被粘着面に接触するように配列されて成る弾性部材を備えていることを特徴とする小型部品の取扱治具であり、
請求項2は、前記突出非粘着部は、列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具であり、
請求項3は、前記突出非粘着部は、行列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具であり、
請求項4は、前記弾性部材を支持する支持部材とを備えて成ることを特徴とする請求項1〜3のいずれか1項に記載の小型部品の取扱治具であり、
請求項5は、請求項1〜4のいずれか1項に記載の小型部品の取扱治具と、前記小型部品の取扱治具の表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成ることを特徴とする小型部品の取扱装置であり、
請求項6は、小型部品を粘着保持する粘着性弾性部材を有して成る保持治具を備え、前記粘着性弾性部材は、前記平坦粘着部よりも小さな粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置であり、
請求項7は、小型部品を粘着保持する粘着性弾性部材を有して成る第1保持治具及び第2保持治具を備え、前記平坦粘着部、前記第2保持治具及び前記第1保持治具は、下記条件を満たす粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置である。
平坦粘着部 > 第2保持治具 > 第1保持治具
【発明の効果】
【0009】
この発明に係る小型部品の取扱治具は、前記平坦粘着部と前記平坦粘着部の表面から突出する前記突出非粘着部とが前記のように配列されて成る弾性部材を備えているから、この発明に係る小型部品の取扱治具において、小型部品は前記平坦粘着部と前記突出非粘着部とに接触した状態で弾性部材に粘着保持されると共に、ブレード等の脱離具を弾性部材の表面上に摺動させなくても、小型部品の側方から脱離具で小型部品を押圧するだけで、粘着保持された小型部品を取り外すことができる。このとき、脱離具で押圧された小型部品が弾性部材の表面上に転倒等しても、前記突出非粘着部は平坦粘着部よりも突出しているから、弾性部材の表面上に転倒等した小型部品は平坦粘着部に接触することがなく、弾性部材に再粘着保持されることがない。
【0010】
また、この発明に係る小型部品の取扱治具においては、前記のように、小型部品を取り外す際に、小型部品の側方から小型部品を押圧するだけで、ブレード等の脱離具を弾性部材の表面上に摺動させなくてもよいので、脱離具の摺動等によって弾性部材の表面が損傷することもない。
【0011】
この発明に係る小型部品の取扱装置は、この発明に係る小型部品の取扱治具とこの取扱治具の表面に沿って相対的に移動する脱離具とを備えて成るから、弾性部材特にその表面を損傷させることなく小型部品を容易に取り外すことができる。
【0012】
したがって、この発明によれば、弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び取扱装置を提供することができる。
【図面の簡単な説明】
【0013】
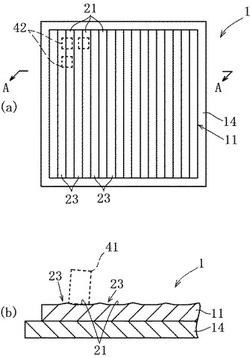
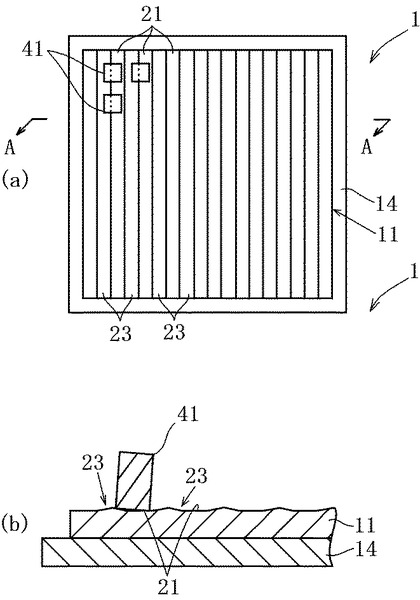
【図1】図1は、この発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具を示す概略図であり、図1(a)はこの発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具を示す概略上面図であり、図1(b)は図1(a)におけるA−A線の断面を示す概略断面図である。
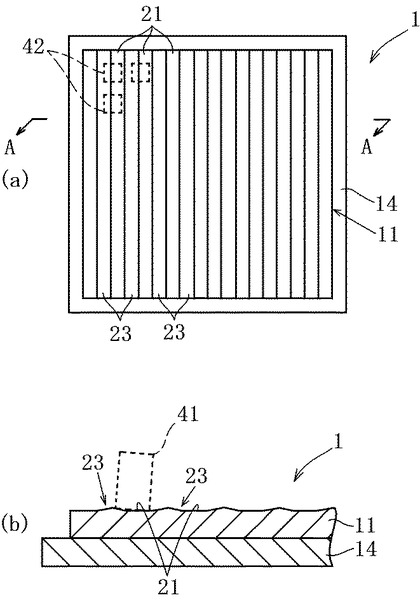
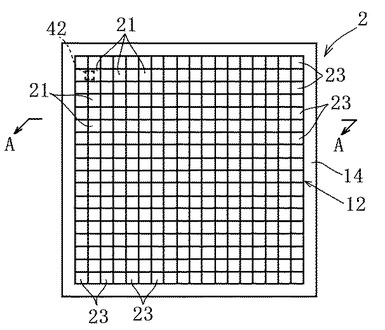
【図2】図2は、この発明に係る小型部品の取扱治具における別の一実施例である小型部品の取扱治具を示す概略上面図である。
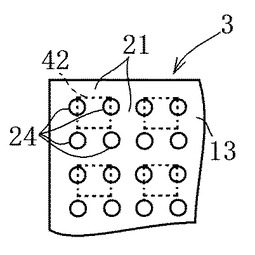
【図3】図3は、この発明に係る小型部品の取扱治具におけるまた別の一実施例である小型部品の取扱治具を示す概略上面図である。
【図4】図4は、この発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具に小型部品を粘着保持させた状態を示す概略図であり、図4(a)はこの発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具に小型部品を粘着保持させた状態を示す概略上面図であり、図4(b)は図4(a)におけるA−A線の断面を示す概略断面図である。
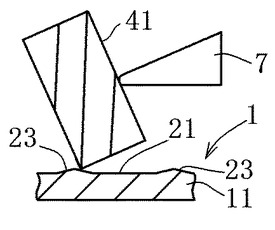
【図5】図5は、この発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具に粘着保持された小型部品を脱離具で押圧した状態を示す概略断面図である。
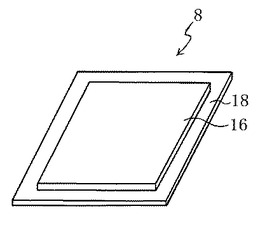
【図6】図6は、この発明に係る小型部品の取扱装置の一実施例である小型部品の取扱装置が備える保持治具を示す概略斜視図である。
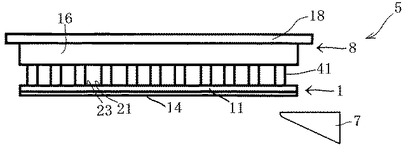
【図7】図7は、この発明に係る小型部品の取扱装置における一実施例である小型部品の取扱装置と、この取扱装置において保持治具から小型部品の取扱治具に小型部品を転写させる状態とを示す概略図である。
【図8】図8は、この発明に係る小型部品の取扱装置における別の一実施例である小型部品の取扱装置と、この取扱装置において第1保持治具から第2保持治具に小型部品を転写させる状態とを示す概略図である。
【発明を実施するための形態】
【0014】
この発明に係る小型部品の取扱治具(以下、単にこの発明に係る取扱治具と称することがある。)は、表面が粘着力を有する平坦粘着部と、前記表面から突出する突出非粘着部とを有し、前記平坦粘着部と前記突出非粘着部とが共に小型部品の被粘着面に接触するように配列されて成る弾性部材を備えていることを特徴とする。
【0015】
この発明における小型部品は、この発明に係る小型部品の取扱治具に粘着保持される必要性のある小型部品を製造可能な小型部品用部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、小型部品の製造には小型部品の搬送工程等も含まれるから、小型部品は、小型部品そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、小型部品と小型部品用部材とは明確に区別される必要はない。これら小型部品の中でも、この発明に係る小型部品の取扱治具が粘着保持するのに好適な小型部品として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ等の完成品若しくは未完成品等、及び/又は、これらを製造可能な例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。このような小型部品として、例えば、軸線長さが1mm以下、幅が0.5mm以下、厚さが0.5mm以下の角柱体を成す小型部品等が挙げられる。
【0016】
この発明に係る取扱治具の一実施例である小型部品の取扱治具を、図面を参照して、説明する。この取扱治具1は、図1に示されるように、支持部材14と、支持部材14の表面に設けられた弾性部材11とから成る。
【0017】
前記支持部材14は、図1に示されるように、前記弾性部材11を支持する。この支持部材14は、平滑な表面を有していればよく、弾性部材11を支持することができる限り種々の設計変更に基づく各種の形態にすることができる。この支持部材14は、前記弾性部材11よりも大きな方形を成す盤状体に形成されている。
【0018】
支持部材14は、弾性部材11を支持可能な材料で形成されていればよく、例えば、ステンレス鋼及びアルミニウム等の金属製プレート、アルミニウム箔及び銅箔等の金属箔、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン及びポリ塩化ビニル等の樹脂フィルム又は樹脂板等を挙げることができる。さらに、支持部材14は、シート状物を複数積層して成る積層体とすることもできる。
【0019】
前記弾性部材11は、図1に示されるように、方形の盤状体に形成され、平坦粘着部21と突出非粘着部23とを有している。換言すると、弾性部材11は、小型部品を粘着保持できる粘着力を有する平坦な表面を有する板状基体と、前記表面から突出形成された突出非粘着部23とを有する方形の盤状体で構成され、前記平坦な表面が平坦粘着部21とされている。さらにいうと、弾性部材11は、その表面が凹凸形状をなし、凹部が平坦粘着部21とされ、凸部が突出非粘着部23とされている。小型部品が粘着される領域に着目すると、この弾性部材11は、前記領域内に、平坦粘着部21と、この平坦粘着部21の表面より突出した突出非粘着部23とが形成されてなる。
【0020】
前記平坦粘着部21は、板状基体の表面に、すなわち、前記突出非粘着部23が形成されていないと仮定したときの弾性部材11の表面に、形成されており、小型部品を所望のように粘着保持できる程度の平坦性を有している。例えば、平坦粘着部21の平坦性は、算術平均粗さRa(JIS B 0601−1994)が0.1〜1μmであるのが好ましい。算術平均粗さRaは、カットオフ0.8mm、測定長さ2.4mm等の条件で測定する。平坦粘着部21における表面の算術平均粗さRaは、例えば、弾性部材11を形成する際に用いる金型における製品部形成面のブラスト処理等により調整することができる。
【0021】
この平坦粘着部21は、小型部品を粘着保持することのできる粘着力を有していればよく、この取扱治具1を後述するこの発明に係る小型部品の取扱装置(以下、この発明に係る取扱装置と称することがある。)に利用するには、この取扱装置を構成する保持治具の粘着力よりも大きな粘着力を有していることが重要である。具体的には、平坦粘着部21は、通常、1〜70g/mm2の粘着力を有しているのがよく、7〜70g/mm2の粘着力を有しているのがよい。ここで、平坦粘着部21の粘着力は下記「信越ポリマー法」によって測定された値である。この方法においては、弾性部材11を水平に固定する吸着固定装置(例えば、商品名:電磁チャック、KET−1530B、カネテック(株)製)又は真空吸引チャックプレート等と、測定部先端に、直径10mmの円柱を成したステンレス鋼(SUS304)製の接触子を取り付けたデジタルフォースゲージ(商品名:ZP−50N、(株)イマダ製)とを備えた荷重測定装置を用意し、この荷重測定装置における吸着固定装置又は真空吸引チャックプレート上に弾性部材11を固定し、測定環境を21±1℃、湿度50±5%に設定する。次いで、20mm/minの速度で弾性部材11の被測定部位に接触するまで前記荷重測定装置に取り付けられた前記接触子を下降させ、次いで、この接触子を被測定部位に所定の荷重で被測定部に対して垂直に3秒間押圧する。ここで、前記所定の荷重を25g/mm2に設定する。次いで、180mm/minの速度で前記接触子を被測定部位から引き離し、このときに前記デジタルフォースゲージにより測定される引き離し荷重を読み取る。この操作を、被測定部位の複数箇所で行い、得られる複数の引き離し荷重を算術平均し、得られる算術平均値を平坦粘着部21の粘着力とする。
【0022】
前記突出非粘着部23は、図1に示されるように、弾性部材11の表面に形成されている。具体的には、前記突出非粘着部23は、弾性部材11の表面に、一方向に延在する突条体とされている。この突条体は、弾性部材11の表面に対して突出していればよく、その断面形状は、図1(b)によく示されるように、略三角形であってもその頂点が面取りされた形状等であってもよい。
【0023】
この突条体は、図1(b)に示されるように、その表面に前記平坦粘着部21に粘着保持された小型部品の一部が当接又は圧接するから扁平であるのが好ましい。すなわち、前記突出非粘着部23は、弾性部材11の表面に対して、1〜30μm突出しているのが好ましく、5〜10μm突出しているのが好ましい。突出非粘着部23の突出量が前記範囲内にあると、小型部品を粘着保持する際に適度に弾性変形して前記被粘着面を平坦粘着面10に接触させることができるうえ、前記被粘着面すべてが平坦粘着面10に接触することなく小型部品をわずかに傾斜した状態で保持することができる。したがって、突出量が前記範囲内にある突出非粘着部23を有する弾性部材11を備えている取扱治具1によれば、小型部品を所望のように粘着保持することができるにもかかわらず、必要時には、弾性部材を損傷させることなく小型部品を取り外すことができるという目的を十分に達成することができる。
【0024】
前記突出非粘着部23は、実質的に非粘着性又は弱粘着性であり、例えば、粘着力を有してなく、又は、小型部品を粘着保持することができない程度の小さな粘着力、具体的には、前記「信越ポリマー法」による1g/mm2未満の粘着力を有している。すなわち、突出非粘着部23は突出弱粘着部又は突出粘着不能部と称することもできる。
【0025】
前記弾性部材11は、図1に示されるように、複数の平坦粘着部21と複数の突出非粘着部23とがそれぞれ、一定の間隔をおいて、すなわち、平坦粘着部21又は突出非粘着部23を挟んで、実質的に平行となるように、列状に配列されている。換言すると、平坦粘着部21及び突出非粘着部23が縞状になるように交互に配列されている。
【0026】
そして、平坦粘着部21と突出非粘着部23とは共に、図1の破線で示されるように、弾性部材11に粘着保持されるときに弾性部材11に面する小型部品41の表面(以下、被粘着面42とも称する。)に接触するように、配列されている。すなわち、弾性部材11に粘着保持される小型部品41の被粘着面42が1つの平坦粘着部21とこの平坦粘着部21に隣接する1つの突出非粘着部23とに接触するように、平坦粘着部21と突出非粘着部23とが配列されている。
【0027】
具体的には、平坦粘着部21と突出非粘着部23との配列間隔、すなわち、それらの延在方向に垂直な方向の長さ(幅)は、平坦粘着部21及び突出非粘着部23の粘着力並びに前記被粘着面42の表面積等に応じて、前記被粘着面42に接しうる平坦粘着部21及び突出非粘着部23の表面積によって、決定される。例えば、図1に示されるように、平坦粘着部21と突出非粘着部23との前記配列間隔は、前記被粘着面42における一辺長さよりも小さな間隔に設定されるのが好ましく、平坦粘着部21と突出非粘着部23との合計幅が前記被粘着面42における一辺長さよりも大きな間隔に設定されるのが特に好ましい。前記配列間隔がこのような間隔に調整されていると、粘着保持された小型部品が転倒したとしても平坦粘着部21のみに粘着保持されることなく、再度容易に取り外すことができる。平坦粘着部21と突出非粘着部23とが列状の縞状に配列された弾性部材11においては、例えば、前記配列間隔は、前記被粘着面42の一辺長さよりも小さな間隔であって、前記被粘着面42に面する平坦粘着部21の全表面積が前記被粘着面42の表面積に対して50〜99%となるように、決定されるのが好ましい。
【0028】
このように平坦粘着部21と突出非粘着部23とが配列されて成る弾性部材11においては、図1及び図4に示されるように、小型部品は、1つの平坦粘着部21とこの平坦粘着部21に隣接する1つの突出非粘着部23とで、粘着保持される。
【0029】
この弾性部材11は、200〜1000%の切断時伸び(JIS K6249:引張速度500mm/min)を有しているのが好ましい。弾性部材11が前記範囲の切断時伸びを有していると、平坦粘着部21及び突出非粘着部23も前記範囲の切断時伸びを有し、その結果、小型部品を保持する際に突出非粘着部23が弾性変形することによって、小型部品の被粘着面42と平坦粘着部21とが接触し、小型部品を粘着保持することができる。
【0030】
前記弾性部材11は、硬度(JIS K6253[デュロメータE])が5〜60程度であるのが好ましい。弾性部材11が後述するシリコーンゴム組成物で形成されて前記硬度の範囲内にあると、例えば、弾性部材11に小型部品を粘着保持又は転写するとき等に、小型部品の寸法誤差を吸収して、ほとんどすべての小型部品を損傷及び破損等させることなく粘着保持又は転写することができる。
【0031】
前記弾性部材11すなわち前記平坦粘着部21は、0.05〜2mm程度の厚さを有しているのが好ましい。
【0032】
弾性部材11は、前記粘着力を発揮することのできる粘着性材料又はこの粘着性材料の硬化物で形成されていればよく、粘着材料として、例えば、フッ素系樹脂又はフッ素系ゴム、フッ素系樹脂又はフッ素系ゴムを含有するフッ素系組成物、シリコーン樹脂又はシリコーンゴム、シリコーン樹脂又はシリコーンゴムを含有するシリコーン組成物、ウレタン系エラストマー、天然ゴム、スチレン−ブタジエン共重合エラストマー等の各種エラストマー等が挙げられる。この中でも、シリコーンゴム、及び/又は、シリコーンゴムを含有する付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物が好ましい。前記付加反応硬化型粘着性シリコーン組成物としては、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と架橋成分(b)と粘着力向上剤(c)と触媒(d)とシリカ系充填材(e)とを含有する粘着性組成物を挙げることができ、また、前記過酸化物硬化型粘着性シリコーン組成物は、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と粘着力向上剤(c)とシリカ系充填材(e)と有機過酸化物(f)とを含有する粘着性組成物を挙げることができる。
【0033】
なお、前記突出非粘着部23は、前記粘着性材料等で形成された後、非粘着又は弱粘着化されていればよく、また、粘着力を発揮しない非粘着性材料又は弱粘着性材料等で形成されていればよい。非粘着性材料又は弱粘着性材料としては、例えば、シリコーン樹脂、フッ素樹脂、ウレタン樹脂等が挙げられる。
【0034】
この発明に係る取扱治具の別の一実施例である取扱治具2は、図2に示されるように、支持部材14と、支持部材14の表面に設けられた弾性部材12とから成る。この取扱治具2は、複数の突出非粘着部23が行列状に配列されてなる突条体であること以外は、前記取扱治具1と基本的に同様である。この取扱治具2においては、図2に破線で示されるように、小型部品は、行列状に配列された4本の突出非粘着部23で囲繞される1つの平坦粘着部21と、この平坦粘着部21に隣接する突出非粘着部23に粘着保持される。そして、この取扱治具2においては、突出非粘着部23の間隔は、小型部品41における被粘着面42の一辺長さ以上の長さであって小型部品41における最長の一辺長さよりも短い長さに調整されるのが好ましい。
【0035】
この発明に係る取扱治具のまた別の一実施例である取扱治具3は、図3に示されるように、支持部材(図3において図示しない。)と、この支持部材の表面に設けられた弾性部材11とから成る。この取扱治具3は、突出非粘着部23に代えて円柱体を成す複数の突出非粘着部24が行列状換言するとドット状に配列されてなること以外は、前記取扱治具1と基本的に同様である。この取扱治具3においては、図3に破線で示されるように、小型部品41は、小型部品41の被粘着面42に少なくとも1つ、好ましくは2つの突出非粘着部24が接触する位置に、粘着保持される。前記突出非粘着部24の形状は、特に限定されず、例えば、円形、円錐台形、逆円錐台形等が挙げられる。
【0036】
この発明に係る取扱治具は、前記粘着性材料を公知の成形方法等で成形体を作製し、この成形体に所定寸法の突出非粘着部を形成して、製造される。例えば、表面を凹凸形状に成形可能なキャビティを有する金型を用いて弾性部材を形成した後に凸部を非粘着化又は弱粘着化する方法、粘着性材料等で形成された板状基体の平坦な表面にスクリーン印刷によって突出非粘着部を形成する方法、粘着性材料等で形成された板状基体の平坦な表面に非粘着性材料又は弱粘着性材料から成る非粘着層を積層し、この非粘着層の一部を前記平坦な表面が出現するまで切削する方法等が挙げられる。
【0037】
粘着性材料等で形成された凸部を非粘着化又は弱粘着化して突出非粘着部を形成する方法は、例えば、(1)平坦粘着部にマスキング部材を載置して照射量を制御した紫外線を照射する方法、(2)凸部に非粘着性材料又は弱粘着性材料を塗布する方法、(3)凸部の表面を粗面化する方法等が挙げられる。
【0038】
弾性部材に支持部材を設けるには、前記材料で公知の成形方法等で作製した支持部材を弾性部材に積層して、所望により接着すればよい。
【0039】
次に、この発明に係る取扱治具から小型部品を取り外す方法を、前記取扱治具1及び四角柱状を成す小型部品41を用いて、説明する。この発明に係る取扱治具は、隣接する平坦粘着部と突出非粘着部とにまたがって小型部品41の被粘着面42を粘着させるのであるが、このとき、小型部品41を弾性部材11に押圧して、前記突出非粘着部を弾性変形させてその突出量を小さくすると、被粘着面42が平坦粘着部のより広い表面に接触して、粘着保持される。したがって、この発明に係る取扱治具に小型部品を粘着保持し、また、この取扱治具から小型部品を取り外すには、隣接する平坦粘着部と突出非粘着部とを利用する。
【0040】
まず、取扱治具1に小型部品41を粘着保持する。取扱治具1に小型部品41を保持するには、例えば、小型部品41を収納可能な貫通孔が穿孔された整列板を準備し、この整列板を取扱治具1の上に重ね合わせて、整列板の貫通孔それぞれに小型部品41を適宜の手段例えば振動等を加えて収納する。このとき、前記貫通孔に収納された小型部品41の被粘着面42が、図4に示されるように、平坦粘着部21とこの平坦粘着部21の片側に隣接配置された一方の突出非粘着部23とにまたがって位置するように、整列板が配置される。次いで、小型部品41を取扱治具1に向けて押圧すると、図4に示されるように、小型部品41の被粘着面42に接触した突出非粘着部23は前記押圧力で弾性変形して押し潰され、前記被粘着面42が平坦粘着部21のより広い表面に接触する。そうすると、平坦粘着部21は前記粘着力を有しているから、小型部品41を粘着保持することができる。ここで、平坦粘着部21が強い粘着力を有しているから、たとえ突出非粘着部23がその復元力で元の状態に復帰した場合でも小型部品41を粘着保持することができる。このようにして、小型部品41を粘着保持することができる。
【0041】
次いで、図5(支持部材14は図示しない。)に示されるように、後述する脱離具7を前記取扱治具1の表面近傍に配置する。このとき、脱離具7は弾性部材10の表面に接触させなくても小型部品41を所望のように脱離させることができる。前記脱離具7を前記表面に沿って弾性部材11に非接触状態で相対的に、小型部品41に向けて移動させる。そうすると、図5に示されるように、脱離具7の先端が小型部品41の側面に当接して、小型部品41はその側方から、例えば、小型部品41の軸線に対して傾斜した方向又は垂直な方向から、押圧される。このようして、小型部品41が押圧されると、小型部品41は、例えば、前記押圧方向に摺動して、又は、図5に示されるように、被粘着面42における一方の底辺近傍を軸として転倒し、前記被粘着面42と平坦粘着部21との接触状態が開放される。その結果、小型部品41は取扱治具1から取り外される。
【0042】
ところで、一旦取り外された小型部品41が弾性部材11の表面上に転倒等しても、突出非粘着部23は平坦粘着部21よりも突出し、好ましくは前記配列間隔で突出非粘着部23及び平坦粘着部21が配列されているから、弾性部材11の表面上に存在する小型部品41が平坦粘着部21に接触することはなく、平坦粘着部21に再粘着保持されることはない。
【0043】
このようにして、取扱治具1に粘着保持された多数の小型部品41を、弾性部材11を損傷させることなく、そのほとんどすべてを、容易に取り外すことができる。
【0044】
このように、この発明に係る取扱治具によれば、脱離具を弾性部材の表面に接触又は押圧させる必要はないから、脱離具によって小型部品及び弾性部材を損傷させることなく小型部品を取り外すことができ、取扱治具を長期間にわたって使用することができる。
【0045】
そして、この発明に係る取扱治具は、前記のように、隣接する平坦粘着部と突出非粘着部とによって、好ましくは小型部品を押圧することによって、粘着保持することができ、一方で、粘着保持した小型部品をその側方から押圧することによって取り外すことができる。したがって、この発明に係る取扱治具は、小型部品を製造又は搬送するとき等の小型部品の保持治具として、製造した小型部品を取り外すときの脱離治具として、また、飛散した小型部品の収集治具等として、好適に使用することができる。
【0046】
この発明に係る取扱治具は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、平坦粘着部及び突出非粘着部は、平坦粘着部及び突出非粘着部が共に小型部品の被粘着面に接触するように配置されていればよく、図1に示される「列状」、図2に示される「行列状」、図3に示される「行列状(ドット状)」に限定されず、各種の配置が可能である。
【0047】
また、前記取扱治具1〜3において、平坦粘着部及び突出非粘着部はほぼ同じ配列間隔で配列されているが、この発明において、平坦粘着部及び突出非粘着部はそれぞれ異なる配列間隔で配列されていてもよく、平坦粘着部及び突出非粘着部の数は、取扱治具の用途、小型部品の寸法等に応じて適宜に決定され、例えば、数個〜数万個に調整される。
【0048】
前記取扱治具1は方形の盤状体を成しているが、この発明において、取扱治具は、用途等に応じて、シート体、長尺体等の形態に適宜に形成されることができる。
【0049】
前記取扱治具1は、方形を成す盤状体の支持部材を備えているが、この発明において、取扱治具は、支持部材が弾性部材に埋設されていてもよく、弾性部材の一部に支持部材が形成されてもよく、また、支持部材が形成されず弾性部材のみから構成されてもよい。
【0050】
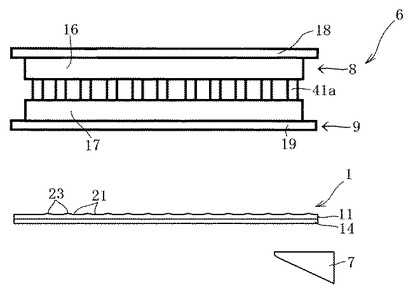
この発明に係る取扱装置は、この発明に係る取扱治具と、この取扱治具の表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成る。この発明に係る取扱装置が備える取扱治具は前記した通りである。前記脱離具は、前記取扱治具1の表面に沿って相対的に移動して粘着保持された小型部品を脱離させることができる形態を有していればよく、例えば、図7等に示される転倒配置された三角柱状のブレードであってもよく、また、ワイヤー等であってもよい。図7に示される脱離具7は、前記取扱治具1に粘着保持された複数の小型部品41を一挙に脱離させることができる点で、その延在方向が前記取扱治具1における突出非粘着部23の延在長さよりも長くなっているのがよい。なお、前記先端部は、小型部品への傷付き防止等を目的として、弾性部材で形成又は被覆されてもよい。この発明に係る取扱装置は、脱離具によって小型部品及び弾性部材を損傷させることなく小型部品を取り外すことができる。
【0051】
この発明に係る取扱装置は、この発明に係る取扱治具と前記脱離具とに加えて保持治具を備えることができ、例えば、図7に示される取扱装置5が挙げられる。取扱装置5が備えている保持治具は、小型部品を粘着保持することのできる粘着性弾性部材を備えていればよく、その一例を挙げると、保持治具としての第1保持治具8は、図6及び図7に示されるように、第1粘着性弾性部材16と第1補強部材18とを備えている。前記第1補強部材18は、前記取扱治具1の支持部材14と基本的に同様である。前記第1粘着性弾性部材16は、突出非保持部20が形成されず所定の粘着力を有していること以外は、前記取扱治具1の弾性部材11と基本的に同様である。この第1粘着性弾性部材16の粘着力は、前記平坦粘着部21よりも小さな粘着力を有していればよく、前記平坦粘着部21の前記粘着力が50〜70g/mm2である場合には、例えば、10〜45g/mm2(前記「信越ポリマー法」による。)の粘着力を有しているのがよい。
【0052】
第1保持治具8を備えて成る取扱装置5によれば、第1保持治具8に粘着保持され所定の処理等を施された小型部品41を、この第1保持治具8から取扱治具1に転写して、ほとんどすべての小型部品41を第1保持治具8及び取扱治具1から取り外すことができる。例えば、図7に示されるように、第1保持治具8の第1粘着性弾性部材16に粘着保持されて例えばその端部に電極(図7において図示しない。)が形成された小型部品41の他端を、1つの平坦粘着部21とそれに隣接する1つの突出被粘着部23とに接触するように、取扱治具1に押圧すると、前記第1粘着性弾性部材16と平坦粘着部21との粘着力差によって、ほとんどのすべての小型部品41を取扱治具1に転写することができる。このように、突出非粘着部23は小型部品41で押圧されるので、突出非粘着部23はその厚さ方向に圧縮変形するが、図7においては、突出非粘着部23の圧縮変形した状態を図示していない。次いで、前記のようにして脱離具7を取扱治具1に対して相対的に移動させると、平坦粘着部21に粘着保持された小型部品41のほとんどすべてを取り外すことができる。なお、第1保持治具8への小型部品の粘着保持方法等として例えば特開2008−091659号公報に記載された方法等が挙げられる。
【0053】
第1保持治具8を備えて成る取扱装置5は、例えば、一方の端面に電極を有するチップコンデンサを製造する場合等に好適に用いられる。
【0054】
また、この発明に係る取扱装置は、この発明に係る取扱治具と前記脱離具7とに加えて2種の保持治具すなわち第1保持治具及び第2保持治具を備えることができ、例えば、図8に示される取扱装置6が挙げられる。これら2種の保持治具8及び9は、小型部品を粘着保持することのできる第1粘着性弾性部材16及び第2粘着性弾性部材17を備えていればよく、前記第1保持治具8と基本的に同様である。これら2種の保持治具である第1保持治具8及び第2保持治具9と前記取扱治具1とは下記条件を満たす粘着力を有している。
【0055】
条件:取扱治具1の平坦粘着部21>第2保持治具9の第2粘着性弾性部材17>第1保持治具8の第1粘着性弾性部材16
【0056】
第1保持治具8及び第2保持治具9の粘着力と取扱治具1との粘着力が前記条件を満たしていると、第1保持治具8に粘着保持した小型部品41を第2保持治具9に転写し、次いで、第2保持治具9から取扱治具1に転写して、小型部品41を取扱治具1から脱離させることができる。第1保持治具8の粘着力は、例えば、10〜25g/mm2(前記「信越ポリマー法」による)であり、第2保持治具9の粘着力は、例えば、30〜45g/mm2(前記「信越ポリマー法」による)であり、取扱治具1の平坦粘着部21の粘着力は、例えば、50〜70g/mm2(前記「信越ポリマー法」による)であるのがよい。
【0057】
第1保持治具8及び第2保持治具9を備えて成る取扱装置6によれば、これら2種の保持治具8及び9に粘着保持され所定の処理等を施された小型部品41を、これらの2種の保持治具8及び9から前記取扱治具1に転写して、ほとんどすべての小型部品41を保持治具8及び9並びに取扱治具1から取り外すことができる。例えば、図8に示されるように、一端面に電極(図8において図示しない。)が形成され、第1保持治具8に粘着保持されたチップコンデンサ用部材41aを第2保持治具9の第2粘着性弾性部材17に圧接すると、第1粘着性弾性部材16と第2粘着性弾性部材17との粘着力差によってチップコンデンサ用部材41aが第2粘着性弾性部材17に転写される。次いで、第2保持治具9に粘着保持されたチップコンデンサ用部材41aの他端面に電極(図8において図示しない。)を形成したチップコンデンサのほとんどすべてを、前記のようにして、取扱治具1に転写後、取扱治具1から脱離具7によって取り外すことができる。なお、第1保持治具8と第2保持治具9とを用いて例えばチップコンデンサ用部材41aの両端面に電極を形成する方法等として特開2008−091659号公報に記載された方法等が挙げられる。
【0058】
第1保持治具8及び第2保持治具9を備えて成る取扱装置6は、例えば、両端面に電極を有するチップコンデンサを製造する場合等に好適に用いられる。
【0059】
このように、前記構成を有するこの発明に係る取扱装置によれば、所望により保持治具から転写され、平坦粘着部に粘着保持されたほとんどすべての小型部品を、脱離具によって小型部品及び弾性部材を損傷させることなく、取り外すことができ、取扱装置を長期間にわたって使用することができる。
【0060】
この発明に係る取扱装置は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、前記取扱装置5及び6は、取扱治具、脱離具、所望により保持治具を備えて成るが、この発明において、取扱治具は、これら以外の部材又は要素、例えば、小型部品の収納部材、脱離具の駆動手段、また、特開2008−091659号公報に記載された立設配置板及びプレス板等を備えていてもよい。
【0061】
前記取扱装置5及び6は、例えば、特開2008−091659号公報に記載された小型部品保持装置における支持部材に装着されて使用されてもよく、また、この小型部品保持装置と例えば図7に示される脱離具とを併用して使用されてもよい。
【符号の説明】
【0062】
1、2、3 小型部品の取扱治具
5、6 取扱装置
7 脱離具
11、12、13 弾性部材
14 支持部材
21 平坦粘着部
23、24 突出非粘着部
41 小型部品
41a チップコンデンサ用部材
42 被粘着面
【技術分野】
【0001】
この発明は、小型部品の取扱治具及び小型部品の取扱装置に関し、さらに詳しくは、弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び取扱装置に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品等を製造する際等に、この小型部品等を製造可能な小型部品用部材等をその表面に粘着保持可能な保持治具が用いられている。例えば、特許文献1に記載の保持治具は、「少なくとも表面部が粘着性を有するゴム弾性材で形成され、その粘着力により小型部品をその弾性材表面において密着保持可能であることを特徴とする」(特許文献1の請求項1参照)。このような保持治具を用いて製造された小型部品等は保持治具から取り外される。
【0003】
この特許文献1には、「平板状ゴム弾性材の表面に複数本のV字状の溝14を平行に設けた」保持治具13(0007欄、図3及び図4等参照。)、及び、「平板状ゴム弾性材の表面に複数本のU字状の溝17を平行に設けた」保持治具16(0007欄及び図5等参照。)が記載されている。これらの保持治具13及び16においては、「溝14又は溝17に小型部品を嵌合保持」することによって「転動しやすい形状の小型部品を安定に保持できる」と、記載されている。
【0004】
ところで、一旦粘着保持させた保持治具から小型部品等を取り外す方法として、例えば、小型部品を脱離させる脱離具例えばブレード等を弾性材表面上に摺動させて、粘着保持された小型部品等を取り外す方法がある。このような方法として、具体的には、特許文献2には、「支持体と支持体の一面に形成された粘着層とを有する電子部品保持具の該粘着層に複数の電子部品を粘着により保持する工程と、前記粘着層に保持されている電子部品に所定の処理を施す工程と、前記ブレードの先端により粘着層を凹ませ、その状態でブレードを粘着層表面方向に相対的に移動させることにより電子部品を粘着層から離脱させる工程とを備える、電子部品の取扱い方法。」が記載されている(請求項4等参照。)。
【0005】
特許文献2に記載の方法は、「ブレードの先端により粘着層を凹ませ、その状態でブレードを粘着層表面方向に相対的に移動させる」ことによって、特許文献2の図3に示されるように、電子部品2を傾斜させて離脱させる方法である。この方法において、ブレードを粘着層表面上に摺動させると、特に、電子部品を確実に取り外す目的で、ブレードを粘着層表面上に強く押し当てて摺動させ、又は、ブレードを勢いよく粘着層表面上に摺動させると、ブレードによって粘着層表面に傷が付き、損傷することがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平07−93247号公報
【特許文献2】特開2003−77772号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
この発明は、弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び取扱装置を提供することを、目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段として、
請求項1は、表面が粘着力を有する平坦粘着部と、前記表面から突出する突出非粘着部とを有し、前記平坦粘着部と前記突出非粘着部とが共に小型部品の被粘着面に接触するように配列されて成る弾性部材を備えていることを特徴とする小型部品の取扱治具であり、
請求項2は、前記突出非粘着部は、列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具であり、
請求項3は、前記突出非粘着部は、行列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具であり、
請求項4は、前記弾性部材を支持する支持部材とを備えて成ることを特徴とする請求項1〜3のいずれか1項に記載の小型部品の取扱治具であり、
請求項5は、請求項1〜4のいずれか1項に記載の小型部品の取扱治具と、前記小型部品の取扱治具の表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成ることを特徴とする小型部品の取扱装置であり、
請求項6は、小型部品を粘着保持する粘着性弾性部材を有して成る保持治具を備え、前記粘着性弾性部材は、前記平坦粘着部よりも小さな粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置であり、
請求項7は、小型部品を粘着保持する粘着性弾性部材を有して成る第1保持治具及び第2保持治具を備え、前記平坦粘着部、前記第2保持治具及び前記第1保持治具は、下記条件を満たす粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置である。
平坦粘着部 > 第2保持治具 > 第1保持治具
【発明の効果】
【0009】
この発明に係る小型部品の取扱治具は、前記平坦粘着部と前記平坦粘着部の表面から突出する前記突出非粘着部とが前記のように配列されて成る弾性部材を備えているから、この発明に係る小型部品の取扱治具において、小型部品は前記平坦粘着部と前記突出非粘着部とに接触した状態で弾性部材に粘着保持されると共に、ブレード等の脱離具を弾性部材の表面上に摺動させなくても、小型部品の側方から脱離具で小型部品を押圧するだけで、粘着保持された小型部品を取り外すことができる。このとき、脱離具で押圧された小型部品が弾性部材の表面上に転倒等しても、前記突出非粘着部は平坦粘着部よりも突出しているから、弾性部材の表面上に転倒等した小型部品は平坦粘着部に接触することがなく、弾性部材に再粘着保持されることがない。
【0010】
また、この発明に係る小型部品の取扱治具においては、前記のように、小型部品を取り外す際に、小型部品の側方から小型部品を押圧するだけで、ブレード等の脱離具を弾性部材の表面上に摺動させなくてもよいので、脱離具の摺動等によって弾性部材の表面が損傷することもない。
【0011】
この発明に係る小型部品の取扱装置は、この発明に係る小型部品の取扱治具とこの取扱治具の表面に沿って相対的に移動する脱離具とを備えて成るから、弾性部材特にその表面を損傷させることなく小型部品を容易に取り外すことができる。
【0012】
したがって、この発明によれば、弾性部材を損傷させることなく小型部品を取り外すことのできる耐久性に優れた小型部品の取扱治具及び取扱装置を提供することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、この発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具を示す概略図であり、図1(a)はこの発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具を示す概略上面図であり、図1(b)は図1(a)におけるA−A線の断面を示す概略断面図である。
【図2】図2は、この発明に係る小型部品の取扱治具における別の一実施例である小型部品の取扱治具を示す概略上面図である。
【図3】図3は、この発明に係る小型部品の取扱治具におけるまた別の一実施例である小型部品の取扱治具を示す概略上面図である。
【図4】図4は、この発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具に小型部品を粘着保持させた状態を示す概略図であり、図4(a)はこの発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具に小型部品を粘着保持させた状態を示す概略上面図であり、図4(b)は図4(a)におけるA−A線の断面を示す概略断面図である。
【図5】図5は、この発明に係る小型部品の取扱治具の一実施例である小型部品の取扱治具に粘着保持された小型部品を脱離具で押圧した状態を示す概略断面図である。
【図6】図6は、この発明に係る小型部品の取扱装置の一実施例である小型部品の取扱装置が備える保持治具を示す概略斜視図である。
【図7】図7は、この発明に係る小型部品の取扱装置における一実施例である小型部品の取扱装置と、この取扱装置において保持治具から小型部品の取扱治具に小型部品を転写させる状態とを示す概略図である。
【図8】図8は、この発明に係る小型部品の取扱装置における別の一実施例である小型部品の取扱装置と、この取扱装置において第1保持治具から第2保持治具に小型部品を転写させる状態とを示す概略図である。
【発明を実施するための形態】
【0014】
この発明に係る小型部品の取扱治具(以下、単にこの発明に係る取扱治具と称することがある。)は、表面が粘着力を有する平坦粘着部と、前記表面から突出する突出非粘着部とを有し、前記平坦粘着部と前記突出非粘着部とが共に小型部品の被粘着面に接触するように配列されて成る弾性部材を備えていることを特徴とする。
【0015】
この発明における小型部品は、この発明に係る小型部品の取扱治具に粘着保持される必要性のある小型部品を製造可能な小型部品用部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、小型部品の製造には小型部品の搬送工程等も含まれるから、小型部品は、小型部品そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、小型部品と小型部品用部材とは明確に区別される必要はない。これら小型部品の中でも、この発明に係る小型部品の取扱治具が粘着保持するのに好適な小型部品として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ等の完成品若しくは未完成品等、及び/又は、これらを製造可能な例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。このような小型部品として、例えば、軸線長さが1mm以下、幅が0.5mm以下、厚さが0.5mm以下の角柱体を成す小型部品等が挙げられる。
【0016】
この発明に係る取扱治具の一実施例である小型部品の取扱治具を、図面を参照して、説明する。この取扱治具1は、図1に示されるように、支持部材14と、支持部材14の表面に設けられた弾性部材11とから成る。
【0017】
前記支持部材14は、図1に示されるように、前記弾性部材11を支持する。この支持部材14は、平滑な表面を有していればよく、弾性部材11を支持することができる限り種々の設計変更に基づく各種の形態にすることができる。この支持部材14は、前記弾性部材11よりも大きな方形を成す盤状体に形成されている。
【0018】
支持部材14は、弾性部材11を支持可能な材料で形成されていればよく、例えば、ステンレス鋼及びアルミニウム等の金属製プレート、アルミニウム箔及び銅箔等の金属箔、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン及びポリ塩化ビニル等の樹脂フィルム又は樹脂板等を挙げることができる。さらに、支持部材14は、シート状物を複数積層して成る積層体とすることもできる。
【0019】
前記弾性部材11は、図1に示されるように、方形の盤状体に形成され、平坦粘着部21と突出非粘着部23とを有している。換言すると、弾性部材11は、小型部品を粘着保持できる粘着力を有する平坦な表面を有する板状基体と、前記表面から突出形成された突出非粘着部23とを有する方形の盤状体で構成され、前記平坦な表面が平坦粘着部21とされている。さらにいうと、弾性部材11は、その表面が凹凸形状をなし、凹部が平坦粘着部21とされ、凸部が突出非粘着部23とされている。小型部品が粘着される領域に着目すると、この弾性部材11は、前記領域内に、平坦粘着部21と、この平坦粘着部21の表面より突出した突出非粘着部23とが形成されてなる。
【0020】
前記平坦粘着部21は、板状基体の表面に、すなわち、前記突出非粘着部23が形成されていないと仮定したときの弾性部材11の表面に、形成されており、小型部品を所望のように粘着保持できる程度の平坦性を有している。例えば、平坦粘着部21の平坦性は、算術平均粗さRa(JIS B 0601−1994)が0.1〜1μmであるのが好ましい。算術平均粗さRaは、カットオフ0.8mm、測定長さ2.4mm等の条件で測定する。平坦粘着部21における表面の算術平均粗さRaは、例えば、弾性部材11を形成する際に用いる金型における製品部形成面のブラスト処理等により調整することができる。
【0021】
この平坦粘着部21は、小型部品を粘着保持することのできる粘着力を有していればよく、この取扱治具1を後述するこの発明に係る小型部品の取扱装置(以下、この発明に係る取扱装置と称することがある。)に利用するには、この取扱装置を構成する保持治具の粘着力よりも大きな粘着力を有していることが重要である。具体的には、平坦粘着部21は、通常、1〜70g/mm2の粘着力を有しているのがよく、7〜70g/mm2の粘着力を有しているのがよい。ここで、平坦粘着部21の粘着力は下記「信越ポリマー法」によって測定された値である。この方法においては、弾性部材11を水平に固定する吸着固定装置(例えば、商品名:電磁チャック、KET−1530B、カネテック(株)製)又は真空吸引チャックプレート等と、測定部先端に、直径10mmの円柱を成したステンレス鋼(SUS304)製の接触子を取り付けたデジタルフォースゲージ(商品名:ZP−50N、(株)イマダ製)とを備えた荷重測定装置を用意し、この荷重測定装置における吸着固定装置又は真空吸引チャックプレート上に弾性部材11を固定し、測定環境を21±1℃、湿度50±5%に設定する。次いで、20mm/minの速度で弾性部材11の被測定部位に接触するまで前記荷重測定装置に取り付けられた前記接触子を下降させ、次いで、この接触子を被測定部位に所定の荷重で被測定部に対して垂直に3秒間押圧する。ここで、前記所定の荷重を25g/mm2に設定する。次いで、180mm/minの速度で前記接触子を被測定部位から引き離し、このときに前記デジタルフォースゲージにより測定される引き離し荷重を読み取る。この操作を、被測定部位の複数箇所で行い、得られる複数の引き離し荷重を算術平均し、得られる算術平均値を平坦粘着部21の粘着力とする。
【0022】
前記突出非粘着部23は、図1に示されるように、弾性部材11の表面に形成されている。具体的には、前記突出非粘着部23は、弾性部材11の表面に、一方向に延在する突条体とされている。この突条体は、弾性部材11の表面に対して突出していればよく、その断面形状は、図1(b)によく示されるように、略三角形であってもその頂点が面取りされた形状等であってもよい。
【0023】
この突条体は、図1(b)に示されるように、その表面に前記平坦粘着部21に粘着保持された小型部品の一部が当接又は圧接するから扁平であるのが好ましい。すなわち、前記突出非粘着部23は、弾性部材11の表面に対して、1〜30μm突出しているのが好ましく、5〜10μm突出しているのが好ましい。突出非粘着部23の突出量が前記範囲内にあると、小型部品を粘着保持する際に適度に弾性変形して前記被粘着面を平坦粘着面10に接触させることができるうえ、前記被粘着面すべてが平坦粘着面10に接触することなく小型部品をわずかに傾斜した状態で保持することができる。したがって、突出量が前記範囲内にある突出非粘着部23を有する弾性部材11を備えている取扱治具1によれば、小型部品を所望のように粘着保持することができるにもかかわらず、必要時には、弾性部材を損傷させることなく小型部品を取り外すことができるという目的を十分に達成することができる。
【0024】
前記突出非粘着部23は、実質的に非粘着性又は弱粘着性であり、例えば、粘着力を有してなく、又は、小型部品を粘着保持することができない程度の小さな粘着力、具体的には、前記「信越ポリマー法」による1g/mm2未満の粘着力を有している。すなわち、突出非粘着部23は突出弱粘着部又は突出粘着不能部と称することもできる。
【0025】
前記弾性部材11は、図1に示されるように、複数の平坦粘着部21と複数の突出非粘着部23とがそれぞれ、一定の間隔をおいて、すなわち、平坦粘着部21又は突出非粘着部23を挟んで、実質的に平行となるように、列状に配列されている。換言すると、平坦粘着部21及び突出非粘着部23が縞状になるように交互に配列されている。
【0026】
そして、平坦粘着部21と突出非粘着部23とは共に、図1の破線で示されるように、弾性部材11に粘着保持されるときに弾性部材11に面する小型部品41の表面(以下、被粘着面42とも称する。)に接触するように、配列されている。すなわち、弾性部材11に粘着保持される小型部品41の被粘着面42が1つの平坦粘着部21とこの平坦粘着部21に隣接する1つの突出非粘着部23とに接触するように、平坦粘着部21と突出非粘着部23とが配列されている。
【0027】
具体的には、平坦粘着部21と突出非粘着部23との配列間隔、すなわち、それらの延在方向に垂直な方向の長さ(幅)は、平坦粘着部21及び突出非粘着部23の粘着力並びに前記被粘着面42の表面積等に応じて、前記被粘着面42に接しうる平坦粘着部21及び突出非粘着部23の表面積によって、決定される。例えば、図1に示されるように、平坦粘着部21と突出非粘着部23との前記配列間隔は、前記被粘着面42における一辺長さよりも小さな間隔に設定されるのが好ましく、平坦粘着部21と突出非粘着部23との合計幅が前記被粘着面42における一辺長さよりも大きな間隔に設定されるのが特に好ましい。前記配列間隔がこのような間隔に調整されていると、粘着保持された小型部品が転倒したとしても平坦粘着部21のみに粘着保持されることなく、再度容易に取り外すことができる。平坦粘着部21と突出非粘着部23とが列状の縞状に配列された弾性部材11においては、例えば、前記配列間隔は、前記被粘着面42の一辺長さよりも小さな間隔であって、前記被粘着面42に面する平坦粘着部21の全表面積が前記被粘着面42の表面積に対して50〜99%となるように、決定されるのが好ましい。
【0028】
このように平坦粘着部21と突出非粘着部23とが配列されて成る弾性部材11においては、図1及び図4に示されるように、小型部品は、1つの平坦粘着部21とこの平坦粘着部21に隣接する1つの突出非粘着部23とで、粘着保持される。
【0029】
この弾性部材11は、200〜1000%の切断時伸び(JIS K6249:引張速度500mm/min)を有しているのが好ましい。弾性部材11が前記範囲の切断時伸びを有していると、平坦粘着部21及び突出非粘着部23も前記範囲の切断時伸びを有し、その結果、小型部品を保持する際に突出非粘着部23が弾性変形することによって、小型部品の被粘着面42と平坦粘着部21とが接触し、小型部品を粘着保持することができる。
【0030】
前記弾性部材11は、硬度(JIS K6253[デュロメータE])が5〜60程度であるのが好ましい。弾性部材11が後述するシリコーンゴム組成物で形成されて前記硬度の範囲内にあると、例えば、弾性部材11に小型部品を粘着保持又は転写するとき等に、小型部品の寸法誤差を吸収して、ほとんどすべての小型部品を損傷及び破損等させることなく粘着保持又は転写することができる。
【0031】
前記弾性部材11すなわち前記平坦粘着部21は、0.05〜2mm程度の厚さを有しているのが好ましい。
【0032】
弾性部材11は、前記粘着力を発揮することのできる粘着性材料又はこの粘着性材料の硬化物で形成されていればよく、粘着材料として、例えば、フッ素系樹脂又はフッ素系ゴム、フッ素系樹脂又はフッ素系ゴムを含有するフッ素系組成物、シリコーン樹脂又はシリコーンゴム、シリコーン樹脂又はシリコーンゴムを含有するシリコーン組成物、ウレタン系エラストマー、天然ゴム、スチレン−ブタジエン共重合エラストマー等の各種エラストマー等が挙げられる。この中でも、シリコーンゴム、及び/又は、シリコーンゴムを含有する付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物が好ましい。前記付加反応硬化型粘着性シリコーン組成物としては、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と架橋成分(b)と粘着力向上剤(c)と触媒(d)とシリカ系充填材(e)とを含有する粘着性組成物を挙げることができ、また、前記過酸化物硬化型粘着性シリコーン組成物は、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と粘着力向上剤(c)とシリカ系充填材(e)と有機過酸化物(f)とを含有する粘着性組成物を挙げることができる。
【0033】
なお、前記突出非粘着部23は、前記粘着性材料等で形成された後、非粘着又は弱粘着化されていればよく、また、粘着力を発揮しない非粘着性材料又は弱粘着性材料等で形成されていればよい。非粘着性材料又は弱粘着性材料としては、例えば、シリコーン樹脂、フッ素樹脂、ウレタン樹脂等が挙げられる。
【0034】
この発明に係る取扱治具の別の一実施例である取扱治具2は、図2に示されるように、支持部材14と、支持部材14の表面に設けられた弾性部材12とから成る。この取扱治具2は、複数の突出非粘着部23が行列状に配列されてなる突条体であること以外は、前記取扱治具1と基本的に同様である。この取扱治具2においては、図2に破線で示されるように、小型部品は、行列状に配列された4本の突出非粘着部23で囲繞される1つの平坦粘着部21と、この平坦粘着部21に隣接する突出非粘着部23に粘着保持される。そして、この取扱治具2においては、突出非粘着部23の間隔は、小型部品41における被粘着面42の一辺長さ以上の長さであって小型部品41における最長の一辺長さよりも短い長さに調整されるのが好ましい。
【0035】
この発明に係る取扱治具のまた別の一実施例である取扱治具3は、図3に示されるように、支持部材(図3において図示しない。)と、この支持部材の表面に設けられた弾性部材11とから成る。この取扱治具3は、突出非粘着部23に代えて円柱体を成す複数の突出非粘着部24が行列状換言するとドット状に配列されてなること以外は、前記取扱治具1と基本的に同様である。この取扱治具3においては、図3に破線で示されるように、小型部品41は、小型部品41の被粘着面42に少なくとも1つ、好ましくは2つの突出非粘着部24が接触する位置に、粘着保持される。前記突出非粘着部24の形状は、特に限定されず、例えば、円形、円錐台形、逆円錐台形等が挙げられる。
【0036】
この発明に係る取扱治具は、前記粘着性材料を公知の成形方法等で成形体を作製し、この成形体に所定寸法の突出非粘着部を形成して、製造される。例えば、表面を凹凸形状に成形可能なキャビティを有する金型を用いて弾性部材を形成した後に凸部を非粘着化又は弱粘着化する方法、粘着性材料等で形成された板状基体の平坦な表面にスクリーン印刷によって突出非粘着部を形成する方法、粘着性材料等で形成された板状基体の平坦な表面に非粘着性材料又は弱粘着性材料から成る非粘着層を積層し、この非粘着層の一部を前記平坦な表面が出現するまで切削する方法等が挙げられる。
【0037】
粘着性材料等で形成された凸部を非粘着化又は弱粘着化して突出非粘着部を形成する方法は、例えば、(1)平坦粘着部にマスキング部材を載置して照射量を制御した紫外線を照射する方法、(2)凸部に非粘着性材料又は弱粘着性材料を塗布する方法、(3)凸部の表面を粗面化する方法等が挙げられる。
【0038】
弾性部材に支持部材を設けるには、前記材料で公知の成形方法等で作製した支持部材を弾性部材に積層して、所望により接着すればよい。
【0039】
次に、この発明に係る取扱治具から小型部品を取り外す方法を、前記取扱治具1及び四角柱状を成す小型部品41を用いて、説明する。この発明に係る取扱治具は、隣接する平坦粘着部と突出非粘着部とにまたがって小型部品41の被粘着面42を粘着させるのであるが、このとき、小型部品41を弾性部材11に押圧して、前記突出非粘着部を弾性変形させてその突出量を小さくすると、被粘着面42が平坦粘着部のより広い表面に接触して、粘着保持される。したがって、この発明に係る取扱治具に小型部品を粘着保持し、また、この取扱治具から小型部品を取り外すには、隣接する平坦粘着部と突出非粘着部とを利用する。
【0040】
まず、取扱治具1に小型部品41を粘着保持する。取扱治具1に小型部品41を保持するには、例えば、小型部品41を収納可能な貫通孔が穿孔された整列板を準備し、この整列板を取扱治具1の上に重ね合わせて、整列板の貫通孔それぞれに小型部品41を適宜の手段例えば振動等を加えて収納する。このとき、前記貫通孔に収納された小型部品41の被粘着面42が、図4に示されるように、平坦粘着部21とこの平坦粘着部21の片側に隣接配置された一方の突出非粘着部23とにまたがって位置するように、整列板が配置される。次いで、小型部品41を取扱治具1に向けて押圧すると、図4に示されるように、小型部品41の被粘着面42に接触した突出非粘着部23は前記押圧力で弾性変形して押し潰され、前記被粘着面42が平坦粘着部21のより広い表面に接触する。そうすると、平坦粘着部21は前記粘着力を有しているから、小型部品41を粘着保持することができる。ここで、平坦粘着部21が強い粘着力を有しているから、たとえ突出非粘着部23がその復元力で元の状態に復帰した場合でも小型部品41を粘着保持することができる。このようにして、小型部品41を粘着保持することができる。
【0041】
次いで、図5(支持部材14は図示しない。)に示されるように、後述する脱離具7を前記取扱治具1の表面近傍に配置する。このとき、脱離具7は弾性部材10の表面に接触させなくても小型部品41を所望のように脱離させることができる。前記脱離具7を前記表面に沿って弾性部材11に非接触状態で相対的に、小型部品41に向けて移動させる。そうすると、図5に示されるように、脱離具7の先端が小型部品41の側面に当接して、小型部品41はその側方から、例えば、小型部品41の軸線に対して傾斜した方向又は垂直な方向から、押圧される。このようして、小型部品41が押圧されると、小型部品41は、例えば、前記押圧方向に摺動して、又は、図5に示されるように、被粘着面42における一方の底辺近傍を軸として転倒し、前記被粘着面42と平坦粘着部21との接触状態が開放される。その結果、小型部品41は取扱治具1から取り外される。
【0042】
ところで、一旦取り外された小型部品41が弾性部材11の表面上に転倒等しても、突出非粘着部23は平坦粘着部21よりも突出し、好ましくは前記配列間隔で突出非粘着部23及び平坦粘着部21が配列されているから、弾性部材11の表面上に存在する小型部品41が平坦粘着部21に接触することはなく、平坦粘着部21に再粘着保持されることはない。
【0043】
このようにして、取扱治具1に粘着保持された多数の小型部品41を、弾性部材11を損傷させることなく、そのほとんどすべてを、容易に取り外すことができる。
【0044】
このように、この発明に係る取扱治具によれば、脱離具を弾性部材の表面に接触又は押圧させる必要はないから、脱離具によって小型部品及び弾性部材を損傷させることなく小型部品を取り外すことができ、取扱治具を長期間にわたって使用することができる。
【0045】
そして、この発明に係る取扱治具は、前記のように、隣接する平坦粘着部と突出非粘着部とによって、好ましくは小型部品を押圧することによって、粘着保持することができ、一方で、粘着保持した小型部品をその側方から押圧することによって取り外すことができる。したがって、この発明に係る取扱治具は、小型部品を製造又は搬送するとき等の小型部品の保持治具として、製造した小型部品を取り外すときの脱離治具として、また、飛散した小型部品の収集治具等として、好適に使用することができる。
【0046】
この発明に係る取扱治具は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、平坦粘着部及び突出非粘着部は、平坦粘着部及び突出非粘着部が共に小型部品の被粘着面に接触するように配置されていればよく、図1に示される「列状」、図2に示される「行列状」、図3に示される「行列状(ドット状)」に限定されず、各種の配置が可能である。
【0047】
また、前記取扱治具1〜3において、平坦粘着部及び突出非粘着部はほぼ同じ配列間隔で配列されているが、この発明において、平坦粘着部及び突出非粘着部はそれぞれ異なる配列間隔で配列されていてもよく、平坦粘着部及び突出非粘着部の数は、取扱治具の用途、小型部品の寸法等に応じて適宜に決定され、例えば、数個〜数万個に調整される。
【0048】
前記取扱治具1は方形の盤状体を成しているが、この発明において、取扱治具は、用途等に応じて、シート体、長尺体等の形態に適宜に形成されることができる。
【0049】
前記取扱治具1は、方形を成す盤状体の支持部材を備えているが、この発明において、取扱治具は、支持部材が弾性部材に埋設されていてもよく、弾性部材の一部に支持部材が形成されてもよく、また、支持部材が形成されず弾性部材のみから構成されてもよい。
【0050】
この発明に係る取扱装置は、この発明に係る取扱治具と、この取扱治具の表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成る。この発明に係る取扱装置が備える取扱治具は前記した通りである。前記脱離具は、前記取扱治具1の表面に沿って相対的に移動して粘着保持された小型部品を脱離させることができる形態を有していればよく、例えば、図7等に示される転倒配置された三角柱状のブレードであってもよく、また、ワイヤー等であってもよい。図7に示される脱離具7は、前記取扱治具1に粘着保持された複数の小型部品41を一挙に脱離させることができる点で、その延在方向が前記取扱治具1における突出非粘着部23の延在長さよりも長くなっているのがよい。なお、前記先端部は、小型部品への傷付き防止等を目的として、弾性部材で形成又は被覆されてもよい。この発明に係る取扱装置は、脱離具によって小型部品及び弾性部材を損傷させることなく小型部品を取り外すことができる。
【0051】
この発明に係る取扱装置は、この発明に係る取扱治具と前記脱離具とに加えて保持治具を備えることができ、例えば、図7に示される取扱装置5が挙げられる。取扱装置5が備えている保持治具は、小型部品を粘着保持することのできる粘着性弾性部材を備えていればよく、その一例を挙げると、保持治具としての第1保持治具8は、図6及び図7に示されるように、第1粘着性弾性部材16と第1補強部材18とを備えている。前記第1補強部材18は、前記取扱治具1の支持部材14と基本的に同様である。前記第1粘着性弾性部材16は、突出非保持部20が形成されず所定の粘着力を有していること以外は、前記取扱治具1の弾性部材11と基本的に同様である。この第1粘着性弾性部材16の粘着力は、前記平坦粘着部21よりも小さな粘着力を有していればよく、前記平坦粘着部21の前記粘着力が50〜70g/mm2である場合には、例えば、10〜45g/mm2(前記「信越ポリマー法」による。)の粘着力を有しているのがよい。
【0052】
第1保持治具8を備えて成る取扱装置5によれば、第1保持治具8に粘着保持され所定の処理等を施された小型部品41を、この第1保持治具8から取扱治具1に転写して、ほとんどすべての小型部品41を第1保持治具8及び取扱治具1から取り外すことができる。例えば、図7に示されるように、第1保持治具8の第1粘着性弾性部材16に粘着保持されて例えばその端部に電極(図7において図示しない。)が形成された小型部品41の他端を、1つの平坦粘着部21とそれに隣接する1つの突出被粘着部23とに接触するように、取扱治具1に押圧すると、前記第1粘着性弾性部材16と平坦粘着部21との粘着力差によって、ほとんどのすべての小型部品41を取扱治具1に転写することができる。このように、突出非粘着部23は小型部品41で押圧されるので、突出非粘着部23はその厚さ方向に圧縮変形するが、図7においては、突出非粘着部23の圧縮変形した状態を図示していない。次いで、前記のようにして脱離具7を取扱治具1に対して相対的に移動させると、平坦粘着部21に粘着保持された小型部品41のほとんどすべてを取り外すことができる。なお、第1保持治具8への小型部品の粘着保持方法等として例えば特開2008−091659号公報に記載された方法等が挙げられる。
【0053】
第1保持治具8を備えて成る取扱装置5は、例えば、一方の端面に電極を有するチップコンデンサを製造する場合等に好適に用いられる。
【0054】
また、この発明に係る取扱装置は、この発明に係る取扱治具と前記脱離具7とに加えて2種の保持治具すなわち第1保持治具及び第2保持治具を備えることができ、例えば、図8に示される取扱装置6が挙げられる。これら2種の保持治具8及び9は、小型部品を粘着保持することのできる第1粘着性弾性部材16及び第2粘着性弾性部材17を備えていればよく、前記第1保持治具8と基本的に同様である。これら2種の保持治具である第1保持治具8及び第2保持治具9と前記取扱治具1とは下記条件を満たす粘着力を有している。
【0055】
条件:取扱治具1の平坦粘着部21>第2保持治具9の第2粘着性弾性部材17>第1保持治具8の第1粘着性弾性部材16
【0056】
第1保持治具8及び第2保持治具9の粘着力と取扱治具1との粘着力が前記条件を満たしていると、第1保持治具8に粘着保持した小型部品41を第2保持治具9に転写し、次いで、第2保持治具9から取扱治具1に転写して、小型部品41を取扱治具1から脱離させることができる。第1保持治具8の粘着力は、例えば、10〜25g/mm2(前記「信越ポリマー法」による)であり、第2保持治具9の粘着力は、例えば、30〜45g/mm2(前記「信越ポリマー法」による)であり、取扱治具1の平坦粘着部21の粘着力は、例えば、50〜70g/mm2(前記「信越ポリマー法」による)であるのがよい。
【0057】
第1保持治具8及び第2保持治具9を備えて成る取扱装置6によれば、これら2種の保持治具8及び9に粘着保持され所定の処理等を施された小型部品41を、これらの2種の保持治具8及び9から前記取扱治具1に転写して、ほとんどすべての小型部品41を保持治具8及び9並びに取扱治具1から取り外すことができる。例えば、図8に示されるように、一端面に電極(図8において図示しない。)が形成され、第1保持治具8に粘着保持されたチップコンデンサ用部材41aを第2保持治具9の第2粘着性弾性部材17に圧接すると、第1粘着性弾性部材16と第2粘着性弾性部材17との粘着力差によってチップコンデンサ用部材41aが第2粘着性弾性部材17に転写される。次いで、第2保持治具9に粘着保持されたチップコンデンサ用部材41aの他端面に電極(図8において図示しない。)を形成したチップコンデンサのほとんどすべてを、前記のようにして、取扱治具1に転写後、取扱治具1から脱離具7によって取り外すことができる。なお、第1保持治具8と第2保持治具9とを用いて例えばチップコンデンサ用部材41aの両端面に電極を形成する方法等として特開2008−091659号公報に記載された方法等が挙げられる。
【0058】
第1保持治具8及び第2保持治具9を備えて成る取扱装置6は、例えば、両端面に電極を有するチップコンデンサを製造する場合等に好適に用いられる。
【0059】
このように、前記構成を有するこの発明に係る取扱装置によれば、所望により保持治具から転写され、平坦粘着部に粘着保持されたほとんどすべての小型部品を、脱離具によって小型部品及び弾性部材を損傷させることなく、取り外すことができ、取扱装置を長期間にわたって使用することができる。
【0060】
この発明に係る取扱装置は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、前記取扱装置5及び6は、取扱治具、脱離具、所望により保持治具を備えて成るが、この発明において、取扱治具は、これら以外の部材又は要素、例えば、小型部品の収納部材、脱離具の駆動手段、また、特開2008−091659号公報に記載された立設配置板及びプレス板等を備えていてもよい。
【0061】
前記取扱装置5及び6は、例えば、特開2008−091659号公報に記載された小型部品保持装置における支持部材に装着されて使用されてもよく、また、この小型部品保持装置と例えば図7に示される脱離具とを併用して使用されてもよい。
【符号の説明】
【0062】
1、2、3 小型部品の取扱治具
5、6 取扱装置
7 脱離具
11、12、13 弾性部材
14 支持部材
21 平坦粘着部
23、24 突出非粘着部
41 小型部品
41a チップコンデンサ用部材
42 被粘着面
【特許請求の範囲】
【請求項1】
表面が粘着力を有する平坦粘着部と、前記表面から突出する突出非粘着部とを有し、前記平坦粘着部と前記突出非粘着部とが共に小型部品の被粘着面に接触するように配列されて成る弾性部材を備えていることを特徴とする小型部品の取扱治具。
【請求項2】
前記突出非粘着部は、列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具。
【請求項3】
前記突出非粘着部は、行列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具。
【請求項4】
前記弾性部材を支持する支持部材とを備えて成ることを特徴とする請求項1〜3のいずれか1項に記載の小型部品の取扱治具。
【請求項5】
請求項1〜4のいずれか1項に記載の小型部品の取扱治具と、
前記小型部品の取扱治具の表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成ることを特徴とする小型部品の取扱装置。
【請求項6】
小型部品を粘着保持する粘着性弾性部材を有して成る保持治具を備え、
前記粘着性弾性部材は、前記平坦粘着部よりも小さな粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置。
【請求項7】
小型部品を粘着保持する粘着性弾性部材を有して成る第1保持治具及び第2保持治具を備え、
前記平坦粘着部、前記第2保持治具及び前記第1保持治具は、下記条件を満たす粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置。
平坦粘着部 > 第2保持治具 > 第1保持治具
【請求項1】
表面が粘着力を有する平坦粘着部と、前記表面から突出する突出非粘着部とを有し、前記平坦粘着部と前記突出非粘着部とが共に小型部品の被粘着面に接触するように配列されて成る弾性部材を備えていることを特徴とする小型部品の取扱治具。
【請求項2】
前記突出非粘着部は、列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具。
【請求項3】
前記突出非粘着部は、行列状に配列されてなる突条体又は柱体であることを特徴とする請求項1に記載の小型部品の取扱治具。
【請求項4】
前記弾性部材を支持する支持部材とを備えて成ることを特徴とする請求項1〜3のいずれか1項に記載の小型部品の取扱治具。
【請求項5】
請求項1〜4のいずれか1項に記載の小型部品の取扱治具と、
前記小型部品の取扱治具の表面に沿って相対的に移動して粘着保持された小型部品を脱離させる脱離具とを備えて成ることを特徴とする小型部品の取扱装置。
【請求項6】
小型部品を粘着保持する粘着性弾性部材を有して成る保持治具を備え、
前記粘着性弾性部材は、前記平坦粘着部よりも小さな粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置。
【請求項7】
小型部品を粘着保持する粘着性弾性部材を有して成る第1保持治具及び第2保持治具を備え、
前記平坦粘着部、前記第2保持治具及び前記第1保持治具は、下記条件を満たす粘着力を有していることを特徴とする請求項5に記載の小型部品の取扱装置。
平坦粘着部 > 第2保持治具 > 第1保持治具
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−278043(P2010−278043A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−126094(P2009−126094)
【出願日】平成21年5月26日(2009.5.26)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月26日(2009.5.26)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]