
小型部品用部材整列具、小型部品用部材整列装置、小型部品用部材配列方法及び電極形成方法
【課題】複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具、小型部品用部材整列装置及び小型部品用部材配列方法、並びに、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法を提供すること。
【解決手段】小型部品用部材の一端部を突出させる状態で前記小型部品用部材を一つずつ収納する複数の収納穴と、前記収納穴内それぞれを吸引する吸引孔とを開設してなる平板部を備えてなることを特徴とする小型部品用部材整列具、この小型部品用部材整列具を備えて成る小型部品用部材整列装置、及び、この小型部品用部材整列具を使用する小型部品用部材配列方法、並びに、この小型部品用部材配列方法を利用する小型部品用部材の電極形成方法。
【解決手段】小型部品用部材の一端部を突出させる状態で前記小型部品用部材を一つずつ収納する複数の収納穴と、前記収納穴内それぞれを吸引する吸引孔とを開設してなる平板部を備えてなることを特徴とする小型部品用部材整列具、この小型部品用部材整列具を備えて成る小型部品用部材整列装置、及び、この小型部品用部材整列具を使用する小型部品用部材配列方法、並びに、この小型部品用部材配列方法を利用する小型部品用部材の電極形成方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、小型部品用部材整列具、小型部品用部材整列装置、小型部品用部材配列方法及び電極形成方法に関し、さらに詳しくは、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具、小型部品用部材整列装置、小型部品用部材配列方法、及び、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品は、小型部品を製造可能な小型部品用部材等をその表面に粘着保持することのできる粘着部又は粘着面を備えた保持治具を用いて、製造される。このとき、保持治具の粘着部又は粘着面に複数の小型部品用部材及び/又は小型部品(以下、小型部品用部材等と称することがある。)を粘着保持させる方法として、複数の小型部品用部材等を所定間隔に配列する整列具又は整列装置等が用いられる。整列具又は整列装置等を用いて小型部品を製造するには、複数の小型部品用部材等は、所定間隔で整列されることが必要であり、さらに、整列具又は整列装置等で整列された整列状態を維持しつつ、保持治具の粘着部又は粘着面に粘着保持されることが必要である。
【0003】
小型部品用部材等を整列させる整列装置の一例として、例えば、チップ状電子部品における端部電極形成方法に使用される装置に備えられた電子部品供給部が挙げられる(特許文献1参照。)。この電子部品供給部に設けられた整列カートリッジは、「チップ状電子部品が入る多数の貫通孔を有していてチップ状電子部品を立てた状態で整列する整列ブロックと、該整列ブロックの下面に当接してチップ状電子部品の下端位置を揃える平面を有する基準ブロックと、整列ブロック及び基準ブロックを一体化するホルダーとを有している」(特許文献1の段落番号0099欄及び図23等参照。)。
【0004】
しかし、特許文献1に記載の整列カートリッジは、整列ブロックと基準ブロックとを一体化することにより構成されているから、整列ブロックの貫通孔に振り込まれたチップ状電子部品が振動等によって貫通孔から飛び出し、脱落することがある。また、貫通孔にチップ状電子部品を振り込んだ後に、整列ブロック上に残存するチップ状電子部品を除去する際に、整列ブロックを傾斜させると、やはり、チップ状電子部品が貫通孔から飛び出し、脱落することがある。したがって、この整列ブロックでは、複数のチップ状電子部品を所望のように整列させることができず、また、複数のチップ状電子部品を、第1のフィルム等の粘着剤に、所望のように整列された状態で、貼り付けることができないことがあった。
【0005】
このような問題点を解決する整列具又は整列装置等として、例えば、「上面に粘着面が設けられた保持治具と、チップ型電子部品を整列させて振り込むための多数の貫通した整列穴を有し、上記保持治具の上に保持治具からチップ型電子部品の振込方向における高さ未満のクリアランスをもって配置された整列板と、上記整列板上に多数のチップ型電子部品を供給する供給手段と、上記整列板上に供給されたチップ型電子部品を各整列穴に振り込むために、保持治具および整列板に対して振動あるいは揺動を与える振込助成手段とを備え、上記整列穴に振り込まれたチップ型電子部品の一方端面を上記保持治具の粘着面で粘着保持するようにしたことを特徴とするチップ型電子部品の整列保持装置」が挙げられる(特許文献2の請求項1等参照。)。
【0006】
ところが、特許文献2に記載の整列保持装置においては、整列板は、保持治具の上に保持治具からチップ型電子部品の振込方向における高さ未満のクリアランスをもって配置され、整列穴に振り込まれたチップ型電子部品は、自重により、保持治具の粘着面に粘着保持される。そのため、整列板と保持治具とのクリアランスは非常に小さく調整される必要があるから、クリアランスの調整が困難であることが予想される。また、整列穴に振り込まれたチップ型電子部品は小型軽量であるから、その自重によって保持治具の粘着面に粘着保持される粘着力は小さく、その結果、整列板を保持治具から取り外す際に、チップ型電子部品が傾斜又は転倒することが十分に予想される。
【0007】
【特許文献1】特開2001−345240号公報
【特許文献2】特開2005−347656号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具、小型部品用部材整列装置及び小型部品用部材配列方法を提供することを、目的とする。
【0009】
また、この発明は、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法を提供することを、目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するための第一の手段として、
請求項1は、小型部品用部材の一端部を突出させる状態で前記小型部品用部材を一つずつ収納する複数の収納穴と、前記収納穴内それぞれを吸引する吸引孔とを開設してなる平板部を備えてなることを特徴とする小型部品用部材整列具であり、
請求項2は、前記吸引孔は、前記複数の収納穴それぞれに連通し、前記平板部における前記収納穴の開口面とは反対側の面に開口する前記請求項1に記載の小型部品用部材整列具であり、
請求項3は、前記吸引孔は、前記複数の収納穴それぞれに連通する連通路を有する前記請求項2に記載の小型部品用部材整列具であり、
請求項4は、前記収納穴は、前記小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円の直径よりも僅かに大きな直径を有する円筒形の内面を有してなる前記請求項1〜3のいずれか1項に記載の小型部品用部材整列具であり、
請求項5は、前記収納穴は、その開口部がテーパー形状に形成されてなる前記請求項1〜4のいずれか1項に記載の小型部品用部材整列具であり、
請求項6は、前記収納穴は、その深さが、前記小型部品用部材の長軸長さに対して75〜90%の寸法を有する前記請求項1〜5のいずれか1項に記載の小型部品用部材整列具である。
【0011】
前記課題を解決するための第二の手段として、
請求項7は、前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具と、前記吸引孔を通じて前記収納穴内を吸引する吸引手段と、前記小型部品用部材整列具に振動を付与する加振手段とを有することを特徴とする小型部品用部材整列装置であり、
請求項8は、前記吸引手段は、前記請求項1に記載の小型部品用部材整列具を取り付けることができると共に前記小型部品用部材整列具における吸引孔の開口面との間に閉空間が形成されるように形成された筐体を有する整列具設置部材における前記閉空間内を吸引する吸引ポンプを有してなる前記請求項7に記載の小型部品用部材整列装置であり、
請求項9は、前記加振手段は、前記整列具設置部材を加振する加振手段である前記請求項8に記載の小型部品用部材整列装置である。
【0012】
前記課題を解決するための第三の手段として、
請求項10は、加振されている、前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具における前記収納穴の開口面に、複数の小型部品用部材を供給すると共に、前記吸引手段により吸引孔を通じて収納穴内を吸引することにより、前記収納穴内それぞれに小型部品用部材を収納することを特徴とする小型部品用部材配列方法である。
【0013】
前記課題を解決するための第四の手段として、
請求項11は、(1)前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具の各収納穴に小型部品用部材を収納し、(2)前記小型部品用部材整列具に収納された小型部品用部材の一端部を第1の保持治具における第1の弾性部材に粘着保持させ、(3)前記第1の保持治具に粘着保持された小型部品用部材の他端部に電極を形成し、(4)前記第1の保持治具に粘着保持され、かつ他端部に電極が形成された小型部品用部材の他端部を、前記第1の弾性部材よりも大きな粘着力を有する第2の弾性部材を有する第2の保持治具におけるその第2の弾性部材に粘着保持させることにより、前記小型部品用部材を前記第1の保持治具から前記第2の保持治具に移設し、(5)前記第2の保持治具に粘着保持された小型部品用部材の一端部に電極を形成すること、を特徴とする小型部品用部材の電極形成方法である。
【発明の効果】
【0014】
この発明に係る小型部品用部材整列具は、小型部品用部材整列装置等に好適に用いられ、吸引手段により、その収納穴内それぞれを吸引孔を介して吸引することによって、複数の小型部品用部材それぞれを、小型部品用部材整列具の収納穴に振り込み、所望の起立状態に吸引収納することができる。したがって、一旦収納穴に吸引収納された小型部品用部材は、小型部品用部材整列具が振動等しても、小型部品用部材整列具が傾斜又は反転されても、収納穴から飛び出すこと及び/又は脱落することを防止することができ、また、小型部品用部材を整列した小型部品用部材整列具の搬送中等にも、収納穴から飛び出すこと及び/又は脱落することを防止することができる。さらに、この発明に係る小型部品用部材整列具は、吸引孔が各収納穴それぞれに連通しているから、いずれの収納穴内をも同様に吸引することができ、収納穴によって小型部品用部材を吸引収納することができないといった、不均一性がない。
【0015】
すなわち、この発明に係る小型部品用部材整列具によれば、複数の小型部品用部材を所望の起立状態に整列することができ、この状態を保持しつつ、複数の小型部品用部材を保持治具の粘着部又は粘着面に移設することができる。
【0016】
したがって、この発明によれば、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具を提供することができ、また、この小型部品用部材整列具を備え、又は、用いて、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列装置及び小型部品用部材配列方法を提供することができる。
【0017】
この発明に係る小型部品用部材の電極形成方法によれば、この発明に係る小型部品用部材整列具を用いて、複数の小型部品用部材を所望の起立状態を保持したまま保持治具に移設することができるから、保持治具に移設された複数の小型部品用部材は、位置精度及び起立状態の均一性が高く、小型部品用部材それぞれに、位置精度及び寸法精度に優れた電極を一度に形成することができる。
【0018】
したがって、この発明によれば、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法を提供することができる。
【発明を実施するための最良の形態】
【0019】
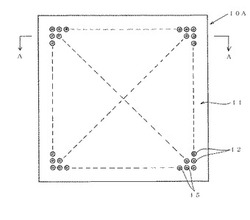
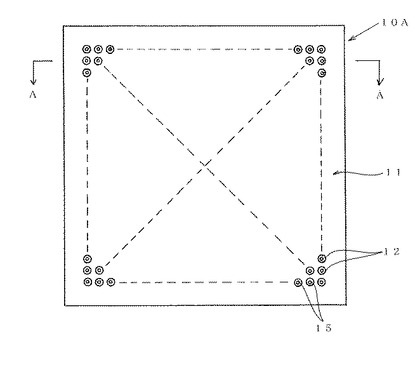
この発明に係る小型部品用部材整列具について説明する。この発明に係る一実施例の小型部品用部材整列具10Aは、図1及び図2に示されるように、小型部品用部材の一端部を突出させる状態で小型部品用部材を一つずつ収納する複数の収納穴12と、収納穴12内それぞれを吸引する吸引孔15とを開設してなる平板部11を備えてなる。
【0020】
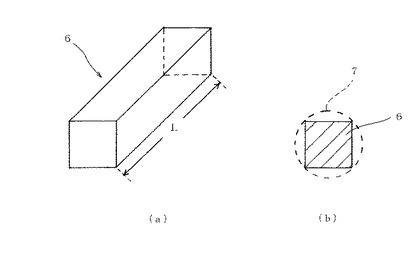
この小型部品用部材整列具10Aは、小型部品用部材を整列するのに好適に使用される。ここで、小型部品用部材は、小型部品を製造可能な部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、小型部品の製造には小型部品の搬送工程等も含まれるから、小型部品用部材には、小型部品そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、小型部品と小型部品用部材とは明確に区別される必要はない。これら小型部品用部材の中でも、この発明に係る小型部品用部材整列具及び小型部品用部材整列装置によって整列されるのに好適で、後述する保持治具によって粘着保持されるのに好適な小型部品用部材として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ、FPC、ウエハー等の完成品若しくは未完成品等、及び/又は、これらを製造可能な例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。例えば、小型電子部品としてのチップコンデンサを製造可能な小型電子部品用部材として、一辺の長さ約0.3mm、長軸長さ約0.6mmのチップコンデンサ用四角柱体6が挙げられる。
【0021】
小型部品用部材整列具10Aは、矩形の平板部11からなる。平板部11は、小型部品用部材整列具10Aを平滑な形状に維持することのできる材料で形成されていればよく、このような材料として、金属及び樹脂等が挙げられる。具体的には、金属として、ステンレス鋼、炭素鋼、アルミニウム合金、ニッケル合金等が挙げられ、樹脂として、例えば、ガラスエポキシ材、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン、及び、ポリ塩化ビニル等が挙げられる。平板部11は、加工性、操作性の観点から、ステンレス鋼、アルミニウム合金、ガラスエポキシ材及びポリフェニレンスルフィド樹脂等で形成されるのがよく、強度と寸法精度とを高い水準で両立することができる点で、ガラスエポキシ材であるのが特によい。
【0022】
この平板部11には、図1及び図2に示されるように、一方の表面に開口する収納穴12が、所定の配列で形成されている。収納穴12は、平板部11における収納穴12の開口面から小型部品用部材の一端部を突出させる状態で、それぞれ一つずつの小型部品用部材を収納する。
【0023】
収納穴12は、小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円7(図6(b)参照。)の直径よりも僅かに大きな直径を有する円筒形の内面13を有して成る。収納穴12がこのような内面13を有していると、小型部品用部材が収納穴12に容易に収納されると共に、収納穴12に収納された小型部品用部材の直立性を確保することができる。収納穴12は、具体的には、例えば、その仮想外接円7の1.1〜1.3倍の直径を有する円筒形の内面13を有して成るのが好ましく、1.15〜1.2倍の直径を有する円筒形の内面13を有して成るのが特に好ましい。収納穴12が前記範囲の直径を有する円筒形の内面13を有して成ると、小型部品用部材が収納穴12に容易に収納されると共に、収納穴12に収納された小型部品用部材の均一な直立性を確保することができる。
【0024】
収納穴12は、その深さが、小型部品用部材の長軸長さに対して75〜90%の寸法を有するのが好ましく、80〜85%の寸法を有するのが特に好ましい。収納穴12の深さが前記範囲にあると、収納穴12に収納された小型部品用部材が収納穴12から飛び出すことを防止することができると共に、例えば、後述する「小型部品用部材の電極形成方法」等において、小型部品用部材整列具10Aに整列された小型部品用部材を保持治具1に移し替えるときに、小型部品用部材整列具10Aの表面と保持治具1における弾性部材3の表面との接触を避けることができる。すなわち、収納穴12は、小型部品用部材の未収納端がわずかに平面から突出した立設状態(起立状態)に収納することができる。
【0025】
吸引孔15は、図1及び図2に示されるように、収納穴12と平板部11における収納穴12の開口面とは反対側の面(以下、背面と称することがある。)とを連通する。すなわち、吸引孔15は、複数の収納穴12それぞれに連通し、平板部11の背面に開口している。吸引孔15は、収納穴12内を吸引する通路として機能し、収納穴12に振り込まれた小型部品用部材を吸引収納し、その状態を保持する。
【0026】
吸引孔15は、少なくとも収納穴12に連通する部分又はその近傍が、収納穴12の直径よりも小さく、かつ、小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円7(図6(b)参照。)の直径よりも僅かに小さな直径を有している。吸引孔15の少なくとも前記部分又はその近傍がこのような直径を有していると、収納穴12に底面14を形成して、収納穴12に小型部品用部材を所定の位置及び起立状態に吸引収納することができる。吸引孔15は、具体的には、例えば、前記仮想外接円7の0.5〜0.7倍の直径を有するのが好ましく、0.55〜0.65倍の直径を有するのが特に好ましい。小型部品用部材整列具10Aにおいては、吸引孔15は、背面の開口部から収納穴12にわたって、収納穴12の直径よりも小さく、かつ、仮想外接円7の直径よりも僅かに小さな直径を有している。
【0027】
収納穴12と吸引孔15とは、収納穴12に輪環状の底面14又は底部が形成されるように、吸引孔15が連接されていればよく、互いに同軸であるのが特に好ましい。
【0028】
小型部品用部材整列具10Aは、吸引孔15を介して収納穴12それぞれを吸引することができるから、複数の小型部品用部材それぞれを、小型部品用部材整列具10Aの収納穴12に振り込み、所望の起立状態に吸引収納することができる。したがって、一旦収納穴12に吸引収納された小型部品用部材は、小型部品用部材整列具10Aが振動等しても、小型部品用部材整列具10Aが傾斜又は反転されても、収納穴12から飛び出すこと及び/又は脱落することを防止することができ、また、小型部品用部材を整列した小型部品用部材整列具10Aの搬送中等にも、収納穴12から飛び出すこと及び/又は脱落することを防止することができる。さらに、小型部品用部材整列具10Aは、吸引孔15が各収納穴12それぞれに連通しているから、いずれの収納穴12内をも同様に吸引することができ、収納穴12によって小型部品用部材を吸引収納することができないといった、不均一性がない。したがって、小型部品用部材整列具10Aは、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することができる。
【0029】
また、小型部品用部材整列具10Aは、前記効果に加えて、吸引孔15が、収納穴12に連通すると共に平板部11の背面に開口しているので、後述する小型部品用部材整列装置30における整列具設置部材33に組み込み易くなり、平板部11、すなわち、小型部品用部材整列具10Aの背面と整列具設置部材33とで形成される閉空間34内の気体を吸引することにより収納穴12内を均一に吸引することができる。
【0030】
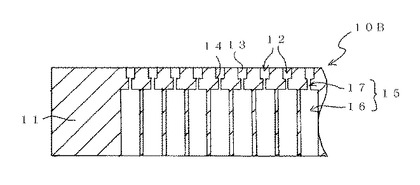
この発明に係る別の一実施例の小型部品用部材整列具10Bは、図3に示されるように、吸引孔15が、複数の収納穴12それぞれに連通する連通路17と、連通路17及び平板部11の背面を連通する吸引孔主通路16とを有している以外は、前記小型部品用部材整列具10Aと同様に構成されている。すなわち、吸引孔15は、平板部11の背面に開口し、収納穴12に向かって延設された広径の吸引孔主通路16と、吸引孔主通路16及び収納穴12の底面14を連通し、収納穴12の直径よりも小さい径を有する連通路17とを備えて成る。
【0031】
吸引孔主通路16の直径は、図3に示されるように、隣接する吸引孔主通路16と連通しない大きさであればよく、吸引効率を考慮して、任意の大きさに調整される。また、その長さも特に限定されない。
【0032】
連通路17は、収納穴12の直径よりも小さい径を有していればよいが、小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円7(図6(b)参照。)の直径よりも僅かに小さな直径を有しているのがよいのは、前記小型部品用部材整列具10Aの前記吸引孔15の場合と同様である。
【0033】
この小型部品用部材整列具10Bは、前記一実施例の小型部品用部材整列具10Aが有する効果を具え、さらに、吸引効率がよいという効果も有する。
【0034】
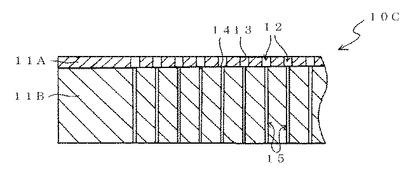
この発明に係るまた別の一実施例の小型部品用部材整列具10Cは、図4に示されるように、複数の収納穴12が所定の配列で穿孔された第1の平板部11Aと、第1の平板部11Aに積層され、複数の吸引孔15が収納穴12と同様の配列で穿孔された第2の平板部11Bとを備えてなる。この小型部品用部材整列具10Cは、第1の平板部11Aに穿孔された収納穴12それぞれと、第2の平板部11Bに穿孔された吸引孔15それぞれとが連通するように、好ましくは軸線を共有して連通するように、第1の平板部11Aと第2の平板部11Bとが積層されてなることにより、各収納穴12に小型部品用部材の一端部を突出させる状態で小型部品用部材を一つずつ収納することができる。この小型部品用部材整列具10Cは、平板部11が第1の平板部11Aと第2の平板部11Bとに分割されていること以外は、前記一実施例の小型部品用部材整列具10Aと同様に構成されている。この小型部品用部材整列具10Cは、前記一実施例の小型部品用部材整列具10Aが有する効果を具え、さらに、各平板部11A及び11Bに収納穴12又は吸引孔15を選考することにより、容易に製造されるという効果を有する。
【0035】
前記小型部品用部材整列具10A〜10Cは、例えば、前記材料を公知の手段によって、収納穴12、吸引孔15等が穿設された平板部11を切り出して、製造される。
【0036】
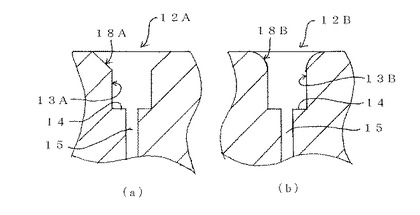
前記小型部品用部材整列具10A〜10Cにおける収納穴12は、いずれも、底面14から開口部にわたって、均一な直径を有する内面13を有しているが、図5(a)及び図5(b)に示されるように、収納穴12は、所定の位置から開口部に向かってその直径が漸次拡径している内面を有しているのが好ましい。これにより、収納穴12の開口部が漸次直径が拡径してなるテーパー面に形成されていると、小型部品用部材がこのテーパー面に案内されて収納穴12に収納されやすくなると共に、小型部品用部材の収納穴12からの取り出しも円滑に行うことができる。このような収納穴12として、例えば、図5(a)に示されるように、開口部がすり鉢状のテーパー面18Aに形成された内面13Aを有する収納穴12A、図5(b)に示されるように、開口部が曲面状のテーパー面18Bに形成された内面13Bを有する収納穴12B等が好ましく挙げられる。
【0037】
この発明に係る小型部品用部材整列具は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、複数の収納穴12は、いずれも同様の形状、すなわち、内面13を有しているが、それぞれ異なる形状であってもよい。例えば、底面から開口部にわたって均一な直径を有する内面から形成された収納穴と、図5(a)に示された開口部がすり鉢状のテーパー面に形成された内面を有する収納穴と、図5(b)に示された開口部が曲面状のテーパー面に形成された内面を有する収納穴とが混在していてもよい。
【0038】
また、前記小型部品用部材整列具10Bは、収納穴12と吸引孔主通路16と連通路17とが形成された平板部11を有しているが、例えば、収納穴が穿孔された第1の平板部、連通路が穿孔された第2の平板部及び吸引孔主通路が穿孔された第3の平板部をこの順に積層して形成されてもよい。
【0039】
さらに、前記小型部品用部材整列具10A〜10Cにおける吸引孔15は、平板部11又は11Bの背面と収納穴12とを連通するように、それぞれ独立に形成されているが、この発明においては、吸引孔は独立に形成される必要はなく、例えば、複数の収納穴を一括して吸引可能な吸引溝としてもよい。
【0040】
また、前記小型部品用部材整列具10A〜10Cは、いずれも、収納穴12及び吸引孔15が縦横に等間隔で配列されているが、収納穴及び吸引孔の配列はこの配列に限定されず、小型部品用部材整列具が使用される用途、装置、小型部品用部材の種類、大きさ等に応じて、例えば、同心円状配列、渦巻状配列等の任意の配列を選択することができる。
【0041】
前記小型部品用部材整列具10A〜10Cは、平板部11はいずれも矩形に形成されているが、平板部は、小型部品の製造に適した形状であればよく、小型部品用部材の形状、小型部品用部材整列具が使用される装置等に応じて、任意の形状とされる。例えば、平板部は、正方形、長方形、五角形、六角形等の多角形、円形、楕円形、不定形、又は、これらを組み合わせた形状等の板状体が挙げられる。
【0042】
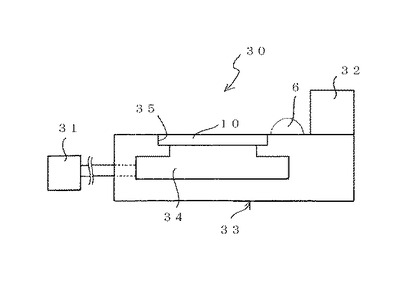
この発明に係る小型部品用部材整列装置について説明する。この発明に係る一実施例の小型部品用部材整列装置30は、図7に示されるように、小型部品用部材整列具10と、小型部品用部材整列具10の吸引孔15(図示しない。)を通じて収納穴12(図示しない。)内を吸引する吸引手段31と、小型部品用部材整列具10に振動を付与する加振手段32とを有する。小型部品用部材整列具10は、前記小型部品用部材整列具10Aと同様である。
【0043】
吸引手段31は、小型部品用部材整列具10の吸引孔15を介して、収納穴12内を吸引することができれば、その配置場所等は特に限定されない。例えば、図7に示される小型部品用部材整列装置30においては、吸引手段31は、後述する整列具設置部材33と小型部品用部材整列具10とで形成される閉空間34内に接続され、この閉空間34内を排気することにより、収納穴12内を吸引する。吸引手段31は、閉空間34内を排気することのできる装置等であればよく、例えば、通常の吸引ポンプ等を用いることができる。
【0044】
加振手段32は、小型部品用部材整列具10に振動を付与し、小型部品用部材整列具10上又はその近傍に載置された複数の小型部品用部材6、例えば、チップコンデンサ用四角柱体6を小型部品用部材整列具10上を移動又は流動させると共に、収納穴12内に小型部品用部材6を振り込むことを可能にする。したがって、加振手段32は、このような機能を発揮する手段であればよく、例えば、公知の加振器、振動器(振動発生器)、手動による加振等が挙げられる。図7に示される小型部品用部材整列装置30においては、加振手段32は、後述する整列具設置部材33上に載置されているが、例えば、整列具設置部材33上以外に設置されてもよく、例えば、整列具設置部材33に隣接して設置されてもよい。
【0045】
図7に示される小型部品用部材整列装置30に使用される整列具設置部材33は、小型部品用部材整列具10を取り付けることができると共に、平板部11、すなわち、小型部品用部材整列具10の背面との間に閉空間34が区画形成されるように、小型部品用部材整列具10が装着される開口部35が一面の一部に形成された筐体とされている。
【0046】
この発明に係る小型部品用部材整列装置30は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、小型部品用部材整列装置は、小型部品用部材を小型部品用部材整列具上を流動させるための、筐体を傾斜する傾斜手段等が設けられていてもよく、また、複数の小型部品用部材整列具が装着可能となるように、筐体に複数の開口部が形成されていてもよい。
【0047】
また、前記整列具設置部材33は、筐体とされているが、この発明において、整列具設置部材は、小型部品用部材整列具の吸引孔に接する溝が形成された板状体であってもよく、例えば、所定の間隔で格子状に形成された溝、及び、この溝と吸引手段とを連結する通路を有する板状体が挙げられる。
【0048】
この発明に係る小型部品用部材配列方法は、例えば、前記小型部品用部材整列具10A〜10C又は前記小型部品用部材整列装置30を使用する。以下に、小型部品用部材整列装置30を使用する小型部品用部材配列方法について説明する。この小型部品用部材配列方法は、具体的には、加振されている小型部品用部材整列具10における収納穴12の開口面に、複数の小型部品用部材6を供給すると共に、前記吸引手段31により吸引孔15を通じて収納穴12内を吸引することにより、前記収納穴12内それぞれに小型部品用部材6を収納する方法である。
【0049】
この小型部品用部材配列方法においては、まず、小型部品用部材整列具10を準備し、その収納穴12内を吸引できるように、配置する。例えば、図7に示されるように、小型部品用部材整列具10を整列具設置部材33の開口部35に装着する。整列具設置部材33に連結された吸引手段31を起動させ、閉空間34を吸引することにより、閉空間34に連絡している収納穴12を吸引孔15を介して吸引する。一方、整列具設置部材33の上面及び/又は小型部品用部材整列具10上若しくはその近傍に十分な数の小型部品用部材6を供給する。
【0050】
次いで、整列具設置部材33の上面に載置された加振手段32を起動して、整列具設置部材33ごと小型部品用部材整列具10及び複数の小型部品用部材6を加振する。このようにして、閉空間34及び収納穴12を吸引し、並びに、小型部品用部材整列具10及び複数の小型部品用部材6を加振すると、加振された小型部品用部材6は、小型部品用部材整列具10上を所定方向に移動又は流動する。このとき、小型部品用部材整列装置30の筐体を小型部品用部材6の移動方向又は流動方向にわずかに傾斜させると、加振された小型部品用部材6は同方向への移動又は流動をより均一かつ速やかにすることができる。
【0051】
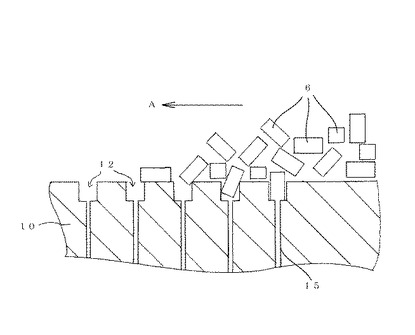
閉空間34及び収納穴12の吸引、並びに、小型部品用部材整列具10及び複数の小型部品用部材6の加振を継続すると、例えば、図8に示されるように、小型部品用部材整列具10上を所定方向(図8の矢印Aの方向)に移動する小型部品用部材6は、所定方向の上流側から次々に、収納穴12内に落下して、各収納穴12内に吸引収納される。このとき、小型部品用部材整列具10の吸引孔15は各収納穴12それぞれに連通しているから、いずれの収納穴12内をも同様に吸引することができ、収納穴12によって小型部品用部材6を吸引収納することができないといった、不均一性はない。さらに、小型部品用部材整列具10の収納穴12は吸引手段31によって吸引されているから、収納穴12内に落下した小型部品用部材6は、所望の起立状態に高い均一性で吸引収納される。そして、小型部品用部材6が小型部品用部材整列具10上を移動し終わると、収納穴12内には小型部品用部材6が所望の起立状態に吸引収納されている。
【0052】
なお、小型部品用部材6の小型部品用部材整列具10上の移動は複数回行ってもよい。また、小型部品用部材整列具10上に小型部品用部材6が残存している場合には、小型部品用部材整列具10を整列具設置部材33ごと傾斜又は反転させることにより、収納穴12内に吸引収納された小型部品用部材6が飛び出して脱落することなく、小型部品用部材整列具10に吸引収納されていない残余の小型部品用部材6を取り除くことができる。
【0053】
この発明に係る小型部品用部材配列方法によれば、このようにして、小型部品用部材整列具10の収納穴12それぞれに小型部品用部材6を所望の起立状態に吸引収納することができると共に、残余の小型部品用部材6を容易に取り除くことができる。
【0054】
また、この発明に係る小型部品用部材配列方法によれば、加振手段32及び吸引手段31により、小型部品用部材整列具10における収納穴12に、小型部品用部材6を、手操作によらずに、収納することができる。また、吸引手段31により、収納穴12内に収納された小型部品用部材6は吸引され続けるので、小型部品用部材整列具10を傾斜又は反転させることにより、収納穴12内に収納された小型部品用部材6を飛び出させることなく、収納穴12に収納されていない小型部品用部材6を容易に除去することができる。したがって、この発明に係る小型部品用部材配列方法によれば、所定数の小型部品用部材6を、後述する保持治具に所望のように移設可能な起立状態に、容易に整列させることができる。
【0055】
この発明に係る小型部品用部材配列方法は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、小型部品用部材6を整列具設置部材33の上面等に供給した後、又は、供給と同時に、吸引手段31を起動させ、閉空間34を吸引することより、収納穴12を吸引してもよい。
【0056】
この発明に係る小型部品用部材の電極形成方法は、前記小型部品用部材整列具10A〜10C又は前記小型部品用部材整列装置30を使用する。以下に、小型部品用部材整列装置30を使用する小型部品用部材6、例えば、チップコンデンサ用四角柱体6の電極形成方法について説明する。
【0057】
この小型部品用部材の電極形成方法は、具体的には、
(1)小型部品用部材整列具10の各収納穴12にチップコンデンサ用四角柱体6を収納し、
(2)小型部品用部材整列具10に収納されたチップコンデンサ用四角柱体6の一端部を第1の保持治具1Aにおける第1の弾性部材3Aに粘着保持させ、
(3)第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6の他端部に電極9を形成し、
(4)第1の保持治具1Aに粘着保持され、かつ他端部に電極9が形成されたチップコンデンサ用四角柱体6の他端部を、第1の弾性部材1Aよりも大きな粘着力を有する第2の弾性部材3Bを有する第2の保持治具1Bにおけるその第2の弾性部材3Bに粘着保持させることにより、他端部に電極9が形成されたチップコンデンサ用四角柱体6を第1の保持治具1Aから第2の保持治具1Bに移設し、
(5)第2の保持治具1Bに粘着保持されたチップコンデンサ用四角柱体6の一端部に電極9を形成する方法である。
【0058】
この小型部品用部材の電極形成方法においては、まず、(1)チップコンデンサ用四角柱体6を小型部品用部材整列具10の各収納穴12に収納する収納工程が実施される。この収納工程は、チップコンデンサ用四角柱体6を小型部品用部材整列具10の各収納穴12に収納することができる方法を採用すればよいが、小型部品用部材整列具10の収納穴12それぞれに小型部品用部材6を所望の起立状態に容易に吸引収納することができると共に、残余の小型部品用部材6を容易に取り除くことができる点で、前記した、この発明に係る小型部品用部材配列方法が好適に選択される。
【0059】
次いで、(2)小型部品用部材整列具10に収納されたチップコンデンサ用四角柱体6の一端部(すなわち、未収納端部)を第1の保持治具1Aにおける第1の弾性部材3Aに粘着保持させる粘着保持工程が実施される。
【0060】
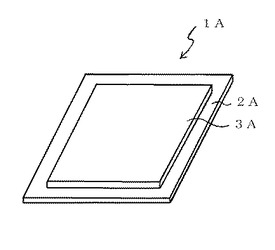
この第1の粘着保持工程で使用される第1の保持治具1Aは、図9に示されるように、第1の治具本体2Aと第1の治具本体2A上に配置された第1の弾性部材3Aとを備えて成る。第1の治具本体2Aはある程度の強度を有していればよく、また、第1の弾性部材3Aはチップコンデンサ用四角柱体6を粘着保持することのできる粘着力を有していればよく、例えば、シリコーンゴム等で形成される。第1の保持治具1Aは、このような構成を有していれば、公知の保持治具を特に制限されることなく用いることができる。
【0061】
粘着保持工程は、具体的には、例えば、小型部品用部材整列具10に配列されているチップコンデンサ用四角柱体6の一端部に第1の保持治具1Aにおける第1の弾性部材3Aを当接することにより、チップコンデンサ用四角柱体6の一端部をゴム弾性部材3Aに粘着保持させる。
【0062】
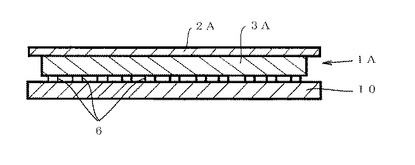
より具体的には、粘着保持工程は、例えば、図10に示されるように、第1の弾性部材3Aを、小型部品用部材整列具10に起立状態に吸引収納されているチップコンデンサ用四角柱体6の一端部(未収納端部)に、当接させ、必要により、押圧して、チップコンデンサ用四角柱体6の起立状態を保持したまま、チップコンデンサ用四角柱体6を第1の弾性部材3Aに粘着保持させる。このとき、チップコンデンサ用四角柱体6は小型部品用部材整列具10に所望の起立状態に吸引収納されているから、小型部品用部材整列具10の表面から突出するチップコンデンサ用四角柱体6の突出長さは均一であり、各チップコンデンサ用四角柱体6は均一に第1の弾性部材3Aに当接し、又は押圧される。したがって、第1の弾性部材3Aには、小型部品用部材整列具10における所望の起立状態を保持した状態で、チップコンデンサ用四角柱体6が粘着保持される。
【0063】
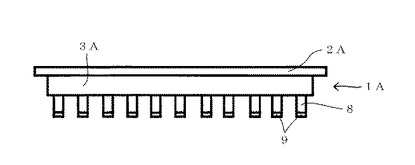
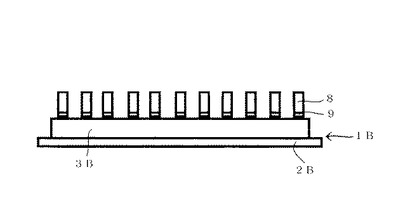
次いで、各チップコンデンサ用四角柱体6を粘着保持する第1の弾性部材3Aを有する第1の保持治具1Aを小型部品用部材整列具10から相対的に引き離す引き離し工程が実施される。この引き離し工程が実施されると、図11に示されるように、第1の保持治具1Aに各チップコンデンサ用四角柱体6が懸垂状態に粘着保持される。このとき、第1の弾性部材3Aに粘着保持された各チップコンデンサ用四角柱体6は、小型部品用部材整列具10における所望の起立状態を保持した懸垂状態になっている。したがって、各チップコンデンサ用四角柱体6は、図11に示されるように、高い位置精度及び高い起立状態の均一性で、第1の保持治具1Aに粘着保持されている。
【0064】
次いで、(3)第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6の他端部(非粘着端部)に電極9を形成する第1の電極形成工程が実施される。第1の電極形成工程は、第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6を、所定量だけ、電極ペースト浴又は電極ペースト層に浸漬又は接触させて、チップコンデンサ用四角柱体6の他端部に電極ペースト層を形成し、常法に従い乾燥する。このようにして、図12に示されるように、チップコンデンサ用四角柱体7の他端部に電極9を形成することができ、他端部に電極9が形成されたチップコンデンサ用電極形成四角柱体8を調製することができる。ここで、第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6は、所定の起立状態を保持して懸垂されており、位置精度及び起立状態の均一性が高い状態に配列されているから、電極ペースト浴又は電極ペースト層に浸漬又は接触される各チップコンデンサ用四角柱体6の浸漬量又は接触量は一定となり、その結果、各チップコンデンサ用四角柱体6に形成される電極9は、位置精度及び寸法精度に優れる。
【0065】
次いで、(4)第1の保持治具1Aに粘着保持され、かつ他端部に電極9が形成されたチップコンデンサ用電極形成四角柱体8の他端部(非粘着電極形成端部)を、第1の弾性部材1Aよりも大きな粘着力を有する第2の弾性部材3Bを有する第2の保持治具1Bにおけるその第2の弾性部材3Bに粘着保持させることにより、チップコンデンサ用電極形成四角柱体8を第1の保持治具1Aから第2の保持治具1Bに移設する移設工程が実施される。
【0066】
この移設工程で使用される第2の保持治具1Bは、第1の保持治具1Aと基本的に同様であるが、第2の弾性部材3Bは第1の弾性部材1Aよりも大きな粘着力を有している。これにより、第1の保持治具1Aから第2の保持治具1Bに、チップコンデンサ用電極形成四角柱体8を移し替えることができる。
【0067】
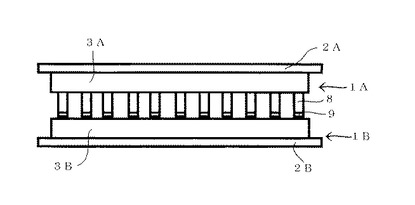
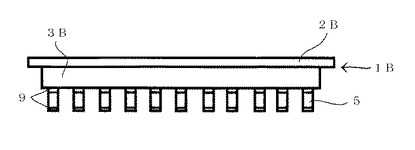
この移設工程は、具体的には、例えば、図13に示されるように、前記(1)〜(4)の工程を経て、第1の保持治具1Aにおける第1の弾性部材3Aに粘着保持されたチップコンデンサ用電極形成四角柱体8の他端部に、第2の保持治具1Bにおける第2の弾性部材3Bを当接させ、必要により、押圧して、チップコンデンサ用電極形成四角柱体8の懸垂状態を保持したまま、チップコンデンサ用電極形成四角柱体8を第1の弾性部材3Aから第2の弾性部材3Bに移し替える工程である。この移設工程により、チップコンデンサ用電極形成四角柱体8が第2の弾性部材3Bに移し替えられる。そして、第1の保持治具1Aを第2の保持治具1Aから相対的に引き離す引き離し工程が実施される。この引き離し工程を行うと、図14に示されるように、第2の保持治具1Bにチップコンデンサ用電極形成四角柱体8が起立状態に粘着保持される。このとき、第1の弾性部材3Aに粘着保持されたチップコンデンサ用電極形成四角柱体8は、前記のように、所定の起立状態を保持して懸垂されており、位置精度及び起立状態の均一性が高い状態に配列されているから、第2の弾性部材3Bに移設されたチップコンデンサ用電極形成四角柱体8も同様にこのような状態を保持した起立状態に粘着保持されている。
【0068】
次いで、(5)第2の保持治具1Bに粘着保持されたチップコンデンサ用電極形成四角柱体8の一端部(非粘着端部)に電極9を形成する第2の電極形成工程が実施される。第2の電極形成工程は、第1の電極形成工程と基本的に同様に実施される。このようにして、図15に示されるように、チップコンデンサ用電極形成四角柱体8における電極9が形成された他端部とは反対側の一端部に電極9が形成される。ここで、第2の保持治具1Bに粘着保持されたチップコンデンサ用電極形成四角柱体8は所定の起立状態を保持し、位置精度及び起立状態の均一性が高い状態に配列されているから、電極ペースト浴又は電極ペースト層に浸漬又は接触されるチップコンデンサ用電極形成四角柱体8の浸漬量又は接触量は一定となり、その結果、各チップコンデンサ用電極形成四角柱体8の一端部に形成される電極9は、位置精度及び寸法精度に優れる。
【0069】
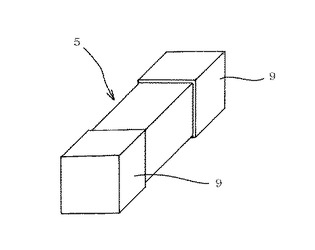
次いで、第2の弾性部材3Bに粘着保持されている両端部に電極9が形成されたチップコンデンサ5を取り外す取り外し工程が実施される。取り外し工程は、例えば、スキージ等を第2の弾性部材3B上を走査させる方法等により、容易にチップコンデンサ5を取り外すことができる。
【0070】
このようにして、図16に示されるように、チップコンデンサ用四角柱体6の両端部に電極9を形成してなるチップコンデンサ5を製造することができる。しかも、この発明に係る小型部品用部材の電極形成方法によれば、この発明に係る小型部品用部材整列具10を用いて、複数のチップコンデンサ用四角柱体6を所望の起立状態を保持したまま第1の保持治具1Aに移設することができ、かつ、所望の起立状態を保持したまま第1の保持治具1Aから第2の保持治具1Bにチップコンデンサ用電極形成四角柱体8を移設することができるから、保持治具1A及び1Bに移設された複数のチップコンデンサ用四角柱体6及びチップコンデンサ用電極形成四角柱体8は、位置精度及び起立状態の均一性が高い状態に粘着保持され、その結果、複数のチップコンデンサ用四角柱体6及びチップコンデンサ用電極形成四角柱体8それぞれに、位置精度及び寸法精度に優れた電極9を一度に形成することができる。
【0071】
この発明に係る小型部品用部材の電極形成方法は、前記した方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、収納工程が実施される前に、又は、第2の電極形成工程の後に、チップコンデンサ用四角柱体6又はチップコンデンサ5の洗浄工程が行われてもよい。
【図面の簡単な説明】
【0072】
【図1】図1は、この発明に係る一実施例の小型部品用部材整列具を示す概略上面図である。
【図2】図2は、図1のA−A線における概略部分断面図である。
【図3】図3は、この発明に係る別の一実施例の小型部品用部材整列具を示す概略部分断面図である。
【図4】図4は、この発明に係るまた別の一実施例の小型部品用部材整列整列具を示す概略部分断面図である。
【図5】図5は収納穴の変形例を示す概略部分断面図であり、図5(a)は開口部がすり鉢状のテーパー面に形成された内面を有する収納穴を示す概略部分断面図であり、図5(b)は開口部が曲面状のテーパー面に形成された内面を有する収納穴を示す概略部分断面図である。
【図6】図6はチップコンデンサ用四角柱体の一実施例を示す図であり、図6(a)はチップコンデンサ用四角柱体を示す斜視図であり、図6(b)はチップコンデンサ用四角柱体における長軸方向に垂直な断面を示す断面図である。
【図7】図7は、この発明に係る小型部品用部材整列装置を示す概略説明図である。
【図8】図8は、この発明に係る小型部品用部材整列具に小型部品用部が収納される様子を説明する説明図である。
【図9】図9は、この発明に係る小型部品用部材の電極形成方法に使用される保持治具を示す概略斜視図である。
【図10】図10は、この発明に係る小型部品用部材の電極形成方法における、小型部品用部材整列具に収納された小型部品用部材の一端部を第1の保持治具における第1の弾性部材に粘着保持させる手順を説明するための概略断面説明図である。
【図11】図11は、この発明に係る小型部品用部材の電極形成方法において、第1の保持治具によりチップコンデンサ用四角柱体を粘着保持した懸垂状態を示す概略説明図である。
【図12】図12は、この発明に係る小型部品用部材の電極形成方法における、第1の保持治具により粘着保持されたチップコンデンサ用四角柱体に電極を形成する手順を説明するための概略断面説明図である。
【図13】図13は、この発明に係る小型部品用部材の電極形成方法における、チップコンデンサ用電極形成四角柱体を第1の保持治具から第2の保持治具に移設する手順を説明するための概略断面説明図である。
【図14】図14は、この発明に係る小型部品用部材の電極形成方法において、第2の保持治具によりチップコンデンサ用電極形成四角柱体を粘着保持した起立状態を示す概略説明図である。
【図15】図15は、この発明に係る小型部品用部材の電極形成方法における、第2の保持治具により粘着保持されたチップコンデンサ用電極形成四角柱体に電極を形成する手順を説明するための概略断面説明図である。
【図16】図16は、チップコンデンサの一実施例を示す図である。
【符号の説明】
【0073】
1A 第1の保持治具
1B 第2の保持治具
2A 第1の治具本体
2B 第2の治具本体
3A 第1の弾性部材
3B 第1の弾性部材
5 チップコンデンサ
6 チップコンデンサ用四角柱体(小型部品用部材)
7 仮想外接円
8 チップコンデンサ用電極形成四角柱体
9 電極
10、10A、10B、10C 小型部品用部材整列具
11、11A、11B 平板部
12 収納穴
13、13A、13B 内面
14 底面
15 吸引孔
16 吸引孔主通路
17 連通路
18A、18B テーパー面
30 小型部品用部材整列装置
31 吸引手段
32 加振手段
33 整列具設置部材
34 閉空間
35 開口部
【技術分野】
【0001】
本発明は、小型部品用部材整列具、小型部品用部材整列装置、小型部品用部材配列方法及び電極形成方法に関し、さらに詳しくは、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具、小型部品用部材整列装置、小型部品用部材配列方法、及び、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品は、小型部品を製造可能な小型部品用部材等をその表面に粘着保持することのできる粘着部又は粘着面を備えた保持治具を用いて、製造される。このとき、保持治具の粘着部又は粘着面に複数の小型部品用部材及び/又は小型部品(以下、小型部品用部材等と称することがある。)を粘着保持させる方法として、複数の小型部品用部材等を所定間隔に配列する整列具又は整列装置等が用いられる。整列具又は整列装置等を用いて小型部品を製造するには、複数の小型部品用部材等は、所定間隔で整列されることが必要であり、さらに、整列具又は整列装置等で整列された整列状態を維持しつつ、保持治具の粘着部又は粘着面に粘着保持されることが必要である。
【0003】
小型部品用部材等を整列させる整列装置の一例として、例えば、チップ状電子部品における端部電極形成方法に使用される装置に備えられた電子部品供給部が挙げられる(特許文献1参照。)。この電子部品供給部に設けられた整列カートリッジは、「チップ状電子部品が入る多数の貫通孔を有していてチップ状電子部品を立てた状態で整列する整列ブロックと、該整列ブロックの下面に当接してチップ状電子部品の下端位置を揃える平面を有する基準ブロックと、整列ブロック及び基準ブロックを一体化するホルダーとを有している」(特許文献1の段落番号0099欄及び図23等参照。)。
【0004】
しかし、特許文献1に記載の整列カートリッジは、整列ブロックと基準ブロックとを一体化することにより構成されているから、整列ブロックの貫通孔に振り込まれたチップ状電子部品が振動等によって貫通孔から飛び出し、脱落することがある。また、貫通孔にチップ状電子部品を振り込んだ後に、整列ブロック上に残存するチップ状電子部品を除去する際に、整列ブロックを傾斜させると、やはり、チップ状電子部品が貫通孔から飛び出し、脱落することがある。したがって、この整列ブロックでは、複数のチップ状電子部品を所望のように整列させることができず、また、複数のチップ状電子部品を、第1のフィルム等の粘着剤に、所望のように整列された状態で、貼り付けることができないことがあった。
【0005】
このような問題点を解決する整列具又は整列装置等として、例えば、「上面に粘着面が設けられた保持治具と、チップ型電子部品を整列させて振り込むための多数の貫通した整列穴を有し、上記保持治具の上に保持治具からチップ型電子部品の振込方向における高さ未満のクリアランスをもって配置された整列板と、上記整列板上に多数のチップ型電子部品を供給する供給手段と、上記整列板上に供給されたチップ型電子部品を各整列穴に振り込むために、保持治具および整列板に対して振動あるいは揺動を与える振込助成手段とを備え、上記整列穴に振り込まれたチップ型電子部品の一方端面を上記保持治具の粘着面で粘着保持するようにしたことを特徴とするチップ型電子部品の整列保持装置」が挙げられる(特許文献2の請求項1等参照。)。
【0006】
ところが、特許文献2に記載の整列保持装置においては、整列板は、保持治具の上に保持治具からチップ型電子部品の振込方向における高さ未満のクリアランスをもって配置され、整列穴に振り込まれたチップ型電子部品は、自重により、保持治具の粘着面に粘着保持される。そのため、整列板と保持治具とのクリアランスは非常に小さく調整される必要があるから、クリアランスの調整が困難であることが予想される。また、整列穴に振り込まれたチップ型電子部品は小型軽量であるから、その自重によって保持治具の粘着面に粘着保持される粘着力は小さく、その結果、整列板を保持治具から取り外す際に、チップ型電子部品が傾斜又は転倒することが十分に予想される。
【0007】
【特許文献1】特開2001−345240号公報
【特許文献2】特開2005−347656号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具、小型部品用部材整列装置及び小型部品用部材配列方法を提供することを、目的とする。
【0009】
また、この発明は、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法を提供することを、目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するための第一の手段として、
請求項1は、小型部品用部材の一端部を突出させる状態で前記小型部品用部材を一つずつ収納する複数の収納穴と、前記収納穴内それぞれを吸引する吸引孔とを開設してなる平板部を備えてなることを特徴とする小型部品用部材整列具であり、
請求項2は、前記吸引孔は、前記複数の収納穴それぞれに連通し、前記平板部における前記収納穴の開口面とは反対側の面に開口する前記請求項1に記載の小型部品用部材整列具であり、
請求項3は、前記吸引孔は、前記複数の収納穴それぞれに連通する連通路を有する前記請求項2に記載の小型部品用部材整列具であり、
請求項4は、前記収納穴は、前記小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円の直径よりも僅かに大きな直径を有する円筒形の内面を有してなる前記請求項1〜3のいずれか1項に記載の小型部品用部材整列具であり、
請求項5は、前記収納穴は、その開口部がテーパー形状に形成されてなる前記請求項1〜4のいずれか1項に記載の小型部品用部材整列具であり、
請求項6は、前記収納穴は、その深さが、前記小型部品用部材の長軸長さに対して75〜90%の寸法を有する前記請求項1〜5のいずれか1項に記載の小型部品用部材整列具である。
【0011】
前記課題を解決するための第二の手段として、
請求項7は、前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具と、前記吸引孔を通じて前記収納穴内を吸引する吸引手段と、前記小型部品用部材整列具に振動を付与する加振手段とを有することを特徴とする小型部品用部材整列装置であり、
請求項8は、前記吸引手段は、前記請求項1に記載の小型部品用部材整列具を取り付けることができると共に前記小型部品用部材整列具における吸引孔の開口面との間に閉空間が形成されるように形成された筐体を有する整列具設置部材における前記閉空間内を吸引する吸引ポンプを有してなる前記請求項7に記載の小型部品用部材整列装置であり、
請求項9は、前記加振手段は、前記整列具設置部材を加振する加振手段である前記請求項8に記載の小型部品用部材整列装置である。
【0012】
前記課題を解決するための第三の手段として、
請求項10は、加振されている、前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具における前記収納穴の開口面に、複数の小型部品用部材を供給すると共に、前記吸引手段により吸引孔を通じて収納穴内を吸引することにより、前記収納穴内それぞれに小型部品用部材を収納することを特徴とする小型部品用部材配列方法である。
【0013】
前記課題を解決するための第四の手段として、
請求項11は、(1)前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具の各収納穴に小型部品用部材を収納し、(2)前記小型部品用部材整列具に収納された小型部品用部材の一端部を第1の保持治具における第1の弾性部材に粘着保持させ、(3)前記第1の保持治具に粘着保持された小型部品用部材の他端部に電極を形成し、(4)前記第1の保持治具に粘着保持され、かつ他端部に電極が形成された小型部品用部材の他端部を、前記第1の弾性部材よりも大きな粘着力を有する第2の弾性部材を有する第2の保持治具におけるその第2の弾性部材に粘着保持させることにより、前記小型部品用部材を前記第1の保持治具から前記第2の保持治具に移設し、(5)前記第2の保持治具に粘着保持された小型部品用部材の一端部に電極を形成すること、を特徴とする小型部品用部材の電極形成方法である。
【発明の効果】
【0014】
この発明に係る小型部品用部材整列具は、小型部品用部材整列装置等に好適に用いられ、吸引手段により、その収納穴内それぞれを吸引孔を介して吸引することによって、複数の小型部品用部材それぞれを、小型部品用部材整列具の収納穴に振り込み、所望の起立状態に吸引収納することができる。したがって、一旦収納穴に吸引収納された小型部品用部材は、小型部品用部材整列具が振動等しても、小型部品用部材整列具が傾斜又は反転されても、収納穴から飛び出すこと及び/又は脱落することを防止することができ、また、小型部品用部材を整列した小型部品用部材整列具の搬送中等にも、収納穴から飛び出すこと及び/又は脱落することを防止することができる。さらに、この発明に係る小型部品用部材整列具は、吸引孔が各収納穴それぞれに連通しているから、いずれの収納穴内をも同様に吸引することができ、収納穴によって小型部品用部材を吸引収納することができないといった、不均一性がない。
【0015】
すなわち、この発明に係る小型部品用部材整列具によれば、複数の小型部品用部材を所望の起立状態に整列することができ、この状態を保持しつつ、複数の小型部品用部材を保持治具の粘着部又は粘着面に移設することができる。
【0016】
したがって、この発明によれば、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列具を提供することができ、また、この小型部品用部材整列具を備え、又は、用いて、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することのできる小型部品用部材整列装置及び小型部品用部材配列方法を提供することができる。
【0017】
この発明に係る小型部品用部材の電極形成方法によれば、この発明に係る小型部品用部材整列具を用いて、複数の小型部品用部材を所望の起立状態を保持したまま保持治具に移設することができるから、保持治具に移設された複数の小型部品用部材は、位置精度及び起立状態の均一性が高く、小型部品用部材それぞれに、位置精度及び寸法精度に優れた電極を一度に形成することができる。
【0018】
したがって、この発明によれば、複数の小型部品用部材に電極を所望のように形成することのできる電極形成方法を提供することができる。
【発明を実施するための最良の形態】
【0019】
この発明に係る小型部品用部材整列具について説明する。この発明に係る一実施例の小型部品用部材整列具10Aは、図1及び図2に示されるように、小型部品用部材の一端部を突出させる状態で小型部品用部材を一つずつ収納する複数の収納穴12と、収納穴12内それぞれを吸引する吸引孔15とを開設してなる平板部11を備えてなる。
【0020】
この小型部品用部材整列具10Aは、小型部品用部材を整列するのに好適に使用される。ここで、小型部品用部材は、小型部品を製造可能な部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、小型部品の製造には小型部品の搬送工程等も含まれるから、小型部品用部材には、小型部品そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、小型部品と小型部品用部材とは明確に区別される必要はない。これら小型部品用部材の中でも、この発明に係る小型部品用部材整列具及び小型部品用部材整列装置によって整列されるのに好適で、後述する保持治具によって粘着保持されるのに好適な小型部品用部材として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ、FPC、ウエハー等の完成品若しくは未完成品等、及び/又は、これらを製造可能な例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。例えば、小型電子部品としてのチップコンデンサを製造可能な小型電子部品用部材として、一辺の長さ約0.3mm、長軸長さ約0.6mmのチップコンデンサ用四角柱体6が挙げられる。
【0021】
小型部品用部材整列具10Aは、矩形の平板部11からなる。平板部11は、小型部品用部材整列具10Aを平滑な形状に維持することのできる材料で形成されていればよく、このような材料として、金属及び樹脂等が挙げられる。具体的には、金属として、ステンレス鋼、炭素鋼、アルミニウム合金、ニッケル合金等が挙げられ、樹脂として、例えば、ガラスエポキシ材、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン、及び、ポリ塩化ビニル等が挙げられる。平板部11は、加工性、操作性の観点から、ステンレス鋼、アルミニウム合金、ガラスエポキシ材及びポリフェニレンスルフィド樹脂等で形成されるのがよく、強度と寸法精度とを高い水準で両立することができる点で、ガラスエポキシ材であるのが特によい。
【0022】
この平板部11には、図1及び図2に示されるように、一方の表面に開口する収納穴12が、所定の配列で形成されている。収納穴12は、平板部11における収納穴12の開口面から小型部品用部材の一端部を突出させる状態で、それぞれ一つずつの小型部品用部材を収納する。
【0023】
収納穴12は、小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円7(図6(b)参照。)の直径よりも僅かに大きな直径を有する円筒形の内面13を有して成る。収納穴12がこのような内面13を有していると、小型部品用部材が収納穴12に容易に収納されると共に、収納穴12に収納された小型部品用部材の直立性を確保することができる。収納穴12は、具体的には、例えば、その仮想外接円7の1.1〜1.3倍の直径を有する円筒形の内面13を有して成るのが好ましく、1.15〜1.2倍の直径を有する円筒形の内面13を有して成るのが特に好ましい。収納穴12が前記範囲の直径を有する円筒形の内面13を有して成ると、小型部品用部材が収納穴12に容易に収納されると共に、収納穴12に収納された小型部品用部材の均一な直立性を確保することができる。
【0024】
収納穴12は、その深さが、小型部品用部材の長軸長さに対して75〜90%の寸法を有するのが好ましく、80〜85%の寸法を有するのが特に好ましい。収納穴12の深さが前記範囲にあると、収納穴12に収納された小型部品用部材が収納穴12から飛び出すことを防止することができると共に、例えば、後述する「小型部品用部材の電極形成方法」等において、小型部品用部材整列具10Aに整列された小型部品用部材を保持治具1に移し替えるときに、小型部品用部材整列具10Aの表面と保持治具1における弾性部材3の表面との接触を避けることができる。すなわち、収納穴12は、小型部品用部材の未収納端がわずかに平面から突出した立設状態(起立状態)に収納することができる。
【0025】
吸引孔15は、図1及び図2に示されるように、収納穴12と平板部11における収納穴12の開口面とは反対側の面(以下、背面と称することがある。)とを連通する。すなわち、吸引孔15は、複数の収納穴12それぞれに連通し、平板部11の背面に開口している。吸引孔15は、収納穴12内を吸引する通路として機能し、収納穴12に振り込まれた小型部品用部材を吸引収納し、その状態を保持する。
【0026】
吸引孔15は、少なくとも収納穴12に連通する部分又はその近傍が、収納穴12の直径よりも小さく、かつ、小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円7(図6(b)参照。)の直径よりも僅かに小さな直径を有している。吸引孔15の少なくとも前記部分又はその近傍がこのような直径を有していると、収納穴12に底面14を形成して、収納穴12に小型部品用部材を所定の位置及び起立状態に吸引収納することができる。吸引孔15は、具体的には、例えば、前記仮想外接円7の0.5〜0.7倍の直径を有するのが好ましく、0.55〜0.65倍の直径を有するのが特に好ましい。小型部品用部材整列具10Aにおいては、吸引孔15は、背面の開口部から収納穴12にわたって、収納穴12の直径よりも小さく、かつ、仮想外接円7の直径よりも僅かに小さな直径を有している。
【0027】
収納穴12と吸引孔15とは、収納穴12に輪環状の底面14又は底部が形成されるように、吸引孔15が連接されていればよく、互いに同軸であるのが特に好ましい。
【0028】
小型部品用部材整列具10Aは、吸引孔15を介して収納穴12それぞれを吸引することができるから、複数の小型部品用部材それぞれを、小型部品用部材整列具10Aの収納穴12に振り込み、所望の起立状態に吸引収納することができる。したがって、一旦収納穴12に吸引収納された小型部品用部材は、小型部品用部材整列具10Aが振動等しても、小型部品用部材整列具10Aが傾斜又は反転されても、収納穴12から飛び出すこと及び/又は脱落することを防止することができ、また、小型部品用部材を整列した小型部品用部材整列具10Aの搬送中等にも、収納穴12から飛び出すこと及び/又は脱落することを防止することができる。さらに、小型部品用部材整列具10Aは、吸引孔15が各収納穴12それぞれに連通しているから、いずれの収納穴12内をも同様に吸引することができ、収納穴12によって小型部品用部材を吸引収納することができないといった、不均一性がない。したがって、小型部品用部材整列具10Aは、複数の小型部品用部材を、保持治具に所望のように移設可能な起立状態に、整列することができる。
【0029】
また、小型部品用部材整列具10Aは、前記効果に加えて、吸引孔15が、収納穴12に連通すると共に平板部11の背面に開口しているので、後述する小型部品用部材整列装置30における整列具設置部材33に組み込み易くなり、平板部11、すなわち、小型部品用部材整列具10Aの背面と整列具設置部材33とで形成される閉空間34内の気体を吸引することにより収納穴12内を均一に吸引することができる。
【0030】
この発明に係る別の一実施例の小型部品用部材整列具10Bは、図3に示されるように、吸引孔15が、複数の収納穴12それぞれに連通する連通路17と、連通路17及び平板部11の背面を連通する吸引孔主通路16とを有している以外は、前記小型部品用部材整列具10Aと同様に構成されている。すなわち、吸引孔15は、平板部11の背面に開口し、収納穴12に向かって延設された広径の吸引孔主通路16と、吸引孔主通路16及び収納穴12の底面14を連通し、収納穴12の直径よりも小さい径を有する連通路17とを備えて成る。
【0031】
吸引孔主通路16の直径は、図3に示されるように、隣接する吸引孔主通路16と連通しない大きさであればよく、吸引効率を考慮して、任意の大きさに調整される。また、その長さも特に限定されない。
【0032】
連通路17は、収納穴12の直径よりも小さい径を有していればよいが、小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円7(図6(b)参照。)の直径よりも僅かに小さな直径を有しているのがよいのは、前記小型部品用部材整列具10Aの前記吸引孔15の場合と同様である。
【0033】
この小型部品用部材整列具10Bは、前記一実施例の小型部品用部材整列具10Aが有する効果を具え、さらに、吸引効率がよいという効果も有する。
【0034】
この発明に係るまた別の一実施例の小型部品用部材整列具10Cは、図4に示されるように、複数の収納穴12が所定の配列で穿孔された第1の平板部11Aと、第1の平板部11Aに積層され、複数の吸引孔15が収納穴12と同様の配列で穿孔された第2の平板部11Bとを備えてなる。この小型部品用部材整列具10Cは、第1の平板部11Aに穿孔された収納穴12それぞれと、第2の平板部11Bに穿孔された吸引孔15それぞれとが連通するように、好ましくは軸線を共有して連通するように、第1の平板部11Aと第2の平板部11Bとが積層されてなることにより、各収納穴12に小型部品用部材の一端部を突出させる状態で小型部品用部材を一つずつ収納することができる。この小型部品用部材整列具10Cは、平板部11が第1の平板部11Aと第2の平板部11Bとに分割されていること以外は、前記一実施例の小型部品用部材整列具10Aと同様に構成されている。この小型部品用部材整列具10Cは、前記一実施例の小型部品用部材整列具10Aが有する効果を具え、さらに、各平板部11A及び11Bに収納穴12又は吸引孔15を選考することにより、容易に製造されるという効果を有する。
【0035】
前記小型部品用部材整列具10A〜10Cは、例えば、前記材料を公知の手段によって、収納穴12、吸引孔15等が穿設された平板部11を切り出して、製造される。
【0036】
前記小型部品用部材整列具10A〜10Cにおける収納穴12は、いずれも、底面14から開口部にわたって、均一な直径を有する内面13を有しているが、図5(a)及び図5(b)に示されるように、収納穴12は、所定の位置から開口部に向かってその直径が漸次拡径している内面を有しているのが好ましい。これにより、収納穴12の開口部が漸次直径が拡径してなるテーパー面に形成されていると、小型部品用部材がこのテーパー面に案内されて収納穴12に収納されやすくなると共に、小型部品用部材の収納穴12からの取り出しも円滑に行うことができる。このような収納穴12として、例えば、図5(a)に示されるように、開口部がすり鉢状のテーパー面18Aに形成された内面13Aを有する収納穴12A、図5(b)に示されるように、開口部が曲面状のテーパー面18Bに形成された内面13Bを有する収納穴12B等が好ましく挙げられる。
【0037】
この発明に係る小型部品用部材整列具は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、複数の収納穴12は、いずれも同様の形状、すなわち、内面13を有しているが、それぞれ異なる形状であってもよい。例えば、底面から開口部にわたって均一な直径を有する内面から形成された収納穴と、図5(a)に示された開口部がすり鉢状のテーパー面に形成された内面を有する収納穴と、図5(b)に示された開口部が曲面状のテーパー面に形成された内面を有する収納穴とが混在していてもよい。
【0038】
また、前記小型部品用部材整列具10Bは、収納穴12と吸引孔主通路16と連通路17とが形成された平板部11を有しているが、例えば、収納穴が穿孔された第1の平板部、連通路が穿孔された第2の平板部及び吸引孔主通路が穿孔された第3の平板部をこの順に積層して形成されてもよい。
【0039】
さらに、前記小型部品用部材整列具10A〜10Cにおける吸引孔15は、平板部11又は11Bの背面と収納穴12とを連通するように、それぞれ独立に形成されているが、この発明においては、吸引孔は独立に形成される必要はなく、例えば、複数の収納穴を一括して吸引可能な吸引溝としてもよい。
【0040】
また、前記小型部品用部材整列具10A〜10Cは、いずれも、収納穴12及び吸引孔15が縦横に等間隔で配列されているが、収納穴及び吸引孔の配列はこの配列に限定されず、小型部品用部材整列具が使用される用途、装置、小型部品用部材の種類、大きさ等に応じて、例えば、同心円状配列、渦巻状配列等の任意の配列を選択することができる。
【0041】
前記小型部品用部材整列具10A〜10Cは、平板部11はいずれも矩形に形成されているが、平板部は、小型部品の製造に適した形状であればよく、小型部品用部材の形状、小型部品用部材整列具が使用される装置等に応じて、任意の形状とされる。例えば、平板部は、正方形、長方形、五角形、六角形等の多角形、円形、楕円形、不定形、又は、これらを組み合わせた形状等の板状体が挙げられる。
【0042】
この発明に係る小型部品用部材整列装置について説明する。この発明に係る一実施例の小型部品用部材整列装置30は、図7に示されるように、小型部品用部材整列具10と、小型部品用部材整列具10の吸引孔15(図示しない。)を通じて収納穴12(図示しない。)内を吸引する吸引手段31と、小型部品用部材整列具10に振動を付与する加振手段32とを有する。小型部品用部材整列具10は、前記小型部品用部材整列具10Aと同様である。
【0043】
吸引手段31は、小型部品用部材整列具10の吸引孔15を介して、収納穴12内を吸引することができれば、その配置場所等は特に限定されない。例えば、図7に示される小型部品用部材整列装置30においては、吸引手段31は、後述する整列具設置部材33と小型部品用部材整列具10とで形成される閉空間34内に接続され、この閉空間34内を排気することにより、収納穴12内を吸引する。吸引手段31は、閉空間34内を排気することのできる装置等であればよく、例えば、通常の吸引ポンプ等を用いることができる。
【0044】
加振手段32は、小型部品用部材整列具10に振動を付与し、小型部品用部材整列具10上又はその近傍に載置された複数の小型部品用部材6、例えば、チップコンデンサ用四角柱体6を小型部品用部材整列具10上を移動又は流動させると共に、収納穴12内に小型部品用部材6を振り込むことを可能にする。したがって、加振手段32は、このような機能を発揮する手段であればよく、例えば、公知の加振器、振動器(振動発生器)、手動による加振等が挙げられる。図7に示される小型部品用部材整列装置30においては、加振手段32は、後述する整列具設置部材33上に載置されているが、例えば、整列具設置部材33上以外に設置されてもよく、例えば、整列具設置部材33に隣接して設置されてもよい。
【0045】
図7に示される小型部品用部材整列装置30に使用される整列具設置部材33は、小型部品用部材整列具10を取り付けることができると共に、平板部11、すなわち、小型部品用部材整列具10の背面との間に閉空間34が区画形成されるように、小型部品用部材整列具10が装着される開口部35が一面の一部に形成された筐体とされている。
【0046】
この発明に係る小型部品用部材整列装置30は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、小型部品用部材整列装置は、小型部品用部材を小型部品用部材整列具上を流動させるための、筐体を傾斜する傾斜手段等が設けられていてもよく、また、複数の小型部品用部材整列具が装着可能となるように、筐体に複数の開口部が形成されていてもよい。
【0047】
また、前記整列具設置部材33は、筐体とされているが、この発明において、整列具設置部材は、小型部品用部材整列具の吸引孔に接する溝が形成された板状体であってもよく、例えば、所定の間隔で格子状に形成された溝、及び、この溝と吸引手段とを連結する通路を有する板状体が挙げられる。
【0048】
この発明に係る小型部品用部材配列方法は、例えば、前記小型部品用部材整列具10A〜10C又は前記小型部品用部材整列装置30を使用する。以下に、小型部品用部材整列装置30を使用する小型部品用部材配列方法について説明する。この小型部品用部材配列方法は、具体的には、加振されている小型部品用部材整列具10における収納穴12の開口面に、複数の小型部品用部材6を供給すると共に、前記吸引手段31により吸引孔15を通じて収納穴12内を吸引することにより、前記収納穴12内それぞれに小型部品用部材6を収納する方法である。
【0049】
この小型部品用部材配列方法においては、まず、小型部品用部材整列具10を準備し、その収納穴12内を吸引できるように、配置する。例えば、図7に示されるように、小型部品用部材整列具10を整列具設置部材33の開口部35に装着する。整列具設置部材33に連結された吸引手段31を起動させ、閉空間34を吸引することにより、閉空間34に連絡している収納穴12を吸引孔15を介して吸引する。一方、整列具設置部材33の上面及び/又は小型部品用部材整列具10上若しくはその近傍に十分な数の小型部品用部材6を供給する。
【0050】
次いで、整列具設置部材33の上面に載置された加振手段32を起動して、整列具設置部材33ごと小型部品用部材整列具10及び複数の小型部品用部材6を加振する。このようにして、閉空間34及び収納穴12を吸引し、並びに、小型部品用部材整列具10及び複数の小型部品用部材6を加振すると、加振された小型部品用部材6は、小型部品用部材整列具10上を所定方向に移動又は流動する。このとき、小型部品用部材整列装置30の筐体を小型部品用部材6の移動方向又は流動方向にわずかに傾斜させると、加振された小型部品用部材6は同方向への移動又は流動をより均一かつ速やかにすることができる。
【0051】
閉空間34及び収納穴12の吸引、並びに、小型部品用部材整列具10及び複数の小型部品用部材6の加振を継続すると、例えば、図8に示されるように、小型部品用部材整列具10上を所定方向(図8の矢印Aの方向)に移動する小型部品用部材6は、所定方向の上流側から次々に、収納穴12内に落下して、各収納穴12内に吸引収納される。このとき、小型部品用部材整列具10の吸引孔15は各収納穴12それぞれに連通しているから、いずれの収納穴12内をも同様に吸引することができ、収納穴12によって小型部品用部材6を吸引収納することができないといった、不均一性はない。さらに、小型部品用部材整列具10の収納穴12は吸引手段31によって吸引されているから、収納穴12内に落下した小型部品用部材6は、所望の起立状態に高い均一性で吸引収納される。そして、小型部品用部材6が小型部品用部材整列具10上を移動し終わると、収納穴12内には小型部品用部材6が所望の起立状態に吸引収納されている。
【0052】
なお、小型部品用部材6の小型部品用部材整列具10上の移動は複数回行ってもよい。また、小型部品用部材整列具10上に小型部品用部材6が残存している場合には、小型部品用部材整列具10を整列具設置部材33ごと傾斜又は反転させることにより、収納穴12内に吸引収納された小型部品用部材6が飛び出して脱落することなく、小型部品用部材整列具10に吸引収納されていない残余の小型部品用部材6を取り除くことができる。
【0053】
この発明に係る小型部品用部材配列方法によれば、このようにして、小型部品用部材整列具10の収納穴12それぞれに小型部品用部材6を所望の起立状態に吸引収納することができると共に、残余の小型部品用部材6を容易に取り除くことができる。
【0054】
また、この発明に係る小型部品用部材配列方法によれば、加振手段32及び吸引手段31により、小型部品用部材整列具10における収納穴12に、小型部品用部材6を、手操作によらずに、収納することができる。また、吸引手段31により、収納穴12内に収納された小型部品用部材6は吸引され続けるので、小型部品用部材整列具10を傾斜又は反転させることにより、収納穴12内に収納された小型部品用部材6を飛び出させることなく、収納穴12に収納されていない小型部品用部材6を容易に除去することができる。したがって、この発明に係る小型部品用部材配列方法によれば、所定数の小型部品用部材6を、後述する保持治具に所望のように移設可能な起立状態に、容易に整列させることができる。
【0055】
この発明に係る小型部品用部材配列方法は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、小型部品用部材6を整列具設置部材33の上面等に供給した後、又は、供給と同時に、吸引手段31を起動させ、閉空間34を吸引することより、収納穴12を吸引してもよい。
【0056】
この発明に係る小型部品用部材の電極形成方法は、前記小型部品用部材整列具10A〜10C又は前記小型部品用部材整列装置30を使用する。以下に、小型部品用部材整列装置30を使用する小型部品用部材6、例えば、チップコンデンサ用四角柱体6の電極形成方法について説明する。
【0057】
この小型部品用部材の電極形成方法は、具体的には、
(1)小型部品用部材整列具10の各収納穴12にチップコンデンサ用四角柱体6を収納し、
(2)小型部品用部材整列具10に収納されたチップコンデンサ用四角柱体6の一端部を第1の保持治具1Aにおける第1の弾性部材3Aに粘着保持させ、
(3)第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6の他端部に電極9を形成し、
(4)第1の保持治具1Aに粘着保持され、かつ他端部に電極9が形成されたチップコンデンサ用四角柱体6の他端部を、第1の弾性部材1Aよりも大きな粘着力を有する第2の弾性部材3Bを有する第2の保持治具1Bにおけるその第2の弾性部材3Bに粘着保持させることにより、他端部に電極9が形成されたチップコンデンサ用四角柱体6を第1の保持治具1Aから第2の保持治具1Bに移設し、
(5)第2の保持治具1Bに粘着保持されたチップコンデンサ用四角柱体6の一端部に電極9を形成する方法である。
【0058】
この小型部品用部材の電極形成方法においては、まず、(1)チップコンデンサ用四角柱体6を小型部品用部材整列具10の各収納穴12に収納する収納工程が実施される。この収納工程は、チップコンデンサ用四角柱体6を小型部品用部材整列具10の各収納穴12に収納することができる方法を採用すればよいが、小型部品用部材整列具10の収納穴12それぞれに小型部品用部材6を所望の起立状態に容易に吸引収納することができると共に、残余の小型部品用部材6を容易に取り除くことができる点で、前記した、この発明に係る小型部品用部材配列方法が好適に選択される。
【0059】
次いで、(2)小型部品用部材整列具10に収納されたチップコンデンサ用四角柱体6の一端部(すなわち、未収納端部)を第1の保持治具1Aにおける第1の弾性部材3Aに粘着保持させる粘着保持工程が実施される。
【0060】
この第1の粘着保持工程で使用される第1の保持治具1Aは、図9に示されるように、第1の治具本体2Aと第1の治具本体2A上に配置された第1の弾性部材3Aとを備えて成る。第1の治具本体2Aはある程度の強度を有していればよく、また、第1の弾性部材3Aはチップコンデンサ用四角柱体6を粘着保持することのできる粘着力を有していればよく、例えば、シリコーンゴム等で形成される。第1の保持治具1Aは、このような構成を有していれば、公知の保持治具を特に制限されることなく用いることができる。
【0061】
粘着保持工程は、具体的には、例えば、小型部品用部材整列具10に配列されているチップコンデンサ用四角柱体6の一端部に第1の保持治具1Aにおける第1の弾性部材3Aを当接することにより、チップコンデンサ用四角柱体6の一端部をゴム弾性部材3Aに粘着保持させる。
【0062】
より具体的には、粘着保持工程は、例えば、図10に示されるように、第1の弾性部材3Aを、小型部品用部材整列具10に起立状態に吸引収納されているチップコンデンサ用四角柱体6の一端部(未収納端部)に、当接させ、必要により、押圧して、チップコンデンサ用四角柱体6の起立状態を保持したまま、チップコンデンサ用四角柱体6を第1の弾性部材3Aに粘着保持させる。このとき、チップコンデンサ用四角柱体6は小型部品用部材整列具10に所望の起立状態に吸引収納されているから、小型部品用部材整列具10の表面から突出するチップコンデンサ用四角柱体6の突出長さは均一であり、各チップコンデンサ用四角柱体6は均一に第1の弾性部材3Aに当接し、又は押圧される。したがって、第1の弾性部材3Aには、小型部品用部材整列具10における所望の起立状態を保持した状態で、チップコンデンサ用四角柱体6が粘着保持される。
【0063】
次いで、各チップコンデンサ用四角柱体6を粘着保持する第1の弾性部材3Aを有する第1の保持治具1Aを小型部品用部材整列具10から相対的に引き離す引き離し工程が実施される。この引き離し工程が実施されると、図11に示されるように、第1の保持治具1Aに各チップコンデンサ用四角柱体6が懸垂状態に粘着保持される。このとき、第1の弾性部材3Aに粘着保持された各チップコンデンサ用四角柱体6は、小型部品用部材整列具10における所望の起立状態を保持した懸垂状態になっている。したがって、各チップコンデンサ用四角柱体6は、図11に示されるように、高い位置精度及び高い起立状態の均一性で、第1の保持治具1Aに粘着保持されている。
【0064】
次いで、(3)第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6の他端部(非粘着端部)に電極9を形成する第1の電極形成工程が実施される。第1の電極形成工程は、第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6を、所定量だけ、電極ペースト浴又は電極ペースト層に浸漬又は接触させて、チップコンデンサ用四角柱体6の他端部に電極ペースト層を形成し、常法に従い乾燥する。このようにして、図12に示されるように、チップコンデンサ用四角柱体7の他端部に電極9を形成することができ、他端部に電極9が形成されたチップコンデンサ用電極形成四角柱体8を調製することができる。ここで、第1の保持治具1Aに粘着保持されたチップコンデンサ用四角柱体6は、所定の起立状態を保持して懸垂されており、位置精度及び起立状態の均一性が高い状態に配列されているから、電極ペースト浴又は電極ペースト層に浸漬又は接触される各チップコンデンサ用四角柱体6の浸漬量又は接触量は一定となり、その結果、各チップコンデンサ用四角柱体6に形成される電極9は、位置精度及び寸法精度に優れる。
【0065】
次いで、(4)第1の保持治具1Aに粘着保持され、かつ他端部に電極9が形成されたチップコンデンサ用電極形成四角柱体8の他端部(非粘着電極形成端部)を、第1の弾性部材1Aよりも大きな粘着力を有する第2の弾性部材3Bを有する第2の保持治具1Bにおけるその第2の弾性部材3Bに粘着保持させることにより、チップコンデンサ用電極形成四角柱体8を第1の保持治具1Aから第2の保持治具1Bに移設する移設工程が実施される。
【0066】
この移設工程で使用される第2の保持治具1Bは、第1の保持治具1Aと基本的に同様であるが、第2の弾性部材3Bは第1の弾性部材1Aよりも大きな粘着力を有している。これにより、第1の保持治具1Aから第2の保持治具1Bに、チップコンデンサ用電極形成四角柱体8を移し替えることができる。
【0067】
この移設工程は、具体的には、例えば、図13に示されるように、前記(1)〜(4)の工程を経て、第1の保持治具1Aにおける第1の弾性部材3Aに粘着保持されたチップコンデンサ用電極形成四角柱体8の他端部に、第2の保持治具1Bにおける第2の弾性部材3Bを当接させ、必要により、押圧して、チップコンデンサ用電極形成四角柱体8の懸垂状態を保持したまま、チップコンデンサ用電極形成四角柱体8を第1の弾性部材3Aから第2の弾性部材3Bに移し替える工程である。この移設工程により、チップコンデンサ用電極形成四角柱体8が第2の弾性部材3Bに移し替えられる。そして、第1の保持治具1Aを第2の保持治具1Aから相対的に引き離す引き離し工程が実施される。この引き離し工程を行うと、図14に示されるように、第2の保持治具1Bにチップコンデンサ用電極形成四角柱体8が起立状態に粘着保持される。このとき、第1の弾性部材3Aに粘着保持されたチップコンデンサ用電極形成四角柱体8は、前記のように、所定の起立状態を保持して懸垂されており、位置精度及び起立状態の均一性が高い状態に配列されているから、第2の弾性部材3Bに移設されたチップコンデンサ用電極形成四角柱体8も同様にこのような状態を保持した起立状態に粘着保持されている。
【0068】
次いで、(5)第2の保持治具1Bに粘着保持されたチップコンデンサ用電極形成四角柱体8の一端部(非粘着端部)に電極9を形成する第2の電極形成工程が実施される。第2の電極形成工程は、第1の電極形成工程と基本的に同様に実施される。このようにして、図15に示されるように、チップコンデンサ用電極形成四角柱体8における電極9が形成された他端部とは反対側の一端部に電極9が形成される。ここで、第2の保持治具1Bに粘着保持されたチップコンデンサ用電極形成四角柱体8は所定の起立状態を保持し、位置精度及び起立状態の均一性が高い状態に配列されているから、電極ペースト浴又は電極ペースト層に浸漬又は接触されるチップコンデンサ用電極形成四角柱体8の浸漬量又は接触量は一定となり、その結果、各チップコンデンサ用電極形成四角柱体8の一端部に形成される電極9は、位置精度及び寸法精度に優れる。
【0069】
次いで、第2の弾性部材3Bに粘着保持されている両端部に電極9が形成されたチップコンデンサ5を取り外す取り外し工程が実施される。取り外し工程は、例えば、スキージ等を第2の弾性部材3B上を走査させる方法等により、容易にチップコンデンサ5を取り外すことができる。
【0070】
このようにして、図16に示されるように、チップコンデンサ用四角柱体6の両端部に電極9を形成してなるチップコンデンサ5を製造することができる。しかも、この発明に係る小型部品用部材の電極形成方法によれば、この発明に係る小型部品用部材整列具10を用いて、複数のチップコンデンサ用四角柱体6を所望の起立状態を保持したまま第1の保持治具1Aに移設することができ、かつ、所望の起立状態を保持したまま第1の保持治具1Aから第2の保持治具1Bにチップコンデンサ用電極形成四角柱体8を移設することができるから、保持治具1A及び1Bに移設された複数のチップコンデンサ用四角柱体6及びチップコンデンサ用電極形成四角柱体8は、位置精度及び起立状態の均一性が高い状態に粘着保持され、その結果、複数のチップコンデンサ用四角柱体6及びチップコンデンサ用電極形成四角柱体8それぞれに、位置精度及び寸法精度に優れた電極9を一度に形成することができる。
【0071】
この発明に係る小型部品用部材の電極形成方法は、前記した方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、収納工程が実施される前に、又は、第2の電極形成工程の後に、チップコンデンサ用四角柱体6又はチップコンデンサ5の洗浄工程が行われてもよい。
【図面の簡単な説明】
【0072】
【図1】図1は、この発明に係る一実施例の小型部品用部材整列具を示す概略上面図である。
【図2】図2は、図1のA−A線における概略部分断面図である。
【図3】図3は、この発明に係る別の一実施例の小型部品用部材整列具を示す概略部分断面図である。
【図4】図4は、この発明に係るまた別の一実施例の小型部品用部材整列整列具を示す概略部分断面図である。
【図5】図5は収納穴の変形例を示す概略部分断面図であり、図5(a)は開口部がすり鉢状のテーパー面に形成された内面を有する収納穴を示す概略部分断面図であり、図5(b)は開口部が曲面状のテーパー面に形成された内面を有する収納穴を示す概略部分断面図である。
【図6】図6はチップコンデンサ用四角柱体の一実施例を示す図であり、図6(a)はチップコンデンサ用四角柱体を示す斜視図であり、図6(b)はチップコンデンサ用四角柱体における長軸方向に垂直な断面を示す断面図である。
【図7】図7は、この発明に係る小型部品用部材整列装置を示す概略説明図である。
【図8】図8は、この発明に係る小型部品用部材整列具に小型部品用部が収納される様子を説明する説明図である。
【図9】図9は、この発明に係る小型部品用部材の電極形成方法に使用される保持治具を示す概略斜視図である。
【図10】図10は、この発明に係る小型部品用部材の電極形成方法における、小型部品用部材整列具に収納された小型部品用部材の一端部を第1の保持治具における第1の弾性部材に粘着保持させる手順を説明するための概略断面説明図である。
【図11】図11は、この発明に係る小型部品用部材の電極形成方法において、第1の保持治具によりチップコンデンサ用四角柱体を粘着保持した懸垂状態を示す概略説明図である。
【図12】図12は、この発明に係る小型部品用部材の電極形成方法における、第1の保持治具により粘着保持されたチップコンデンサ用四角柱体に電極を形成する手順を説明するための概略断面説明図である。
【図13】図13は、この発明に係る小型部品用部材の電極形成方法における、チップコンデンサ用電極形成四角柱体を第1の保持治具から第2の保持治具に移設する手順を説明するための概略断面説明図である。
【図14】図14は、この発明に係る小型部品用部材の電極形成方法において、第2の保持治具によりチップコンデンサ用電極形成四角柱体を粘着保持した起立状態を示す概略説明図である。
【図15】図15は、この発明に係る小型部品用部材の電極形成方法における、第2の保持治具により粘着保持されたチップコンデンサ用電極形成四角柱体に電極を形成する手順を説明するための概略断面説明図である。
【図16】図16は、チップコンデンサの一実施例を示す図である。
【符号の説明】
【0073】
1A 第1の保持治具
1B 第2の保持治具
2A 第1の治具本体
2B 第2の治具本体
3A 第1の弾性部材
3B 第1の弾性部材
5 チップコンデンサ
6 チップコンデンサ用四角柱体(小型部品用部材)
7 仮想外接円
8 チップコンデンサ用電極形成四角柱体
9 電極
10、10A、10B、10C 小型部品用部材整列具
11、11A、11B 平板部
12 収納穴
13、13A、13B 内面
14 底面
15 吸引孔
16 吸引孔主通路
17 連通路
18A、18B テーパー面
30 小型部品用部材整列装置
31 吸引手段
32 加振手段
33 整列具設置部材
34 閉空間
35 開口部
【特許請求の範囲】
【請求項1】
小型部品用部材の一端部を突出させる状態で前記小型部品用部材を一つずつ収納する複数の収納穴と、前記収納穴内それぞれを吸引する吸引孔とを開設してなる平板部を備えてなることを特徴とする小型部品用部材整列具。
【請求項2】
前記吸引孔は、前記複数の収納穴それぞれに連通し、前記平板部における前記収納穴の開口面とは反対側の面に開口する前記請求項1に記載の小型部品用部材整列具。
【請求項3】
前記吸引孔は、前記複数の収納穴それぞれに連通する連通路を有する前記請求項2に記載の小型部品用部材整列具。
【請求項4】
前記収納穴は、前記小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円の直径よりも僅かに大きな直径を有する円筒形の内面を有してなる前記請求項1〜3のいずれか1項に記載の小型部品用部材整列具。
【請求項5】
前記収納穴は、その開口部がテーパー形状に形成されてなる前記請求項1〜4のいずれか1項に記載の小型部品用部材整列具。
【請求項6】
前記収納穴は、その深さが、前記小型部品用部材の長軸長さに対して75〜90%の寸法を有する前記請求項1〜5のいずれか1項に記載の小型部品用部材整列具。
【請求項7】
前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具と、前記吸引孔を通じて前記収納穴内を吸引する吸引手段と、前記小型部品用部材整列具に振動を付与する加振手段とを有することを特徴とする小型部品用部材整列装置。
【請求項8】
前記吸引手段は、前記請求項1に記載の小型部品用部材整列具を取り付けることができると共に前記小型部品用部材整列具における吸引孔の開口面との間に閉空間が形成されるように形成された筐体を有する整列具設置部材における前記閉空間内を吸引する吸引ポンプを有してなる前記請求項7に記載の小型部品用部材整列装置。
【請求項9】
前記加振手段は、前記整列具設置部材を加振する加振手段である前記請求項8に記載の小型部品用部材整列装置。
【請求項10】
加振されている、前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具における前記収納穴の開口面に、複数の小型部品用部材を供給すると共に、前記吸引手段により吸引孔を通じて収納穴内を吸引することにより、前記収納穴内それぞれに小型部品用部材を収納することを特徴とする小型部品用部材配列方法。
【請求項11】
(1)前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具の各収納穴に小型部品用部材を収納し、
(2)前記小型部品用部材整列具に収納された小型部品用部材の一端部を第1の保持治具における第1の弾性部材に粘着保持させ、
(3)前記第1の保持治具に粘着保持された小型部品用部材の他端部に電極を形成し、
(4)前記第1の保持治具に粘着保持され、かつ他端部に電極が形成された小型部品用部材の他端部を、前記第1の弾性部材よりも大きな粘着力を有する第2の弾性部材を有する第2の保持治具におけるその第2の弾性部材に粘着保持させることにより、前記小型部品用部材を前記第1の保持治具から前記第2の保持治具に移設し、
(5)前記第2の保持治具に粘着保持された小型部品用部材の一端部に電極を形成すること、
を特徴とする小型部品用部材の電極形成方法。
【請求項1】
小型部品用部材の一端部を突出させる状態で前記小型部品用部材を一つずつ収納する複数の収納穴と、前記収納穴内それぞれを吸引する吸引孔とを開設してなる平板部を備えてなることを特徴とする小型部品用部材整列具。
【請求項2】
前記吸引孔は、前記複数の収納穴それぞれに連通し、前記平板部における前記収納穴の開口面とは反対側の面に開口する前記請求項1に記載の小型部品用部材整列具。
【請求項3】
前記吸引孔は、前記複数の収納穴それぞれに連通する連通路を有する前記請求項2に記載の小型部品用部材整列具。
【請求項4】
前記収納穴は、前記小型部品用部材の長軸方向に垂直な断面における各隅部に外接する仮想外接円の直径よりも僅かに大きな直径を有する円筒形の内面を有してなる前記請求項1〜3のいずれか1項に記載の小型部品用部材整列具。
【請求項5】
前記収納穴は、その開口部がテーパー形状に形成されてなる前記請求項1〜4のいずれか1項に記載の小型部品用部材整列具。
【請求項6】
前記収納穴は、その深さが、前記小型部品用部材の長軸長さに対して75〜90%の寸法を有する前記請求項1〜5のいずれか1項に記載の小型部品用部材整列具。
【請求項7】
前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具と、前記吸引孔を通じて前記収納穴内を吸引する吸引手段と、前記小型部品用部材整列具に振動を付与する加振手段とを有することを特徴とする小型部品用部材整列装置。
【請求項8】
前記吸引手段は、前記請求項1に記載の小型部品用部材整列具を取り付けることができると共に前記小型部品用部材整列具における吸引孔の開口面との間に閉空間が形成されるように形成された筐体を有する整列具設置部材における前記閉空間内を吸引する吸引ポンプを有してなる前記請求項7に記載の小型部品用部材整列装置。
【請求項9】
前記加振手段は、前記整列具設置部材を加振する加振手段である前記請求項8に記載の小型部品用部材整列装置。
【請求項10】
加振されている、前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具における前記収納穴の開口面に、複数の小型部品用部材を供給すると共に、前記吸引手段により吸引孔を通じて収納穴内を吸引することにより、前記収納穴内それぞれに小型部品用部材を収納することを特徴とする小型部品用部材配列方法。
【請求項11】
(1)前記請求項1〜6のいずれか1項に記載の小型部品用部材整列具の各収納穴に小型部品用部材を収納し、
(2)前記小型部品用部材整列具に収納された小型部品用部材の一端部を第1の保持治具における第1の弾性部材に粘着保持させ、
(3)前記第1の保持治具に粘着保持された小型部品用部材の他端部に電極を形成し、
(4)前記第1の保持治具に粘着保持され、かつ他端部に電極が形成された小型部品用部材の他端部を、前記第1の弾性部材よりも大きな粘着力を有する第2の弾性部材を有する第2の保持治具におけるその第2の弾性部材に粘着保持させることにより、前記小型部品用部材を前記第1の保持治具から前記第2の保持治具に移設し、
(5)前記第2の保持治具に粘着保持された小型部品用部材の一端部に電極を形成すること、
を特徴とする小型部品用部材の電極形成方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2008−91658(P2008−91658A)
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願番号】特願2006−271479(P2006−271479)
【出願日】平成18年10月3日(2006.10.3)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願日】平成18年10月3日(2006.10.3)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]