
小寸丸編地
【課題】弾性糸を含有し編地中に伸度差を有する小寸丸編地において、熱融着糸を含有する低伸度部が、ソフトな風合いでありながら良好な伸び止め効果を有し、厚手感のない感触を有する丸編地の提供。
【解決手段】編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、該地糸が該低伸度部と該高伸度部とで同一であり、該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している丸編地。該低伸度部の編成組織において、ミスループが、ウェール方向に少なくとも1ウェールかつコース方向に2〜7コース連続していることが好ましい。また、該低伸度部の編成組織において、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合であることが好ましい。
【解決手段】編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、該地糸が該低伸度部と該高伸度部とで同一であり、該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している丸編地。該低伸度部の編成組織において、ミスループが、ウェール方向に少なくとも1ウェールかつコース方向に2〜7コース連続していることが好ましい。また、該低伸度部の編成組織において、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性糸を含有し、編地中に伸度差を有する丸編地において、低伸度部がソフトな風合いを有し、厚手感のない丸編地を提供するものである。
【背景技術】
【0002】
従来、弾性糸を含有し、ジャガードラッセル編機や、編機径が16〜22インチ程度の小寸丸編機で編成され、筒状部を開反せずに脇部を縫製する事無く製品化されたインナー等の衣料において、編地中に、腹部抑えやヒップアップを目的に低伸度部を設け、これによる着圧増加効果を狙った補型インナーが販売されている。
【0003】
このような補型インナーの編地製造法としては、従来、ジャカードラッセル編機により、ナイロン等の非弾性糸の振り幅を変更して所望の部分の編地伸度を低伸度とする方法、丸編機として小寸の丸編機を使用し、弾性糸に非弾性糸を巻き付けたカバーリング糸の編成時の組織変更によ、編地中の伸度を変える方法、低伸度部をフロート組織とし、ミスループ糸をなす原糸がベース生地部の原糸より2倍ないし5倍の太さ及び/又は硬さの糸を使用して、編地の凹凸発現と伸び止め効果を狙う方法、該編地編成時に、凹凸部の凹部をなす部位を加熱によって互いに熱融着する繊維を原糸の少なくとも一部に用いて編成し、加熱により一体化させる方法、等が知られている(例えば、特許文献1)。
【0004】
また、熱融着糸による編地を抑制する方法において、熱融着糸による複数の編糸の接着力及び耐久性を向上させるために、筒状に編成する際、熱融着糸が1本の編針に給糸される複数の編糸の内側に挟まれた状態に位置するようにして編針に給糸して編成し、熱融着糸を溶融し編地のループを固着して伸縮抑制を行う方法も知られている(例えば、特許文献2)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−28648号公報
【特許文献2】特開2010−7208号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の方法は編地の伸び止めの効果を与える。しかし、低伸度部には太い繊維が使用され、地糸が密に配置されることにより、編地の風合いが硬く身体の曲げ伸ばし時の違和感が強い。また、熱融着糸を交編するのみでは伸び止め効果が小さく、伸び止め効果を大きく発揮させようとすると熱融着糸の含有率が増す。また、伸び止め効果を大きく発揮させるために低伸度部の厚みが増すと、身体の曲げ伸ばしの障害となるばかりでなく、アウターへ響いて審美性の良くないインナーとなる。
【0007】
このように、編地中に伸度差を有しながらも、ソフトで着用時の曲げ伸ばしに違和感が少なく、厚手感のない補型インナーは提案されていないのが現状である。
【0008】
本発明は、弾性糸を含有し編地中に伸度差を有する丸編地において、熱融着糸を含有する低伸度部がソフトな風合いであるにもかかわらず伸び止め効果が有り、しかも、厚手感のない丸編地の提供を目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を達成するための編成糸と編組織との組み合わせについて、着用耐久テスト等を含み鋭意検討した結果、本発明に至った。すなわち、本発明の目的は、以下の構成により達成できる。
【0010】
[1] 編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、
低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、
該地糸が該低伸度部と該高伸度部とで同一であり、
該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している、丸編地。
[2] 該低伸度部の編成組織において、ミスループが、ウェール方向に少なくとも1ウェールかつコース方向に2〜7コース連続している、上記[1]に記載の丸編地。
[3] 該低伸度部の編成組織において、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合で編成されている、上記[1]又は[2]に記載の丸編地。
[4] 上記[1]〜[3]のいずれかに記載の丸編地から、編成後筒状部を縫製することなく形成されてなる、衣料。
【発明の効果】
【0011】
本発明の丸編地においては編地中に高伸度部と低伸度部とが特定態様で構成されており、本発明の丸編地を用いることによって、着用時に身体の補型性に優れるばかりでなく、ソフトであるため着用して低伸度部を曲げ伸ばした際に違和感を覚えることが少なく、また低伸度部の厚手感がない衣料を提供できる。
【図面の簡単な説明】
【0012】
【図1】高伸度部と低伸度部とを有する本発明の丸編地を用いて形成される衣料の一例としてのガードルの構成を示す模式図である。
【図2】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図3】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図4】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図5】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図6】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。
【0014】
<丸編地>
本発明は、編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、該地糸が該低伸度部と該高伸度部とで同一であり、該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している丸編地を提供する。
【0015】
弾性糸としては、補型インナー等の衣料において一般に好適に用いられる弾性糸を使用できる。より具体的には、ポリウレタン系、ポリエーテルエステル系等の弾性糸を好ましく使用できる。例えばポリウレタン系弾性糸では、乾式紡糸又は溶融紡糸したものが使用でき、ポリマー及び紡糸方法は特に限定されない。弾性糸の破断伸度は400%〜1000%程度であることが好ましく、また、伸縮性に優れ、染色加工時のプレセット工程の通常処理温度180℃近辺で伸縮性を損なわないことが好ましい。なお、弾性糸に特殊ポリマー又は粉体を添加することにより、高セット性、抗菌性、吸湿性、吸水性等の機能性を付与した弾性糸も使用可能である。弾性糸の繊度については、10〜110dt(デシテックス、以下同じ記号を使用する)程度を通常採用でき、特に、20〜80dt程度の弾性糸の使用が好ましい。
【0016】
本明細書において、熱融着糸とは、乾熱120℃で1分間の熱処理、又は、湿熱110℃で30秒間の熱処理、によって溶融して融着する性質を有する繊維を意味する。熱融着糸としてはポリアミド系繊維、ポリエステル系繊維、ポリウレタン系繊維等が挙げられるが、ポリアミド系繊維の使用が好ましい。また、熱融着糸の繊度については、使用する編機で編成可能な繊度であれば良いが、繊度が大き過ぎると風合いが硬くなり、また、熱融着後に融着して固まった部分に肌が触れると皮膚に対する刺激を発生させる可能性が有り、一方、熱融着糸の繊度が小さすぎると熱融着効果が小さい傾向がある。従って、熱融着糸の繊度は33dt〜120dt程度であることが好ましく、40〜90dtであることがより好ましい。
【0017】
本発明の丸編地は、弾性糸を含有していることを特徴とするが、弾性糸は必ずしも全コース交編されている必要は無く、例えば1〜数コース毎に弾性糸が交編されていないコースが存在しても良い。しかし、伸縮性及びフィット感の観点から、弾性糸は全コースに交編されているか、1コース毎に交編されている状態が好ましい。また、丸編地中に弾性糸を含有させる方法については特に限定はなく、非弾性糸と弾性糸とを同時に編成するプレーティングによリ編成する方法、弾性糸に非弾性糸を被覆した被覆弾性糸を編成する方法、非弾性糸に被覆弾性糸をプレーティグにより編成する方法等の任意の方法が可能である。なお、弾性糸に非弾性糸を被覆する方法についても任意の方法を採用でき、カバーリング法、撚糸法、エアー交絡法等により被覆弾性糸の製造が可能である。無論、非弾性糸と被覆弾性糸とをプレーティング編する方法、被覆弾性糸と弾性糸とをプレーティング編する方法等も可能である。
【0018】
非弾性糸としては、ポリエステル、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維等の合成繊維、及び、綿、キュプラ、レーヨン等のセルロース繊維、羊毛等の獣毛繊維等、任意の繊維の使用が可能である。
【0019】
非弾性糸の繊度としては10〜160dt程度が通常可能であるが、編地の破裂強度及び厚み感の観点から、13〜110dt程度の繊維の使用が好ましい。
【0020】
本発明において、弾性糸、及び非弾性糸(用いる場合)である繊維の断面形状は、それぞれ丸型、楕円形、W型、繭型、中空等の任意の形状であることができる。さらに、繊維の形態についても特に限定されず、原糸、仮撚糸等の捲縮加工糸、又は紡績糸が使用できる。
【0021】
本発明による丸編地とは、シングル、又は、ダブルの丸編機(例えば、サントニー社製 SM8−8 TOP2等 釜径が10〜20インチ程度)で編成される編地である。上記の丸編機としては、コンピュータによる柄制御が可能で、場合によっては製品1枚毎に切り離されて編成される丸編機を好ましく使用できる。丸編地は、編地編成後、筒状になっている丸編地の耳部を裁断して開反することなく筒状のまま染色加工を行い、製品長となっている上下の開口部を縫製するか、又は裁断したままで、衣料等に製品化できる。
【0022】
本発明の丸編地の編組織は目的に応じて選択可能であり、例えば、天竺組織に、タック組織、ウエルト組織又はこれら両組織を組み合わせることができる。このような任意の編組織を適宜選択して、所望の伸縮性及びフィット感を与える編地の製造が可能である。
【0023】
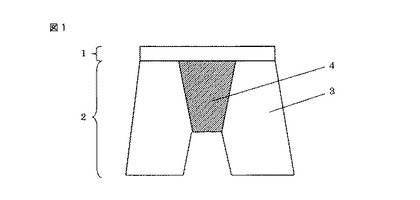
図1は、高伸度部と低伸度部とを有する本発明の丸編地を用いて形成される衣料の一例としてのガードルの構成を示す模式図である。本発明に係る衣料は、例えば図1に示すような、ウエスト部1及び身頃部2からなり、該身頃部2が高伸長部3及び低伸長部4からなるガードルであることができる。
【0024】
本発明の丸編地は、編成組織を構成する地糸として少なくとも弾性糸を含有し、編地中に低伸度部と高伸度部とを有するため、身体の補型の目的に対して有用である。例えば、ガードル等のボトムでは、低伸度部を腹部に配置すればお腹を押さえる効果が得られ、低伸度部をヒップ部に配置すればヒップアップ効果が期待できる。また、ブラジャー等の身体にフィットするトップスでは防振効果が期待できる。
【0025】
本発明の編地においては、低伸度部と高伸度部とで同一の地糸を用いることにより、編地の厚みが平滑になるという利点が得られる。また本発明の編地においては、低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着していることにより、高伸長部と地糸が同一でありながら所望の補型性が付与された低伸長部が形成される。熱融着糸は典型的には熱融着弾性糸である。熱融着糸は典型的には添え糸として低伸長部のみに設けられる。添え糸である熱融着糸の交編は、ニット、ミス及びタックの組み合わせ組織中に任意に可能であるが、熱融着糸による伸び止め効果を効率よく発揮する観点から、ニットループのみで編成されるコースに熱融着糸を交編するのが好ましい。また、熱融着糸の交編割合(編地低伸度部を構成するコース全体における熱融着糸が交編されたコースの割合)が高くなるほど編地の伸度は低くなり、編地の風合いが硬くなるため、高伸度部の編地の伸度も考慮して、熱融着糸の交編組織を決定すれば良い。
【0026】
低伸長部の熱融着糸の交編割合の例としては、2〜7コースに1コースの割合で熱融着糸が交編されていることが好ましい。
【0027】
低伸長部と高伸長部とで伸度差を設ける手段として、低伸度部に熱融着糸を含有させることに加え、例えば、低伸長部と高伸長部とで異なる編組織を採用する方法等を組み合わせても良い。
【0028】
本発明における低伸長部と高伸長部との形成方法の具体例としては、例えば、シングルの丸編機を使用し、ポリウレタンにナイロンをカバーリングしたカバーリング糸を地糸として天竺組織を編成し、この天竺組織を高伸度部とするとともに、低伸度部には、地糸に該カバーリング糸を、添え糸に熱融着糸をそれぞれ用いてこれらをプレーティングにより編み込み、高伸度部と同じか又は異なる組織、例えば天竺組織、ニットとミス(ウエルトともいう)又はタックとを組み合わせた組織で編成を行い、編成後に熱処理する方法が挙げられる。このような方法により、高伸度部と低伸度部とに同じ地糸を使用しつつ、該高伸度部と該低伸度部との伸度差を有する編地が得られる。
【0029】
本発明の丸編地においては、高伸度部の伸度が低伸度部の伸度の3〜10倍となるように編地を設計する必要がある。以下、高伸度部の伸度の、低伸度部の伸度に対する比を伸度比という。該伸度比は、テンシロン引張り試験機を用いて、高伸度部及び低伸度部のそれぞれについて、緯方向及び経方向の伸度測定値の平均値を伸度として求め、下記式、伸度比=高伸度部の伸度(%)/低伸度部の伸度(%)、に従って算出する。伸度比が3倍未満の場合には、身体の補型効果が小さく、また、伸度比が10倍より大きくなると、身体への締め付けが強すぎ、着用していて苦痛を感じることがある。上記伸度比は、好ましくは5〜9倍である。低伸度部の編成の際、熱融着糸の含有率が高くなるほど、及びミスループ数が多くなるほど、編地の伸度が抑えられ低伸度の編地となる。
【0030】
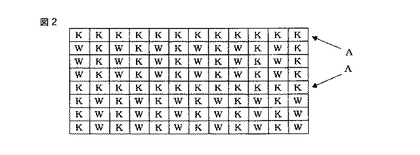
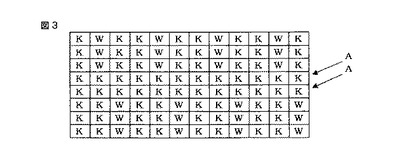
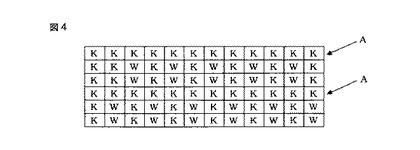
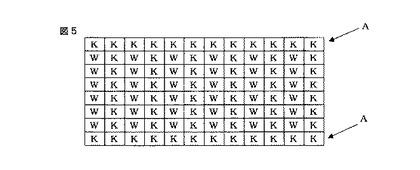
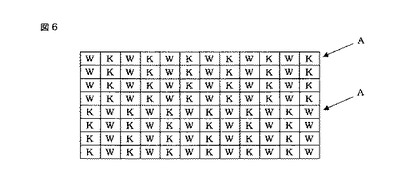
低伸長部においては、高伸度部と同じ組織であっても、熱融着糸を多く含有させることのみによって伸度を低くすることが可能であり、これにより低伸度部としての実質的な機能を発揮できる。しかし、熱融着糸を多く含有させることのみで低伸度部を作製する場合、伸長後の伸長回復が低く伸長前の状態に戻らないいわゆるワライ現象が生じやすい傾向がある。よって、低伸度でありながら高伸長回復性を示す低伸度部を形成するために、独特な組織を採用することが特に好ましい。例えば、低伸度部の具体的な編成組織としては、ミスループが、ウェール方向(編地緯方向)に少なくとも1ウェール、かつコース方向(編地経方向)に2〜7コース連続していることが好ましい。図2〜6に、本発明に係る丸編地における低伸度部の編成組織の例を示す。図2〜6においては一マスが一つのループ構造を示す。図2〜6中のAは、熱融着糸をカットボスにより編成するコースを示す。
【0031】
例えば図2に示す編成組織では、ウェール方向にニット(K)とミス(W)とを交互に編成するとともに、コース方向は、ミス(W)を3コース連続して編成し、4コース目をニット(K)で編成する。次に、1ウェール横(図中右)に移動して、上記と同様にウェール方向にニット(K)とミス(W)とを交互に編成し、コース方向にミス(W)を3コース連続して編成した後4コース目にニット(K)を編成する。この繰り返しにより編成を進める。
【0032】
図3に示す編成組織では、3コース連続してニット(K)とミス(W)とで編成し、4及び5コース目をニット(K)で編成し、2ウェール横(図中右)に移動することを繰り返す。図4に示す編成組織では、2コース連続してニット(K)とミス(W)とで編成し、3コース目をニット(K)で編成し、1ウェール横(図中右)に移動することを繰り返す。図5に示す編成組織では、1コース目をニット(K)で編成し、6コース連続してニット(K)とミス(W)とで編成し、8コース目をニット(K)で編成し、1ウェール横(図中右)に移動することを繰り返す。図6に示す編成組織では、4コース連続してニット(K)とミス(W)とで編成し、1ウェール横(図中右)に移動することを繰り返す。図2〜6中のAで示すように、図2〜6のうち、図2〜5に示す組織においてはニットループのみで編成されるコースに熱融着糸が交編される。
【0033】
熱融着糸(典型的には熱融着弾性糸)は、低伸度部の2〜7コース当たり1コースの割合で任意の部分に組入れることが好ましい。例えば、地糸と熱融着糸とのプレーティグによる編成をカットボスという交編法により行うことができる。中でも、全ループがニットループで構成されているコース(例えば図2における4コース目と8コース目)に、熱融着糸を、カットボスによるプレーティングにより編成するのが最も効果的である。
【0034】
ウェール方向のミスループは、少なくとも1ウェール存在することが好ましく、数ウェール連続していても良いが、ミスループがウェール方向に連続するとスナッギング等による物性低下が生じる場合がある。従って、ウェール方向のミスループを3ウェール以下とすることが特に好ましい。
【0035】
コース方向の連続するミスループは、伸度を抑える観点から2コース以上であることが好ましく、糸切れ等の発生を抑制する観点から7コース以下であることが好ましい。
【0036】
低伸度部の編成組織においては、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合であることが好ましい。ニットループが存在するコースを設定することによって風合いがソフトである丸編地を得ることができ、上記範囲の割合でニットループのみのコースを設ける場合、特に風合いが良好である。
【0037】
低伸度部の形状は、本発明の丸編地を用いて作製される衣料において所望される任意の形状であることができる。例えば図1に示すような台形の他、円形等のある所定の面積を持った形状、あるいは、直線状、曲線状、交差線状等の線状形状、等が可能である。線状形状の場合の線幅は、最大幅で20mm以上であることが好ましい。この場合低伸度部による補型効果を良好に発揮できる。
【0038】
本発明の丸編地は、従来公知の丸編用編機を用いて製造できる。例えば、釜径が10〜20インチ程度で、同一の給糸口において編み糸の切替が任意に可能なジャカード丸編機の使用が好ましい。所望の製品巾に応じて編機釜径を適宜選択できる。編機のゲージも任意選択が可能であるが、編地の審美性の観点からファインゲージ編機の使用が適しており、26〜40ゲージ程度の編機の使用が好ましく、特に28〜32ゲージの編機であれば審美性に加え伸縮性も良好な製品が得られるため好ましい。また、編地密度も伸縮性との兼ね合いにより適宜設定できる。
【0039】
本発明の丸編地は、上記のような丸編機を用いて編成された後に染色仕上げがされたものでもよい。染色仕上げにおいては、染色前の熱セット(いわゆるプレセット)により熱融着糸を融着させておくことが好ましい。プレセットは、通常、乾熱では140℃以上、湿熱では110℃以上の加熱工程によって行う。そのため、筒状のまま熱処理が可能なピンテンター等の乾熱セット機、又は、オートクレーブ等の湿熱(スチーム)セット機の使用による熱処理が好ましい。湿熱によるプレセットは、製品幅となる例えば30〜60cm程度の型枠に丸編地をセットし、そのまま湿熱処理する方法でも行える。上記いずれかの方法で、染色前に熱セットをしておく場合、熱融着糸による熱融着効果をより発揮できる点で有利である。
【0040】
熱融着糸の融点を超えない温度での染色であれば通常の染色仕上げ工程が使用できる。使用する繊維素材に応じた染色条件を採用でき、使用する染色機についても液流染色機、ウインス染色機等を任意に選択できる。なお、筒状編地をほぼ製品長に一枚ずつ裁断して、いわゆるピース染めを行う場合は、パドル染色機又はドラム染色機の使用が好ましく、吸水性及び柔軟性を向上させる加工も行える。さらに、丸編地の染色後に仕上げ熱セットを行うことができる。この場合、プレセット時に使用するのと同じ熱セット機を使用し、温度をプレセット時より5〜10℃低くして熱セットを行い仕上げればよい。
【0041】
本発明の丸編地は、上述の通り高伸度部と低伸度部という2種類の領域を有することを特徴とするが、縫製部をできるだけ少なくして衣料を作製するために、これら2種の領域以外の第3の領域を有していてもかまわない。第3の領域としては例えば図1におけるウエスト部1が挙げられる。当該部位における糸使い及び編組織等は特に限定されず、目的の衣料の特性に応じて決められる。
【0042】
<衣料>
本発明の丸編地は、単独又は他の布帛と組合せて衣料用に用いることができる。本発明の別の態様は、上述した本発明の丸編地から、編成後筒状部を縫製することなく形成されてなる衣料を提供する。本発明の丸編地の筒状部を開反することなく、そのまま、又は一部切断して、無縫製又は筒状部以外を部分的に縫製して、衣料を作製することができる。本発明の衣料の具体例としては、ガードル、レギンス、ブラジャー等の補型インナー商品、及び、コンプレッションウエア等のスポーツ商品が挙げられる。本発明の丸編地を用いることにより、これらの衣料にソフトな風合いと厚手感のない感触とを付与できる。
【実施例】
【0043】
以下、実施例により本発明を詳述する。無論、本発明はこれに限定されるものではない。なお、実施例における評価は以下の方法により行った。
【0044】
(1)伸度比
編地における高伸度部と低伸度部との伸度をそれぞれ測定し、下記式により伸度比を求めた。
伸度比=高伸度部の伸度(%)/低伸度部の伸度(%)
なお、伸度は、テンシロン引張り試験機を使用し、幅2.5cm、長さ(把持間隔)10cmの編地測定片を、300m/minの速度で伸長し、荷重14.7N(ニュートン)での伸度として測定した。高伸度部及び低伸度部ともに、経方向及び緯方向の伸度を測定し、その平均値を当該部分の伸度とした。なお、幅2.5cm、長さ10cmの編地の採取が困難な場合は、採取可能な寸法で試料を作製し、寸法で比率換算した測定荷重における伸度を測定し、これらより伸度比を求めた。
【0045】
(2)着用感
実施例及び比較例で製造した編地でガードルを製造し、その製品の実着用により着用感を評価した。下記の基準で3以上であれば、ソフトな風合いで着用感が良好であることを示す。数値は高いほど好ましい。
5 : ソフトでありながら良好な締め付け感が有り、快適である
4 : ソフトで着用していて快適である
3 : 着用していて不快ではない
2 : 風合いが硬い、あるいは、伸縮性が劣るので締め付け感が強く着用していて不快である
1 : 風合いが硬い、あるいは、伸縮性が特に劣るので締め付け感が特に強く、きわめて不快である
【0046】
(3)低伸度部の伸長回復性
低伸度部の伸長回復性を以下の方法で測定した。
試料の大きさ:低伸度部から長さ10cm(把持部除く)、幅2.5cmを切り取った。このとき、なるべく経方向の測定を行うが、経方向に試料が取れない場合は、緯方向及び斜め方向のうち長い方を試料とした。また、低伸度部が小さく、所定の大きさに試料が取れない場合は、長さ幅とも最大長とし、荷重を幅に応じて比例計算により軽くして測定した。
引張り試験機:テンシロン引張り試験機
初荷重:1N
引張り、戻し速度:300mm/分
引張り長:編地を10Nまで伸長(定荷重伸長)
測定:上記条件で伸長、戻しを3回繰り返し、3回伸長後の伸長回復率を測定した。
伸長回復率が80%以上である場合、着用していて審美性の問題はなく、評価結果が良好であることを示す。
【0047】
[実施例1]
同一の給糸口において任意に編み糸の変更が可能な釜径14インチ、28ゲージのコンピュータ制御丸編機(SANTONI社製 SM8−8 TOP2)を使用して編地を作製し、図1に示す、前身頃の中央部に低伸度部を有するロングガードルを製造した。
【0048】
編成では、ガードルのウエスト部1より弾性糸(商品名ロイカCR:旭化成せんい(株)製)155dtに、ナイロン加工糸33dt/10fを撚り数500T/mでカバーリングした被覆弾性糸と、弾性糸(商品名ロイカCR:旭化成せんい(株)製)22dtに、ナイロン加工糸56dt/48fを撚り数600T/mでカバーリングした被覆弾性糸とを1本交互で編成し、次いで腹部と脚部とを有する身頃部2の編成を行った。
【0049】
身頃部2は高伸度部3と低伸度部4との2つの領域を有する。高伸度部3は、ナイロン加工糸56dt/48fと、被覆弾性糸(弾性糸(商品名ロイカCR:旭化成せんい(株)製)17dtに、ナイロン加工糸13dt/7fを撚り数600T/mでカバーリングしたもの)とのプレーティグ編みにより天竺組織を編成した。低伸度部4は、編組織を図2に示すものとし、ニット(K)とミス(W)とが混在するコースでは高伸度部3と同じ糸使いとし、図2中のAで示すコースのみ、高伸度部の糸使いに加え、添え糸として熱融着糸55dt(商品名グリロン:エムスケミー・ジャパン製)を用い、低伸度部のみ熱融着糸が編み込まれる様、カットボスにより編成を行った。次いで、高伸度部3のみからなる脚部分を編成し、製品1着分の生機とした。
【0050】
編地を型枠にセットしたままスチームセットが可能な連続型枠セット機を使用し、編成された1着分の染色前編地を、編地の幅より約10%程度幅の広いボディ形状を模った型枠にセットした状態で120℃1分間スチームセットした。次いで、ウエスト部の始末、脚部端部の縫製を行なった後、パドル染色機を使用してナイロンの染色を行い、脱水、乾燥後、ボディサイズに模った型枠にセットし、110℃30秒でスチームセットして製品とした。
得られた製品の伸度比及び着用感を評価した。結果を表1に示す。
【0051】
[実施例2〜8、比較例1〜2]
実施例1において、低伸度部の組織を図3〜6に示すものに変更した編地(実施例2〜5)、低伸度部に使用する熱融着糸の繊度を変更した編地(実施例6〜8)、及び、実施例1において、熱融着糸を図1中の低伸度部4の全てのコースにカットボスにより交編した編地(比較例1)、さらに、実施例1において、低伸度部4に相当する編地部分も高伸度部3と同じ組織とし、低伸度部4に相当する部分にのみ熱融着糸を全コースカットボスにより編成し、これらを実施例1と同様に加工した編地(比較例2)を用いたガードル製品を縫製して、伸度比及び着用感の評価を行った。評価結果を表1に示す。
【0052】
表1に示す結果から、本発明の丸編地から製造されたガードルは、ソフトで適度な締め付け感を有するとともに補型性が良好であり、快適な製品であることが分かる。
【0053】
【表1】

【産業上の利用可能性】
【0054】
本発明の丸編地は、編地中に高伸度部と低伸度部とを有し、該丸編地から製造された衣料は、着用時に身体の補型性に優れるばかりでなく、ソフトであるため着用して低伸度部を曲げ伸ばした際に違和感を覚えることが少ない。よって、本発明の丸編地から製造される衣料は、ガードル、レギンス、ブラジャー等の補型インナー商品、及び、コンプレッションウエア等のスポーツ商品として好適である。
【符号の説明】
【0055】
1 ウエスト部
2 身頃部
3 高伸度部
4 低伸度部
A 熱融着糸をカットボスにより編成するコース
【技術分野】
【0001】
本発明は、弾性糸を含有し、編地中に伸度差を有する丸編地において、低伸度部がソフトな風合いを有し、厚手感のない丸編地を提供するものである。
【背景技術】
【0002】
従来、弾性糸を含有し、ジャガードラッセル編機や、編機径が16〜22インチ程度の小寸丸編機で編成され、筒状部を開反せずに脇部を縫製する事無く製品化されたインナー等の衣料において、編地中に、腹部抑えやヒップアップを目的に低伸度部を設け、これによる着圧増加効果を狙った補型インナーが販売されている。
【0003】
このような補型インナーの編地製造法としては、従来、ジャカードラッセル編機により、ナイロン等の非弾性糸の振り幅を変更して所望の部分の編地伸度を低伸度とする方法、丸編機として小寸の丸編機を使用し、弾性糸に非弾性糸を巻き付けたカバーリング糸の編成時の組織変更によ、編地中の伸度を変える方法、低伸度部をフロート組織とし、ミスループ糸をなす原糸がベース生地部の原糸より2倍ないし5倍の太さ及び/又は硬さの糸を使用して、編地の凹凸発現と伸び止め効果を狙う方法、該編地編成時に、凹凸部の凹部をなす部位を加熱によって互いに熱融着する繊維を原糸の少なくとも一部に用いて編成し、加熱により一体化させる方法、等が知られている(例えば、特許文献1)。
【0004】
また、熱融着糸による編地を抑制する方法において、熱融着糸による複数の編糸の接着力及び耐久性を向上させるために、筒状に編成する際、熱融着糸が1本の編針に給糸される複数の編糸の内側に挟まれた状態に位置するようにして編針に給糸して編成し、熱融着糸を溶融し編地のループを固着して伸縮抑制を行う方法も知られている(例えば、特許文献2)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−28648号公報
【特許文献2】特開2010−7208号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の方法は編地の伸び止めの効果を与える。しかし、低伸度部には太い繊維が使用され、地糸が密に配置されることにより、編地の風合いが硬く身体の曲げ伸ばし時の違和感が強い。また、熱融着糸を交編するのみでは伸び止め効果が小さく、伸び止め効果を大きく発揮させようとすると熱融着糸の含有率が増す。また、伸び止め効果を大きく発揮させるために低伸度部の厚みが増すと、身体の曲げ伸ばしの障害となるばかりでなく、アウターへ響いて審美性の良くないインナーとなる。
【0007】
このように、編地中に伸度差を有しながらも、ソフトで着用時の曲げ伸ばしに違和感が少なく、厚手感のない補型インナーは提案されていないのが現状である。
【0008】
本発明は、弾性糸を含有し編地中に伸度差を有する丸編地において、熱融着糸を含有する低伸度部がソフトな風合いであるにもかかわらず伸び止め効果が有り、しかも、厚手感のない丸編地の提供を目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を達成するための編成糸と編組織との組み合わせについて、着用耐久テスト等を含み鋭意検討した結果、本発明に至った。すなわち、本発明の目的は、以下の構成により達成できる。
【0010】
[1] 編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、
低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、
該地糸が該低伸度部と該高伸度部とで同一であり、
該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している、丸編地。
[2] 該低伸度部の編成組織において、ミスループが、ウェール方向に少なくとも1ウェールかつコース方向に2〜7コース連続している、上記[1]に記載の丸編地。
[3] 該低伸度部の編成組織において、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合で編成されている、上記[1]又は[2]に記載の丸編地。
[4] 上記[1]〜[3]のいずれかに記載の丸編地から、編成後筒状部を縫製することなく形成されてなる、衣料。
【発明の効果】
【0011】
本発明の丸編地においては編地中に高伸度部と低伸度部とが特定態様で構成されており、本発明の丸編地を用いることによって、着用時に身体の補型性に優れるばかりでなく、ソフトであるため着用して低伸度部を曲げ伸ばした際に違和感を覚えることが少なく、また低伸度部の厚手感がない衣料を提供できる。
【図面の簡単な説明】
【0012】
【図1】高伸度部と低伸度部とを有する本発明の丸編地を用いて形成される衣料の一例としてのガードルの構成を示す模式図である。
【図2】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図3】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図4】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図5】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【図6】本発明に係る丸編地における低伸度部の編成組織の例を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。
【0014】
<丸編地>
本発明は、編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、該地糸が該低伸度部と該高伸度部とで同一であり、該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している丸編地を提供する。
【0015】
弾性糸としては、補型インナー等の衣料において一般に好適に用いられる弾性糸を使用できる。より具体的には、ポリウレタン系、ポリエーテルエステル系等の弾性糸を好ましく使用できる。例えばポリウレタン系弾性糸では、乾式紡糸又は溶融紡糸したものが使用でき、ポリマー及び紡糸方法は特に限定されない。弾性糸の破断伸度は400%〜1000%程度であることが好ましく、また、伸縮性に優れ、染色加工時のプレセット工程の通常処理温度180℃近辺で伸縮性を損なわないことが好ましい。なお、弾性糸に特殊ポリマー又は粉体を添加することにより、高セット性、抗菌性、吸湿性、吸水性等の機能性を付与した弾性糸も使用可能である。弾性糸の繊度については、10〜110dt(デシテックス、以下同じ記号を使用する)程度を通常採用でき、特に、20〜80dt程度の弾性糸の使用が好ましい。
【0016】
本明細書において、熱融着糸とは、乾熱120℃で1分間の熱処理、又は、湿熱110℃で30秒間の熱処理、によって溶融して融着する性質を有する繊維を意味する。熱融着糸としてはポリアミド系繊維、ポリエステル系繊維、ポリウレタン系繊維等が挙げられるが、ポリアミド系繊維の使用が好ましい。また、熱融着糸の繊度については、使用する編機で編成可能な繊度であれば良いが、繊度が大き過ぎると風合いが硬くなり、また、熱融着後に融着して固まった部分に肌が触れると皮膚に対する刺激を発生させる可能性が有り、一方、熱融着糸の繊度が小さすぎると熱融着効果が小さい傾向がある。従って、熱融着糸の繊度は33dt〜120dt程度であることが好ましく、40〜90dtであることがより好ましい。
【0017】
本発明の丸編地は、弾性糸を含有していることを特徴とするが、弾性糸は必ずしも全コース交編されている必要は無く、例えば1〜数コース毎に弾性糸が交編されていないコースが存在しても良い。しかし、伸縮性及びフィット感の観点から、弾性糸は全コースに交編されているか、1コース毎に交編されている状態が好ましい。また、丸編地中に弾性糸を含有させる方法については特に限定はなく、非弾性糸と弾性糸とを同時に編成するプレーティングによリ編成する方法、弾性糸に非弾性糸を被覆した被覆弾性糸を編成する方法、非弾性糸に被覆弾性糸をプレーティグにより編成する方法等の任意の方法が可能である。なお、弾性糸に非弾性糸を被覆する方法についても任意の方法を採用でき、カバーリング法、撚糸法、エアー交絡法等により被覆弾性糸の製造が可能である。無論、非弾性糸と被覆弾性糸とをプレーティング編する方法、被覆弾性糸と弾性糸とをプレーティング編する方法等も可能である。
【0018】
非弾性糸としては、ポリエステル、ポリトリメチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維等の合成繊維、及び、綿、キュプラ、レーヨン等のセルロース繊維、羊毛等の獣毛繊維等、任意の繊維の使用が可能である。
【0019】
非弾性糸の繊度としては10〜160dt程度が通常可能であるが、編地の破裂強度及び厚み感の観点から、13〜110dt程度の繊維の使用が好ましい。
【0020】
本発明において、弾性糸、及び非弾性糸(用いる場合)である繊維の断面形状は、それぞれ丸型、楕円形、W型、繭型、中空等の任意の形状であることができる。さらに、繊維の形態についても特に限定されず、原糸、仮撚糸等の捲縮加工糸、又は紡績糸が使用できる。
【0021】
本発明による丸編地とは、シングル、又は、ダブルの丸編機(例えば、サントニー社製 SM8−8 TOP2等 釜径が10〜20インチ程度)で編成される編地である。上記の丸編機としては、コンピュータによる柄制御が可能で、場合によっては製品1枚毎に切り離されて編成される丸編機を好ましく使用できる。丸編地は、編地編成後、筒状になっている丸編地の耳部を裁断して開反することなく筒状のまま染色加工を行い、製品長となっている上下の開口部を縫製するか、又は裁断したままで、衣料等に製品化できる。
【0022】
本発明の丸編地の編組織は目的に応じて選択可能であり、例えば、天竺組織に、タック組織、ウエルト組織又はこれら両組織を組み合わせることができる。このような任意の編組織を適宜選択して、所望の伸縮性及びフィット感を与える編地の製造が可能である。
【0023】
図1は、高伸度部と低伸度部とを有する本発明の丸編地を用いて形成される衣料の一例としてのガードルの構成を示す模式図である。本発明に係る衣料は、例えば図1に示すような、ウエスト部1及び身頃部2からなり、該身頃部2が高伸長部3及び低伸長部4からなるガードルであることができる。
【0024】
本発明の丸編地は、編成組織を構成する地糸として少なくとも弾性糸を含有し、編地中に低伸度部と高伸度部とを有するため、身体の補型の目的に対して有用である。例えば、ガードル等のボトムでは、低伸度部を腹部に配置すればお腹を押さえる効果が得られ、低伸度部をヒップ部に配置すればヒップアップ効果が期待できる。また、ブラジャー等の身体にフィットするトップスでは防振効果が期待できる。
【0025】
本発明の編地においては、低伸度部と高伸度部とで同一の地糸を用いることにより、編地の厚みが平滑になるという利点が得られる。また本発明の編地においては、低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着していることにより、高伸長部と地糸が同一でありながら所望の補型性が付与された低伸長部が形成される。熱融着糸は典型的には熱融着弾性糸である。熱融着糸は典型的には添え糸として低伸長部のみに設けられる。添え糸である熱融着糸の交編は、ニット、ミス及びタックの組み合わせ組織中に任意に可能であるが、熱融着糸による伸び止め効果を効率よく発揮する観点から、ニットループのみで編成されるコースに熱融着糸を交編するのが好ましい。また、熱融着糸の交編割合(編地低伸度部を構成するコース全体における熱融着糸が交編されたコースの割合)が高くなるほど編地の伸度は低くなり、編地の風合いが硬くなるため、高伸度部の編地の伸度も考慮して、熱融着糸の交編組織を決定すれば良い。
【0026】
低伸長部の熱融着糸の交編割合の例としては、2〜7コースに1コースの割合で熱融着糸が交編されていることが好ましい。
【0027】
低伸長部と高伸長部とで伸度差を設ける手段として、低伸度部に熱融着糸を含有させることに加え、例えば、低伸長部と高伸長部とで異なる編組織を採用する方法等を組み合わせても良い。
【0028】
本発明における低伸長部と高伸長部との形成方法の具体例としては、例えば、シングルの丸編機を使用し、ポリウレタンにナイロンをカバーリングしたカバーリング糸を地糸として天竺組織を編成し、この天竺組織を高伸度部とするとともに、低伸度部には、地糸に該カバーリング糸を、添え糸に熱融着糸をそれぞれ用いてこれらをプレーティングにより編み込み、高伸度部と同じか又は異なる組織、例えば天竺組織、ニットとミス(ウエルトともいう)又はタックとを組み合わせた組織で編成を行い、編成後に熱処理する方法が挙げられる。このような方法により、高伸度部と低伸度部とに同じ地糸を使用しつつ、該高伸度部と該低伸度部との伸度差を有する編地が得られる。
【0029】
本発明の丸編地においては、高伸度部の伸度が低伸度部の伸度の3〜10倍となるように編地を設計する必要がある。以下、高伸度部の伸度の、低伸度部の伸度に対する比を伸度比という。該伸度比は、テンシロン引張り試験機を用いて、高伸度部及び低伸度部のそれぞれについて、緯方向及び経方向の伸度測定値の平均値を伸度として求め、下記式、伸度比=高伸度部の伸度(%)/低伸度部の伸度(%)、に従って算出する。伸度比が3倍未満の場合には、身体の補型効果が小さく、また、伸度比が10倍より大きくなると、身体への締め付けが強すぎ、着用していて苦痛を感じることがある。上記伸度比は、好ましくは5〜9倍である。低伸度部の編成の際、熱融着糸の含有率が高くなるほど、及びミスループ数が多くなるほど、編地の伸度が抑えられ低伸度の編地となる。
【0030】
低伸長部においては、高伸度部と同じ組織であっても、熱融着糸を多く含有させることのみによって伸度を低くすることが可能であり、これにより低伸度部としての実質的な機能を発揮できる。しかし、熱融着糸を多く含有させることのみで低伸度部を作製する場合、伸長後の伸長回復が低く伸長前の状態に戻らないいわゆるワライ現象が生じやすい傾向がある。よって、低伸度でありながら高伸長回復性を示す低伸度部を形成するために、独特な組織を採用することが特に好ましい。例えば、低伸度部の具体的な編成組織としては、ミスループが、ウェール方向(編地緯方向)に少なくとも1ウェール、かつコース方向(編地経方向)に2〜7コース連続していることが好ましい。図2〜6に、本発明に係る丸編地における低伸度部の編成組織の例を示す。図2〜6においては一マスが一つのループ構造を示す。図2〜6中のAは、熱融着糸をカットボスにより編成するコースを示す。
【0031】
例えば図2に示す編成組織では、ウェール方向にニット(K)とミス(W)とを交互に編成するとともに、コース方向は、ミス(W)を3コース連続して編成し、4コース目をニット(K)で編成する。次に、1ウェール横(図中右)に移動して、上記と同様にウェール方向にニット(K)とミス(W)とを交互に編成し、コース方向にミス(W)を3コース連続して編成した後4コース目にニット(K)を編成する。この繰り返しにより編成を進める。
【0032】
図3に示す編成組織では、3コース連続してニット(K)とミス(W)とで編成し、4及び5コース目をニット(K)で編成し、2ウェール横(図中右)に移動することを繰り返す。図4に示す編成組織では、2コース連続してニット(K)とミス(W)とで編成し、3コース目をニット(K)で編成し、1ウェール横(図中右)に移動することを繰り返す。図5に示す編成組織では、1コース目をニット(K)で編成し、6コース連続してニット(K)とミス(W)とで編成し、8コース目をニット(K)で編成し、1ウェール横(図中右)に移動することを繰り返す。図6に示す編成組織では、4コース連続してニット(K)とミス(W)とで編成し、1ウェール横(図中右)に移動することを繰り返す。図2〜6中のAで示すように、図2〜6のうち、図2〜5に示す組織においてはニットループのみで編成されるコースに熱融着糸が交編される。
【0033】
熱融着糸(典型的には熱融着弾性糸)は、低伸度部の2〜7コース当たり1コースの割合で任意の部分に組入れることが好ましい。例えば、地糸と熱融着糸とのプレーティグによる編成をカットボスという交編法により行うことができる。中でも、全ループがニットループで構成されているコース(例えば図2における4コース目と8コース目)に、熱融着糸を、カットボスによるプレーティングにより編成するのが最も効果的である。
【0034】
ウェール方向のミスループは、少なくとも1ウェール存在することが好ましく、数ウェール連続していても良いが、ミスループがウェール方向に連続するとスナッギング等による物性低下が生じる場合がある。従って、ウェール方向のミスループを3ウェール以下とすることが特に好ましい。
【0035】
コース方向の連続するミスループは、伸度を抑える観点から2コース以上であることが好ましく、糸切れ等の発生を抑制する観点から7コース以下であることが好ましい。
【0036】
低伸度部の編成組織においては、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合であることが好ましい。ニットループが存在するコースを設定することによって風合いがソフトである丸編地を得ることができ、上記範囲の割合でニットループのみのコースを設ける場合、特に風合いが良好である。
【0037】
低伸度部の形状は、本発明の丸編地を用いて作製される衣料において所望される任意の形状であることができる。例えば図1に示すような台形の他、円形等のある所定の面積を持った形状、あるいは、直線状、曲線状、交差線状等の線状形状、等が可能である。線状形状の場合の線幅は、最大幅で20mm以上であることが好ましい。この場合低伸度部による補型効果を良好に発揮できる。
【0038】
本発明の丸編地は、従来公知の丸編用編機を用いて製造できる。例えば、釜径が10〜20インチ程度で、同一の給糸口において編み糸の切替が任意に可能なジャカード丸編機の使用が好ましい。所望の製品巾に応じて編機釜径を適宜選択できる。編機のゲージも任意選択が可能であるが、編地の審美性の観点からファインゲージ編機の使用が適しており、26〜40ゲージ程度の編機の使用が好ましく、特に28〜32ゲージの編機であれば審美性に加え伸縮性も良好な製品が得られるため好ましい。また、編地密度も伸縮性との兼ね合いにより適宜設定できる。
【0039】
本発明の丸編地は、上記のような丸編機を用いて編成された後に染色仕上げがされたものでもよい。染色仕上げにおいては、染色前の熱セット(いわゆるプレセット)により熱融着糸を融着させておくことが好ましい。プレセットは、通常、乾熱では140℃以上、湿熱では110℃以上の加熱工程によって行う。そのため、筒状のまま熱処理が可能なピンテンター等の乾熱セット機、又は、オートクレーブ等の湿熱(スチーム)セット機の使用による熱処理が好ましい。湿熱によるプレセットは、製品幅となる例えば30〜60cm程度の型枠に丸編地をセットし、そのまま湿熱処理する方法でも行える。上記いずれかの方法で、染色前に熱セットをしておく場合、熱融着糸による熱融着効果をより発揮できる点で有利である。
【0040】
熱融着糸の融点を超えない温度での染色であれば通常の染色仕上げ工程が使用できる。使用する繊維素材に応じた染色条件を採用でき、使用する染色機についても液流染色機、ウインス染色機等を任意に選択できる。なお、筒状編地をほぼ製品長に一枚ずつ裁断して、いわゆるピース染めを行う場合は、パドル染色機又はドラム染色機の使用が好ましく、吸水性及び柔軟性を向上させる加工も行える。さらに、丸編地の染色後に仕上げ熱セットを行うことができる。この場合、プレセット時に使用するのと同じ熱セット機を使用し、温度をプレセット時より5〜10℃低くして熱セットを行い仕上げればよい。
【0041】
本発明の丸編地は、上述の通り高伸度部と低伸度部という2種類の領域を有することを特徴とするが、縫製部をできるだけ少なくして衣料を作製するために、これら2種の領域以外の第3の領域を有していてもかまわない。第3の領域としては例えば図1におけるウエスト部1が挙げられる。当該部位における糸使い及び編組織等は特に限定されず、目的の衣料の特性に応じて決められる。
【0042】
<衣料>
本発明の丸編地は、単独又は他の布帛と組合せて衣料用に用いることができる。本発明の別の態様は、上述した本発明の丸編地から、編成後筒状部を縫製することなく形成されてなる衣料を提供する。本発明の丸編地の筒状部を開反することなく、そのまま、又は一部切断して、無縫製又は筒状部以外を部分的に縫製して、衣料を作製することができる。本発明の衣料の具体例としては、ガードル、レギンス、ブラジャー等の補型インナー商品、及び、コンプレッションウエア等のスポーツ商品が挙げられる。本発明の丸編地を用いることにより、これらの衣料にソフトな風合いと厚手感のない感触とを付与できる。
【実施例】
【0043】
以下、実施例により本発明を詳述する。無論、本発明はこれに限定されるものではない。なお、実施例における評価は以下の方法により行った。
【0044】
(1)伸度比
編地における高伸度部と低伸度部との伸度をそれぞれ測定し、下記式により伸度比を求めた。
伸度比=高伸度部の伸度(%)/低伸度部の伸度(%)
なお、伸度は、テンシロン引張り試験機を使用し、幅2.5cm、長さ(把持間隔)10cmの編地測定片を、300m/minの速度で伸長し、荷重14.7N(ニュートン)での伸度として測定した。高伸度部及び低伸度部ともに、経方向及び緯方向の伸度を測定し、その平均値を当該部分の伸度とした。なお、幅2.5cm、長さ10cmの編地の採取が困難な場合は、採取可能な寸法で試料を作製し、寸法で比率換算した測定荷重における伸度を測定し、これらより伸度比を求めた。
【0045】
(2)着用感
実施例及び比較例で製造した編地でガードルを製造し、その製品の実着用により着用感を評価した。下記の基準で3以上であれば、ソフトな風合いで着用感が良好であることを示す。数値は高いほど好ましい。
5 : ソフトでありながら良好な締め付け感が有り、快適である
4 : ソフトで着用していて快適である
3 : 着用していて不快ではない
2 : 風合いが硬い、あるいは、伸縮性が劣るので締め付け感が強く着用していて不快である
1 : 風合いが硬い、あるいは、伸縮性が特に劣るので締め付け感が特に強く、きわめて不快である
【0046】
(3)低伸度部の伸長回復性
低伸度部の伸長回復性を以下の方法で測定した。
試料の大きさ:低伸度部から長さ10cm(把持部除く)、幅2.5cmを切り取った。このとき、なるべく経方向の測定を行うが、経方向に試料が取れない場合は、緯方向及び斜め方向のうち長い方を試料とした。また、低伸度部が小さく、所定の大きさに試料が取れない場合は、長さ幅とも最大長とし、荷重を幅に応じて比例計算により軽くして測定した。
引張り試験機:テンシロン引張り試験機
初荷重:1N
引張り、戻し速度:300mm/分
引張り長:編地を10Nまで伸長(定荷重伸長)
測定:上記条件で伸長、戻しを3回繰り返し、3回伸長後の伸長回復率を測定した。
伸長回復率が80%以上である場合、着用していて審美性の問題はなく、評価結果が良好であることを示す。
【0047】
[実施例1]
同一の給糸口において任意に編み糸の変更が可能な釜径14インチ、28ゲージのコンピュータ制御丸編機(SANTONI社製 SM8−8 TOP2)を使用して編地を作製し、図1に示す、前身頃の中央部に低伸度部を有するロングガードルを製造した。
【0048】
編成では、ガードルのウエスト部1より弾性糸(商品名ロイカCR:旭化成せんい(株)製)155dtに、ナイロン加工糸33dt/10fを撚り数500T/mでカバーリングした被覆弾性糸と、弾性糸(商品名ロイカCR:旭化成せんい(株)製)22dtに、ナイロン加工糸56dt/48fを撚り数600T/mでカバーリングした被覆弾性糸とを1本交互で編成し、次いで腹部と脚部とを有する身頃部2の編成を行った。
【0049】
身頃部2は高伸度部3と低伸度部4との2つの領域を有する。高伸度部3は、ナイロン加工糸56dt/48fと、被覆弾性糸(弾性糸(商品名ロイカCR:旭化成せんい(株)製)17dtに、ナイロン加工糸13dt/7fを撚り数600T/mでカバーリングしたもの)とのプレーティグ編みにより天竺組織を編成した。低伸度部4は、編組織を図2に示すものとし、ニット(K)とミス(W)とが混在するコースでは高伸度部3と同じ糸使いとし、図2中のAで示すコースのみ、高伸度部の糸使いに加え、添え糸として熱融着糸55dt(商品名グリロン:エムスケミー・ジャパン製)を用い、低伸度部のみ熱融着糸が編み込まれる様、カットボスにより編成を行った。次いで、高伸度部3のみからなる脚部分を編成し、製品1着分の生機とした。
【0050】
編地を型枠にセットしたままスチームセットが可能な連続型枠セット機を使用し、編成された1着分の染色前編地を、編地の幅より約10%程度幅の広いボディ形状を模った型枠にセットした状態で120℃1分間スチームセットした。次いで、ウエスト部の始末、脚部端部の縫製を行なった後、パドル染色機を使用してナイロンの染色を行い、脱水、乾燥後、ボディサイズに模った型枠にセットし、110℃30秒でスチームセットして製品とした。
得られた製品の伸度比及び着用感を評価した。結果を表1に示す。
【0051】
[実施例2〜8、比較例1〜2]
実施例1において、低伸度部の組織を図3〜6に示すものに変更した編地(実施例2〜5)、低伸度部に使用する熱融着糸の繊度を変更した編地(実施例6〜8)、及び、実施例1において、熱融着糸を図1中の低伸度部4の全てのコースにカットボスにより交編した編地(比較例1)、さらに、実施例1において、低伸度部4に相当する編地部分も高伸度部3と同じ組織とし、低伸度部4に相当する部分にのみ熱融着糸を全コースカットボスにより編成し、これらを実施例1と同様に加工した編地(比較例2)を用いたガードル製品を縫製して、伸度比及び着用感の評価を行った。評価結果を表1に示す。
【0052】
表1に示す結果から、本発明の丸編地から製造されたガードルは、ソフトで適度な締め付け感を有するとともに補型性が良好であり、快適な製品であることが分かる。
【0053】
【表1】
【産業上の利用可能性】
【0054】
本発明の丸編地は、編地中に高伸度部と低伸度部とを有し、該丸編地から製造された衣料は、着用時に身体の補型性に優れるばかりでなく、ソフトであるため着用して低伸度部を曲げ伸ばした際に違和感を覚えることが少ない。よって、本発明の丸編地から製造される衣料は、ガードル、レギンス、ブラジャー等の補型インナー商品、及び、コンプレッションウエア等のスポーツ商品として好適である。
【符号の説明】
【0055】
1 ウエスト部
2 身頃部
3 高伸度部
4 低伸度部
A 熱融着糸をカットボスにより編成するコース
【特許請求の範囲】
【請求項1】
編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、
低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、
該地糸が該低伸度部と該高伸度部とで同一であり、
該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している、丸編地。
【請求項2】
該低伸度部の編成組織において、ミスループが、ウェール方向に少なくとも1ウェールかつコース方向に2〜7コース連続している、請求項1に記載の丸編地。
【請求項3】
該低伸度部の編成組織において、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合で編成されている、請求項1又は2に記載の丸編地。
【請求項4】
請求項1〜3のいずれか1項に記載の丸編地から、編成後筒状部を縫製することなく形成されてなる、衣料。
【請求項1】
編成組織を構成する地糸として少なくとも弾性糸を含有する丸編地であって、
低伸度部と、伸度が該低伸度部の3〜10倍である高伸度部とを有し、
該地糸が該低伸度部と該高伸度部とで同一であり、
該低伸度部が熱融着糸を含有し、かつ該熱融着糸の少なくとも一部が互いに熱融着している、丸編地。
【請求項2】
該低伸度部の編成組織において、ミスループが、ウェール方向に少なくとも1ウェールかつコース方向に2〜7コース連続している、請求項1に記載の丸編地。
【請求項3】
該低伸度部の編成組織において、ニットループのみのコースが、2〜7コース当たり1〜2コースの割合で編成されている、請求項1又は2に記載の丸編地。
【請求項4】
請求項1〜3のいずれか1項に記載の丸編地から、編成後筒状部を縫製することなく形成されてなる、衣料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−12733(P2012−12733A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2010−151040(P2010−151040)
【出願日】平成22年7月1日(2010.7.1)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成22年7月1日(2010.7.1)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]