
少なくとも5mmの周辺厚さを有するZnSレンズを備えるレーザー集束ヘッド、およびそのような集束ヘッドを用いた方法およびレーザー切削ユニット
本発明は、コリメータレンズ(13)および集束レンズ(14)を含み、コリメータレンズ(13)および充足レンズ(14)がZnSからなるとともに少なくとも5mmの周辺厚さを有する、レーザービームを集束させるためのヘッドに関する。さらに、40から50°の入射角(α)にて作用する折り畳み反射鏡(15)が前記集束ヘッド内のレーザービームの経路における、コリメーティングレンズ(13)と集束レンズ(14)との間に設けられる。本発明はさらに:、1.06から1.10μmの波長および0.1から25kWの出力を有する固体レーザー(SL)装置と、本発明に係る集束ヘッドと、そして、固体レーザー(SL)装置から集束ヘッドにレーザービームを伝達するように、固体レーザー(SL)装置を集束ヘッドに接続する伝達ファイバー(CF)を備えるレーザービーム切削機器に関する。

【発明の詳細な説明】
【発明の概要】
【0001】
本発明は、特に、ファイバーレーザーである固体レーザーにおいて利用される光学的な構造、焦点ドリフト(focal drift)および集束ヘッドの光学素子(optics)のレーザー損傷の問題を制御するための切削ヘッド、および、そのような集束ヘッドに設けられる特にイッテルビウム添加ファイバーレーザーユニットであるレーザーユニットに関する。
【0002】
ファイバーまたはディスクレーザーのような固体レーザーの最新世代は、Nd:YAGレーザーのような固体レーザーと違って、多大な進歩の利益を得るとともに、卓越した性質ファクタ(quality factor)あるいはBPP(Beam Product Parameter)で数kWの出力レベルを合成する。
【0003】
これらのレーザーが、CO2レーザーの波長(10.6μm)より短い光ファイバーで伝達可能な金属がよく吸収する波長(1.07μm)であって金属材料を切削することに適した光源であり、全体サイズがより小さく、より高い信頼性を有するとの特徴に加え、その高い輝度は、金属または非金属材料の切削性能を著しく改善する。
【0004】
一般的に、ファイバーレーザー切削ユニットは、光源と、切削する部分の厚みにビームを集束する集束ヘッドとも呼ばれる切削ヘッドにレーザービームを直接伝達するための光学装置とを備える。
【0005】
レーザー光源は、少なくとも1つのビーム伝達光ファイバーに装着されたイッテルビウム(Yb)添加ファイバーレーザーであり、切削ヘッドは、切削すべき部分に集束レーザービームを送り込むための、光学的にコリメートし、方向転換し、集束させる装置を備える。
【0006】
集束レンズのようなレーザー切削ヘッドの光学装置は、一般的にはレーザー光源の特性および光学素子におけるビームの直径に応じて1から10kW/cm2という高い表面出力密度(surface power densities)に耐えなければならず、それらを傷つける汚染環境下での動作にも十分耐えなければならない。
【0007】
連続レーザー放射モードにおいて、光学素子の損傷は、当初は視認できる損傷を伴わずに、基本的には熱的現象に起因した光学素子の性能の段階的な低下の形で、一般的に表れる。
【0008】
特に、光学素子の被覆材や基質の残留吸収(residual absorption)は、特にレンズのような透過性要素の場合において、光学要素の非一様な加熱や熱ひずみの生成に繋がる。これらのメカニズムは、レーザー光のパラメータや性質に影響を及ぼし、長期間の照射の後には、光学要素の悪化、焼け跡の発生、コーティングの剥離を生じ得る。
【0009】
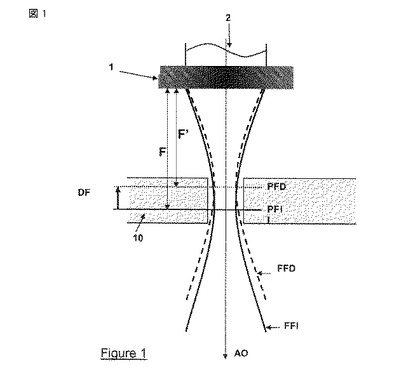
また、切削ヘッドの光学素子の昇温は、図1に示されたように、熱レンズ効果に起因して、ビームの焦点において焦点ドリフトとも呼ばれるドリフトDFを生じる。レンズ1が照射されているとき、光軸(AO)に沿って供給される高出力のコリメートされたレーザービーム2によって、レンズ1はその中心で熱せられ、一方でその端部は冷える。レンズ1において放射状の熱勾配が発生する。この勾配の大きさは、レンズ1で受けられる出力密度が高いほど大きくなる。この熱勾配は、材料の屈折率の勾配を生成する。この現象は、レンズ1の材料の熱膨張効果と相まって、レンズ1の屈曲の有効半径を変更するとともに、その焦点調整特性を変更する。レンズから距離Fだけ離れた位置にあるビームの初期焦点面(PFI)は、ビームの伝播方向に沿って移動し、距離F’にあるシフト焦点面(PFD)に到達するまで集束レンズ1に近づく。初期集束ビーム(FFI)は、そのとき切削特性が劣るシフト集束ビーム(FFD)に変形する。
【0010】
環境すなわち塵埃、メタルスパッタ(metal spatter)あるいは湿気、そしてその老朽化による光学素子の表面の汚染は、レンズの吸収作用の増大および次第に加熱を増大させる要因であり、焦点ドリフトの大きさを時間の経過とともに増大させる。
【0011】
ところで、工業用レーザー切削プロセスの性能特性は、切削速度、切削性質すなわち直線的で滑らかでかつバリのない切削面、そしてそのプロセスの運転パラメータにおける公差によって評価される。
【0012】
とりわけ非常に薄い板すなわち4mmおよびより高い厚さの板が切削されなければならない場合、ファイバーレーザー切削プロセスは、プロセスを受ける表面に関するビームの焦点位置の変動に敏感である。焦点位置の許容誤差は、一般的に±0.5mmである。レーザービームの焦点位置が許容誤差を超えて変動した場合、もはや最適な切削性能を維持することはできない。
【0013】
一つの解決策は、焦点ドリフトを補正するために新しい切削パラメータを見つけること、あるいは焦点ヘッドの光学素子を交換することである。結果として、自動化された工業プロセスの生産性は低下する。
【0014】
切削操作の間に焦点位置が変動すると、ある部分から他の部分あるいは同一部分のある面から他の面へと非同一の切削性能をもたらすように、致命的な問題が発生する。
【0015】
上述の現象は、切削プロセスの性能の耐久性はレーザービームを伝播させるための光学装置の抵抗に強く依存していることを示す。焦点位置はファイバーレーザー切削プロセスの重要なパラメータであるため、ビームの焦点位置は可能な限り安定的で、さらに如何なるドリフトも許容誤差の範囲内に収まるべきことが必要となる。高出力の光学要素によって生じる熱ひずみは、それらを損傷から防ぐために最少でなければならない。これら全ての要求は、レーザー切削ヘッドの焦点システムを構成する光学素子を選択する際に考慮されなければならない。
【0016】
発生する問題は、切削プリケーション(cutting applications)に高輝度レーザービームを伝達することに困難があるということである。利用可能なレーザー出力レベルは上昇し続けているが、光学装置の抵抗が切削に用いることができる出力レベルを限定している。これは、高輝度ビームが卓越した性質ファクタ、すなわち例えば0.33mm.mrad程度の低いBPP値にて結合されたそれらの高出力レベルによって特徴付けられるからである。これは、焦点ヘッドの光学素子の表面における非常に高い出力密度および熱勾配と歪の増大を招く。高輝度レーザーのより短い波長は光学要素の基質や表面コーティングに存在する過度の加熱を局部的に発生させるという欠点に対してより敏感であるため、レーザー損傷への光学材料の抵抗は従来のCO2レーザーよりも高輝度レーザーの方が小さい。
【0017】
すなわち、解決されるべき問題は、特に高出力レーザー切削プロセス、すなわち少なくとも1kWの出力を有する切削プロセスを使用しているときに切削性能の持続を保証すべく、上述した固体レーザーを使用している間、特にイッテルビウム添加ファイバーレーザーのようなファイバーレーザーを使用しているときに生じる光学素子の損傷や焦点ドリフトの困難を制御できるようにすることである。
【0018】
本発明の解決策は、コリメーティングレンズおよび集束レンズを備えるレーザービーム集束ヘッドであって、上記コリメーティングレンズおよび上記集束レンズは、ZnSからなり、端部において少なくとも5mmの厚さを有し、そして、40から50°の入射角(α)にて作用する偏光反射鏡が、上記集束ヘッド内のレーザービームの経路における、コリメーティングレンズと集束レンズとの間に設けられることによって特徴付けられるレーザービーム集束ヘッドである。
【0019】
場合によって、本発明の集束ヘッドは、以下の特徴の1または複数を有するかもしれない:
− 上記コリメーティングレンズおよび上記集束レンズは、端部において少なくとも5から10mm、好ましくは6から8mmの厚さを有する;
− 上記コリメーティングレンズおよび上記集束レンズは、35から55mmの直径を有する; そして、
− 上記偏光反射鏡は、シリカからなる。
【0020】
また、本発明は、
− 1.06から1.10μmの波長および0.1から25kWの出力のレーザービームを放射する固体レーザー装置と、
− 上記各請求項のいずれか1項に記載された集束ヘッドと、
− 上記集束ヘッドに上記固体レーザー装置によって放射された上記レーザービームを伝達するために、上記固体レーザー装置を上記集束ヘッドに接続する伝達ファイバーと、
を備えるレーザー切削ユニットに関する。
【0021】
場合によって、本発明のユニットは、以下の特徴の1または複数を有するかもしれない:
− 上記固体レーザー装置は、ファイバーレーザー型であり、好ましくはイッテルビウム添加ファイバーレーザーである;
− 上記固体レーザー装置は、連続的、準連続的、あるいはパルス状のモード、好ましくは連続的なモードで、1から5kWの出力にてレーザービームを放射する;
− 上記伝達ファイバーは、150μmを超えない、好ましくは50μmから100μmの直径を有する;
− 上記固体レーザー装置は、1.6から4mm.mradのBPPを有するレーザービームを放射する;
− 上記伝達ファイバーは、50μmの直径および1.6から2.2mm.mradのBPPを有し、上記コリメーティングレンズは、70から120mmの焦点距離を有し、上記集束レンズは、200から450mmの焦点距離を有する。より正確には、上記伝達ファイバーが50μmの直径を有する場合においては、そのBPPは1.6から2.2mm.mradであり、上記コリメーティングレンズの焦点距離は、70から120mm、好ましくは70から90mmである。10mmよりも真に小さい厚さを有する材料を切削するためには、集束レンズ焦点距離は200から300mm、好適には220から280mmが有利であり、一方、10mmあるいはそれ以上の厚さを有する材料を切削するためには、集束レンズ焦点距離は350から450mm、好適には380から420mmが有利である;
− 上記伝達ファイバー(FDC)は、100μmの直径および2.6から4mm.mradのBPPを有し、上記コリメーティングレンズは、130から180mmの焦点距離を有し、上記集束レンズは、200から450mmの焦点距離を有する。より正確には、上記伝達ファイバーが100μmの直径を有する場合においては、そのBPPは2.6から4mm.mradであり、上記コリメーティングレンズの焦点距離は、130から180mm、好ましくは140から180mmである。10mmよりも真に小さい厚さを有する材料を切削するためには、集束レンズ焦点距離は200から300mm、好適には220から280mmが有利であり、一方、10mmあるいはそれ以上の厚さを有する材料を切削するためには、集束レンズ焦点距離は350から450mm、好適には380から420mmが有利である;
− 上記集束レンズは、200から450mmの焦点距離を有する。
【0022】
またさらに、本発明は、金属部分を切削するための、本発明に係るレーザー切削ユニットあるいは集束ヘッドが使用されるレーザー切削プロセスに関する。
【図面の簡単な説明】
【0023】
特にファイバーレーザー切削ヘッドにおいて使用される特定の光学構成に関する本発明は、以下の詳細な説明および添付図面によってより良く理解される。
【図1】
【図2】− 図2は、切削ヘッドのための光学システムの一般的な基本原理および光学システムを介して伝播するレーザーザービームの特性パラメータを示す。
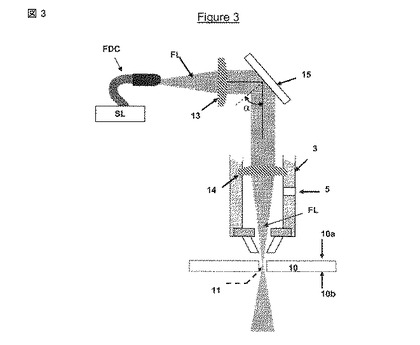
【図3】− 図3は、本発明に係るレーザー切削プロセスおよびレーザー切削ユニットの動作原理を概略的に示す。
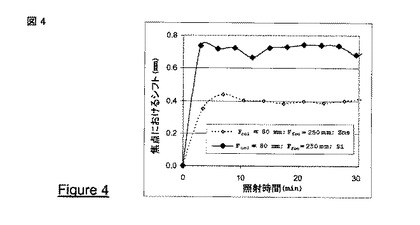
【図4】− 図4は、ZnSで作られたレンズおよび溶融シリカ(Si)で作られたレンズのシステムのレーザー照射におけるビームの焦点位置の変動の比較を示す図。
【図5】− 図5は、端部において2mmの厚さを有するコリメーティングレンズ(collimating lens)および端部において7mmの厚さを有する同レンズを含むレンズのシステムによって集束されるビームの焦点位置の変化の比較である。
【0024】
本発明に係る切削ユニットは、少なくとも1つのビーム伝達光ファイバFDCが装着された固定レーザー光源SLと、切削対象の部分10の外あるいは内にレーザービームFLを伝達および集束するための、切削ヘッドとも呼ばれる焦点ヘッド3とを備える。当該ユニットの特徴および動作範囲は、図3に示されるとともに、以下に説明される。
【0025】
切削ヘッド3は、一般的にレーザービームをコリメートし、方向転換し、そして集束させるための光学装置を備える。
【0026】
さらに、レーザービームは、好ましくはイッテルビウム(Yb)添加ファイバーレーザーである固体レーザー装置あるいは発生器によって放射される。レーザー装置において、レーザー発振すなわちレーザー光線を発生するための光増幅現象が、好ましくはレーザーダイオード(laser diode)により増大され、さらに好ましくはイッテルビウム添加シリカファイバーである1または一般的にはいくつかの添加光ファイバー(doped optical fiber)からなる増幅媒体によって得られる。
【0027】
レーザー装置の出力として放射される光線の波長は、1.06から1.10μmであり、そのレーザー出力は、0.1から25kW、一般的には1から5kWである。
【0028】
レーザーは連続的、準連続的、あるいはパルス状(pulsed)のモードで稼動するかもしれないが、本発明は切削ヘッドの光学素子にとって最も過酷な照射モードである連続的なモードで稼動しているときに、特に利益がある。
【0029】
固体レーザー光源によって生成されたビームは、放射され、150μmより小さい例えば50または100μmと等値の直径を有する非ドープのシリカからなる少なくとも1つの光伝達ファイバーによって、焦点ヘッドに直接伝達される。
【0030】
一般的に、ファイバーレーザーのような高輝度レーザー光源を用いることによって、卓越した性質ファクタで高出力ビームを生成することが可能となる。レーザービームの性質の度合は、その性質ファクタあるいはビーム生成パラメータ(BPP)によって計測される。BPPは、レーザー光源SLの特性および伝達ファイバーFDCの直径によって決定される。それは、図2に示されるように、その発散半角θ0で重畳される集束レーザービームのくびれにおける半径w0の結果で表される。また、BPPは、光伝達ファイバーから出力されるビームが発散半角θfibで重畳されたレーザービームを放射する同ファイバーの半径wfibの結果で定義される。したがって、50μmのファイバーにとって、ビームのBPPは一般的には1.6から2mm.mradであり、これに対して100μmのファイバーにとって、BPPは一般的には2.7から4mm.mradである。
【0031】
図2に示されるように、レーザー切削ヘッドの集束システムは、レーザービームの伝播方向に連続して、発散ビームFDから少なくとも1つのコリメートされたビームFCを得るためのコリメーティングレンズLCと、集束ビームFFを得るため、および切削対象の部分にレーザーの出力を集中させるための少なくとも1つの集束レンズLFと、によって構成される。コリメーティングレンズおよび集束レンズの焦点距離は、上記部分を切削するために必要な出力密度を有するのに適した直径の焦点を得るように選定される。
【0032】
焦点面におけるビームの直径2w0は、集束システムの光学倍率Gによって重畳されるファイバーの直径2wfibの結果として定義され、そして、
【数1】
【0033】
によって表現される。
【0034】
ここに:
− Gは、集束レンズLCの焦点距離FfocとコリメーティングレンズLCの焦点距離Fcolとの比で与えられる。
【0035】
− w0およびwfibは、焦点面におけるビームおよびファイバーそれぞれの固有半径である。“固有半径w”との表現は、光軸から強度がその最大値から1/e2(約13.5%)に低下する距離との意味に理解され、半径wの平円形内にビームの出力の86.5%が存在することを意味する。全てのビームパラメータは、この基準によって定義される。
【0036】
コリメーティングおよび集束光学素子に照射するビームの半径は、以下の式で与えられる。
【数2】
【0037】
伝達ファイバーから放射されるビームの発散半角θfibは、集束ビームのBPPの値から次の式によって得られる。
【数3】
【0038】
出力密度(DP)とも称され、kW/cm2にて表される光学素子を照射する単位領域あたりの出力密度の平均は、以下のように定義される:
【数4】
【0039】
ここに:Plasは、レーザー光源から放射される光線の合計出力であり、Wcolは、光学素子を照射するビームの固有半径である。
【0040】
ファイバーレーザーのような高輝度レーザー発生器を使用しているときに生じる問題は、それゆえに理解される、すなわち:
− この型の光源は、低いBPPすなわちビームがファイバーの出口で低い発散θfibを有することによって特徴付けられる。このパラメータは、伝達ファイバーによって放射されたビームのより遠い照射野における拡張率に相当し、システムの光学素子上でのビームの直径を決定する。同じコリメーティング焦点距離のために、より高質で、それゆえにより低い発散のビームは、コリメーティングレンズ上でより小さい直径2Wcolを有する。これは、DPが増加する結果となる。指示の目的で、以下のテーブル1は、出力が2kWおよびコリメーティングレンズの焦点距離が100mmにおいて光学素子上で得られる出力密度と、種々のレーザーの一般的なビーム特性とを比較している: そして、
− 同じ光学倍率のために、BPPのより低いビームは、同じ焦点半径で集束するが、より低い発散θ0を有する。そのレイリー長zR=w0/θ0はより長く、高出力での集束システムの加熱によって生じる焦点位置におけるシフトはzRに比例する。
【0041】
テーブル1
【表1】
【0042】
このテーブルは、ビームの性質が上昇しているときにレンズ上の出力密度が上昇することを示す。しかしながら、レーザー照射下で光学素子において形成される熱勾配の大きさは、光学素子によって耐えられる出力密度とともに上昇する。それゆえに、焦点ドリフトおよびレーザー損傷の問題を避けるべく、最良の熱挙動を有する光学素子を用いることは明敏である。
【0043】
この目的のために、本発明に係る光学システムは、図3に示されるように、以下に説明される特別な特徴を組み合わせる。
【0044】
切削ヘッド3は、伝達において動作する光学装置、すなわち固体レーザー光源SLによって生成され、伝達ファイバーによって出力されるレーザービームFLをコリメーティング(13にて)および集束(14にて)する工程の用に供するレンズ13,14から成る。
【0045】
好適にはコリメーティングレンズ13および集束レンズ14の基質として硫化亜鉛(ZnS)が使用される。これは、レーザー照射下でレンズにおいて発生する熱勾配の大きさは、レンズの構成材料の熱伝導率に反比例するからである。今、ZnSの熱伝導率(0.272W/cm/℃)は、溶融シリカのそれ(0.0138W/cm/℃)のおよそ20倍である。この高い熱伝導率は、熱を消散させるZnSのより高い機能に対応し、高出力の照射によってレンズに含まれる歪や熱勾配の大きさを限定することを可能とする。
【0046】
光学コリメーティング装置13および光学集束装置14は、利用可能な種々の型のレンズから選定されるかもしれない。これらレンズは、損傷の危険性を最小限下し、集束システムの光学表面の数を限定するために、シングレット(singlet)が好ましい。種々の形状のレンズ、例えば平凸、両凸、あるいは凹凸レンズが使用されるかもしれない。
【0047】
切削ヘッドのレンズは、熱的に制御された支持体に設けられている。支持体の中で水が循環し、レンズと直接接触することなく冷却を提供する。水の温度は、19から25℃である。
【0048】
レンズ13,14の厚さおよび直径もまた、それらの熱挙動に影響を有する。レンズの大きさが大きくなるほど、冷却器周辺領域に向けた熱消失が良好になり、熱勾配が小さくなる。従来の切削ヘッドにおいては、集束工程を実行するのに丁度な、端部における厚さが少なくとも5mmの薄いレンズが使用されている。これは、集束レンズの後でアシストガスが直接注入され、それによってそれらを高圧にさらすためである。それゆえ、良好な機械的強度を有するように、集束レンズは厚くなくてはならない。本発明の背景において、焦点ドリフトの現象を減らすため、厚いレンズがビームをコリメートおよび集束させるために使用されている。それゆえ、通常用いられることに反して、切削ヘッド3は、端部において少なくとも5mm、好ましくは6から8mmの厚さを有するレンズから成る。丁度より大きい厚さがより良い熱挙動を提供するように、より大きい直径の光学素子は、端部に向けてより良く熱を消散させる。それゆえ、切削ヘッド3の光学素子に衝突するビームのサイズが何であれ、後者は35から55mmの直径を有するレンズを用いる。
【0049】
切削ヘッド3において、反射要素15がコリメーティングレンズ13および集束レンズ14の間のレーザービームの経路に設けられている。この部品は平面反射鏡であり、ビームの伝達パラメータを変更しない。反射鏡の基質は、溶融シリカから成る。
【0050】
反射鏡の少なくとも1つの表面は、反射コーティングを有する。このコーティングは、薄い光学フィルムから成り、レーザー切削ビームの波長および630から670nmの波長の光を反射する。しかし、コーティングは、例えばレーザーダイオードのような照明系の波長を含む可視あるいは赤外線スペクトルに対して透明である。このように、反射鏡の後において、(カメラあるいはフォトダイオード型の)プロセス制御装置を接続することが可能である。それは、40から50°、好ましくは45°の入射角αにて作用する。反射鏡の厚さは、3から15mm、好ましくは8から12mmである。何よりもまず、機械的安定性を改善するために、反射鏡はヘッドの縦方向の大きさを減らすことに役立つ。さらに、この構成において、伝達ファイバーは水平に保たれ、それによってファイバーあるいはコリメータを移動および設置する際における塵埃の進入の危険性を減らしている。最終的に、レーザーの経路に反射要素を組み込むことによって、レンズに起因する焦点ドリフトの一部を補正することが可能となる。特に、反射要素に起因する焦点の縦方向変位が、透過性要素に起因する焦点ドリフトに対する反対方向において発生する。
【0051】
切削ヘッド3のレンズは、使用される伝達ファイバーのBPPに合致した特定の焦点距離によっても特徴付けられる。これらの焦点距離は、扱われる材料を切削するのに適した焦点直径2w0を得るために必要である。50μmの直径の伝達ファイバーにおいて、ビームのBPPは、一般的には1.6から2.2mm.mradである。このファイバーにおいて、コリメーティングレンズの焦点距離は、70から120mm、好ましくは70から90mmである。そして、扱われる材料の厚みのある部分を切断する所望の光学倍率により、コリメーティングレンズ焦点距離の選定は集束レンズ焦点距離の選定を決定する。
【0052】
10mmより真に小さい厚さを有する材料において、集束レンズ焦点距離は、200から300mm、好ましくは220から280mmである。10mmあるいはそれより長い厚さを有する材料において、集束レンズ焦点距離は、350から450mm、好ましくは380から420mmである。
【0053】
直径100μmの伝達ファイバーにおいて、ビームのBPPは、一般的には2.6から4mm.mradである。このファイバーにおいて、コリメーティングレンズの焦点距離は、130から180mm、好ましくは140から180mmである。10mmより真に小さい厚さを有する材料において、集束レンズ焦点距離は、200から300mm、好ましくは220から280mmである。10mmあるいはそれより長い厚さを有する材料において、集束レンズ焦点距離は、350から450mm、好ましくは380から420mmである。
【0054】
集束ヘッド3は、上記集束ヘッド3の壁部に設けられたガス入口5を介してアシストガスが供給され、それを介して例えば1または複数のガスボトル、貯蔵タンク、あるいはガス分配システムのような他の1または複数のガスラインであるガス供給源から来る圧縮ガスあるいはガス混合物がノズル4の上流に導入され、レーザービームによって切削される部分30に向けてノズル4を介して排出される。
【0055】
アシストガスは、切削される部分10の表面に関連する位置11に集束したレーザービームFLによって金属を溶融することにより得られた切削切り口12から溶融金属を放出するために供給される。
【0056】
ガスの選択は、切削される材料の特性、特にその組成、その等級、およびその厚さに応じてなされる。例えば、空気、酸素、窒素/酸素あるいはヘリウム/窒素混合気が鋼鉄を切削するために用いられ、他方で、窒素、窒素/水素あるいはアルゴン/窒素混合気がアルミニウムあるいはステンレス鋼の切削に用いられるかもしれない。
【0057】
実際には、レーザー切削によって切削される部分10は、一般的に0.1から30mmの厚さを有するかもしれず、そして、アルミニウム、アルミニウム合金、あるいはチタンおよびチタン合金のような軽合金あるいは軟鋼、鋼鉄、ステンレス鋼のような種々の金属材料から構成されるかもしれない。
【0058】
切削プロセスの間、レーザービームは、部分10の内部あるいは表面の一つの内外のすぐ近く、すなわち、外側であってかつ数mmだけ部分10の上面10aの上方あるいは下面10bの下方、若しくは上面10a上あるいは下面10b上で(11にて)集束するかもしれない。好ましくは、焦点の位置11は、部分10の上面10aの5mm上から下面10bの5mm下までの間に位置する。
【0059】
本発明の利点によって、如何なる焦点ドリフトおよび如何なるレンズの損傷も回避あるいは最小化されるので、レーザービームの焦点は安定に保たれ、それによってレーザー切削実施の全期間を通じて連続した一定の性能を保証している。
【0060】
レーザー切削ヘッドにおいて、溶融シリカ製よりもZnS製の1または複数のレンズを使用する利点は、これら2つの型のレンズが高出力に曝された際に引き起こされる焦点ドリフトを比較することによって証明される。
【0061】
これを行うために、それぞれ焦点距離80mmのコリメーティングレンズおよび焦点距離250mmの集束レンズから成る2つの光学システムが比較される。一方のシステムはZnSレンズ、そして、他方は溶融シリカレンズから成る。
【0062】
それぞれのシステムによって集束されたレーザービームの焦面は、ビーム分析器を用いて記録された。レーザー出力86%におけるビーム半径を測定するこの装置は、集束ビームのくびれの両側上に約10mmの距離に渡って存在する伝播の連続平面とともにこの半径のディスク内に含まれる。
【0063】
記録された焦面から、その伝播方向に沿うレーザービームの焦点面の位置を判別することが可能である。集束光学素子の延長された照射の間の焦点面位置の変化は、一系列のビーム解析を実行することで監視されるかもしれない。
【0064】
これらの試行の間、各光学システムは、約30分間照射される。調査された光学的な構造において、ビームはレンズ上で9.6mmの直径を有し、2kWで2.8kW/cm2程度の出力密度となった。
【0065】
図4は、ZnS製レンズと溶融シリカ(Si)製のそれらとのシステムによって集束されたビームの焦点位置における変化を比較している。各曲線において、最初の点は、200Wで実施された最初のビーム分析の間に記録された位置に相当する。この出力では、熱レンズ効果に起因する焦点ドリフトは無視できる程である。測定点は、レーザーがオンされた後すぐに生じたビームの焦点の位置に相当することが考慮されているかもしれない。その後、この点から焦点シフトが測定されている。曲線の最初の点は、それ故に焦点におけるゼロシフトに相当する。
【0066】
図5は、溶融シリカ(Si)の方がZnSシステムよりも焦点の縦方向シフトが大きいことを示している。したがって、ZnSの使用は、高出力での光学素子の照射の間における焦点のシフトの大きさを減らすことに役立つ。
【0067】
コリメーティングレンズの端部の厚さにおける変動の影響も調査された。これを行うために、端部で2mmの厚さEのコリメーティングレンズを含むZnSレンズのシステムによって得られる焦点の変位の大きさが、端部で7mmの厚さEを有するコリメーティングレンズを含むシステムと比較された。
【0068】
図5は、上述の方法の使用により、2つのシステムによって集束されたビームの焦点位置における変化を比較している。
【0069】
コリメーティングレンズがより薄いときに、焦点の縦方向シフトが大きいことになるかもしれない。
【0070】
本発明の光学装置を組み合わせることで、特にとりわけファイバーレーザーである固体レーザーを使用するレーザー切削プロセスの場合において、焦点ドリフトの大きさおよび光学素子の損傷を制御下に置くことで、レーザー切削プロセスの性能耐久性を保証することができる。
【発明の概要】
【0001】
本発明は、特に、ファイバーレーザーである固体レーザーにおいて利用される光学的な構造、焦点ドリフト(focal drift)および集束ヘッドの光学素子(optics)のレーザー損傷の問題を制御するための切削ヘッド、および、そのような集束ヘッドに設けられる特にイッテルビウム添加ファイバーレーザーユニットであるレーザーユニットに関する。
【0002】
ファイバーまたはディスクレーザーのような固体レーザーの最新世代は、Nd:YAGレーザーのような固体レーザーと違って、多大な進歩の利益を得るとともに、卓越した性質ファクタ(quality factor)あるいはBPP(Beam Product Parameter)で数kWの出力レベルを合成する。
【0003】
これらのレーザーが、CO2レーザーの波長(10.6μm)より短い光ファイバーで伝達可能な金属がよく吸収する波長(1.07μm)であって金属材料を切削することに適した光源であり、全体サイズがより小さく、より高い信頼性を有するとの特徴に加え、その高い輝度は、金属または非金属材料の切削性能を著しく改善する。
【0004】
一般的に、ファイバーレーザー切削ユニットは、光源と、切削する部分の厚みにビームを集束する集束ヘッドとも呼ばれる切削ヘッドにレーザービームを直接伝達するための光学装置とを備える。
【0005】
レーザー光源は、少なくとも1つのビーム伝達光ファイバーに装着されたイッテルビウム(Yb)添加ファイバーレーザーであり、切削ヘッドは、切削すべき部分に集束レーザービームを送り込むための、光学的にコリメートし、方向転換し、集束させる装置を備える。
【0006】
集束レンズのようなレーザー切削ヘッドの光学装置は、一般的にはレーザー光源の特性および光学素子におけるビームの直径に応じて1から10kW/cm2という高い表面出力密度(surface power densities)に耐えなければならず、それらを傷つける汚染環境下での動作にも十分耐えなければならない。
【0007】
連続レーザー放射モードにおいて、光学素子の損傷は、当初は視認できる損傷を伴わずに、基本的には熱的現象に起因した光学素子の性能の段階的な低下の形で、一般的に表れる。
【0008】
特に、光学素子の被覆材や基質の残留吸収(residual absorption)は、特にレンズのような透過性要素の場合において、光学要素の非一様な加熱や熱ひずみの生成に繋がる。これらのメカニズムは、レーザー光のパラメータや性質に影響を及ぼし、長期間の照射の後には、光学要素の悪化、焼け跡の発生、コーティングの剥離を生じ得る。
【0009】
また、切削ヘッドの光学素子の昇温は、図1に示されたように、熱レンズ効果に起因して、ビームの焦点において焦点ドリフトとも呼ばれるドリフトDFを生じる。レンズ1が照射されているとき、光軸(AO)に沿って供給される高出力のコリメートされたレーザービーム2によって、レンズ1はその中心で熱せられ、一方でその端部は冷える。レンズ1において放射状の熱勾配が発生する。この勾配の大きさは、レンズ1で受けられる出力密度が高いほど大きくなる。この熱勾配は、材料の屈折率の勾配を生成する。この現象は、レンズ1の材料の熱膨張効果と相まって、レンズ1の屈曲の有効半径を変更するとともに、その焦点調整特性を変更する。レンズから距離Fだけ離れた位置にあるビームの初期焦点面(PFI)は、ビームの伝播方向に沿って移動し、距離F’にあるシフト焦点面(PFD)に到達するまで集束レンズ1に近づく。初期集束ビーム(FFI)は、そのとき切削特性が劣るシフト集束ビーム(FFD)に変形する。
【0010】
環境すなわち塵埃、メタルスパッタ(metal spatter)あるいは湿気、そしてその老朽化による光学素子の表面の汚染は、レンズの吸収作用の増大および次第に加熱を増大させる要因であり、焦点ドリフトの大きさを時間の経過とともに増大させる。
【0011】
ところで、工業用レーザー切削プロセスの性能特性は、切削速度、切削性質すなわち直線的で滑らかでかつバリのない切削面、そしてそのプロセスの運転パラメータにおける公差によって評価される。
【0012】
とりわけ非常に薄い板すなわち4mmおよびより高い厚さの板が切削されなければならない場合、ファイバーレーザー切削プロセスは、プロセスを受ける表面に関するビームの焦点位置の変動に敏感である。焦点位置の許容誤差は、一般的に±0.5mmである。レーザービームの焦点位置が許容誤差を超えて変動した場合、もはや最適な切削性能を維持することはできない。
【0013】
一つの解決策は、焦点ドリフトを補正するために新しい切削パラメータを見つけること、あるいは焦点ヘッドの光学素子を交換することである。結果として、自動化された工業プロセスの生産性は低下する。
【0014】
切削操作の間に焦点位置が変動すると、ある部分から他の部分あるいは同一部分のある面から他の面へと非同一の切削性能をもたらすように、致命的な問題が発生する。
【0015】
上述の現象は、切削プロセスの性能の耐久性はレーザービームを伝播させるための光学装置の抵抗に強く依存していることを示す。焦点位置はファイバーレーザー切削プロセスの重要なパラメータであるため、ビームの焦点位置は可能な限り安定的で、さらに如何なるドリフトも許容誤差の範囲内に収まるべきことが必要となる。高出力の光学要素によって生じる熱ひずみは、それらを損傷から防ぐために最少でなければならない。これら全ての要求は、レーザー切削ヘッドの焦点システムを構成する光学素子を選択する際に考慮されなければならない。
【0016】
発生する問題は、切削プリケーション(cutting applications)に高輝度レーザービームを伝達することに困難があるということである。利用可能なレーザー出力レベルは上昇し続けているが、光学装置の抵抗が切削に用いることができる出力レベルを限定している。これは、高輝度ビームが卓越した性質ファクタ、すなわち例えば0.33mm.mrad程度の低いBPP値にて結合されたそれらの高出力レベルによって特徴付けられるからである。これは、焦点ヘッドの光学素子の表面における非常に高い出力密度および熱勾配と歪の増大を招く。高輝度レーザーのより短い波長は光学要素の基質や表面コーティングに存在する過度の加熱を局部的に発生させるという欠点に対してより敏感であるため、レーザー損傷への光学材料の抵抗は従来のCO2レーザーよりも高輝度レーザーの方が小さい。
【0017】
すなわち、解決されるべき問題は、特に高出力レーザー切削プロセス、すなわち少なくとも1kWの出力を有する切削プロセスを使用しているときに切削性能の持続を保証すべく、上述した固体レーザーを使用している間、特にイッテルビウム添加ファイバーレーザーのようなファイバーレーザーを使用しているときに生じる光学素子の損傷や焦点ドリフトの困難を制御できるようにすることである。
【0018】
本発明の解決策は、コリメーティングレンズおよび集束レンズを備えるレーザービーム集束ヘッドであって、上記コリメーティングレンズおよび上記集束レンズは、ZnSからなり、端部において少なくとも5mmの厚さを有し、そして、40から50°の入射角(α)にて作用する偏光反射鏡が、上記集束ヘッド内のレーザービームの経路における、コリメーティングレンズと集束レンズとの間に設けられることによって特徴付けられるレーザービーム集束ヘッドである。
【0019】
場合によって、本発明の集束ヘッドは、以下の特徴の1または複数を有するかもしれない:
− 上記コリメーティングレンズおよび上記集束レンズは、端部において少なくとも5から10mm、好ましくは6から8mmの厚さを有する;
− 上記コリメーティングレンズおよび上記集束レンズは、35から55mmの直径を有する; そして、
− 上記偏光反射鏡は、シリカからなる。
【0020】
また、本発明は、
− 1.06から1.10μmの波長および0.1から25kWの出力のレーザービームを放射する固体レーザー装置と、
− 上記各請求項のいずれか1項に記載された集束ヘッドと、
− 上記集束ヘッドに上記固体レーザー装置によって放射された上記レーザービームを伝達するために、上記固体レーザー装置を上記集束ヘッドに接続する伝達ファイバーと、
を備えるレーザー切削ユニットに関する。
【0021】
場合によって、本発明のユニットは、以下の特徴の1または複数を有するかもしれない:
− 上記固体レーザー装置は、ファイバーレーザー型であり、好ましくはイッテルビウム添加ファイバーレーザーである;
− 上記固体レーザー装置は、連続的、準連続的、あるいはパルス状のモード、好ましくは連続的なモードで、1から5kWの出力にてレーザービームを放射する;
− 上記伝達ファイバーは、150μmを超えない、好ましくは50μmから100μmの直径を有する;
− 上記固体レーザー装置は、1.6から4mm.mradのBPPを有するレーザービームを放射する;
− 上記伝達ファイバーは、50μmの直径および1.6から2.2mm.mradのBPPを有し、上記コリメーティングレンズは、70から120mmの焦点距離を有し、上記集束レンズは、200から450mmの焦点距離を有する。より正確には、上記伝達ファイバーが50μmの直径を有する場合においては、そのBPPは1.6から2.2mm.mradであり、上記コリメーティングレンズの焦点距離は、70から120mm、好ましくは70から90mmである。10mmよりも真に小さい厚さを有する材料を切削するためには、集束レンズ焦点距離は200から300mm、好適には220から280mmが有利であり、一方、10mmあるいはそれ以上の厚さを有する材料を切削するためには、集束レンズ焦点距離は350から450mm、好適には380から420mmが有利である;
− 上記伝達ファイバー(FDC)は、100μmの直径および2.6から4mm.mradのBPPを有し、上記コリメーティングレンズは、130から180mmの焦点距離を有し、上記集束レンズは、200から450mmの焦点距離を有する。より正確には、上記伝達ファイバーが100μmの直径を有する場合においては、そのBPPは2.6から4mm.mradであり、上記コリメーティングレンズの焦点距離は、130から180mm、好ましくは140から180mmである。10mmよりも真に小さい厚さを有する材料を切削するためには、集束レンズ焦点距離は200から300mm、好適には220から280mmが有利であり、一方、10mmあるいはそれ以上の厚さを有する材料を切削するためには、集束レンズ焦点距離は350から450mm、好適には380から420mmが有利である;
− 上記集束レンズは、200から450mmの焦点距離を有する。
【0022】
またさらに、本発明は、金属部分を切削するための、本発明に係るレーザー切削ユニットあるいは集束ヘッドが使用されるレーザー切削プロセスに関する。
【図面の簡単な説明】
【0023】
特にファイバーレーザー切削ヘッドにおいて使用される特定の光学構成に関する本発明は、以下の詳細な説明および添付図面によってより良く理解される。
【図1】
【図2】− 図2は、切削ヘッドのための光学システムの一般的な基本原理および光学システムを介して伝播するレーザーザービームの特性パラメータを示す。
【図3】− 図3は、本発明に係るレーザー切削プロセスおよびレーザー切削ユニットの動作原理を概略的に示す。
【図4】− 図4は、ZnSで作られたレンズおよび溶融シリカ(Si)で作られたレンズのシステムのレーザー照射におけるビームの焦点位置の変動の比較を示す図。
【図5】− 図5は、端部において2mmの厚さを有するコリメーティングレンズ(collimating lens)および端部において7mmの厚さを有する同レンズを含むレンズのシステムによって集束されるビームの焦点位置の変化の比較である。
【0024】
本発明に係る切削ユニットは、少なくとも1つのビーム伝達光ファイバFDCが装着された固定レーザー光源SLと、切削対象の部分10の外あるいは内にレーザービームFLを伝達および集束するための、切削ヘッドとも呼ばれる焦点ヘッド3とを備える。当該ユニットの特徴および動作範囲は、図3に示されるとともに、以下に説明される。
【0025】
切削ヘッド3は、一般的にレーザービームをコリメートし、方向転換し、そして集束させるための光学装置を備える。
【0026】
さらに、レーザービームは、好ましくはイッテルビウム(Yb)添加ファイバーレーザーである固体レーザー装置あるいは発生器によって放射される。レーザー装置において、レーザー発振すなわちレーザー光線を発生するための光増幅現象が、好ましくはレーザーダイオード(laser diode)により増大され、さらに好ましくはイッテルビウム添加シリカファイバーである1または一般的にはいくつかの添加光ファイバー(doped optical fiber)からなる増幅媒体によって得られる。
【0027】
レーザー装置の出力として放射される光線の波長は、1.06から1.10μmであり、そのレーザー出力は、0.1から25kW、一般的には1から5kWである。
【0028】
レーザーは連続的、準連続的、あるいはパルス状(pulsed)のモードで稼動するかもしれないが、本発明は切削ヘッドの光学素子にとって最も過酷な照射モードである連続的なモードで稼動しているときに、特に利益がある。
【0029】
固体レーザー光源によって生成されたビームは、放射され、150μmより小さい例えば50または100μmと等値の直径を有する非ドープのシリカからなる少なくとも1つの光伝達ファイバーによって、焦点ヘッドに直接伝達される。
【0030】
一般的に、ファイバーレーザーのような高輝度レーザー光源を用いることによって、卓越した性質ファクタで高出力ビームを生成することが可能となる。レーザービームの性質の度合は、その性質ファクタあるいはビーム生成パラメータ(BPP)によって計測される。BPPは、レーザー光源SLの特性および伝達ファイバーFDCの直径によって決定される。それは、図2に示されるように、その発散半角θ0で重畳される集束レーザービームのくびれにおける半径w0の結果で表される。また、BPPは、光伝達ファイバーから出力されるビームが発散半角θfibで重畳されたレーザービームを放射する同ファイバーの半径wfibの結果で定義される。したがって、50μmのファイバーにとって、ビームのBPPは一般的には1.6から2mm.mradであり、これに対して100μmのファイバーにとって、BPPは一般的には2.7から4mm.mradである。
【0031】
図2に示されるように、レーザー切削ヘッドの集束システムは、レーザービームの伝播方向に連続して、発散ビームFDから少なくとも1つのコリメートされたビームFCを得るためのコリメーティングレンズLCと、集束ビームFFを得るため、および切削対象の部分にレーザーの出力を集中させるための少なくとも1つの集束レンズLFと、によって構成される。コリメーティングレンズおよび集束レンズの焦点距離は、上記部分を切削するために必要な出力密度を有するのに適した直径の焦点を得るように選定される。
【0032】
焦点面におけるビームの直径2w0は、集束システムの光学倍率Gによって重畳されるファイバーの直径2wfibの結果として定義され、そして、
【数1】
【0033】
によって表現される。
【0034】
ここに:
− Gは、集束レンズLCの焦点距離FfocとコリメーティングレンズLCの焦点距離Fcolとの比で与えられる。
【0035】
− w0およびwfibは、焦点面におけるビームおよびファイバーそれぞれの固有半径である。“固有半径w”との表現は、光軸から強度がその最大値から1/e2(約13.5%)に低下する距離との意味に理解され、半径wの平円形内にビームの出力の86.5%が存在することを意味する。全てのビームパラメータは、この基準によって定義される。
【0036】
コリメーティングおよび集束光学素子に照射するビームの半径は、以下の式で与えられる。
【数2】
【0037】
伝達ファイバーから放射されるビームの発散半角θfibは、集束ビームのBPPの値から次の式によって得られる。
【数3】
【0038】
出力密度(DP)とも称され、kW/cm2にて表される光学素子を照射する単位領域あたりの出力密度の平均は、以下のように定義される:
【数4】
【0039】
ここに:Plasは、レーザー光源から放射される光線の合計出力であり、Wcolは、光学素子を照射するビームの固有半径である。
【0040】
ファイバーレーザーのような高輝度レーザー発生器を使用しているときに生じる問題は、それゆえに理解される、すなわち:
− この型の光源は、低いBPPすなわちビームがファイバーの出口で低い発散θfibを有することによって特徴付けられる。このパラメータは、伝達ファイバーによって放射されたビームのより遠い照射野における拡張率に相当し、システムの光学素子上でのビームの直径を決定する。同じコリメーティング焦点距離のために、より高質で、それゆえにより低い発散のビームは、コリメーティングレンズ上でより小さい直径2Wcolを有する。これは、DPが増加する結果となる。指示の目的で、以下のテーブル1は、出力が2kWおよびコリメーティングレンズの焦点距離が100mmにおいて光学素子上で得られる出力密度と、種々のレーザーの一般的なビーム特性とを比較している: そして、
− 同じ光学倍率のために、BPPのより低いビームは、同じ焦点半径で集束するが、より低い発散θ0を有する。そのレイリー長zR=w0/θ0はより長く、高出力での集束システムの加熱によって生じる焦点位置におけるシフトはzRに比例する。
【0041】
テーブル1
【表1】
【0042】
このテーブルは、ビームの性質が上昇しているときにレンズ上の出力密度が上昇することを示す。しかしながら、レーザー照射下で光学素子において形成される熱勾配の大きさは、光学素子によって耐えられる出力密度とともに上昇する。それゆえに、焦点ドリフトおよびレーザー損傷の問題を避けるべく、最良の熱挙動を有する光学素子を用いることは明敏である。
【0043】
この目的のために、本発明に係る光学システムは、図3に示されるように、以下に説明される特別な特徴を組み合わせる。
【0044】
切削ヘッド3は、伝達において動作する光学装置、すなわち固体レーザー光源SLによって生成され、伝達ファイバーによって出力されるレーザービームFLをコリメーティング(13にて)および集束(14にて)する工程の用に供するレンズ13,14から成る。
【0045】
好適にはコリメーティングレンズ13および集束レンズ14の基質として硫化亜鉛(ZnS)が使用される。これは、レーザー照射下でレンズにおいて発生する熱勾配の大きさは、レンズの構成材料の熱伝導率に反比例するからである。今、ZnSの熱伝導率(0.272W/cm/℃)は、溶融シリカのそれ(0.0138W/cm/℃)のおよそ20倍である。この高い熱伝導率は、熱を消散させるZnSのより高い機能に対応し、高出力の照射によってレンズに含まれる歪や熱勾配の大きさを限定することを可能とする。
【0046】
光学コリメーティング装置13および光学集束装置14は、利用可能な種々の型のレンズから選定されるかもしれない。これらレンズは、損傷の危険性を最小限下し、集束システムの光学表面の数を限定するために、シングレット(singlet)が好ましい。種々の形状のレンズ、例えば平凸、両凸、あるいは凹凸レンズが使用されるかもしれない。
【0047】
切削ヘッドのレンズは、熱的に制御された支持体に設けられている。支持体の中で水が循環し、レンズと直接接触することなく冷却を提供する。水の温度は、19から25℃である。
【0048】
レンズ13,14の厚さおよび直径もまた、それらの熱挙動に影響を有する。レンズの大きさが大きくなるほど、冷却器周辺領域に向けた熱消失が良好になり、熱勾配が小さくなる。従来の切削ヘッドにおいては、集束工程を実行するのに丁度な、端部における厚さが少なくとも5mmの薄いレンズが使用されている。これは、集束レンズの後でアシストガスが直接注入され、それによってそれらを高圧にさらすためである。それゆえ、良好な機械的強度を有するように、集束レンズは厚くなくてはならない。本発明の背景において、焦点ドリフトの現象を減らすため、厚いレンズがビームをコリメートおよび集束させるために使用されている。それゆえ、通常用いられることに反して、切削ヘッド3は、端部において少なくとも5mm、好ましくは6から8mmの厚さを有するレンズから成る。丁度より大きい厚さがより良い熱挙動を提供するように、より大きい直径の光学素子は、端部に向けてより良く熱を消散させる。それゆえ、切削ヘッド3の光学素子に衝突するビームのサイズが何であれ、後者は35から55mmの直径を有するレンズを用いる。
【0049】
切削ヘッド3において、反射要素15がコリメーティングレンズ13および集束レンズ14の間のレーザービームの経路に設けられている。この部品は平面反射鏡であり、ビームの伝達パラメータを変更しない。反射鏡の基質は、溶融シリカから成る。
【0050】
反射鏡の少なくとも1つの表面は、反射コーティングを有する。このコーティングは、薄い光学フィルムから成り、レーザー切削ビームの波長および630から670nmの波長の光を反射する。しかし、コーティングは、例えばレーザーダイオードのような照明系の波長を含む可視あるいは赤外線スペクトルに対して透明である。このように、反射鏡の後において、(カメラあるいはフォトダイオード型の)プロセス制御装置を接続することが可能である。それは、40から50°、好ましくは45°の入射角αにて作用する。反射鏡の厚さは、3から15mm、好ましくは8から12mmである。何よりもまず、機械的安定性を改善するために、反射鏡はヘッドの縦方向の大きさを減らすことに役立つ。さらに、この構成において、伝達ファイバーは水平に保たれ、それによってファイバーあるいはコリメータを移動および設置する際における塵埃の進入の危険性を減らしている。最終的に、レーザーの経路に反射要素を組み込むことによって、レンズに起因する焦点ドリフトの一部を補正することが可能となる。特に、反射要素に起因する焦点の縦方向変位が、透過性要素に起因する焦点ドリフトに対する反対方向において発生する。
【0051】
切削ヘッド3のレンズは、使用される伝達ファイバーのBPPに合致した特定の焦点距離によっても特徴付けられる。これらの焦点距離は、扱われる材料を切削するのに適した焦点直径2w0を得るために必要である。50μmの直径の伝達ファイバーにおいて、ビームのBPPは、一般的には1.6から2.2mm.mradである。このファイバーにおいて、コリメーティングレンズの焦点距離は、70から120mm、好ましくは70から90mmである。そして、扱われる材料の厚みのある部分を切断する所望の光学倍率により、コリメーティングレンズ焦点距離の選定は集束レンズ焦点距離の選定を決定する。
【0052】
10mmより真に小さい厚さを有する材料において、集束レンズ焦点距離は、200から300mm、好ましくは220から280mmである。10mmあるいはそれより長い厚さを有する材料において、集束レンズ焦点距離は、350から450mm、好ましくは380から420mmである。
【0053】
直径100μmの伝達ファイバーにおいて、ビームのBPPは、一般的には2.6から4mm.mradである。このファイバーにおいて、コリメーティングレンズの焦点距離は、130から180mm、好ましくは140から180mmである。10mmより真に小さい厚さを有する材料において、集束レンズ焦点距離は、200から300mm、好ましくは220から280mmである。10mmあるいはそれより長い厚さを有する材料において、集束レンズ焦点距離は、350から450mm、好ましくは380から420mmである。
【0054】
集束ヘッド3は、上記集束ヘッド3の壁部に設けられたガス入口5を介してアシストガスが供給され、それを介して例えば1または複数のガスボトル、貯蔵タンク、あるいはガス分配システムのような他の1または複数のガスラインであるガス供給源から来る圧縮ガスあるいはガス混合物がノズル4の上流に導入され、レーザービームによって切削される部分30に向けてノズル4を介して排出される。
【0055】
アシストガスは、切削される部分10の表面に関連する位置11に集束したレーザービームFLによって金属を溶融することにより得られた切削切り口12から溶融金属を放出するために供給される。
【0056】
ガスの選択は、切削される材料の特性、特にその組成、その等級、およびその厚さに応じてなされる。例えば、空気、酸素、窒素/酸素あるいはヘリウム/窒素混合気が鋼鉄を切削するために用いられ、他方で、窒素、窒素/水素あるいはアルゴン/窒素混合気がアルミニウムあるいはステンレス鋼の切削に用いられるかもしれない。
【0057】
実際には、レーザー切削によって切削される部分10は、一般的に0.1から30mmの厚さを有するかもしれず、そして、アルミニウム、アルミニウム合金、あるいはチタンおよびチタン合金のような軽合金あるいは軟鋼、鋼鉄、ステンレス鋼のような種々の金属材料から構成されるかもしれない。
【0058】
切削プロセスの間、レーザービームは、部分10の内部あるいは表面の一つの内外のすぐ近く、すなわち、外側であってかつ数mmだけ部分10の上面10aの上方あるいは下面10bの下方、若しくは上面10a上あるいは下面10b上で(11にて)集束するかもしれない。好ましくは、焦点の位置11は、部分10の上面10aの5mm上から下面10bの5mm下までの間に位置する。
【0059】
本発明の利点によって、如何なる焦点ドリフトおよび如何なるレンズの損傷も回避あるいは最小化されるので、レーザービームの焦点は安定に保たれ、それによってレーザー切削実施の全期間を通じて連続した一定の性能を保証している。
【0060】
レーザー切削ヘッドにおいて、溶融シリカ製よりもZnS製の1または複数のレンズを使用する利点は、これら2つの型のレンズが高出力に曝された際に引き起こされる焦点ドリフトを比較することによって証明される。
【0061】
これを行うために、それぞれ焦点距離80mmのコリメーティングレンズおよび焦点距離250mmの集束レンズから成る2つの光学システムが比較される。一方のシステムはZnSレンズ、そして、他方は溶融シリカレンズから成る。
【0062】
それぞれのシステムによって集束されたレーザービームの焦面は、ビーム分析器を用いて記録された。レーザー出力86%におけるビーム半径を測定するこの装置は、集束ビームのくびれの両側上に約10mmの距離に渡って存在する伝播の連続平面とともにこの半径のディスク内に含まれる。
【0063】
記録された焦面から、その伝播方向に沿うレーザービームの焦点面の位置を判別することが可能である。集束光学素子の延長された照射の間の焦点面位置の変化は、一系列のビーム解析を実行することで監視されるかもしれない。
【0064】
これらの試行の間、各光学システムは、約30分間照射される。調査された光学的な構造において、ビームはレンズ上で9.6mmの直径を有し、2kWで2.8kW/cm2程度の出力密度となった。
【0065】
図4は、ZnS製レンズと溶融シリカ(Si)製のそれらとのシステムによって集束されたビームの焦点位置における変化を比較している。各曲線において、最初の点は、200Wで実施された最初のビーム分析の間に記録された位置に相当する。この出力では、熱レンズ効果に起因する焦点ドリフトは無視できる程である。測定点は、レーザーがオンされた後すぐに生じたビームの焦点の位置に相当することが考慮されているかもしれない。その後、この点から焦点シフトが測定されている。曲線の最初の点は、それ故に焦点におけるゼロシフトに相当する。
【0066】
図5は、溶融シリカ(Si)の方がZnSシステムよりも焦点の縦方向シフトが大きいことを示している。したがって、ZnSの使用は、高出力での光学素子の照射の間における焦点のシフトの大きさを減らすことに役立つ。
【0067】
コリメーティングレンズの端部の厚さにおける変動の影響も調査された。これを行うために、端部で2mmの厚さEのコリメーティングレンズを含むZnSレンズのシステムによって得られる焦点の変位の大きさが、端部で7mmの厚さEを有するコリメーティングレンズを含むシステムと比較された。
【0068】
図5は、上述の方法の使用により、2つのシステムによって集束されたビームの焦点位置における変化を比較している。
【0069】
コリメーティングレンズがより薄いときに、焦点の縦方向シフトが大きいことになるかもしれない。
【0070】
本発明の光学装置を組み合わせることで、特にとりわけファイバーレーザーである固体レーザーを使用するレーザー切削プロセスの場合において、焦点ドリフトの大きさおよび光学素子の損傷を制御下に置くことで、レーザー切削プロセスの性能耐久性を保証することができる。
【特許請求の範囲】
【請求項1】
コリメーティングレンズ(13)および集束レンズ(14)を備えるレーザービーム集束ヘッドであって、
− 前記コリメーティングレンズ(13)および前記集束レンズ(14)は、ZnSからなり、端部において少なくとも5mmの厚さを有し、そして、
− 40から50°の入射角(α)にて作用する偏光反射鏡(15)が、前記集束ヘッド内のレーザービームの経路における、コリメーティングレンズ(13)と集束レンズ(14)との間に設けられることによって特徴付けられるレーザービーム集束ヘッド。
【請求項2】
前記コリメーティングレンズ(13)および前記集束レンズ(14)は、端部において少なくとも5から10mm、好ましくは6から8mmの厚さを有することによって特徴付けられる請求項1に記載の集束ヘッド。
【請求項3】
前記コリメーティングレンズ(13)および前記集束レンズ(14)は、35から55mmの直径を有することによって特徴付けられる請求項1または2に記載の集束ヘッド。
【請求項4】
前記偏光反射鏡(15)は、シリカからなることによって特徴付けられる請求項1ないし3のうちいずれか1項に記載の集束ヘッド。
【請求項5】
− 1.06から1.10μmの波長および0.1から25kWの出力のレーザービームを放射する固体レーザー装置(SL)と、
− 請求項1ないし4のうちいずれか1項に記載の集束ヘッドと、
− 前記集束ヘッドに前記固体レーザー装置(SL)によって放射された前記レーザービームを伝達するために、前記固体レーザー装置(SL)を前記集束ヘッドに接続する伝達ファイバー(FDC)と、
を備えるレーザー切削ユニット。
【請求項6】
前記固体レーザー装置(SL)は、ファイバーレーザー型であり、好ましくはイッテルビウム添加ファイバーレーザーであることによって特徴付けられる請求項5に記載のユニット。
【請求項7】
前記固体レーザー装置(SL)は、連続的、準連続的、あるいはパルス状のモード、好ましくは連続的なモードで、1から5kWの出力にてレーザービームを放射することによって特徴付けられる請求項5または6のうちいずれか1項に記載のユニット。
【請求項8】
前記伝達ファイバー(FDC)は、150μmを超えない、好ましくは50μmから100μmの直径を有することによって特徴付けられる請求項5ないし7のうちいずれか1項に記載のユニット。
【請求項9】
前記固体レーザー装置(SL)は、1.6から4mm.mradのBPPを有するレーザービームを放射することによって特徴付けられる請求項5ないし8のうちいずれか1項に記載のユニット。
【請求項10】
前記伝達ファイバー(FDC)は、50μmの直径および1.6から2.2mm.mradのBPPを有し、前記コリメーティングレンズは、70から120mmの焦点距離を有することによって特徴付けられる請求項5ないし9のうちいずれか1項に記載のユニット。
【請求項11】
前記伝達ファイバー(FDC)は、100μmの直径および2.6から4mm.mradのBPPを有し、前記コリメーティングレンズは、130から180mmの焦点距離を有することによって特徴付けられる請求項5ないし9のうちいずれか1項に記載のユニット。
【請求項12】
前記集束レンズは、200から450mmの焦点距離を有することによって特徴付けられる請求項5ないし11のうちいずれか1項に記載のユニット。
【請求項13】
金属部分(10)を切削するためのレーザー切削プロセスであって、請求項1ないし4のうちいずれか1項に記載の集束ヘッドあるいは請求項5ないし12のうちいずれか1項に記載のレーザー切削ユニットが使用されるプロセス。
【請求項1】
コリメーティングレンズ(13)および集束レンズ(14)を備えるレーザービーム集束ヘッドであって、
− 前記コリメーティングレンズ(13)および前記集束レンズ(14)は、ZnSからなり、端部において少なくとも5mmの厚さを有し、そして、
− 40から50°の入射角(α)にて作用する偏光反射鏡(15)が、前記集束ヘッド内のレーザービームの経路における、コリメーティングレンズ(13)と集束レンズ(14)との間に設けられることによって特徴付けられるレーザービーム集束ヘッド。
【請求項2】
前記コリメーティングレンズ(13)および前記集束レンズ(14)は、端部において少なくとも5から10mm、好ましくは6から8mmの厚さを有することによって特徴付けられる請求項1に記載の集束ヘッド。
【請求項3】
前記コリメーティングレンズ(13)および前記集束レンズ(14)は、35から55mmの直径を有することによって特徴付けられる請求項1または2に記載の集束ヘッド。
【請求項4】
前記偏光反射鏡(15)は、シリカからなることによって特徴付けられる請求項1ないし3のうちいずれか1項に記載の集束ヘッド。
【請求項5】
− 1.06から1.10μmの波長および0.1から25kWの出力のレーザービームを放射する固体レーザー装置(SL)と、
− 請求項1ないし4のうちいずれか1項に記載の集束ヘッドと、
− 前記集束ヘッドに前記固体レーザー装置(SL)によって放射された前記レーザービームを伝達するために、前記固体レーザー装置(SL)を前記集束ヘッドに接続する伝達ファイバー(FDC)と、
を備えるレーザー切削ユニット。
【請求項6】
前記固体レーザー装置(SL)は、ファイバーレーザー型であり、好ましくはイッテルビウム添加ファイバーレーザーであることによって特徴付けられる請求項5に記載のユニット。
【請求項7】
前記固体レーザー装置(SL)は、連続的、準連続的、あるいはパルス状のモード、好ましくは連続的なモードで、1から5kWの出力にてレーザービームを放射することによって特徴付けられる請求項5または6のうちいずれか1項に記載のユニット。
【請求項8】
前記伝達ファイバー(FDC)は、150μmを超えない、好ましくは50μmから100μmの直径を有することによって特徴付けられる請求項5ないし7のうちいずれか1項に記載のユニット。
【請求項9】
前記固体レーザー装置(SL)は、1.6から4mm.mradのBPPを有するレーザービームを放射することによって特徴付けられる請求項5ないし8のうちいずれか1項に記載のユニット。
【請求項10】
前記伝達ファイバー(FDC)は、50μmの直径および1.6から2.2mm.mradのBPPを有し、前記コリメーティングレンズは、70から120mmの焦点距離を有することによって特徴付けられる請求項5ないし9のうちいずれか1項に記載のユニット。
【請求項11】
前記伝達ファイバー(FDC)は、100μmの直径および2.6から4mm.mradのBPPを有し、前記コリメーティングレンズは、130から180mmの焦点距離を有することによって特徴付けられる請求項5ないし9のうちいずれか1項に記載のユニット。
【請求項12】
前記集束レンズは、200から450mmの焦点距離を有することによって特徴付けられる請求項5ないし11のうちいずれか1項に記載のユニット。
【請求項13】
金属部分(10)を切削するためのレーザー切削プロセスであって、請求項1ないし4のうちいずれか1項に記載の集束ヘッドあるいは請求項5ないし12のうちいずれか1項に記載のレーザー切削ユニットが使用されるプロセス。
【図1】

【図2】

【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公表番号】特表2013−503751(P2013−503751A)
【公表日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2012−527368(P2012−527368)
【出願日】平成22年8月17日(2010.8.17)
【国際出願番号】PCT/FR2010/051723
【国際公開番号】WO2011/027065
【国際公開日】平成23年3月10日(2011.3.10)
【出願人】(591036572)レール・リキード−ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード (438)
【出願人】(506390328)エール・リキード・ウェルディング・フランス (11)
【Fターム(参考)】
【公表日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成22年8月17日(2010.8.17)
【国際出願番号】PCT/FR2010/051723
【国際公開番号】WO2011/027065
【国際公開日】平成23年3月10日(2011.3.10)
【出願人】(591036572)レール・リキード−ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード (438)
【出願人】(506390328)エール・リキード・ウェルディング・フランス (11)
【Fターム(参考)】
[ Back to top ]