
少量の固体を取り扱う方法
本発明は、少量の固体を取り扱う方法及び装置に関する。本発明の特定の実施形態は、少量の固体の自動移動に特に適する。一実施形態では、均一な粉末床が粉末のプラグにわずかに加圧され、分配される。他の実施形態では、固体は、スラリーを形成するために液体媒体中に配置され、分配され、次いで液体成分は除去される。さらに他の実施形態では、固体は、付着性の表面を用いて取り扱われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少量の固体を取り扱う方法に関する。本発明の特定の実施形態は、少量の固体の自動移送に特に適している。この出願は、米国仮出願第 60/423,377号(2002年11月4日出願)、米国仮出願第60/424,001号(2002年11月6日出願)、米国仮出願第60/430,089号(2002年12月2日出願)、米国仮出願第60/449,554号(2003年2月24日出願)及び米国仮出願第60/450,285号(2003年2月27日出願)について、35USC119(e)の元優先権を主張し、ここに参照として各内容を組み込む。
【背景技術】
【0002】
種々の方法及び装置が、少量の液体を得る及び分配するために存在し、種々の適用においての使用が認められている。しかし、少量(例えば、約25、10、5又は1mg)の固体(例えば、粉末)を取り扱うための方法及び装置はほとんどない。実験室では、そのような少量の固体は、しばしば、高い精度のはかりを用いる人手によって分配されている。それらは単調で、退屈であり、時間がかかり、間違いやすいということで、残念ながら、そのような方法は迅速に又は化合物の自動操作に適用することができない。
【0003】
最近、サンプルのアレイの調製及び分析のための方法及びシステムが開示されており、それらのそれぞれは、非常に少量の1以上の化合物を収容することができる(WO01/51919号、2001年7月19日公開参照)。この出願では、少量の固体を、迅速に、正確に測定及び分配するのにしばしば価値がある。ある環境においては、これは、既知濃度の溶液を提供するために溶媒に化合物を溶解し、マイクロピペットを用いて溶液の制御された量を分配し、次いで、溶媒を蒸発することによって行うことができる。しかし、ある適用では、その物理的形態に実質的に影響を及ぼさない方法で固体化合物を取り扱うことが必要である。例えば、固体の結晶性が重要である場合、その結晶形態(例えば、その結晶構造及び晶癖)に影響を及ぼさない方法で固体を測定及び分配することが望ましい。同様に、固体のアモルファス特性(例えば、平均粒径及び結晶径の分布)が重要である場合、固体の取り扱いに使用される方法及び装置は、その質に実質的に影響しないことが好ましい。これらの物理的特性を、固体ベースの分配技術を用いて制御することはできない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
したがって、迅速に、少量の固体を正確に分配するために用いることができる方法及び装置が要求されている。また、実質的にそれらの形態に影響を及ぼすことなく、固体を取り扱うために使用される方法及び装置が要求されている。
【0005】
この発明は、少量の固体(例えば、粉末)を取り扱う(例えば、得る、移送する、分配する、混合する及び秤量する)方法及びそのような方法を用いることができる装置を包含する。本発明の特定の実施形態は、化合物及び組成物のアレイの高スループットな調製及びスクリーニングにおいて特に有用である。本発明の特定の実施形態は、取り扱われる固体の形態に実質的に影響を及ぼさない。
【0006】
本発明の一実地形態は、対象の固体材料を制御された量でプラグに形成することによって、固体を分配するための方法及び装置を包含する。特定のプラグは、固体の形態に実質的に影響を及ぼさない方法で形成される。
【0007】
本発明の他の実施形態は、スラリーを用いて固体を分配するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
本発明の他の実施形態は、固体を取り扱うための方法及び装置を包含し、固体の粒子が、接着性の表面に非静電気的に付着する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
【0008】
本発明の他の実施形態は、ある容器内から他の容器に固体容量を移送するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
本発明の他の実施形態は、容器中の少量の固体を混合するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
本発明の他の実施形態は、少量の固体の質量を移送し、測定するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
【図面の簡単な説明】
【0009】
本発明の特徴および利点は、添付の図面と以下の説明を参照して理解することができる。
【図1】圧縮粉末床からの回転ピンの引き上げを含む均一粉末床の形成方法を示す図である。
【図2】図1に示す方法によって形成される均一粉末床の上面に配置された格子の平面図である。
【図3】圧縮粉末床からのプレートのスライドを含む均一粉末床の形成方法を示す図である。
【図4】図3に示す方法によって形成される均一粉末床の上面に配置された格子の平面図である。
【図5】粉末床を完全に通るようにチューブを挿入し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図6】粉末床を完全に通るようにチューブを挿入し、プラグを加圧し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図7】粉末床を押し分けて進むようにチューブを挿入し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図8】チューブを基準にして所定の高さで固定して保持される排出ピストンで粉末床を押し分けて進むようにチューブを挿入し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図9】穿孔アセンブリ、x及びy線サーボ機構、収容プレート、供給源容器アセンブリ、洗浄ステーション、秤量ステーションならびにベース及びフレーム支持体を含む固体を穿孔及び分配する特定の装置を示す図である。
【図10】粉末プラグを形成するために供給源チャンバから用量チャンバに粉末を押し出す方法を示す図である。
【図11】粉末表面上方で用量チャンバを移送し、充填するための軌跡の例を示す。
【図12】用量チャンバから収容プレートに粉末プラグを排出する方法を示す図である。
【図13】分配アセンブリ、x及びy線サーボ機構、収容プレート、秤量ステーションならびにベース及びフレームの支持体を含む粉末プラグを押し出す特定の装置の正面及び側面図である。
【図14】押し出し固体を製造する方法を示す図である。
【図15】図14に示した方法で利用する格子カッターを示す図である。
【図16】複数の粉末プラグを押し出し、プラグを収容プレートに排出する方法を示す図である。
【図17】製造された粉末プラグの厚みを変化させるスライドプレートを示す図である。
【図18】1以上の排出ピンを用いて種々の厚みの複数の粉末プラグを押し出す方法を示す図である。
【図19】分配アセンブリ、x及びy線サーボ機構、収容プレート、秤量ステーションならびにベース及びフレームの支持体を含む複数の粉末プラグを押し出す特定の装置の正面及び側面図である。
【図20】固体を取り扱うための表面における接着領域の種々の配置を示す図である。
【図21】表面における接着領域に固体を適用する方法を示す図である。
【図22】結果物の塊が容易に容器に分配することができるように、接着領域に接着した固体を、別個の表面に懸濁された溶媒、試薬又は賦形剤と混合する方法を示す図である。
【図23】本来の容器を反転させることにより、ある容器から別の容器に固体を移送する方法を示す図である。
【図24】1以上のステーションを有する回転ラックを組み込むことにより移送工程のスループットを増加させる方法を示す図である。
【図25】スウィングアーム又は容器に外部振動を与えることによって容器からの固体の放出を促進する方法を示す図である。
【図26】容器に格納式シールを組み込むことによって容器からの固体の時期尚早の放出を防止する方法を示す図である。
【図27】格納式底プレートを有する容器を用いることによってある容器から他の容器に固体を移送する方法を示す図である。
【図28】フィルタープレートを有する容器を用いることによってある容器から他の容器に固体を移送する方法を示す図である。
【図29】内部ピストンを有する容器を用いることによってある容器から他の容器に固体を移送する方法を示す図である。
【図30】容器の二次元アレイを達成するために固体を保持する容器を他の容器内に配置する方法を示す図である。
【図31】1以上のステーションを回転ラックに組み込むことによる容器のピック・アンド・プレースのスループットを増加させる方法を示す図である。
【図32】乱気ガス流を用いてシールされた容器中の固体を混合する方法を示す図である。
【図33】回転ワイヤを用いてシールされた容器中の固体を混合する方法を示す図である。
【図34】回転ブレードを用いてシールされた容器中の固体を混合する方法を示す図である。
【図35】容器の壁を加圧することによってシールされた容器中の固体を混合する方法を示す図である。
【図36】種々の固体の交互層を容器に分配することによって固体を混合する方法を示す図である。
【図37】サンプルの二次元アレイの一部として個々のサンプルを秤量する方法を示す図である。
【図38】コア採取装置及び集積質量センサを用いて粉末プラグを分配及び秤量する方法を示す図である。
【図39】その共鳴周波数を確認することを用いた、コア採取チューブの機械的応答の一般的な周波数スペクトルを示す図である。
【図40】ある質量がチューブから排出された際のコア採取チューブの周波数応答における典型的なシフトを示す図である。
【図41】測定された周波数比とコア採取チューブから分配された質量との相関関係を示す図である。
【図42】電極アセンブリと集積質量センサとを用いた粉末プラグの分配及び秤量方法を示す図である。
【図43】その共鳴周波数を用いる電極センブリの機械的応答の一般的な周波数スペクトルを示す図である。
【図44】測定された周波数比と電極アセンブリとから分配された質量との相関関係を示す図である。
【発明を実施するための最良の形態】
【0010】
特に断らない限り、ここで用いられる用語「制御された量」とは、秤量され、等分され、あるいは化合物の量を制御することを意図する方法で分配された化合物の量をさす。制御された量の化合物は、目的量の約30、20、10、5又は1%未満で目的量とは異なることが好ましい。例えば、100μgの目的量が特定の適用に指定された場合、その適用のための制御された量は、約70μgから約130μgの、あるいは約80μgから約120μgの、あるいは約90μgから約110μgの、あるいは約95μgから約105μgの、あるいは約99μgから約101μgの質量であろう。
【0011】
特に断らない限り、ここで用いられる用語「プラグ」とは、固体の塊又は固体をさす。プラグは、加圧されていないか、あるいは固体の形態又は固体に実質的に影響を及ぼさない条件下で加圧されていることが好ましい。
【0012】
特に断らない限り、ここで用いられる用語「形態」及び「物理的形態」とは、固体について用いられる場合、固体の物理的特性をさす。そのような特性は、特に限定されないが、結晶性又は結晶性の欠如、外観、テクスチャ及び色を含む。例えば、固体が、特別な平均粒径又は粒度分布、形状又は色を有する粒子からなる粉末の形態であってもよい。固体は、アモルファス、結晶であってもよく、あるいはアモルファスと結晶成分とを含有していてもよい。さらに、結晶性の固体の形態は、特に限定されないが、その結晶構造及び晶癖を含む。
【0013】
特に断らない限り、ここで用いられる用語「形態に実質的に影響を及ぼさない」とは、化合物における方法、工程、装置の作用について用いられる場合、その方法、工程又は装置が化合物の優勢な物理的形態を顕著に変化させることがないことを意味する。例えば、その用語は、化合物の約70、80、90、95又は99重量%の形態に影響を及ぼさない方法、工程及び装置を包含する。また、この用語は、結晶性化合物の結晶構造又は晶癖に影響を与えないが、結晶性化合物の粉末の平均粒径又は粒度分布に影響を与える方法、工程及び装置を包含する。
【0014】
特に断らない限り、ここで用いられる用語「スラリー」とは、固体と液体との混合物を指し、実質的な固体部分(例えば、約70、80、90、95又は99重量%より大)が液体に溶解されていない。
【0015】
特に断らない限り、ここで用いられる用語「チューブ」とは、粉末床に挿入できる外壁及び定義できる断面領域(例えば、円筒形、四角形又は六角形)を有する中空の機器(例えば、中空針)をさす。
【0016】
特に断らない限り、ここで用いられる用語「制御された距離」とは、所定の距離から実質的に異ならない距離をさす。制御された距離は、所定の距離の約10、5又は1%未満で所定の距離から異なることが好ましい。例えば、粉末床に約2mm挿入する場合、挿入の制御された距離は、約1.9mmから約2.1mm、約1.95mmから約2.05mm、約1.99mmから約2.01mmであることが好ましい。
【0017】
発明の簡単な説明
この発明は、少量、例えば、約25mg、10mg、5mg、1mg、750μg、500μg、350μg、250μg、175μg、100μg、75μg、50μg、25μg、15μg、10μg、7.5μg、5μg、3μg、1μg、900ng、750ng、500ng、350ng、250ng又は100ng未満)の固体を正確に取り扱うために用いることができる方法及び装置を包含する。固体の例は、限定されないが、医薬品、賦形剤、栄養物質、代替医薬、栄養補給食品、農芸化学剤、感覚化合物、工業製剤の活性成分及び消費者製剤の活性成分を包含する。固体は、アモルファス、結晶又はそれらの混合物とすることができる。
【0018】
本発明の第1の実施形態は、制御された量の粉末をプラグに加圧することによって粉末形態の固体を取り扱うための方法及び装置を包含する。加圧量は、固体の物理的形態に実質的に影響を及ぼすのに(例えば、結晶性又は多形の喪失を含むことによって)不十分ではあるが、所望の程度で取り扱うことができるプラグを与えるのに十分である。
【0019】
この実施形態の特定の方法は、(a)所定の質量及び均一な高さで粉末床を形成し、(b)その床にチューブを制御された距離又は完全に床を貫通するように挿入して粉末のフラグを得、そのチューブは、チューブ内から物質を排出する手段を収容できる内装を有しており、(c)任意に、チューブ内で粉末に加圧し、(d)床から粉末のプラグとともにチューブを取り出し、(e)目的の位置にチューブを移動させ、(f)粉末のプラグを排出させる工程を含む。
【0020】
第1実施形態の他の方法は、(a)所定の質量及び均一な高さで粉末床を形成し、(b)所望の空間容積を形成するのに十分な幅、長さ(又は径)及び高さの側壁を有する複数の中空の仕切りを有するグリッド(例えば、薄いブレードからなるグリッド)をその床に制御された距離又は完全に床を貫通するように挿入して粉末のフラグを得、(c)任意に、グリッドの各仕切り内で粉末を加圧し、(d)目的の位置に粉末プラグとともにグリッドを移動させ、(e)目的位置に粉末のプラグを選択的に排出させる工程を含む。
【0021】
第1実施形態の他の方法は、(a)供給源のチャンバに所定質量の粉末を分配し、(b)可変深さの小さなチャンバを保持するプレートで供給源チャンバをシールし、(c)供給源チャンバ内で粉末に圧力を与え、(d)小さなチャンバを粉末に触れさせるようにパターン化された動きで粉末表面に対してプレートをスライドさせ、それに粉末を充填し、(e)供給源の粉末への圧力を解除し、(f)供給源チャンバからその粉末のプラグを放出してスライドプレートを目的位置に移動させ、及び(g)穴から粉末のプラグを排出させる工程を含む。
【0022】
第1実施形態の他の方法は、(a)供給源のチャンバに所定質量の粉末を分配し、(b)所望の空間容積を形成するのに十分な幅、長さ(又は径)及び高さの側壁を有する複数の中空の仕切りを有するグリッド(例えば、薄いブレードからなるグリッド)を含み、供給源チャンバの上方に中心があり、他の固体プレートによって被覆されたプレートでチャンバをシールし、(c)粉末をグリッドの仕切りに流すように供給源チャンバで粉末に圧力を与え、(d)供給源の粉末への圧力を解除し、(e)供給源チャンバからその粉末のプラグをはなすようにスライドプレートを目的位置に移動させ、及び(f)穴から粉末のプラグを選択的に排出させる工程を含む。
【0023】
本発明の他の実施形態は、スラリーを形成することによって固体を取り扱う方法を包含し、それは、(a)制御された量の固体を液体に混和してスラリーを提供し、(b)制御された量のスラリーを分配し、及び(c)液体を除去して固体量(固体量は、約1mg未満である)を与える工程を含む。特定の実施形態では、固体量は、約 25 mg、10 mg、5 mg、1 mg、 750μg、500μg、350μg、250μg、175μg、100μg、75μg、50μg、25μg、15μg、10μg、7.5μg、5μg、3μg、1μg、900 ng、750 ng、500 ng、350ng、250ng又は100ng未満である。液体の賦形剤は、固体形態への影響を避けるために、固体の実質的な部分(例えば、10%、5%、2.5%、1%、0.5%、0.25%、0.1%、0.01%又は0.001%未満として特定することができる)を溶解しないようなものを選択することが好ましい。
【0024】
他の実施の形態は、接着性の表面を用いることによって固体を取り扱うための方法及び装置を包含し、それは、非接着性の領域によって分離された複数の不連続な接着領域を含む表面に、固体粒子を接触させることを含む。特定の実施形態では、接着領域の大きさは、約1cm2、50mm2、10mm2、1mm2又は0.5mm2未満である。特に断らない限り、ここで用いられる用語「接着性の表面」及び「接着領域」は、特定の固体が、例えば、化学吸着、化学結合相互作用(例えば、水素結合及びファンデアワール相互作用)又は吸着(例えば、気相堆積の結果として)によって接着することができるいずれかの表面又は表面上の領域を包含する。接着表面は、液体、半固体又は固体であってもよい。特定の接着性表面は、従来の接着剤(例えば、にかわ、ゴム又は粘着性の物質)を利用してもよい。適当な接着剤は、当業者に公知である。特定の接着性物質の例は、限定されないが、圧感接着剤(PSA)、シリコーン及びヒドロゲルを含む。また、ある薬学的に許容される賦形剤を接着剤として用いてもよい。この実施形態の好ましい方法では、取り扱われる固体の形態は、取り扱い中、実質的に変化しない。
【0025】
本発明の他の実施形態は、ある容器(例えば、チューブ又はバイアル)内の固体内容物を他の容器(例えば、マルチウェルプレート)に移送するための方法及び装置を包含する。この実施形態の特定の方法は、(a)制御された量の固体を保持する容器を円弧状の軌跡を通って加速し、(b)収容容器の上方に位置した際、突然下向きの位置で容器の運動を停止させ、これにより固体を最初の容器から収容容器に放り出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持し、取り外し可能な底プレートを有する容器を利用し、及び(b)底プレートを取り外して、固体を最初の容器の下方に位置する収容容器に放出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持し、ガス透過性の底プレートを有する容器を利用し、及び(b)底プレートを通して吸引しながら容器を逆さにして固体を保持し、及び(c)底プレートを通るガスの方向を反転させて、最初の容器の下に位置する収容容器に固体を放り出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持し、内部ピストンを有する容器を利用し、(b)容器を逆さにし、(c)容器を通してピストンを作動させて最初の容器の下に位置する収容容器に固体を排出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持する容器を利用し、(b)ウェルの二次元アレイを有する収容プレートにおけるウェル内に容器を載置する工程を含む。
【0026】
本発明の他の実施形態は、容器(例えば、チューブ、バイアル又はマルチウェルプレートのウェル)内部の少量の固体を混合する方法及び装置を包含する。混合は、得られる化学的又は物理的相互作用を分析することができるような固体間の密接な粒子の接触を達成する。この実施例の特定の方法は、ガス透過性容器壁を通してガス噴射を与え、容器内の内容物を混合することを含む。他の実施形態は、種々の方向、向き及び速度で容器を振動又は回転させてその内容物を混合することを含む。他の実施形態は、容器内に、棒、ボール、ブレード又はワイヤのような混合ツールを配置し、磁石の振動又はツールに連結された駆動シャフトの回転手段によって混合ツールを操作することを含む。他の実施形態は、容器の壁を加圧し、容器の内容物を混合することを含む。他の実施形態は、容器に異なる固体の層を交互に分配して、異なる固体間の粒子間接触を達成することを含む。
【0027】
本発明の他の実施形態は、少量の固体を取り扱い及び秤量する方法及び装置を包含する。制御された量の固体の質量を測定することは、結晶化、溶解及び安定性分析を含む種々の化学分析に必要な工程である。この実施形態の特定の方法は、従来の微量天秤で、二次元アレイフォーマットにおいて、制御された量の固体を迅速に分配し、秤量する装置を含む。この実施形態の他の方法は、従来の微量天秤を用いることなく、制御された量の固体質量を取り扱い、測定する。その方法は、(a)移送装置の第1の機械的な共鳴周波数を測定し、(b)移送装置に粒子を付着させ、(c)移送装置の第2の機械的な共鳴周波数を測定し、(d)第1及び第2の共鳴周波数を比較することにより付着した粒子の質量を測定し、及び(e)移送装置から粒子を除去する工程を含む。
【0028】
この実施形態の他の方法は、(a)移送装置に粒子を付着させ、(b)移送装置の第1の機械的な共鳴周波数を測定し、(c)移送装置から粒子を除去し、(d)移送装置の第2の機械的な共鳴周波数を測定し、及び(e)第1及び第2の共鳴周波数を比較することにより除去され粒子の質量を測定する工程を含む。さらに、移送した固体を秤量する機能は、移送装置へのリアルタイムのフィードバックを与えるために使用することができる。このように、移送装置を制御するパラメータは、所望の固体量を移送するために調節することができる。
【0029】
本発明の特定の方法及び装置は、取り扱われる固体の形態に実質的に影響を及ぼさない。さらに、特定の方法及び装置は、サンプルアレイの高スループットな調製に用いるために、容易に適用することができる。例えば、本発明の実施形態は、FAST(登録商標)及びCRYSTALMAX(商標)と呼ばれる方法及びシステムに組み込むことができる。FAST(登録商標)と呼ばれる方法及びシステムは、米国特許出願09/628,667号(2000年7月28日出願)に開示されており、その全体をここに参照として組み込む。CRYSTALMAX(商標)と呼ばれる方法及びシステムは、米国特許出願09/756,092号(2001年1月8日出願)及び国際公報WO01/51919号(2001年7月19日公開)に開示されており、それらの全体をここに参照として組み込む。
【0030】
実施例
本発明の一実施形態ならびに本発明の新規で予想外の利点を、以下の限定されない実施例によって説明する。
【0031】
実施例1:粉末床からの粉末プラグのコア採取による固体の取り扱い
本発明を説明するシステム及び方法を用いることにより、粉末形態の固体を取り扱うことができる。例えば、約200、150、100、50、10、5、1、0. 1又は 0.01μm未満の平均粒径を有する粒子からなる微粉末形態の固体は、固体の形態に影響を及ぼすかもしれない溶媒、高圧又は高温を使用することなく、プラグとして、制御された量で加圧及び分配することができる。当業者に公知であるように、そのようなプラグを提供するために使用することができる特定の圧力の大きさは、特定の化合物及びその形態に依存するであろう。しかし、その大きさは、しいて言えば、ちょっとした通常の実験を用いて容易に決定される。そのような圧力の例は、限定されないが、約30、20、10、5又は2psi未満を含む。そのような低い圧力を用いることによって、一般に、結晶性の喪失又は多形の変換(それは、従来の錠剤を作るために用いられる圧縮条件で起こりえる)のような物理的形態の変化が避けられる。
【0032】
この方法の特定の実施形態では、粉末の既知の質量(例えば、約1g、500mg、100 mg、25mg、1mg、500μg、250μg又は100μg)を、所定の直径及び深さの円筒形穴に分配する。その粉末は、30、20、10、5又は1psi未満で、床に所定の平均圧力をかける回転シリンダを用いて穴の底を平坦に横切って圧縮される。次いで、所定の断面積を有する中空管(例えば、0. 01mm、0. 1mm、0. 5mm、1mm、2mm、3mm、5mm又は10mm未満の内径を有する円筒形針)を粉末プラグのコア採取を行うために用いる。その管は、得られるプラグの容積を測定することができる限りどのような形状であってもよく、粉末床に制御された距離挿入され、予測可能な大きさのプラグを得る。その管は、粉末床に貫通するように挿入することが好ましい。再現可能な管内への圧縮は、コア採取穴の高さ対直径の特定の比に起因するかもしれず、例えば、1:1の高さ:直径比が有効である。次いで、そのプラグを任意に加圧し(以下に述べるように)、管(まだプラグを含んでいる)を粉末床から取り出し、容器(例えば、チューブ、バイアル又はマルチウェルプレートのウェル)上に配置する。床が、穿孔中に途切れることを防止するため、管を貫通させることができる格子(例えば、孔のアレイを有する薄いプレート)を穿孔前に床全面に配置してもよい。次いで、例えば、圧縮ガス、固体が溶解、わずかに溶解又は溶解しない液体、管の振動又は管内に配置されたピストンのような機械的手段を用いて、プラグを管から排出させる。
【0033】
図1Aから図1Dは、均一な粉末床製造の方法及び装置を示す。所定重量の粉末200を、図1Aに示したように、供給源容器アセンブリ205中の穴(例えば、中空シリンダ)204内に載置する。供給源容器アセンブリ205は、その内部に穴204を有する上部ブロック208、ストライクプレート207及びベース206からなる。次いで、図1Bに示したように、ロッド210(好ましくは円筒形)を穴204に通すように挿入し、所定の力(一般に約0.5psiから約30psiの範囲での粉末床圧力をもたらす)で粉末200を加圧する。次いで、円筒形ロッド210を、圧力が与えられたいずれかの方向に一般に90°の角度で回転させる。続いて、円筒形ロッド210を回転させ、穴204から引き抜く(通常、回転及び引き抜きは同時)。その結果、図1Cに示すように、均一の厚さの粉末床220が得られる。次いで、図1Dに示すように、格子アセンブリ225の格子チューブ227を、格子プレート228が粉末床220の上面に接触するように穴204に挿入し、そのようにして、整合ピン224を整合穴202に通す。図1D及び図2は、それぞれ、チューブ支持体226、薄壁チューブ227、格子プレート228及び整合ピン224からなる格子アセンブリ225の断面図及び平面図である。図2に示すように、格子プレート228は、粉末床を覆う穴229と等しい大きさで隙なくつまったアレイを含む。
【0034】
上部ブロック208及びシリンダ(又はピン)210は、好ましくは、処理される粉末よりも硬い、耐腐食性の材料からなることが好ましい。多くの粉末について、適当な材料は、Surface Conversion Sciences Corporation in State College, Pennsylvania, USAから供給されるサファイア被覆型MHのような、硬質セラミック薄膜で被覆されたステンレス鋼型440Cで硬化された一組である。底プレート206の適当な材料は、硬化されていないステンレス鋼型316又は同様の耐腐食性のステンレス鋼グレードである。
【0035】
ストライクプレート207の材料は、先端がそれに接触する場合(例えば、先端が圧縮された床を完全に貫通する場合)、ツールを鈍らせないように、コア採取ツールの先端よりもやわらかくすべきである。ストライクプレートは、ピン210を取り出す際、穿孔されたプラグをきれいに拾い上げることを可能にしながら、粉末床220が好ましくはそれにくっつくように選択すべきである。ある粉末について、これら後者の2つの基準に適合するものを見つけるために、種々のストライクプレートで、床圧縮試験を行うべきである。医薬粉末のための適当なストライクプレートの材料は、限定されないが、アルミニウム、銅、ポリカーボネート、アクリル、ポリエステル、ポリスチレン及びPVCを含む。きれいな放出を促進するために、テフロン(登録商標)、UHMW又はワックスペーパーのような薄く、粘稠性でない材料を、ピン面211に接着することができる。ある粉末について、ピン210を回転させることにより平らな圧縮物を形成する場合、同時にピン210を引き抜く際にきれいに放出しながら、これらの材料が粉末を混合するのに十分に粉末にくっつくかどうかを決定するために、床圧縮試験を行うべきである。
【0036】
穴402の適当な直径は、粉末がどの程度入手できるか及びそれがいかに良好に圧縮されるかに応じて、2mmから50mmの範囲である。また、他のサイズを用いてもよい。ピン壁212、ピンフェース211及び穴の壁209は、好ましくは、粉末の接着を最小限にするために0.5μm以下の表面仕上げに、好ましくは磨いて仕上げを施すべきであり、よって、次第に消耗する。ピン210及び穴204は、好ましくは、7.5μm以下の荒さに磨き上げ又は研ぐべきであり、それらの間のクリアランスを、粉末粒子の侵入を最小限にするために、20μm以下の大きさにすべきである。ピンフェース211は、平らな粉末床を形成するために10μm以下で、完全に平坦で垂直な面から逸脱させるべきであり、ベース206は10μm以内で平坦に磨がれるべきである。ストライクプレート207は、平坦な粉末床を確保するため、粉末200と接触する領域において10μm以内に磨がれるべきである。
【0037】
格子プレート228の適当な材料は、0.2mm厚の十分硬質のインバールであり、穴229(一般に0.5mmから4mmの直径の範囲)のような外形及び穴をカットする適当な方法は、+/−5μm精度の精密レーザー切断である。特別注文のレーザー切断インバール格子プレートは、Photo Etch Technology Company, 71 Willie St, Lowell, MA 01854, USAによって、これらの規格で製造及び調達することができる。薄壁チューブ227及びチューブ支持体226の適当な材料は、ステンレス鋼型316である。チューブ227は、穿孔領域を最大限にするために、0.4mm未満の壁厚を有していることが好ましい。
【0038】
図3Aから3Dは、均一な粉末床製造のための他の方法及び装置を示す。図3Aに示すように、所定重量の粉末240を、供給源容器アセンブリ250の穴、一般に中空シリンダ249に載置する。供給源容器アセンブリ250は、内部穴249を有するブロック251、シリンダ253、ストライクプレート254及び位置決めねじ252からなる。図3Bに示したように、スライドプレート260を、ねじ261でブロック251の上面に取り付ける。次いで、一般に、約0.5psiから約30psiの範囲で圧力を粉末床にもたらす所定の力を、シリンダ253にかける。次いで、圧力をかけたいずれかの方向に、一般に90°の角度で、シリンダ253を回転させる。次いで、図3Cに示したように、位置決めねじ252をシリンダ253に対してロックする。続いて、ねじ261をはずして、スライドプレート260を持ち上げ、ブロック表面255との滑動接触を維持しながら、粉末床表面245を滑らせる。次いで、図3Dに示したように、格子アセンブリ270を、整合ピン274及び275が穴247及び248に適合しするように、ブロック表面255に載置し、粉末床245に整合させる。図3D及び図4は、それぞれ、格子アセンブリ270の断面図及び平面図であり、それは、格子フレーム272、格子プレート271及び整合ピン274、275を含む。図4に示したように、格子プレート271は、粉末床領域を覆う穴273のような同じ大きさの穴の隙なくつまったアレイを含む。
【0039】
ブロック251、シリンダ253及びスライドプレート260は、加工する粉末よりも硬い耐腐食性材料からなることが好ましい。多くの粉末について、適当な材料は、硬化されていないステンレス鋼型316である。非常に硬い粉末について、適当な材料は、Surface Conversion Sciences Corporation in State College, Pennsylvania, USAから供給されるサファイア被覆型MHのような、硬質セラミック薄膜で被覆されたステンレス鋼型440Cで硬化された一組である。
【0040】
ストライクプレート254の材料は、ツールを鈍らせないように、それに接触するであろうコア採取ツールの先端よりもやわらかくすべきであり、スライドプレート260が取り出される際、穿孔されたプラグをきれいに拾い上げることを可能にしながら、粉末ベッド245を好ましくはストライクプレート254にくっつくように選択すべきである。ある粉末について、これら後者の2つの基準に適当するものを見つけるために、種々のストライクプレートで、床圧縮試験を行うべきである。図3Aから3Dに示された実施形態では、ピンの持ち上げ方法よりも、スライディング作用が、低い詰め込み密度で非常に粘稠な粉末を含む、より多くの種類の粉末できれいな粉末床表面を与えるという点で、図1Aから図1Dに示された実施形態以上の利点を有する。医薬粉末のための適当なストライクプレート254の材料は、限定されないが、アルミニウム、銅、ポリカーボネート、アクリル、ポリエステル、ポリスチレン及びPVCを含む。ストライクプレート254は、5分以内に硬化するエポキシの薄い層(25μm厚未満)でシリンダ254に接着することが好ましくい。粉末床245からのきれいな放出を促進するために、テフロン(登録商標)、UHMW又はワックスペーパーのような薄く、粘稠性でない材料をスライドプレート表面262に接着させることができる。
【0041】
あるいは、ある種のスライドプレートは、表面262に種々の被覆を提供することができる。ある粉末について、スライドプレート260がスライドする際に、同時にきれいに放出することを可能にしながら、シリンダ253が回転する際、粉末床245が共有され及び完全に混合され、よって均一に圧縮されるように、ストライクプレート254及びスライドプレート253が粉末床245に十分くっつくかどうかを決定するために、床圧縮試験を行うべきである。
【0042】
穴249の適当な直径は、粉末がどの程度有用であるか及びそれがどのように良好に圧縮されるかに応じて、2mmから50mmの範囲である。また、他のサイズを用いてもよい。穴壁256、ブロック面255、シリンダ壁257、スライドプレート表面262及びブロック面255は、好ましくは、粉末の接着を最小限にするために0.5μm以下の表面仕上げに、磨いて、仕上げを施すべきであり、よって、次第に消耗する。シリンダ253及び穴249は、好ましくは、7.5μm以下の荒さに磨き上げるべきであり、それらの間のクリアランスを20μm以下の大きさにすべきである。シリンダ面258は、10μm未満までで、完全に平坦で垂直な面から逸脱させるべきであり、スライドプレート表面262及びブロック面255は、5μm以内に平坦に磨がれるべきである。ストライクプレート254は、10μm以内に平坦にされるべきである。
【0043】
格子プレート271の適当な材料は、0.2mm厚の十分硬質のインバールであり、穴273(一般に0.5mmから4mmの直径の範囲)のような外形及び穴をカットする適当な方法は、+/−5μm精度の精密レーザー切断である。特別注文のレーザー切断インバール格子プレートを、Photo Etch Technology Company, 71 Willie St, Lowell, MA 01854, USAによるこれらの規格に形成することができる。格子フレーム272の適当な材料は、ステンレス鋼型316である。
【0044】
図5は、均一な粉末床からプラグを形成する特定の方法である。コア採取ツール305は、チューブ306及び粉末プラグの排出手段(例えば、ピストン307)を含んでおり、格子302の穴301上に配置される。次いで、310に示すように、チューブ306を粉末床に部分的に通して又はベース304上のストライクプレート303に接触するまで粉末床300に完全に貫通させて押し付ける。次に、315に示したように、コア採取ツール305を引き上げ、目的位置に移動させ、プラグ320を、粉末プラグの排出手段(例えば、ピストン307、液体、圧縮ガス、振動など)によってチューブ306から排出させる。このプロセスは、格子302を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0045】
粉末の質量及び所定の穴底の面積によって、単位面積あたりの粉末の平均質量Wを計算することができる。この実施例のように、チューブが円形で、チューブが全粉末床を通って挿入された場合、よって、プラグの質量は、(1)によって与えられる。
粉末プラグ質量=π(d/2)2W (1)
(式中、dはチューブの内径、Wは粉末床の単位面積あたりの質量である)
同様に四角、六角形及び他のチューブ形との関係は、当業者において公知である。このように、形又はチューブ内容積を制御することによって、プラグの質量が制御される。
【0046】
粉末プラグは、チューブの内径が十分に小さい場合、床からチューブを単に動かすことによって、粉末床から引き上げることができる。いずれかの固体及びチューブ内径に対して、プラグが十分に引き上げられるようにチューブ内に付着するために、成形することが必要かもしれない。
【0047】
図6は、均一な粉末床から成形されたプラグを形成し、引き上げる特定の方法を示す。コア採取ツール335は、チューブ336及び粉末プラグの排出手段(例えば、ピストン337)を含んでおり、格子332の穴331上に配置される。コア採取ツール340の次の図に示されているように、チューブ336を粉末床にベース334上のストライクプレート333に接触するまで粉末床330に完全に通して押し付ける。次いで、345に示したように、ピストン337を、約5から約5000psiの範囲の圧力をかけるために十分な力で粉末床330に押しつける。続いて、コア採取ツール335を持ち上げ、目的位置に移動させ、350に示すように、成形プラグ355を、粉末プラグの排出手段(例えば、ピストン又はピン337)によってチューブ336から排出させる。このプロセスは、格子332を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0048】
いずれかの粉末は、一箇所で複数回穿孔することによって、厚いベッドから制御された量の質量を有するプラグを形成することを可能にする特性を有しているであろう。これは、単一の圧縮された床から形成することができる穿孔の回数を増加するため、望ましい。
【0049】
図7は、形成されるプラグよりも高い均一な粉末床からプラグを形成する特定の方法を示す。コア採取ツール365は、チューブ366及び粉末プラグの排出手段(例えば、ピストン367)を含んでおり、格子362の穴301上に配置される。次のコア採取手段370に示すように、チューブ366を粉末床360に所定の力又は所定の距離のいずれかで粉末床360に押し付けられる。次いで、コア採取ツール365を持ち上げ、目的位置に移動させ、375に示すように、プラグ376を、粉末プラグの排出手段(例えば、ピストン又はピン367)によってチューブ366から排出させる。このプロセスは、格子362を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0050】
図8は、製造されるプラグよりも高い均一な粉末床からプラグを形成する他の特定の方法を示す。コア採取ツール385は、チューブ386及び粉末プラグの排出手段(例えば、ピストン又はピン387)を含んでおり、格子382の穴381上に配置される。ピン387は、ピストン面388とチューブ先端389との間の距離が、穿孔の間、固定され、特定された値を維持するように、固定された状態でチューブ386に保持される。次のコア採取手段390に示すように、チューブ386を粉末床360に所定の力又は所定の距離のいずれかで粉末床380に押し付けられる。次いで、コア採取手段385を持ち上げ、目的位置に移動させ、コア採取手段395に示すように、プラグ396を、粉末プラグの排出手段(例えば、ピストン387)によってチューブ386から排出させる。このプロセスは、格子382を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部分がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0051】
組織サンプリング方法を意図する市販のコア採取手段を、本発明の穿孔ツールに用いることができる。本発明の適当なコア採取手段の供給者は、Fine Science Tools Inc.、202-277 Mountain Highway, North Vancouver, BC V7J 3P2, Canada)であり、これは、0.35mm、0.5mm、0.8mm、1mm、2mm、3mm及び5mmのチューブの内径を有する穿孔ツールを供給する。これらのコア採取ツールは、硬化ステンレス鋼チューブ及び10μm未満のクリアランスで適合する排出ピンを含む。チューブ及び排出ピンの外壁は、コア採取される材料のくっつく傾向を少なくするために、クロムめっきされ、表面エネルギーを減少させる。非常に硬い粉末からプラグを形成するためには、特別注文のタングステンカーバイドのチューブ及びピンアセンブリが適当である。タングステンカーバイドのチューブ及び隙なく適合するピンは、Bird Precision, One Spruce Street, Waltham MA, 02454-0569, USAによって十分な精度で製造されるかもしれない。
【0052】
図9は、先に説明した方法による固体を取り扱う特定の装置を示す。穿孔アセンブリ420は、チューブアクチュエータ425、ピンアクチュエータ423、コア採取ツール415及びマウンティング・プレート427からなり、y線アクチュエータ460及びyガイ・ドレール462に装備され、それらは、x線アクチュエータ463に装備されている。チューブアクチュエータ425及びピンアクチュエータ423は、ともにプラグを穿孔し、所望により加圧し、排出することを可能にする。x線アクチュエータ463及びy線アクチュエータ460は、コア採取ツールを4つのステーション(収容プレート410、供給源容器アセンブリ405、洗浄ステーション430及び秤量ステーション440であり、それぞれは、以下の機能を有する)にわたって移動させるために十分な活動範囲を有する。収容プレート410は、産出プラグを分配するところであり、供給源容器アセンブリ405は、プラグを穿孔するところであり、洗浄ステーション430はコア採取ツール又はチューブ415を洗浄及び乾燥することができるところであり、秤量ステーション440は、分配工程の特性を明らかにし、モニターするために秤量することができるところである。これらの部品は、機器ベース470、収容プレート基台472及びアクチュエータ支持体471、473によって支持されている。
【0053】
適当なx線アクチュエータ463は、600mmストロークのモデルERB50-B02LA90-GSS600-Aであり、適当なy線アクチュエータ460及びガイドレール462は、300mmストロークのERB32-B08LA90-FSS300-A及びERB32-IDLS-FSS300型のモデルであり、これらはParker Hannifin Corporation(6035 Parkland Boulevard Cleveland, Ohio 44124-4141, USA所在)によって製造されている。xサーボ制御のモータ464及びyサーボ制御のモータ461のための適当な製品は、サーボ制御の駆動モデルEi-DN-20200-000と連結されて用いられる、モデル番号NTE-207-CONS-000(EMERSONによる)のモータであり、これも、EMERSON (8000 West Florissant Avenue, St. Louis, Missouri 63136-8506, USA)によって製造されている。動作コマンドは、駆動ソフトウェアと互換性のあるプログラムされたパーソナルコンピュータからサーボ制御駆動装置に送ることができる。チューブアクチュエータ425及びピンアクチュエータ423に使用される製品は、それぞれ、空気式アクチュエータモデルMXS8-75A- F9PVL及びMXS8-10A-F9PVLであり、SMC Corporation of America(3011 North Franklin Road, Indianapolis, Indiana 46226, USA)によって供給されている。
【0054】
洗浄ステーション430は溶媒貯蔵層431と乾燥穴432とからなる。溶媒貯蔵層431は粉末400を溶解することができる溶媒が充填されており、乾燥穴432の底は真空を保持するポート434に連結されている。一般的な粉末のための適当な溶媒は、限定されないが、エタノール、メタノール、アセトン、酢酸エチル、ジメチルスルホキシド又はメチレンクロライドを含む。洗浄容器433の適当な材料は、テフロン(登録商標)(デュポン)又はUHMWポリマー(クラウンプラスチックス)であり、それらは、最も有用な溶媒に不活性である。洗浄及び乾燥するために、コア採取ツール415は、まず、溶媒貯蔵層432に一定時間挿入され、次いで、所定時間乾燥穴432に挿入される。先端で流動体を動揺させ、よって、洗浄及び乾燥を促進するために、洗浄及び乾燥している間、ピンアクチュエータ423は伸張及び収縮することができる。
【0055】
秤量ステーション440は、サンプルプラグ443を収容するために、秤量プラットフォーム444、ドラフトシールド441及び秤量カップ442を有する微量天秤445を含む。プラグを秤量するために、コア採取ツール415を、穴446上に移動させ、秤量カップ442まで伸張され、プラグを秤量カップに排出する。微量天秤を十分な精度に設定するために、全てのアクチュエータの運動を停止させることが必要かもしれない。秤量ステーションは、プラグの集団を秤量するために使用することができ、所定の条件で圧縮された粉末床の特性を明らかにする。粉末床の特性を明らかにするために、一般に40ペレットが任意に床からサンプル取りされ、平均質量及び標準偏差を得る。その値が許容される場合、続いて、床は同じ条件下で圧縮され、製品ペレットを製造する。1μgから2gの範囲+/−0.25μgの精度でのプラグの秤量のための適当な微量天秤は、微量天秤モデルUMX2(Mettler Toledo, GmbH, with corporate headquarters in Im Langacher, 8606 Greifensee, Switzerlandによって製造)である。
【0056】
プラグを穿孔するために、チューブアクチュエータ451が引っ込められ、コア採取ツール415を供給源容器アセンブリ405中の格子穴上に移動させ、チューブアクチュエータ425が、粉末床400に格子穴を通してコア採取ツール415を押しつけ、次いで、アクチュエータ425を引っ込める。プラグを排出するために、コア採取ツール415を目的位置に移動させ、チューブアクチュエータ425を伸張させ、次いで、ピンアクチュエータ423を伸張させてプラグを排出し、次いで、アクチュエータ426を引っ込め、アクチュエータ425を引っ込める。
【0057】
静電気を低減させるために、ビルドアップイオン送風機480がコア採取ツール415上に装備され、イオン化空気をその下の部品に送る。適当なイオン送風機はモデル4165である(NRD LLC, 2937 Alt Blvd, PO Box 310, Grand Island, NY 14072, USAによって製造)。
【0058】
実施例2:粉末プラグの押し出しによる固体の取り扱い
この実施例は、粉末プラグを製造する代替方法及び装置を示す。粉末の平均粒径は、約200、100、50、10、5、1、0.1又は0. 01μm未満とすべきである。この実施形態は、実施例1で説明した方法に対して2つの顕著な利点がある。それは、均一な粉末床を製造する必要がないため、より少ない時間及び労働しか必要とせず、第2に、同じ数のプラグを作製するのにより少ない粉末しか必要としないことである。言い換えると、この実施形態は、粉末プラグのコア採取するよりも、より有効で無駄が少ないことを示すかもしれない。
【0059】
この方法及び装置の特定の実施形態では、粉末プラグは、以下の工程を経て作製される。まず、図10Aに示すように、粉末501の既知質量(たとえば、約1g、500mg、100mg、25mg、1mg、500μg、250μg又は100μg未満)を、下方位置に配置された供給源ピストン503を有するシリンジ状の供給源チャンバ502に分配する。次いで、供給源ブロック504を図10Bに示すように、維持プレート509によってスライドプレート506にクランプする。
【0060】
次いで、図10Cに示すように、空気式シリンダ505、あるいはピストンヘッドをスライドプレート506に近づけるように動かす他の手段によって、一般に約5から約50psiの圧力で、供給源ピストン503を押し付け、さらには、スライドプレート506に対して粉末510を押し付ける。次いで、スライドプレート506を、用量チャンバ513が粉末表面515上を横切るように、例えば、図11Aに示すように、十字の軌跡516で動かす。あるいは、図11Bに示すように、らせん軌跡517のような他の軌跡を採用してもよい。ガイドラインにように、横切る距離は、供給源チャンバの直径の10倍よりも長くすべきであり、その進路は、用量チャンバ513への繰り返し可能な充填を達成するために、供給源面積515の異なる部分に及ぶべきである。粉末の用量チャンバ513への流れを改善するために、供給源チャンバ中の粉末を振動又は混合に付してもよい。
【0061】
プラグの大きさ及び質量は、図10Bに示したように、マイクロメータ装置508を有する用量チャンバ513の高さを調節することによって変更することができる。好ましくは、用量チャンバ513の高さ対直径の比は、0.2よりも大きく、0.8未満であり、そうでなければ、異なる直径の用量チャンバを取り付けるべきである。
【0062】
粉末510を用量チャンバ513に充填した後、空気式シリンダ505への圧縮空気のスイッチをオフする。次いで、図12Aに示したように、スライドプレート506を、用量チャンバ513が目的ウェル518の上方に位置するように、供給源ブロック504に対して動かす。次いで、図12Bに示したように、圧縮空気が排出ピン522を下方に進め、目的ウェル518にプラグを排出する。排出ピストン521は、ハードストップ523に当たり、急激に減速し、よって、排出ピン522が粉末を放出する。次いで、排出ピンは収縮し、スライドプレート506が元の位置に動き、空気式シリンダ505に供給され、再度粉末510に圧力をかける。充填及び排出工程は、供給源粉末の高さ524が(図12B参照)最小値、一般に0.4mmに達する(供給源チャンバ502が再度充填される時点)まで繰り返される。
【0063】
スライドプレート506、排出ピン512、供給源ブロック504及び供給源ピストン503は、硬くて、滑剤を使うことなく長い磨耗寿命を与える耐摩損性材料から形成すべきである。適当な材料は、タングステンカーバイド、ジルコニア、シリコンカーバイド及びアルミナである。装置が柔らかな粉末を分配することを必要とするのみである場合には、よりコストを抑える代案は、サファイア被覆型MH(Surface Conversion Sciences Corporation (State College, PA)により供給)のような、硬化セラミック薄膜で被覆された硬化440Cステンレス鋼を用いることである。分配装置の受動的な部材は、タイプ316のような耐腐食性ステンレス鋼から形成されることが好ましい。50μmの質量のプラグを作製するために、適当な用量チャンバ径は0.5mmであり、適当な供給源チャンバの径は2mmから5mmである。スライドプレート506は、その一部が供給源ブロック504にクランプされることを維持することができ、一方、用量チャンバ513が工業的標準マイクロタイタープレート(それは、85mm×127mmの底面積を有する)の全ウェルに達することを可能にするために、150mm長以上とすべきである。
【0064】
スライドプレート506の一方の面及び供給源ブロック504は、粉末粒子の漏れを最小限にするために、2μm以内の平坦度に研がれるべきである。各パーツ間の公称放射クリアランスを5μm以内にするために、用量チャンバ513及び供給源チャンバ502は、2μm以下の丸みに磨かれるベきであり、排出ピン502及び供給源ピストン503は、2μm以下の丸みにするためにラップ仕上げされるべきである。粉末と接触する排出ピン512及び供給源ピストン503の表面は、2μm以内に平坦に磨がれるべきである。用量チャンバ513、供給源チャンバ502、排出ピン512及び供給源ピストン503の先端は、粉末がスライディング表面間に引っかかるのを阻止するために、鋭い状態にすべきである。摩損を最小限にするために、スライディング接触における全ての面を0.2μm未満の表面仕上げに研磨すべきである。
【0065】
図13A及び13Bは、それぞれ、収容プレート599及び微量天秤597上の秤量カップ595に分配することができる分配装置507を組み込んだ機械の正面及び側面図である。収容プレートは、工業的標準の96ウェル、384ウェル又は1536ウェルフォーマット又は特別注文のフォーマットとすることができる。収容プレート599は、機械ベース601上の基台600によって支持されている。スライドプレート506は、供給源ブロック504に対して、x線アクチュエータ592及びy線アクチュエータ589によって移動させられる。適当なアクチュエータは、ROBO CYLINDER(登録商標)シリーズ(Intelligent Actuator, Inc. 、日本によって製造)からのものである。ヨーク587に連結された空気式シリンダ603は、供給源ブロック504に対してスライドプレート506を押し出す。ヨーク587は、スライド摩擦を最小限にするために、超高分子量ポリエチレンからなる足部584を有する。サーボ機構592の押し棒607は、シャトル枠590に連結されており、それは、順にサーボ機構本体589に連結され、よって、スライドプレート506が供給源ブロック504に対してx及びy移動することを可能にする。
【0066】
線形アクチュエータ582は、カラム585及び580によって支持されており、収容プレート599に分配することを可能にするために、x方向に分配装置507を移動させる。図13Bに示すように、分配装置507は、可動台605及び606に連結されたC−枠591に支持されている。スレーブ線形ガイド504は、C−枠591のためのさらなる支持体を提供する。適当な線形アクチュエータ及び支持制御ハードウェア及びソフトウェアは、Intelligent Actuator, Inc. (日本)によって製造されている。
【0067】
図13Aに示す秤量ステーション583は、特徴づけ及び統計的追跡のためにプラグを秤量することを可能にする。秤量ステーション583は、秤量プラットフォーム596、秤量カップ595及びドラフトシールド594を備える微量天秤597を含む。微量天秤597は、花崗岩製基台598によって支持されている。適当な微量天秤は、UMX2モデル(Mettler Toledo, Switzerlandにより製造)である。
【0068】
実施例3:複数の粉末プラグを同時に押し出すことによる固体の取り扱い
この実施例は、複数の粉末プラグを同時に押し出す新たな方法及び装置を説明する以外、実施例2と同様の方法及び装置に基づく。はじめに、図14Aは、既知質量の粉末640(例えば、約1g、500mg、100mg、25mg、1mg、500μg、250μg又は100μg未満)が供給チャンバ642に分配されることを示す。次いで、図14Bにおいて、空気式シリンダ651及び供給源ピストン649を含むアセンブリ648が、供給源チャンバ642上方に取り付けられる。供給源チャンバ642の底には、供給源ブロック641及び維持部656の間にあるスライドプレート645がある。粉末640は、はじめに、スライドプレートに対して供給源チャンバ642内で空気式シリンダ651に一般に約5から約50psiで空気を供給されることにより、加圧される。
【0069】
また、図14Bは、供給源ピストン649は、四角の供給源チャンバ642(丸又は他の断面形状が使用されてもよい)に正確に適合する大きさの四角の断面665を有する。スライドプレート645は、グリッドカッター646(図15参照)のような複数の中空の区切りを含む(それは、675のような四角の仕切りを形成する660のような薄いブレードのグリッドを保持する枠708を含む)。図15は、グリッドカッター646の等測図を示す。排出ピン670は、675のようなグリッド仕切りに正確に適合する大きさの四角い断面674を有する。しかし、供給源チャンバ642、供給源ピストン649、排出ピン670及びグリッドカッター646中の仕切り675は、部品が互いに適当に適合するように、円形、ひし形又は六角形を含むいかなる不定形を有するように設計されていてもよい。
【0070】
粉末655を、はじめに供給源チャンバ642内で均一に圧縮する密度を達成するために加圧した後、空気式シリンダ662のポート664(図16A参照)に供給された圧縮空気を放出し、スライドプレート645を供給源チャンバ642下の方向に移動させる。次いで、図16Aに示したように、圧縮空気をポート664に供給し、グリッドカッター646のブレード660を通して粉末668に加圧する。次いで、ポート664への圧縮空気のスイッチをオフし、図16Bに示すように、プラグ673が排出ピン670の下にくるように、スライドプレート645を移動させる。また、分配装置659を、プラグが目的ウェル662上になるように移動させる。次いで、図16Cに示すように、圧縮空気をポート676に供給し、それが排出ピン670を下方に排出し、目的ウェル662に粉末プラグ673を排出する。排出ピストン678はハードストップ677に当たり、急激に減速し、よって、実質的に全ての粉末を排出ピン670が放出する。次いで、スライドプレート645は、他の仕切りが排出ピン670下にくるように、徐々に移動させ、排出工程を繰り返す。押し出し及び排出工程は、供給粉末の高さ650が、スライドプレートの膜厚未満になる値に達するまで繰り返される。供給粉末の高さの最小値は、標準的なホール作用センサで検出することができる。
【0071】
図16Aから16Cに示したこの実施の形態について、粉末668の平均圧縮密度及びスライドプレート645の膜厚は、製造されるプラグの平均質量を決定する。粉末668の平均圧縮密度は、図14B及び図16A−Cに示すように、粉末高さ650を決定するロッド高さ647(図14B)を測定することによって判断される。例えば、平均圧縮密度は、粉末高さ650及び供給源チャンバ642のベース面積によって分割された粉末668の質量と同等である。よって、粉末プラグ673の平均質量は、圧縮密度かけるスライドプレート645の厚さ及び仕切り675のベース面積に相当する。種々の膜厚を有する各種スライドプレートは、目的値に満足できるように近づく平均プラグ質量を提供するのに有効である。新たなスライドプレート657を説明するための限定されない実施例として、図17は、反転した分配装置659を示し、維持部656は除去及び再度取り付けられる。あるいは、他の実施形態は、図18A及び18Bに示す。グリッドカッター749中の各仕切り746の高さが、個々の排出ピン742に連結されたマイクロメータ753及び754と独立に制御される。
【0072】
スライドプレート645、排出ピン670、供給源ブロック641及び供給源ピストン649は、硬く、滑剤を使用することなく長い摩損寿命を提供する耐摩損性材料で形成されるべきである。限定されない適当な材料は、タングステンカーバイド、ジルコニア、シリコンカーバイド及びアルミナである。装置が柔らかな粉末を分配することを必要とするのみである場合には、よりコストを抑える代案は、サファイア被覆型MH(Surface Conversion Sciences Corporation (State College, PA)により供給)のような、硬化セラミック薄膜で被覆された硬化440Cステンレス鋼を用いることである。分配装置の構成部材は、タイプ316のような耐腐食性ステンレス鋼から形成されることが好ましい。グリッドカッターインサート646は、それらの面がとがれ及び磨かれたタングステンカーバイドのプレートから形成されることが好ましい。仕切りは、プランシャー又はワイヤ放電加工によって切断することができる。
【0073】
特定の質量のプラグを形成するために必要な種々のパラメータの決定は、当該分野で公知の技術及び材料を用いて行うことができる。例えば、約50μgの質量を有するプラグを形成するために、スライドプレート645及びカッターインサート646の適当な厚さは、0.4mmであり、適当な仕切りの径は、0.4mm幅×0.4mm長である。適当なカッター壁の厚さは、75μmである。スライドプレートの片方の面、供給源ブロック641及び維持部656は、粉末粒子の漏れを最小限にするために、2μmの平坦度に仕上げるべきである。供給源チャンバ642壁は、2μm以下の精度にラップ仕上げするべきであり、排出ピン670及び供給源ピストン649の壁は、2μm以下の精度にラップ仕上げするべきである。四角の排出ピン670と675のようなグリッドカッターの仕切り間の公称放射クリアランスは、10μm以下にすべきである。粉末と接触する排出ピン670及び供給源ピストン649面は、2μm以内に平坦に磨がれるべきである。グリッドカッター646、排出ピン670、供給源チャンバ642及び供給源ピストン649の先端は、粉末がスライディング表面間に引っかかるのを阻止するために、鋭い状態にすべきである。摩損を最小限にするために、スライディング接触における全ての面を0.2μm未満の表面仕上げに研磨すべきである。
【0074】
図19A及び19Bは、分配装置659を組み込む機械を示し、それは、収容プレート728及び微量天秤717上の秤量カップ715に分配することができる。収容プレートは、工業的標準の96ウェル、384ウェル又は1536ウェルフォーマット又は特別注文のフォーマットとすることができる。収容プレート728は、機械ベース7181上の基台719によって支持されている。
【0075】
スライドプレート645は、適当なxサーボ機構709(図19A参照)及びyサーボ機構732(図19B参照)によって、供給源ブロック641に対して移動する。適当なサーボ機構は、ROBO CYLINDER(登録商標)シリーズ(Intelligent Actuator, Inc. 、日本によって製造)からのものである。部材712は、x及びyサーボ機構をスライドプレート645に連結する。空気式シリンダ709及び710をクランプすることにより、維持部656に、供給源ブロック641に対してスライドプレート645を保持させる。
【0076】
x線アクチュエータ725及びy線アクチュエータ721は、分配装置659を機械ベース718に対して移動させる。スレーブz線ガイド729及びy線ガイド721は、さらなる剛性を分配装置659の支持体に与える。適当な線アクチュエータ及び支持制御ハードウェア及びソフトウェアは、Intelligent Actuator, Inc.(日本)によって製造されている。
【0077】
秤量ステーション583は、特徴づけ及び統計的追跡のためにプラグを秤量することを可能にする。図19Aに示すように、それは、微量天秤717、秤量プラットフォーム716上の秤量カップ715及びドラフトシールド714を含む。適当な微量天秤は、UMX2モデル(Mettler Toledo, Switzerlandにより製造)である。
【0078】
実施例4:スラリー懸濁液を製造することによる固体の取り扱い
いずれかの固体の物理的特徴は、担体を用いる取り扱いに対してそれらをより影響を受けやすくさせる。したがって、本発明は、スラリーを利用した固体を取り扱う方法を包含する。この方法において、固体又は固体の混合物は、液体賦形剤と混合され、スラリー混合物を形成し、それは、標準的な液体操作装置(例えば、ピペット)を用いることによって分配される。次いで、液体賦形剤は、固体を与えるための除去される(例えば、蒸発、ろ過又は沈降分離によって)。
【0079】
結晶形成を促進するために、長い乾燥時間及び低い乾燥温度を用いることが好ましい。好都合なことに、液体賦形剤は、ある固体の取り扱いを容易にするが、固体の実質的な部分を溶解しないように、選択することができる。固体が溶解する溶液の形成を避けるために、この方法は、実質的にそれらの固体の形態に影響を及ぼすことなく、制御された量の固体を取り扱うことを可能にする。
【0080】
取り扱いを容易にする(例えば、調製、取り扱い及び/又は分配)固体のスラリーを与えるために用いることができる液体賦形剤は、ほとんど又は全く通常の実験をすることなく選択することができる。好ましい液体賦形剤は、容易に除去され(例えば、蒸発)、固体と化学的に反応しない。また、固体及び取り扱われる固体は、好ましい液体賦形剤中において、不溶性であるか、あるいは溶解性が低い(例えば、約10mg/mL、1mg/mL、0.1mg/mL、0. 01mg/mL又は0.001mg/mL未満)。特定の方法においては、液体賦形剤は、湿潤剤又は水を含む。湿潤剤の目的は、水の表面張力を低減させることである。湿潤剤の例は、限定されないが、イソプロピルアルコール及びメタノールのようなアルコール類、ラウリル硫酸ナトリウム、ポリビニルピロリドン(PVP)及びトゥイーン(登録商標)が含まれる。
【0081】
特定の方法において、スラリー懸濁液のサンプルを、分配工程中、高速液体クロマトグラフィー(HPCL)分析のためにバイアルに採取する。これらのバイアルは、各分配中に固体がどの程度実際に移動したかを確認するために用いる。特定の方法では、固体状態の分析を、液体賦形剤を除去した(例えば、真空又は蒸発)後に行い、固体が実質的に形態を変化していないことを実証する。この測定のために使用することができる技術の例は、限定されないが、NMR分光法(例えば、1H及び13C NMR)、ラマン分光法(例えば、共鳴ラマンスペクトル法)、X線分光法、粉末X線回折、吸収及び発光分光法(例えば、赤外線、可視光線、紫外線収及び発光分光法)、複屈折、示差走査熱量測定(DSC)及び熱重量分析(TGA)を含む。
【0082】
実施例5:接着性表面を用いることによる固体の取り扱い
本発明の他の実施形態において、固体(例えば、粉末)を、制御された量の固体を接着することができる接着性表面を用いて取り扱う。この実施形態における特定の方法は、非接着領域(つまり、ある固体は接着しないか、接着領域に接着するようりもより弱く接着する領域)によって分離された2以上の接着性領域からなる表面を利用する。接着領域は、ほぼ同じ大きさ及び形状であることが好ましい。接着領域の特定の大きさの例は、限定されないが、約5cm2、2.5cm2、1cm2、50mm2、10mm2、1mm2及び0.5mm2未満である。
【0083】
接着領域は、種々の方法によって形成することができる。具体例は、限定されないが、接着剤を非接着性裏材に付着させる、非接着性マスクで接着性裏材を被覆する及び非接着性裏材の領域を化学物質、放射線照射、プラズマ又はこれらの領域に接着性を与えるために十分な他の手段で処理することを含む。そのような方法は、当該分野で公知である。例えば、米国特許第6,284, 329号、6, 221,268号及び6,096, 156号参照(これらを参照としてここに組み込む)。
【0084】
図20は、接着性パッチ配列を可能にする種々の非網羅的な実証を提供する。それは、アレイ815、ストライプ820及びウェハ825を含む。接着性の表面領域及び粉末の粒径は、特定の領域825に付着する固体量に影響を及ぼすであろう。そのパターンは、円形、四角形、線状のようなありふれた形状のアレイ又は格子、もしくは、らせんのようなパターンに配置された他の構成とすることができる。適当な裏材原料は、硬い(例えば、ガラス又はプラスチックからなる)又はやわらかい(例えば、プラスチック担体膜)ものとすることができる。
【0085】
パターン形成された表面を、粉末の接着に影響を与え得る非特異性及び不所望の静電気相互作用を低減するために、イオンガンを用いて脱イオン化することが好ましい。次いで、例えば、粉末床にその表面を押し付ける、粉末にその表面を浸漬する、その表面のすべてに渡って粉末を噴霧しかつ過剰のものと取り除く、あるいはその表面に粉末を振りかけかつ過剰のものを取り除くことによって、粉末を表面に塗布する。いずれかの粉末が、表面の望まない部分に静電気的に接着したまま残る場合、イオン空気ガンを、緩やかにその表面に吹き付けるために用いることができる。図21はこの実施形態の例を示し、脱イオン化した基材800上の粘着性の接着性パッチ805を粉末床810に接触させる。一実施形態では、約1mg未満の粉末を接着性領域に接着させる。他の実施形態では、約0.5又は0.25mg未満の粉末を接着性領域に接着させる。
【0086】
固体が選択的に接着性領域に接着した後、その固体を表面から除去し、さらなる利用(例えば、試験又は実験)のために容器又は入れ物に移動させる。特定の方法では、固体を溶媒に溶解し、得られた溶液を容器に移動させる。接着剤(使用された場合)は、溶媒に溶解せず、又はわずかに溶解するのみであることが好ましい。他の方法では、固体は不溶性又はわずかに溶解するのみであるが、接着領域からその除去を促進するために、接着する又は十分な親和性で貯留する液体又はゲルを用いて固体を移動させる。そのような液体の例は、ポリエチレングリコール(PEG)である。
【0087】
図22は、固体が、基材上の接着領域に接着させるか、裏材を容器(例えば、マルチウェルプレート中のウェル)に分配することができることによる方法を示す。この特定の方法によれば、付着した又はそのかわりに裏材に懸濁された試薬、溶媒又は賦形剤920を、接着性領域915のストライプ又はアレイに接着した固体925に接触させ、混合物930を与える。その試薬、溶媒又は賦形剤は、得られる混合物が、ストライプ又はアレイ915に付着したままとならないように及び容易に取り除かれ又は転置して集塊を形成するであろうように、選択される。よって、集塊は、例えば、遠心分離、振動、真空又は単に引力を用いて、容易に適当な容器910に分配される。試薬は、取り扱われる固体と作用せず、あるいは実質的にその形態に影響を及ぼさず、接着剤に溶解しないことが好ましい。試薬は、任意に、限定されないが、蒸発、ろ過及び沈降分離のような種々の技術を用いて除去することができる。
【0088】
固体が置かれる特定の用途に依存して、それが接着している接着領域から取り出すことが必要であっても、なくてもよい。本発明の一実施形態では、固体は、裏材の接着領域に接着されたままで利用される(例えば、研究される)。例えば、種々の実験を、図20に示されるように、固体サンプルのシート上又はストライプ上で直接、一連で又は並行して行うことができる。
【0089】
特定の方法では、固体状態分析を、移動中に固体が実質的に形態を変化していないことを確認するために行う。この測定のために使用することができる技術の例は、限定されないが、NMR分光法(例えば、1H及び13C NMR)、ラマン分光法(例えば、共鳴ラマンスペクトル法)、X線分光法、粉末X線回折、吸収及び発光分光法(例えば、赤外線、可視光線及び紫外線吸収及び発光分光法)、複屈折、示差走査熱量測定(DSC)及び熱重量分析(TGA)を含む。
【0090】
実施例6:ある容器から他の容器への固体の移動
少量の固体を取り扱う工程中、固体内容物をある容器内から異なる容器に移動させる必要があるかもしれない。例えば、少量の固体を精密な微量天秤(例えば、Sartorius SC2 Ultra Micro)で秤量することは、十分な質量分析(例えば、0.1μg可読性)を達成するために、低質量容器(例えば、2g未満)を必要とする。しかし、これらの固体のさらなる処理は、高い強度の容器又は二次元アレイフォーマットを必要とするかもしれず、それらの双方は、そのような微量天秤の質量限界を超えているであろう。そのような適用その他のために、固体をある容器から他の容器に移動させる種々の方法及び装置を以下に説明する。
【0091】
特定の方法及び装置において、固体1000を本来保持する容器は、図23Aに示すように、微量天秤1005によって秤量することができる従来の開面容器1001である。スウィングアーム1003に取り付けられて容器1001をつかむ空気式のクランプ1002を採用することによって、固体1000をマルチウェルプレートのウェルのような異なる容器に移動させる。図23Bは、この実施形態のクランプ1002及びスウィングアーム1003の平面図を示す。図23Cに示すように、スウィングアーム1003は、容器1001を、円弧の起動を通って加速させ、ハードストップ1004に衝突させて、固体1000を開面容器1001から出し、マルチウェルプレート1007の目的ウェル1006に入れる。目的ウェル1006の位置は、容器1001の停止位置の直下となるように、x及びy線アクチュエータ1008の対によって配置させる。
【0092】
スウィングアームの実施形態のプロセススループットを増加させるために、図24に示すように、回転ラックを組み込んでもよい。回転ラック1009は、秤量のための微量天秤1005と移動のための空気式クランプ1002の位置との間で2以上の容器1001を回転させる。その結果、移動及び秤量を同時に行うことができる。
【0093】
スウィングアームの実施形態における容器1001からの固体の放出を促進するために、振動アクチュエータ1010を、図25Aに示すようなスウィングアーム1003に又は図25Bに示すように直接容器1001のいずれかに組み込んで、繰り返しの軽打を適用してもよい。振動の周波数は、一般に、約1Hzから約50kHzの間である。スウィング動作中の固体100の容器からの時期尚早の放出を防止するために、図26Aに示すように、格納式のシールド1011を開面容器1001上に載置してもよく、図26Bに示すように、分配の直前に格納してもよい。
【0094】
固体内容物をある容器から他に移動させるための代替方法及び装置の例は、図27に示すように、微量天秤1005によって秤量することができる容器1012を利用する。その容器1012は、収容容器1014に固体1000を放出するために取り外すことができる格納式の底プレート1013を組み込んでいる。容器1012からの固体の放出を促進するために、その容器をアクチュエータで動揺させてもよいし、衝突させてもよいし、あるいはガスのパルスを容器に適用してもよい。
【0095】
固体内容物をある容器から他に移動させるための方法及び装置の他の例は、図28Aに示すように、微量天秤1005によって秤量することができる容器1015を含む。その容器1015は、ガス透過性底プレート1016を組み込んでいる。固体内容物1000を移動させるために、真空圧を、底プレート1016を通して適用し、その容器1015を反転させ、ついで、真空圧を除去するか、陽圧を、底プレートを通して適用し、図28Aに示すように、収容容器1017に固体1000を放出させる。容器1015からの固体の放出を促進するために、収容容器1018に、図28Bに示すように、両容器を通して連続的なガス流を流すことを可能にする、それ自体ガス透過性の底プレート1019を組み込んでもよい。
【0096】
いずれかの場合において、容器の固体内容物は、容器壁に強固に付着するかもしれず、引力よりも大きな放出力、低圧ガス又は慣性振動を必要とするかもしれない。そのような場合において、固体内容物をある容器から他に移動させるための方法及び装置の例を、図29に示す。固体含有容器1020は、微量天秤1005で秤量することができ、内部ピストン1021を容器中にスライドさせることを可能にするように設計される。容器1020は、反転し、ピン1022を内部ピストン1021及び固体内容物1023を、容器1020中及び収容容器1024に押すために用いる。
【0097】
別の方法及び装置では、工程を迅速に処理するためには、固体は、移動中、それらの本来の容器から取り出されない。図30に示したように、微量天秤1005によって秤量することができ、二次元アレイのウェルを有する収容プレート1027中のウェル1026内に適合する容器1025を利用することによって、固体1000を二次元アレイフォーマットに移動させる。容器1025は、x線ステージ1029及びz線ステージ1030に装備されたロボットアーム又は空気式のグリッパー1028によって取り扱われる。収容プレート1027は、y線ステージ1031上に位置する。ある適用に対して、収容プレートが固体のさらなる加工のために従来のプレートシール(例えば、感圧接着フィルム、熱活性フィルム又はゴムキャップマット)でシールすることができるように、ウェル内部に完全に適合するように、容器を設計する。図31に示すように、この移動工程のスループットは、容器を秤量し、同時に移動させることを可能にする回転ラック1032を組み込むことによって促進することができる。
【0098】
実施例7:少量の固体の混合
高スループットの薬化合物の前処方設計のスクリーニングのような適用において、少量の異なる粉末を、一般に、1mg未満の総サンプル容積で混合することが必要である。混合は、いずれかの化学的又は物理的相互作用の結果を分析することができるような化合物間の密接な微粒子接触を達成する。少量の固体を混合するいくつかの方法及び装置を以下に説明する。
【0099】
図32Aに示しように、特定の方法及び装置において、固体1100(例えば粉末)を、フィルター底ウェル(例えば、Unifilter(商標)プレート、Whatman, Clifton, NJによる)を有する従来のマルチウェルプレートに収容する。マイクロプレートの上面は、各ウェルを独立してそれぞれからシールするリッド1102でシールされている(例えば、Capmats、 Whatmanによる)。そのリッドは、ウェルにガスを注入するために穴があいている。1つのウェルを1度に混合してもよいし、いくつかのウェルを並行して、又はプレートの全てのウェルを同時に混合してもよい。各ウェルにガス1103のジェットを注ぐことによって、乱気流が作られ、粉末を混合させる。各ウェルの底のフィルターは、粉末を保持しながらガスを逃がす。あるいは、フィルタープレート1104を有するマルチウェルプレート1101の上面もシールすることが可能であり、それにより図32Bに示すように、プレート1104に穴を開けることなく、各ウェルのすべてにわたって固体を混合するために、ガス1105の小さな破裂を、前後に循環させることができる。
【0100】
別の方法及び装置では、粉末を市販のマイクロプレート又はブロックで輸送される個々のバイアル中に収容する。そのバイアルはねじ、スナップ又は圧着キャップでシールされ、キャリアブロックにしっかりと締め付けられ、又はマイクロプレート中の各ウェルはリッドでシールされる。粉末容器をシールした後、粉末を、高又は低周波で所定時間、マイクロプレート又はキャリアブロックを動揺又は振動させることによって混合する。また、マイクロプレート又はキャリアブロックは、粉末の混合を達成させるために、異なる軸を中心に回転させてもよい。混合を促進するために、小さな磁気攪拌器又は化学的に不活性な材料で被覆された球形のボールを各ウェル又はバイアルに入れてもよい。粉末容器をシールした後、内部のボールで粉末の混合をもたらすマイクロプレート/キャリアブロックを動揺させるか、周期的にマグネットを振動しながら磁気攪拌棒を動揺させることのいずれかによって、粉末を混合する。
【0101】
混合のための同様の方法及び装置は、図33に示すように、マイクロプレート1107又はバイアルの上面に穴を開けることができるシール1106を用いること、及び各容器に柔軟なワイヤを挿入することを含む。ワイヤ1109は、静止したハウジング1108で包むことができ、一方、モータがワイヤ1109を回転させ、粉末1100を混合する。図34に示すように、攪拌ブレード1110の種々のデザイン及びブレードの動き1111を、粉末を混合するために利用することができる。混合の後、攪拌ワイヤ1109又はブレード1110を容器から取り出し、洗浄する。各容器中の粉末高さが十分浅ければ、容器をシールすることなく粉末を混合することができる。一つのウェル又はバイアルを一度で混合してもよいし、いくつかのウェル又はバイアルを同時に混合してもよい。
【0102】
図35は、粉末1100を圧縮可能なバイアル1112又は圧縮可能なウェル1113が形成されたマイクロプレート中に収容する混合の他の実施例を示す。例えば、バイアル又はウェルは、シリコーンゴムのような弾性材料から形成してもよいし、折りたたみ式のプラスチックの蛇腹で形成してもよい。バイアルは柔軟性の又はガス透過性のキャップ1114でシールされ、一方、マイクロプレートの上面はフィルタープレート1115でシールされ、空気を逃がす。バイアル又はウェルは、繰り返し同じ又は異なる方向に圧縮して粉末を混合する。
【0103】
他の実施例では、化合物を混合する積極的な手段を採用する代わりに、図36に示すように、各容器1119の内部に分配された粉末を層状にすることによって、異なる化合物間で粒子の接触を達成させることが可能である。この方法は、活性成分1116が賦形剤1117又は異なる賦形剤1118と相互作用することを可能にする。
【0104】
実施例8:従来の微量天秤を用いた二次元アレイフォーマット中での固体の分配及び秤量
少量の粉末を取り扱う方法及び装置が、この発明において先に説明されている。薬化合物のそのような高スループットスクリーニングを安定に適用するために、それらの形態に実質的に影響を及ぼすことなく、制御された量の固体を迅速かつ正確に、分配ならびに秤量することがしばしば望まれる。少量(例えば、約5mg、2.5mg、1mg、750μg、500μg、250μg、100μg、 50μg、25μg、10μg、5μg又は1μg)の固体を従来の微量天秤(例えば、SC2 Ultra Micro(Sartoriusによる))で秤量することは、十分な質量分析を達成するために(例えば、0.1μgの読取可能性)、秤量された総質量(例えば、2g未満)を制限する。言い換えると、微量天秤での質量測定中においては、固体は軽量容器に収容されるべきである。しかし、これらの固体のさらなる処理では、それらを、マルチウェルプレートのような二次元アレイフォーマット中(精密微量天秤に対して大きすぎる)に存在させることが必要かもしれない。
【0105】
図37は、制御された量の固体1200を、分配装置1205によって、直接二次元アレイフォーマットに分配し、精密微量天秤1207で秤量することを可能にする方法及び装置を示す。その装置は、二次元アレイの貫通孔を有するトレイ1204を支持するクレードル1203を含む。各貫通孔は、容器が孔の内外を容易にスライドすることができるように、低質量容器1201を支持する。クレードル1203は、x線アクチュエータ1209及びy線アクチュエータ1210に装備された垂直アクチュエータ1211に取り付けられている。x及びyアクチュエータは、所望の容器1202が微量天秤1207の秤量プラットフォーム1206の直上にくるように、トレイ1204を配置させる。ついで、垂直アクチュエータは、所望の容器1202が秤量プラットフォーム1204に支持され、もはやトレイ1204と接触しないように、トレイ1204を下げる。その結果、制御された量の固体1200を、所望の容器1202に分配することができ、個々に微量天秤1207によって秤量することができ、一方、それは二次元アレイの一部である。所望の容器1202を秤量した後、容器1202がトレイによって再度支持されるようにトレイ1204を持ち上げる垂直アクチュエータ1211を用いることによって、微量天秤1207から取り出す。
【0106】
実施例9:集積質量センサを用いた固体の分配及び秤量
この発明において先に説明されているものは、少量(例えば、約5mg、2.5mg、1mg、750μg、500μg、250μg、100μg、 50μg、25μg、10μg、5μg又は1μg)の固体粒子を従来の微量天秤(例えば、SC2 Ultra Micro(Sartoriusによる))で秤量することに制限がある。この実施例は、従来の微量天秤を用いることなく固体を分配及び秤量することができる新規な方法及び装置を説明する。輸送装置を、制御された量の固体を捕獲及び分配するために用いる。本発明の輸送装置は、実施例1に記載されたようなコア採取ツール、マイクロ機械のピンセット又は電界もしくは磁界を利用して粒子をひきつけるマイクロ電極を含む。質量センサは、固体を捕獲した前後に輸送装置の機械的応答を測定することによって、捕獲した個体の質量を定量するために設計されている。同様に、質量センサは、固体が分配された前後に輸送装置の機械的な応答を測定することによって、分配された固体の質量を定量することができる。
【0107】
一般に、与えられた入力に対する構造物の機械的な応答は、その剛性及び質量の関数である均一の共鳴振動数を示す。したがって、輸送装置へ固体を負荷するか負荷しないかによって、その装置の共鳴周波数に比例的な変化を生じさせる。その結果、固体の質量は、共鳴周波数のシフトを測定することによって計算することができ、装置の剛性は変化せず、固体は装置に確実に引き寄せられると予想される。この測定の感度を増大させるために、輸送装置を、硬く、軽量にすることが好ましい。本発明の特定の輸送装置は、非常に小さく、微細加工技術を用いて製造することができる。
【0108】
輸送装置からの機械的な応答を発生させるために、一時的な力を輸送装置、好ましくは、引き寄せた固体から離れた位置に与える。これは、圧電アクチュエータ、ソレノイド・シェーカー、衝撃ハンマー、音響スピーカー、静電気櫛駆動又は同様の手段のような当該分野で知られた種々の運動トランスデューサーのいずれかを用いて行うことができる。輸送装置に共鳴を引き起こすための掃引正弦波、インパルス、ステップ又は雑音入力等の種々の励起信号を、運動トランスデューサーに適用することができる。
【0109】
刺激に対する運動装置の機械的応答は、キャパシタンスセンサ、振動加速度計、相ドップラー速度計、圧電センサ、ひずみゲージ又は同様の手段のような当該分野で知られた種々の装置のいずれかを用いることによって測定される。運動センサのサンプリング頻度は、折り返しエラーを防止するために、輸送装置の共鳴周波数よりも少なくとも2倍速いことが好ましい。運動センサは、輸送装置の運動に対して応答するアナログ電圧信号を与える。市販のデータ収集ハードウェア及びソフトウェアを、輸送装置の機械的応答の周波数スペクトルを得るために、過渡的な信号データを記録及び分析するために用いる。その装置が振動の最大振幅を表示した際の周波数がその共鳴周波数である。圧電トランスデューサーを輸送装置に運動を伝えるために用いる場合、圧電トランスデューサー自体の共鳴周波数は、ひきつけられた粒子の追加の質量に対応するかもしれない。これは、圧電トランスデューサーに内在の共鳴電気的インピーダンスの利点を取得する発振回路で達成させることができる。
【0110】
図38は、この発明の特定の実施形態の概略図を示し、コア採取ツールを輸送装置として利用している。コア採取ツール1301は、薄壁のステンレス鋼のチューブ(25.5標準ゲージの皮下注射用のチューブ、9mm長)である。コア採取ツール1301は、粉末のプラグ1303を排出するためにチューブの全体をスライドするステンレス鋼のロッド(直径0.34mm、長さ10mm)である内部ピストン1302を含む。コア採取ツール1301は、x−1310、y−1311及びz−1312線アクチュエータのセットに連結された固定部材1304にしっかり装備されている。アクチュエータは、コア採取ツールを、粉末プラグを取り出すために、粉末床1313の内外で取り扱う。コア採取の方法及び装置のさらなる説明は実施例1に示されている。
【0111】
図38に示す実施形態において、圧電セラミックアクチュエータ1305(Piezo Systems, Cambridge, MA, Part No. T220/A4-203Y)は、コア採取チューブ1301と固定部材1304との間に取り付けられている。内部ピストン1302がチューブ1301から取り出された際、掃引−正弦電圧信号、つまり6.3kHzから7.1 kHzの間の2V最高最低振幅を発生器1308(モデル33120A、Agilent, Palo Alto, CA)の機能によって発生させ、チューブに振動をもたらす圧電アクチュエータに適用する。コア採取チューブ1301のその長さに対して垂直方向における転置を、レーザー転置センサ1309(例えば、モデルLC-2420 by Keyence Corp of America, Woodcliffe, NJ)で測定する。各測定に対して、12の連続的な周波数スペクトルを、市販のデータ収集ハードウェア(Model #PCI-6052E DAQ board, National Instruments, Austin, TX)及び特別注文のソフトウェア (LabVIEWTM Sound and Vibration Toolset, National Instruments, Austin, TX)を用いて取得する。そのスペクトルは、スペクトルノイズを低減するために、25%のオーバーラップで直線的に平均化される。図39は、それが空の際のコア採取チーブの一般的な周波数応答を示す。そのスペクトルのピーク1315は、チューブの共鳴周波数が約6.8kHzであることを示す。
【0112】
輸送装置、又はこの場合のコア採取チューブ1301は、少量の固体を捕らえ又は少量の固体を放出することによって、その共鳴周波数をその本来の値からシフトさせるであろう。例えば、図40は、固体ペレット重量62.2μgがコア採取チューブによって分配された場合のコア採取チューブの共鳴周波数における140Hzの増加を示す。したがって、2つの周波数の測定によって、追加された質量又は輸送装置から取り去られた質量を分析する。この実施形態では、共鳴周波数におけるシフトとコア採取チューブによって分配された質量との間の相互関係が、較正手順によって決定される。較正の間、従来の微量天秤によって、オフラインで、質量が測定されるいくつかの異なるサンプルで、共鳴周波数におけるシフトが測定される。図38に示したシステムについて、最小二乗法を適用することによる線形回帰を、以下の関係式(2)を決定するために、較正データで行う。
【0113】
m = 3040 × (fO − fm)/fO − 0. 66 (2)
(式中、mはμg示された分配質量であり、fm及びfOは、それぞれ質量が分配された前後のHzで示されたコア採取チューブの共鳴周波数である。)
図41は、較正曲線と、アセトアミノフェン及びナプロキセン(26μgから38μgの範囲)のような医薬粉末の秤量した量の実験データとの間の顕著な一致を示す。
【0114】
図42は、本発明の他の実施形態を示し、ここでは、輸送装置は、粒子の近くに非均一電界をかけることによって、誘電性粒子1316をその先端表面にひきつける電極アセンブリ1306である。この現象は、誘電伝達として科学的に説明され、粒子を取り扱うために粒子を変化させることを必要としない。誘電伝達において、誘電性粒子の誘電率が、その周りの媒体のそれよりも大きい場合、電界の極性にかかわらず、非均一電界は、非電荷誘電性粒子を、より強い電界強度の領域に向かって移動させる。
【0115】
非均一電界を発生させることができる種々の方法がある。本発明の用途に適する設定は、当業者に容易に理解されるであろう。適当な設定の例は、限定されないが、同心電極、平行電極及びインターディジタル電極を含む。電界は、通常、電極の界面又は端部において最も大きいため、電極の数又は電極の周長を増加することにより、それに対して引き寄せられる固体量が増加する傾向にある。
【0116】
粒子及び周りの媒体の複素誘電率によって、粒子をひきつけ、保持するために必要な電界の強度も、それらの大きさ及び特性に依存するであろう。しかし、本発明で一般的に用いられる電界は、約105V/mから約108V/m、約106V/mから約107V/m又は約2×106V/mから約5×106V/mの範囲の強度である。特定の輸送装置及びそれら製造社の方法及び本発明の方法及び装置で使用してもよい用途は、米国特許第09/976, 835号(2001年10月12日出願)に開示されており、ここにその全体を参照として取り込む。
【0117】
図42に示された特定の実施形態において、2つの同心金属電極(FHC Inc. , Bowdoinham, ME, Part No. CBHFM75)のアセンブリ1306を、輸送装置として用いる。高電圧電源1314 (Trek Inc. , Medina, NY, Model No. 623B)によって、内部電極に正電圧を印加し、一方、外部電極は、アセンブリの先端で非均一電界を発生させるために接地する。電極アセンブリは、x、y及びz線アクチュエータのセットに装備された固定部材1307によって支持されている。そのアクチュエータは、誘電性粉末1316の制御された量を抽出するために、電極アセンブリを粉末床1315に向けて操作する。
【0118】
図42を参照すれば、輸送装置の機械的応答は、電極アセンブリのベースと固定部材との間に取り付けられた薄い圧電セラミックアクチュエータ1305(Piezo Systems, Cambridge, MA, Part No. T220/A4-203Y)を用いて生じさせる。掃引−正弦電圧信号、3.6kHzと4.0kHzとの間の1V最高最低振幅を、関数発生器1308(Model 33120A, Agilent, Palo Alto, CA)によって発生させ、電極アセンブリを励起させるために圧電アクチュエータにかける。その長さに対して垂直な方向における電極アセンブリの転置をレーザー転置センサ1309(Keyence Corp. , Woodcliff Lake, NJ, Model No. LC2420A)で測定する。ここで、鏡面材料1317の小片(3M Radiant mirror film)は、機器において助けとなる輸送装置の先端におけるエポキシ樹脂製である。
【0119】
各測定に対して、10の連続した周波数スペクトルを、市販のダイナミック信号分析器(Hewlett Packard, Model 35660A)を用いて収集し、スペクトルノイズを低減するために、50%のオーバーラップで直線的に平均化される。図43は、電極アセンブリの一般的な周波数応答を示す。そのスペクトルのピーク1318は、電極アセンブリの共鳴周波数が約3.7kHzであることを示す。この実施形態では、共鳴周波数におけるシフトと電極アセンブリによって捕らえられた質量との間の相互関係が、較正手順によって決定される。較正の間、従来の微量天秤によってオフラインで質量が測定されるいくつかの異なるサンプルで、共鳴周波数におけるシフトが測定される。図42に示したシステムについて、最小二乗法を適用することによる線形回帰を、以下の関係式(3)を決定するために較正データで行う。
【0120】
m = 6968 × (fO − fm)/fO − 0.0586 (3)
(式中、mは捕らえられた質量(μgで示す)であり、fO 及びfmは、それぞれ質量が捉えられた前後のHzで示された電極アセンブリの共鳴周波数である。)
図44は、較正曲線と、アスピリン及びアビセル(17μgから90μgの範囲)のような医薬粉末の秤量した量の実験データとの間の顕著な一致を示す。
【0121】
本発明は、特定の実施形態について説明しているが、添付した請求項によって引用されるように、本発明の精神及び範囲から逸脱することなく、種々の変更及び改良が行われえることは、当業者に明らかであろう。

【技術分野】
【0001】
本発明は、少量の固体を取り扱う方法に関する。本発明の特定の実施形態は、少量の固体の自動移送に特に適している。この出願は、米国仮出願第 60/423,377号(2002年11月4日出願)、米国仮出願第60/424,001号(2002年11月6日出願)、米国仮出願第60/430,089号(2002年12月2日出願)、米国仮出願第60/449,554号(2003年2月24日出願)及び米国仮出願第60/450,285号(2003年2月27日出願)について、35USC119(e)の元優先権を主張し、ここに参照として各内容を組み込む。
【背景技術】
【0002】
種々の方法及び装置が、少量の液体を得る及び分配するために存在し、種々の適用においての使用が認められている。しかし、少量(例えば、約25、10、5又は1mg)の固体(例えば、粉末)を取り扱うための方法及び装置はほとんどない。実験室では、そのような少量の固体は、しばしば、高い精度のはかりを用いる人手によって分配されている。それらは単調で、退屈であり、時間がかかり、間違いやすいということで、残念ながら、そのような方法は迅速に又は化合物の自動操作に適用することができない。
【0003】
最近、サンプルのアレイの調製及び分析のための方法及びシステムが開示されており、それらのそれぞれは、非常に少量の1以上の化合物を収容することができる(WO01/51919号、2001年7月19日公開参照)。この出願では、少量の固体を、迅速に、正確に測定及び分配するのにしばしば価値がある。ある環境においては、これは、既知濃度の溶液を提供するために溶媒に化合物を溶解し、マイクロピペットを用いて溶液の制御された量を分配し、次いで、溶媒を蒸発することによって行うことができる。しかし、ある適用では、その物理的形態に実質的に影響を及ぼさない方法で固体化合物を取り扱うことが必要である。例えば、固体の結晶性が重要である場合、その結晶形態(例えば、その結晶構造及び晶癖)に影響を及ぼさない方法で固体を測定及び分配することが望ましい。同様に、固体のアモルファス特性(例えば、平均粒径及び結晶径の分布)が重要である場合、固体の取り扱いに使用される方法及び装置は、その質に実質的に影響しないことが好ましい。これらの物理的特性を、固体ベースの分配技術を用いて制御することはできない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
したがって、迅速に、少量の固体を正確に分配するために用いることができる方法及び装置が要求されている。また、実質的にそれらの形態に影響を及ぼすことなく、固体を取り扱うために使用される方法及び装置が要求されている。
【0005】
この発明は、少量の固体(例えば、粉末)を取り扱う(例えば、得る、移送する、分配する、混合する及び秤量する)方法及びそのような方法を用いることができる装置を包含する。本発明の特定の実施形態は、化合物及び組成物のアレイの高スループットな調製及びスクリーニングにおいて特に有用である。本発明の特定の実施形態は、取り扱われる固体の形態に実質的に影響を及ぼさない。
【0006】
本発明の一実地形態は、対象の固体材料を制御された量でプラグに形成することによって、固体を分配するための方法及び装置を包含する。特定のプラグは、固体の形態に実質的に影響を及ぼさない方法で形成される。
【0007】
本発明の他の実施形態は、スラリーを用いて固体を分配するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
本発明の他の実施形態は、固体を取り扱うための方法及び装置を包含し、固体の粒子が、接着性の表面に非静電気的に付着する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
【0008】
本発明の他の実施形態は、ある容器内から他の容器に固体容量を移送するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
本発明の他の実施形態は、容器中の少量の固体を混合するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
本発明の他の実施形態は、少量の固体の質量を移送し、測定するための方法及び装置を包含する。この実施形態の特定の方法は、実質的に固体の形態に影響を及ぼさない。
【図面の簡単な説明】
【0009】
本発明の特徴および利点は、添付の図面と以下の説明を参照して理解することができる。
【図1】圧縮粉末床からの回転ピンの引き上げを含む均一粉末床の形成方法を示す図である。
【図2】図1に示す方法によって形成される均一粉末床の上面に配置された格子の平面図である。
【図3】圧縮粉末床からのプレートのスライドを含む均一粉末床の形成方法を示す図である。
【図4】図3に示す方法によって形成される均一粉末床の上面に配置された格子の平面図である。
【図5】粉末床を完全に通るようにチューブを挿入し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図6】粉末床を完全に通るようにチューブを挿入し、プラグを加圧し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図7】粉末床を押し分けて進むようにチューブを挿入し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図8】チューブを基準にして所定の高さで固定して保持される排出ピストンで粉末床を押し分けて進むようにチューブを挿入し、引き上げ、ついで排出することを含む粉末プラブの形成及び分配方法を示す図である。
【図9】穿孔アセンブリ、x及びy線サーボ機構、収容プレート、供給源容器アセンブリ、洗浄ステーション、秤量ステーションならびにベース及びフレーム支持体を含む固体を穿孔及び分配する特定の装置を示す図である。
【図10】粉末プラグを形成するために供給源チャンバから用量チャンバに粉末を押し出す方法を示す図である。
【図11】粉末表面上方で用量チャンバを移送し、充填するための軌跡の例を示す。
【図12】用量チャンバから収容プレートに粉末プラグを排出する方法を示す図である。
【図13】分配アセンブリ、x及びy線サーボ機構、収容プレート、秤量ステーションならびにベース及びフレームの支持体を含む粉末プラグを押し出す特定の装置の正面及び側面図である。
【図14】押し出し固体を製造する方法を示す図である。
【図15】図14に示した方法で利用する格子カッターを示す図である。
【図16】複数の粉末プラグを押し出し、プラグを収容プレートに排出する方法を示す図である。
【図17】製造された粉末プラグの厚みを変化させるスライドプレートを示す図である。
【図18】1以上の排出ピンを用いて種々の厚みの複数の粉末プラグを押し出す方法を示す図である。
【図19】分配アセンブリ、x及びy線サーボ機構、収容プレート、秤量ステーションならびにベース及びフレームの支持体を含む複数の粉末プラグを押し出す特定の装置の正面及び側面図である。
【図20】固体を取り扱うための表面における接着領域の種々の配置を示す図である。
【図21】表面における接着領域に固体を適用する方法を示す図である。
【図22】結果物の塊が容易に容器に分配することができるように、接着領域に接着した固体を、別個の表面に懸濁された溶媒、試薬又は賦形剤と混合する方法を示す図である。
【図23】本来の容器を反転させることにより、ある容器から別の容器に固体を移送する方法を示す図である。
【図24】1以上のステーションを有する回転ラックを組み込むことにより移送工程のスループットを増加させる方法を示す図である。
【図25】スウィングアーム又は容器に外部振動を与えることによって容器からの固体の放出を促進する方法を示す図である。
【図26】容器に格納式シールを組み込むことによって容器からの固体の時期尚早の放出を防止する方法を示す図である。
【図27】格納式底プレートを有する容器を用いることによってある容器から他の容器に固体を移送する方法を示す図である。
【図28】フィルタープレートを有する容器を用いることによってある容器から他の容器に固体を移送する方法を示す図である。
【図29】内部ピストンを有する容器を用いることによってある容器から他の容器に固体を移送する方法を示す図である。
【図30】容器の二次元アレイを達成するために固体を保持する容器を他の容器内に配置する方法を示す図である。
【図31】1以上のステーションを回転ラックに組み込むことによる容器のピック・アンド・プレースのスループットを増加させる方法を示す図である。
【図32】乱気ガス流を用いてシールされた容器中の固体を混合する方法を示す図である。
【図33】回転ワイヤを用いてシールされた容器中の固体を混合する方法を示す図である。
【図34】回転ブレードを用いてシールされた容器中の固体を混合する方法を示す図である。
【図35】容器の壁を加圧することによってシールされた容器中の固体を混合する方法を示す図である。
【図36】種々の固体の交互層を容器に分配することによって固体を混合する方法を示す図である。
【図37】サンプルの二次元アレイの一部として個々のサンプルを秤量する方法を示す図である。
【図38】コア採取装置及び集積質量センサを用いて粉末プラグを分配及び秤量する方法を示す図である。
【図39】その共鳴周波数を確認することを用いた、コア採取チューブの機械的応答の一般的な周波数スペクトルを示す図である。
【図40】ある質量がチューブから排出された際のコア採取チューブの周波数応答における典型的なシフトを示す図である。
【図41】測定された周波数比とコア採取チューブから分配された質量との相関関係を示す図である。
【図42】電極アセンブリと集積質量センサとを用いた粉末プラグの分配及び秤量方法を示す図である。
【図43】その共鳴周波数を用いる電極センブリの機械的応答の一般的な周波数スペクトルを示す図である。
【図44】測定された周波数比と電極アセンブリとから分配された質量との相関関係を示す図である。
【発明を実施するための最良の形態】
【0010】
特に断らない限り、ここで用いられる用語「制御された量」とは、秤量され、等分され、あるいは化合物の量を制御することを意図する方法で分配された化合物の量をさす。制御された量の化合物は、目的量の約30、20、10、5又は1%未満で目的量とは異なることが好ましい。例えば、100μgの目的量が特定の適用に指定された場合、その適用のための制御された量は、約70μgから約130μgの、あるいは約80μgから約120μgの、あるいは約90μgから約110μgの、あるいは約95μgから約105μgの、あるいは約99μgから約101μgの質量であろう。
【0011】
特に断らない限り、ここで用いられる用語「プラグ」とは、固体の塊又は固体をさす。プラグは、加圧されていないか、あるいは固体の形態又は固体に実質的に影響を及ぼさない条件下で加圧されていることが好ましい。
【0012】
特に断らない限り、ここで用いられる用語「形態」及び「物理的形態」とは、固体について用いられる場合、固体の物理的特性をさす。そのような特性は、特に限定されないが、結晶性又は結晶性の欠如、外観、テクスチャ及び色を含む。例えば、固体が、特別な平均粒径又は粒度分布、形状又は色を有する粒子からなる粉末の形態であってもよい。固体は、アモルファス、結晶であってもよく、あるいはアモルファスと結晶成分とを含有していてもよい。さらに、結晶性の固体の形態は、特に限定されないが、その結晶構造及び晶癖を含む。
【0013】
特に断らない限り、ここで用いられる用語「形態に実質的に影響を及ぼさない」とは、化合物における方法、工程、装置の作用について用いられる場合、その方法、工程又は装置が化合物の優勢な物理的形態を顕著に変化させることがないことを意味する。例えば、その用語は、化合物の約70、80、90、95又は99重量%の形態に影響を及ぼさない方法、工程及び装置を包含する。また、この用語は、結晶性化合物の結晶構造又は晶癖に影響を与えないが、結晶性化合物の粉末の平均粒径又は粒度分布に影響を与える方法、工程及び装置を包含する。
【0014】
特に断らない限り、ここで用いられる用語「スラリー」とは、固体と液体との混合物を指し、実質的な固体部分(例えば、約70、80、90、95又は99重量%より大)が液体に溶解されていない。
【0015】
特に断らない限り、ここで用いられる用語「チューブ」とは、粉末床に挿入できる外壁及び定義できる断面領域(例えば、円筒形、四角形又は六角形)を有する中空の機器(例えば、中空針)をさす。
【0016】
特に断らない限り、ここで用いられる用語「制御された距離」とは、所定の距離から実質的に異ならない距離をさす。制御された距離は、所定の距離の約10、5又は1%未満で所定の距離から異なることが好ましい。例えば、粉末床に約2mm挿入する場合、挿入の制御された距離は、約1.9mmから約2.1mm、約1.95mmから約2.05mm、約1.99mmから約2.01mmであることが好ましい。
【0017】
発明の簡単な説明
この発明は、少量、例えば、約25mg、10mg、5mg、1mg、750μg、500μg、350μg、250μg、175μg、100μg、75μg、50μg、25μg、15μg、10μg、7.5μg、5μg、3μg、1μg、900ng、750ng、500ng、350ng、250ng又は100ng未満)の固体を正確に取り扱うために用いることができる方法及び装置を包含する。固体の例は、限定されないが、医薬品、賦形剤、栄養物質、代替医薬、栄養補給食品、農芸化学剤、感覚化合物、工業製剤の活性成分及び消費者製剤の活性成分を包含する。固体は、アモルファス、結晶又はそれらの混合物とすることができる。
【0018】
本発明の第1の実施形態は、制御された量の粉末をプラグに加圧することによって粉末形態の固体を取り扱うための方法及び装置を包含する。加圧量は、固体の物理的形態に実質的に影響を及ぼすのに(例えば、結晶性又は多形の喪失を含むことによって)不十分ではあるが、所望の程度で取り扱うことができるプラグを与えるのに十分である。
【0019】
この実施形態の特定の方法は、(a)所定の質量及び均一な高さで粉末床を形成し、(b)その床にチューブを制御された距離又は完全に床を貫通するように挿入して粉末のフラグを得、そのチューブは、チューブ内から物質を排出する手段を収容できる内装を有しており、(c)任意に、チューブ内で粉末に加圧し、(d)床から粉末のプラグとともにチューブを取り出し、(e)目的の位置にチューブを移動させ、(f)粉末のプラグを排出させる工程を含む。
【0020】
第1実施形態の他の方法は、(a)所定の質量及び均一な高さで粉末床を形成し、(b)所望の空間容積を形成するのに十分な幅、長さ(又は径)及び高さの側壁を有する複数の中空の仕切りを有するグリッド(例えば、薄いブレードからなるグリッド)をその床に制御された距離又は完全に床を貫通するように挿入して粉末のフラグを得、(c)任意に、グリッドの各仕切り内で粉末を加圧し、(d)目的の位置に粉末プラグとともにグリッドを移動させ、(e)目的位置に粉末のプラグを選択的に排出させる工程を含む。
【0021】
第1実施形態の他の方法は、(a)供給源のチャンバに所定質量の粉末を分配し、(b)可変深さの小さなチャンバを保持するプレートで供給源チャンバをシールし、(c)供給源チャンバ内で粉末に圧力を与え、(d)小さなチャンバを粉末に触れさせるようにパターン化された動きで粉末表面に対してプレートをスライドさせ、それに粉末を充填し、(e)供給源の粉末への圧力を解除し、(f)供給源チャンバからその粉末のプラグを放出してスライドプレートを目的位置に移動させ、及び(g)穴から粉末のプラグを排出させる工程を含む。
【0022】
第1実施形態の他の方法は、(a)供給源のチャンバに所定質量の粉末を分配し、(b)所望の空間容積を形成するのに十分な幅、長さ(又は径)及び高さの側壁を有する複数の中空の仕切りを有するグリッド(例えば、薄いブレードからなるグリッド)を含み、供給源チャンバの上方に中心があり、他の固体プレートによって被覆されたプレートでチャンバをシールし、(c)粉末をグリッドの仕切りに流すように供給源チャンバで粉末に圧力を与え、(d)供給源の粉末への圧力を解除し、(e)供給源チャンバからその粉末のプラグをはなすようにスライドプレートを目的位置に移動させ、及び(f)穴から粉末のプラグを選択的に排出させる工程を含む。
【0023】
本発明の他の実施形態は、スラリーを形成することによって固体を取り扱う方法を包含し、それは、(a)制御された量の固体を液体に混和してスラリーを提供し、(b)制御された量のスラリーを分配し、及び(c)液体を除去して固体量(固体量は、約1mg未満である)を与える工程を含む。特定の実施形態では、固体量は、約 25 mg、10 mg、5 mg、1 mg、 750μg、500μg、350μg、250μg、175μg、100μg、75μg、50μg、25μg、15μg、10μg、7.5μg、5μg、3μg、1μg、900 ng、750 ng、500 ng、350ng、250ng又は100ng未満である。液体の賦形剤は、固体形態への影響を避けるために、固体の実質的な部分(例えば、10%、5%、2.5%、1%、0.5%、0.25%、0.1%、0.01%又は0.001%未満として特定することができる)を溶解しないようなものを選択することが好ましい。
【0024】
他の実施の形態は、接着性の表面を用いることによって固体を取り扱うための方法及び装置を包含し、それは、非接着性の領域によって分離された複数の不連続な接着領域を含む表面に、固体粒子を接触させることを含む。特定の実施形態では、接着領域の大きさは、約1cm2、50mm2、10mm2、1mm2又は0.5mm2未満である。特に断らない限り、ここで用いられる用語「接着性の表面」及び「接着領域」は、特定の固体が、例えば、化学吸着、化学結合相互作用(例えば、水素結合及びファンデアワール相互作用)又は吸着(例えば、気相堆積の結果として)によって接着することができるいずれかの表面又は表面上の領域を包含する。接着表面は、液体、半固体又は固体であってもよい。特定の接着性表面は、従来の接着剤(例えば、にかわ、ゴム又は粘着性の物質)を利用してもよい。適当な接着剤は、当業者に公知である。特定の接着性物質の例は、限定されないが、圧感接着剤(PSA)、シリコーン及びヒドロゲルを含む。また、ある薬学的に許容される賦形剤を接着剤として用いてもよい。この実施形態の好ましい方法では、取り扱われる固体の形態は、取り扱い中、実質的に変化しない。
【0025】
本発明の他の実施形態は、ある容器(例えば、チューブ又はバイアル)内の固体内容物を他の容器(例えば、マルチウェルプレート)に移送するための方法及び装置を包含する。この実施形態の特定の方法は、(a)制御された量の固体を保持する容器を円弧状の軌跡を通って加速し、(b)収容容器の上方に位置した際、突然下向きの位置で容器の運動を停止させ、これにより固体を最初の容器から収容容器に放り出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持し、取り外し可能な底プレートを有する容器を利用し、及び(b)底プレートを取り外して、固体を最初の容器の下方に位置する収容容器に放出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持し、ガス透過性の底プレートを有する容器を利用し、及び(b)底プレートを通して吸引しながら容器を逆さにして固体を保持し、及び(c)底プレートを通るガスの方向を反転させて、最初の容器の下に位置する収容容器に固体を放り出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持し、内部ピストンを有する容器を利用し、(b)容器を逆さにし、(c)容器を通してピストンを作動させて最初の容器の下に位置する収容容器に固体を排出させる工程を含む。他の実施形態は、(a)制御された量の固体を保持する容器を利用し、(b)ウェルの二次元アレイを有する収容プレートにおけるウェル内に容器を載置する工程を含む。
【0026】
本発明の他の実施形態は、容器(例えば、チューブ、バイアル又はマルチウェルプレートのウェル)内部の少量の固体を混合する方法及び装置を包含する。混合は、得られる化学的又は物理的相互作用を分析することができるような固体間の密接な粒子の接触を達成する。この実施例の特定の方法は、ガス透過性容器壁を通してガス噴射を与え、容器内の内容物を混合することを含む。他の実施形態は、種々の方向、向き及び速度で容器を振動又は回転させてその内容物を混合することを含む。他の実施形態は、容器内に、棒、ボール、ブレード又はワイヤのような混合ツールを配置し、磁石の振動又はツールに連結された駆動シャフトの回転手段によって混合ツールを操作することを含む。他の実施形態は、容器の壁を加圧し、容器の内容物を混合することを含む。他の実施形態は、容器に異なる固体の層を交互に分配して、異なる固体間の粒子間接触を達成することを含む。
【0027】
本発明の他の実施形態は、少量の固体を取り扱い及び秤量する方法及び装置を包含する。制御された量の固体の質量を測定することは、結晶化、溶解及び安定性分析を含む種々の化学分析に必要な工程である。この実施形態の特定の方法は、従来の微量天秤で、二次元アレイフォーマットにおいて、制御された量の固体を迅速に分配し、秤量する装置を含む。この実施形態の他の方法は、従来の微量天秤を用いることなく、制御された量の固体質量を取り扱い、測定する。その方法は、(a)移送装置の第1の機械的な共鳴周波数を測定し、(b)移送装置に粒子を付着させ、(c)移送装置の第2の機械的な共鳴周波数を測定し、(d)第1及び第2の共鳴周波数を比較することにより付着した粒子の質量を測定し、及び(e)移送装置から粒子を除去する工程を含む。
【0028】
この実施形態の他の方法は、(a)移送装置に粒子を付着させ、(b)移送装置の第1の機械的な共鳴周波数を測定し、(c)移送装置から粒子を除去し、(d)移送装置の第2の機械的な共鳴周波数を測定し、及び(e)第1及び第2の共鳴周波数を比較することにより除去され粒子の質量を測定する工程を含む。さらに、移送した固体を秤量する機能は、移送装置へのリアルタイムのフィードバックを与えるために使用することができる。このように、移送装置を制御するパラメータは、所望の固体量を移送するために調節することができる。
【0029】
本発明の特定の方法及び装置は、取り扱われる固体の形態に実質的に影響を及ぼさない。さらに、特定の方法及び装置は、サンプルアレイの高スループットな調製に用いるために、容易に適用することができる。例えば、本発明の実施形態は、FAST(登録商標)及びCRYSTALMAX(商標)と呼ばれる方法及びシステムに組み込むことができる。FAST(登録商標)と呼ばれる方法及びシステムは、米国特許出願09/628,667号(2000年7月28日出願)に開示されており、その全体をここに参照として組み込む。CRYSTALMAX(商標)と呼ばれる方法及びシステムは、米国特許出願09/756,092号(2001年1月8日出願)及び国際公報WO01/51919号(2001年7月19日公開)に開示されており、それらの全体をここに参照として組み込む。
【0030】
実施例
本発明の一実施形態ならびに本発明の新規で予想外の利点を、以下の限定されない実施例によって説明する。
【0031】
実施例1:粉末床からの粉末プラグのコア採取による固体の取り扱い
本発明を説明するシステム及び方法を用いることにより、粉末形態の固体を取り扱うことができる。例えば、約200、150、100、50、10、5、1、0. 1又は 0.01μm未満の平均粒径を有する粒子からなる微粉末形態の固体は、固体の形態に影響を及ぼすかもしれない溶媒、高圧又は高温を使用することなく、プラグとして、制御された量で加圧及び分配することができる。当業者に公知であるように、そのようなプラグを提供するために使用することができる特定の圧力の大きさは、特定の化合物及びその形態に依存するであろう。しかし、その大きさは、しいて言えば、ちょっとした通常の実験を用いて容易に決定される。そのような圧力の例は、限定されないが、約30、20、10、5又は2psi未満を含む。そのような低い圧力を用いることによって、一般に、結晶性の喪失又は多形の変換(それは、従来の錠剤を作るために用いられる圧縮条件で起こりえる)のような物理的形態の変化が避けられる。
【0032】
この方法の特定の実施形態では、粉末の既知の質量(例えば、約1g、500mg、100 mg、25mg、1mg、500μg、250μg又は100μg)を、所定の直径及び深さの円筒形穴に分配する。その粉末は、30、20、10、5又は1psi未満で、床に所定の平均圧力をかける回転シリンダを用いて穴の底を平坦に横切って圧縮される。次いで、所定の断面積を有する中空管(例えば、0. 01mm、0. 1mm、0. 5mm、1mm、2mm、3mm、5mm又は10mm未満の内径を有する円筒形針)を粉末プラグのコア採取を行うために用いる。その管は、得られるプラグの容積を測定することができる限りどのような形状であってもよく、粉末床に制御された距離挿入され、予測可能な大きさのプラグを得る。その管は、粉末床に貫通するように挿入することが好ましい。再現可能な管内への圧縮は、コア採取穴の高さ対直径の特定の比に起因するかもしれず、例えば、1:1の高さ:直径比が有効である。次いで、そのプラグを任意に加圧し(以下に述べるように)、管(まだプラグを含んでいる)を粉末床から取り出し、容器(例えば、チューブ、バイアル又はマルチウェルプレートのウェル)上に配置する。床が、穿孔中に途切れることを防止するため、管を貫通させることができる格子(例えば、孔のアレイを有する薄いプレート)を穿孔前に床全面に配置してもよい。次いで、例えば、圧縮ガス、固体が溶解、わずかに溶解又は溶解しない液体、管の振動又は管内に配置されたピストンのような機械的手段を用いて、プラグを管から排出させる。
【0033】
図1Aから図1Dは、均一な粉末床製造の方法及び装置を示す。所定重量の粉末200を、図1Aに示したように、供給源容器アセンブリ205中の穴(例えば、中空シリンダ)204内に載置する。供給源容器アセンブリ205は、その内部に穴204を有する上部ブロック208、ストライクプレート207及びベース206からなる。次いで、図1Bに示したように、ロッド210(好ましくは円筒形)を穴204に通すように挿入し、所定の力(一般に約0.5psiから約30psiの範囲での粉末床圧力をもたらす)で粉末200を加圧する。次いで、円筒形ロッド210を、圧力が与えられたいずれかの方向に一般に90°の角度で回転させる。続いて、円筒形ロッド210を回転させ、穴204から引き抜く(通常、回転及び引き抜きは同時)。その結果、図1Cに示すように、均一の厚さの粉末床220が得られる。次いで、図1Dに示すように、格子アセンブリ225の格子チューブ227を、格子プレート228が粉末床220の上面に接触するように穴204に挿入し、そのようにして、整合ピン224を整合穴202に通す。図1D及び図2は、それぞれ、チューブ支持体226、薄壁チューブ227、格子プレート228及び整合ピン224からなる格子アセンブリ225の断面図及び平面図である。図2に示すように、格子プレート228は、粉末床を覆う穴229と等しい大きさで隙なくつまったアレイを含む。
【0034】
上部ブロック208及びシリンダ(又はピン)210は、好ましくは、処理される粉末よりも硬い、耐腐食性の材料からなることが好ましい。多くの粉末について、適当な材料は、Surface Conversion Sciences Corporation in State College, Pennsylvania, USAから供給されるサファイア被覆型MHのような、硬質セラミック薄膜で被覆されたステンレス鋼型440Cで硬化された一組である。底プレート206の適当な材料は、硬化されていないステンレス鋼型316又は同様の耐腐食性のステンレス鋼グレードである。
【0035】
ストライクプレート207の材料は、先端がそれに接触する場合(例えば、先端が圧縮された床を完全に貫通する場合)、ツールを鈍らせないように、コア採取ツールの先端よりもやわらかくすべきである。ストライクプレートは、ピン210を取り出す際、穿孔されたプラグをきれいに拾い上げることを可能にしながら、粉末床220が好ましくはそれにくっつくように選択すべきである。ある粉末について、これら後者の2つの基準に適合するものを見つけるために、種々のストライクプレートで、床圧縮試験を行うべきである。医薬粉末のための適当なストライクプレートの材料は、限定されないが、アルミニウム、銅、ポリカーボネート、アクリル、ポリエステル、ポリスチレン及びPVCを含む。きれいな放出を促進するために、テフロン(登録商標)、UHMW又はワックスペーパーのような薄く、粘稠性でない材料を、ピン面211に接着することができる。ある粉末について、ピン210を回転させることにより平らな圧縮物を形成する場合、同時にピン210を引き抜く際にきれいに放出しながら、これらの材料が粉末を混合するのに十分に粉末にくっつくかどうかを決定するために、床圧縮試験を行うべきである。
【0036】
穴402の適当な直径は、粉末がどの程度入手できるか及びそれがいかに良好に圧縮されるかに応じて、2mmから50mmの範囲である。また、他のサイズを用いてもよい。ピン壁212、ピンフェース211及び穴の壁209は、好ましくは、粉末の接着を最小限にするために0.5μm以下の表面仕上げに、好ましくは磨いて仕上げを施すべきであり、よって、次第に消耗する。ピン210及び穴204は、好ましくは、7.5μm以下の荒さに磨き上げ又は研ぐべきであり、それらの間のクリアランスを、粉末粒子の侵入を最小限にするために、20μm以下の大きさにすべきである。ピンフェース211は、平らな粉末床を形成するために10μm以下で、完全に平坦で垂直な面から逸脱させるべきであり、ベース206は10μm以内で平坦に磨がれるべきである。ストライクプレート207は、平坦な粉末床を確保するため、粉末200と接触する領域において10μm以内に磨がれるべきである。
【0037】
格子プレート228の適当な材料は、0.2mm厚の十分硬質のインバールであり、穴229(一般に0.5mmから4mmの直径の範囲)のような外形及び穴をカットする適当な方法は、+/−5μm精度の精密レーザー切断である。特別注文のレーザー切断インバール格子プレートは、Photo Etch Technology Company, 71 Willie St, Lowell, MA 01854, USAによって、これらの規格で製造及び調達することができる。薄壁チューブ227及びチューブ支持体226の適当な材料は、ステンレス鋼型316である。チューブ227は、穿孔領域を最大限にするために、0.4mm未満の壁厚を有していることが好ましい。
【0038】
図3Aから3Dは、均一な粉末床製造のための他の方法及び装置を示す。図3Aに示すように、所定重量の粉末240を、供給源容器アセンブリ250の穴、一般に中空シリンダ249に載置する。供給源容器アセンブリ250は、内部穴249を有するブロック251、シリンダ253、ストライクプレート254及び位置決めねじ252からなる。図3Bに示したように、スライドプレート260を、ねじ261でブロック251の上面に取り付ける。次いで、一般に、約0.5psiから約30psiの範囲で圧力を粉末床にもたらす所定の力を、シリンダ253にかける。次いで、圧力をかけたいずれかの方向に、一般に90°の角度で、シリンダ253を回転させる。次いで、図3Cに示したように、位置決めねじ252をシリンダ253に対してロックする。続いて、ねじ261をはずして、スライドプレート260を持ち上げ、ブロック表面255との滑動接触を維持しながら、粉末床表面245を滑らせる。次いで、図3Dに示したように、格子アセンブリ270を、整合ピン274及び275が穴247及び248に適合しするように、ブロック表面255に載置し、粉末床245に整合させる。図3D及び図4は、それぞれ、格子アセンブリ270の断面図及び平面図であり、それは、格子フレーム272、格子プレート271及び整合ピン274、275を含む。図4に示したように、格子プレート271は、粉末床領域を覆う穴273のような同じ大きさの穴の隙なくつまったアレイを含む。
【0039】
ブロック251、シリンダ253及びスライドプレート260は、加工する粉末よりも硬い耐腐食性材料からなることが好ましい。多くの粉末について、適当な材料は、硬化されていないステンレス鋼型316である。非常に硬い粉末について、適当な材料は、Surface Conversion Sciences Corporation in State College, Pennsylvania, USAから供給されるサファイア被覆型MHのような、硬質セラミック薄膜で被覆されたステンレス鋼型440Cで硬化された一組である。
【0040】
ストライクプレート254の材料は、ツールを鈍らせないように、それに接触するであろうコア採取ツールの先端よりもやわらかくすべきであり、スライドプレート260が取り出される際、穿孔されたプラグをきれいに拾い上げることを可能にしながら、粉末ベッド245を好ましくはストライクプレート254にくっつくように選択すべきである。ある粉末について、これら後者の2つの基準に適当するものを見つけるために、種々のストライクプレートで、床圧縮試験を行うべきである。図3Aから3Dに示された実施形態では、ピンの持ち上げ方法よりも、スライディング作用が、低い詰め込み密度で非常に粘稠な粉末を含む、より多くの種類の粉末できれいな粉末床表面を与えるという点で、図1Aから図1Dに示された実施形態以上の利点を有する。医薬粉末のための適当なストライクプレート254の材料は、限定されないが、アルミニウム、銅、ポリカーボネート、アクリル、ポリエステル、ポリスチレン及びPVCを含む。ストライクプレート254は、5分以内に硬化するエポキシの薄い層(25μm厚未満)でシリンダ254に接着することが好ましくい。粉末床245からのきれいな放出を促進するために、テフロン(登録商標)、UHMW又はワックスペーパーのような薄く、粘稠性でない材料をスライドプレート表面262に接着させることができる。
【0041】
あるいは、ある種のスライドプレートは、表面262に種々の被覆を提供することができる。ある粉末について、スライドプレート260がスライドする際に、同時にきれいに放出することを可能にしながら、シリンダ253が回転する際、粉末床245が共有され及び完全に混合され、よって均一に圧縮されるように、ストライクプレート254及びスライドプレート253が粉末床245に十分くっつくかどうかを決定するために、床圧縮試験を行うべきである。
【0042】
穴249の適当な直径は、粉末がどの程度有用であるか及びそれがどのように良好に圧縮されるかに応じて、2mmから50mmの範囲である。また、他のサイズを用いてもよい。穴壁256、ブロック面255、シリンダ壁257、スライドプレート表面262及びブロック面255は、好ましくは、粉末の接着を最小限にするために0.5μm以下の表面仕上げに、磨いて、仕上げを施すべきであり、よって、次第に消耗する。シリンダ253及び穴249は、好ましくは、7.5μm以下の荒さに磨き上げるべきであり、それらの間のクリアランスを20μm以下の大きさにすべきである。シリンダ面258は、10μm未満までで、完全に平坦で垂直な面から逸脱させるべきであり、スライドプレート表面262及びブロック面255は、5μm以内に平坦に磨がれるべきである。ストライクプレート254は、10μm以内に平坦にされるべきである。
【0043】
格子プレート271の適当な材料は、0.2mm厚の十分硬質のインバールであり、穴273(一般に0.5mmから4mmの直径の範囲)のような外形及び穴をカットする適当な方法は、+/−5μm精度の精密レーザー切断である。特別注文のレーザー切断インバール格子プレートを、Photo Etch Technology Company, 71 Willie St, Lowell, MA 01854, USAによるこれらの規格に形成することができる。格子フレーム272の適当な材料は、ステンレス鋼型316である。
【0044】
図5は、均一な粉末床からプラグを形成する特定の方法である。コア採取ツール305は、チューブ306及び粉末プラグの排出手段(例えば、ピストン307)を含んでおり、格子302の穴301上に配置される。次いで、310に示すように、チューブ306を粉末床に部分的に通して又はベース304上のストライクプレート303に接触するまで粉末床300に完全に貫通させて押し付ける。次に、315に示したように、コア採取ツール305を引き上げ、目的位置に移動させ、プラグ320を、粉末プラグの排出手段(例えば、ピストン307、液体、圧縮ガス、振動など)によってチューブ306から排出させる。このプロセスは、格子302を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0045】
粉末の質量及び所定の穴底の面積によって、単位面積あたりの粉末の平均質量Wを計算することができる。この実施例のように、チューブが円形で、チューブが全粉末床を通って挿入された場合、よって、プラグの質量は、(1)によって与えられる。
粉末プラグ質量=π(d/2)2W (1)
(式中、dはチューブの内径、Wは粉末床の単位面積あたりの質量である)
同様に四角、六角形及び他のチューブ形との関係は、当業者において公知である。このように、形又はチューブ内容積を制御することによって、プラグの質量が制御される。
【0046】
粉末プラグは、チューブの内径が十分に小さい場合、床からチューブを単に動かすことによって、粉末床から引き上げることができる。いずれかの固体及びチューブ内径に対して、プラグが十分に引き上げられるようにチューブ内に付着するために、成形することが必要かもしれない。
【0047】
図6は、均一な粉末床から成形されたプラグを形成し、引き上げる特定の方法を示す。コア採取ツール335は、チューブ336及び粉末プラグの排出手段(例えば、ピストン337)を含んでおり、格子332の穴331上に配置される。コア採取ツール340の次の図に示されているように、チューブ336を粉末床にベース334上のストライクプレート333に接触するまで粉末床330に完全に通して押し付ける。次いで、345に示したように、ピストン337を、約5から約5000psiの範囲の圧力をかけるために十分な力で粉末床330に押しつける。続いて、コア採取ツール335を持ち上げ、目的位置に移動させ、350に示すように、成形プラグ355を、粉末プラグの排出手段(例えば、ピストン又はピン337)によってチューブ336から排出させる。このプロセスは、格子332を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0048】
いずれかの粉末は、一箇所で複数回穿孔することによって、厚いベッドから制御された量の質量を有するプラグを形成することを可能にする特性を有しているであろう。これは、単一の圧縮された床から形成することができる穿孔の回数を増加するため、望ましい。
【0049】
図7は、形成されるプラグよりも高い均一な粉末床からプラグを形成する特定の方法を示す。コア採取ツール365は、チューブ366及び粉末プラグの排出手段(例えば、ピストン367)を含んでおり、格子362の穴301上に配置される。次のコア採取手段370に示すように、チューブ366を粉末床360に所定の力又は所定の距離のいずれかで粉末床360に押し付けられる。次いで、コア採取ツール365を持ち上げ、目的位置に移動させ、375に示すように、プラグ376を、粉末プラグの排出手段(例えば、ピストン又はピン367)によってチューブ366から排出させる。このプロセスは、格子362を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0050】
図8は、製造されるプラグよりも高い均一な粉末床からプラグを形成する他の特定の方法を示す。コア採取ツール385は、チューブ386及び粉末プラグの排出手段(例えば、ピストン又はピン387)を含んでおり、格子382の穴381上に配置される。ピン387は、ピストン面388とチューブ先端389との間の距離が、穿孔の間、固定され、特定された値を維持するように、固定された状態でチューブ386に保持される。次のコア採取手段390に示すように、チューブ386を粉末床360に所定の力又は所定の距離のいずれかで粉末床380に押し付けられる。次いで、コア採取手段385を持ち上げ、目的位置に移動させ、コア採取手段395に示すように、プラグ396を、粉末プラグの排出手段(例えば、ピストン387)によってチューブ386から排出させる。このプロセスは、格子382を使用しないで行うことができるが、ある粉末については、床がばらばらに壊れ、一部分がコア採取チューブの側面にくっつくかもしれず、大きなプラグ質量のばらつきを招く。
【0051】
組織サンプリング方法を意図する市販のコア採取手段を、本発明の穿孔ツールに用いることができる。本発明の適当なコア採取手段の供給者は、Fine Science Tools Inc.、202-277 Mountain Highway, North Vancouver, BC V7J 3P2, Canada)であり、これは、0.35mm、0.5mm、0.8mm、1mm、2mm、3mm及び5mmのチューブの内径を有する穿孔ツールを供給する。これらのコア採取ツールは、硬化ステンレス鋼チューブ及び10μm未満のクリアランスで適合する排出ピンを含む。チューブ及び排出ピンの外壁は、コア採取される材料のくっつく傾向を少なくするために、クロムめっきされ、表面エネルギーを減少させる。非常に硬い粉末からプラグを形成するためには、特別注文のタングステンカーバイドのチューブ及びピンアセンブリが適当である。タングステンカーバイドのチューブ及び隙なく適合するピンは、Bird Precision, One Spruce Street, Waltham MA, 02454-0569, USAによって十分な精度で製造されるかもしれない。
【0052】
図9は、先に説明した方法による固体を取り扱う特定の装置を示す。穿孔アセンブリ420は、チューブアクチュエータ425、ピンアクチュエータ423、コア採取ツール415及びマウンティング・プレート427からなり、y線アクチュエータ460及びyガイ・ドレール462に装備され、それらは、x線アクチュエータ463に装備されている。チューブアクチュエータ425及びピンアクチュエータ423は、ともにプラグを穿孔し、所望により加圧し、排出することを可能にする。x線アクチュエータ463及びy線アクチュエータ460は、コア採取ツールを4つのステーション(収容プレート410、供給源容器アセンブリ405、洗浄ステーション430及び秤量ステーション440であり、それぞれは、以下の機能を有する)にわたって移動させるために十分な活動範囲を有する。収容プレート410は、産出プラグを分配するところであり、供給源容器アセンブリ405は、プラグを穿孔するところであり、洗浄ステーション430はコア採取ツール又はチューブ415を洗浄及び乾燥することができるところであり、秤量ステーション440は、分配工程の特性を明らかにし、モニターするために秤量することができるところである。これらの部品は、機器ベース470、収容プレート基台472及びアクチュエータ支持体471、473によって支持されている。
【0053】
適当なx線アクチュエータ463は、600mmストロークのモデルERB50-B02LA90-GSS600-Aであり、適当なy線アクチュエータ460及びガイドレール462は、300mmストロークのERB32-B08LA90-FSS300-A及びERB32-IDLS-FSS300型のモデルであり、これらはParker Hannifin Corporation(6035 Parkland Boulevard Cleveland, Ohio 44124-4141, USA所在)によって製造されている。xサーボ制御のモータ464及びyサーボ制御のモータ461のための適当な製品は、サーボ制御の駆動モデルEi-DN-20200-000と連結されて用いられる、モデル番号NTE-207-CONS-000(EMERSONによる)のモータであり、これも、EMERSON (8000 West Florissant Avenue, St. Louis, Missouri 63136-8506, USA)によって製造されている。動作コマンドは、駆動ソフトウェアと互換性のあるプログラムされたパーソナルコンピュータからサーボ制御駆動装置に送ることができる。チューブアクチュエータ425及びピンアクチュエータ423に使用される製品は、それぞれ、空気式アクチュエータモデルMXS8-75A- F9PVL及びMXS8-10A-F9PVLであり、SMC Corporation of America(3011 North Franklin Road, Indianapolis, Indiana 46226, USA)によって供給されている。
【0054】
洗浄ステーション430は溶媒貯蔵層431と乾燥穴432とからなる。溶媒貯蔵層431は粉末400を溶解することができる溶媒が充填されており、乾燥穴432の底は真空を保持するポート434に連結されている。一般的な粉末のための適当な溶媒は、限定されないが、エタノール、メタノール、アセトン、酢酸エチル、ジメチルスルホキシド又はメチレンクロライドを含む。洗浄容器433の適当な材料は、テフロン(登録商標)(デュポン)又はUHMWポリマー(クラウンプラスチックス)であり、それらは、最も有用な溶媒に不活性である。洗浄及び乾燥するために、コア採取ツール415は、まず、溶媒貯蔵層432に一定時間挿入され、次いで、所定時間乾燥穴432に挿入される。先端で流動体を動揺させ、よって、洗浄及び乾燥を促進するために、洗浄及び乾燥している間、ピンアクチュエータ423は伸張及び収縮することができる。
【0055】
秤量ステーション440は、サンプルプラグ443を収容するために、秤量プラットフォーム444、ドラフトシールド441及び秤量カップ442を有する微量天秤445を含む。プラグを秤量するために、コア採取ツール415を、穴446上に移動させ、秤量カップ442まで伸張され、プラグを秤量カップに排出する。微量天秤を十分な精度に設定するために、全てのアクチュエータの運動を停止させることが必要かもしれない。秤量ステーションは、プラグの集団を秤量するために使用することができ、所定の条件で圧縮された粉末床の特性を明らかにする。粉末床の特性を明らかにするために、一般に40ペレットが任意に床からサンプル取りされ、平均質量及び標準偏差を得る。その値が許容される場合、続いて、床は同じ条件下で圧縮され、製品ペレットを製造する。1μgから2gの範囲+/−0.25μgの精度でのプラグの秤量のための適当な微量天秤は、微量天秤モデルUMX2(Mettler Toledo, GmbH, with corporate headquarters in Im Langacher, 8606 Greifensee, Switzerlandによって製造)である。
【0056】
プラグを穿孔するために、チューブアクチュエータ451が引っ込められ、コア採取ツール415を供給源容器アセンブリ405中の格子穴上に移動させ、チューブアクチュエータ425が、粉末床400に格子穴を通してコア採取ツール415を押しつけ、次いで、アクチュエータ425を引っ込める。プラグを排出するために、コア採取ツール415を目的位置に移動させ、チューブアクチュエータ425を伸張させ、次いで、ピンアクチュエータ423を伸張させてプラグを排出し、次いで、アクチュエータ426を引っ込め、アクチュエータ425を引っ込める。
【0057】
静電気を低減させるために、ビルドアップイオン送風機480がコア採取ツール415上に装備され、イオン化空気をその下の部品に送る。適当なイオン送風機はモデル4165である(NRD LLC, 2937 Alt Blvd, PO Box 310, Grand Island, NY 14072, USAによって製造)。
【0058】
実施例2:粉末プラグの押し出しによる固体の取り扱い
この実施例は、粉末プラグを製造する代替方法及び装置を示す。粉末の平均粒径は、約200、100、50、10、5、1、0.1又は0. 01μm未満とすべきである。この実施形態は、実施例1で説明した方法に対して2つの顕著な利点がある。それは、均一な粉末床を製造する必要がないため、より少ない時間及び労働しか必要とせず、第2に、同じ数のプラグを作製するのにより少ない粉末しか必要としないことである。言い換えると、この実施形態は、粉末プラグのコア採取するよりも、より有効で無駄が少ないことを示すかもしれない。
【0059】
この方法及び装置の特定の実施形態では、粉末プラグは、以下の工程を経て作製される。まず、図10Aに示すように、粉末501の既知質量(たとえば、約1g、500mg、100mg、25mg、1mg、500μg、250μg又は100μg未満)を、下方位置に配置された供給源ピストン503を有するシリンジ状の供給源チャンバ502に分配する。次いで、供給源ブロック504を図10Bに示すように、維持プレート509によってスライドプレート506にクランプする。
【0060】
次いで、図10Cに示すように、空気式シリンダ505、あるいはピストンヘッドをスライドプレート506に近づけるように動かす他の手段によって、一般に約5から約50psiの圧力で、供給源ピストン503を押し付け、さらには、スライドプレート506に対して粉末510を押し付ける。次いで、スライドプレート506を、用量チャンバ513が粉末表面515上を横切るように、例えば、図11Aに示すように、十字の軌跡516で動かす。あるいは、図11Bに示すように、らせん軌跡517のような他の軌跡を採用してもよい。ガイドラインにように、横切る距離は、供給源チャンバの直径の10倍よりも長くすべきであり、その進路は、用量チャンバ513への繰り返し可能な充填を達成するために、供給源面積515の異なる部分に及ぶべきである。粉末の用量チャンバ513への流れを改善するために、供給源チャンバ中の粉末を振動又は混合に付してもよい。
【0061】
プラグの大きさ及び質量は、図10Bに示したように、マイクロメータ装置508を有する用量チャンバ513の高さを調節することによって変更することができる。好ましくは、用量チャンバ513の高さ対直径の比は、0.2よりも大きく、0.8未満であり、そうでなければ、異なる直径の用量チャンバを取り付けるべきである。
【0062】
粉末510を用量チャンバ513に充填した後、空気式シリンダ505への圧縮空気のスイッチをオフする。次いで、図12Aに示したように、スライドプレート506を、用量チャンバ513が目的ウェル518の上方に位置するように、供給源ブロック504に対して動かす。次いで、図12Bに示したように、圧縮空気が排出ピン522を下方に進め、目的ウェル518にプラグを排出する。排出ピストン521は、ハードストップ523に当たり、急激に減速し、よって、排出ピン522が粉末を放出する。次いで、排出ピンは収縮し、スライドプレート506が元の位置に動き、空気式シリンダ505に供給され、再度粉末510に圧力をかける。充填及び排出工程は、供給源粉末の高さ524が(図12B参照)最小値、一般に0.4mmに達する(供給源チャンバ502が再度充填される時点)まで繰り返される。
【0063】
スライドプレート506、排出ピン512、供給源ブロック504及び供給源ピストン503は、硬くて、滑剤を使うことなく長い磨耗寿命を与える耐摩損性材料から形成すべきである。適当な材料は、タングステンカーバイド、ジルコニア、シリコンカーバイド及びアルミナである。装置が柔らかな粉末を分配することを必要とするのみである場合には、よりコストを抑える代案は、サファイア被覆型MH(Surface Conversion Sciences Corporation (State College, PA)により供給)のような、硬化セラミック薄膜で被覆された硬化440Cステンレス鋼を用いることである。分配装置の受動的な部材は、タイプ316のような耐腐食性ステンレス鋼から形成されることが好ましい。50μmの質量のプラグを作製するために、適当な用量チャンバ径は0.5mmであり、適当な供給源チャンバの径は2mmから5mmである。スライドプレート506は、その一部が供給源ブロック504にクランプされることを維持することができ、一方、用量チャンバ513が工業的標準マイクロタイタープレート(それは、85mm×127mmの底面積を有する)の全ウェルに達することを可能にするために、150mm長以上とすべきである。
【0064】
スライドプレート506の一方の面及び供給源ブロック504は、粉末粒子の漏れを最小限にするために、2μm以内の平坦度に研がれるべきである。各パーツ間の公称放射クリアランスを5μm以内にするために、用量チャンバ513及び供給源チャンバ502は、2μm以下の丸みに磨かれるベきであり、排出ピン502及び供給源ピストン503は、2μm以下の丸みにするためにラップ仕上げされるべきである。粉末と接触する排出ピン512及び供給源ピストン503の表面は、2μm以内に平坦に磨がれるべきである。用量チャンバ513、供給源チャンバ502、排出ピン512及び供給源ピストン503の先端は、粉末がスライディング表面間に引っかかるのを阻止するために、鋭い状態にすべきである。摩損を最小限にするために、スライディング接触における全ての面を0.2μm未満の表面仕上げに研磨すべきである。
【0065】
図13A及び13Bは、それぞれ、収容プレート599及び微量天秤597上の秤量カップ595に分配することができる分配装置507を組み込んだ機械の正面及び側面図である。収容プレートは、工業的標準の96ウェル、384ウェル又は1536ウェルフォーマット又は特別注文のフォーマットとすることができる。収容プレート599は、機械ベース601上の基台600によって支持されている。スライドプレート506は、供給源ブロック504に対して、x線アクチュエータ592及びy線アクチュエータ589によって移動させられる。適当なアクチュエータは、ROBO CYLINDER(登録商標)シリーズ(Intelligent Actuator, Inc. 、日本によって製造)からのものである。ヨーク587に連結された空気式シリンダ603は、供給源ブロック504に対してスライドプレート506を押し出す。ヨーク587は、スライド摩擦を最小限にするために、超高分子量ポリエチレンからなる足部584を有する。サーボ機構592の押し棒607は、シャトル枠590に連結されており、それは、順にサーボ機構本体589に連結され、よって、スライドプレート506が供給源ブロック504に対してx及びy移動することを可能にする。
【0066】
線形アクチュエータ582は、カラム585及び580によって支持されており、収容プレート599に分配することを可能にするために、x方向に分配装置507を移動させる。図13Bに示すように、分配装置507は、可動台605及び606に連結されたC−枠591に支持されている。スレーブ線形ガイド504は、C−枠591のためのさらなる支持体を提供する。適当な線形アクチュエータ及び支持制御ハードウェア及びソフトウェアは、Intelligent Actuator, Inc. (日本)によって製造されている。
【0067】
図13Aに示す秤量ステーション583は、特徴づけ及び統計的追跡のためにプラグを秤量することを可能にする。秤量ステーション583は、秤量プラットフォーム596、秤量カップ595及びドラフトシールド594を備える微量天秤597を含む。微量天秤597は、花崗岩製基台598によって支持されている。適当な微量天秤は、UMX2モデル(Mettler Toledo, Switzerlandにより製造)である。
【0068】
実施例3:複数の粉末プラグを同時に押し出すことによる固体の取り扱い
この実施例は、複数の粉末プラグを同時に押し出す新たな方法及び装置を説明する以外、実施例2と同様の方法及び装置に基づく。はじめに、図14Aは、既知質量の粉末640(例えば、約1g、500mg、100mg、25mg、1mg、500μg、250μg又は100μg未満)が供給チャンバ642に分配されることを示す。次いで、図14Bにおいて、空気式シリンダ651及び供給源ピストン649を含むアセンブリ648が、供給源チャンバ642上方に取り付けられる。供給源チャンバ642の底には、供給源ブロック641及び維持部656の間にあるスライドプレート645がある。粉末640は、はじめに、スライドプレートに対して供給源チャンバ642内で空気式シリンダ651に一般に約5から約50psiで空気を供給されることにより、加圧される。
【0069】
また、図14Bは、供給源ピストン649は、四角の供給源チャンバ642(丸又は他の断面形状が使用されてもよい)に正確に適合する大きさの四角の断面665を有する。スライドプレート645は、グリッドカッター646(図15参照)のような複数の中空の区切りを含む(それは、675のような四角の仕切りを形成する660のような薄いブレードのグリッドを保持する枠708を含む)。図15は、グリッドカッター646の等測図を示す。排出ピン670は、675のようなグリッド仕切りに正確に適合する大きさの四角い断面674を有する。しかし、供給源チャンバ642、供給源ピストン649、排出ピン670及びグリッドカッター646中の仕切り675は、部品が互いに適当に適合するように、円形、ひし形又は六角形を含むいかなる不定形を有するように設計されていてもよい。
【0070】
粉末655を、はじめに供給源チャンバ642内で均一に圧縮する密度を達成するために加圧した後、空気式シリンダ662のポート664(図16A参照)に供給された圧縮空気を放出し、スライドプレート645を供給源チャンバ642下の方向に移動させる。次いで、図16Aに示したように、圧縮空気をポート664に供給し、グリッドカッター646のブレード660を通して粉末668に加圧する。次いで、ポート664への圧縮空気のスイッチをオフし、図16Bに示すように、プラグ673が排出ピン670の下にくるように、スライドプレート645を移動させる。また、分配装置659を、プラグが目的ウェル662上になるように移動させる。次いで、図16Cに示すように、圧縮空気をポート676に供給し、それが排出ピン670を下方に排出し、目的ウェル662に粉末プラグ673を排出する。排出ピストン678はハードストップ677に当たり、急激に減速し、よって、実質的に全ての粉末を排出ピン670が放出する。次いで、スライドプレート645は、他の仕切りが排出ピン670下にくるように、徐々に移動させ、排出工程を繰り返す。押し出し及び排出工程は、供給粉末の高さ650が、スライドプレートの膜厚未満になる値に達するまで繰り返される。供給粉末の高さの最小値は、標準的なホール作用センサで検出することができる。
【0071】
図16Aから16Cに示したこの実施の形態について、粉末668の平均圧縮密度及びスライドプレート645の膜厚は、製造されるプラグの平均質量を決定する。粉末668の平均圧縮密度は、図14B及び図16A−Cに示すように、粉末高さ650を決定するロッド高さ647(図14B)を測定することによって判断される。例えば、平均圧縮密度は、粉末高さ650及び供給源チャンバ642のベース面積によって分割された粉末668の質量と同等である。よって、粉末プラグ673の平均質量は、圧縮密度かけるスライドプレート645の厚さ及び仕切り675のベース面積に相当する。種々の膜厚を有する各種スライドプレートは、目的値に満足できるように近づく平均プラグ質量を提供するのに有効である。新たなスライドプレート657を説明するための限定されない実施例として、図17は、反転した分配装置659を示し、維持部656は除去及び再度取り付けられる。あるいは、他の実施形態は、図18A及び18Bに示す。グリッドカッター749中の各仕切り746の高さが、個々の排出ピン742に連結されたマイクロメータ753及び754と独立に制御される。
【0072】
スライドプレート645、排出ピン670、供給源ブロック641及び供給源ピストン649は、硬く、滑剤を使用することなく長い摩損寿命を提供する耐摩損性材料で形成されるべきである。限定されない適当な材料は、タングステンカーバイド、ジルコニア、シリコンカーバイド及びアルミナである。装置が柔らかな粉末を分配することを必要とするのみである場合には、よりコストを抑える代案は、サファイア被覆型MH(Surface Conversion Sciences Corporation (State College, PA)により供給)のような、硬化セラミック薄膜で被覆された硬化440Cステンレス鋼を用いることである。分配装置の構成部材は、タイプ316のような耐腐食性ステンレス鋼から形成されることが好ましい。グリッドカッターインサート646は、それらの面がとがれ及び磨かれたタングステンカーバイドのプレートから形成されることが好ましい。仕切りは、プランシャー又はワイヤ放電加工によって切断することができる。
【0073】
特定の質量のプラグを形成するために必要な種々のパラメータの決定は、当該分野で公知の技術及び材料を用いて行うことができる。例えば、約50μgの質量を有するプラグを形成するために、スライドプレート645及びカッターインサート646の適当な厚さは、0.4mmであり、適当な仕切りの径は、0.4mm幅×0.4mm長である。適当なカッター壁の厚さは、75μmである。スライドプレートの片方の面、供給源ブロック641及び維持部656は、粉末粒子の漏れを最小限にするために、2μmの平坦度に仕上げるべきである。供給源チャンバ642壁は、2μm以下の精度にラップ仕上げするべきであり、排出ピン670及び供給源ピストン649の壁は、2μm以下の精度にラップ仕上げするべきである。四角の排出ピン670と675のようなグリッドカッターの仕切り間の公称放射クリアランスは、10μm以下にすべきである。粉末と接触する排出ピン670及び供給源ピストン649面は、2μm以内に平坦に磨がれるべきである。グリッドカッター646、排出ピン670、供給源チャンバ642及び供給源ピストン649の先端は、粉末がスライディング表面間に引っかかるのを阻止するために、鋭い状態にすべきである。摩損を最小限にするために、スライディング接触における全ての面を0.2μm未満の表面仕上げに研磨すべきである。
【0074】
図19A及び19Bは、分配装置659を組み込む機械を示し、それは、収容プレート728及び微量天秤717上の秤量カップ715に分配することができる。収容プレートは、工業的標準の96ウェル、384ウェル又は1536ウェルフォーマット又は特別注文のフォーマットとすることができる。収容プレート728は、機械ベース7181上の基台719によって支持されている。
【0075】
スライドプレート645は、適当なxサーボ機構709(図19A参照)及びyサーボ機構732(図19B参照)によって、供給源ブロック641に対して移動する。適当なサーボ機構は、ROBO CYLINDER(登録商標)シリーズ(Intelligent Actuator, Inc. 、日本によって製造)からのものである。部材712は、x及びyサーボ機構をスライドプレート645に連結する。空気式シリンダ709及び710をクランプすることにより、維持部656に、供給源ブロック641に対してスライドプレート645を保持させる。
【0076】
x線アクチュエータ725及びy線アクチュエータ721は、分配装置659を機械ベース718に対して移動させる。スレーブz線ガイド729及びy線ガイド721は、さらなる剛性を分配装置659の支持体に与える。適当な線アクチュエータ及び支持制御ハードウェア及びソフトウェアは、Intelligent Actuator, Inc.(日本)によって製造されている。
【0077】
秤量ステーション583は、特徴づけ及び統計的追跡のためにプラグを秤量することを可能にする。図19Aに示すように、それは、微量天秤717、秤量プラットフォーム716上の秤量カップ715及びドラフトシールド714を含む。適当な微量天秤は、UMX2モデル(Mettler Toledo, Switzerlandにより製造)である。
【0078】
実施例4:スラリー懸濁液を製造することによる固体の取り扱い
いずれかの固体の物理的特徴は、担体を用いる取り扱いに対してそれらをより影響を受けやすくさせる。したがって、本発明は、スラリーを利用した固体を取り扱う方法を包含する。この方法において、固体又は固体の混合物は、液体賦形剤と混合され、スラリー混合物を形成し、それは、標準的な液体操作装置(例えば、ピペット)を用いることによって分配される。次いで、液体賦形剤は、固体を与えるための除去される(例えば、蒸発、ろ過又は沈降分離によって)。
【0079】
結晶形成を促進するために、長い乾燥時間及び低い乾燥温度を用いることが好ましい。好都合なことに、液体賦形剤は、ある固体の取り扱いを容易にするが、固体の実質的な部分を溶解しないように、選択することができる。固体が溶解する溶液の形成を避けるために、この方法は、実質的にそれらの固体の形態に影響を及ぼすことなく、制御された量の固体を取り扱うことを可能にする。
【0080】
取り扱いを容易にする(例えば、調製、取り扱い及び/又は分配)固体のスラリーを与えるために用いることができる液体賦形剤は、ほとんど又は全く通常の実験をすることなく選択することができる。好ましい液体賦形剤は、容易に除去され(例えば、蒸発)、固体と化学的に反応しない。また、固体及び取り扱われる固体は、好ましい液体賦形剤中において、不溶性であるか、あるいは溶解性が低い(例えば、約10mg/mL、1mg/mL、0.1mg/mL、0. 01mg/mL又は0.001mg/mL未満)。特定の方法においては、液体賦形剤は、湿潤剤又は水を含む。湿潤剤の目的は、水の表面張力を低減させることである。湿潤剤の例は、限定されないが、イソプロピルアルコール及びメタノールのようなアルコール類、ラウリル硫酸ナトリウム、ポリビニルピロリドン(PVP)及びトゥイーン(登録商標)が含まれる。
【0081】
特定の方法において、スラリー懸濁液のサンプルを、分配工程中、高速液体クロマトグラフィー(HPCL)分析のためにバイアルに採取する。これらのバイアルは、各分配中に固体がどの程度実際に移動したかを確認するために用いる。特定の方法では、固体状態の分析を、液体賦形剤を除去した(例えば、真空又は蒸発)後に行い、固体が実質的に形態を変化していないことを実証する。この測定のために使用することができる技術の例は、限定されないが、NMR分光法(例えば、1H及び13C NMR)、ラマン分光法(例えば、共鳴ラマンスペクトル法)、X線分光法、粉末X線回折、吸収及び発光分光法(例えば、赤外線、可視光線、紫外線収及び発光分光法)、複屈折、示差走査熱量測定(DSC)及び熱重量分析(TGA)を含む。
【0082】
実施例5:接着性表面を用いることによる固体の取り扱い
本発明の他の実施形態において、固体(例えば、粉末)を、制御された量の固体を接着することができる接着性表面を用いて取り扱う。この実施形態における特定の方法は、非接着領域(つまり、ある固体は接着しないか、接着領域に接着するようりもより弱く接着する領域)によって分離された2以上の接着性領域からなる表面を利用する。接着領域は、ほぼ同じ大きさ及び形状であることが好ましい。接着領域の特定の大きさの例は、限定されないが、約5cm2、2.5cm2、1cm2、50mm2、10mm2、1mm2及び0.5mm2未満である。
【0083】
接着領域は、種々の方法によって形成することができる。具体例は、限定されないが、接着剤を非接着性裏材に付着させる、非接着性マスクで接着性裏材を被覆する及び非接着性裏材の領域を化学物質、放射線照射、プラズマ又はこれらの領域に接着性を与えるために十分な他の手段で処理することを含む。そのような方法は、当該分野で公知である。例えば、米国特許第6,284, 329号、6, 221,268号及び6,096, 156号参照(これらを参照としてここに組み込む)。
【0084】
図20は、接着性パッチ配列を可能にする種々の非網羅的な実証を提供する。それは、アレイ815、ストライプ820及びウェハ825を含む。接着性の表面領域及び粉末の粒径は、特定の領域825に付着する固体量に影響を及ぼすであろう。そのパターンは、円形、四角形、線状のようなありふれた形状のアレイ又は格子、もしくは、らせんのようなパターンに配置された他の構成とすることができる。適当な裏材原料は、硬い(例えば、ガラス又はプラスチックからなる)又はやわらかい(例えば、プラスチック担体膜)ものとすることができる。
【0085】
パターン形成された表面を、粉末の接着に影響を与え得る非特異性及び不所望の静電気相互作用を低減するために、イオンガンを用いて脱イオン化することが好ましい。次いで、例えば、粉末床にその表面を押し付ける、粉末にその表面を浸漬する、その表面のすべてに渡って粉末を噴霧しかつ過剰のものと取り除く、あるいはその表面に粉末を振りかけかつ過剰のものを取り除くことによって、粉末を表面に塗布する。いずれかの粉末が、表面の望まない部分に静電気的に接着したまま残る場合、イオン空気ガンを、緩やかにその表面に吹き付けるために用いることができる。図21はこの実施形態の例を示し、脱イオン化した基材800上の粘着性の接着性パッチ805を粉末床810に接触させる。一実施形態では、約1mg未満の粉末を接着性領域に接着させる。他の実施形態では、約0.5又は0.25mg未満の粉末を接着性領域に接着させる。
【0086】
固体が選択的に接着性領域に接着した後、その固体を表面から除去し、さらなる利用(例えば、試験又は実験)のために容器又は入れ物に移動させる。特定の方法では、固体を溶媒に溶解し、得られた溶液を容器に移動させる。接着剤(使用された場合)は、溶媒に溶解せず、又はわずかに溶解するのみであることが好ましい。他の方法では、固体は不溶性又はわずかに溶解するのみであるが、接着領域からその除去を促進するために、接着する又は十分な親和性で貯留する液体又はゲルを用いて固体を移動させる。そのような液体の例は、ポリエチレングリコール(PEG)である。
【0087】
図22は、固体が、基材上の接着領域に接着させるか、裏材を容器(例えば、マルチウェルプレート中のウェル)に分配することができることによる方法を示す。この特定の方法によれば、付着した又はそのかわりに裏材に懸濁された試薬、溶媒又は賦形剤920を、接着性領域915のストライプ又はアレイに接着した固体925に接触させ、混合物930を与える。その試薬、溶媒又は賦形剤は、得られる混合物が、ストライプ又はアレイ915に付着したままとならないように及び容易に取り除かれ又は転置して集塊を形成するであろうように、選択される。よって、集塊は、例えば、遠心分離、振動、真空又は単に引力を用いて、容易に適当な容器910に分配される。試薬は、取り扱われる固体と作用せず、あるいは実質的にその形態に影響を及ぼさず、接着剤に溶解しないことが好ましい。試薬は、任意に、限定されないが、蒸発、ろ過及び沈降分離のような種々の技術を用いて除去することができる。
【0088】
固体が置かれる特定の用途に依存して、それが接着している接着領域から取り出すことが必要であっても、なくてもよい。本発明の一実施形態では、固体は、裏材の接着領域に接着されたままで利用される(例えば、研究される)。例えば、種々の実験を、図20に示されるように、固体サンプルのシート上又はストライプ上で直接、一連で又は並行して行うことができる。
【0089】
特定の方法では、固体状態分析を、移動中に固体が実質的に形態を変化していないことを確認するために行う。この測定のために使用することができる技術の例は、限定されないが、NMR分光法(例えば、1H及び13C NMR)、ラマン分光法(例えば、共鳴ラマンスペクトル法)、X線分光法、粉末X線回折、吸収及び発光分光法(例えば、赤外線、可視光線及び紫外線吸収及び発光分光法)、複屈折、示差走査熱量測定(DSC)及び熱重量分析(TGA)を含む。
【0090】
実施例6:ある容器から他の容器への固体の移動
少量の固体を取り扱う工程中、固体内容物をある容器内から異なる容器に移動させる必要があるかもしれない。例えば、少量の固体を精密な微量天秤(例えば、Sartorius SC2 Ultra Micro)で秤量することは、十分な質量分析(例えば、0.1μg可読性)を達成するために、低質量容器(例えば、2g未満)を必要とする。しかし、これらの固体のさらなる処理は、高い強度の容器又は二次元アレイフォーマットを必要とするかもしれず、それらの双方は、そのような微量天秤の質量限界を超えているであろう。そのような適用その他のために、固体をある容器から他の容器に移動させる種々の方法及び装置を以下に説明する。
【0091】
特定の方法及び装置において、固体1000を本来保持する容器は、図23Aに示すように、微量天秤1005によって秤量することができる従来の開面容器1001である。スウィングアーム1003に取り付けられて容器1001をつかむ空気式のクランプ1002を採用することによって、固体1000をマルチウェルプレートのウェルのような異なる容器に移動させる。図23Bは、この実施形態のクランプ1002及びスウィングアーム1003の平面図を示す。図23Cに示すように、スウィングアーム1003は、容器1001を、円弧の起動を通って加速させ、ハードストップ1004に衝突させて、固体1000を開面容器1001から出し、マルチウェルプレート1007の目的ウェル1006に入れる。目的ウェル1006の位置は、容器1001の停止位置の直下となるように、x及びy線アクチュエータ1008の対によって配置させる。
【0092】
スウィングアームの実施形態のプロセススループットを増加させるために、図24に示すように、回転ラックを組み込んでもよい。回転ラック1009は、秤量のための微量天秤1005と移動のための空気式クランプ1002の位置との間で2以上の容器1001を回転させる。その結果、移動及び秤量を同時に行うことができる。
【0093】
スウィングアームの実施形態における容器1001からの固体の放出を促進するために、振動アクチュエータ1010を、図25Aに示すようなスウィングアーム1003に又は図25Bに示すように直接容器1001のいずれかに組み込んで、繰り返しの軽打を適用してもよい。振動の周波数は、一般に、約1Hzから約50kHzの間である。スウィング動作中の固体100の容器からの時期尚早の放出を防止するために、図26Aに示すように、格納式のシールド1011を開面容器1001上に載置してもよく、図26Bに示すように、分配の直前に格納してもよい。
【0094】
固体内容物をある容器から他に移動させるための代替方法及び装置の例は、図27に示すように、微量天秤1005によって秤量することができる容器1012を利用する。その容器1012は、収容容器1014に固体1000を放出するために取り外すことができる格納式の底プレート1013を組み込んでいる。容器1012からの固体の放出を促進するために、その容器をアクチュエータで動揺させてもよいし、衝突させてもよいし、あるいはガスのパルスを容器に適用してもよい。
【0095】
固体内容物をある容器から他に移動させるための方法及び装置の他の例は、図28Aに示すように、微量天秤1005によって秤量することができる容器1015を含む。その容器1015は、ガス透過性底プレート1016を組み込んでいる。固体内容物1000を移動させるために、真空圧を、底プレート1016を通して適用し、その容器1015を反転させ、ついで、真空圧を除去するか、陽圧を、底プレートを通して適用し、図28Aに示すように、収容容器1017に固体1000を放出させる。容器1015からの固体の放出を促進するために、収容容器1018に、図28Bに示すように、両容器を通して連続的なガス流を流すことを可能にする、それ自体ガス透過性の底プレート1019を組み込んでもよい。
【0096】
いずれかの場合において、容器の固体内容物は、容器壁に強固に付着するかもしれず、引力よりも大きな放出力、低圧ガス又は慣性振動を必要とするかもしれない。そのような場合において、固体内容物をある容器から他に移動させるための方法及び装置の例を、図29に示す。固体含有容器1020は、微量天秤1005で秤量することができ、内部ピストン1021を容器中にスライドさせることを可能にするように設計される。容器1020は、反転し、ピン1022を内部ピストン1021及び固体内容物1023を、容器1020中及び収容容器1024に押すために用いる。
【0097】
別の方法及び装置では、工程を迅速に処理するためには、固体は、移動中、それらの本来の容器から取り出されない。図30に示したように、微量天秤1005によって秤量することができ、二次元アレイのウェルを有する収容プレート1027中のウェル1026内に適合する容器1025を利用することによって、固体1000を二次元アレイフォーマットに移動させる。容器1025は、x線ステージ1029及びz線ステージ1030に装備されたロボットアーム又は空気式のグリッパー1028によって取り扱われる。収容プレート1027は、y線ステージ1031上に位置する。ある適用に対して、収容プレートが固体のさらなる加工のために従来のプレートシール(例えば、感圧接着フィルム、熱活性フィルム又はゴムキャップマット)でシールすることができるように、ウェル内部に完全に適合するように、容器を設計する。図31に示すように、この移動工程のスループットは、容器を秤量し、同時に移動させることを可能にする回転ラック1032を組み込むことによって促進することができる。
【0098】
実施例7:少量の固体の混合
高スループットの薬化合物の前処方設計のスクリーニングのような適用において、少量の異なる粉末を、一般に、1mg未満の総サンプル容積で混合することが必要である。混合は、いずれかの化学的又は物理的相互作用の結果を分析することができるような化合物間の密接な微粒子接触を達成する。少量の固体を混合するいくつかの方法及び装置を以下に説明する。
【0099】
図32Aに示しように、特定の方法及び装置において、固体1100(例えば粉末)を、フィルター底ウェル(例えば、Unifilter(商標)プレート、Whatman, Clifton, NJによる)を有する従来のマルチウェルプレートに収容する。マイクロプレートの上面は、各ウェルを独立してそれぞれからシールするリッド1102でシールされている(例えば、Capmats、 Whatmanによる)。そのリッドは、ウェルにガスを注入するために穴があいている。1つのウェルを1度に混合してもよいし、いくつかのウェルを並行して、又はプレートの全てのウェルを同時に混合してもよい。各ウェルにガス1103のジェットを注ぐことによって、乱気流が作られ、粉末を混合させる。各ウェルの底のフィルターは、粉末を保持しながらガスを逃がす。あるいは、フィルタープレート1104を有するマルチウェルプレート1101の上面もシールすることが可能であり、それにより図32Bに示すように、プレート1104に穴を開けることなく、各ウェルのすべてにわたって固体を混合するために、ガス1105の小さな破裂を、前後に循環させることができる。
【0100】
別の方法及び装置では、粉末を市販のマイクロプレート又はブロックで輸送される個々のバイアル中に収容する。そのバイアルはねじ、スナップ又は圧着キャップでシールされ、キャリアブロックにしっかりと締め付けられ、又はマイクロプレート中の各ウェルはリッドでシールされる。粉末容器をシールした後、粉末を、高又は低周波で所定時間、マイクロプレート又はキャリアブロックを動揺又は振動させることによって混合する。また、マイクロプレート又はキャリアブロックは、粉末の混合を達成させるために、異なる軸を中心に回転させてもよい。混合を促進するために、小さな磁気攪拌器又は化学的に不活性な材料で被覆された球形のボールを各ウェル又はバイアルに入れてもよい。粉末容器をシールした後、内部のボールで粉末の混合をもたらすマイクロプレート/キャリアブロックを動揺させるか、周期的にマグネットを振動しながら磁気攪拌棒を動揺させることのいずれかによって、粉末を混合する。
【0101】
混合のための同様の方法及び装置は、図33に示すように、マイクロプレート1107又はバイアルの上面に穴を開けることができるシール1106を用いること、及び各容器に柔軟なワイヤを挿入することを含む。ワイヤ1109は、静止したハウジング1108で包むことができ、一方、モータがワイヤ1109を回転させ、粉末1100を混合する。図34に示すように、攪拌ブレード1110の種々のデザイン及びブレードの動き1111を、粉末を混合するために利用することができる。混合の後、攪拌ワイヤ1109又はブレード1110を容器から取り出し、洗浄する。各容器中の粉末高さが十分浅ければ、容器をシールすることなく粉末を混合することができる。一つのウェル又はバイアルを一度で混合してもよいし、いくつかのウェル又はバイアルを同時に混合してもよい。
【0102】
図35は、粉末1100を圧縮可能なバイアル1112又は圧縮可能なウェル1113が形成されたマイクロプレート中に収容する混合の他の実施例を示す。例えば、バイアル又はウェルは、シリコーンゴムのような弾性材料から形成してもよいし、折りたたみ式のプラスチックの蛇腹で形成してもよい。バイアルは柔軟性の又はガス透過性のキャップ1114でシールされ、一方、マイクロプレートの上面はフィルタープレート1115でシールされ、空気を逃がす。バイアル又はウェルは、繰り返し同じ又は異なる方向に圧縮して粉末を混合する。
【0103】
他の実施例では、化合物を混合する積極的な手段を採用する代わりに、図36に示すように、各容器1119の内部に分配された粉末を層状にすることによって、異なる化合物間で粒子の接触を達成させることが可能である。この方法は、活性成分1116が賦形剤1117又は異なる賦形剤1118と相互作用することを可能にする。
【0104】
実施例8:従来の微量天秤を用いた二次元アレイフォーマット中での固体の分配及び秤量
少量の粉末を取り扱う方法及び装置が、この発明において先に説明されている。薬化合物のそのような高スループットスクリーニングを安定に適用するために、それらの形態に実質的に影響を及ぼすことなく、制御された量の固体を迅速かつ正確に、分配ならびに秤量することがしばしば望まれる。少量(例えば、約5mg、2.5mg、1mg、750μg、500μg、250μg、100μg、 50μg、25μg、10μg、5μg又は1μg)の固体を従来の微量天秤(例えば、SC2 Ultra Micro(Sartoriusによる))で秤量することは、十分な質量分析を達成するために(例えば、0.1μgの読取可能性)、秤量された総質量(例えば、2g未満)を制限する。言い換えると、微量天秤での質量測定中においては、固体は軽量容器に収容されるべきである。しかし、これらの固体のさらなる処理では、それらを、マルチウェルプレートのような二次元アレイフォーマット中(精密微量天秤に対して大きすぎる)に存在させることが必要かもしれない。
【0105】
図37は、制御された量の固体1200を、分配装置1205によって、直接二次元アレイフォーマットに分配し、精密微量天秤1207で秤量することを可能にする方法及び装置を示す。その装置は、二次元アレイの貫通孔を有するトレイ1204を支持するクレードル1203を含む。各貫通孔は、容器が孔の内外を容易にスライドすることができるように、低質量容器1201を支持する。クレードル1203は、x線アクチュエータ1209及びy線アクチュエータ1210に装備された垂直アクチュエータ1211に取り付けられている。x及びyアクチュエータは、所望の容器1202が微量天秤1207の秤量プラットフォーム1206の直上にくるように、トレイ1204を配置させる。ついで、垂直アクチュエータは、所望の容器1202が秤量プラットフォーム1204に支持され、もはやトレイ1204と接触しないように、トレイ1204を下げる。その結果、制御された量の固体1200を、所望の容器1202に分配することができ、個々に微量天秤1207によって秤量することができ、一方、それは二次元アレイの一部である。所望の容器1202を秤量した後、容器1202がトレイによって再度支持されるようにトレイ1204を持ち上げる垂直アクチュエータ1211を用いることによって、微量天秤1207から取り出す。
【0106】
実施例9:集積質量センサを用いた固体の分配及び秤量
この発明において先に説明されているものは、少量(例えば、約5mg、2.5mg、1mg、750μg、500μg、250μg、100μg、 50μg、25μg、10μg、5μg又は1μg)の固体粒子を従来の微量天秤(例えば、SC2 Ultra Micro(Sartoriusによる))で秤量することに制限がある。この実施例は、従来の微量天秤を用いることなく固体を分配及び秤量することができる新規な方法及び装置を説明する。輸送装置を、制御された量の固体を捕獲及び分配するために用いる。本発明の輸送装置は、実施例1に記載されたようなコア採取ツール、マイクロ機械のピンセット又は電界もしくは磁界を利用して粒子をひきつけるマイクロ電極を含む。質量センサは、固体を捕獲した前後に輸送装置の機械的応答を測定することによって、捕獲した個体の質量を定量するために設計されている。同様に、質量センサは、固体が分配された前後に輸送装置の機械的な応答を測定することによって、分配された固体の質量を定量することができる。
【0107】
一般に、与えられた入力に対する構造物の機械的な応答は、その剛性及び質量の関数である均一の共鳴振動数を示す。したがって、輸送装置へ固体を負荷するか負荷しないかによって、その装置の共鳴周波数に比例的な変化を生じさせる。その結果、固体の質量は、共鳴周波数のシフトを測定することによって計算することができ、装置の剛性は変化せず、固体は装置に確実に引き寄せられると予想される。この測定の感度を増大させるために、輸送装置を、硬く、軽量にすることが好ましい。本発明の特定の輸送装置は、非常に小さく、微細加工技術を用いて製造することができる。
【0108】
輸送装置からの機械的な応答を発生させるために、一時的な力を輸送装置、好ましくは、引き寄せた固体から離れた位置に与える。これは、圧電アクチュエータ、ソレノイド・シェーカー、衝撃ハンマー、音響スピーカー、静電気櫛駆動又は同様の手段のような当該分野で知られた種々の運動トランスデューサーのいずれかを用いて行うことができる。輸送装置に共鳴を引き起こすための掃引正弦波、インパルス、ステップ又は雑音入力等の種々の励起信号を、運動トランスデューサーに適用することができる。
【0109】
刺激に対する運動装置の機械的応答は、キャパシタンスセンサ、振動加速度計、相ドップラー速度計、圧電センサ、ひずみゲージ又は同様の手段のような当該分野で知られた種々の装置のいずれかを用いることによって測定される。運動センサのサンプリング頻度は、折り返しエラーを防止するために、輸送装置の共鳴周波数よりも少なくとも2倍速いことが好ましい。運動センサは、輸送装置の運動に対して応答するアナログ電圧信号を与える。市販のデータ収集ハードウェア及びソフトウェアを、輸送装置の機械的応答の周波数スペクトルを得るために、過渡的な信号データを記録及び分析するために用いる。その装置が振動の最大振幅を表示した際の周波数がその共鳴周波数である。圧電トランスデューサーを輸送装置に運動を伝えるために用いる場合、圧電トランスデューサー自体の共鳴周波数は、ひきつけられた粒子の追加の質量に対応するかもしれない。これは、圧電トランスデューサーに内在の共鳴電気的インピーダンスの利点を取得する発振回路で達成させることができる。
【0110】
図38は、この発明の特定の実施形態の概略図を示し、コア採取ツールを輸送装置として利用している。コア採取ツール1301は、薄壁のステンレス鋼のチューブ(25.5標準ゲージの皮下注射用のチューブ、9mm長)である。コア採取ツール1301は、粉末のプラグ1303を排出するためにチューブの全体をスライドするステンレス鋼のロッド(直径0.34mm、長さ10mm)である内部ピストン1302を含む。コア採取ツール1301は、x−1310、y−1311及びz−1312線アクチュエータのセットに連結された固定部材1304にしっかり装備されている。アクチュエータは、コア採取ツールを、粉末プラグを取り出すために、粉末床1313の内外で取り扱う。コア採取の方法及び装置のさらなる説明は実施例1に示されている。
【0111】
図38に示す実施形態において、圧電セラミックアクチュエータ1305(Piezo Systems, Cambridge, MA, Part No. T220/A4-203Y)は、コア採取チューブ1301と固定部材1304との間に取り付けられている。内部ピストン1302がチューブ1301から取り出された際、掃引−正弦電圧信号、つまり6.3kHzから7.1 kHzの間の2V最高最低振幅を発生器1308(モデル33120A、Agilent, Palo Alto, CA)の機能によって発生させ、チューブに振動をもたらす圧電アクチュエータに適用する。コア採取チューブ1301のその長さに対して垂直方向における転置を、レーザー転置センサ1309(例えば、モデルLC-2420 by Keyence Corp of America, Woodcliffe, NJ)で測定する。各測定に対して、12の連続的な周波数スペクトルを、市販のデータ収集ハードウェア(Model #PCI-6052E DAQ board, National Instruments, Austin, TX)及び特別注文のソフトウェア (LabVIEWTM Sound and Vibration Toolset, National Instruments, Austin, TX)を用いて取得する。そのスペクトルは、スペクトルノイズを低減するために、25%のオーバーラップで直線的に平均化される。図39は、それが空の際のコア採取チーブの一般的な周波数応答を示す。そのスペクトルのピーク1315は、チューブの共鳴周波数が約6.8kHzであることを示す。
【0112】
輸送装置、又はこの場合のコア採取チューブ1301は、少量の固体を捕らえ又は少量の固体を放出することによって、その共鳴周波数をその本来の値からシフトさせるであろう。例えば、図40は、固体ペレット重量62.2μgがコア採取チューブによって分配された場合のコア採取チューブの共鳴周波数における140Hzの増加を示す。したがって、2つの周波数の測定によって、追加された質量又は輸送装置から取り去られた質量を分析する。この実施形態では、共鳴周波数におけるシフトとコア採取チューブによって分配された質量との間の相互関係が、較正手順によって決定される。較正の間、従来の微量天秤によって、オフラインで、質量が測定されるいくつかの異なるサンプルで、共鳴周波数におけるシフトが測定される。図38に示したシステムについて、最小二乗法を適用することによる線形回帰を、以下の関係式(2)を決定するために、較正データで行う。
【0113】
m = 3040 × (fO − fm)/fO − 0. 66 (2)
(式中、mはμg示された分配質量であり、fm及びfOは、それぞれ質量が分配された前後のHzで示されたコア採取チューブの共鳴周波数である。)
図41は、較正曲線と、アセトアミノフェン及びナプロキセン(26μgから38μgの範囲)のような医薬粉末の秤量した量の実験データとの間の顕著な一致を示す。
【0114】
図42は、本発明の他の実施形態を示し、ここでは、輸送装置は、粒子の近くに非均一電界をかけることによって、誘電性粒子1316をその先端表面にひきつける電極アセンブリ1306である。この現象は、誘電伝達として科学的に説明され、粒子を取り扱うために粒子を変化させることを必要としない。誘電伝達において、誘電性粒子の誘電率が、その周りの媒体のそれよりも大きい場合、電界の極性にかかわらず、非均一電界は、非電荷誘電性粒子を、より強い電界強度の領域に向かって移動させる。
【0115】
非均一電界を発生させることができる種々の方法がある。本発明の用途に適する設定は、当業者に容易に理解されるであろう。適当な設定の例は、限定されないが、同心電極、平行電極及びインターディジタル電極を含む。電界は、通常、電極の界面又は端部において最も大きいため、電極の数又は電極の周長を増加することにより、それに対して引き寄せられる固体量が増加する傾向にある。
【0116】
粒子及び周りの媒体の複素誘電率によって、粒子をひきつけ、保持するために必要な電界の強度も、それらの大きさ及び特性に依存するであろう。しかし、本発明で一般的に用いられる電界は、約105V/mから約108V/m、約106V/mから約107V/m又は約2×106V/mから約5×106V/mの範囲の強度である。特定の輸送装置及びそれら製造社の方法及び本発明の方法及び装置で使用してもよい用途は、米国特許第09/976, 835号(2001年10月12日出願)に開示されており、ここにその全体を参照として取り込む。
【0117】
図42に示された特定の実施形態において、2つの同心金属電極(FHC Inc. , Bowdoinham, ME, Part No. CBHFM75)のアセンブリ1306を、輸送装置として用いる。高電圧電源1314 (Trek Inc. , Medina, NY, Model No. 623B)によって、内部電極に正電圧を印加し、一方、外部電極は、アセンブリの先端で非均一電界を発生させるために接地する。電極アセンブリは、x、y及びz線アクチュエータのセットに装備された固定部材1307によって支持されている。そのアクチュエータは、誘電性粉末1316の制御された量を抽出するために、電極アセンブリを粉末床1315に向けて操作する。
【0118】
図42を参照すれば、輸送装置の機械的応答は、電極アセンブリのベースと固定部材との間に取り付けられた薄い圧電セラミックアクチュエータ1305(Piezo Systems, Cambridge, MA, Part No. T220/A4-203Y)を用いて生じさせる。掃引−正弦電圧信号、3.6kHzと4.0kHzとの間の1V最高最低振幅を、関数発生器1308(Model 33120A, Agilent, Palo Alto, CA)によって発生させ、電極アセンブリを励起させるために圧電アクチュエータにかける。その長さに対して垂直な方向における電極アセンブリの転置をレーザー転置センサ1309(Keyence Corp. , Woodcliff Lake, NJ, Model No. LC2420A)で測定する。ここで、鏡面材料1317の小片(3M Radiant mirror film)は、機器において助けとなる輸送装置の先端におけるエポキシ樹脂製である。
【0119】
各測定に対して、10の連続した周波数スペクトルを、市販のダイナミック信号分析器(Hewlett Packard, Model 35660A)を用いて収集し、スペクトルノイズを低減するために、50%のオーバーラップで直線的に平均化される。図43は、電極アセンブリの一般的な周波数応答を示す。そのスペクトルのピーク1318は、電極アセンブリの共鳴周波数が約3.7kHzであることを示す。この実施形態では、共鳴周波数におけるシフトと電極アセンブリによって捕らえられた質量との間の相互関係が、較正手順によって決定される。較正の間、従来の微量天秤によってオフラインで質量が測定されるいくつかの異なるサンプルで、共鳴周波数におけるシフトが測定される。図42に示したシステムについて、最小二乗法を適用することによる線形回帰を、以下の関係式(3)を決定するために較正データで行う。
【0120】
m = 6968 × (fO − fm)/fO − 0.0586 (3)
(式中、mは捕らえられた質量(μgで示す)であり、fO 及びfmは、それぞれ質量が捉えられた前後のHzで示された電極アセンブリの共鳴周波数である。)
図44は、較正曲線と、アスピリン及びアビセル(17μgから90μgの範囲)のような医薬粉末の秤量した量の実験データとの間の顕著な一致を示す。
【0121】
本発明は、特定の実施形態について説明しているが、添付した請求項によって引用されるように、本発明の精神及び範囲から逸脱することなく、種々の変更及び改良が行われえることは、当業者に明らかであろう。
【特許請求の範囲】
【請求項1】
(a)既知重量及び均一な高さで粉末床を準備し、
(b)チューブをその床に制御された距離で挿入して粉末のフラグを得、そのチューブは、チューブ内から物質を排出する手段を収容する内装を有しており、
(c)床からチューブを取り出し、及び
(d)粉末のプラグを排出する工程を含む固体の取り扱い方法。
【請求項2】
(a)チューブをその床に完全に貫通するように挿入し、
(b)粉末のフラグを加圧によって得、
(c)プラグの排出手段がピストン、振動、圧縮ガス又は液体であり、
(d)(c)のプラグの排出手段がピストンであり、
(e)その方法は、固体の形態に実質的に影響を及ぼさず、又は
(f)粉末は活性医薬成分を含む請求項1の方法。
【請求項3】
(a)固体を約200μm未満の平均粒径の粉末に加工し、
(b)粉末の一部から、所定の質量及び均一な高さで粉末床を形成し、
(c)チューブをその床に制御された距離で挿入して粉末のフラグを得、そのチューブは、チューブ内から物質を排出する手段を収容する内装を有しており、
(d)粉末床からチューブを引き上げ、
(e)目的の位置にグリッドを移動させ、
(f)目的位置に粉末のプラグを排出する工程を含む制御された質量の固体を分配する方法。
【請求項4】
(a)その方法は、さらに、
(i) チューブが小さなクリアランスでそれぞれ貫通することができるような大きさの穴のアレイの格子プレートを準備し、及び
(ii)粉末床の上面に格子プレートを保持することを含み、
粉末床は、チューブの挿入でばらばらになるのが防止されており、
(c)粉末床を形成する方法は、
(i)(1)側面、上面、底面及び貫通しかつ底面に対して垂直な少なくとも1つの円筒形の孔を有する供給源容器、及び
(2)底面に取り外し可能に取り付けられたベースプレートを含む供給源容器アセンブリを準備し、
(ii)円筒形の孔に所定質量の粉末を分配し、
(iii)少なくとも1つの平坦で垂直な端面を有する円筒形ピンを準備し、
(iv)円筒形ピンを円筒形孔に挿入し、所定の力で粉末にピンを押し込み、
(v)加えられた所定の力に対して少なくとも1°の回転角度によって円筒形ピンを回転し、及び
同時に、ピンを円筒形の穴から回転及び引き上げることを含み、
(d)その方法は、
(i)(1)側面、上面、底面及び貫通しかつ上面に対して垂直である少なくとも1つの円筒形の孔を有する供給源容器、
(2)円筒形孔の内部に配置された隙なく適合したシリンダ及び
(3)隙なく適合したシリンダを、供給源容器にロックするか又は供給源容器から離すことを可能にするシリンダロッキング手段を含む供給源容器アセンブリを準備し、
(ii)所定質量の粉末を供給源容器の上面を貫通する円筒形孔に分配し、
(iii)少なくとも1つの平坦面を有するスライドプレートを準備し、
(iv)供給源容器の上面に対してスライドプレートの平坦面を押し付け、
(v)シリンダロッキング手段をはずし、
(vi)所定の力で粉末にシリンダを押し付け、
(vii)加えられた所定の力に対して少なくとも1°の回転角度によって円筒形ピンを回転し、
(viii)シリンダロッキング手段をかけ、及び
スライドプレートを供給源容器の上面にスライドさせる工程を含む、粉末床の形成のために用い、
(e)粉末の形態に実質的に影響を及ぼさないように、粉末にかけられる圧力は十分低く、
(f)粉末は、活性医薬成分を含み、
(g)排出手段はチューブの内側に配置された隙のないフィッティングピンであり、
(h)チューブ内のフラグは排出される前に加圧され、
(i)チューブは粉末床中に完全に挿入され、
(j)排出手段は、チューブの内側に配置された側面及び面に対して隙のないフィッティングピンであり、及び隙のないフィッティングピンはチューブに対して固定して保持されており、一方、チューブを、粉末にピン面を接触させるのに十分な所定の深さで粉末床に挿入し、
(k)チューブは、それに加えられる所定の力で粉末に挿入され、
(l)チューブは、所定の深さで粉末床に挿入され、
(m)チューブは、中空針であり、又は
(n)種々の固体を、それらの形態に実質的に影響を及ぼさないで、制御された量で分配することができる請求項3の方法。
【請求項5】
(a)内部を有するチューブ、チューブの内部に配置されるピストン、チューブの垂直位置を調整し得る第1アクチュエータ、チューブの内部でピストンを動かし得る第2アクチュエータを含む穿孔アセンブリ、
(b)穿孔アセンブリの下方に装備され、供給源プレート及び収容プレートを有する粉末床センブリ、及び
(c)供給源プレートおよび収容プレート上に、穿孔アセンブリを配置する手段を含む固体の取り扱い装置。
【請求項6】
(a)内部を有するチューブ、チューブの内部に配置される隙のないフィッティングピン、チューブの垂直位置を調整し得る第1アクチュエータ、チューブの内部でピンを動かし得る第2アクチュエータを含む穿孔アセンブリ、
(b)所定の質量及び均一高さの少なくとも1つの粉末床および粉末床を支持する構造物とを含む供給源ステーション、
(c)穿孔アセンブリの下方に装備された収容プレート及び
(d)供給源プレート及び収容プレート上に、穿孔アセンブリを配置する手段を含む粉末の分配装置。
【請求項7】
(a)第1アクチュエータ及び第2アクチュエータは空気式に線形アクチュエータを駆動し、
(b)第1アクチュエータと第2アクチュエータは電子工学的に線形サーボ制御機構を駆動し、
(c)穿孔アセンブリを適当な位置に配置する手段は垂直に装備された電子工学的に駆動される線形サーボ制御機構を含み、
(d)洗浄ステーションは、チューブ及びピンから粉末を洗い流し、中空針及びピンを乾燥する手段を含み、
(e)秤量ステーションは、それに分配される粉末を秤量する手段を含み、
(f)チューブは中空針であり、又は
(g)種々の固体は、それらの形態に実質的に影響を及ぼすことなく、制御された量で分配され得る請求項6の装置。
【請求項8】
(a)制御された量の固体を液体に混合してスラリーを準備し、
(b)制御された量のスラリーを分配し、及び
(c)液体を除去して固体量を提供し、その固体量は約1mg未満であることを含む固体を取り扱う方法。
【請求項9】
(a)固体量が約0.5mg未満であり、
(b)固体量が約100μg未満であり、
(c)液体を除去する手段が蒸発、ろ過又は沈降分離であり、
(d)固体が活性医薬成分を含み、
(e)その方法は、固体の形態に実質的に影響を及ぼさず、
(f)液体は、浸潤剤及び水を含み、
(g)浸潤剤はイソプロピルアルコール、メタノール、PVP、トゥウィーン(登録商標)又はラウリル硫酸ナトリウムであり、又は
(h)固体状態分析は、固体が変化した形態を有さないことを検証するために液体の除去後に行われる請求項8の方法。
【請求項10】
固体の粒子を、粒子が非静電気的に接着領域に接着するのに十分な条件下で、非接着領域によって分離された複数の別個の接着領域を含む表面に接触させ、接着領域の大きさは約5cm2より小さく、及び
粒子を非静電気的に接着領域に接着させることを含む固体の取り扱い方法。
【請求項11】
約1mg未満の固体を接着領域に接着させ、
約0.5mg未満の固体を接着領域に接着させ、
(c)約0.25mg未満の固体を接着領域に接着させ、
(d)接着剤は、感圧式接着剤、シリコーン又はヒドロゲルであり、
(e)固体は活性医薬成分を含み、又は
(f)その方法は、固体の形態に実質的に影響を及ぼさない請求項10の方法。
【請求項12】
(a)接着剤で被覆された少なくとも一部の接着領域に粒子が非静電気的に接着するのに十分な条件下で、非接着領域によって分離された複数の別個の接着領域を含む表面、接着領域の大きさは約5cm2より小さく、
(b)粉末を保持し得る容器、及び
(c)容器中の粉末を、表面の接着剤の部分に接触させる手段を含む固体の取り扱い方法。
【請求項13】
接着剤材料が感圧接着剤、シリコーン又はヒドロゲルである請求項12の装置。
【請求項14】
既知量の固体を供給源チャンバに分配し、
固体を加圧し、
用量チャンバが固体を横切るようにスライドプレートを移動させ、
目的ウェル上に用量チャンバを移動させ、
固体プラグを排出することを含む固体の取り扱い方法。
【請求項15】
(a)工程(c)においてスライドプレートを、十字に又はらせんの軌跡で移動させ、又は
(b)工程(c)において供給源チャンバを振動又は混合に付す請求項14の固体の取り扱い方法。
【請求項16】
用量チャンバを含むスライドプレート、
供給源チャンバと収容プレートとを含み、スライドプレートの下方に装備された粉末床アセンブリ、及び
供給源プレートと収容プレート上にスライドプレートを配置させる手段を含む固体の取り扱い装置。
【請求項17】
装置が、さらに、微量天秤又は
格子カッターの形状の用量チャンバからなるスライドプレートを含む請求項16の固体の取り扱い装置。
【請求項18】
既知量の固体を供給源チャンバに分配し、
固体を加圧し、
供給源チャンバの直下にスライドプレートを移動させ、
固体を格子カッターに押し付けて複数のプラグを形成し、
スライドプレートを排出ピンに移動させ、及び
排出ピンを進ませて目的ウェル上に固体プラグを排出することを含む固体の取り扱い方法。
【請求項19】
格子カッターの各仕切りの高さがマイクロメータによって制御され、
目標ウェルをxサーボ機構及びyサーボ機構によって制御し、又は
目標ウェルをx線アクチュエータ及びy線アクチュエータによって制御する請求項18に記載の方法。
【請求項20】
固体を含有するベッセルをクランプでつかみ、
スウィングアームをクランプに衝突させ、
スウィングアームを円弧状の軌跡でハードストップにあたるまで加速し、及び
ベッセルの停止位置の直下に目的ウェルを載置することを含む固体の移送方法。
【請求項21】
回転ラックが同時に移動及び秤量を行うことができ、
目的ウェルがxサーボ機構及びyサーボ機構によって制御され、
目的ウェルがx線アクチュエータ及びy線アクチュエータによって制御され、固体移動が振動アクチュエータによって促進され又は
時期尚早の固体移動が格納式のシールドによって防止される請求項20に記載の方法。
【請求項22】
クランプによってつかまれた、固体を含有するベッセル、
クランプに取り付けられたスウィングアーム、
ハードストップ、
目的ウェルならびに
目的ウェルの位置を制御するxアクチュエータ及びyアクチュエータを含む固体の移送装置。
【請求項23】
アクチュエータが線形サーボ機構であり、
装置がさらに回転ラックを含み、
装置がさらに振動アクチュエータを含み、
装置がさらに格納式シールドを含み、
目的ベッセルがマルチウェルプレートであり、又は
装置がさらに微量天秤を含む請求項22の装置。
【請求項24】
xy線形アクチュエータに装備された機械的装置でベッセルをつかみ、及び
ベッセルを収容プレート及び微量天秤の間で、xyアクチュエータに装備された機械的装置を用いて移動させることを含む固体の移送方法。
【請求項25】
機械的装置によってつかまれたベッセル、
該機械的装置はxy線形アクチュエータの装備され、
収容プレート及び
微量天秤を含む固体の移送装置。
【請求項26】
ろ過底ウェル中に固体を配置し、
ウェルをシールし、
ウェルにガスを吹き付けることを含む少量の固体を混合する方法。
【請求項27】
ウェルをフィルタープレートでシールし、
ウェルをリッドでシールし、及び
シールが貫通可能である請求項26の方法。
【請求項28】
固体を含むろ過底のウェル、
シール及び
ウェルにガスを注入する手段を含む少量固体の混合装置。
【請求項29】
クレードルを有する低質量容器を支持し、
低質量容器が秤量プラットフォーム上方にくるようにクレードルを配置し、
低質量容器が秤量プラットフォームによって支持されるようにクレードルを下降させ及び
固体を秤量する少量の固体を秤量する方法。
【請求項30】
固体を含み、クレードルによって支持された低質量容器、
秤量プラットフォーム及び
低質量容器が秤量プラットフォームによって支持されるようにクレードルを下降させる手段を含む少量の固体を秤量する装置。
【請求項31】
さらに、xy線形アクチュエータ又は
低質量容器の二次元アレイを含む請求項30の装置。
【請求項32】
コア採取チューブで粉末プラグをコア採取し、
電圧信号を発生させ、
電圧信号をコアチューブに取り付けられた圧電アクチュエータに印加し、及び
レーザーでコア採取チューブの転置を測定することを含む少量の固体の質量を測定する方法。
【請求項33】
電圧信号が、掃引−正弦信号であるか、
印加された電圧信号の周波数が6.3から7.1kHzの範囲である請求項32の方法。
【請求項34】
コア採取チューブ、
関数発生器、
コア採取チューブに取り付けられた圧電アクチュエータ、
コアチューブに位置調整されたレーザーを含む少量の固体の質量を測定する装置。
【請求項35】
非均一電界を負荷することによって誘電性粒子を電極にひきつけ、
電圧信号を発生させ、
電極に取り付けられた圧電アクチュエータに電圧信号を印加し、
レーザーで電極の転置を測定することを含む少量の固体の質量を測定する方法。
【請求項36】
(a)電圧信号が掃引−正弦信号であり、又は
(b)印加された電圧信号の周波数が3.6から4.0kHzの範囲である請求項35の方法。
【請求項37】
電極、関数発生器、電極に取り付けられた圧電アクチュエータ及び電極に位置調整されたレーザーを含む少量の固体の質量を測定する装置。
【請求項1】
(a)既知重量及び均一な高さで粉末床を準備し、
(b)チューブをその床に制御された距離で挿入して粉末のフラグを得、そのチューブは、チューブ内から物質を排出する手段を収容する内装を有しており、
(c)床からチューブを取り出し、及び
(d)粉末のプラグを排出する工程を含む固体の取り扱い方法。
【請求項2】
(a)チューブをその床に完全に貫通するように挿入し、
(b)粉末のフラグを加圧によって得、
(c)プラグの排出手段がピストン、振動、圧縮ガス又は液体であり、
(d)(c)のプラグの排出手段がピストンであり、
(e)その方法は、固体の形態に実質的に影響を及ぼさず、又は
(f)粉末は活性医薬成分を含む請求項1の方法。
【請求項3】
(a)固体を約200μm未満の平均粒径の粉末に加工し、
(b)粉末の一部から、所定の質量及び均一な高さで粉末床を形成し、
(c)チューブをその床に制御された距離で挿入して粉末のフラグを得、そのチューブは、チューブ内から物質を排出する手段を収容する内装を有しており、
(d)粉末床からチューブを引き上げ、
(e)目的の位置にグリッドを移動させ、
(f)目的位置に粉末のプラグを排出する工程を含む制御された質量の固体を分配する方法。
【請求項4】
(a)その方法は、さらに、
(i) チューブが小さなクリアランスでそれぞれ貫通することができるような大きさの穴のアレイの格子プレートを準備し、及び
(ii)粉末床の上面に格子プレートを保持することを含み、
粉末床は、チューブの挿入でばらばらになるのが防止されており、
(c)粉末床を形成する方法は、
(i)(1)側面、上面、底面及び貫通しかつ底面に対して垂直な少なくとも1つの円筒形の孔を有する供給源容器、及び
(2)底面に取り外し可能に取り付けられたベースプレートを含む供給源容器アセンブリを準備し、
(ii)円筒形の孔に所定質量の粉末を分配し、
(iii)少なくとも1つの平坦で垂直な端面を有する円筒形ピンを準備し、
(iv)円筒形ピンを円筒形孔に挿入し、所定の力で粉末にピンを押し込み、
(v)加えられた所定の力に対して少なくとも1°の回転角度によって円筒形ピンを回転し、及び
同時に、ピンを円筒形の穴から回転及び引き上げることを含み、
(d)その方法は、
(i)(1)側面、上面、底面及び貫通しかつ上面に対して垂直である少なくとも1つの円筒形の孔を有する供給源容器、
(2)円筒形孔の内部に配置された隙なく適合したシリンダ及び
(3)隙なく適合したシリンダを、供給源容器にロックするか又は供給源容器から離すことを可能にするシリンダロッキング手段を含む供給源容器アセンブリを準備し、
(ii)所定質量の粉末を供給源容器の上面を貫通する円筒形孔に分配し、
(iii)少なくとも1つの平坦面を有するスライドプレートを準備し、
(iv)供給源容器の上面に対してスライドプレートの平坦面を押し付け、
(v)シリンダロッキング手段をはずし、
(vi)所定の力で粉末にシリンダを押し付け、
(vii)加えられた所定の力に対して少なくとも1°の回転角度によって円筒形ピンを回転し、
(viii)シリンダロッキング手段をかけ、及び
スライドプレートを供給源容器の上面にスライドさせる工程を含む、粉末床の形成のために用い、
(e)粉末の形態に実質的に影響を及ぼさないように、粉末にかけられる圧力は十分低く、
(f)粉末は、活性医薬成分を含み、
(g)排出手段はチューブの内側に配置された隙のないフィッティングピンであり、
(h)チューブ内のフラグは排出される前に加圧され、
(i)チューブは粉末床中に完全に挿入され、
(j)排出手段は、チューブの内側に配置された側面及び面に対して隙のないフィッティングピンであり、及び隙のないフィッティングピンはチューブに対して固定して保持されており、一方、チューブを、粉末にピン面を接触させるのに十分な所定の深さで粉末床に挿入し、
(k)チューブは、それに加えられる所定の力で粉末に挿入され、
(l)チューブは、所定の深さで粉末床に挿入され、
(m)チューブは、中空針であり、又は
(n)種々の固体を、それらの形態に実質的に影響を及ぼさないで、制御された量で分配することができる請求項3の方法。
【請求項5】
(a)内部を有するチューブ、チューブの内部に配置されるピストン、チューブの垂直位置を調整し得る第1アクチュエータ、チューブの内部でピストンを動かし得る第2アクチュエータを含む穿孔アセンブリ、
(b)穿孔アセンブリの下方に装備され、供給源プレート及び収容プレートを有する粉末床センブリ、及び
(c)供給源プレートおよび収容プレート上に、穿孔アセンブリを配置する手段を含む固体の取り扱い装置。
【請求項6】
(a)内部を有するチューブ、チューブの内部に配置される隙のないフィッティングピン、チューブの垂直位置を調整し得る第1アクチュエータ、チューブの内部でピンを動かし得る第2アクチュエータを含む穿孔アセンブリ、
(b)所定の質量及び均一高さの少なくとも1つの粉末床および粉末床を支持する構造物とを含む供給源ステーション、
(c)穿孔アセンブリの下方に装備された収容プレート及び
(d)供給源プレート及び収容プレート上に、穿孔アセンブリを配置する手段を含む粉末の分配装置。
【請求項7】
(a)第1アクチュエータ及び第2アクチュエータは空気式に線形アクチュエータを駆動し、
(b)第1アクチュエータと第2アクチュエータは電子工学的に線形サーボ制御機構を駆動し、
(c)穿孔アセンブリを適当な位置に配置する手段は垂直に装備された電子工学的に駆動される線形サーボ制御機構を含み、
(d)洗浄ステーションは、チューブ及びピンから粉末を洗い流し、中空針及びピンを乾燥する手段を含み、
(e)秤量ステーションは、それに分配される粉末を秤量する手段を含み、
(f)チューブは中空針であり、又は
(g)種々の固体は、それらの形態に実質的に影響を及ぼすことなく、制御された量で分配され得る請求項6の装置。
【請求項8】
(a)制御された量の固体を液体に混合してスラリーを準備し、
(b)制御された量のスラリーを分配し、及び
(c)液体を除去して固体量を提供し、その固体量は約1mg未満であることを含む固体を取り扱う方法。
【請求項9】
(a)固体量が約0.5mg未満であり、
(b)固体量が約100μg未満であり、
(c)液体を除去する手段が蒸発、ろ過又は沈降分離であり、
(d)固体が活性医薬成分を含み、
(e)その方法は、固体の形態に実質的に影響を及ぼさず、
(f)液体は、浸潤剤及び水を含み、
(g)浸潤剤はイソプロピルアルコール、メタノール、PVP、トゥウィーン(登録商標)又はラウリル硫酸ナトリウムであり、又は
(h)固体状態分析は、固体が変化した形態を有さないことを検証するために液体の除去後に行われる請求項8の方法。
【請求項10】
固体の粒子を、粒子が非静電気的に接着領域に接着するのに十分な条件下で、非接着領域によって分離された複数の別個の接着領域を含む表面に接触させ、接着領域の大きさは約5cm2より小さく、及び
粒子を非静電気的に接着領域に接着させることを含む固体の取り扱い方法。
【請求項11】
約1mg未満の固体を接着領域に接着させ、
約0.5mg未満の固体を接着領域に接着させ、
(c)約0.25mg未満の固体を接着領域に接着させ、
(d)接着剤は、感圧式接着剤、シリコーン又はヒドロゲルであり、
(e)固体は活性医薬成分を含み、又は
(f)その方法は、固体の形態に実質的に影響を及ぼさない請求項10の方法。
【請求項12】
(a)接着剤で被覆された少なくとも一部の接着領域に粒子が非静電気的に接着するのに十分な条件下で、非接着領域によって分離された複数の別個の接着領域を含む表面、接着領域の大きさは約5cm2より小さく、
(b)粉末を保持し得る容器、及び
(c)容器中の粉末を、表面の接着剤の部分に接触させる手段を含む固体の取り扱い方法。
【請求項13】
接着剤材料が感圧接着剤、シリコーン又はヒドロゲルである請求項12の装置。
【請求項14】
既知量の固体を供給源チャンバに分配し、
固体を加圧し、
用量チャンバが固体を横切るようにスライドプレートを移動させ、
目的ウェル上に用量チャンバを移動させ、
固体プラグを排出することを含む固体の取り扱い方法。
【請求項15】
(a)工程(c)においてスライドプレートを、十字に又はらせんの軌跡で移動させ、又は
(b)工程(c)において供給源チャンバを振動又は混合に付す請求項14の固体の取り扱い方法。
【請求項16】
用量チャンバを含むスライドプレート、
供給源チャンバと収容プレートとを含み、スライドプレートの下方に装備された粉末床アセンブリ、及び
供給源プレートと収容プレート上にスライドプレートを配置させる手段を含む固体の取り扱い装置。
【請求項17】
装置が、さらに、微量天秤又は
格子カッターの形状の用量チャンバからなるスライドプレートを含む請求項16の固体の取り扱い装置。
【請求項18】
既知量の固体を供給源チャンバに分配し、
固体を加圧し、
供給源チャンバの直下にスライドプレートを移動させ、
固体を格子カッターに押し付けて複数のプラグを形成し、
スライドプレートを排出ピンに移動させ、及び
排出ピンを進ませて目的ウェル上に固体プラグを排出することを含む固体の取り扱い方法。
【請求項19】
格子カッターの各仕切りの高さがマイクロメータによって制御され、
目標ウェルをxサーボ機構及びyサーボ機構によって制御し、又は
目標ウェルをx線アクチュエータ及びy線アクチュエータによって制御する請求項18に記載の方法。
【請求項20】
固体を含有するベッセルをクランプでつかみ、
スウィングアームをクランプに衝突させ、
スウィングアームを円弧状の軌跡でハードストップにあたるまで加速し、及び
ベッセルの停止位置の直下に目的ウェルを載置することを含む固体の移送方法。
【請求項21】
回転ラックが同時に移動及び秤量を行うことができ、
目的ウェルがxサーボ機構及びyサーボ機構によって制御され、
目的ウェルがx線アクチュエータ及びy線アクチュエータによって制御され、固体移動が振動アクチュエータによって促進され又は
時期尚早の固体移動が格納式のシールドによって防止される請求項20に記載の方法。
【請求項22】
クランプによってつかまれた、固体を含有するベッセル、
クランプに取り付けられたスウィングアーム、
ハードストップ、
目的ウェルならびに
目的ウェルの位置を制御するxアクチュエータ及びyアクチュエータを含む固体の移送装置。
【請求項23】
アクチュエータが線形サーボ機構であり、
装置がさらに回転ラックを含み、
装置がさらに振動アクチュエータを含み、
装置がさらに格納式シールドを含み、
目的ベッセルがマルチウェルプレートであり、又は
装置がさらに微量天秤を含む請求項22の装置。
【請求項24】
xy線形アクチュエータに装備された機械的装置でベッセルをつかみ、及び
ベッセルを収容プレート及び微量天秤の間で、xyアクチュエータに装備された機械的装置を用いて移動させることを含む固体の移送方法。
【請求項25】
機械的装置によってつかまれたベッセル、
該機械的装置はxy線形アクチュエータの装備され、
収容プレート及び
微量天秤を含む固体の移送装置。
【請求項26】
ろ過底ウェル中に固体を配置し、
ウェルをシールし、
ウェルにガスを吹き付けることを含む少量の固体を混合する方法。
【請求項27】
ウェルをフィルタープレートでシールし、
ウェルをリッドでシールし、及び
シールが貫通可能である請求項26の方法。
【請求項28】
固体を含むろ過底のウェル、
シール及び
ウェルにガスを注入する手段を含む少量固体の混合装置。
【請求項29】
クレードルを有する低質量容器を支持し、
低質量容器が秤量プラットフォーム上方にくるようにクレードルを配置し、
低質量容器が秤量プラットフォームによって支持されるようにクレードルを下降させ及び
固体を秤量する少量の固体を秤量する方法。
【請求項30】
固体を含み、クレードルによって支持された低質量容器、
秤量プラットフォーム及び
低質量容器が秤量プラットフォームによって支持されるようにクレードルを下降させる手段を含む少量の固体を秤量する装置。
【請求項31】
さらに、xy線形アクチュエータ又は
低質量容器の二次元アレイを含む請求項30の装置。
【請求項32】
コア採取チューブで粉末プラグをコア採取し、
電圧信号を発生させ、
電圧信号をコアチューブに取り付けられた圧電アクチュエータに印加し、及び
レーザーでコア採取チューブの転置を測定することを含む少量の固体の質量を測定する方法。
【請求項33】
電圧信号が、掃引−正弦信号であるか、
印加された電圧信号の周波数が6.3から7.1kHzの範囲である請求項32の方法。
【請求項34】
コア採取チューブ、
関数発生器、
コア採取チューブに取り付けられた圧電アクチュエータ、
コアチューブに位置調整されたレーザーを含む少量の固体の質量を測定する装置。
【請求項35】
非均一電界を負荷することによって誘電性粒子を電極にひきつけ、
電圧信号を発生させ、
電極に取り付けられた圧電アクチュエータに電圧信号を印加し、
レーザーで電極の転置を測定することを含む少量の固体の質量を測定する方法。
【請求項36】
(a)電圧信号が掃引−正弦信号であり、又は
(b)印加された電圧信号の周波数が3.6から4.0kHzの範囲である請求項35の方法。
【請求項37】
電極、関数発生器、電極に取り付けられた圧電アクチュエータ及び電極に位置調整されたレーザーを含む少量の固体の質量を測定する装置。
【図2】

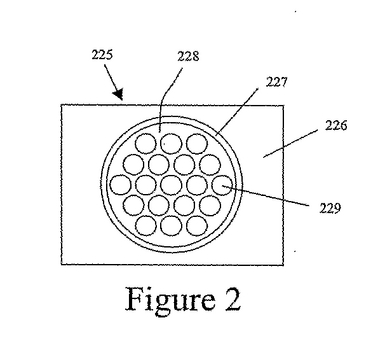
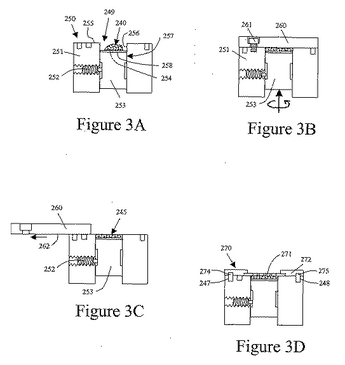
【図4】
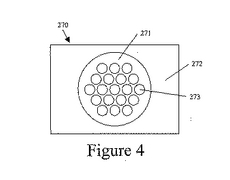
【図5】
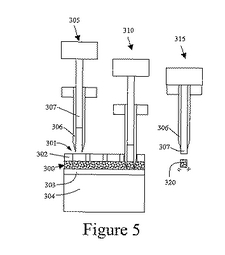
【図6】
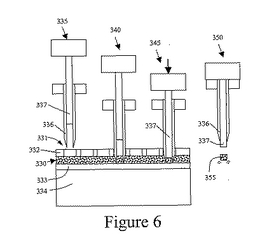
【図7】
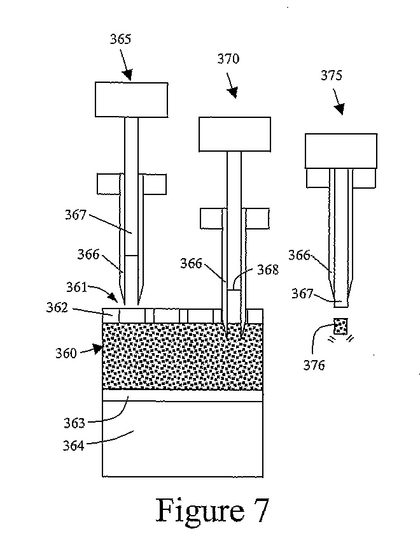
【図8】
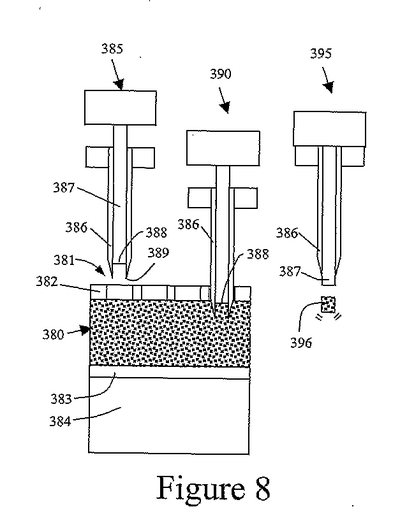
【図9】
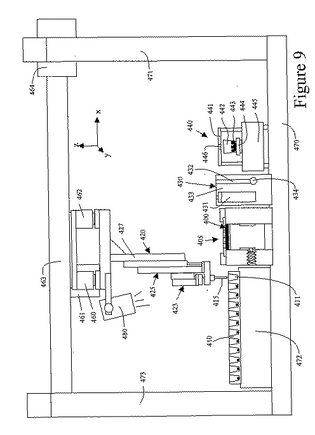
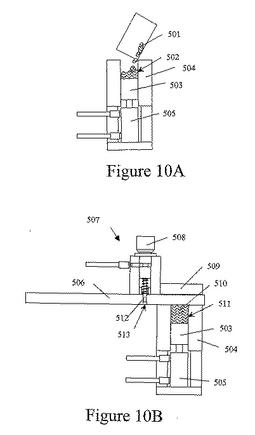
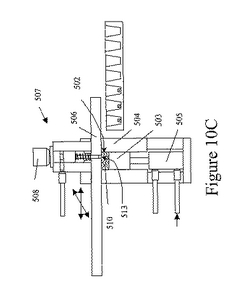
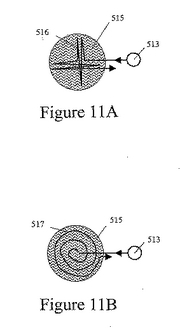
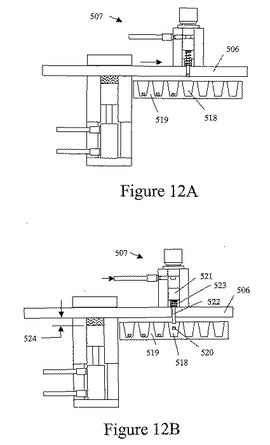
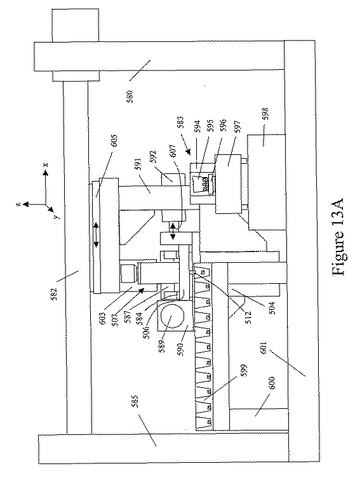
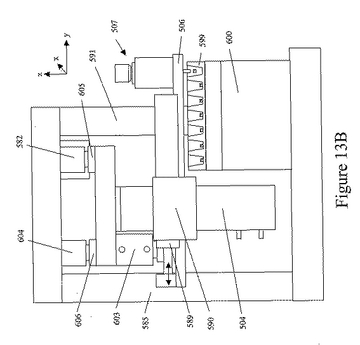
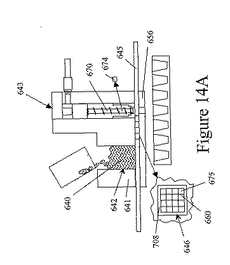
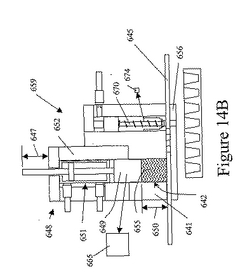
【図15】
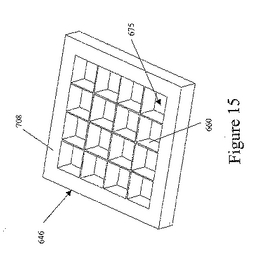
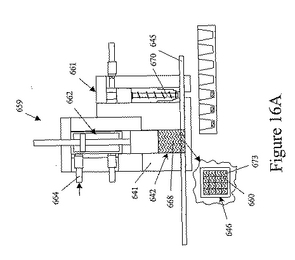
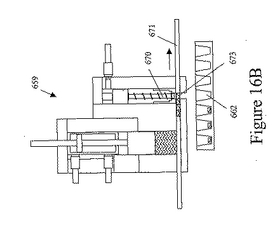
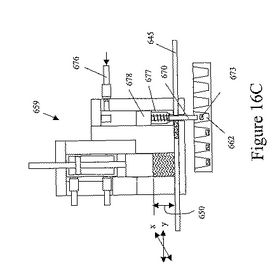
【図17】
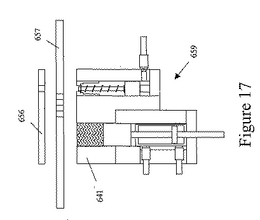
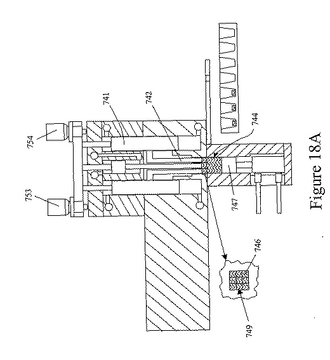
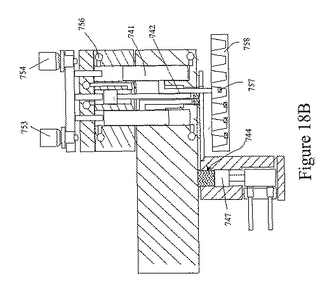
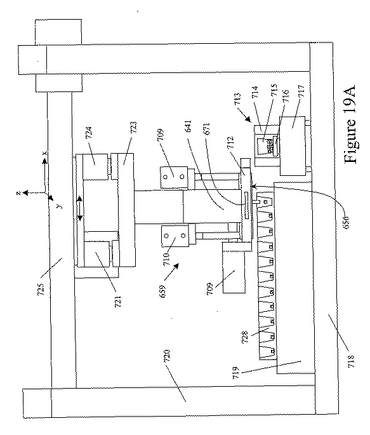
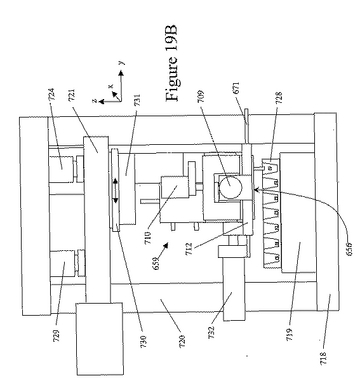
【図20】
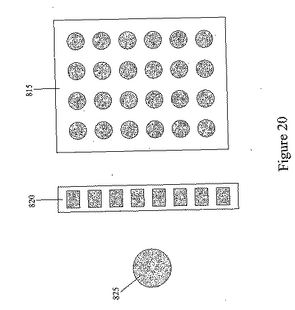
【図21】
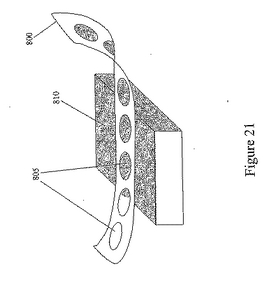
【図22】
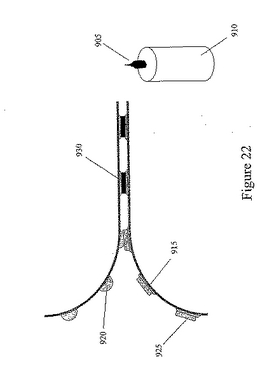
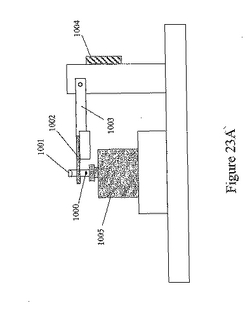
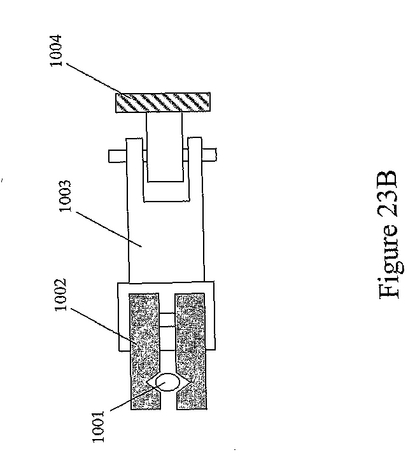
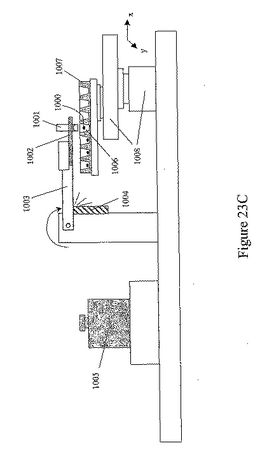
【図24】
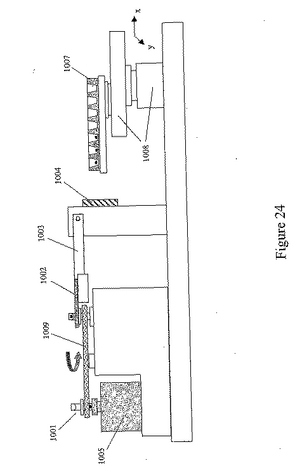
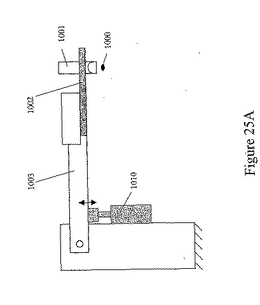
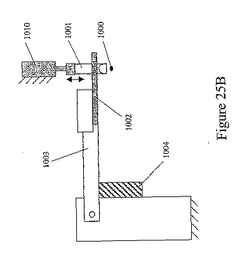
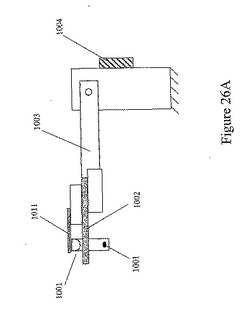
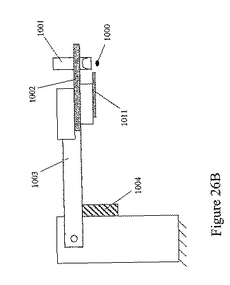
【図27】
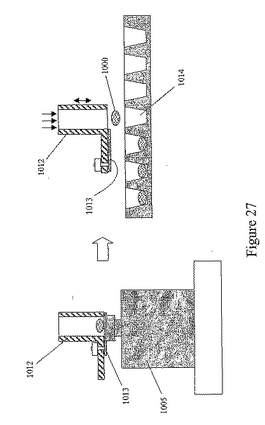
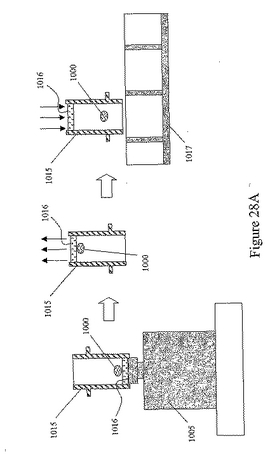
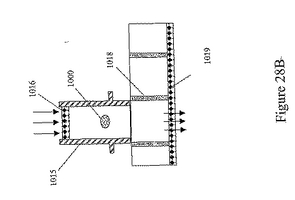
【図29】
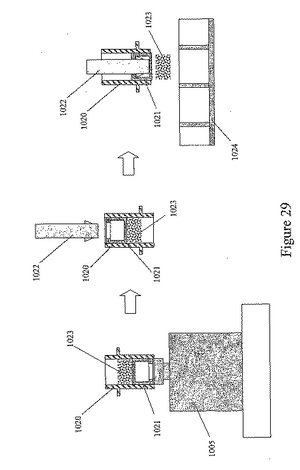
【図30】
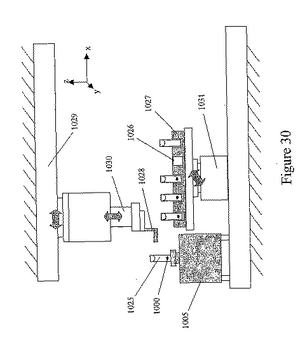
【図31】
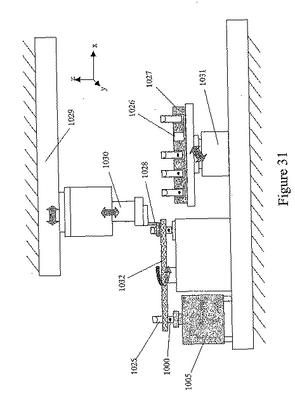
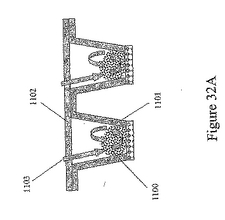
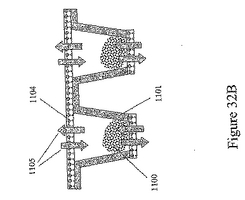
【図33】
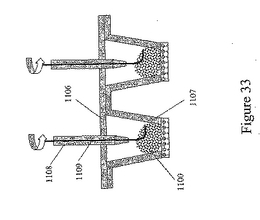
【図34】
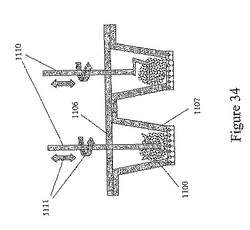
【図35】
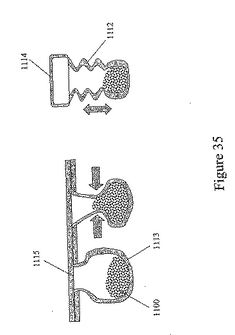
【図36】
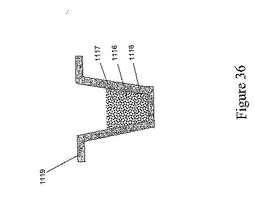
【図37】
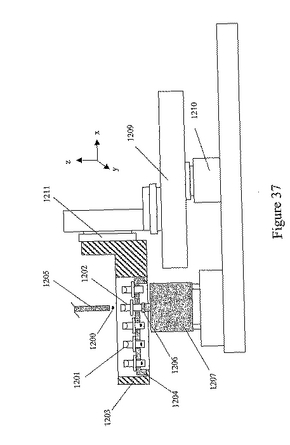
【図38】
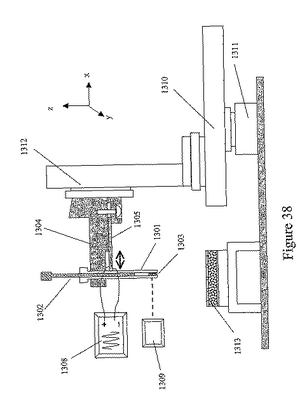
【図42】
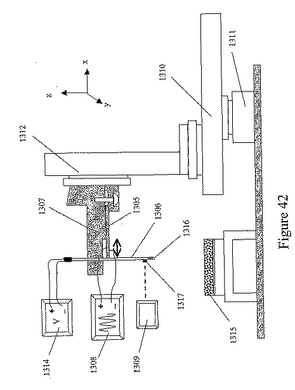
【図39】
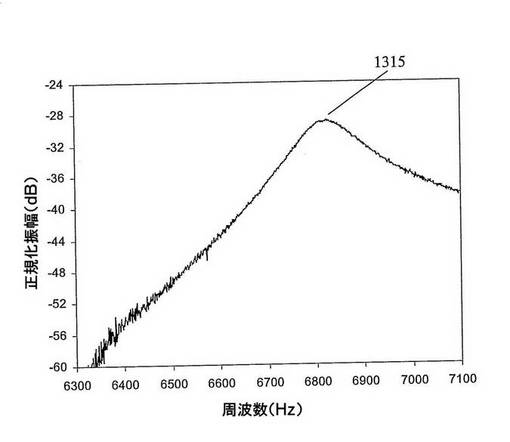
【図40】
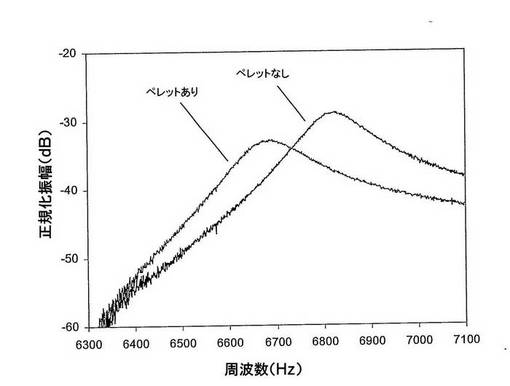
【図41】
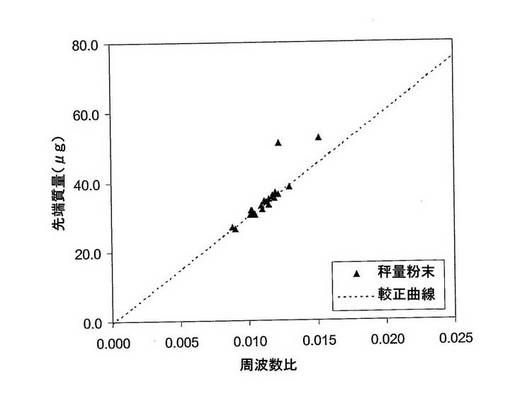
【図43】
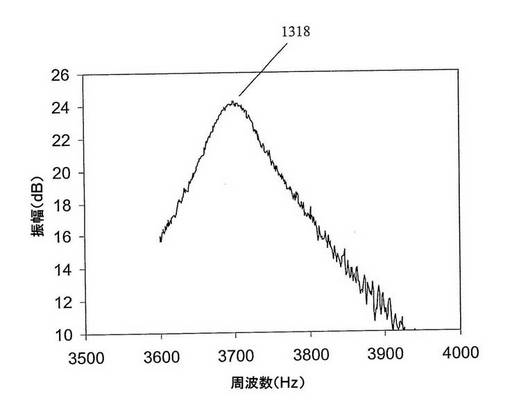
【図44】
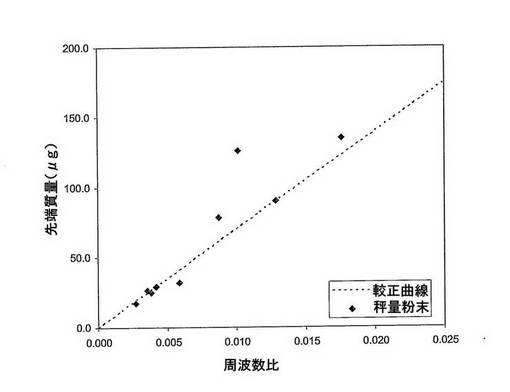
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図15】
【図17】
【図20】
【図21】
【図22】
【図24】
【図27】
【図29】
【図30】
【図31】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図42】
【図39】
【図40】
【図41】
【図43】
【図44】
【公表番号】特表2006−505803(P2006−505803A)
【公表日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2005−502272(P2005−502272)
【出願日】平成15年11月3日(2003.11.3)
【国際出願番号】PCT/US2003/035169
【国際公開番号】WO2004/041435
【国際公開日】平成16年5月21日(2004.5.21)
【出願人】(505036065)トランスフォーム・ファーマシューティカルズ・インコーポレイテッド (16)
【氏名又は名称原語表記】TRANSFORM PHARMACEUTICALS, INC.
【Fターム(参考)】
【公表日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成15年11月3日(2003.11.3)
【国際出願番号】PCT/US2003/035169
【国際公開番号】WO2004/041435
【国際公開日】平成16年5月21日(2004.5.21)
【出願人】(505036065)トランスフォーム・ファーマシューティカルズ・インコーポレイテッド (16)
【氏名又は名称原語表記】TRANSFORM PHARMACEUTICALS, INC.
【Fターム(参考)】
[ Back to top ]