
展伸材、展伸材用原料およびそれらの製造方法
【課題】高品質の展伸材を安定して得ることができる展伸材用原料を提供する。
【解決手段】本発明の展伸材用原料は、急冷凝固した鋳塊を破砕した破砕片、さらにはその破砕片を加圧成形した成形体からなることを特徴とする。本発明に係る破砕片は、粉末粒子のサイズより相対的に大きいため、取扱性に優れ、コンタミネーションが生じ難く、仮に先の破砕片が残存していても、目視により確認でき、設備の清掃等により容易に除去できる。また微細な破砕片が各設備中に残存していても、後の分級工程で除去可能となる。こうして本発明によれば、コンタミネーションを防止できる高品質な展伸材用原料を、比較的低コストで提供可能となる。また、この破砕片を加圧成形した成形体を押出材ビレット等として用いれば、凝固偏析がなく合金元素が過飽和に固溶した均質的な展伸材用ビレット等を提供でき、高特性の展伸材を安定して提供可能となる。
【解決手段】本発明の展伸材用原料は、急冷凝固した鋳塊を破砕した破砕片、さらにはその破砕片を加圧成形した成形体からなることを特徴とする。本発明に係る破砕片は、粉末粒子のサイズより相対的に大きいため、取扱性に優れ、コンタミネーションが生じ難く、仮に先の破砕片が残存していても、目視により確認でき、設備の清掃等により容易に除去できる。また微細な破砕片が各設備中に残存していても、後の分級工程で除去可能となる。こうして本発明によれば、コンタミネーションを防止できる高品質な展伸材用原料を、比較的低コストで提供可能となる。また、この破砕片を加圧成形した成形体を押出材ビレット等として用いれば、凝固偏析がなく合金元素が過飽和に固溶した均質的な展伸材用ビレット等を提供でき、高特性の展伸材を安定して提供可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押出材等の展伸材と、その製造に適した展伸材用原料およびそれらの製造方法に関する。
【背景技術】
【0002】
管状、棒状、線状、板状等の種々の一定断面をもつ金属製品は、押出材、引抜材、圧延材等の連続した展伸材を適切な長さに切断することにより効率的に得られる。また断面形状の複雑な金属製品でも、押出材を用いると、高い寸法精度を維持しつつ効率的な生産が可能となる。
【0003】
ところで展伸材は、ビレット、スラブ等と呼ばれる展伸材用原料を熱間加工または冷間加工したものである。この展伸材用原料には、従来、所望組成に調製された円柱状、角柱状等の鋳塊(ビレット、スラブ)が用いられていた。もっとも、従来の鋳塊は、サイズが比較的大きかったため、成分組成によっては、その表層部と中央部で、凝固組織が大きく異なったり、偏析等による組成のばらつきが生じ易かった。このような原料特性が、結局、展伸材ひいては最終製品の特性に大きな影響を与えるため、均質的な展伸材用原料が求められていた。
【0004】
そこで、微細なアトマイズ粉末や塑性加工材を微細に粉砕した粉末を加圧成形した押出材用ビレット(展伸材用原料)が下記の特許文献などで提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許4185549号公報
【特許文献1】特開2009−35766号公報
【特許文献1】特開2010−36203号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、微細な金属粉末中には、異種組成の粉末粒子が混在(コンタミネーション)し易く、その混在した粉末粒子を分離除去することは困難である。このため、金属粉末からなるビレット等では、異物を内包した状態となり易く、展伸材ひいては最終製品の品質低下を招来するおそれがある。
【0007】
勿論、一種類の金属粉末に特化した専用装置を用いたり、金属粉末の種類を変更する度に、多大な工数をかけて入念に装置をクリーニングすれば、コンタミネーションを防止し得るが、いずれの場合も展伸材やその原料の大幅なコスト上昇を招来するので現実的ではない。
【0008】
本発明はこのような事情に鑑みて為されたものである。すなわち、高特性を安定して発現し得る展伸材と、その展伸材の製造に適した展伸材用原料およびそれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者はこの課題を解決すべく鋭意研究し、試行錯誤を重ねた結果、鋳塊を破砕した破砕片を展伸材用原料に用いることを思いつき、これを発展させることにより、以降に述べる本発明を完成するに至った。
【0010】
《展伸材用原料》
(1)本発明の展伸材用原料は、鋳塊を破砕した破砕片からなることを特徴とする。
【0011】
(2)本発明に係る破砕片は、粉末粒子のサイズより相対的に大きいため、取扱性に優れ、コンタミネーションが生じ難く、仮に先の破砕片が残存していても、目視により確認でき、設備の清掃等により容易に除去できる。また微細な破砕片が各設備中に残存していても、後の分級工程で除去可能となる。こうして本発明によれば、コンタミネーションを防止できる高品質な展伸材用原料を、比較的低コストで提供可能となる。
【0012】
(3)ここで本発明でいう展伸材用原料に係る破砕片は、ストリップキャスト(SC)した薄体(鋳塊)を粉砕したもの(これを適宜「破砕薄片」という。)であると好適である。このストリップキャストした薄体(「箔体」を含む)は、急冷凝固組織からなり、結晶粒も微細で均質的である。このため、合金元素(溶質元素)を過飽和に含む場合でも、その薄体は全体的に編析等の少ない過飽和固溶体となり易い。この薄体を用いれば、鋳造後に均質化熱処理等を施すまでもなく、合金元素を過飽和に固溶させた均質的な展伸材用原料(破砕薄片さらにはその成形体)を得ることができ、ひいては均質的で高特性を発現する高品質な展伸材を得ることができる。
【0013】
一例を挙げると、その破砕薄片からなる成形体を押出材ビレットとして用いれば、従来の鋳塊からなる押出材ビレットで生じていたような表層部と中心部との凝固組織の格差や偏析等を容易に解消でき、強度や靱性等の機械的特性に優れる高品質な押出材を安定して提供できる。
【0014】
さらに、ストリップキャスト法による薄体の製造およびその薄体の破砕等は、従来の半連続鋳造(DC)した鋳塊(ビレットやスラブ等)を製造する場合と異なり、比較的小型の設備で行うことができ、多品種少量の展伸材の生産にも対応し易い。
【0015】
なお、ストリップキャスト法は周知である。例えば、内部から冷却(例えば、水冷)された高熱伝導材(例えば、銅製または銅合金製)からなる回転するロール(単ロールまたは双ロール)上に、所望組成に調製された溶湯を連続的に流して鋳造することにより、連続した薄体(箔体を含む)が容易に得られる。この場合、ロールの回転速度、ロールの冷却条件、溶湯のロールへの供給量や供給方法等を適切に制御、選択すれば、連続した薄体(これを適宜「連続薄体」という。)の厚さや組織等を調整することができる。
【0016】
(4)本発明の破砕片は、展伸加工に供される原料であり、それを加圧成形した成形体として取り扱われると好適である。なお、この成形体は、従来のビレットやスラブ等に相当し得る。
【0017】
このように本発明でいう「展伸材用原料」は、最小構成単位である破砕片としても、その集合体としても、さらにはそれらを加圧成形した塊状の成形体としても把握され、単に「展伸材用原料」というときには、それら複数の形態が含まれる。
【0018】
《製造方法および展伸材》
(1)本発明は上述の展伸材用原料としてのみならず、その製造方法としても把握し得る。例えば、本発明は、鋳塊を破砕した破砕片を得る破砕工程と、該破砕片を加圧成形した成形体を得る成形工程と、を備えることを特徴とする展伸材用原料の製造方法でもよい。
【0019】
(2)本発明は、展伸材の製造方法としても把握し得る。例えば、本発明は、鋳塊の破砕片を加圧成形した成形体からなる展伸材用原料を加熱する加熱工程と、該加熱した展伸材用原料を展伸加工して展伸材を得る展伸加工工程と、を備えることを特徴とする展伸材の製造方法でもよい。ここで例えば、展伸材が押出材の場合なら、その展伸加工工程は、展伸材用原料をダイス穴から押し出して押出材を得る押出工程となる。
【0020】
(3)さらに本発明は、製造方法を問わず、展伸材自体、すなわち、上述の展伸材用原料を展伸加工した素材または製品としても把握できる。この展伸加工には、押出し、引抜き、圧延等があり、それらの加工によりそれぞれ押出材、引抜材、圧延材等が得られる。
【0021】
なお、本発明の展伸材は、その種類や形状を問わないが、敢えていうなら、複雑な断面形状を有したり、急冷凝固による過飽和固溶体の形成により高い特性が得られたり、押出による酸化膜の無害化が図られた高品質な押出材であると好ましい。この場合、本発明の展伸材用原料(成形体)は押出材用原料(押出材用ビレット)となる。
【0022】
《その他》
(1)本発明の展伸材用原料や展伸材は、その材質や合金組成を問わないが、例えば、展伸性に優れるアルミニウム合金やマグネシウム合金からなると好ましい。
【0023】
(2)特に断らない限り本明細書でいう「x〜y」は下限値xおよび上限値yを含む。本明細書に記載した種々の数値は、任意に上限値または下限値となり、それらが組合わされて「a〜b」のような範囲を構成し得る。さらに本明細書に記載した範囲内に含まれる任意の数値も、数値範囲を設定するための上限値または下限値となり得る。
【0024】
(3)破砕片の集合体である成形体のサイズは、例えば、そのビレット径の、破砕片の分布平均した角に対する比率が6.25〜1200内であれば、コンタミネーションが少なく、酸化膜の無害化が可能となる。成形体の厚みは、例えば、50mm以上であると工業的に取扱い易くて好ましい。
【図面の簡単な説明】
【0025】
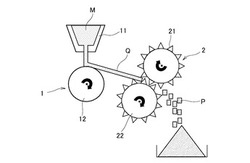
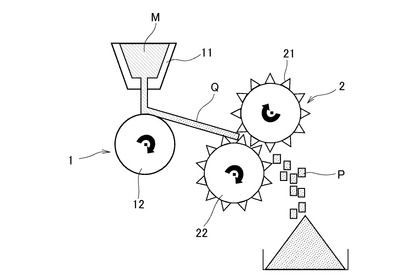
【図1A】破砕薄片の製造過程を示す概略図である。
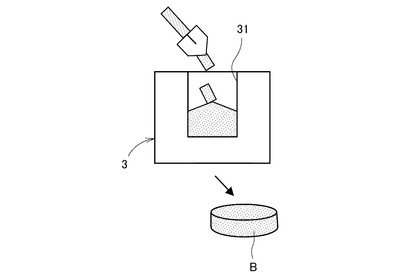
【図1B】成形体の製造過程を示す概略図である。
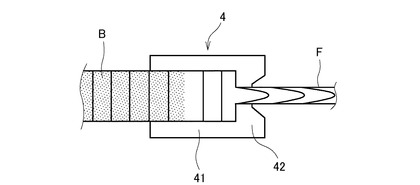
【図1C】展伸材(押出材)の製造過程を示す概略図である。
【図2A】試料No.1−1の連続薄体を示す写真である。
【図2B】試料No.1−2の連続薄体を示す写真である。
【図2C】試料No.1−3の連続薄体を示す写真である。
【図3】試料No.1−4の連続薄体を示す写真である。
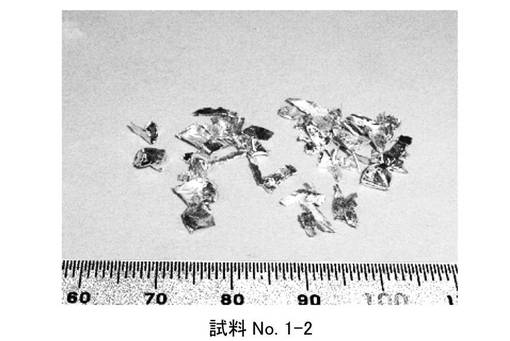
【図4A】試料No.1−2の破砕薄片を示す写真である。
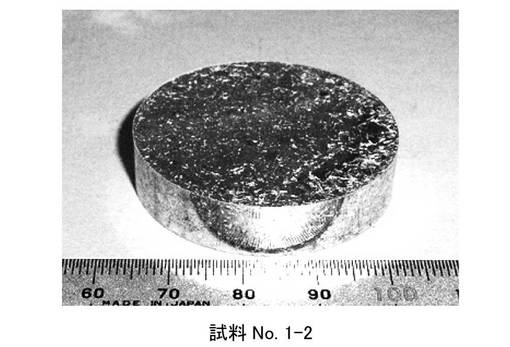
【図4B】試料No.1−2の成形体を示す写真である。
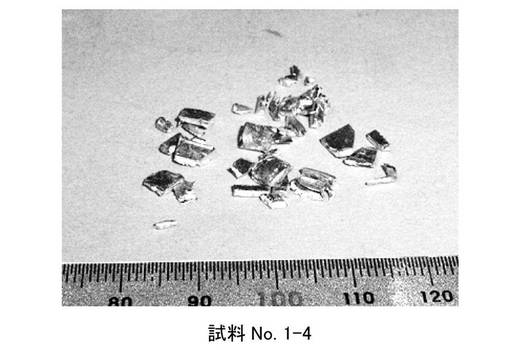
【図5A】試料No.1−4の破砕薄片を示す写真である。
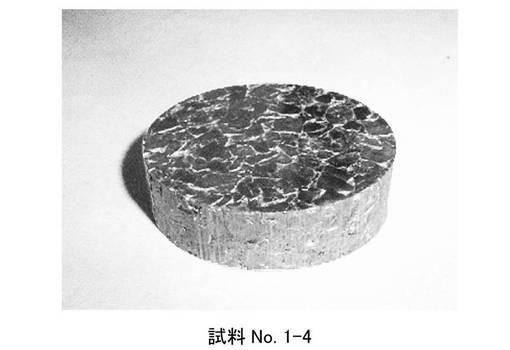
【図5B】試料No.1−4の成形体を示す写真である。
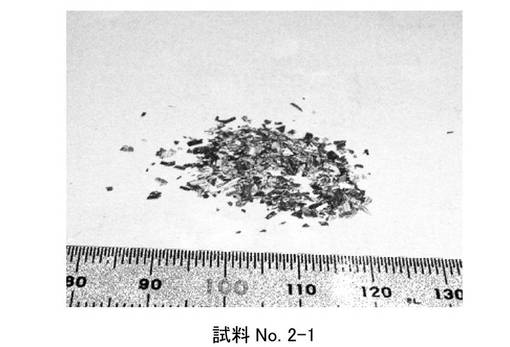
【図6A】試料No.2−1の破砕薄片を示す写真である。
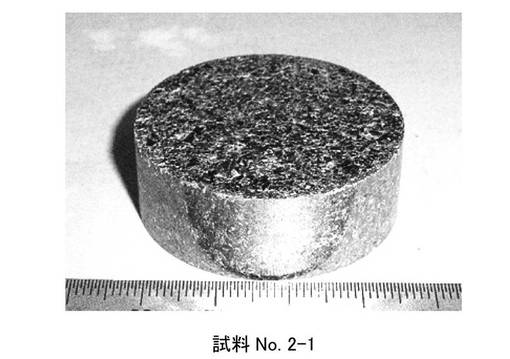
【図6B】試料No.2−1の成形体を示す写真である。
【図7】押出材の一例を示す写真である。
【符号の説明】
【0026】
1 単ロール鋳造機
2 シュレッダー
3 成形型
4 押出成形機
P 破砕薄片
Q 連続薄体
B 押出材ビレット
F 押出材
【発明を実施するための形態】
【0027】
発明の実施形態を挙げて本発明をより詳しく説明する。なお、以下の実施形態を含めて本明細書で説明する内容は、本発明に係る展伸材用原料のみならず、その製造方法や展伸材等にも適宜適用され得る。また上述した本発明の構成に、本明細書中から任意に選択した一つまたは二つ以上の構成を付加し得る。この際、製造方法に関する構成は、プロダクトバイプロセスとして理解すれば物に関する構成ともなり得る。なお、いずれの実施形態が最良であるか否かは、対象、要求性能等によって異なる。
【0028】
《鋳塊・破砕片》
(1)破砕片は鋳塊を破砕してなる。先ず鋳塊は、前述したようにロール鋳造等によりストリップキャストされた薄体が好ましい。この厚さは問わないが、高い冷却速度での鋳造性、破砕性、その後の成形性等を満足するように、0.05〜3mm、0.1〜1さらには0.2〜0.7mmであると好ましい。
【0029】
破砕片のサイズも問わないが、粉砕性、分級性、成形性等の観点から、0.5〜8mm角、1〜3mm角さらには1.5〜2.5mm角に相当する大きさであると好ましい。ここで「〜角」は面積相当量を示す。例えば0.5〜8mm角のサイズというのは最大投影面積が0.25〜64mm2 のサイズという意味である。従って破砕片の形状自体とは関係なく、その投影面積の平方根として求まる数値が「〜角」である。
【0030】
(2)破砕される鋳塊は、材質を問わないが、例えば、押出材などに多用されるアルミニウム合金やマグネシウム合金が好ましい。その組成も問わないが、従来のビレットやスラブ等にあまり使用されていないものが好ましい。ストリップキャスト法等により急冷凝固させた鋳塊は、合金元素を多く含む場合でも、組織や組成が均質的であり、その鋳塊を破砕した破砕片およびその破砕片を加圧成形した成形体も均質的となるからである。
【0031】
具体的には、このような組成として、Al−Fe系、Al−Fe−Zr系、Al−Fe−Zr−Ti系、Al−Fe−Zr−Ti−Mg系、Al−Si−Cu系、Al−Si−Cu−Mg系、Al−Si−Mg−Cr−Ti系、Al−Mg−Si系、Al−Zn−Mg系、Al−Cu系、Al−Mn系等がある。
【0032】
なお、破砕される鋳塊は、全体が10℃/秒以上、100℃/秒以上さらには1000℃/秒以上の冷却速度で急冷されたものであると好ましい。その冷却速度の上限は問わないが、現実的な生産性の観点から敢えていうと、5000℃/秒以下が好ましい。
【0033】
《成形体》
成形体は、上述した破砕片(破砕粉)を加圧成形したものである。この成形圧力は破砕片の材質やサイズ等により適宜調整すればよい。例えば、アルミニウム合金であれば100〜600MPa程度とすればよい。いずれにしても、成形体の相対密度(嵩密度/真密度)が70%以上、75%以上、80%以上、85%以上さらには90%以上であると好ましい。
【0034】
相対密度が過小では、成形体の保形性が低下し、運搬時などに部分的な崩壊が生じ得る。特に破砕片が粗い場合、成形体の相対密度が低いと、破砕片の界面に微細な空隙が生じて、酸化され易くなるので好ましくない。相対密度の上限は問わないが、現実的な生産性の観点から、99%以下であるとよい。成形体のサイズも問わないが、展伸加工装置(押出機等)のコンテナ等に応じた大きさであると良い。例えば、φ50〜600mm、長さ(厚さ)が50mm以上であるとよい。成形体の径の破砕片の角に対する比率が5〜1200内であれば、コンタミネーションが少なく、酸化膜の無害化が可能となる。その比率の下限は、10以上、100以上さらには300以上であるとより好ましい。
【0035】
なお、破砕片の材質、サイズ、成形圧力等に応じて、成形型のキャビティ内面に適切な潤滑剤を塗布して成形するとよい。
【0036】
《展伸材》
上述の成形体を展伸加工した展伸材の種類、形状、大きさ等は問わない。もっとも、この成形体は、従来の鋳塊からなるDCビレットやスラブ等と異なり、各破砕片が変形して絡み合っているに過ぎない。このため、機械的特性に優れた展伸材を得るには、各破砕片の表面酸化被膜を破り、新生面どうしが結合する加熱と圧力を印加して展伸加工をするとよい。これら温度や圧力は一概に特定できないが、例えば、アルミニウム合金の破砕片からなる成形体であれば、展伸加工時に成形体を350〜500℃に加熱すると好ましい。またこの成形体を押出加工する場合なら、押出比を10以上さらには15以上とすると好ましい。
【実施例】
【0037】
実施例を挙げて本発明をより具体的に説明する。
【0038】
《概要》
(1)連続薄体と破砕薄片
本発明の展伸材用原料の一例である破砕薄片Pの製造過程の概略を図1Aに示した。先ず、所望組成に調製された金属溶湯Mが、単ロール鋳造機1で連続薄体Qへ鋳造(ストリップキャスト)される。次に、この連続薄体Qがシュレッダー2によって破砕されて破砕薄片Pが得られる。
【0039】
単ロール鋳造機1は、タンディッシュ11と、冷却ロール12とを備える。タンディッシュ11は、取鍋から注がれた金属溶湯Mを一時的に蓄えると共に、底部に設けたノズルから金属溶湯Mを冷却ロール12へ流出させる。タンディッシュ11の底部に設けたノズルは、断面が円形状または長方形状であり、それらの開口サイズは変更可能となっている。冷却ロール12は、内周側から水冷される銅合金製の円筒体であり、回転速度は調整可能である。
【0040】
シュレッダー2は、破砕刃を外周面上に設けた一対の回転円筒21、22からなり、それらの回転速度は調整可能である。これら回転円筒21、22の挟間に導入された連続薄体Qが、回転する破砕刃により破砕されることにより、破砕薄片Pが得られる。なお、シュレッダー2は、破砕薄片Pの所望サイズに応じて、二対または三対の回転円筒から構成されてもよい。
【0041】
(2)押出材ビレット
本発明の展伸材用原料の一例である押出材ビレットB(成形体)の製造過程の概略を図1Bに示した。押出材ビレットBは、成形型3の円筒状キャビティ31へ投入され、上下パンチ(図略)で加圧されて得られる。
【0042】
(3)押出材
本発明の展伸材の一例である押出材Fの製造過程の概略を図1Cに示した。押出材Fは、押出成形機4のコンテナ41に充填された押出材ビレットBが、コンテナ41に設けた加熱装置(図略)で十分に加熱され、ダイス42のダイス穴から押し出されることにより得られる。なお、コンテナ41に充填される押出材ビレットBは、積層でも単層でもよい。また押出材ビレットBは、コンテナ41への充填前に、押出成形機4とは別の装置で加熱されていてもよい。
【0043】
《各試料の製造》
上述した装置を用いて、組成や形態の異なる種々の試料(連続薄体、破砕薄片、押出材ビレット)を製造した。これら試料の特徴を表1にまとめて示した。具体的には次の通りである。
【0044】
(1)単ロール鋳造機1のロール12には、外径:200mm、内径:30mm、幅:100mmの無酸素銅製円筒を用いた。ロール12は、その円筒内を水量5リットル/分で冷却した。ロール12の回転速度は360〜1200rpm(鋳造速度:225〜750m/min)の間で調整した。このロール12の鋳造速度とタンディッシュ11に設けたノズルの形状および開口サイズとを調整することにより、表1に示す各厚さの連続薄体を製造した。それら連続薄体の一部の外観を図2A〜図2Cおよび図3に示した。
【0045】
(2)シュレッダー2には三段刃式粉砕機を用いた。この運転条件(回転速度)、破砕刃ピッチを調整することにより、表1に示す各サイズ(角サイズ)の破砕薄片を製造した。一部の破砕薄片の外観を図4A、図5Aおよび図6Aに示した。
【0046】
なお、表1に示した破砕片サイズは、所望範囲の目開きサイズの篩いを用いて分級し、その各辺をノギスにより測定し、成形体および押出材の評価結果から適正な破砕片サイズを特定したものである。
【0047】
(3)成形型3には超硬金型を用いた。そのキャビティ31は内径を50mmとした。成形型3は、予めバンドヒータにより150℃に加熱しておいた。またキャビティ31の内周面には、高級脂肪酸系潤滑剤であるステアリン酸リチウム(List)を水溶液に分散させた分散液をスプレーガンで噴霧しておいた。これにより、キャビティ31の内周面には、予め、膜厚が約1μm程度のList被膜を形成しておいた。このキャビティ31へ各破砕薄片を42g投入し、成形圧力:490MPaを印加して成形した。なお、ここで用いた成形方法については、特許3309970号公報に詳述されている。
【0048】
これにより押出材ビレットBとなる各成形体(φ50×10mm)を得た。各成形体の相対密度を求めた。またそれらの外観および保形性も観察した。これらの結果を表1に併せて示した。
【0049】
一部の成形体の外観を図4B、図5Bおよび図6Bに示した。なお、相対密度は、各成形体の寸法および質量から求まる嵩密度の、その合金組成から求まる真密度に対する割合である。
【0050】
(4)ダイス42のダイス穴の開口径はφ15mmとした。成形体を3枚重ね、二硫化モリブデンを塗布したコンテナ41へ装填し、それらを430℃に加熱した後、各成形体をダイス穴から押し出した。このときの押出比は11とした。これにより押出材Fとなる中実棒材を得た。その一部の外観を図7に示した。
【0051】
《評価》
いずれの試料の場合も、連続薄体、破砕薄片、成形体および展伸材(押出材)の製造に支障なく、また、いずれの成形体も押出材ビレットとして取り扱うことができた。
【0052】
但し、破砕薄片の厚みが大きくなると、各破砕薄片間に空隙が生じ易くなる。一方、破砕薄片のサイズが小さくなると、成形体の保形性が低下する傾向を示す。このため連続薄体の厚さは0.05〜3mm、そのサイズは0.5〜8mm角であると好ましい。もっとも、破砕薄片の厚みやサイズに対して成形圧力を調整することにより、取扱性に優れる成形体(押出材ビレット)を得ることは十分に可能である。
【0053】
【表1】

【技術分野】
【0001】
本発明は、押出材等の展伸材と、その製造に適した展伸材用原料およびそれらの製造方法に関する。
【背景技術】
【0002】
管状、棒状、線状、板状等の種々の一定断面をもつ金属製品は、押出材、引抜材、圧延材等の連続した展伸材を適切な長さに切断することにより効率的に得られる。また断面形状の複雑な金属製品でも、押出材を用いると、高い寸法精度を維持しつつ効率的な生産が可能となる。
【0003】
ところで展伸材は、ビレット、スラブ等と呼ばれる展伸材用原料を熱間加工または冷間加工したものである。この展伸材用原料には、従来、所望組成に調製された円柱状、角柱状等の鋳塊(ビレット、スラブ)が用いられていた。もっとも、従来の鋳塊は、サイズが比較的大きかったため、成分組成によっては、その表層部と中央部で、凝固組織が大きく異なったり、偏析等による組成のばらつきが生じ易かった。このような原料特性が、結局、展伸材ひいては最終製品の特性に大きな影響を与えるため、均質的な展伸材用原料が求められていた。
【0004】
そこで、微細なアトマイズ粉末や塑性加工材を微細に粉砕した粉末を加圧成形した押出材用ビレット(展伸材用原料)が下記の特許文献などで提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許4185549号公報
【特許文献1】特開2009−35766号公報
【特許文献1】特開2010−36203号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、微細な金属粉末中には、異種組成の粉末粒子が混在(コンタミネーション)し易く、その混在した粉末粒子を分離除去することは困難である。このため、金属粉末からなるビレット等では、異物を内包した状態となり易く、展伸材ひいては最終製品の品質低下を招来するおそれがある。
【0007】
勿論、一種類の金属粉末に特化した専用装置を用いたり、金属粉末の種類を変更する度に、多大な工数をかけて入念に装置をクリーニングすれば、コンタミネーションを防止し得るが、いずれの場合も展伸材やその原料の大幅なコスト上昇を招来するので現実的ではない。
【0008】
本発明はこのような事情に鑑みて為されたものである。すなわち、高特性を安定して発現し得る展伸材と、その展伸材の製造に適した展伸材用原料およびそれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者はこの課題を解決すべく鋭意研究し、試行錯誤を重ねた結果、鋳塊を破砕した破砕片を展伸材用原料に用いることを思いつき、これを発展させることにより、以降に述べる本発明を完成するに至った。
【0010】
《展伸材用原料》
(1)本発明の展伸材用原料は、鋳塊を破砕した破砕片からなることを特徴とする。
【0011】
(2)本発明に係る破砕片は、粉末粒子のサイズより相対的に大きいため、取扱性に優れ、コンタミネーションが生じ難く、仮に先の破砕片が残存していても、目視により確認でき、設備の清掃等により容易に除去できる。また微細な破砕片が各設備中に残存していても、後の分級工程で除去可能となる。こうして本発明によれば、コンタミネーションを防止できる高品質な展伸材用原料を、比較的低コストで提供可能となる。
【0012】
(3)ここで本発明でいう展伸材用原料に係る破砕片は、ストリップキャスト(SC)した薄体(鋳塊)を粉砕したもの(これを適宜「破砕薄片」という。)であると好適である。このストリップキャストした薄体(「箔体」を含む)は、急冷凝固組織からなり、結晶粒も微細で均質的である。このため、合金元素(溶質元素)を過飽和に含む場合でも、その薄体は全体的に編析等の少ない過飽和固溶体となり易い。この薄体を用いれば、鋳造後に均質化熱処理等を施すまでもなく、合金元素を過飽和に固溶させた均質的な展伸材用原料(破砕薄片さらにはその成形体)を得ることができ、ひいては均質的で高特性を発現する高品質な展伸材を得ることができる。
【0013】
一例を挙げると、その破砕薄片からなる成形体を押出材ビレットとして用いれば、従来の鋳塊からなる押出材ビレットで生じていたような表層部と中心部との凝固組織の格差や偏析等を容易に解消でき、強度や靱性等の機械的特性に優れる高品質な押出材を安定して提供できる。
【0014】
さらに、ストリップキャスト法による薄体の製造およびその薄体の破砕等は、従来の半連続鋳造(DC)した鋳塊(ビレットやスラブ等)を製造する場合と異なり、比較的小型の設備で行うことができ、多品種少量の展伸材の生産にも対応し易い。
【0015】
なお、ストリップキャスト法は周知である。例えば、内部から冷却(例えば、水冷)された高熱伝導材(例えば、銅製または銅合金製)からなる回転するロール(単ロールまたは双ロール)上に、所望組成に調製された溶湯を連続的に流して鋳造することにより、連続した薄体(箔体を含む)が容易に得られる。この場合、ロールの回転速度、ロールの冷却条件、溶湯のロールへの供給量や供給方法等を適切に制御、選択すれば、連続した薄体(これを適宜「連続薄体」という。)の厚さや組織等を調整することができる。
【0016】
(4)本発明の破砕片は、展伸加工に供される原料であり、それを加圧成形した成形体として取り扱われると好適である。なお、この成形体は、従来のビレットやスラブ等に相当し得る。
【0017】
このように本発明でいう「展伸材用原料」は、最小構成単位である破砕片としても、その集合体としても、さらにはそれらを加圧成形した塊状の成形体としても把握され、単に「展伸材用原料」というときには、それら複数の形態が含まれる。
【0018】
《製造方法および展伸材》
(1)本発明は上述の展伸材用原料としてのみならず、その製造方法としても把握し得る。例えば、本発明は、鋳塊を破砕した破砕片を得る破砕工程と、該破砕片を加圧成形した成形体を得る成形工程と、を備えることを特徴とする展伸材用原料の製造方法でもよい。
【0019】
(2)本発明は、展伸材の製造方法としても把握し得る。例えば、本発明は、鋳塊の破砕片を加圧成形した成形体からなる展伸材用原料を加熱する加熱工程と、該加熱した展伸材用原料を展伸加工して展伸材を得る展伸加工工程と、を備えることを特徴とする展伸材の製造方法でもよい。ここで例えば、展伸材が押出材の場合なら、その展伸加工工程は、展伸材用原料をダイス穴から押し出して押出材を得る押出工程となる。
【0020】
(3)さらに本発明は、製造方法を問わず、展伸材自体、すなわち、上述の展伸材用原料を展伸加工した素材または製品としても把握できる。この展伸加工には、押出し、引抜き、圧延等があり、それらの加工によりそれぞれ押出材、引抜材、圧延材等が得られる。
【0021】
なお、本発明の展伸材は、その種類や形状を問わないが、敢えていうなら、複雑な断面形状を有したり、急冷凝固による過飽和固溶体の形成により高い特性が得られたり、押出による酸化膜の無害化が図られた高品質な押出材であると好ましい。この場合、本発明の展伸材用原料(成形体)は押出材用原料(押出材用ビレット)となる。
【0022】
《その他》
(1)本発明の展伸材用原料や展伸材は、その材質や合金組成を問わないが、例えば、展伸性に優れるアルミニウム合金やマグネシウム合金からなると好ましい。
【0023】
(2)特に断らない限り本明細書でいう「x〜y」は下限値xおよび上限値yを含む。本明細書に記載した種々の数値は、任意に上限値または下限値となり、それらが組合わされて「a〜b」のような範囲を構成し得る。さらに本明細書に記載した範囲内に含まれる任意の数値も、数値範囲を設定するための上限値または下限値となり得る。
【0024】
(3)破砕片の集合体である成形体のサイズは、例えば、そのビレット径の、破砕片の分布平均した角に対する比率が6.25〜1200内であれば、コンタミネーションが少なく、酸化膜の無害化が可能となる。成形体の厚みは、例えば、50mm以上であると工業的に取扱い易くて好ましい。
【図面の簡単な説明】
【0025】
【図1A】破砕薄片の製造過程を示す概略図である。
【図1B】成形体の製造過程を示す概略図である。
【図1C】展伸材(押出材)の製造過程を示す概略図である。
【図2A】試料No.1−1の連続薄体を示す写真である。
【図2B】試料No.1−2の連続薄体を示す写真である。
【図2C】試料No.1−3の連続薄体を示す写真である。
【図3】試料No.1−4の連続薄体を示す写真である。
【図4A】試料No.1−2の破砕薄片を示す写真である。
【図4B】試料No.1−2の成形体を示す写真である。
【図5A】試料No.1−4の破砕薄片を示す写真である。
【図5B】試料No.1−4の成形体を示す写真である。
【図6A】試料No.2−1の破砕薄片を示す写真である。
【図6B】試料No.2−1の成形体を示す写真である。
【図7】押出材の一例を示す写真である。
【符号の説明】
【0026】
1 単ロール鋳造機
2 シュレッダー
3 成形型
4 押出成形機
P 破砕薄片
Q 連続薄体
B 押出材ビレット
F 押出材
【発明を実施するための形態】
【0027】
発明の実施形態を挙げて本発明をより詳しく説明する。なお、以下の実施形態を含めて本明細書で説明する内容は、本発明に係る展伸材用原料のみならず、その製造方法や展伸材等にも適宜適用され得る。また上述した本発明の構成に、本明細書中から任意に選択した一つまたは二つ以上の構成を付加し得る。この際、製造方法に関する構成は、プロダクトバイプロセスとして理解すれば物に関する構成ともなり得る。なお、いずれの実施形態が最良であるか否かは、対象、要求性能等によって異なる。
【0028】
《鋳塊・破砕片》
(1)破砕片は鋳塊を破砕してなる。先ず鋳塊は、前述したようにロール鋳造等によりストリップキャストされた薄体が好ましい。この厚さは問わないが、高い冷却速度での鋳造性、破砕性、その後の成形性等を満足するように、0.05〜3mm、0.1〜1さらには0.2〜0.7mmであると好ましい。
【0029】
破砕片のサイズも問わないが、粉砕性、分級性、成形性等の観点から、0.5〜8mm角、1〜3mm角さらには1.5〜2.5mm角に相当する大きさであると好ましい。ここで「〜角」は面積相当量を示す。例えば0.5〜8mm角のサイズというのは最大投影面積が0.25〜64mm2 のサイズという意味である。従って破砕片の形状自体とは関係なく、その投影面積の平方根として求まる数値が「〜角」である。
【0030】
(2)破砕される鋳塊は、材質を問わないが、例えば、押出材などに多用されるアルミニウム合金やマグネシウム合金が好ましい。その組成も問わないが、従来のビレットやスラブ等にあまり使用されていないものが好ましい。ストリップキャスト法等により急冷凝固させた鋳塊は、合金元素を多く含む場合でも、組織や組成が均質的であり、その鋳塊を破砕した破砕片およびその破砕片を加圧成形した成形体も均質的となるからである。
【0031】
具体的には、このような組成として、Al−Fe系、Al−Fe−Zr系、Al−Fe−Zr−Ti系、Al−Fe−Zr−Ti−Mg系、Al−Si−Cu系、Al−Si−Cu−Mg系、Al−Si−Mg−Cr−Ti系、Al−Mg−Si系、Al−Zn−Mg系、Al−Cu系、Al−Mn系等がある。
【0032】
なお、破砕される鋳塊は、全体が10℃/秒以上、100℃/秒以上さらには1000℃/秒以上の冷却速度で急冷されたものであると好ましい。その冷却速度の上限は問わないが、現実的な生産性の観点から敢えていうと、5000℃/秒以下が好ましい。
【0033】
《成形体》
成形体は、上述した破砕片(破砕粉)を加圧成形したものである。この成形圧力は破砕片の材質やサイズ等により適宜調整すればよい。例えば、アルミニウム合金であれば100〜600MPa程度とすればよい。いずれにしても、成形体の相対密度(嵩密度/真密度)が70%以上、75%以上、80%以上、85%以上さらには90%以上であると好ましい。
【0034】
相対密度が過小では、成形体の保形性が低下し、運搬時などに部分的な崩壊が生じ得る。特に破砕片が粗い場合、成形体の相対密度が低いと、破砕片の界面に微細な空隙が生じて、酸化され易くなるので好ましくない。相対密度の上限は問わないが、現実的な生産性の観点から、99%以下であるとよい。成形体のサイズも問わないが、展伸加工装置(押出機等)のコンテナ等に応じた大きさであると良い。例えば、φ50〜600mm、長さ(厚さ)が50mm以上であるとよい。成形体の径の破砕片の角に対する比率が5〜1200内であれば、コンタミネーションが少なく、酸化膜の無害化が可能となる。その比率の下限は、10以上、100以上さらには300以上であるとより好ましい。
【0035】
なお、破砕片の材質、サイズ、成形圧力等に応じて、成形型のキャビティ内面に適切な潤滑剤を塗布して成形するとよい。
【0036】
《展伸材》
上述の成形体を展伸加工した展伸材の種類、形状、大きさ等は問わない。もっとも、この成形体は、従来の鋳塊からなるDCビレットやスラブ等と異なり、各破砕片が変形して絡み合っているに過ぎない。このため、機械的特性に優れた展伸材を得るには、各破砕片の表面酸化被膜を破り、新生面どうしが結合する加熱と圧力を印加して展伸加工をするとよい。これら温度や圧力は一概に特定できないが、例えば、アルミニウム合金の破砕片からなる成形体であれば、展伸加工時に成形体を350〜500℃に加熱すると好ましい。またこの成形体を押出加工する場合なら、押出比を10以上さらには15以上とすると好ましい。
【実施例】
【0037】
実施例を挙げて本発明をより具体的に説明する。
【0038】
《概要》
(1)連続薄体と破砕薄片
本発明の展伸材用原料の一例である破砕薄片Pの製造過程の概略を図1Aに示した。先ず、所望組成に調製された金属溶湯Mが、単ロール鋳造機1で連続薄体Qへ鋳造(ストリップキャスト)される。次に、この連続薄体Qがシュレッダー2によって破砕されて破砕薄片Pが得られる。
【0039】
単ロール鋳造機1は、タンディッシュ11と、冷却ロール12とを備える。タンディッシュ11は、取鍋から注がれた金属溶湯Mを一時的に蓄えると共に、底部に設けたノズルから金属溶湯Mを冷却ロール12へ流出させる。タンディッシュ11の底部に設けたノズルは、断面が円形状または長方形状であり、それらの開口サイズは変更可能となっている。冷却ロール12は、内周側から水冷される銅合金製の円筒体であり、回転速度は調整可能である。
【0040】
シュレッダー2は、破砕刃を外周面上に設けた一対の回転円筒21、22からなり、それらの回転速度は調整可能である。これら回転円筒21、22の挟間に導入された連続薄体Qが、回転する破砕刃により破砕されることにより、破砕薄片Pが得られる。なお、シュレッダー2は、破砕薄片Pの所望サイズに応じて、二対または三対の回転円筒から構成されてもよい。
【0041】
(2)押出材ビレット
本発明の展伸材用原料の一例である押出材ビレットB(成形体)の製造過程の概略を図1Bに示した。押出材ビレットBは、成形型3の円筒状キャビティ31へ投入され、上下パンチ(図略)で加圧されて得られる。
【0042】
(3)押出材
本発明の展伸材の一例である押出材Fの製造過程の概略を図1Cに示した。押出材Fは、押出成形機4のコンテナ41に充填された押出材ビレットBが、コンテナ41に設けた加熱装置(図略)で十分に加熱され、ダイス42のダイス穴から押し出されることにより得られる。なお、コンテナ41に充填される押出材ビレットBは、積層でも単層でもよい。また押出材ビレットBは、コンテナ41への充填前に、押出成形機4とは別の装置で加熱されていてもよい。
【0043】
《各試料の製造》
上述した装置を用いて、組成や形態の異なる種々の試料(連続薄体、破砕薄片、押出材ビレット)を製造した。これら試料の特徴を表1にまとめて示した。具体的には次の通りである。
【0044】
(1)単ロール鋳造機1のロール12には、外径:200mm、内径:30mm、幅:100mmの無酸素銅製円筒を用いた。ロール12は、その円筒内を水量5リットル/分で冷却した。ロール12の回転速度は360〜1200rpm(鋳造速度:225〜750m/min)の間で調整した。このロール12の鋳造速度とタンディッシュ11に設けたノズルの形状および開口サイズとを調整することにより、表1に示す各厚さの連続薄体を製造した。それら連続薄体の一部の外観を図2A〜図2Cおよび図3に示した。
【0045】
(2)シュレッダー2には三段刃式粉砕機を用いた。この運転条件(回転速度)、破砕刃ピッチを調整することにより、表1に示す各サイズ(角サイズ)の破砕薄片を製造した。一部の破砕薄片の外観を図4A、図5Aおよび図6Aに示した。
【0046】
なお、表1に示した破砕片サイズは、所望範囲の目開きサイズの篩いを用いて分級し、その各辺をノギスにより測定し、成形体および押出材の評価結果から適正な破砕片サイズを特定したものである。
【0047】
(3)成形型3には超硬金型を用いた。そのキャビティ31は内径を50mmとした。成形型3は、予めバンドヒータにより150℃に加熱しておいた。またキャビティ31の内周面には、高級脂肪酸系潤滑剤であるステアリン酸リチウム(List)を水溶液に分散させた分散液をスプレーガンで噴霧しておいた。これにより、キャビティ31の内周面には、予め、膜厚が約1μm程度のList被膜を形成しておいた。このキャビティ31へ各破砕薄片を42g投入し、成形圧力:490MPaを印加して成形した。なお、ここで用いた成形方法については、特許3309970号公報に詳述されている。
【0048】
これにより押出材ビレットBとなる各成形体(φ50×10mm)を得た。各成形体の相対密度を求めた。またそれらの外観および保形性も観察した。これらの結果を表1に併せて示した。
【0049】
一部の成形体の外観を図4B、図5Bおよび図6Bに示した。なお、相対密度は、各成形体の寸法および質量から求まる嵩密度の、その合金組成から求まる真密度に対する割合である。
【0050】
(4)ダイス42のダイス穴の開口径はφ15mmとした。成形体を3枚重ね、二硫化モリブデンを塗布したコンテナ41へ装填し、それらを430℃に加熱した後、各成形体をダイス穴から押し出した。このときの押出比は11とした。これにより押出材Fとなる中実棒材を得た。その一部の外観を図7に示した。
【0051】
《評価》
いずれの試料の場合も、連続薄体、破砕薄片、成形体および展伸材(押出材)の製造に支障なく、また、いずれの成形体も押出材ビレットとして取り扱うことができた。
【0052】
但し、破砕薄片の厚みが大きくなると、各破砕薄片間に空隙が生じ易くなる。一方、破砕薄片のサイズが小さくなると、成形体の保形性が低下する傾向を示す。このため連続薄体の厚さは0.05〜3mm、そのサイズは0.5〜8mm角であると好ましい。もっとも、破砕薄片の厚みやサイズに対して成形圧力を調整することにより、取扱性に優れる成形体(押出材ビレット)を得ることは十分に可能である。
【0053】
【表1】
【特許請求の範囲】
【請求項1】
鋳塊を破砕した破砕片からなることを特徴とする展伸材用原料。
【請求項2】
前記鋳塊はストリップキャスト(SC)した薄体であり、
前記破砕片は該薄体を破砕した破砕薄片である請求項1に記載の展伸材用原料。
【請求項3】
前記鋳塊は、溶質元素である合金元素が過飽和に固溶した過飽和固溶体である請求項1または2に記載の展伸材用原料。
【請求項4】
前記破砕片を加圧成形した成形体である請求項1〜3のいずれかに記載の展伸材用原料。
【請求項5】
請求項1〜4のいずれかに記載の展伸材用原料を展伸加工して得られたことを特徴とする展伸材。
【請求項6】
鋳塊を破砕した破砕片を得る破砕工程と、
該破砕片を加圧成形した成形体を得る成形工程と、
を備えることを特徴とする展伸材用原料の製造方法。
【請求項7】
鋳塊の破砕片を加圧成形した成形体からなる展伸材用原料を加熱する加熱工程と、
該加熱した展伸材用原料を展伸加工して展伸材を得る展伸加工工程と、
を備えることを特徴とする展伸材の製造方法。
【請求項8】
前記展伸加工工程は、前記展伸材用原料をダイス穴から押し出して押出材を得る押出工程である請求項7に記載の展伸材の製造方法。
【請求項1】
鋳塊を破砕した破砕片からなることを特徴とする展伸材用原料。
【請求項2】
前記鋳塊はストリップキャスト(SC)した薄体であり、
前記破砕片は該薄体を破砕した破砕薄片である請求項1に記載の展伸材用原料。
【請求項3】
前記鋳塊は、溶質元素である合金元素が過飽和に固溶した過飽和固溶体である請求項1または2に記載の展伸材用原料。
【請求項4】
前記破砕片を加圧成形した成形体である請求項1〜3のいずれかに記載の展伸材用原料。
【請求項5】
請求項1〜4のいずれかに記載の展伸材用原料を展伸加工して得られたことを特徴とする展伸材。
【請求項6】
鋳塊を破砕した破砕片を得る破砕工程と、
該破砕片を加圧成形した成形体を得る成形工程と、
を備えることを特徴とする展伸材用原料の製造方法。
【請求項7】
鋳塊の破砕片を加圧成形した成形体からなる展伸材用原料を加熱する加熱工程と、
該加熱した展伸材用原料を展伸加工して展伸材を得る展伸加工工程と、
を備えることを特徴とする展伸材の製造方法。
【請求項8】
前記展伸加工工程は、前記展伸材用原料をダイス穴から押し出して押出材を得る押出工程である請求項7に記載の展伸材の製造方法。
【図1A】

【図1B】
【図1C】
【図2A】
【図2B】
【図2C】
【図3】
【図4A】
【図4B】
【図5A】
【図5B】
【図6A】
【図6B】
【図7】

【図1B】
【図1C】
【図2A】
【図2B】
【図2C】
【図3】
【図4A】
【図4B】
【図5A】
【図5B】
【図6A】
【図6B】
【図7】
【公開番号】特開2012−122090(P2012−122090A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−272153(P2010−272153)
【出願日】平成22年12月7日(2010.12.7)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月7日(2010.12.7)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【Fターム(参考)】
[ Back to top ]