
嵩密度変化を抑制した軽量中空粒子とその製造方法
【課題】パーライトなどの軽量中空粒子について、嵩密度変化を抑制した軽量中空粒子の製造方法と装置を提供する。
【解決手段】角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法であり、例えば、角部の個数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じ、100≦n×V×(90/R)2≦500の範囲で、5〜100m/secの空気圧で軽量中空粒子を空気圧送し、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する。
【解決手段】角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法であり、例えば、角部の個数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じ、100≦n×V×(90/R)2≦500の範囲で、5〜100m/secの空気圧で軽量中空粒子を空気圧送し、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は嵩密度変化の小さい軽量中空粒子の製造方法と装置に関する。より詳しくは、本発明は鉱物質原料を加熱発泡させてなるパーライトなどの軽量中空粒子について、嵩密度変化を抑制した軽量中空粒子の製造方法と装置に関する。
【背景技術】
【0002】
パーライトは内部が独立した気泡を有しており、軽量骨材として使用されている。パーライトは嵩密度が小さいことを利用として軽量化材として利用され、また、粒子内部に空隙を有することを利用して断熱材や保温材などに利用されている。パーライトなどの軽量化材は最終製品が目標密度になるのに適した嵩密度を有するものが使用され、その添加量が調整される。従って、パーライトの嵩密度は重要な品質管理要素である。
【0003】
一方、パーライトは内部空間を有する軽量の中空粒子で、フライアッシュバルーンやガラスバルーンと比べて殻の厚さが非常に薄く、殻の厚さは概ね外径の数十分の一以下であるため非常に潰れ易い構造である。また、天然原料から製造されるため、パーライト個々の粒子自体の強度のばらつきが大きい。そのため、製造後の輸送、保管、梱包、バラ車やトラックへの積み込みや輸送時に一部が破損し、そのため次第に嵩密度が高くなる。特に、製造工程から貯蔵工程にパーライトを輸送管で空気輸送する際、パーライトが壁面に衝撃し、破壊されて嵩密度の上昇を引き起こす。
【0004】
この空気輸送に対する耐久性はパーライト粒子の強度に依存するが、パーライトの強度を高めるために製造時の発泡率を下げると軽量性が失われ、一方、軽量性を高めるために発泡率を上げると粒子強度が低下すると云う問題がある。
【0005】
パーライトの強度を高める方法として、原料粉末を余熱した後に加熱発泡させる方法が知られている。具体的には、真珠岩を原料とするパーライトは、真珠岩に含まれる水分が発泡剤として作用し、加熱によって水分が気化し、融点以上の温度になると気化した水蒸気によって発泡する。このとき水分量が多すぎると発泡過多になり、殻の厚さが薄く強度が弱くなる。そこで、予め余熱して真珠岩中の水分量をコントロールした後に発泡温度に加熱することによって過剰な発泡を防止する方法が知られている(特許文献1、2)。
【0006】
また、原料粉末を予備加熱して含有水分量を調整した後に、この原料粉末を高融点微粉末に混合して発泡させた後に、生成した発泡体(パーライト)を高融点微粉末から分離する製造方法も知られている(特許文献3)。この製造方法は予備加熱した原料粉末を高融点微粉末に混合して発泡させることによって均一に発泡させ表面の凹凸が少ない球状のパーライトを製造する方法である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−277851号公報
【特許文献2】特開2007−320805号公報
【特許文献3】特許第3528390号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の上記製造方法によって製造しても、製造後の輸送工程や保管工程などにおけるパーライトの破損を全く避けることはできず、破損量が多いとパーライトの嵩密度が大幅に変化することになる。
【0009】
本発明は、このように製造された脆い粒子が含まれる軽量中空粒子から安定した品質の軽量中空粒子を得るため、パーライトなどの無機中空軽量粒子について、製造後の嵩密度変化を予め抑制したものであり、具体的には、空気圧送前後の嵩密度の変化量が基準量以下のものを選択することによって、嵩密度変化の小さい高品位の軽量中空粒子を製造する方法とその軽量中空粒子を提供する。
【課題を解決するための手段】
【0010】
〔1〕角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法。
〔2〕空気圧送前後の嵩密度の変化量が、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)、または嵩密度差(B−A)で表した空気圧送前後の軽量中空粒子の嵩密度の変化量を指標として軽量中空粒子を選択する上記[1]に記載する軽量中空粒子の製造方法。
〔3〕嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する上記[2]に記載する軽量中空粒子の製造方法。
〔4〕角部の個数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じて軽量中空粒子を5〜100m/secの流速で空気圧送する際に、次式[1]の範囲内になるように角部の個数(n)と角度(R)および空気圧(V)を選択して軽量中空粒子を空気圧送する上記[3]に記載する軽量中空粒子の製造方法。
100≦n×V×(90/R)2≦500 …[1]
〔5〕軽量中空粒子が突き当たる角部を有する管路を通じて軽量中空粒子を空気圧送したときの空気圧送前後の嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下である軽量中空粒子。
〔6〕鉱物質原料を加熱発泡させてなるパーライト、あるいは発泡剤が含有した無機粒子を加熱発泡させてなる無機中空粒子である上記[5]に記載する軽量中空粒子。
〔7〕軽量中空粒子が流れる管路と、軽量中空粒子を管路内に流す空気圧送手段とを有し、該管路にはその内部を流れる軽量中空粒子が突き当たる角部が形成されており、さらに該管路の後部には空気を逃がして軽量中空粒子を捕集するフィルター部が設けられていることを特徴とする密度変化の小さい軽量中空粒子の製造装置。
〔8〕角部の個数(n)が1〜25、角部の角度(R)が80°〜135°であり、5〜100m/secの空気圧(V)で軽量中空粒子を圧送する上記[7]に記載する軽量中空粒子の製造装置。
【発明の効果】
【0011】
本発明の製造方法は、角部を有する管路を通じて軽量中空粒子を空気圧送する際に、脆く壊れ易い軽量中空粒子が管路の角部に衝突して破壊されことによって軽量中空粒子全体の嵩密度が変化するので、この空気圧送前後の嵩密度の変化量を指標とし、この変化量の小さい軽量中空粒子を選択するので、製品の使用時に嵩密度変化が小さい高品質の軽量中空粒子を得ることができる。
【0012】
本発明の製造方法は、鉱物質原料を加熱発泡させてなるパーライトに限らず、発泡剤が含まれる無機粒子を加熱発泡してなる軽量中空粒子などにも適用することができる。
【図面の簡単な説明】
【0013】
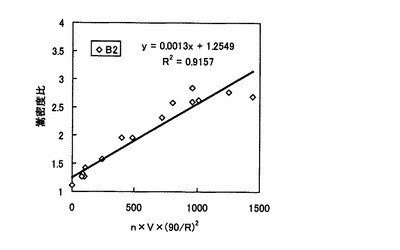
【図1】パーライトB2について、破損状態の指標と嵩密度比の関係を示すグラフ
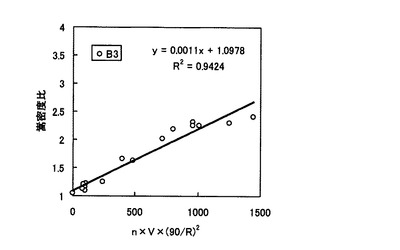
【図2】パーライトB3について、破損状態の指標と嵩密度比の関係を示すグラフ
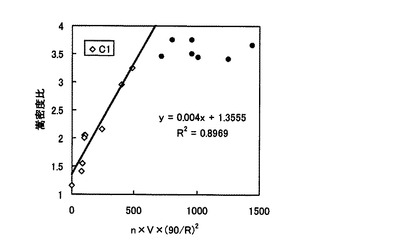
【図3】パーライトC1について、破損状態の指標と嵩密度比の関係を示すグラフ
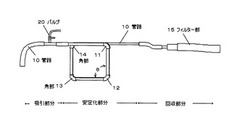
【図4】空気輸送装置の概略図
【発明を実施するための形態】
【0014】
以下、本発明を実施形態に基づいて具体的に説明する。
本発明は、角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法である。
【0015】
本発明の製造方法において、軽量中空粒子は鉱物質原料を加熱発泡させてなるパーライトや、発泡剤が含まれる無機粒子を加熱発泡してなる無機軽量中空粒子などである。以下、パーライトを代表例として説明する。
【0016】
パーライトは鉱物質原料を加熱発泡して製造される。具体的には、内部に水を有する真珠岩、松脂岩、黒曜石、シラスなどを原料としたもの。あるいはシリカガラス原料粉末にSiCなどの発泡剤を添加して造粒したものや、内部に未燃カーボンが含有しているフライアッシュなど、発泡剤が含まれる無機粒子を原料とし、ロータリーキルン、気流焼成炉、流動層焼成炉などの加熱炉で原料を加熱し、発泡して製造される。製造されたパーライトは嵩密度や浮水率、粒径などによって品質が評価され、用途に応じた品質を有するものが使用される。
【0017】
通常、製造したパーライトは製品サイロ等に保管されるが、サイロへの輸送は主に空気輸送によって行われている。空気輸送はパーライトを圧縮空気によって輸送管内を流すので、管内を流れるパーライトは空気圧を受ける。また、経路の途中には湾曲した部分があるので、管内を流れるパーライトはしばしば管壁に接触して摩擦される。さらにサイロへの積込み時や保管時、トラックやローリー車による運搬等によってパーライトに衝撃や圧力が加わる。このとき、強度の弱いパーライトが破損し、破片となった微粒子を含むと全体の嵩密度が高くなる。また、パーライトの殻の一部が破損すると、内部の独立気泡が外部に開放された気泡(連通気泡)になり、内部空間に水などが浸入するようになるので、浮水率が大幅に低下する。
【0018】
一般に、パーライトの破壊程度はその強度に依存する。パーライトの強度は一軸圧縮試験や静水圧試験によって測定することができるが、これらの測定方法によって強度が大きいと判断された場合でも、壊れやすい場合がある。例えば、パーライト粒子の質量が大きい場合には、衝突エネルギーが大きくなるので壊れやすくなる。
【0019】
そこで、本発明の製造方法は、角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択する。具体的には、例えば、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)、または嵩密度差(B−A)を嵩密度変化量の指標とし、これらが基準量以下の軽量中空粒子を回収する。この基準量は嵩密度比(B/A)が2倍、嵩密度差(B−A)が0.2g/cm3であり、嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する。
【0020】
嵩密度比(B/A)が2倍を超えるものは目的の製品基準に適合しなくなる場合が多いので、嵩密度比(B/A)の2倍を変化量の基準にすればよい。また、嵩密度が0.1g/cm3〜0.25g/cm3の範囲の軽量中空粒子において、嵩密度差(B−A)が0.2g/cm3を上回るものは、嵩密度比(B/A)が概ね2倍を上回るので、目的の製品基準に適合しないものが多くなる。
【0021】
上記嵩密度比(B/A)が2倍以下、または上記嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子は、これをモルタルなどに配合して使用する場合、使用時の破壊量が格段に少なく、高品質のモルタル製品を得ることができる。本発明の軽量中空粒子は嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下のものである。
【0022】
本発明の製造方法では、角部を有する管路を用い、該管路を通じて軽量中空粒子を空気圧送し、上記嵩密度の変化量の小さい軽量中空粒子を回収する。管路の角部は、進行方向に向かって80°〜135°の角度を有するものが好ましい(図3において進行方向Vに対する角度θ)。角部の角度θが80°より小さいと管路を流れる粒子が角部で停滞する割合が多くなるので好ましくない。また、上記角度θが135°より大きいと角部に衝突せずに通過するパーライトが多くなり、十分な効果が得られ難くなる。
【0023】
管路の角部の個数は1〜25箇所が良く、2〜20箇所程度が適当であり、4〜8箇所程度が好ましい。角部の個数が1箇所よりも2箇所以上のほうが十分な効果が得られる。角部が25箇所より多いと破損するパーライトが多くなり過ぎるので適当ではない。
【0024】
管路の大きさ(口径)は、一般的な粒径0.1〜1mmのパーライトについて、内径10mm〜30mmの管路が適当である。ただし、管路の口径は圧送する軽量中空粒子の量および空気圧に応じて選択すればよいので基本的な条件ではない。
【0025】
空気圧送の圧力(風速)は5〜100m/secが好ましい。5m/secを下回る空気圧では衝突エネルギーが小さく、十分な効果が得られ難くなる。一方、100m/secを超える空気圧では衝突エネルギーが過大になり、破損するパーライトが多くなり過ぎるので適当ではない。
【0026】
さらに、角部の数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じて軽量中空粒子を5〜100m/secの流速で空気圧送する際に、次式[1]の範囲内になるように角部の数(n)と角度(R)および空気圧(V)を選択して軽量中空粒子を空気圧送する。
100≦n×V×(90/R)2≦500 …[1]
【0027】
上記[1]の値が100未満になる角部の数(n)と角度(R)および空気圧(V)の組み合わせによって軽量中空粒子の空気圧送を行うと、嵩密度比(B/A)および嵩密度差(B−A)は小さくなるが、脆く壊れ易い粒子が十分に排除されない傾向があるので好ましくない。
【0028】
上記[1]の値が500を超える角部の数(n)と角度(R)および空気圧(V)の組み合わせによって軽量中空粒子の空気圧送を行うと、破壊される粒子の数が多過ぎるので適当ではない。
【0029】
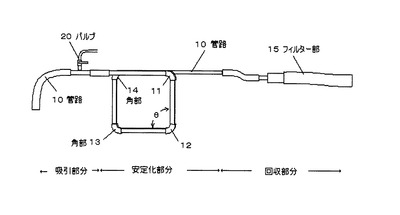
本発明の製造方法において用いる角部を有する管路の具体的な構成例を図4に示す。図示する製造装置は、軽量中空粒子が流れる管路10を有しており、その前方部分は軽量中空粒子を管路内に吸引する部分であり、バルブ20を通じて空気圧送手段(図示省略)が接続している。空気圧送はバルブ20を通じて安定化部分から回収部分方向(図4右側方向)へ空気が流れる仕組みになっており、圧縮空気を管路内に導入することによって軽量中空粒子を管路内に吸引して行われ、吸引された軽量中空粒子は圧縮空気によって管路全長を通じて管路内を流れる。
【0030】
管路10にはその内部を流れる軽量中空粒子が突き当たる角部11〜14が形成されている。図示する装置において、角部11〜14は略直角に屈曲している。この部分は嵩密度の安定化部分であり、軽量中空粒子は4箇所の角部を経由し、一回りして管路後部に導かれる間に、割れ易い粒子は角部を通過する際に衝突し、破壊されることによって、事後の嵩密度変化が予め抑制される。
【0031】
管路10の後部には空気を逃がして軽量中空粒子を捕集するフィルター部15が設けられている。管路の角部を経由してきた軽量中空粒子はフィルターに捕集されて回収される。なお、本発明の軽量中空粒子の製造装置については、角部を有する管路の材質は軽量中空粒子よりも高い硬度の金属が望ましいがこれに限定されるものではない。好適な一例としてSGP等の炭素鋼鋼管やステンレス鋼管を挙げることができる。また、塩ビ等の樹脂製配管を用いてもよい。軽量中空粒子の回収方法としては、バグフィルター等の集塵機を挙げることができる。
【実施例】
【0032】
本発明の実施例を比較例と共に示す。嵩密度および浮水率の測定方法を以下に示す。
〔嵩密度〕
一定容積S(cm3)の容重枡に試料を充填し、開口からはみ出た部分をすり切り、全体の重量G1を測定し、これから容器の重量G2を差し引いて粉末重量G3(g)を求め、上記容積Sに対する粉末重量G3〔G3/S〕g/cm3を嵩密度とした。
〔浮水率〕
浮水率は、約10gの試料を200mlメスシリンダーに入れて水を入れ、十分に攪拌した後に静置し、水の濁りがなくなるまで置き、浮いた試料Vaと沈んだ試料の容積Vbを測定しVa/(Va+Va)×100から浮水率を算出した。
【0033】
〔実施例1〕
表1に示すパーライトについて、図4に示す装置(管路全長5m、角部個数n=8、角部R=90°)を用い、輸送速度(V)30m/secでパーライトを空気圧送し、圧送前後の密度比を測定した。パーライトA1〜A3は産地の同じ真珠岩を原料としたものであり、パーライトB1〜B3、C1〜C3は産地の異なる真珠岩を原料にしたものである。
【0034】
【表1】

【0035】
空気圧送前後の嵩密度、嵩密度比(b/a)および嵩密度差(b-a)を表2に示した。表2に示すように、A1、B1、C1は何れも嵩密度比(b/a)が2倍以上であり、嵩密度差(b-a)が0.2g/cm3以上であって本発明の目標範囲を外れる。一方、A2とA3、B2、B3、C2とC3は嵩密度比(b/a)および嵩密度差(b-a)が本発明の範囲内である。
【0036】
空気圧送後のパーライトをモルタルに配合して軽量モルタルを製造し、設定したモルタル密度にするために混合したパーライトの量と比較して、パーライトを評価した。評価基準は設計値の配合量を100%とし、混合量が110%未満を最良(◎)、110%〜140%を良好(○)、140%以上を不合格(×)とした。この結果を表2に示す。
【0037】
表2に示すように、パーライトの密度比および嵩密度差とモルタル製品の品質には相関があり、圧送前後の嵩密度比(b/a)が2倍以下、あるいは圧送前後の嵩密度差(b-a)が0.2g/cm3以下の場合は、設計値との誤差が小さい配合量で済み、特に嵩密度比が1.8倍以下であれば、設計値に近い配合ですむ。一方、嵩密度比が2倍を超えると、または嵩密度差が0.2g/cm3を超えると、軽量中空粒子の混合量を設計値よりも大幅に増加させないと軽量化しない。
【0038】
【表2】
【0039】
〔実施例2〕
輸送管の条件〔角部の数(n)と角度(R)、空気圧(V)〕を変えて空気圧送し、圧送前後の嵩密度を測定して嵩密度比を求めた。パーライトは表1のB2、B3およびC1を使用した。装置条件と結果を表3に示す。
圧送による破壊状態の指標として、式[1]〔n×V×(90/R)2〕の値を算出した。B2、B3について、式[1]の値が500を超えると嵩密度比(b/a)が2以下の軽量中空粒子を得られない。また、式[1]の値が100より小さいと、嵩密度比(b/a)がC1と類似して正確な評価が困難になる。
【0040】
式[1]の値と輸送前後の嵩密度比の関係を図1、図2、図3に示す。図1はパーライトB2を用いた場合、図2はパーライトB3を用いた場合、図3はパーライトC1を用いた場合である。図1、図2に示すように、パーライトB2、B3については一次的な相関があり、破壊状態の指標である式[1]の値〔n×V×(90/R)2〕の値は圧送前後の嵩密度比に比例しており、従って、100≦n×V×(90/R)2≦500の範囲で判断することができる。
【0041】
一方、パーライトC1については、式[1]の値が概ね500までは、ほぼ直線で示されるが、それを超えると一次的な関係式の係数が大きく異なり、良好なパーライトの判別が困難となる。また、上記指標が100以下では差が著しく小さいため良否を判別し難い。なお、パーライトC1は実施例1の表1に示すように嵩密度比が2倍を超え、また嵩密度差が0.2g/cm3を上回り、モルタル製品に用いたときの評価は不合格である。
【0042】
【表3】
【符号の説明】
【0043】
10−管路、11〜14角部、15−フィルター部、20−バルブ、θ−角度
【技術分野】
【0001】
本発明は嵩密度変化の小さい軽量中空粒子の製造方法と装置に関する。より詳しくは、本発明は鉱物質原料を加熱発泡させてなるパーライトなどの軽量中空粒子について、嵩密度変化を抑制した軽量中空粒子の製造方法と装置に関する。
【背景技術】
【0002】
パーライトは内部が独立した気泡を有しており、軽量骨材として使用されている。パーライトは嵩密度が小さいことを利用として軽量化材として利用され、また、粒子内部に空隙を有することを利用して断熱材や保温材などに利用されている。パーライトなどの軽量化材は最終製品が目標密度になるのに適した嵩密度を有するものが使用され、その添加量が調整される。従って、パーライトの嵩密度は重要な品質管理要素である。
【0003】
一方、パーライトは内部空間を有する軽量の中空粒子で、フライアッシュバルーンやガラスバルーンと比べて殻の厚さが非常に薄く、殻の厚さは概ね外径の数十分の一以下であるため非常に潰れ易い構造である。また、天然原料から製造されるため、パーライト個々の粒子自体の強度のばらつきが大きい。そのため、製造後の輸送、保管、梱包、バラ車やトラックへの積み込みや輸送時に一部が破損し、そのため次第に嵩密度が高くなる。特に、製造工程から貯蔵工程にパーライトを輸送管で空気輸送する際、パーライトが壁面に衝撃し、破壊されて嵩密度の上昇を引き起こす。
【0004】
この空気輸送に対する耐久性はパーライト粒子の強度に依存するが、パーライトの強度を高めるために製造時の発泡率を下げると軽量性が失われ、一方、軽量性を高めるために発泡率を上げると粒子強度が低下すると云う問題がある。
【0005】
パーライトの強度を高める方法として、原料粉末を余熱した後に加熱発泡させる方法が知られている。具体的には、真珠岩を原料とするパーライトは、真珠岩に含まれる水分が発泡剤として作用し、加熱によって水分が気化し、融点以上の温度になると気化した水蒸気によって発泡する。このとき水分量が多すぎると発泡過多になり、殻の厚さが薄く強度が弱くなる。そこで、予め余熱して真珠岩中の水分量をコントロールした後に発泡温度に加熱することによって過剰な発泡を防止する方法が知られている(特許文献1、2)。
【0006】
また、原料粉末を予備加熱して含有水分量を調整した後に、この原料粉末を高融点微粉末に混合して発泡させた後に、生成した発泡体(パーライト)を高融点微粉末から分離する製造方法も知られている(特許文献3)。この製造方法は予備加熱した原料粉末を高融点微粉末に混合して発泡させることによって均一に発泡させ表面の凹凸が少ない球状のパーライトを製造する方法である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−277851号公報
【特許文献2】特開2007−320805号公報
【特許文献3】特許第3528390号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の上記製造方法によって製造しても、製造後の輸送工程や保管工程などにおけるパーライトの破損を全く避けることはできず、破損量が多いとパーライトの嵩密度が大幅に変化することになる。
【0009】
本発明は、このように製造された脆い粒子が含まれる軽量中空粒子から安定した品質の軽量中空粒子を得るため、パーライトなどの無機中空軽量粒子について、製造後の嵩密度変化を予め抑制したものであり、具体的には、空気圧送前後の嵩密度の変化量が基準量以下のものを選択することによって、嵩密度変化の小さい高品位の軽量中空粒子を製造する方法とその軽量中空粒子を提供する。
【課題を解決するための手段】
【0010】
〔1〕角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法。
〔2〕空気圧送前後の嵩密度の変化量が、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)、または嵩密度差(B−A)で表した空気圧送前後の軽量中空粒子の嵩密度の変化量を指標として軽量中空粒子を選択する上記[1]に記載する軽量中空粒子の製造方法。
〔3〕嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する上記[2]に記載する軽量中空粒子の製造方法。
〔4〕角部の個数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じて軽量中空粒子を5〜100m/secの流速で空気圧送する際に、次式[1]の範囲内になるように角部の個数(n)と角度(R)および空気圧(V)を選択して軽量中空粒子を空気圧送する上記[3]に記載する軽量中空粒子の製造方法。
100≦n×V×(90/R)2≦500 …[1]
〔5〕軽量中空粒子が突き当たる角部を有する管路を通じて軽量中空粒子を空気圧送したときの空気圧送前後の嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下である軽量中空粒子。
〔6〕鉱物質原料を加熱発泡させてなるパーライト、あるいは発泡剤が含有した無機粒子を加熱発泡させてなる無機中空粒子である上記[5]に記載する軽量中空粒子。
〔7〕軽量中空粒子が流れる管路と、軽量中空粒子を管路内に流す空気圧送手段とを有し、該管路にはその内部を流れる軽量中空粒子が突き当たる角部が形成されており、さらに該管路の後部には空気を逃がして軽量中空粒子を捕集するフィルター部が設けられていることを特徴とする密度変化の小さい軽量中空粒子の製造装置。
〔8〕角部の個数(n)が1〜25、角部の角度(R)が80°〜135°であり、5〜100m/secの空気圧(V)で軽量中空粒子を圧送する上記[7]に記載する軽量中空粒子の製造装置。
【発明の効果】
【0011】
本発明の製造方法は、角部を有する管路を通じて軽量中空粒子を空気圧送する際に、脆く壊れ易い軽量中空粒子が管路の角部に衝突して破壊されことによって軽量中空粒子全体の嵩密度が変化するので、この空気圧送前後の嵩密度の変化量を指標とし、この変化量の小さい軽量中空粒子を選択するので、製品の使用時に嵩密度変化が小さい高品質の軽量中空粒子を得ることができる。
【0012】
本発明の製造方法は、鉱物質原料を加熱発泡させてなるパーライトに限らず、発泡剤が含まれる無機粒子を加熱発泡してなる軽量中空粒子などにも適用することができる。
【図面の簡単な説明】
【0013】
【図1】パーライトB2について、破損状態の指標と嵩密度比の関係を示すグラフ
【図2】パーライトB3について、破損状態の指標と嵩密度比の関係を示すグラフ
【図3】パーライトC1について、破損状態の指標と嵩密度比の関係を示すグラフ
【図4】空気輸送装置の概略図
【発明を実施するための形態】
【0014】
以下、本発明を実施形態に基づいて具体的に説明する。
本発明は、角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法である。
【0015】
本発明の製造方法において、軽量中空粒子は鉱物質原料を加熱発泡させてなるパーライトや、発泡剤が含まれる無機粒子を加熱発泡してなる無機軽量中空粒子などである。以下、パーライトを代表例として説明する。
【0016】
パーライトは鉱物質原料を加熱発泡して製造される。具体的には、内部に水を有する真珠岩、松脂岩、黒曜石、シラスなどを原料としたもの。あるいはシリカガラス原料粉末にSiCなどの発泡剤を添加して造粒したものや、内部に未燃カーボンが含有しているフライアッシュなど、発泡剤が含まれる無機粒子を原料とし、ロータリーキルン、気流焼成炉、流動層焼成炉などの加熱炉で原料を加熱し、発泡して製造される。製造されたパーライトは嵩密度や浮水率、粒径などによって品質が評価され、用途に応じた品質を有するものが使用される。
【0017】
通常、製造したパーライトは製品サイロ等に保管されるが、サイロへの輸送は主に空気輸送によって行われている。空気輸送はパーライトを圧縮空気によって輸送管内を流すので、管内を流れるパーライトは空気圧を受ける。また、経路の途中には湾曲した部分があるので、管内を流れるパーライトはしばしば管壁に接触して摩擦される。さらにサイロへの積込み時や保管時、トラックやローリー車による運搬等によってパーライトに衝撃や圧力が加わる。このとき、強度の弱いパーライトが破損し、破片となった微粒子を含むと全体の嵩密度が高くなる。また、パーライトの殻の一部が破損すると、内部の独立気泡が外部に開放された気泡(連通気泡)になり、内部空間に水などが浸入するようになるので、浮水率が大幅に低下する。
【0018】
一般に、パーライトの破壊程度はその強度に依存する。パーライトの強度は一軸圧縮試験や静水圧試験によって測定することができるが、これらの測定方法によって強度が大きいと判断された場合でも、壊れやすい場合がある。例えば、パーライト粒子の質量が大きい場合には、衝突エネルギーが大きくなるので壊れやすくなる。
【0019】
そこで、本発明の製造方法は、角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択する。具体的には、例えば、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)、または嵩密度差(B−A)を嵩密度変化量の指標とし、これらが基準量以下の軽量中空粒子を回収する。この基準量は嵩密度比(B/A)が2倍、嵩密度差(B−A)が0.2g/cm3であり、嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する。
【0020】
嵩密度比(B/A)が2倍を超えるものは目的の製品基準に適合しなくなる場合が多いので、嵩密度比(B/A)の2倍を変化量の基準にすればよい。また、嵩密度が0.1g/cm3〜0.25g/cm3の範囲の軽量中空粒子において、嵩密度差(B−A)が0.2g/cm3を上回るものは、嵩密度比(B/A)が概ね2倍を上回るので、目的の製品基準に適合しないものが多くなる。
【0021】
上記嵩密度比(B/A)が2倍以下、または上記嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子は、これをモルタルなどに配合して使用する場合、使用時の破壊量が格段に少なく、高品質のモルタル製品を得ることができる。本発明の軽量中空粒子は嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下のものである。
【0022】
本発明の製造方法では、角部を有する管路を用い、該管路を通じて軽量中空粒子を空気圧送し、上記嵩密度の変化量の小さい軽量中空粒子を回収する。管路の角部は、進行方向に向かって80°〜135°の角度を有するものが好ましい(図3において進行方向Vに対する角度θ)。角部の角度θが80°より小さいと管路を流れる粒子が角部で停滞する割合が多くなるので好ましくない。また、上記角度θが135°より大きいと角部に衝突せずに通過するパーライトが多くなり、十分な効果が得られ難くなる。
【0023】
管路の角部の個数は1〜25箇所が良く、2〜20箇所程度が適当であり、4〜8箇所程度が好ましい。角部の個数が1箇所よりも2箇所以上のほうが十分な効果が得られる。角部が25箇所より多いと破損するパーライトが多くなり過ぎるので適当ではない。
【0024】
管路の大きさ(口径)は、一般的な粒径0.1〜1mmのパーライトについて、内径10mm〜30mmの管路が適当である。ただし、管路の口径は圧送する軽量中空粒子の量および空気圧に応じて選択すればよいので基本的な条件ではない。
【0025】
空気圧送の圧力(風速)は5〜100m/secが好ましい。5m/secを下回る空気圧では衝突エネルギーが小さく、十分な効果が得られ難くなる。一方、100m/secを超える空気圧では衝突エネルギーが過大になり、破損するパーライトが多くなり過ぎるので適当ではない。
【0026】
さらに、角部の数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じて軽量中空粒子を5〜100m/secの流速で空気圧送する際に、次式[1]の範囲内になるように角部の数(n)と角度(R)および空気圧(V)を選択して軽量中空粒子を空気圧送する。
100≦n×V×(90/R)2≦500 …[1]
【0027】
上記[1]の値が100未満になる角部の数(n)と角度(R)および空気圧(V)の組み合わせによって軽量中空粒子の空気圧送を行うと、嵩密度比(B/A)および嵩密度差(B−A)は小さくなるが、脆く壊れ易い粒子が十分に排除されない傾向があるので好ましくない。
【0028】
上記[1]の値が500を超える角部の数(n)と角度(R)および空気圧(V)の組み合わせによって軽量中空粒子の空気圧送を行うと、破壊される粒子の数が多過ぎるので適当ではない。
【0029】
本発明の製造方法において用いる角部を有する管路の具体的な構成例を図4に示す。図示する製造装置は、軽量中空粒子が流れる管路10を有しており、その前方部分は軽量中空粒子を管路内に吸引する部分であり、バルブ20を通じて空気圧送手段(図示省略)が接続している。空気圧送はバルブ20を通じて安定化部分から回収部分方向(図4右側方向)へ空気が流れる仕組みになっており、圧縮空気を管路内に導入することによって軽量中空粒子を管路内に吸引して行われ、吸引された軽量中空粒子は圧縮空気によって管路全長を通じて管路内を流れる。
【0030】
管路10にはその内部を流れる軽量中空粒子が突き当たる角部11〜14が形成されている。図示する装置において、角部11〜14は略直角に屈曲している。この部分は嵩密度の安定化部分であり、軽量中空粒子は4箇所の角部を経由し、一回りして管路後部に導かれる間に、割れ易い粒子は角部を通過する際に衝突し、破壊されることによって、事後の嵩密度変化が予め抑制される。
【0031】
管路10の後部には空気を逃がして軽量中空粒子を捕集するフィルター部15が設けられている。管路の角部を経由してきた軽量中空粒子はフィルターに捕集されて回収される。なお、本発明の軽量中空粒子の製造装置については、角部を有する管路の材質は軽量中空粒子よりも高い硬度の金属が望ましいがこれに限定されるものではない。好適な一例としてSGP等の炭素鋼鋼管やステンレス鋼管を挙げることができる。また、塩ビ等の樹脂製配管を用いてもよい。軽量中空粒子の回収方法としては、バグフィルター等の集塵機を挙げることができる。
【実施例】
【0032】
本発明の実施例を比較例と共に示す。嵩密度および浮水率の測定方法を以下に示す。
〔嵩密度〕
一定容積S(cm3)の容重枡に試料を充填し、開口からはみ出た部分をすり切り、全体の重量G1を測定し、これから容器の重量G2を差し引いて粉末重量G3(g)を求め、上記容積Sに対する粉末重量G3〔G3/S〕g/cm3を嵩密度とした。
〔浮水率〕
浮水率は、約10gの試料を200mlメスシリンダーに入れて水を入れ、十分に攪拌した後に静置し、水の濁りがなくなるまで置き、浮いた試料Vaと沈んだ試料の容積Vbを測定しVa/(Va+Va)×100から浮水率を算出した。
【0033】
〔実施例1〕
表1に示すパーライトについて、図4に示す装置(管路全長5m、角部個数n=8、角部R=90°)を用い、輸送速度(V)30m/secでパーライトを空気圧送し、圧送前後の密度比を測定した。パーライトA1〜A3は産地の同じ真珠岩を原料としたものであり、パーライトB1〜B3、C1〜C3は産地の異なる真珠岩を原料にしたものである。
【0034】
【表1】
【0035】
空気圧送前後の嵩密度、嵩密度比(b/a)および嵩密度差(b-a)を表2に示した。表2に示すように、A1、B1、C1は何れも嵩密度比(b/a)が2倍以上であり、嵩密度差(b-a)が0.2g/cm3以上であって本発明の目標範囲を外れる。一方、A2とA3、B2、B3、C2とC3は嵩密度比(b/a)および嵩密度差(b-a)が本発明の範囲内である。
【0036】
空気圧送後のパーライトをモルタルに配合して軽量モルタルを製造し、設定したモルタル密度にするために混合したパーライトの量と比較して、パーライトを評価した。評価基準は設計値の配合量を100%とし、混合量が110%未満を最良(◎)、110%〜140%を良好(○)、140%以上を不合格(×)とした。この結果を表2に示す。
【0037】
表2に示すように、パーライトの密度比および嵩密度差とモルタル製品の品質には相関があり、圧送前後の嵩密度比(b/a)が2倍以下、あるいは圧送前後の嵩密度差(b-a)が0.2g/cm3以下の場合は、設計値との誤差が小さい配合量で済み、特に嵩密度比が1.8倍以下であれば、設計値に近い配合ですむ。一方、嵩密度比が2倍を超えると、または嵩密度差が0.2g/cm3を超えると、軽量中空粒子の混合量を設計値よりも大幅に増加させないと軽量化しない。
【0038】
【表2】
【0039】
〔実施例2〕
輸送管の条件〔角部の数(n)と角度(R)、空気圧(V)〕を変えて空気圧送し、圧送前後の嵩密度を測定して嵩密度比を求めた。パーライトは表1のB2、B3およびC1を使用した。装置条件と結果を表3に示す。
圧送による破壊状態の指標として、式[1]〔n×V×(90/R)2〕の値を算出した。B2、B3について、式[1]の値が500を超えると嵩密度比(b/a)が2以下の軽量中空粒子を得られない。また、式[1]の値が100より小さいと、嵩密度比(b/a)がC1と類似して正確な評価が困難になる。
【0040】
式[1]の値と輸送前後の嵩密度比の関係を図1、図2、図3に示す。図1はパーライトB2を用いた場合、図2はパーライトB3を用いた場合、図3はパーライトC1を用いた場合である。図1、図2に示すように、パーライトB2、B3については一次的な相関があり、破壊状態の指標である式[1]の値〔n×V×(90/R)2〕の値は圧送前後の嵩密度比に比例しており、従って、100≦n×V×(90/R)2≦500の範囲で判断することができる。
【0041】
一方、パーライトC1については、式[1]の値が概ね500までは、ほぼ直線で示されるが、それを超えると一次的な関係式の係数が大きく異なり、良好なパーライトの判別が困難となる。また、上記指標が100以下では差が著しく小さいため良否を判別し難い。なお、パーライトC1は実施例1の表1に示すように嵩密度比が2倍を超え、また嵩密度差が0.2g/cm3を上回り、モルタル製品に用いたときの評価は不合格である。
【0042】
【表3】
【符号の説明】
【0043】
10−管路、11〜14角部、15−フィルター部、20−バルブ、θ−角度
【特許請求の範囲】
【請求項1】
角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法。
【請求項2】
空気圧送前後の嵩密度の変化量が、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)、または嵩密度差(B−A)で表した空気圧送前後の軽量中空粒子の嵩密度の変化量を指標として軽量中空粒子を選択する上記[1]に記載する軽量中空粒子の製造方法。
【請求項3】
嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する上記[2]に記載する軽量中空粒子の製造方法。
【請求項4】
角部の個数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じて軽量中空粒子を5〜100m/secの流速で空気圧送する際に、次式[1]の範囲内になるように角部の個数(n)と角度(R)および空気圧(V)を選択して軽量中空粒子を空気圧送する上記[3]に記載する軽量中空粒子の製造方法。
100≦n×V×(90/R)2≦500 …[1]
【請求項5】
軽量中空粒子が突き当たる角部を有する管路を通じて軽量中空粒子を空気圧送したときの空気圧送前後の嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下である軽量中空粒子。
【請求項6】
鉱物質原料を加熱発泡させてなるパーライト、あるいは発泡剤が含有した無機粒子を加熱発泡させてなる無機中空粒子である上記[5]に記載する軽量中空粒子。
【請求項7】
軽量中空粒子が流れる管路と、軽量中空粒子を管路内に流す空気圧送手段とを有し、該管路にはその内部を流れる軽量中空粒子が突き当たる角部が形成されており、さらに該管路の後部には空気を逃がして軽量中空粒子を捕集するフィルター部が設けられていることを特徴とする密度変化の小さい軽量中空粒子の製造装置。
【請求項8】
角部の個数(n)が1〜25、角部の角度(R)が80°〜135°であり、5〜100m/secの空気圧(V)で軽量中空粒子を圧送する上記[7]に記載する軽量中空粒子の製造装置。
【請求項1】
角部を有する管路を通じて軽量中空粒子を空気圧送し、軽量中空粒子の一部が管路の上記角部に衝突して破壊されることによる空気圧送前後の嵩密度の変化量を指標として軽量中空粒子を選択することを特徴とする軽量中空粒子の製造方法。
【請求項2】
空気圧送前後の嵩密度の変化量が、空気圧送前の嵩密度Aに対する空気圧送後の嵩密度Bの嵩密度比(B/A)、または嵩密度差(B−A)で表した空気圧送前後の軽量中空粒子の嵩密度の変化量を指標として軽量中空粒子を選択する上記[1]に記載する軽量中空粒子の製造方法。
【請求項3】
嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下の軽量中空粒子を回収する上記[2]に記載する軽量中空粒子の製造方法。
【請求項4】
角部の個数(n)が1〜25、角部の角度(R)が80°〜135°の管路を通じて軽量中空粒子を5〜100m/secの流速で空気圧送する際に、次式[1]の範囲内になるように角部の個数(n)と角度(R)および空気圧(V)を選択して軽量中空粒子を空気圧送する上記[3]に記載する軽量中空粒子の製造方法。
100≦n×V×(90/R)2≦500 …[1]
【請求項5】
軽量中空粒子が突き当たる角部を有する管路を通じて軽量中空粒子を空気圧送したときの空気圧送前後の嵩密度比(B/A)が2倍以下、または嵩密度差(B−A)が0.2g/cm3以下である軽量中空粒子。
【請求項6】
鉱物質原料を加熱発泡させてなるパーライト、あるいは発泡剤が含有した無機粒子を加熱発泡させてなる無機中空粒子である上記[5]に記載する軽量中空粒子。
【請求項7】
軽量中空粒子が流れる管路と、軽量中空粒子を管路内に流す空気圧送手段とを有し、該管路にはその内部を流れる軽量中空粒子が突き当たる角部が形成されており、さらに該管路の後部には空気を逃がして軽量中空粒子を捕集するフィルター部が設けられていることを特徴とする密度変化の小さい軽量中空粒子の製造装置。
【請求項8】
角部の個数(n)が1〜25、角部の角度(R)が80°〜135°であり、5〜100m/secの空気圧(V)で軽量中空粒子を圧送する上記[7]に記載する軽量中空粒子の製造装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−12293(P2012−12293A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2011−121336(P2011−121336)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(501173461)太平洋マテリアル株式会社 (307)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(501173461)太平洋マテリアル株式会社 (307)
【Fターム(参考)】
[ Back to top ]