
嵩高性不織布
【課題】比較的安価であり嵩高でクッション性に優れ、風合いが良好で、かつ後加工時の賦形性に優れる嵩高性不織布を提供する。
【解決手段】螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布。
【解決手段】螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、嵩高性不織布、嵩高性不織布を用いた製品、嵩高性不織布の製造方法に関する。
【背景技術】
【0002】
一般的なスパンボンド不織布やサーマルボンド不織布は安価であり、使い勝手の良い汎用不織布として多く利用されているが、製法上厚み方向に繊維が配列していないため、嵩高性、クッション性、肌触りに劣っている。本発明の嵩高性不織布は、これら問題を解決するために、繊維の収縮差を利用している。本発明の嵩高性不織布のように繊維の収縮差を利用した不織布の公知例には、以下の特許文献が知られている。
【0003】
特許文献1には、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブを部分的に加熱加圧接合した後に熱収縮させ規則的な凸部を形成させた不織布が開示されている。
【0004】
特許文献2には、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブを部分的にニードルパンチ絡合または高圧水流絡合した後に熱収縮させ畝状の凸部を多数形成させた不織布が開示されている。
【0005】
特許文献3には、実質的に非収縮性繊維層と収縮性繊維層を部分的に加熱加圧接合した後に熱収縮させ、加熱加圧接合していない部分が突出して多数の凸部を形成させた不織布が開示されている。
【0006】
特許文献4には、非収縮性繊維層と収縮性繊維層を部分的に加熱加圧接合した後に熱収縮させ、加熱加圧接合していない部分が多数の凸部を形成させた不織布が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−3755号公報
【特許文献2】特開平10−114004号公報
【特許文献3】特開2004−202890号公報
【特許文献4】特開2006−45724号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、これらの従来技術には以下のような不都合な点がある。例えば、特許文献1に記載されている不織布は、収縮性レギュラー繊維ウェブを用いているために収縮後の収縮性レギュラー繊維に螺旋捲縮が発現せずに機械捲縮が伸びきり、収縮性レギュラー繊維ウェブ層の嵩高性が極端に低下し、柔軟性が低下するという問題がある。また、熱収縮工程の前に加熱加圧処理工程を必ず必要とするため、設備コストおよびエネルギーコストが比較的高いという問題がある。
【0009】
特許文献2に記載されている不織布は、前工程にニードルパンチ絡合または高圧水流絡合を必要としており、ニードルパンチ絡合は生産速度が低く、高圧水流絡合はエネルギーコストが高く、安価に製造できないという問題があった。
【0010】
特許文献3に記載されている不織布は、特許文献1に記載の不織布に類似しているが、熱収縮工程の前に加熱加圧処理工程を必ず必要とするため、特許文献1に記載の不織布と同様に設備コストおよびエネルギーコストが比較的高いという問題がある。
【0011】
特許文献4に記載されている不織布も、特許文献1や特許文献3と同様に熱収縮工程の前に加熱加圧処理工程を必ず必要とするため、特許文献1や特許文献3に記載の不織布と同様に設備コストおよびエネルギーコストが比較的高いという問題があった。
【0012】
また、特許文献1,3,4に記載されているウェブを加熱加圧接着させる工程は、その工程での収縮を抑えるため、比較的低い温度で、比較的短い時間の加熱加圧接着である必要がある。その上、後工程での収縮作用を容易にするために比較的加熱加圧接着領域間の距離を広くする必要があるため彫刻ロールやフラットロールに巻つきやすく生産性が低下するという欠点を持っている。
【0013】
したがって、本発明の目的は、これら従来技術の問題を改善し、比較的安価に製造することができ、嵩高でクッション性に優れ、風合いが良好で、かつ後加工時の賦形性に優れた不織布を提供することにある。
【課題を解決するための手段】
【0014】
本発明の嵩高性不織布は、螺旋捲縮を発現可能な潜在捲縮性繊維を含むウェブ層を下層とし、非収縮ウェブ層を上層に積層して加熱することで、下層の収縮と不織布化を同時に実施することで得られる。この収縮と不織布化が実施されたあとの下層が繊維層Aとなり、上層が繊維層Bとなる。
【0015】
このようにして得られる本発明の嵩高性繊維は、螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布であり、前記目的を達成することができる。
【0016】
本発明の構成は、次のようなものである。
(1)螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布。
(2)繊維層Aに含まれる螺旋捲縮繊維が潜在捲縮性繊維に螺旋捲縮を発現させて得られた繊維であって、該繊維の螺旋捲縮発現時に、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維が両繊維層の界面において交絡して一体化している、(1)記載の嵩高性不織布。
(3)繊維層Aに含まれる潜在捲縮性繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間が結合していることを特徴とする、(1)または(2)記載の嵩高性不織布。
(4)繊維層Bが、賦形模様が刻印された金型で圧接されている、(1)〜(3)のいずれか1項記載の嵩高性不織布。
(5)繊維層Bが加熱エンボスロールで圧接されて加圧融着されている、(1)〜(3)のいずれか1項記載の嵩高性不織布。
(6)加圧融着された1つの融着区域の面積が0.1mm2以上4.0mm2以下、該融着区域と隣り合う融着区域との最短距離が2.0mm以上であって、不織布全体の面積に対する融着区域の面積率が2%以上25%以下であることを特徴とする(5)記載の嵩高性不織布。
(7)繊維層Aに含まれる螺旋捲縮繊維が、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型および/または偏心鞘芯型の断面を有する複合繊維である(1)〜(5)のいずれか1項記載の嵩高性不織布。
(8)前記ランダム共重合体とポリプロピレンとの複合比が、重量基準で、30:70〜70:30の範囲である(7)記載の嵩高性不織布。
(9)繊維層Bが、鞘芯型、偏心鞘芯型および並列型から選ばれる少なくとも1つの断面構造を有する2成分からなる熱融着性複合繊維を含む層である(1)〜(8)のいずれか1項記載の嵩高性不織布。
(10)前記2成分の複合比が、重量基準で、30:70〜70:30の範囲である(9)記載の嵩高性不織布。
(11)繊維層Aを構成する繊維の繊度が1.5dtex以上17.6dtex以下、実繊維長が30mm以上128mm以下の範囲である(1)〜(10)のいずれか1項記載
の嵩高性不織布。
(12)繊維層Bを構成する繊維の繊度が1.5dtex以上6.7dtex以下、実繊維長が30mm以上102mm以下の範囲である(1)〜(11)のいずれか1項記載の
嵩高性不織布。
(13)(1)〜(12)のいずれか1項記載の嵩高性不織布を用いる製品。
(14)潜在捲縮性繊維を含む繊維層Aの少なくとも片面に、繊維層Aが螺旋捲縮する温度では、繊維層Aより弱く螺旋捲縮するか螺旋捲縮しない繊維層Bを積層して熱処理することにより、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて交絡部を形成し、各交絡部の間に繊維層Bを繊維層B側に隆起させた構造を形成させる嵩高性不織布の製造方法。
(15)繊維層Aに含まれる潜在捲縮性繊維が潜在捲縮性複合繊維であって、熱処理により該繊維の螺旋捲縮を発現させて、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて一体化させる、(14)記載の製造方法。
(16)繊維層Aに含まれる潜在捲縮性複合繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間を結合させる、(15)記載の製造方法。
【発明の効果】
【0017】
本発明の嵩高性不織布は、繊維層Aと繊維層Bとの交絡部間で、繊維層Bが繊維層B側に隆起した構造を有するため、嵩高性に優れ、厚み方向のクッション性に優れる。また、繊維層Bよりも繊維層Aの密度が高く、繊維層B側の面からの肌触りに優れる。
【0018】
また、本発明の嵩高性不織布は繊維層Bが従来のカード不織布に比べて厚み方向に繊維が配列しているため、金型による圧接賦形や加熱加圧賦形した場合であっても、圧密されない部分の嵩低下が小さく、より意匠性に優れる。
【0019】
さらに、本発明の嵩高性不織布は、2台のカード機を用いて加熱することで不織布とすることができ、一般的な不織布製造設備で、比較的安価に製造することができるという利点を有する。
【図面の簡単な説明】
【0020】
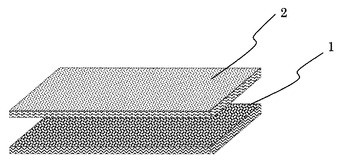
【図1】積層前および熱処理前における、繊維層Aおよび繊維層Bの模式図である。
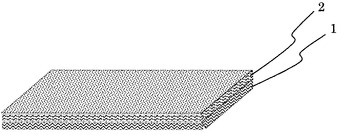
【図2】積層後および熱処理前における、繊維層Aおよび繊維層Bの模式図である。
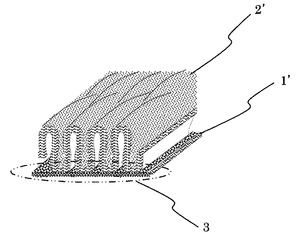
【図3】積層後および熱処理後における、繊維層Aおよび繊維層Bの模式図の一例である。
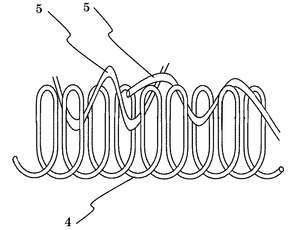
【図4】繊維層Aの螺旋捲縮繊維に、繊維層Bの繊維が絡み、交絡している状態の模式図の一例である。
【発明を実施するための形態】
【0021】
図1は、本発明の嵩高性不織布を構成する繊維層Aおよび繊維層Bを積層熱処理する前の各層の模式図である。図2は、本発明の嵩高性不織布を構成する繊維層Aおよび繊維層Bの積層体の熱処理前の模式図である。図1および図2において、1は熱処理前の繊維層A、2は熱処理前の繊維層Bである。
【0022】
図3は、繊維層Aおよび繊維層Bの積層体の熱処理後の模式図の一例である。図3において、1’は熱処理後の繊維層A、2’は熱処理後の繊維層B、3は積層熱処理後の繊維層Aと繊維層Bの接面部略MD断面である。図4は繊維層Aの螺旋捲縮繊維と「繊維層B」の繊維とのからみ状態を示す模式図の一例である。図4において、4は繊維層Aの顕在化した螺旋捲縮繊維、5は繊維層Bの繊維である。尚、MDとは、繊維層や不織布等が製造されて、その製造工程を流れていく(製造工程を走行していく)方向、所謂、繊維層や不織布等の長さ方向をいい、「Machin Direction」の略語である。一方、CDとは、上記MDと直角する方向、所謂、繊維層や不織布等の幅方向をいい、「Cross Direction」の略語である。
【0023】
[繊維層A]
繊維層Aに含まれる「螺旋捲縮繊維」とは、螺旋状に捲縮した繊維をいう。「螺旋状に捲縮」とは、捲縮の山部が螺旋状に湾曲した状態を示す。繊維層Aを構成する繊維は、螺旋捲縮繊維を必ず含み、繊維層Aとなる前の繊維層Aに相当するウェブの収縮率が50%以上であれば、螺旋捲縮繊維の含有率に制限はない。また、螺旋捲縮繊維以外の繊維としてはジグザク捲縮繊維、U字捲縮繊維が含まれていても良い。
【0024】
繊維層Aに含まれる螺旋捲縮繊維は、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型および/または偏心鞘芯型の断面を有する複合繊維であることが好ましい。当該複合繊維の潜在捲縮性によって、繊維層Aが嵩高性不織布となる前のウェブに収縮性を持たせるためである。
【0025】
前記ランダム共重合体とポリプロピレンとの複合比は、重量基準で、30:70〜70:30の範囲であることが好ましく、35:65〜65:35であることがより好ましい。ランダム共重合体のポリプロピレンに対する比率を、重量基準で30%以上にすることで、繊維層Aが嵩高性不織布となる前のウェブが収縮性を発揮することができる。また、ランダム共重合体のポリプロピレンに対する比率を、重量基準で70%以下とすることで、融着成分の増加に伴い嵩高性不織布が固くなるのを防ぐことができる。
【0026】
繊維層Aを構成する螺旋捲縮繊維は、潜在捲縮性繊維に螺旋捲縮を発現させて得られる繊維を含むことが好ましい。潜在捲縮性繊維としては、潜在捲縮性複合繊維が好ましく、潜在捲縮性熱融着性複合繊維がより好ましい。ただし、繊維層Aに含まれる螺旋捲縮繊維すべてが潜在捲縮性複合繊維に螺旋捲縮を発現させた繊維でなくともよい。
【0027】
ここで、「潜在捲縮性複合繊維」とは、加熱によって螺旋捲縮を発現する複合繊維のことであり、2成分以上からなる最高融点の樹脂以外の樹脂が繊維表面の少なくとも一部に露出していてもいなくてもよい繊維のことをいう。
【0028】
また、「潜在捲縮性熱融着性複合繊維」とは、加熱によって螺旋捲縮を発現する複合繊維のことであり、2成分以上からなる最高融点の樹脂以外の樹脂が繊維表面の少なくとも一部に露出している繊維のことをいう。
【0029】
一般的に潜在捲縮性熱融着性複合繊維は、熱エネルギーを螺旋捲縮の発現に利用するため、それほど優れた熱融着性を持たないが、融点以上でかつ比較的長時間の熱処理を施すことで熱融着性を示す。
【0030】
潜在捲縮性複合繊維および潜在捲縮性熱融着性複合繊維は、2成分から構成されることが経済上の理由から好ましい。
【0031】
潜在捲縮性複合繊維としては、例えば、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる偏心鞘芯型の断面を有する複合繊維、直鎖状低密度ポリエチレンとポリプロピレンとからなる偏心鞘芯型の断面を有する複合繊維、ポリエステル系コポリマーとポリエチレンテレフタレートとからなる偏心鞘芯型の断面を有する複合繊維、並びにポリ乳酸とポリエチレンテレフタレートとからなる偏心鞘芯型の断面を有する複合繊維などが挙げられる。
【0032】
潜在捲縮性熱融着性複合繊維としては、例えば、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維、直鎖状低密度ポリエチレンとポリプロピレンとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維、ポリエステル系コポリマーとポリエチレンテレフタレートとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維、並びにポリ乳酸とポリエチレンテレフタレートとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維などが挙げられる。
【0033】
繊維層Aに含まれる潜在捲縮性複合繊維および/または潜在捲縮性熱融着性複合繊維が螺旋捲縮を発現した繊維以外の潜在捲縮性を有しない繊維としては、例えば、各種レーヨン、各種コットン、各種麻、ケナフ繊維、各種吸水性繊維、各種ポリエチレン繊維や各種ポリプロピレン繊維、各種ポリエステル繊維、各種ナイロン繊維および各種複合繊維が挙げられる。
【0034】
前記各種複合繊維の断面は、潜在捲縮性複合繊維でない場合は、並列型、偏心鞘芯型および鞘芯型のうちいずれであっても良く、またこれらの混合物が用いられても構わない。また、これら複合繊維の捲縮は、ジグザグ型、螺旋型およびU字型のうちいずれであっても良く、またこれらを混合して用いても構わない。
【0035】
繊維層Aを構成する繊維の繊度は1.5dtex以上17.6dtex以下であることが好ましく、1.7dtex以上16dtex以下がより好ましい。繊維層Aを構成する繊維の繊度を1.5dtex以上とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質が低下するのを防ぐことができる。また、繊維層Aを構成する繊維の繊度を17.6dtex以下とすることにより、肌触りが低下するのを防ぐことができる。
【0036】
繊維の繊度は、例えば、電子顕微鏡や光学顕微鏡で繊維直径を測定した後に密度勾配管や密度測定用の天秤を用いて繊維の密度を測定し、[直径(μm)]2÷4×π×[密度(g/cm3)]÷100=[繊度(dtex)]で算出することができる。また、JIS L 0104を用いて、10000×[L(m)の時の繊維の重量]÷L(m)=[繊度(dtex)]で算出することもでき、従来公知の方法により測定することができる。
【0037】
また、繊維層Aを構成する繊維の実繊維長は30mm以上128mm以下であることが好ましく、35mm以上102mm以下がより好ましい。繊維層Aを構成する繊維の実繊維長を30mm以上とすることにより、嵩高性不織布製造時にウェブが崩れやすくなるのを防ぐことができる。また、繊維層Aを構成する繊維の実繊維長を128mm以下とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質を低下するのを防ぐことができる。
【0038】
「繊維の実繊維長」とは、捲縮を有した繊維の実際の長さであり、繊維に応力を掛けずに捲縮を伸ばした時の長さに相当する。繊維の実繊維長は、市販されている装置(例えば、キーエンス製デジタルマイクロスコープなどの画像解析機能を持った顕微鏡)を用いて、繊維一本の末端から末端までを繊維に沿って計測することで測定することができる。
【0039】
繊維層Aの目付は、12〜60g/m2であることが好ましく、15〜50g/m2であることがより好ましい。当該範囲とすることにより、嵩高不織布を比較的安価にすることができ、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、紙おむつおよび生理用ナプキンの表面材などの衛生材料用途への利用に好適となる。
【0040】
[繊維層B]
繊維層Bを構成する繊維としては、例えば、各種レーヨン、各種コットン、各種麻、ケナフ繊維、各種吸水性繊維、各種ポリエチレン繊維や各種ポリプロピレン繊維、各種ポリエステル繊維、各種ナイロン繊維および各種複合繊維が挙げられる。
【0041】
前記複合繊維の断面は、繊維層Aほどの潜在捲縮性を有しなければ、並列型、偏心鞘芯型および鞘芯型のうちいずれであっても良く、またこれらの混合物が用いられても構わない。また、前記複合繊維の捲縮は、ジグザグ型や螺旋型、U字型のうちいずれであっても良く、またこれらを混合して用いても構わない。
【0042】
繊維層Bからの繊維の脱落を防止するため、繊維層Bに熱融着性複合繊維が含まれることが好ましいが、低融点の単成分繊維の混綿であっても構わない。繊維層Bへの熱融着性複合繊維あるいは低融点の単成分繊維の混綿率は、用途によって繊維の脱落に関わる要求が異なるが、重量比で30%以上100%以下であることが好ましい。
【0043】
繊維層Bとなる前の繊維層Bに相当する層の形態としては、各種ウェブや各種不織布を用いることができる。
【0044】
前記ウェブとしては、例えば、カード法、エアレイド法、抄紙法およびスパンボンド法による不織布化前のフリースなどが挙げられる。
【0045】
前記不織布としては、例えば、ポイントボンド不織布、エアースルー不織布、スパンレース不織布、スパンボンド不織布およびメルトブローン不織布などが挙げられる。
【0046】
前記不織布を繊維層Bに用いることにより、繊維層Bの露出面にも繊維層Bが部分的に隆起した構造が発現する。また、このような不織布を繊維層Bに用いた場合に、比較的緻密な隆起構造を形成させるには、これら不織布に柔軟性が要求され、繊維層Aと繊維層Bの投錨効果が高まることでも効果があがる。このため、比較的緻密な隆起構造を形成させるために、繊維層Bに用いる不織布の繊維層A側を予め毛羽立たせておくことが好ましい。
【0047】
繊維層Bを構成する繊維の繊度は、1.5dtex以上6.7dtex以下であることが好ましく、1.7dtex以上6.0dtex以下がより好ましい。繊維層Bを構成する繊維の繊度を1.5dtex以上とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質が低下するのを防ぐことができる。また、繊維層Bを構成する繊維の繊度を6.7dtex以下とすることにより、肌触りが低下するのを防ぐことができる。
【0048】
繊維層Bを構成する繊維の実繊維長は、30mm以上102mm以下であることが好ましく、35mm以上102mm以下がより好ましい。繊維層Bを構成する繊維の実繊維長を30mm以上とすることにより、嵩高性不織布製造時にウェブが崩れやすくなるのを防ぐことができる。また、繊維層Bを構成する繊維の実繊維長を102mm以下とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質を低下するのを防ぐことができる。
【0049】
繊維層Bの目付は、12〜60g/m2であることが好ましく、15〜50g/m2であることがより好ましい。当該範囲とすることにより、嵩高不織布を比較的安価にすることができ、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、並びに紙おむつおよび生理用ナプキンの表面材などの衛生材料用途への利用に好適となる。
【0050】
図4に示すように、本発明の嵩高性不織布は、繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化している。「両層の厚み方向において界面で部分的に交絡」とは、繊維層Aと繊維層Bが接している界面で部分的に交絡し、熱圧着や圧密されていないことを指している。ここで、「交絡」とは、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維とが互いに絡みあった状態をいう。繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維は界面でのみ交絡している。
【0051】
繊維層Aおよび繊維層Bの交絡は、両層間の接面でなされている。繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部は、少なくとも繊維層Aに含まれる潜在捲縮性熱融着性複合繊維の熱融着によって、その交絡点間が結合されていることが好ましい。
【0052】
繊維層Aと繊維層Bとの積層一体化は、繊維層Aおよび繊維層Bに使用される繊維種によって異なるが、層間の投錨効果または層間の一部または大部分の接触点(または接触面)において熱融着によって結合されていても構わない。層間剥離を防止する観点から、層間の投錨効果によって結合されており、かつ層間の一部または大部分の接触点(または接触面)において熱融着によって結合されていることが好ましい。
【0053】
本発明の嵩高性不織布における繊維層Aと繊維層Bとの積層一体化の構造は、特許文献1に記載の、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブをエンボスロール(規則的な彫刻パターンを持っている)によって部分的に加熱加圧接合したような、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブが一体化されて接合している構造とは異なっている。
【0054】
本発明の嵩高性不織布は、各交絡部の間において繊維層Bが繊維層B側に不規則に隆起した構造を呈している。また、或る場合には、隆起部が不織布のMD方向に折り畳まれた不規則なヒダ状の構造を呈している。ここで、「ヒダ状構造」とは、図3の模式図に示すように、繊維密度の高い部分がMDにヒダ状に折り畳まれたような構造をいう。ヒダ状構造は、繊維層Aと繊維層Bの界面の繊維層B側に形成されるが、繊維層Bの目付が充分に小さい場合には、繊維層Bの表面にもその形状を現すことがある。図3では、作図を簡便にするため規則的なヒダ状の構造として描画されているが、実際には不規則なヒダ状の構造を呈している。
【0055】
ここで、「不規則に隆起した構造を呈する」、「不規則なヒダ状の構造を呈する」とは、特許文献1に記載の、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブをエンボスロール(規則的な彫刻パターンを持っている)によって部分的に加熱加圧接合した後に熱収縮させてできる凸部のような規則性を持たないことをいう。また、少なくとも、隆起部と隆起部、ヒダとヒダの間隔において不規則な繰り返しパターンを有する構造を有することを意味しており、隣り合う隆起部と隆起部、ヒダとヒダのMDやCDの間隔や、隆起部やヒダひとつひとつのMDの大きさやCDの大きさが多様であることをいう。
【0056】
繊維層Bのヒダ状構造におけるヒダの個数は、50mmあたり8個以上であることが好ましい。ヒダ構造は、繊維層Aと繊維層Bを剥離させないと観察は難しい。繊維層Aと繊維層Bを剥離させる場合には、手で剥離しても良いが層間の交絡や接着が強い場合には手で引き剥がしながらカッターなどの刃物を用いて繊維を切断しながら剥離しても良い。ヒダの個数はこの剥離した繊維層Bの繊維層A側の界面に金尺を押し当てて、MD50mmの間のヒダ状構造の頂点を数えることで測定が可能である。
【0057】
繊維層Bとなる前のウェブを構成する繊維がMD方向に配列し、該ウェブのMD方向の変形に対して比較的剛直な場合には、前記ヒダ状構造が明瞭に観察できる。逆に、繊維層Bとなる前のウェブを構成する繊維がMD方向への配列が少なく、該ウェブのMD方向の変形に対して比較的柔軟な場合には、前記ヒダ状構造が不明瞭となる。ヒダ状構造が不明瞭となるのは、隆起が方向性を持たずにランダムに発現するためである。
【0058】
前記隆起状構造によって繊維層Bは、カード法による不織布と異なり、不織布の厚み方向に繊維が配列しており、嵩高性およびクッション性に優れ、風合いが良好で、後加工時で賦形した場合であっても該性能を保持することができるという特徴を持っている。
【0059】
[比容積]
本発明の嵩高性不織布の比容積は、30cm3/g以上であり、34cm3/g以上であることが好ましい。比容積を30cm3/g以上とすることにより、嵩高性およびクッション性に優れ、風合いが良好となる。一方、比容積が30cm3/gより小さいと、嵩高性およびクッション性が低下し、風合いが低下する。
【0060】
本発明の嵩高性不織布の比容積は、後述するように、繊維層Aに用いるウェブの収縮率および繊維層Bに用いるウェブの収縮率を特定範囲とし、加熱条件を調整することで調整することができる。
【0061】
[目付]
本発明の嵩高性不織布の目付は、24〜120g/m2であることが好ましく、30〜100g/m2であることがより好ましい。当該範囲とすることにより、嵩高不織布を比較的安価にすることができ、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、並びに紙おむつおよび生理用ナプキンの表面材などの衛生材料用途への利用に好適となる。
【0062】
本発明の嵩高性不織布は例えば以下のように製造できる。カード法によって得られる潜在螺旋捲縮性繊維を含む収縮ウェブを下層とし、カード法によって得られる非収縮ウェブを上層として積層し、積層体とする。該積層体を加熱することで、下層の収縮と不織布化が同時に実施されて嵩高性不織布が製造される。
【0063】
このようにして得られる嵩高性不織布の下層が繊維層Aであり、上層が繊維層Bとなる。繊維層Aを下層とし、繊維層Bを上層とすることで、嵩高性不織布の製造時に繊維層B全体が繊維層Aの収縮に追従することができ、十分な嵩高性を持つ不織布を得ることができる。
【0064】
本明細書において「収縮ウェブ」とは、145℃にて5分間加熱した際の収縮率が50%以上あるウェブのことである。また、「非収縮ウェブ」とは145℃にて5分間加熱した際の収縮率が15%以下のウェブのことである。ウェブの収縮率は、後述する実施例の方法により測定する。
【0065】
繊維層Aに用いる収縮ウェブと繊維層Bに用いる非収縮ウェブの収縮率差は、50%以上が好ましく、さらに好ましくは60%以上である。当該収縮率差を50%以上とすることで十分な嵩高性を有する嵩高性不織布を得ることができる。
【0066】
加熱手段としては、例えば、ピンテンター式ドライヤー、タオルおよび生地の乾燥などに用いられるシュリンクドライヤー、フローティングドライヤー、ドラム式ドライヤー、コンベア式ドライヤー並びにコンベクションドライヤー(オーブン)などを用いることができる。これらは特に限定されるものではないが、カード法不織布に広く使用されているコンベア式のドライヤーが好適に使用できる。加熱方式には、一般的に加熱空気が用いられるが、蒸気、赤外線およびマイクロウェーブ、ヒートロール接触であってもよい。
【0067】
加熱温度は、繊維層Aに用いる収縮ウェブを下層とし、繊維層Bに用いる非収縮ウェブを上層とする積層体の加熱温度は、該繊維層Aに用いる収縮ウェブに含まれる潜在捲縮性複合繊維が螺旋状の捲縮を発現する温度以上でかつ該繊維層Bに用いる非収縮ウェブに含まれる低融点成分が自己接着する温度で行うことが好ましい。また、加熱方式として加熱空気を用いる場合、加熱時間は通常3〜10秒とすることが好ましく、風速は通常0.8〜1.4m/秒とすることが好ましい。
【0068】
[賦形模様金型]
本発明の嵩高性不織布は、繊維層Bが、従来カード法による不織布と異なり、不織布の厚み方向に繊維が配列して嵩高くなっている。このような特徴から、本発明の嵩高性不織布は、繊維層B側から賦形模様が刻印された金型で圧接した場合の賦形性に優れ、従来カード法による不織布に比べ明瞭に賦形模様を浮き上がらせることができ、より意匠性を高めることができる。
【0069】
したがって、本発明の嵩高性不織布の好ましい態様の一つは、繊維層B側から、賦形模様が刻印された金型で圧接し、賦形模様を施した嵩高性不織布である。賦形模様が刻印された金型で圧接し、賦形模様を施した嵩高性不織布は例えば次のように製造できる。
【0070】
カード法によって得られた潜在螺旋捲縮性繊維を含むウェブ層を下層とし、カード法によって得られた非収縮ウェブ層を上層として積層し、積層体とする。該積層体を加熱することで、下層の収縮と不織布化を同時に実施させる。その後、嵩高性不織布がまだ充分に冷却される前に、賦形模様が刻印された金型、例えばロール状物を上から押し当てる。当該金型は加熱されていても良いが、使用する繊維の低融点成分のうち最高融点の融点以下で加熱することが好ましい。
【0071】
このように、賦形模様が刻印された金型で圧接して賦形模様を施した本発明の嵩高性不織布は、最小限の設備で製造できるとともに、意匠性に優れており、好ましい。
【0072】
[エンボスロール]
本発明の嵩高性不織布の好ましい態様の一つは、繊維層B側から加熱エンボスロールで圧接し、加圧融着させた嵩高性不織布である。当該嵩高性不織布は、特に意匠性に優れており、好ましい。
【0073】
加熱エンボスロールによる圧接は、カード法によって得られた潜在螺旋捲縮性繊維を含むウェブ層を下層とし、カード法によって得られた非収縮ウェブ層を上層とする積層体を加熱することにより嵩高性不織布を得た後に実施する。用途に応じて彫刻柄を選択することができる点において比較的安価である。加熱エンボスロールで圧接は、インラインであってもオフラインであっても構わない。
【0074】
「繊維層B側から加熱エンボスロールで圧接する」とは、加熱加圧された1対の彫刻ロールとフラットロール、または1対の彫刻ロールと該彫刻ロールの柄と同一同位相柄の彫刻ロールとの間に、前記嵩高性不織布を、繊維層B側を彫刻ロール側にして挿入し加熱加圧融着するということである。設備の経済性からエンボスロールは、加熱加圧された1対の彫刻ロールとフラットロールであることが好ましい。
【0075】
エンボスロールの加熱温度と圧力は、加工速度と加工後の不織布の嵩高性を考慮して設定する。加熱するエンボスロールの温度は、繊維層Aまたは繊維層Bに含まれる繊維の低融点成分のいずれかの融点の−30〜+30℃の温度範囲とすることが好ましい。当該温度範囲とすることで、エンボスロールで賦形した後の嵩高性を最小限にすることができる。また、エンボスロールの圧力は、20〜100N/mmの範囲であるのが好ましい。
【0076】
繊維層B側から加熱エンボスロールで圧接し、加圧融着させた嵩高性不織布は、加圧融着させた1つの融着区域の面積が0.1mm2以上4.0mm2以下であることが好ましく、0.15mm2以上3.5mm2以下であることがより好ましい。融着区域の面積を0.1mm2以上にすることにより、エンボスロールによって成型される模様を明瞭に視認することができる。また、融着区域の面積を4.0mm2以下とすることにより、該模様が粗くなりすぎるのを防ぐことができる。
【0077】
融着区域と隣り合う融着区域との最短距離は2.0mm以上であることが好ましい。融着区域と隣り合う融着区域との最短距離を2.0mm以上とすることで、融着区域間の不織布の嵩が低下することより明瞭な柄が発現できなくなるのを防ぐことができ、嵩高性不織布の嵩自体も低下するので好ましくない。彫刻の深さは、加工する嵩高性不織布の厚みにもよるが、0.5mm以上であることが好ましい。
【0078】
不織布全体の面積に対する融着区域の面積率は、2%以上25%以下であることが好ましく、6%以上15%以下であることがより好ましい。融着区域の面積率を2%以上にすることで、模様が粗くなるのを防ぎ、明瞭に視認できる模様を成型することができる。また、融着区域の面積率を25%以下とすることで、融着区域間の不織布の嵩が低下するのを防ぐことができる。
【0079】
[超音波エンボス]
本発明の嵩高性不織布の別の好ましい態様の一つは、繊維層Aの収縮により一体化して得られた嵩高性不織布に、繊維層B側から超音波エンボス処理を施し得られた嵩高性不織布である。この方法で得られた不織布は、超音波を当てない部分の熱溶融をほぼ完全に阻止できるため、繊維層Bの表面が特に柔らかく、肌触りが良いものとなる。また、当該処理法は、不織布の厚みによる制限を受けないため、特に嵩高な不織布のエンボス加工に有利に使用できる。
[用途]
本発明の嵩高性不織布は、比較的安価に製造しうるという特徴を持つことから、いわゆる使い捨て物品の構成部材として好適に使用することができる。特に、換気扇フィルターやオイルキャッチャーなどのフィルター用途、フロアモップの清掃シート用途、使い捨て物品の面ファスナーの雌材用途、紙おむつや生理用ナプキンの表面材などの衛生材料用途などに広く好適に利用できる。
【実施例】
【0080】
以下、実施例により、本発明をさらに詳細に説明するが、本発明の範囲はこれらに限定されるものではない。
【0081】
[評価方法]
実施例及び比較例の評価は次のように行った。
(1)目付
15cm角に切断した不織布の重量を、A&D社製HF−200を用いて測定し、g/m2に換算して目付とした。
(2)厚み
15cm角に切断した不織布に対し、直径35mmの圧力子に3.5g/cm2の圧力を掛け、その時の厚みを、東洋精機社製デジシックネステスターを用いて測定した。
(3)収縮率
ウェブの収縮率は、以下のようにして測定した。大和機工製ミニチュアカード機を用い、カード機の導入コンベア中央部30cmに100gの開繊した使用原綿を導入し、ドッファー速度7.0±0.2m/分、周長145cmの巻き取りドラム速度7.3±0.2m/分で全量を巻き取り、鋏などで切断し約25cm角のウェブを採取した。この約25cm角のウェブをクラフト紙ではさみ、145℃に設定した三洋電機製のコンベクションドライヤーで5分間処理した後に取り出し、MD(Machine Direction)の長さを測定し、下記式により、収縮率を算出した。
収縮率=((熱処理前の長さ[cm])−(熱処理後の長さ[cm]))/(熱処理前の長さ[cm])×100(%)
(4)実繊維長
キーエンス製デジタルマイクロスコープを使用し、その画像解析機能を用いて、繊維一本の末端から末端までを繊維に沿って計測することで測定した。(任意の5本の平均値をもって実測値とした。)
【0082】
[実施例1]
(ウェブAの調製)
潜在捲縮性熱融着性複合繊維として、エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型断面の繊度8.8dtex、実繊維長64mmである潜在捲縮性熱融着性複合繊維を用いた。エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンの複合比(重量基準)は49:51であった。該潜在捲縮性熱融着性複合繊維を大和機工製ミニチュアカード機に投入して、目付10g/m2のウェブAを採取した。得られたウェブAのウェブ収縮率を前記測定方法で測定した結果、72%であった。
【0083】
(ウェブBの調製)
熱融着性複合繊維として、高密度ポリエチレンとポリプロピレンとからなる、鞘芯型断面の繊度2.2dtex、実繊維長38mmである熱融着性複合繊維を用いた。高密度ポリエチレンとポリプロピレンの複合比(重量基準)は52:48であった。該熱融着性複合繊維を大和機工製ミニチュアカード機に投入して、目付10g/m2のウェブBを採取した。得られたウェブBのウェブ収縮率を前記測定方法で測定した結果、0%であった。
【0084】
(嵩高性不織布の調製)
前記ウェブAを下層に、前記ウェブBを上層にして積層した後に、135℃の熱風が上から下に1.1m/秒で通過するコンベア式ドライヤー(寿工業社製)に挿入して、ウェ
ブAを構成する潜在捲縮性熱融着性複合繊維の捲縮の顕在化とともに収縮させて、ウェブAが繊維層A、ウェブBが繊維層Bとなり、両層の繊維が、両層の厚み方向において界面で部分的に交絡して一体化され、繊維層Aと繊維層Bとの交絡点間で繊維層Bが隆起してなる嵩高性不織布を得た。
【0085】
[実施例2]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0086】
[実施例3]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0087】
[実施例4]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0088】
[実施例5]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0089】
[実施例6]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。加熱方式としてオーブンを用い、オーブンには三洋電機製のコンベクションドライヤーを用い、加熱時間は5分とした。
【0090】
[実施例7]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用いて作成した嵩高性不織布を、エンボス加工した。エンボスの彫刻ロールは、直径0.8mmの丸型の突起が横5.0mm、縦2.5mmで千鳥に配列させたものを用いた。加熱温度は124℃で、線圧20kg/cmとした。
【0091】
[実施例8]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用いて嵩高性不織布作成し、該嵩高性不織布が熱処理機から排出された直後に、賦形加工した。賦形模様には、直径3.0mmの丸型の凹部が横5.0mm、縦2.5mmで千鳥に配列させたパンチングプレートから成るロールを用いた。線圧5kg/cmとした。なお、この凹部の面積率は56.5%であった。
【0092】
[比較例1]
(ウェブAの調製)
熱融着性複合繊維として、エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型断面の繊度8.8dtex、実繊維長64mmである熱融着性複合繊維を用いた。エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンの複合比(重量基準)は49:51であった。該熱融着性複合繊維を大和機工製ミニチュアカード機に投入して目付20g/m2のウェブAを採取した。得られたウェブAのウェブ収縮率を前記測定方法で測定した結果、3%であった。
【0093】
(ウェブBの調製)
熱融着性複合繊維として、高密度ポリエチレンとポリプロピレンからなる鞘芯型断面の繊度2.2dtex、実繊維長38mmである熱融着性複合繊維を用いた。高密度ポリエチレンとポリプロピレンの複合比(重量基準)は52:48であった。該熱融着性複合繊維を大和機工製ミニチュアカード機に投入して目付18g/m2のウェブBを採取した。得られたウェブBのウェブ収縮率を前記測定方法で測定した結果、2%であった。
【0094】
(嵩高性不織布の調製)
前記ウェブAを下層に、前記ウェブBを上層にして積層した後に、135℃の熱風が上から下に1.1m/秒で通過するコンベア式ドライヤー(寿工業社製)に挿入して、ウェブAが繊維層A、ウェブBが繊維層Bとなった不織布を得た。
【0095】
[比較例2]
比較例1と同様の方法で、下層と上層に表1に示す繊維をそれぞれ用い、不織布を作成した。
【0096】
[比較例3]
比較例1と同様の方法で、下層と上層に表1に示す繊維をそれぞれ用い、不織布を作成した。
【0097】
[比較例4]
比較例1と同様の方法で、下層と上層に表1に示す繊維をそれぞれ用い、不織布を作成した。
【0098】
実施例1〜8および比較例1〜4の、加工条件および不織布の特性を評価した結果を表1に示す。
【0099】
【表1】

【0100】
表1に示す結果から、下記のことがわかった。
(実施例1)
表1に示すように、実施例1の嵩高性不織布は、比較例1の不織布と比較して、同目付であっても厚みが大きく嵩高性に優れていた。また、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の手触りについて官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例1の不織布が優れると回答した。
【0101】
(実施例2)
表1に示すように、実施例2の結果から、ポリエステル系の潜在捲縮性熱融着性複合繊維であっても、同様に嵩高性不織布を製造できることがわかった。
【0102】
(実施例3)
表1に示すように、実施例3の嵩高性不織布は、比較例2の不織布と比較して、同目付であっても厚みが大きく嵩高性に優れていた。また、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の手触りについて官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例3の不織布が優れると回答した。
【0103】
(実施例4)
表1に示すように、実施例4の結果から、繊維層Aの潜在捲縮性複合繊維にレーヨンを混綿して用い、繊維層Bの繊維の鞘成分に直鎖状低密度ポリエチレンを用いた場合であっても、同様に嵩高性不織布を製造できることがわかった。
【0104】
(実施例5)
表1に示すように、実施例5の嵩高性不織布は、比較例3の不織布と比較して、同目付であっても厚みが大きく嵩高性に優れていた。また、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例5の不織布が優れると回答した。
【0105】
(実施例6)
表1に示すように、実施例6の結果から、繊維層Aの潜在捲縮性複合繊維の鞘成分に直鎖状低密度ポリエチレンを用いた場合であっても、また、加熱方式にオーブンを用いた場合であっても同様に嵩高性不織布を製造できることがわかった。
【0106】
(実施例7)
表1に示すように、実施例7の不織布は、実施例1にエンボス加工したものであるにも関わらず、厚みの減少が小さく、かつエンボスの模様が明瞭に深く賦形され、意匠性に優れるものであった。
【0107】
(実施例8)
表1に示すように、実施例8の不織布は、実施例1に賦形加工したものであるにも関わらず、厚みの減少が小さく、かつエンボスの模様が明瞭に深く賦形され、意匠性に優れるものであった。また、比較例4と比較すると同目付であっても厚みが大きく嵩高性に優れていた。さらに、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の手触りについて官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例8の不織布が優れると回答した。
【産業上の利用可能性】
【0108】
本発明の嵩高性不織布は、比較的安価に製造でき、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、紙おむつおよび生理用ナプキンの表面材などの衛生材料用途、振動吸収材、防音材、保温材、シップ材およびプラスター材の基布、靴の中敷き、並びに使い捨てカーペットなどに広く好適に利用できる。
【符号の説明】
【0109】
1 熱処理前の「繊維層A」
2 熱処理前の「繊維層B」
1’ 熱処理後の「繊維層A」
2’ 熱処理後の「繊維層B」
3 積層熱処理後の「繊維層A」と「繊維層B」の接面部断面
4 「繊維層A」の顕在化した螺旋捲縮繊維
5 「繊維層B」の繊維
【技術分野】
【0001】
本発明は、嵩高性不織布、嵩高性不織布を用いた製品、嵩高性不織布の製造方法に関する。
【背景技術】
【0002】
一般的なスパンボンド不織布やサーマルボンド不織布は安価であり、使い勝手の良い汎用不織布として多く利用されているが、製法上厚み方向に繊維が配列していないため、嵩高性、クッション性、肌触りに劣っている。本発明の嵩高性不織布は、これら問題を解決するために、繊維の収縮差を利用している。本発明の嵩高性不織布のように繊維の収縮差を利用した不織布の公知例には、以下の特許文献が知られている。
【0003】
特許文献1には、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブを部分的に加熱加圧接合した後に熱収縮させ規則的な凸部を形成させた不織布が開示されている。
【0004】
特許文献2には、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブを部分的にニードルパンチ絡合または高圧水流絡合した後に熱収縮させ畝状の凸部を多数形成させた不織布が開示されている。
【0005】
特許文献3には、実質的に非収縮性繊維層と収縮性繊維層を部分的に加熱加圧接合した後に熱収縮させ、加熱加圧接合していない部分が突出して多数の凸部を形成させた不織布が開示されている。
【0006】
特許文献4には、非収縮性繊維層と収縮性繊維層を部分的に加熱加圧接合した後に熱収縮させ、加熱加圧接合していない部分が多数の凸部を形成させた不織布が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−3755号公報
【特許文献2】特開平10−114004号公報
【特許文献3】特開2004−202890号公報
【特許文献4】特開2006−45724号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、これらの従来技術には以下のような不都合な点がある。例えば、特許文献1に記載されている不織布は、収縮性レギュラー繊維ウェブを用いているために収縮後の収縮性レギュラー繊維に螺旋捲縮が発現せずに機械捲縮が伸びきり、収縮性レギュラー繊維ウェブ層の嵩高性が極端に低下し、柔軟性が低下するという問題がある。また、熱収縮工程の前に加熱加圧処理工程を必ず必要とするため、設備コストおよびエネルギーコストが比較的高いという問題がある。
【0009】
特許文献2に記載されている不織布は、前工程にニードルパンチ絡合または高圧水流絡合を必要としており、ニードルパンチ絡合は生産速度が低く、高圧水流絡合はエネルギーコストが高く、安価に製造できないという問題があった。
【0010】
特許文献3に記載されている不織布は、特許文献1に記載の不織布に類似しているが、熱収縮工程の前に加熱加圧処理工程を必ず必要とするため、特許文献1に記載の不織布と同様に設備コストおよびエネルギーコストが比較的高いという問題がある。
【0011】
特許文献4に記載されている不織布も、特許文献1や特許文献3と同様に熱収縮工程の前に加熱加圧処理工程を必ず必要とするため、特許文献1や特許文献3に記載の不織布と同様に設備コストおよびエネルギーコストが比較的高いという問題があった。
【0012】
また、特許文献1,3,4に記載されているウェブを加熱加圧接着させる工程は、その工程での収縮を抑えるため、比較的低い温度で、比較的短い時間の加熱加圧接着である必要がある。その上、後工程での収縮作用を容易にするために比較的加熱加圧接着領域間の距離を広くする必要があるため彫刻ロールやフラットロールに巻つきやすく生産性が低下するという欠点を持っている。
【0013】
したがって、本発明の目的は、これら従来技術の問題を改善し、比較的安価に製造することができ、嵩高でクッション性に優れ、風合いが良好で、かつ後加工時の賦形性に優れた不織布を提供することにある。
【課題を解決するための手段】
【0014】
本発明の嵩高性不織布は、螺旋捲縮を発現可能な潜在捲縮性繊維を含むウェブ層を下層とし、非収縮ウェブ層を上層に積層して加熱することで、下層の収縮と不織布化を同時に実施することで得られる。この収縮と不織布化が実施されたあとの下層が繊維層Aとなり、上層が繊維層Bとなる。
【0015】
このようにして得られる本発明の嵩高性繊維は、螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布であり、前記目的を達成することができる。
【0016】
本発明の構成は、次のようなものである。
(1)螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布。
(2)繊維層Aに含まれる螺旋捲縮繊維が潜在捲縮性繊維に螺旋捲縮を発現させて得られた繊維であって、該繊維の螺旋捲縮発現時に、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維が両繊維層の界面において交絡して一体化している、(1)記載の嵩高性不織布。
(3)繊維層Aに含まれる潜在捲縮性繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間が結合していることを特徴とする、(1)または(2)記載の嵩高性不織布。
(4)繊維層Bが、賦形模様が刻印された金型で圧接されている、(1)〜(3)のいずれか1項記載の嵩高性不織布。
(5)繊維層Bが加熱エンボスロールで圧接されて加圧融着されている、(1)〜(3)のいずれか1項記載の嵩高性不織布。
(6)加圧融着された1つの融着区域の面積が0.1mm2以上4.0mm2以下、該融着区域と隣り合う融着区域との最短距離が2.0mm以上であって、不織布全体の面積に対する融着区域の面積率が2%以上25%以下であることを特徴とする(5)記載の嵩高性不織布。
(7)繊維層Aに含まれる螺旋捲縮繊維が、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型および/または偏心鞘芯型の断面を有する複合繊維である(1)〜(5)のいずれか1項記載の嵩高性不織布。
(8)前記ランダム共重合体とポリプロピレンとの複合比が、重量基準で、30:70〜70:30の範囲である(7)記載の嵩高性不織布。
(9)繊維層Bが、鞘芯型、偏心鞘芯型および並列型から選ばれる少なくとも1つの断面構造を有する2成分からなる熱融着性複合繊維を含む層である(1)〜(8)のいずれか1項記載の嵩高性不織布。
(10)前記2成分の複合比が、重量基準で、30:70〜70:30の範囲である(9)記載の嵩高性不織布。
(11)繊維層Aを構成する繊維の繊度が1.5dtex以上17.6dtex以下、実繊維長が30mm以上128mm以下の範囲である(1)〜(10)のいずれか1項記載
の嵩高性不織布。
(12)繊維層Bを構成する繊維の繊度が1.5dtex以上6.7dtex以下、実繊維長が30mm以上102mm以下の範囲である(1)〜(11)のいずれか1項記載の
嵩高性不織布。
(13)(1)〜(12)のいずれか1項記載の嵩高性不織布を用いる製品。
(14)潜在捲縮性繊維を含む繊維層Aの少なくとも片面に、繊維層Aが螺旋捲縮する温度では、繊維層Aより弱く螺旋捲縮するか螺旋捲縮しない繊維層Bを積層して熱処理することにより、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて交絡部を形成し、各交絡部の間に繊維層Bを繊維層B側に隆起させた構造を形成させる嵩高性不織布の製造方法。
(15)繊維層Aに含まれる潜在捲縮性繊維が潜在捲縮性複合繊維であって、熱処理により該繊維の螺旋捲縮を発現させて、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて一体化させる、(14)記載の製造方法。
(16)繊維層Aに含まれる潜在捲縮性複合繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間を結合させる、(15)記載の製造方法。
【発明の効果】
【0017】
本発明の嵩高性不織布は、繊維層Aと繊維層Bとの交絡部間で、繊維層Bが繊維層B側に隆起した構造を有するため、嵩高性に優れ、厚み方向のクッション性に優れる。また、繊維層Bよりも繊維層Aの密度が高く、繊維層B側の面からの肌触りに優れる。
【0018】
また、本発明の嵩高性不織布は繊維層Bが従来のカード不織布に比べて厚み方向に繊維が配列しているため、金型による圧接賦形や加熱加圧賦形した場合であっても、圧密されない部分の嵩低下が小さく、より意匠性に優れる。
【0019】
さらに、本発明の嵩高性不織布は、2台のカード機を用いて加熱することで不織布とすることができ、一般的な不織布製造設備で、比較的安価に製造することができるという利点を有する。
【図面の簡単な説明】
【0020】
【図1】積層前および熱処理前における、繊維層Aおよび繊維層Bの模式図である。
【図2】積層後および熱処理前における、繊維層Aおよび繊維層Bの模式図である。
【図3】積層後および熱処理後における、繊維層Aおよび繊維層Bの模式図の一例である。
【図4】繊維層Aの螺旋捲縮繊維に、繊維層Bの繊維が絡み、交絡している状態の模式図の一例である。
【発明を実施するための形態】
【0021】
図1は、本発明の嵩高性不織布を構成する繊維層Aおよび繊維層Bを積層熱処理する前の各層の模式図である。図2は、本発明の嵩高性不織布を構成する繊維層Aおよび繊維層Bの積層体の熱処理前の模式図である。図1および図2において、1は熱処理前の繊維層A、2は熱処理前の繊維層Bである。
【0022】
図3は、繊維層Aおよび繊維層Bの積層体の熱処理後の模式図の一例である。図3において、1’は熱処理後の繊維層A、2’は熱処理後の繊維層B、3は積層熱処理後の繊維層Aと繊維層Bの接面部略MD断面である。図4は繊維層Aの螺旋捲縮繊維と「繊維層B」の繊維とのからみ状態を示す模式図の一例である。図4において、4は繊維層Aの顕在化した螺旋捲縮繊維、5は繊維層Bの繊維である。尚、MDとは、繊維層や不織布等が製造されて、その製造工程を流れていく(製造工程を走行していく)方向、所謂、繊維層や不織布等の長さ方向をいい、「Machin Direction」の略語である。一方、CDとは、上記MDと直角する方向、所謂、繊維層や不織布等の幅方向をいい、「Cross Direction」の略語である。
【0023】
[繊維層A]
繊維層Aに含まれる「螺旋捲縮繊維」とは、螺旋状に捲縮した繊維をいう。「螺旋状に捲縮」とは、捲縮の山部が螺旋状に湾曲した状態を示す。繊維層Aを構成する繊維は、螺旋捲縮繊維を必ず含み、繊維層Aとなる前の繊維層Aに相当するウェブの収縮率が50%以上であれば、螺旋捲縮繊維の含有率に制限はない。また、螺旋捲縮繊維以外の繊維としてはジグザク捲縮繊維、U字捲縮繊維が含まれていても良い。
【0024】
繊維層Aに含まれる螺旋捲縮繊維は、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型および/または偏心鞘芯型の断面を有する複合繊維であることが好ましい。当該複合繊維の潜在捲縮性によって、繊維層Aが嵩高性不織布となる前のウェブに収縮性を持たせるためである。
【0025】
前記ランダム共重合体とポリプロピレンとの複合比は、重量基準で、30:70〜70:30の範囲であることが好ましく、35:65〜65:35であることがより好ましい。ランダム共重合体のポリプロピレンに対する比率を、重量基準で30%以上にすることで、繊維層Aが嵩高性不織布となる前のウェブが収縮性を発揮することができる。また、ランダム共重合体のポリプロピレンに対する比率を、重量基準で70%以下とすることで、融着成分の増加に伴い嵩高性不織布が固くなるのを防ぐことができる。
【0026】
繊維層Aを構成する螺旋捲縮繊維は、潜在捲縮性繊維に螺旋捲縮を発現させて得られる繊維を含むことが好ましい。潜在捲縮性繊維としては、潜在捲縮性複合繊維が好ましく、潜在捲縮性熱融着性複合繊維がより好ましい。ただし、繊維層Aに含まれる螺旋捲縮繊維すべてが潜在捲縮性複合繊維に螺旋捲縮を発現させた繊維でなくともよい。
【0027】
ここで、「潜在捲縮性複合繊維」とは、加熱によって螺旋捲縮を発現する複合繊維のことであり、2成分以上からなる最高融点の樹脂以外の樹脂が繊維表面の少なくとも一部に露出していてもいなくてもよい繊維のことをいう。
【0028】
また、「潜在捲縮性熱融着性複合繊維」とは、加熱によって螺旋捲縮を発現する複合繊維のことであり、2成分以上からなる最高融点の樹脂以外の樹脂が繊維表面の少なくとも一部に露出している繊維のことをいう。
【0029】
一般的に潜在捲縮性熱融着性複合繊維は、熱エネルギーを螺旋捲縮の発現に利用するため、それほど優れた熱融着性を持たないが、融点以上でかつ比較的長時間の熱処理を施すことで熱融着性を示す。
【0030】
潜在捲縮性複合繊維および潜在捲縮性熱融着性複合繊維は、2成分から構成されることが経済上の理由から好ましい。
【0031】
潜在捲縮性複合繊維としては、例えば、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる偏心鞘芯型の断面を有する複合繊維、直鎖状低密度ポリエチレンとポリプロピレンとからなる偏心鞘芯型の断面を有する複合繊維、ポリエステル系コポリマーとポリエチレンテレフタレートとからなる偏心鞘芯型の断面を有する複合繊維、並びにポリ乳酸とポリエチレンテレフタレートとからなる偏心鞘芯型の断面を有する複合繊維などが挙げられる。
【0032】
潜在捲縮性熱融着性複合繊維としては、例えば、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維、直鎖状低密度ポリエチレンとポリプロピレンとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維、ポリエステル系コポリマーとポリエチレンテレフタレートとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維、並びにポリ乳酸とポリエチレンテレフタレートとからなる並列型および/または偏心鞘芯型の断面を有する複合繊維などが挙げられる。
【0033】
繊維層Aに含まれる潜在捲縮性複合繊維および/または潜在捲縮性熱融着性複合繊維が螺旋捲縮を発現した繊維以外の潜在捲縮性を有しない繊維としては、例えば、各種レーヨン、各種コットン、各種麻、ケナフ繊維、各種吸水性繊維、各種ポリエチレン繊維や各種ポリプロピレン繊維、各種ポリエステル繊維、各種ナイロン繊維および各種複合繊維が挙げられる。
【0034】
前記各種複合繊維の断面は、潜在捲縮性複合繊維でない場合は、並列型、偏心鞘芯型および鞘芯型のうちいずれであっても良く、またこれらの混合物が用いられても構わない。また、これら複合繊維の捲縮は、ジグザグ型、螺旋型およびU字型のうちいずれであっても良く、またこれらを混合して用いても構わない。
【0035】
繊維層Aを構成する繊維の繊度は1.5dtex以上17.6dtex以下であることが好ましく、1.7dtex以上16dtex以下がより好ましい。繊維層Aを構成する繊維の繊度を1.5dtex以上とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質が低下するのを防ぐことができる。また、繊維層Aを構成する繊維の繊度を17.6dtex以下とすることにより、肌触りが低下するのを防ぐことができる。
【0036】
繊維の繊度は、例えば、電子顕微鏡や光学顕微鏡で繊維直径を測定した後に密度勾配管や密度測定用の天秤を用いて繊維の密度を測定し、[直径(μm)]2÷4×π×[密度(g/cm3)]÷100=[繊度(dtex)]で算出することができる。また、JIS L 0104を用いて、10000×[L(m)の時の繊維の重量]÷L(m)=[繊度(dtex)]で算出することもでき、従来公知の方法により測定することができる。
【0037】
また、繊維層Aを構成する繊維の実繊維長は30mm以上128mm以下であることが好ましく、35mm以上102mm以下がより好ましい。繊維層Aを構成する繊維の実繊維長を30mm以上とすることにより、嵩高性不織布製造時にウェブが崩れやすくなるのを防ぐことができる。また、繊維層Aを構成する繊維の実繊維長を128mm以下とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質を低下するのを防ぐことができる。
【0038】
「繊維の実繊維長」とは、捲縮を有した繊維の実際の長さであり、繊維に応力を掛けずに捲縮を伸ばした時の長さに相当する。繊維の実繊維長は、市販されている装置(例えば、キーエンス製デジタルマイクロスコープなどの画像解析機能を持った顕微鏡)を用いて、繊維一本の末端から末端までを繊維に沿って計測することで測定することができる。
【0039】
繊維層Aの目付は、12〜60g/m2であることが好ましく、15〜50g/m2であることがより好ましい。当該範囲とすることにより、嵩高不織布を比較的安価にすることができ、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、紙おむつおよび生理用ナプキンの表面材などの衛生材料用途への利用に好適となる。
【0040】
[繊維層B]
繊維層Bを構成する繊維としては、例えば、各種レーヨン、各種コットン、各種麻、ケナフ繊維、各種吸水性繊維、各種ポリエチレン繊維や各種ポリプロピレン繊維、各種ポリエステル繊維、各種ナイロン繊維および各種複合繊維が挙げられる。
【0041】
前記複合繊維の断面は、繊維層Aほどの潜在捲縮性を有しなければ、並列型、偏心鞘芯型および鞘芯型のうちいずれであっても良く、またこれらの混合物が用いられても構わない。また、前記複合繊維の捲縮は、ジグザグ型や螺旋型、U字型のうちいずれであっても良く、またこれらを混合して用いても構わない。
【0042】
繊維層Bからの繊維の脱落を防止するため、繊維層Bに熱融着性複合繊維が含まれることが好ましいが、低融点の単成分繊維の混綿であっても構わない。繊維層Bへの熱融着性複合繊維あるいは低融点の単成分繊維の混綿率は、用途によって繊維の脱落に関わる要求が異なるが、重量比で30%以上100%以下であることが好ましい。
【0043】
繊維層Bとなる前の繊維層Bに相当する層の形態としては、各種ウェブや各種不織布を用いることができる。
【0044】
前記ウェブとしては、例えば、カード法、エアレイド法、抄紙法およびスパンボンド法による不織布化前のフリースなどが挙げられる。
【0045】
前記不織布としては、例えば、ポイントボンド不織布、エアースルー不織布、スパンレース不織布、スパンボンド不織布およびメルトブローン不織布などが挙げられる。
【0046】
前記不織布を繊維層Bに用いることにより、繊維層Bの露出面にも繊維層Bが部分的に隆起した構造が発現する。また、このような不織布を繊維層Bに用いた場合に、比較的緻密な隆起構造を形成させるには、これら不織布に柔軟性が要求され、繊維層Aと繊維層Bの投錨効果が高まることでも効果があがる。このため、比較的緻密な隆起構造を形成させるために、繊維層Bに用いる不織布の繊維層A側を予め毛羽立たせておくことが好ましい。
【0047】
繊維層Bを構成する繊維の繊度は、1.5dtex以上6.7dtex以下であることが好ましく、1.7dtex以上6.0dtex以下がより好ましい。繊維層Bを構成する繊維の繊度を1.5dtex以上とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質が低下するのを防ぐことができる。また、繊維層Bを構成する繊維の繊度を6.7dtex以下とすることにより、肌触りが低下するのを防ぐことができる。
【0048】
繊維層Bを構成する繊維の実繊維長は、30mm以上102mm以下であることが好ましく、35mm以上102mm以下がより好ましい。繊維層Bを構成する繊維の実繊維長を30mm以上とすることにより、嵩高性不織布製造時にウェブが崩れやすくなるのを防ぐことができる。また、繊維層Bを構成する繊維の実繊維長を102mm以下とすることにより、過度に繊維が絡み合い繊維塊を形成して嵩高性不織布の品質を低下するのを防ぐことができる。
【0049】
繊維層Bの目付は、12〜60g/m2であることが好ましく、15〜50g/m2であることがより好ましい。当該範囲とすることにより、嵩高不織布を比較的安価にすることができ、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、並びに紙おむつおよび生理用ナプキンの表面材などの衛生材料用途への利用に好適となる。
【0050】
図4に示すように、本発明の嵩高性不織布は、繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化している。「両層の厚み方向において界面で部分的に交絡」とは、繊維層Aと繊維層Bが接している界面で部分的に交絡し、熱圧着や圧密されていないことを指している。ここで、「交絡」とは、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維とが互いに絡みあった状態をいう。繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維は界面でのみ交絡している。
【0051】
繊維層Aおよび繊維層Bの交絡は、両層間の接面でなされている。繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部は、少なくとも繊維層Aに含まれる潜在捲縮性熱融着性複合繊維の熱融着によって、その交絡点間が結合されていることが好ましい。
【0052】
繊維層Aと繊維層Bとの積層一体化は、繊維層Aおよび繊維層Bに使用される繊維種によって異なるが、層間の投錨効果または層間の一部または大部分の接触点(または接触面)において熱融着によって結合されていても構わない。層間剥離を防止する観点から、層間の投錨効果によって結合されており、かつ層間の一部または大部分の接触点(または接触面)において熱融着によって結合されていることが好ましい。
【0053】
本発明の嵩高性不織布における繊維層Aと繊維層Bとの積層一体化の構造は、特許文献1に記載の、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブをエンボスロール(規則的な彫刻パターンを持っている)によって部分的に加熱加圧接合したような、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブが一体化されて接合している構造とは異なっている。
【0054】
本発明の嵩高性不織布は、各交絡部の間において繊維層Bが繊維層B側に不規則に隆起した構造を呈している。また、或る場合には、隆起部が不織布のMD方向に折り畳まれた不規則なヒダ状の構造を呈している。ここで、「ヒダ状構造」とは、図3の模式図に示すように、繊維密度の高い部分がMDにヒダ状に折り畳まれたような構造をいう。ヒダ状構造は、繊維層Aと繊維層Bの界面の繊維層B側に形成されるが、繊維層Bの目付が充分に小さい場合には、繊維層Bの表面にもその形状を現すことがある。図3では、作図を簡便にするため規則的なヒダ状の構造として描画されているが、実際には不規則なヒダ状の構造を呈している。
【0055】
ここで、「不規則に隆起した構造を呈する」、「不規則なヒダ状の構造を呈する」とは、特許文献1に記載の、非収縮性繊維ウェブと収縮性レギュラー繊維ウェブをエンボスロール(規則的な彫刻パターンを持っている)によって部分的に加熱加圧接合した後に熱収縮させてできる凸部のような規則性を持たないことをいう。また、少なくとも、隆起部と隆起部、ヒダとヒダの間隔において不規則な繰り返しパターンを有する構造を有することを意味しており、隣り合う隆起部と隆起部、ヒダとヒダのMDやCDの間隔や、隆起部やヒダひとつひとつのMDの大きさやCDの大きさが多様であることをいう。
【0056】
繊維層Bのヒダ状構造におけるヒダの個数は、50mmあたり8個以上であることが好ましい。ヒダ構造は、繊維層Aと繊維層Bを剥離させないと観察は難しい。繊維層Aと繊維層Bを剥離させる場合には、手で剥離しても良いが層間の交絡や接着が強い場合には手で引き剥がしながらカッターなどの刃物を用いて繊維を切断しながら剥離しても良い。ヒダの個数はこの剥離した繊維層Bの繊維層A側の界面に金尺を押し当てて、MD50mmの間のヒダ状構造の頂点を数えることで測定が可能である。
【0057】
繊維層Bとなる前のウェブを構成する繊維がMD方向に配列し、該ウェブのMD方向の変形に対して比較的剛直な場合には、前記ヒダ状構造が明瞭に観察できる。逆に、繊維層Bとなる前のウェブを構成する繊維がMD方向への配列が少なく、該ウェブのMD方向の変形に対して比較的柔軟な場合には、前記ヒダ状構造が不明瞭となる。ヒダ状構造が不明瞭となるのは、隆起が方向性を持たずにランダムに発現するためである。
【0058】
前記隆起状構造によって繊維層Bは、カード法による不織布と異なり、不織布の厚み方向に繊維が配列しており、嵩高性およびクッション性に優れ、風合いが良好で、後加工時で賦形した場合であっても該性能を保持することができるという特徴を持っている。
【0059】
[比容積]
本発明の嵩高性不織布の比容積は、30cm3/g以上であり、34cm3/g以上であることが好ましい。比容積を30cm3/g以上とすることにより、嵩高性およびクッション性に優れ、風合いが良好となる。一方、比容積が30cm3/gより小さいと、嵩高性およびクッション性が低下し、風合いが低下する。
【0060】
本発明の嵩高性不織布の比容積は、後述するように、繊維層Aに用いるウェブの収縮率および繊維層Bに用いるウェブの収縮率を特定範囲とし、加熱条件を調整することで調整することができる。
【0061】
[目付]
本発明の嵩高性不織布の目付は、24〜120g/m2であることが好ましく、30〜100g/m2であることがより好ましい。当該範囲とすることにより、嵩高不織布を比較的安価にすることができ、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、並びに紙おむつおよび生理用ナプキンの表面材などの衛生材料用途への利用に好適となる。
【0062】
本発明の嵩高性不織布は例えば以下のように製造できる。カード法によって得られる潜在螺旋捲縮性繊維を含む収縮ウェブを下層とし、カード法によって得られる非収縮ウェブを上層として積層し、積層体とする。該積層体を加熱することで、下層の収縮と不織布化が同時に実施されて嵩高性不織布が製造される。
【0063】
このようにして得られる嵩高性不織布の下層が繊維層Aであり、上層が繊維層Bとなる。繊維層Aを下層とし、繊維層Bを上層とすることで、嵩高性不織布の製造時に繊維層B全体が繊維層Aの収縮に追従することができ、十分な嵩高性を持つ不織布を得ることができる。
【0064】
本明細書において「収縮ウェブ」とは、145℃にて5分間加熱した際の収縮率が50%以上あるウェブのことである。また、「非収縮ウェブ」とは145℃にて5分間加熱した際の収縮率が15%以下のウェブのことである。ウェブの収縮率は、後述する実施例の方法により測定する。
【0065】
繊維層Aに用いる収縮ウェブと繊維層Bに用いる非収縮ウェブの収縮率差は、50%以上が好ましく、さらに好ましくは60%以上である。当該収縮率差を50%以上とすることで十分な嵩高性を有する嵩高性不織布を得ることができる。
【0066】
加熱手段としては、例えば、ピンテンター式ドライヤー、タオルおよび生地の乾燥などに用いられるシュリンクドライヤー、フローティングドライヤー、ドラム式ドライヤー、コンベア式ドライヤー並びにコンベクションドライヤー(オーブン)などを用いることができる。これらは特に限定されるものではないが、カード法不織布に広く使用されているコンベア式のドライヤーが好適に使用できる。加熱方式には、一般的に加熱空気が用いられるが、蒸気、赤外線およびマイクロウェーブ、ヒートロール接触であってもよい。
【0067】
加熱温度は、繊維層Aに用いる収縮ウェブを下層とし、繊維層Bに用いる非収縮ウェブを上層とする積層体の加熱温度は、該繊維層Aに用いる収縮ウェブに含まれる潜在捲縮性複合繊維が螺旋状の捲縮を発現する温度以上でかつ該繊維層Bに用いる非収縮ウェブに含まれる低融点成分が自己接着する温度で行うことが好ましい。また、加熱方式として加熱空気を用いる場合、加熱時間は通常3〜10秒とすることが好ましく、風速は通常0.8〜1.4m/秒とすることが好ましい。
【0068】
[賦形模様金型]
本発明の嵩高性不織布は、繊維層Bが、従来カード法による不織布と異なり、不織布の厚み方向に繊維が配列して嵩高くなっている。このような特徴から、本発明の嵩高性不織布は、繊維層B側から賦形模様が刻印された金型で圧接した場合の賦形性に優れ、従来カード法による不織布に比べ明瞭に賦形模様を浮き上がらせることができ、より意匠性を高めることができる。
【0069】
したがって、本発明の嵩高性不織布の好ましい態様の一つは、繊維層B側から、賦形模様が刻印された金型で圧接し、賦形模様を施した嵩高性不織布である。賦形模様が刻印された金型で圧接し、賦形模様を施した嵩高性不織布は例えば次のように製造できる。
【0070】
カード法によって得られた潜在螺旋捲縮性繊維を含むウェブ層を下層とし、カード法によって得られた非収縮ウェブ層を上層として積層し、積層体とする。該積層体を加熱することで、下層の収縮と不織布化を同時に実施させる。その後、嵩高性不織布がまだ充分に冷却される前に、賦形模様が刻印された金型、例えばロール状物を上から押し当てる。当該金型は加熱されていても良いが、使用する繊維の低融点成分のうち最高融点の融点以下で加熱することが好ましい。
【0071】
このように、賦形模様が刻印された金型で圧接して賦形模様を施した本発明の嵩高性不織布は、最小限の設備で製造できるとともに、意匠性に優れており、好ましい。
【0072】
[エンボスロール]
本発明の嵩高性不織布の好ましい態様の一つは、繊維層B側から加熱エンボスロールで圧接し、加圧融着させた嵩高性不織布である。当該嵩高性不織布は、特に意匠性に優れており、好ましい。
【0073】
加熱エンボスロールによる圧接は、カード法によって得られた潜在螺旋捲縮性繊維を含むウェブ層を下層とし、カード法によって得られた非収縮ウェブ層を上層とする積層体を加熱することにより嵩高性不織布を得た後に実施する。用途に応じて彫刻柄を選択することができる点において比較的安価である。加熱エンボスロールで圧接は、インラインであってもオフラインであっても構わない。
【0074】
「繊維層B側から加熱エンボスロールで圧接する」とは、加熱加圧された1対の彫刻ロールとフラットロール、または1対の彫刻ロールと該彫刻ロールの柄と同一同位相柄の彫刻ロールとの間に、前記嵩高性不織布を、繊維層B側を彫刻ロール側にして挿入し加熱加圧融着するということである。設備の経済性からエンボスロールは、加熱加圧された1対の彫刻ロールとフラットロールであることが好ましい。
【0075】
エンボスロールの加熱温度と圧力は、加工速度と加工後の不織布の嵩高性を考慮して設定する。加熱するエンボスロールの温度は、繊維層Aまたは繊維層Bに含まれる繊維の低融点成分のいずれかの融点の−30〜+30℃の温度範囲とすることが好ましい。当該温度範囲とすることで、エンボスロールで賦形した後の嵩高性を最小限にすることができる。また、エンボスロールの圧力は、20〜100N/mmの範囲であるのが好ましい。
【0076】
繊維層B側から加熱エンボスロールで圧接し、加圧融着させた嵩高性不織布は、加圧融着させた1つの融着区域の面積が0.1mm2以上4.0mm2以下であることが好ましく、0.15mm2以上3.5mm2以下であることがより好ましい。融着区域の面積を0.1mm2以上にすることにより、エンボスロールによって成型される模様を明瞭に視認することができる。また、融着区域の面積を4.0mm2以下とすることにより、該模様が粗くなりすぎるのを防ぐことができる。
【0077】
融着区域と隣り合う融着区域との最短距離は2.0mm以上であることが好ましい。融着区域と隣り合う融着区域との最短距離を2.0mm以上とすることで、融着区域間の不織布の嵩が低下することより明瞭な柄が発現できなくなるのを防ぐことができ、嵩高性不織布の嵩自体も低下するので好ましくない。彫刻の深さは、加工する嵩高性不織布の厚みにもよるが、0.5mm以上であることが好ましい。
【0078】
不織布全体の面積に対する融着区域の面積率は、2%以上25%以下であることが好ましく、6%以上15%以下であることがより好ましい。融着区域の面積率を2%以上にすることで、模様が粗くなるのを防ぎ、明瞭に視認できる模様を成型することができる。また、融着区域の面積率を25%以下とすることで、融着区域間の不織布の嵩が低下するのを防ぐことができる。
【0079】
[超音波エンボス]
本発明の嵩高性不織布の別の好ましい態様の一つは、繊維層Aの収縮により一体化して得られた嵩高性不織布に、繊維層B側から超音波エンボス処理を施し得られた嵩高性不織布である。この方法で得られた不織布は、超音波を当てない部分の熱溶融をほぼ完全に阻止できるため、繊維層Bの表面が特に柔らかく、肌触りが良いものとなる。また、当該処理法は、不織布の厚みによる制限を受けないため、特に嵩高な不織布のエンボス加工に有利に使用できる。
[用途]
本発明の嵩高性不織布は、比較的安価に製造しうるという特徴を持つことから、いわゆる使い捨て物品の構成部材として好適に使用することができる。特に、換気扇フィルターやオイルキャッチャーなどのフィルター用途、フロアモップの清掃シート用途、使い捨て物品の面ファスナーの雌材用途、紙おむつや生理用ナプキンの表面材などの衛生材料用途などに広く好適に利用できる。
【実施例】
【0080】
以下、実施例により、本発明をさらに詳細に説明するが、本発明の範囲はこれらに限定されるものではない。
【0081】
[評価方法]
実施例及び比較例の評価は次のように行った。
(1)目付
15cm角に切断した不織布の重量を、A&D社製HF−200を用いて測定し、g/m2に換算して目付とした。
(2)厚み
15cm角に切断した不織布に対し、直径35mmの圧力子に3.5g/cm2の圧力を掛け、その時の厚みを、東洋精機社製デジシックネステスターを用いて測定した。
(3)収縮率
ウェブの収縮率は、以下のようにして測定した。大和機工製ミニチュアカード機を用い、カード機の導入コンベア中央部30cmに100gの開繊した使用原綿を導入し、ドッファー速度7.0±0.2m/分、周長145cmの巻き取りドラム速度7.3±0.2m/分で全量を巻き取り、鋏などで切断し約25cm角のウェブを採取した。この約25cm角のウェブをクラフト紙ではさみ、145℃に設定した三洋電機製のコンベクションドライヤーで5分間処理した後に取り出し、MD(Machine Direction)の長さを測定し、下記式により、収縮率を算出した。
収縮率=((熱処理前の長さ[cm])−(熱処理後の長さ[cm]))/(熱処理前の長さ[cm])×100(%)
(4)実繊維長
キーエンス製デジタルマイクロスコープを使用し、その画像解析機能を用いて、繊維一本の末端から末端までを繊維に沿って計測することで測定した。(任意の5本の平均値をもって実測値とした。)
【0082】
[実施例1]
(ウェブAの調製)
潜在捲縮性熱融着性複合繊維として、エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型断面の繊度8.8dtex、実繊維長64mmである潜在捲縮性熱融着性複合繊維を用いた。エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンの複合比(重量基準)は49:51であった。該潜在捲縮性熱融着性複合繊維を大和機工製ミニチュアカード機に投入して、目付10g/m2のウェブAを採取した。得られたウェブAのウェブ収縮率を前記測定方法で測定した結果、72%であった。
【0083】
(ウェブBの調製)
熱融着性複合繊維として、高密度ポリエチレンとポリプロピレンとからなる、鞘芯型断面の繊度2.2dtex、実繊維長38mmである熱融着性複合繊維を用いた。高密度ポリエチレンとポリプロピレンの複合比(重量基準)は52:48であった。該熱融着性複合繊維を大和機工製ミニチュアカード機に投入して、目付10g/m2のウェブBを採取した。得られたウェブBのウェブ収縮率を前記測定方法で測定した結果、0%であった。
【0084】
(嵩高性不織布の調製)
前記ウェブAを下層に、前記ウェブBを上層にして積層した後に、135℃の熱風が上から下に1.1m/秒で通過するコンベア式ドライヤー(寿工業社製)に挿入して、ウェ
ブAを構成する潜在捲縮性熱融着性複合繊維の捲縮の顕在化とともに収縮させて、ウェブAが繊維層A、ウェブBが繊維層Bとなり、両層の繊維が、両層の厚み方向において界面で部分的に交絡して一体化され、繊維層Aと繊維層Bとの交絡点間で繊維層Bが隆起してなる嵩高性不織布を得た。
【0085】
[実施例2]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0086】
[実施例3]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0087】
[実施例4]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0088】
[実施例5]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。
【0089】
[実施例6]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用い、嵩高性不織布を作成した。加熱方式としてオーブンを用い、オーブンには三洋電機製のコンベクションドライヤーを用い、加熱時間は5分とした。
【0090】
[実施例7]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用いて作成した嵩高性不織布を、エンボス加工した。エンボスの彫刻ロールは、直径0.8mmの丸型の突起が横5.0mm、縦2.5mmで千鳥に配列させたものを用いた。加熱温度は124℃で、線圧20kg/cmとした。
【0091】
[実施例8]
実施例1と同様の方法で、繊維層Aとなる下層と繊維層Bとなる上層に表1に示す繊維を各々用いて嵩高性不織布作成し、該嵩高性不織布が熱処理機から排出された直後に、賦形加工した。賦形模様には、直径3.0mmの丸型の凹部が横5.0mm、縦2.5mmで千鳥に配列させたパンチングプレートから成るロールを用いた。線圧5kg/cmとした。なお、この凹部の面積率は56.5%であった。
【0092】
[比較例1]
(ウェブAの調製)
熱融着性複合繊維として、エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型断面の繊度8.8dtex、実繊維長64mmである熱融着性複合繊維を用いた。エチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンの複合比(重量基準)は49:51であった。該熱融着性複合繊維を大和機工製ミニチュアカード機に投入して目付20g/m2のウェブAを採取した。得られたウェブAのウェブ収縮率を前記測定方法で測定した結果、3%であった。
【0093】
(ウェブBの調製)
熱融着性複合繊維として、高密度ポリエチレンとポリプロピレンからなる鞘芯型断面の繊度2.2dtex、実繊維長38mmである熱融着性複合繊維を用いた。高密度ポリエチレンとポリプロピレンの複合比(重量基準)は52:48であった。該熱融着性複合繊維を大和機工製ミニチュアカード機に投入して目付18g/m2のウェブBを採取した。得られたウェブBのウェブ収縮率を前記測定方法で測定した結果、2%であった。
【0094】
(嵩高性不織布の調製)
前記ウェブAを下層に、前記ウェブBを上層にして積層した後に、135℃の熱風が上から下に1.1m/秒で通過するコンベア式ドライヤー(寿工業社製)に挿入して、ウェブAが繊維層A、ウェブBが繊維層Bとなった不織布を得た。
【0095】
[比較例2]
比較例1と同様の方法で、下層と上層に表1に示す繊維をそれぞれ用い、不織布を作成した。
【0096】
[比較例3]
比較例1と同様の方法で、下層と上層に表1に示す繊維をそれぞれ用い、不織布を作成した。
【0097】
[比較例4]
比較例1と同様の方法で、下層と上層に表1に示す繊維をそれぞれ用い、不織布を作成した。
【0098】
実施例1〜8および比較例1〜4の、加工条件および不織布の特性を評価した結果を表1に示す。
【0099】
【表1】
【0100】
表1に示す結果から、下記のことがわかった。
(実施例1)
表1に示すように、実施例1の嵩高性不織布は、比較例1の不織布と比較して、同目付であっても厚みが大きく嵩高性に優れていた。また、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の手触りについて官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例1の不織布が優れると回答した。
【0101】
(実施例2)
表1に示すように、実施例2の結果から、ポリエステル系の潜在捲縮性熱融着性複合繊維であっても、同様に嵩高性不織布を製造できることがわかった。
【0102】
(実施例3)
表1に示すように、実施例3の嵩高性不織布は、比較例2の不織布と比較して、同目付であっても厚みが大きく嵩高性に優れていた。また、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の手触りについて官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例3の不織布が優れると回答した。
【0103】
(実施例4)
表1に示すように、実施例4の結果から、繊維層Aの潜在捲縮性複合繊維にレーヨンを混綿して用い、繊維層Bの繊維の鞘成分に直鎖状低密度ポリエチレンを用いた場合であっても、同様に嵩高性不織布を製造できることがわかった。
【0104】
(実施例5)
表1に示すように、実施例5の嵩高性不織布は、比較例3の不織布と比較して、同目付であっても厚みが大きく嵩高性に優れていた。また、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例5の不織布が優れると回答した。
【0105】
(実施例6)
表1に示すように、実施例6の結果から、繊維層Aの潜在捲縮性複合繊維の鞘成分に直鎖状低密度ポリエチレンを用いた場合であっても、また、加熱方式にオーブンを用いた場合であっても同様に嵩高性不織布を製造できることがわかった。
【0106】
(実施例7)
表1に示すように、実施例7の不織布は、実施例1にエンボス加工したものであるにも関わらず、厚みの減少が小さく、かつエンボスの模様が明瞭に深く賦形され、意匠性に優れるものであった。
【0107】
(実施例8)
表1に示すように、実施例8の不織布は、実施例1に賦形加工したものであるにも関わらず、厚みの減少が小さく、かつエンボスの模様が明瞭に深く賦形され、意匠性に優れるものであった。また、比較例4と比較すると同目付であっても厚みが大きく嵩高性に優れていた。さらに、5人のモニターに嵩高性不織布の繊維層B側から把持してもらい、比較例1の不織布と、肌触りやクッション性をキーワードとして両不織布の手触りについて官能的な比較をしたところ、5人すべてのモニターはその厚みの差以上に実施例8の不織布が優れると回答した。
【産業上の利用可能性】
【0108】
本発明の嵩高性不織布は、比較的安価に製造でき、換気扇フィルターやオイルキャッチャー、エアフィルター、オイルフィルターおよびエレクトレットフィルターなどのフィルター用途、フロアモップの清掃シート用途、使い捨て面ファスナーの雌材用途、紙おむつおよび生理用ナプキンの表面材などの衛生材料用途、振動吸収材、防音材、保温材、シップ材およびプラスター材の基布、靴の中敷き、並びに使い捨てカーペットなどに広く好適に利用できる。
【符号の説明】
【0109】
1 熱処理前の「繊維層A」
2 熱処理前の「繊維層B」
1’ 熱処理後の「繊維層A」
2’ 熱処理後の「繊維層B」
3 積層熱処理後の「繊維層A」と「繊維層B」の接面部断面
4 「繊維層A」の顕在化した螺旋捲縮繊維
5 「繊維層B」の繊維
【特許請求の範囲】
【請求項1】
螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布。
【請求項2】
繊維層Aに含まれる螺旋捲縮繊維が潜在捲縮性繊維に螺旋捲縮を発現させて得られた繊維であって、該繊維の螺旋捲縮発現時に、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維が両繊維層の界面において交絡して一体化している、請求項1記載の嵩高性不織布。
【請求項3】
繊維層Aに含まれる潜在捲縮性繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間が結合していることを特徴とする、請求項1または2記載の嵩高性不織布。
【請求項4】
繊維層Bが、賦形模様が刻印された金型で圧接されている、請求項1〜3のいずれか1
項記載の嵩高性不織布。
【請求項5】
繊維層Bが加熱エンボスロールで圧接されて加圧融着されている、請求項1〜3のいずれか1項記載の嵩高性不織布。
【請求項6】
加圧融着された1つの融着区域の面積が0.1mm2以上4.0mm2以下、該融着区域と隣り合う融着区域との最短距離が2.0mm以上であって、不織布全体の面積に対する融着区域の面積率が2%以上25%以下であることを特徴とする請求項5記載の嵩高性不織布。
【請求項7】
繊維層Aに含まれる螺旋捲縮繊維が、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型および/または偏心鞘芯型の断面を有する複合繊維である請求項1〜5のいずれか1項記載の嵩高性不織布。
【請求項8】
前記ランダム共重合体とポリプロピレンとの複合比が、重量基準で、30:70〜70:30の範囲である請求項7記載の嵩高性不織布。
【請求項9】
繊維層Bが、鞘芯型、偏心鞘芯型および並列型から選ばれる少なくとも1つの断面構造を有する2成分からなる熱融着性複合繊維を含む層である請求項1〜8のいずれか1項記載の嵩高性不織布。
【請求項10】
前記2成分の複合比が、重量基準で、30:70〜70:30の範囲である請求項9記載の嵩高性不織布。
【請求項11】
繊維層Aを構成する繊維の繊度が1.5dtex以上17.6dtex以下、実繊維長が30mm以上128mm以下の範囲である請求項1〜10のいずれか1項記載の嵩高性
不織布。
【請求項12】
繊維層Bを構成する繊維の繊度が1.5dtex以上6.7dtex以下、実繊維長が30mm以上102mm以下の範囲である請求項1〜11のいずれか1項記載の嵩高性不
織布。
【請求項13】
請求項1〜12のいずれか1項記載の嵩高性不織布を用いる製品。
【請求項14】
潜在捲縮性繊維を含む繊維層Aの少なくとも片面に、繊維層Aが螺旋捲縮する温度では繊維層Aより弱く螺旋捲縮するか螺旋捲縮しない繊維層Bを積層して熱処理することにより、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて交絡部を形成し、各交絡部の間に繊維層Bを繊維層B側に隆起させた構造を形成させる嵩高性不織布の製造方法。
【請求項15】
繊維層Aに含まれる潜在捲縮性繊維が潜在捲縮性複合繊維であって、熱処理により該繊維の螺旋捲縮を発現させて、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて一体化させる、請求項14記載の製造方法。
【請求項16】
繊維層Aに含まれる潜在捲縮性複合繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間を結合させる、請求項15記載の製造方法。
【請求項1】
螺旋捲縮繊維を含む繊維層Aの少なくとも片面に繊維層Bが積層され、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維が両層の厚み方向において界面で部分的に交絡して一体化されており、各交絡部の間において繊維層Bが繊維層B側に隆起した構造を呈しており、比容積が30cm3/g以上である嵩高性不織布。
【請求項2】
繊維層Aに含まれる螺旋捲縮繊維が潜在捲縮性繊維に螺旋捲縮を発現させて得られた繊維であって、該繊維の螺旋捲縮発現時に、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維が両繊維層の界面において交絡して一体化している、請求項1記載の嵩高性不織布。
【請求項3】
繊維層Aに含まれる潜在捲縮性繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間が結合していることを特徴とする、請求項1または2記載の嵩高性不織布。
【請求項4】
繊維層Bが、賦形模様が刻印された金型で圧接されている、請求項1〜3のいずれか1
項記載の嵩高性不織布。
【請求項5】
繊維層Bが加熱エンボスロールで圧接されて加圧融着されている、請求項1〜3のいずれか1項記載の嵩高性不織布。
【請求項6】
加圧融着された1つの融着区域の面積が0.1mm2以上4.0mm2以下、該融着区域と隣り合う融着区域との最短距離が2.0mm以上であって、不織布全体の面積に対する融着区域の面積率が2%以上25%以下であることを特徴とする請求項5記載の嵩高性不織布。
【請求項7】
繊維層Aに含まれる螺旋捲縮繊維が、エチレン−プロピレンランダム共重合体および/またはエチレン−プロピレン−ブテン−1ランダム共重合体とポリプロピレンとからなる、並列型および/または偏心鞘芯型の断面を有する複合繊維である請求項1〜5のいずれか1項記載の嵩高性不織布。
【請求項8】
前記ランダム共重合体とポリプロピレンとの複合比が、重量基準で、30:70〜70:30の範囲である請求項7記載の嵩高性不織布。
【請求項9】
繊維層Bが、鞘芯型、偏心鞘芯型および並列型から選ばれる少なくとも1つの断面構造を有する2成分からなる熱融着性複合繊維を含む層である請求項1〜8のいずれか1項記載の嵩高性不織布。
【請求項10】
前記2成分の複合比が、重量基準で、30:70〜70:30の範囲である請求項9記載の嵩高性不織布。
【請求項11】
繊維層Aを構成する繊維の繊度が1.5dtex以上17.6dtex以下、実繊維長が30mm以上128mm以下の範囲である請求項1〜10のいずれか1項記載の嵩高性
不織布。
【請求項12】
繊維層Bを構成する繊維の繊度が1.5dtex以上6.7dtex以下、実繊維長が30mm以上102mm以下の範囲である請求項1〜11のいずれか1項記載の嵩高性不
織布。
【請求項13】
請求項1〜12のいずれか1項記載の嵩高性不織布を用いる製品。
【請求項14】
潜在捲縮性繊維を含む繊維層Aの少なくとも片面に、繊維層Aが螺旋捲縮する温度では繊維層Aより弱く螺旋捲縮するか螺旋捲縮しない繊維層Bを積層して熱処理することにより、繊維層Aの螺旋捲縮繊維及び繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて交絡部を形成し、各交絡部の間に繊維層Bを繊維層B側に隆起させた構造を形成させる嵩高性不織布の製造方法。
【請求項15】
繊維層Aに含まれる潜在捲縮性繊維が潜在捲縮性複合繊維であって、熱処理により該繊維の螺旋捲縮を発現させて、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維を両層の厚み方向において界面で部分的に交絡させて一体化させる、請求項14記載の製造方法。
【請求項16】
繊維層Aに含まれる潜在捲縮性複合繊維が、潜在捲縮性熱融着性複合繊維であって、少なくとも該繊維の熱融着によって、繊維層Aの螺旋捲縮繊維と繊維層Bの繊維との交絡部における交絡点間を結合させる、請求項15記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−236542(P2011−236542A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2011−62498(P2011−62498)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(311002067)JNC株式会社 (208)
【出願人】(399120660)JNCファイバーズ株式会社 (41)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(311002067)JNC株式会社 (208)
【出願人】(399120660)JNCファイバーズ株式会社 (41)
【Fターム(参考)】
[ Back to top ]