
工作機械、具体的には、レーザ工作機械の分散化制御のための方法
本発明は、工作機械(24)、詳細には、レーザ工作機械の分散化制御のための方法であって、この工作機械が、保護用ハウジング(22)によって囲まれ、機械加工領域(31)にアクセスするための少なくとも1つの監視される領域(27、28)を有する機械加工領域(31)を備え、工作機械(24)を始動するために少なくとも1つの制御盤(21)によって操作される制御部を備え、1つ又は複数の多機能キー(16)を用いて制御され、少なくとも1つの多機能キー(16)が、少なくとも1つのアクセス領域(27、28)と関連付けられ、それぞれの多機能キー(16)が押されると、工作機械(24)に対する運転シーケンスの連続作業ステップの繰返しシーケンスで次にある運転シーケンスの作業ステップが作動する方法に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前提部による工作機械、具体的には、レーザ工作機械の分散化制御のための方法に関する。
【背景技術】
【0002】
この種の工作機械、具体的には、レーザ工作機械が、出願人の工作機械「Lasercell 1005」から知られている。この種の工作機械は保護用ハウジングによって囲まれる機械加工区画を有する。保護用ハウジングは、監視される機械加工区画のための少なくとも1つのアクセス領域を含む。保護用ハウジングの外側には、工作機械が制御される主制御盤が配置される。この主制御盤は、ティーチパネル(Teachpanel)を備え、このティーチパネルは、基礎的機能及び補助的機能の両方を入力するために用いることができる。主制御盤に関連した分散化方式においては、保護用ドアの開放及び閉鎖の目的のために、領域の割当てに従って個々の制御キーを備える個々の制御要素が設けられている。例えば、アクセス領域用自動式保護用ドアが、ドアを開けるための制御キーと、ドアを閉めるための制御キーと、保護用ハウジングで光を操作するための制御キーと、緊急停止機能のための制御キーと、保護用ハウジングの外側で機械加工区画の中に装填された工作物搬送装置の認識のための制御キーとを備える。
【0003】
かかる工作機械では、工作物搬送装置を用いて工作物がローディングされ、アンローディングされ、前記工作物は、機械加工区画から別々のアクセス領域を通り、工作機械の外側にあるローディング区画から保護用ハウジングの内側にある機械加工区画の中に移動させられる。このアクセス領域は、このアクセス領域に関連付けられた別の制御要素を有し、この別の制御要素は上述の制御要素とは対照的に別の制御キーを備える。
【0004】
これらの知られる制御要素は、工作機械を制御するための全ての機能を可能にする。しかしながら、機械操作者は、制御キーを選択し、実行すべき作業ステップの位置で必要な各作業ステップに対してそれぞれの制御要素を操作することを必要とする。この制御要素の配置は、工作機械の状態に基づいて各制御要素に関する特定の命令を必要とする。さらに、機械操作者は、起きているそれぞれの位置で個々の制御ステップを起動する必要がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
したがって、本発明は、作動が単純化され、分散化制御のための制御要素が協調する工作機械の分散化制御の方法を提供する目的に基づいている。
【課題を解決するための手段】
【0006】
本発明は、請求項1の特徴による工作機械の分散化制御のための方法を用いて目的を達成する。本発明の別の有利な改良態様及び発展態様は別の従属項で明記される。
【0007】
本発明による方法は、工作機械の分散化制御のために標準の多機能押しボタンが、連続作業ステップがその多機能押しボタンによって作動されて簡単となるように、工作機械のアクセス領域に設けられる利点を有する。この場合、多機能押しボタンのそれぞれの操作は、制御サイクルの連続作業ステップの繰返しシーケンスに従って次にある制御サイクルの作業ステップを作動させることを含む。これは一連の連続作業ステップを実行することである。さらに、多機能押しボタンの標準配置は、離れて設けられるが機械操作者の視界の中にあるアクセス領域の作動を可能にする。これにより、速い制御に基づくプロセス時間の短縮が可能になる。
【0008】
多機能キーが、工作機械の各運転モードに対して定められている制御サイクルの連続作業ステップを連続的に作動させることが好ましい。これは、典型的な又は定期的に繰り返す作業ステップがすべての運転モードに対して特定の制御サイクルを制御することを意味する。工作機械は、多機能押しボタンを用いて「工作物の機械加工」及び「工作機械の準備」運転モードで制御されることが好ましい。
【0009】
この方法の1つの好ましい実施態様では、「工作物の機械加工」運転モードで機械加工プログラムが、多機能押しボタンを操作することによって中断される。作業プロセスの中断の間に工作機械に対する現在の作業状態を確認すること、したがって、機械操作者が作業プロセスに戻し、作業プロセスを継続するために適切な制御要素を作動させるか又は操作することをもはや必要としない。
【0010】
機械操作者が制御サイクルで工作機械の現在の状態について知らされるように、多機能押しボタンが、定常光、点滅光又は異なった周波数での複数の点滅光、あるいは定常光の消灯など、状態信号を出力するためのベースとして工作機械の現在の運転状態をとることが好ましい。これにより、機械操作者が制御サイクルで現在の作業ステップ又は工作機械の現在の運転状態を確認することが可能になる。1つ又は複数の多機能押しボタンが「工作物の機械加工」運転モードで第1の状態信号を用いて工作物の機械加工を表示することが好ましく、その第1の状態信号が定常光の形であることが好ましい。
【0011】
本発明による方法の1つの有利な改良態様では、「工作物の機械加工」運転モードで工作物の機械加工の間に多機能押しボタンを操作すると、機械加工プログラムが中断し、リニア・アクスルを減速することによって機械加工ユニットが好ましくは停止し、レーザ光線がオフになり、送り抑制が作動する。
【0012】
機械加工プログラムの中断が、第1の状態信号の変化によって多機能押しボタンで表示されることが好ましい。これにより、機械操作者が制御サイクルでの現在の作業ステップ又は工作機械の現在の運転状態を確認することが可能になる。
【0013】
工作機械の機械加工区画が安全性の理由で通常保護されているので、多機能押しボタンの操作によって、機械加工プログラムが中断されることに加えて機械加工区画がアクセス可能にされることを含むようにすることが好ましい。手動式保護用ドアの場合、保護用ドアにある錠が保護用ハウジングで開錠され、又は自動式保護用ドアの場合、保護用ドアが保護用ハウジングで開けられ、あるいは例えば光バリアによってアクセス領域を監視する場合、監視は非活動化される。これらの作業ステップは、連続して実行され、かつ工作機械の機械加工区画をアクセス可能にし、起動された中断の原因を検査する制御サイクルとなる。
【0014】
この方法の1つの有利な改良態様では、工作機械のアクセス領域は、自動式保護用ドアによって、あるいは光バリア又は光カーテンによって監視することにより保護される。機械加工プログラムの中断及び機械加工区画のアクセスの可能性が、多機能押しボタンで第1の状態信号、好ましくは定常光の好ましくは消灯によって機械操作者に表示される。これは、機械加工プログラムを中断するための連続作業ステップが実行され、機械加工区画が危険性なしにアクセス可能であることを機械操作者に知らせる。
【0015】
機械加工プログラムの中断の原因が検査され、解決されると、中断された機械加工プログラムに戻るために多機能押しボタンの操作によって作業ステップを起動するようにすることが好ましい。この機械加工プログラムでは、自動式保護用ドアの自動式閉鎖又は手動式保護用ドアの施錠あるいはアクセス領域の監視作業が作動される。
【0016】
この成功裏に実行される作業ステップが、多機能押しボタンで点滅光の形であることが好ましい第2の状態信号によって表示されることが有利である。同時に、これは完全に実行された作業ステップの検査を確実にする。
【0017】
この方法の1つの有利な改良態様では、工作機械のアクセス領域は、手動式保護用ドアによって保護される。機械加工プログラムの中断及び手動式保護用ドアの開錠が、多機能押しボタンからの第2の状態信号、具体的には、点滅光によって表示されることが好ましい。多機能押しボタンからの第2の状態信号は、少なくとも1つの手動式保護用ドアが開けられたとき消灯され、したがって、機械操作者は機械加工区画がアクセス可能であることを知る。
【0018】
機械加工プログラムを継続するためには、多機能押しボタンを操作することによって、少なくとも1つの開けられた手動式保護用ドアが閉められ、次いで、手動式保護用ドアが施錠される。
【0019】
多機能押しボタンは、第2の状態信号、具体的には、点滅光を用いて手動式保護用ドアの施錠を表示する。これにより、機械操作者が制御サイクルでの現在の作業ステップ又は工作機械の現在の運転状態を確認することが可能になる。
【0020】
点滅光が多機能押しボタンで表示された後、工作機械が、機械加工プログラムを継続するために多機能押しボタンを再び操作することによって作動されることが有利である。機械加工プログラムは、機械加工プログラムの中断が起きた箇所からさらに機械加工を継続する。
【0021】
機械加工プログラムの継続が起動されたときから、多機能押しボタンで点滅光が定常光に転換されることが好ましい。これは機械加工プログラムが定期的に実行されていることを表示する。
【0022】
機械加工区画の中に配置された1つ又は複数の工作物が完全に機械加工された後、工作物の交換が必要である。この工作物の交換は、「工作物の機械加工」運転モードでの機械加工プログラムの中の機械加工ステップ又は機械操作者によって手動で実行することができる。
【0023】
この方法の1つの好ましい改良態様によれば、機械加工区画での工作物の交換は、第1の状態信号の変化、好ましくは定常光の消灯によって多機能押しボタンで表示される。これにより、機械操作者に現在状態を再度知らせる。
【0024】
工作物は、好ましくは工作物搬送装置を用いてローディングされアンローディングされる。工作物は、工作機械の少なくとも1つのアクセス領域が使用可能であることで交換され、工作物搬送装置がローディング区画から機械加工区画の中に移動させられる。2つのローディング区画が設けられる場合、例えば、1つの工作物搬送装置が機械加工区画から第1のローディング区画の中に移動させられ、1つの工作物搬送装置が第2のローディング区画から機械加工区画の中に移動させられる。工作物搬送装置が移動すると、アクセス領域が作動する。続いて、まだ未機械加工の工作物を再び機械加工することができる。
【0025】
工作物の交換の間に、多機能押しボタンを操作すると、少なくとも1つの工作物搬送装置を停止させ、多機能押しボタンを再び操作すると、少なくとも1つの工作物搬送装置が再始動することが好ましい。
【0026】
さらに、工作物搬送装置をローディング区画から機械加工区画の中に移動させ、又は機械加工区画からローディング区画の中に移動させる作業ステップが、多機能押しボタンを操作することによって「工作機械の準備」運転モードで制御されるようにすることが有利である。
【0027】
追加の作業ステップとして、アクセス領域の開放及び閉鎖が、多機能押しボタンを操作することによって制御されるようにすることが好ましい。これは、工作機械を準備する目的のために機械操作者による機械加工区画へのよいアクセスを可能にする制御サイクルのための連続作業ステップを提供する。
【0028】
この種の工作機械の簡単で人間工学的な操作の目的のために、1つ又は複数の多機能押しボタンによる分散化方法で又は中央において主制御盤で起動される個々の連続作業ステップが互いに同期化されるようにすることが有利であり、したがって、同一のステップを、要求に応じて各多機能押しボタン及び主制御盤で作動させることができる。かかる同期化は、工作機械に設けられた複数の多機能押しボタンの1つを操作するための自由な選択を機械操作者に与える。
【0029】
本発明ならびに本発明の別の有利な実施態様及び発展態様を図面に示す例を用いて以下でより詳細に示し説明する。説明及び図面で分かることができる特徴は、本発明によりこれら自体個々に又は任意の組合せで別々に適用することができる。
【図面の簡単な説明】
【0030】
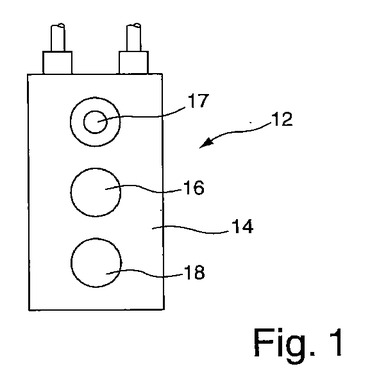
【図1】分散化制御要素の概略図である。
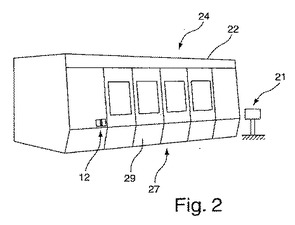
【図2】保護用ハウジングと手動式保護用ドアとを有する工作機械の斜視図である。
【図3】工作物搬送装置として自動式保護用ドアと、パレット式チェンジャとを有する工作機械の斜視図である。
【図4】工作物搬送装置として回転式チェンジャを有する工作機械の斜視図である。
【発明を実施するための形態】
【0031】
図1は、ハウジング又は少なくとも1つの取付け板14を備える制御要素12の概略図を示す。この取付け板14は、多機能押しボタン16と、緊急停止スイッチ17と、認識押しボタン18とを含む。これら3つの押しボタン16、17、18は異なった色からなることが好ましい。緊急停止スイッチ17は黄色の背景を有する赤色のスイッチの形であり、認識押しボタン18は緑色の押しボタンの形であり、多機能押しボタン16は青色の照明付き押しボタンの形である。
【0032】
図2は、保護用ハウジング22を有する工作機械24である。保護用ハウジング22はアクセス領域27によってアクセス可能である。アクセス領域27は手動で移動可能な保護用ドア29によって形成され、この保護用ドア29を図2に閉めた状態で示す。制御要素12が、主制御盤21に対して、工作機械24の保護用ハウジング22に分散化方式で配置される。制御要素12は、内蔵式構成部品として設けられる場合、保護用ハウジング22と同一平面にはめ込まれた取付け板14を備える。別法として、保護用ハウジング22に取り付けられるハウジングを設けてもよい。
【0033】
最も単純化された工作機械24の実施形態では、ただ1つの制御要素12がアクセス領域27に関連付けられる。かかる実施形態の場合には、保護用ドア29は手動で開け閉めするようになされている。しかしながら、予防的なドア29は自動的に開錠されかつ施錠され、それが監視される。
【0034】
工作機械の分散化制御のための本発明による方法を図3に示すように工作機械に対してより詳細に以下で説明する。
【0035】
図3は、自動式保護用ドア29と、工作物のためのローディング・プロセスとアンローディング・プロセスの自動化装置とを有する工作機械24を示す。工作機械24は、レーザ工作機械の形であり、保護用ハウジング22によって囲まれた機械加工区画31を備える。アクセス領域27は2つの自動式で移動可能な保護用ドア29によって形成され、この保護用ドア29を図3に開いた状態で示す。それぞれ自動的に移動可能な保護用ドア29は、関連付けられた、多機能押しボタン16を備えた制御要素12を有する。制御要素12は、保護用ドア29の前に配置された垂直カラム30に組み込まれる。
【0036】
機械加工区画31は、工作物用のローディング・プロセスとアンローディング・プロセスを自動化する目的のためにパレット式チェンジャの形で内部に配置された工作物搬送装置33を有する。工作物搬送装置33は工作物を保持するための作業台であり、本作業台は、ボタンへの接触によって保護用ハウジング22の外側のローディング及びアンローディング位置と保護用ハウジング22の内側の機械加工位置との間を移動可能である。工作機械24は、保護用ハウジング22の前に配置された第1のローディング区画34と、保護用ハウジング22の側面に配置された第2のローディング区画35とを備える。この配置により、機械操作者は、ローディング区画34、35において機械加工を終えた工作物をアンローディングし、工作物32が機械加工区画31の中で機械加工されている間に工作物搬送装置33の上に未機械加工の工作物をローディングすることが可能になる。
【0037】
工作機械24のサイズ及び融通性に応じて、1つ又は複数のローディング区画34、35が設けられる。ローディング区画34、35は、光バリアによって保護され、光バリアを組み込んだ4つのカラム37によって限定される。光バリアは、制御要素12にある認識押しボタン18を用いて作動される。別法として、ローディング区画34、35は光カーテンによって保護されてもよい。
【0038】
機械加工区画31は、機械加工ユニット36としてレーザ切断ヘッド又はレーザ溶接ヘッドを含み、例えば、このレーザ切断ヘッド又はレーザ溶接ヘッドは工作物搬送装置33の上方にあるリニア・アクスル・システムを用いて移動することができる。
【0039】
工作機械は様々な運転モードで運転することができる。一例として、これらには、「工作物の機械加工」、「工作機械の準備」、「工作機械の保守」、「診断」の運転モードが含まれる。
【0040】
工作物は、「工作物の機械加工」運転モードで機械加工プログラムに従って機械加工される。機械操作者は機械加工プログラムを作成し、このプログラムは、起動されると、機械制御装置にコマンドを送信する。「工作物の機械加工」運転モードでは、多数のコマンドが選択された機械加工プログラムに基づき自動的に生成される。多機能押しボタン16の機能によって、機械加工プログラムを安全に中断させることができ、この中断を多機能押しボタン16によって制御することができる。
【0041】
「工作機械の準備」運転モードでは、機械操作者は機械加工のために工作機械を準備することができる。これには、レーザ光線の向き調整、間隔制御の調整又は工作物サポートの挿入などの操作が含まれる。
【0042】
工作物は「工作物の機械加工」運転モードで機械加工される。機械加工区画31の中に配置された工作物32を機械加工するためには、機械加工プログラムは、主制御盤21を用いて起動される。多機能押しボタン16は、機械加工ユニット36が作動させられ、機械加工プログラムが実行されていることを示すために定常光を用いる。
【0043】
認識押しボタン18が点灯することによって、ローディング区画34の中に配置された工作物搬送装置33上の工作物の交換が必要であることを機械操作者に知らせる。工作物32が機械加工区画31の中で機械加工されている間に、機械操作者は、ローディング区画34で工作物を交換する。機械加工を終えた工作物が工作物搬送装置33から取り出され、新しい未機械加工の工作物が工作物搬送装置33を挿入される。認識押しボタン18を押すことによって、機械操作者はローディング区画34での工作物の交換を確認する。
【0044】
工作物32が機械加工されると、機械加工ユニット36が停止し、機械加工プログラムが終了する。工作機械24用の制御装置を用いて工作物搬送装置33を交換する。アクセス領域27、28が開けられ、工作物搬送装置33は、機械加工区画31から外へローディング区画35の中に移動させられ、工作物搬送装置33は、ローディング区画34から機械加工区画31の中に移動される。次に、保護用ドア29は閉められ、したがって、アクセス領域27、28は密封され、機械加工ユニット36は、機械加工プログラムが起動されることにより次の工作物を機械加工し始める。
【0045】
工作物を交換するための機械加工の中断は、定常光が消灯されることにより多機能押しボタン16によって表示される。工作物が交換された後、機械加工プログラムが継続されると直ぐに、多機能押しボタン16は定常光を再び表示する。
【0046】
工作物32が機械加工されている間に機械加工区画31にアクセスすることが必要になった場合は、機械加工プログラムは、多機能押しボタン16を操作することによって中断することができる。多機能押しボタン16は、工作物32の機械加工を安全に中断し、引き続き機械加工を継続するために必要である制御サイクルで連続作業ステップを作動させるために用いることができる。
【0047】
多機能押しボタン16を操作することによって、機械加工ユニット36は、リニア・アクスルを減速することによって停止され、レーザ光線がオフにされ、送り抑制が作動される。さらに、操作された多機能押しボタン16と関連付けられた保護用ドア29が開けられる。機械操作者は機械加工区画31に入り障害を修正することができる。障害が修正されたとき、開けられた保護用ドア29を多機能押しボタン16を操作することによって閉めることができる。多機能押しボタン16の別の操作により、機械加工プログラムが以前に中断した箇所から機械加工プログラムを継続する。
【0048】
多機能押しボタン16は、異なった状態信号を用いて中断の間に工作機械24の様々な状態を表示する。機械加工プログラムの中断及び保護用ドア29の開放は、多機能押しボタン16の上の定常光が消灯されることにより表示される。障害が修正され、保護用ドア29が閉められると、多機能押しボタン16は、別の行為が機械加工を継続するために必要であることを機械操作者に知らせる点滅光を表示する。多機能押しボタン16を再び押すと、機械加工ユニット36が再度作動し、機械加工プログラムが継続され、多機能押しボタン16は点滅光から定常光に変化する。
【0049】
工作機械24が、手動で開ける必要がある保護用ドア29を備える保護用ハウジング22を有するとき、多機能押しボタン16を作動させることによる機械加工プログラムの中断に続き、機械ユニット36の停止及び保護用ドア29の開錠を、多機能押しボタン16の定常光が点滅光に変化することによって表示させることが可能である。これにより、機械操作者に機械加工区画31がアクセス可能であることを知らせる。
【0050】
「工作機械の準備」運転モードでは、繰返し作業ステップの異なったシーケンスが、多機能押しボタン16に記憶される。
【0051】
工作物搬送装置33が、ローディング区画34、35又は機械加工区画31の中に配置される。
【0052】
多機能押しボタン16を操作することにより保護用ドア29が開き、別の操作により、工作物搬送装置33がローディング区画34、35から機械加工区画31の中に又は機械加工区画31から外にローディング区画34、35の中に移動させられ、別の操作により保護用ドア29が再び閉まる。
【0053】
したがって、多機能押しボタン16の操作だけが連続作業ステップの制御サイクルを起動することが明らかであり、この制御サイクルは不適切な操作が防止された状態での連続作業ステップの典型的なシーケンスを含む。この場合、作業プロセスの中断から工作機械の停止への作業ステップのタイプと数の両方、及び中断した作業プロセスを継続するための作業ステップのタイプと数が、変更され、増加され、さらに例示の実施形態と比較して互いに異なるように構成される。
【0054】
図4は図3と類似の方法で工作機械24を示す。この工作機械は、工作物搬送装置33がパレット式チェンジャの代わりに回転式チェンジャによって形成されている点で区別される。この種の回転式チェンジャは2つ以上のステーションを有し、これらステーションで工作物が配置される。図4に示す工作物搬送装置33は、2つのステーション、ローディング及びアンローディング・ステーション38と、機械加工ステーション39とを有する回転式チェンジャである。ローディング及びアンローディング・ステーション38は、保護壁40によって機械加工ステーション39から分離される。機械加工を終えた工作物は、機械加工ステーション39から外へローディング及びアンローディング・ステーション38の中へ回転され、ローディング及びアンローディング・ステーション38でアンローディングされる。ローディング及びアンローディング・ステーション38では、未機械加工の工作物がローディングされる。次に、ローディング及びアンローディング・ステーション38で実施された工作物の交換は、垂直カラム41で確認され、アクセス領域27からの退出は認識押しボタン18によって確認される。別法として、それぞれの確認は、実施された工作物の交換や、ローディング及びアンローディング・ステーション38からの退出に対して要求される。アクセス領域27が作動され、機械加工プログラムが起動される。
【0055】
原則的には、かかる工作物搬送装置33の作動は、図3に対して説明した制御に対応する。ローディング区画34、35の中へ及びローディング区画34、35から外へパレット式チェンジャを移動させる代わりに、ローディング及びアンローディング・ステーション38から下流にある機械加工ステーション39に工作物を搬送させるために回転式チェンジャを回転させてもよい。
【0056】
保護用ドア29によって密封される図3に示すアクセス領域27、28の代替として、光バリアを用いて保護されるアクセス領域27が図4に設けられる。この光バリア又は光カーテンは垂直カラム41に組み込まれ、この垂直カラム41は、制御要素12を同様に保持し、保護用ハウジング22の一部である。
【0057】
主制御盤21に対して分散化方法で設けられた1つ又は複数の制御要素12を有する主制御盤21を同期化させることに基づいて、主制御盤21と制御要素12の両方で作動させることができる。
【0058】
分散化作動のための制御要素12は、保護用ハウジング22又は分離したカラム37、41に設けることができる。さらに、かかる制御要素12が、機械操作者が携帯する自立した移動無線の形であることも可能であり、したがって、機械操作者は、工作機械24に対する自身の位置に関係なく作動を実行することができる。
【0059】
工作機械は、標準として「工作物の機械加工」及び「工作機械の準備」運転モードで多機能押しボタン16を用いて命ずることができる分散化制御のための特定の方法を備える。顧客の要求により、多機能押しボタン16はまた、作業ステップの個々のシーケンスでプログラムされてよい。
【0060】
上述のすべての特徴は、本発明にそれぞれ独立して重要であり、所望のように互いに組み合わせることができる。
【技術分野】
【0001】
本発明は、請求項1の前提部による工作機械、具体的には、レーザ工作機械の分散化制御のための方法に関する。
【背景技術】
【0002】
この種の工作機械、具体的には、レーザ工作機械が、出願人の工作機械「Lasercell 1005」から知られている。この種の工作機械は保護用ハウジングによって囲まれる機械加工区画を有する。保護用ハウジングは、監視される機械加工区画のための少なくとも1つのアクセス領域を含む。保護用ハウジングの外側には、工作機械が制御される主制御盤が配置される。この主制御盤は、ティーチパネル(Teachpanel)を備え、このティーチパネルは、基礎的機能及び補助的機能の両方を入力するために用いることができる。主制御盤に関連した分散化方式においては、保護用ドアの開放及び閉鎖の目的のために、領域の割当てに従って個々の制御キーを備える個々の制御要素が設けられている。例えば、アクセス領域用自動式保護用ドアが、ドアを開けるための制御キーと、ドアを閉めるための制御キーと、保護用ハウジングで光を操作するための制御キーと、緊急停止機能のための制御キーと、保護用ハウジングの外側で機械加工区画の中に装填された工作物搬送装置の認識のための制御キーとを備える。
【0003】
かかる工作機械では、工作物搬送装置を用いて工作物がローディングされ、アンローディングされ、前記工作物は、機械加工区画から別々のアクセス領域を通り、工作機械の外側にあるローディング区画から保護用ハウジングの内側にある機械加工区画の中に移動させられる。このアクセス領域は、このアクセス領域に関連付けられた別の制御要素を有し、この別の制御要素は上述の制御要素とは対照的に別の制御キーを備える。
【0004】
これらの知られる制御要素は、工作機械を制御するための全ての機能を可能にする。しかしながら、機械操作者は、制御キーを選択し、実行すべき作業ステップの位置で必要な各作業ステップに対してそれぞれの制御要素を操作することを必要とする。この制御要素の配置は、工作機械の状態に基づいて各制御要素に関する特定の命令を必要とする。さらに、機械操作者は、起きているそれぞれの位置で個々の制御ステップを起動する必要がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
したがって、本発明は、作動が単純化され、分散化制御のための制御要素が協調する工作機械の分散化制御の方法を提供する目的に基づいている。
【課題を解決するための手段】
【0006】
本発明は、請求項1の特徴による工作機械の分散化制御のための方法を用いて目的を達成する。本発明の別の有利な改良態様及び発展態様は別の従属項で明記される。
【0007】
本発明による方法は、工作機械の分散化制御のために標準の多機能押しボタンが、連続作業ステップがその多機能押しボタンによって作動されて簡単となるように、工作機械のアクセス領域に設けられる利点を有する。この場合、多機能押しボタンのそれぞれの操作は、制御サイクルの連続作業ステップの繰返しシーケンスに従って次にある制御サイクルの作業ステップを作動させることを含む。これは一連の連続作業ステップを実行することである。さらに、多機能押しボタンの標準配置は、離れて設けられるが機械操作者の視界の中にあるアクセス領域の作動を可能にする。これにより、速い制御に基づくプロセス時間の短縮が可能になる。
【0008】
多機能キーが、工作機械の各運転モードに対して定められている制御サイクルの連続作業ステップを連続的に作動させることが好ましい。これは、典型的な又は定期的に繰り返す作業ステップがすべての運転モードに対して特定の制御サイクルを制御することを意味する。工作機械は、多機能押しボタンを用いて「工作物の機械加工」及び「工作機械の準備」運転モードで制御されることが好ましい。
【0009】
この方法の1つの好ましい実施態様では、「工作物の機械加工」運転モードで機械加工プログラムが、多機能押しボタンを操作することによって中断される。作業プロセスの中断の間に工作機械に対する現在の作業状態を確認すること、したがって、機械操作者が作業プロセスに戻し、作業プロセスを継続するために適切な制御要素を作動させるか又は操作することをもはや必要としない。
【0010】
機械操作者が制御サイクルで工作機械の現在の状態について知らされるように、多機能押しボタンが、定常光、点滅光又は異なった周波数での複数の点滅光、あるいは定常光の消灯など、状態信号を出力するためのベースとして工作機械の現在の運転状態をとることが好ましい。これにより、機械操作者が制御サイクルで現在の作業ステップ又は工作機械の現在の運転状態を確認することが可能になる。1つ又は複数の多機能押しボタンが「工作物の機械加工」運転モードで第1の状態信号を用いて工作物の機械加工を表示することが好ましく、その第1の状態信号が定常光の形であることが好ましい。
【0011】
本発明による方法の1つの有利な改良態様では、「工作物の機械加工」運転モードで工作物の機械加工の間に多機能押しボタンを操作すると、機械加工プログラムが中断し、リニア・アクスルを減速することによって機械加工ユニットが好ましくは停止し、レーザ光線がオフになり、送り抑制が作動する。
【0012】
機械加工プログラムの中断が、第1の状態信号の変化によって多機能押しボタンで表示されることが好ましい。これにより、機械操作者が制御サイクルでの現在の作業ステップ又は工作機械の現在の運転状態を確認することが可能になる。
【0013】
工作機械の機械加工区画が安全性の理由で通常保護されているので、多機能押しボタンの操作によって、機械加工プログラムが中断されることに加えて機械加工区画がアクセス可能にされることを含むようにすることが好ましい。手動式保護用ドアの場合、保護用ドアにある錠が保護用ハウジングで開錠され、又は自動式保護用ドアの場合、保護用ドアが保護用ハウジングで開けられ、あるいは例えば光バリアによってアクセス領域を監視する場合、監視は非活動化される。これらの作業ステップは、連続して実行され、かつ工作機械の機械加工区画をアクセス可能にし、起動された中断の原因を検査する制御サイクルとなる。
【0014】
この方法の1つの有利な改良態様では、工作機械のアクセス領域は、自動式保護用ドアによって、あるいは光バリア又は光カーテンによって監視することにより保護される。機械加工プログラムの中断及び機械加工区画のアクセスの可能性が、多機能押しボタンで第1の状態信号、好ましくは定常光の好ましくは消灯によって機械操作者に表示される。これは、機械加工プログラムを中断するための連続作業ステップが実行され、機械加工区画が危険性なしにアクセス可能であることを機械操作者に知らせる。
【0015】
機械加工プログラムの中断の原因が検査され、解決されると、中断された機械加工プログラムに戻るために多機能押しボタンの操作によって作業ステップを起動するようにすることが好ましい。この機械加工プログラムでは、自動式保護用ドアの自動式閉鎖又は手動式保護用ドアの施錠あるいはアクセス領域の監視作業が作動される。
【0016】
この成功裏に実行される作業ステップが、多機能押しボタンで点滅光の形であることが好ましい第2の状態信号によって表示されることが有利である。同時に、これは完全に実行された作業ステップの検査を確実にする。
【0017】
この方法の1つの有利な改良態様では、工作機械のアクセス領域は、手動式保護用ドアによって保護される。機械加工プログラムの中断及び手動式保護用ドアの開錠が、多機能押しボタンからの第2の状態信号、具体的には、点滅光によって表示されることが好ましい。多機能押しボタンからの第2の状態信号は、少なくとも1つの手動式保護用ドアが開けられたとき消灯され、したがって、機械操作者は機械加工区画がアクセス可能であることを知る。
【0018】
機械加工プログラムを継続するためには、多機能押しボタンを操作することによって、少なくとも1つの開けられた手動式保護用ドアが閉められ、次いで、手動式保護用ドアが施錠される。
【0019】
多機能押しボタンは、第2の状態信号、具体的には、点滅光を用いて手動式保護用ドアの施錠を表示する。これにより、機械操作者が制御サイクルでの現在の作業ステップ又は工作機械の現在の運転状態を確認することが可能になる。
【0020】
点滅光が多機能押しボタンで表示された後、工作機械が、機械加工プログラムを継続するために多機能押しボタンを再び操作することによって作動されることが有利である。機械加工プログラムは、機械加工プログラムの中断が起きた箇所からさらに機械加工を継続する。
【0021】
機械加工プログラムの継続が起動されたときから、多機能押しボタンで点滅光が定常光に転換されることが好ましい。これは機械加工プログラムが定期的に実行されていることを表示する。
【0022】
機械加工区画の中に配置された1つ又は複数の工作物が完全に機械加工された後、工作物の交換が必要である。この工作物の交換は、「工作物の機械加工」運転モードでの機械加工プログラムの中の機械加工ステップ又は機械操作者によって手動で実行することができる。
【0023】
この方法の1つの好ましい改良態様によれば、機械加工区画での工作物の交換は、第1の状態信号の変化、好ましくは定常光の消灯によって多機能押しボタンで表示される。これにより、機械操作者に現在状態を再度知らせる。
【0024】
工作物は、好ましくは工作物搬送装置を用いてローディングされアンローディングされる。工作物は、工作機械の少なくとも1つのアクセス領域が使用可能であることで交換され、工作物搬送装置がローディング区画から機械加工区画の中に移動させられる。2つのローディング区画が設けられる場合、例えば、1つの工作物搬送装置が機械加工区画から第1のローディング区画の中に移動させられ、1つの工作物搬送装置が第2のローディング区画から機械加工区画の中に移動させられる。工作物搬送装置が移動すると、アクセス領域が作動する。続いて、まだ未機械加工の工作物を再び機械加工することができる。
【0025】
工作物の交換の間に、多機能押しボタンを操作すると、少なくとも1つの工作物搬送装置を停止させ、多機能押しボタンを再び操作すると、少なくとも1つの工作物搬送装置が再始動することが好ましい。
【0026】
さらに、工作物搬送装置をローディング区画から機械加工区画の中に移動させ、又は機械加工区画からローディング区画の中に移動させる作業ステップが、多機能押しボタンを操作することによって「工作機械の準備」運転モードで制御されるようにすることが有利である。
【0027】
追加の作業ステップとして、アクセス領域の開放及び閉鎖が、多機能押しボタンを操作することによって制御されるようにすることが好ましい。これは、工作機械を準備する目的のために機械操作者による機械加工区画へのよいアクセスを可能にする制御サイクルのための連続作業ステップを提供する。
【0028】
この種の工作機械の簡単で人間工学的な操作の目的のために、1つ又は複数の多機能押しボタンによる分散化方法で又は中央において主制御盤で起動される個々の連続作業ステップが互いに同期化されるようにすることが有利であり、したがって、同一のステップを、要求に応じて各多機能押しボタン及び主制御盤で作動させることができる。かかる同期化は、工作機械に設けられた複数の多機能押しボタンの1つを操作するための自由な選択を機械操作者に与える。
【0029】
本発明ならびに本発明の別の有利な実施態様及び発展態様を図面に示す例を用いて以下でより詳細に示し説明する。説明及び図面で分かることができる特徴は、本発明によりこれら自体個々に又は任意の組合せで別々に適用することができる。
【図面の簡単な説明】
【0030】
【図1】分散化制御要素の概略図である。
【図2】保護用ハウジングと手動式保護用ドアとを有する工作機械の斜視図である。
【図3】工作物搬送装置として自動式保護用ドアと、パレット式チェンジャとを有する工作機械の斜視図である。
【図4】工作物搬送装置として回転式チェンジャを有する工作機械の斜視図である。
【発明を実施するための形態】
【0031】
図1は、ハウジング又は少なくとも1つの取付け板14を備える制御要素12の概略図を示す。この取付け板14は、多機能押しボタン16と、緊急停止スイッチ17と、認識押しボタン18とを含む。これら3つの押しボタン16、17、18は異なった色からなることが好ましい。緊急停止スイッチ17は黄色の背景を有する赤色のスイッチの形であり、認識押しボタン18は緑色の押しボタンの形であり、多機能押しボタン16は青色の照明付き押しボタンの形である。
【0032】
図2は、保護用ハウジング22を有する工作機械24である。保護用ハウジング22はアクセス領域27によってアクセス可能である。アクセス領域27は手動で移動可能な保護用ドア29によって形成され、この保護用ドア29を図2に閉めた状態で示す。制御要素12が、主制御盤21に対して、工作機械24の保護用ハウジング22に分散化方式で配置される。制御要素12は、内蔵式構成部品として設けられる場合、保護用ハウジング22と同一平面にはめ込まれた取付け板14を備える。別法として、保護用ハウジング22に取り付けられるハウジングを設けてもよい。
【0033】
最も単純化された工作機械24の実施形態では、ただ1つの制御要素12がアクセス領域27に関連付けられる。かかる実施形態の場合には、保護用ドア29は手動で開け閉めするようになされている。しかしながら、予防的なドア29は自動的に開錠されかつ施錠され、それが監視される。
【0034】
工作機械の分散化制御のための本発明による方法を図3に示すように工作機械に対してより詳細に以下で説明する。
【0035】
図3は、自動式保護用ドア29と、工作物のためのローディング・プロセスとアンローディング・プロセスの自動化装置とを有する工作機械24を示す。工作機械24は、レーザ工作機械の形であり、保護用ハウジング22によって囲まれた機械加工区画31を備える。アクセス領域27は2つの自動式で移動可能な保護用ドア29によって形成され、この保護用ドア29を図3に開いた状態で示す。それぞれ自動的に移動可能な保護用ドア29は、関連付けられた、多機能押しボタン16を備えた制御要素12を有する。制御要素12は、保護用ドア29の前に配置された垂直カラム30に組み込まれる。
【0036】
機械加工区画31は、工作物用のローディング・プロセスとアンローディング・プロセスを自動化する目的のためにパレット式チェンジャの形で内部に配置された工作物搬送装置33を有する。工作物搬送装置33は工作物を保持するための作業台であり、本作業台は、ボタンへの接触によって保護用ハウジング22の外側のローディング及びアンローディング位置と保護用ハウジング22の内側の機械加工位置との間を移動可能である。工作機械24は、保護用ハウジング22の前に配置された第1のローディング区画34と、保護用ハウジング22の側面に配置された第2のローディング区画35とを備える。この配置により、機械操作者は、ローディング区画34、35において機械加工を終えた工作物をアンローディングし、工作物32が機械加工区画31の中で機械加工されている間に工作物搬送装置33の上に未機械加工の工作物をローディングすることが可能になる。
【0037】
工作機械24のサイズ及び融通性に応じて、1つ又は複数のローディング区画34、35が設けられる。ローディング区画34、35は、光バリアによって保護され、光バリアを組み込んだ4つのカラム37によって限定される。光バリアは、制御要素12にある認識押しボタン18を用いて作動される。別法として、ローディング区画34、35は光カーテンによって保護されてもよい。
【0038】
機械加工区画31は、機械加工ユニット36としてレーザ切断ヘッド又はレーザ溶接ヘッドを含み、例えば、このレーザ切断ヘッド又はレーザ溶接ヘッドは工作物搬送装置33の上方にあるリニア・アクスル・システムを用いて移動することができる。
【0039】
工作機械は様々な運転モードで運転することができる。一例として、これらには、「工作物の機械加工」、「工作機械の準備」、「工作機械の保守」、「診断」の運転モードが含まれる。
【0040】
工作物は、「工作物の機械加工」運転モードで機械加工プログラムに従って機械加工される。機械操作者は機械加工プログラムを作成し、このプログラムは、起動されると、機械制御装置にコマンドを送信する。「工作物の機械加工」運転モードでは、多数のコマンドが選択された機械加工プログラムに基づき自動的に生成される。多機能押しボタン16の機能によって、機械加工プログラムを安全に中断させることができ、この中断を多機能押しボタン16によって制御することができる。
【0041】
「工作機械の準備」運転モードでは、機械操作者は機械加工のために工作機械を準備することができる。これには、レーザ光線の向き調整、間隔制御の調整又は工作物サポートの挿入などの操作が含まれる。
【0042】
工作物は「工作物の機械加工」運転モードで機械加工される。機械加工区画31の中に配置された工作物32を機械加工するためには、機械加工プログラムは、主制御盤21を用いて起動される。多機能押しボタン16は、機械加工ユニット36が作動させられ、機械加工プログラムが実行されていることを示すために定常光を用いる。
【0043】
認識押しボタン18が点灯することによって、ローディング区画34の中に配置された工作物搬送装置33上の工作物の交換が必要であることを機械操作者に知らせる。工作物32が機械加工区画31の中で機械加工されている間に、機械操作者は、ローディング区画34で工作物を交換する。機械加工を終えた工作物が工作物搬送装置33から取り出され、新しい未機械加工の工作物が工作物搬送装置33を挿入される。認識押しボタン18を押すことによって、機械操作者はローディング区画34での工作物の交換を確認する。
【0044】
工作物32が機械加工されると、機械加工ユニット36が停止し、機械加工プログラムが終了する。工作機械24用の制御装置を用いて工作物搬送装置33を交換する。アクセス領域27、28が開けられ、工作物搬送装置33は、機械加工区画31から外へローディング区画35の中に移動させられ、工作物搬送装置33は、ローディング区画34から機械加工区画31の中に移動される。次に、保護用ドア29は閉められ、したがって、アクセス領域27、28は密封され、機械加工ユニット36は、機械加工プログラムが起動されることにより次の工作物を機械加工し始める。
【0045】
工作物を交換するための機械加工の中断は、定常光が消灯されることにより多機能押しボタン16によって表示される。工作物が交換された後、機械加工プログラムが継続されると直ぐに、多機能押しボタン16は定常光を再び表示する。
【0046】
工作物32が機械加工されている間に機械加工区画31にアクセスすることが必要になった場合は、機械加工プログラムは、多機能押しボタン16を操作することによって中断することができる。多機能押しボタン16は、工作物32の機械加工を安全に中断し、引き続き機械加工を継続するために必要である制御サイクルで連続作業ステップを作動させるために用いることができる。
【0047】
多機能押しボタン16を操作することによって、機械加工ユニット36は、リニア・アクスルを減速することによって停止され、レーザ光線がオフにされ、送り抑制が作動される。さらに、操作された多機能押しボタン16と関連付けられた保護用ドア29が開けられる。機械操作者は機械加工区画31に入り障害を修正することができる。障害が修正されたとき、開けられた保護用ドア29を多機能押しボタン16を操作することによって閉めることができる。多機能押しボタン16の別の操作により、機械加工プログラムが以前に中断した箇所から機械加工プログラムを継続する。
【0048】
多機能押しボタン16は、異なった状態信号を用いて中断の間に工作機械24の様々な状態を表示する。機械加工プログラムの中断及び保護用ドア29の開放は、多機能押しボタン16の上の定常光が消灯されることにより表示される。障害が修正され、保護用ドア29が閉められると、多機能押しボタン16は、別の行為が機械加工を継続するために必要であることを機械操作者に知らせる点滅光を表示する。多機能押しボタン16を再び押すと、機械加工ユニット36が再度作動し、機械加工プログラムが継続され、多機能押しボタン16は点滅光から定常光に変化する。
【0049】
工作機械24が、手動で開ける必要がある保護用ドア29を備える保護用ハウジング22を有するとき、多機能押しボタン16を作動させることによる機械加工プログラムの中断に続き、機械ユニット36の停止及び保護用ドア29の開錠を、多機能押しボタン16の定常光が点滅光に変化することによって表示させることが可能である。これにより、機械操作者に機械加工区画31がアクセス可能であることを知らせる。
【0050】
「工作機械の準備」運転モードでは、繰返し作業ステップの異なったシーケンスが、多機能押しボタン16に記憶される。
【0051】
工作物搬送装置33が、ローディング区画34、35又は機械加工区画31の中に配置される。
【0052】
多機能押しボタン16を操作することにより保護用ドア29が開き、別の操作により、工作物搬送装置33がローディング区画34、35から機械加工区画31の中に又は機械加工区画31から外にローディング区画34、35の中に移動させられ、別の操作により保護用ドア29が再び閉まる。
【0053】
したがって、多機能押しボタン16の操作だけが連続作業ステップの制御サイクルを起動することが明らかであり、この制御サイクルは不適切な操作が防止された状態での連続作業ステップの典型的なシーケンスを含む。この場合、作業プロセスの中断から工作機械の停止への作業ステップのタイプと数の両方、及び中断した作業プロセスを継続するための作業ステップのタイプと数が、変更され、増加され、さらに例示の実施形態と比較して互いに異なるように構成される。
【0054】
図4は図3と類似の方法で工作機械24を示す。この工作機械は、工作物搬送装置33がパレット式チェンジャの代わりに回転式チェンジャによって形成されている点で区別される。この種の回転式チェンジャは2つ以上のステーションを有し、これらステーションで工作物が配置される。図4に示す工作物搬送装置33は、2つのステーション、ローディング及びアンローディング・ステーション38と、機械加工ステーション39とを有する回転式チェンジャである。ローディング及びアンローディング・ステーション38は、保護壁40によって機械加工ステーション39から分離される。機械加工を終えた工作物は、機械加工ステーション39から外へローディング及びアンローディング・ステーション38の中へ回転され、ローディング及びアンローディング・ステーション38でアンローディングされる。ローディング及びアンローディング・ステーション38では、未機械加工の工作物がローディングされる。次に、ローディング及びアンローディング・ステーション38で実施された工作物の交換は、垂直カラム41で確認され、アクセス領域27からの退出は認識押しボタン18によって確認される。別法として、それぞれの確認は、実施された工作物の交換や、ローディング及びアンローディング・ステーション38からの退出に対して要求される。アクセス領域27が作動され、機械加工プログラムが起動される。
【0055】
原則的には、かかる工作物搬送装置33の作動は、図3に対して説明した制御に対応する。ローディング区画34、35の中へ及びローディング区画34、35から外へパレット式チェンジャを移動させる代わりに、ローディング及びアンローディング・ステーション38から下流にある機械加工ステーション39に工作物を搬送させるために回転式チェンジャを回転させてもよい。
【0056】
保護用ドア29によって密封される図3に示すアクセス領域27、28の代替として、光バリアを用いて保護されるアクセス領域27が図4に設けられる。この光バリア又は光カーテンは垂直カラム41に組み込まれ、この垂直カラム41は、制御要素12を同様に保持し、保護用ハウジング22の一部である。
【0057】
主制御盤21に対して分散化方法で設けられた1つ又は複数の制御要素12を有する主制御盤21を同期化させることに基づいて、主制御盤21と制御要素12の両方で作動させることができる。
【0058】
分散化作動のための制御要素12は、保護用ハウジング22又は分離したカラム37、41に設けることができる。さらに、かかる制御要素12が、機械操作者が携帯する自立した移動無線の形であることも可能であり、したがって、機械操作者は、工作機械24に対する自身の位置に関係なく作動を実行することができる。
【0059】
工作機械は、標準として「工作物の機械加工」及び「工作機械の準備」運転モードで多機能押しボタン16を用いて命ずることができる分散化制御のための特定の方法を備える。顧客の要求により、多機能押しボタン16はまた、作業ステップの個々のシーケンスでプログラムされてよい。
【0060】
上述のすべての特徴は、本発明にそれぞれ独立して重要であり、所望のように互いに組み合わせることができる。
【特許請求の範囲】
【請求項1】
保護用ハウジング(22)によって囲まれ、少なくとも1つの監視されるアクセス領域(27、28)を有する機械加工区画(31)を備え、工作機械(24)を少なくとも始動するために主制御盤(21)から制御される制御装置を有する工作機械(24)、具体的には、レーザ工作機械の分散化制御のための方法であって、
前記工作機械(24)が1つ又は複数の多機能押しボタン(16)を用いて制御され、少なくとも1つの多機能押しボタン(16)が前記少なくとも1つのアクセス領域(27、28)と関連付けられており、及び
前記多機能押しボタン(16)のそれぞれの操作が、制御サイクルの連続作業ステップの繰返しシーケンスに従って次にある前記制御サイクルの作業ステップを作動させることを含むこと
を特徴とする方法。
【請求項2】
前記工作機械(24)が、少なくとも1つの運転モード、具体的には、「工作物の機械加工」又は「工作機械の準備」によって運転され、各運転モードに対して、連続作業ステップの所定のシーケンスが前記制御サイクルのために記憶され、前記シーケンスが前記多機能押しボタン(16)によって作動されることを特徴とする請求項1に記載の方法。
【請求項3】
前記「工作物の機械加工」運転モードは、前記工作物の前記機械加工が、前記多機能押しボタン(16)が操作されたとき中断されることを特徴とする請求項2に記載の方法。
【請求項4】
前記「工作物の機械加工」運転モードは、前記1つ又は複数の多機能押しボタン(16)が、第1の状態信号、具体的には、定常光を用いて工作物(32)が機械加工されていることを表示することを特徴とする請求項2又は3に記載の方法。
【請求項5】
「工作物の機械加工」運転モードでは、機械加工プログラムに従う前記工作物(32)の機械加工が、前記多機能押しボタン(16)を操作することによって中断されることを特徴とする請求項2から4のいずれかに記載の方法。
【請求項6】
前記「工作物の機械加工」運転モードでは、前記機械加工の前記中断が、前記多機能押しボタン(16)からの前記第1の状態信号、具体的には、前記定常光での変化によって表示されることを特徴とする請求項5に記載の方法。
【請求項7】
前記機械加工の前記中断に加えて、手動式保護用ドア(29)を用いて前記保護用ドア(29)にある錠が開錠され、又は自動式保護用ドア(29)を用いて少なくとも1つの保護用ドア(29)が開けられ、あるいは前記少なくとも1つのアクセス領域(27、28)の監視が非活動化されることを特徴とする請求項5又は6に記載の方法。
【請求項8】
前記機械加工プログラムの前記中断及び前記自動式保護用ドア(29)の前記開放又は前記少なくとも1つのアクセス領域(27、28)の前記非活動化が、前記多機能押しボタン(16)からの前記第1の状態信号、具体的には、前記定常光の消灯によって表示されることを特徴とする請求項7に記載の方法。
【請求項9】
前記中断された機械加工プログラムが、前記多機能押しボタン(16)を操作することによって継続され、前記自動式保護用ドア(29)を閉めるか又は前記少なくとも1つのアクセス領域(27、28)を作動させることを特徴とする請求項7又は8に記載の方法。
【請求項10】
前記多機能押しボタン(16)が、第2の状態信号、具体的には、点滅光を用いて前記自動式保護用ドア(29)の前記閉鎖又は前記少なくとも1つのアクセス領域(27、28)の前記作動を表示することを特徴とする請求項9に記載の方法。
【請求項11】
前記機械加工プログラムの前記中断及び前記手動式保護用ドア(29)の前記開錠が、前記多機能押しボタン(16)からの第2の状態信号、具体的には、点滅光によって表示され、前記多機能押しボタン(16)からの前記第2の状態信号が、少なくとも1つの手動式保護用ドア(29)が開けられたとき消灯されることを特徴とする請求項5又は6に記載の方法。
【請求項12】
前記機械加工プログラムが、前記少なくとも1つの開けられた手動式保護用ドア(29)を閉めることによって継続され、次いで、前記多機能押しボタン(16)を操作することによって前記手動式保護用ドア(29)を施錠することを特徴とする請求項11に記載の方法。
【請求項13】
前記多機能押しボタン(16)が、前記第2の状態信号、具体的には、前記点滅光を用いて前記手動式保護用ドア(29)の前記施錠を表示することを特徴とする請求項12に記載の方法。
【請求項14】
前記多機能押しボタン(16)を操作すると、前記中断された機械加工プログラムが再度継続されることを特徴とする請求項9、10、12又は13に記載の方法。
【請求項15】
前記機械加工プログラムの前記継続が、前記第2の状態信号から前記第1の状態信号への、具体的には、前記点滅光から前記定常光への前記多機能押しボタン(16)の変化によって表示されることを特徴とする請求項14に記載の方法。
【請求項16】
工作物の交換のための機械加工プログラムの中断が、前記多機能押しボタン(16)での変化、好ましくは、前記第1の状態信号、具体的には、前記定常光の消灯で表示されることを特徴とする前記請求項のいずれか一項に記載の方法。
【請求項17】
工作物が、少なくとも1つの工作物搬送装置(33)を用いてローディング区画(34、35)から前記機械加工区画(31)の中へローディングされ、アンローディングされることを特徴とする前記請求項のいずれか一項に記載の方法。
【請求項18】
工作物の前記交換の間に前記多機能押しボタン(16)を操作すると、前記少なくとも1つの工作物搬送装置(33)が停止し、前記多機能押しボタン(16)をさらに操作すると、前記少なくとも1つの工作物搬送装置(33)が再始動することを特徴とする請求項17に記載の方法。
【請求項19】
前記「工作機械の準備」運転モードにおいて、前記多機能押しボタン(16)を操作すると、ローディング区画(34、35)から前記機械加工区画(31)の中に、又は前記機械加工区画(31)から前記ローディング区画(34、35)の中に前記工作物搬送装置(33)を移動させる前記作業ステップが作動することを特徴とする請求項2に記載の方法。
【請求項20】
追加の作業ステップとして、前記アクセス領域(27、28)の開放又は閉鎖が前記多機能押しボタン(16)を操作することによって制御されることを特徴とする請求項19に記載の方法。
【請求項21】
1つ又は複数の多機能押しボタン(16)による分散化方法又は中央において前記主制御盤(21)で起動される前記個々の連続作業ステップが互いに同期化され、したがって、制御サイクルでの同一の連続作業ステップが、要求に応じて各多機能押しボタン(16)及び前記主制御盤(21)で作動されることを特徴とする前記請求項のいずれか一項に記載の方法。
【請求項1】
保護用ハウジング(22)によって囲まれ、少なくとも1つの監視されるアクセス領域(27、28)を有する機械加工区画(31)を備え、工作機械(24)を少なくとも始動するために主制御盤(21)から制御される制御装置を有する工作機械(24)、具体的には、レーザ工作機械の分散化制御のための方法であって、
前記工作機械(24)が1つ又は複数の多機能押しボタン(16)を用いて制御され、少なくとも1つの多機能押しボタン(16)が前記少なくとも1つのアクセス領域(27、28)と関連付けられており、及び
前記多機能押しボタン(16)のそれぞれの操作が、制御サイクルの連続作業ステップの繰返しシーケンスに従って次にある前記制御サイクルの作業ステップを作動させることを含むこと
を特徴とする方法。
【請求項2】
前記工作機械(24)が、少なくとも1つの運転モード、具体的には、「工作物の機械加工」又は「工作機械の準備」によって運転され、各運転モードに対して、連続作業ステップの所定のシーケンスが前記制御サイクルのために記憶され、前記シーケンスが前記多機能押しボタン(16)によって作動されることを特徴とする請求項1に記載の方法。
【請求項3】
前記「工作物の機械加工」運転モードは、前記工作物の前記機械加工が、前記多機能押しボタン(16)が操作されたとき中断されることを特徴とする請求項2に記載の方法。
【請求項4】
前記「工作物の機械加工」運転モードは、前記1つ又は複数の多機能押しボタン(16)が、第1の状態信号、具体的には、定常光を用いて工作物(32)が機械加工されていることを表示することを特徴とする請求項2又は3に記載の方法。
【請求項5】
「工作物の機械加工」運転モードでは、機械加工プログラムに従う前記工作物(32)の機械加工が、前記多機能押しボタン(16)を操作することによって中断されることを特徴とする請求項2から4のいずれかに記載の方法。
【請求項6】
前記「工作物の機械加工」運転モードでは、前記機械加工の前記中断が、前記多機能押しボタン(16)からの前記第1の状態信号、具体的には、前記定常光での変化によって表示されることを特徴とする請求項5に記載の方法。
【請求項7】
前記機械加工の前記中断に加えて、手動式保護用ドア(29)を用いて前記保護用ドア(29)にある錠が開錠され、又は自動式保護用ドア(29)を用いて少なくとも1つの保護用ドア(29)が開けられ、あるいは前記少なくとも1つのアクセス領域(27、28)の監視が非活動化されることを特徴とする請求項5又は6に記載の方法。
【請求項8】
前記機械加工プログラムの前記中断及び前記自動式保護用ドア(29)の前記開放又は前記少なくとも1つのアクセス領域(27、28)の前記非活動化が、前記多機能押しボタン(16)からの前記第1の状態信号、具体的には、前記定常光の消灯によって表示されることを特徴とする請求項7に記載の方法。
【請求項9】
前記中断された機械加工プログラムが、前記多機能押しボタン(16)を操作することによって継続され、前記自動式保護用ドア(29)を閉めるか又は前記少なくとも1つのアクセス領域(27、28)を作動させることを特徴とする請求項7又は8に記載の方法。
【請求項10】
前記多機能押しボタン(16)が、第2の状態信号、具体的には、点滅光を用いて前記自動式保護用ドア(29)の前記閉鎖又は前記少なくとも1つのアクセス領域(27、28)の前記作動を表示することを特徴とする請求項9に記載の方法。
【請求項11】
前記機械加工プログラムの前記中断及び前記手動式保護用ドア(29)の前記開錠が、前記多機能押しボタン(16)からの第2の状態信号、具体的には、点滅光によって表示され、前記多機能押しボタン(16)からの前記第2の状態信号が、少なくとも1つの手動式保護用ドア(29)が開けられたとき消灯されることを特徴とする請求項5又は6に記載の方法。
【請求項12】
前記機械加工プログラムが、前記少なくとも1つの開けられた手動式保護用ドア(29)を閉めることによって継続され、次いで、前記多機能押しボタン(16)を操作することによって前記手動式保護用ドア(29)を施錠することを特徴とする請求項11に記載の方法。
【請求項13】
前記多機能押しボタン(16)が、前記第2の状態信号、具体的には、前記点滅光を用いて前記手動式保護用ドア(29)の前記施錠を表示することを特徴とする請求項12に記載の方法。
【請求項14】
前記多機能押しボタン(16)を操作すると、前記中断された機械加工プログラムが再度継続されることを特徴とする請求項9、10、12又は13に記載の方法。
【請求項15】
前記機械加工プログラムの前記継続が、前記第2の状態信号から前記第1の状態信号への、具体的には、前記点滅光から前記定常光への前記多機能押しボタン(16)の変化によって表示されることを特徴とする請求項14に記載の方法。
【請求項16】
工作物の交換のための機械加工プログラムの中断が、前記多機能押しボタン(16)での変化、好ましくは、前記第1の状態信号、具体的には、前記定常光の消灯で表示されることを特徴とする前記請求項のいずれか一項に記載の方法。
【請求項17】
工作物が、少なくとも1つの工作物搬送装置(33)を用いてローディング区画(34、35)から前記機械加工区画(31)の中へローディングされ、アンローディングされることを特徴とする前記請求項のいずれか一項に記載の方法。
【請求項18】
工作物の前記交換の間に前記多機能押しボタン(16)を操作すると、前記少なくとも1つの工作物搬送装置(33)が停止し、前記多機能押しボタン(16)をさらに操作すると、前記少なくとも1つの工作物搬送装置(33)が再始動することを特徴とする請求項17に記載の方法。
【請求項19】
前記「工作機械の準備」運転モードにおいて、前記多機能押しボタン(16)を操作すると、ローディング区画(34、35)から前記機械加工区画(31)の中に、又は前記機械加工区画(31)から前記ローディング区画(34、35)の中に前記工作物搬送装置(33)を移動させる前記作業ステップが作動することを特徴とする請求項2に記載の方法。
【請求項20】
追加の作業ステップとして、前記アクセス領域(27、28)の開放又は閉鎖が前記多機能押しボタン(16)を操作することによって制御されることを特徴とする請求項19に記載の方法。
【請求項21】
1つ又は複数の多機能押しボタン(16)による分散化方法又は中央において前記主制御盤(21)で起動される前記個々の連続作業ステップが互いに同期化され、したがって、制御サイクルでの同一の連続作業ステップが、要求に応じて各多機能押しボタン(16)及び前記主制御盤(21)で作動されることを特徴とする前記請求項のいずれか一項に記載の方法。
【図1】

【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公表番号】特表2009−536580(P2009−536580A)
【公表日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2009−508209(P2009−508209)
【出願日】平成19年5月3日(2007.5.3)
【国際出願番号】PCT/EP2007/003900
【国際公開番号】WO2007/131641
【国際公開日】平成19年11月22日(2007.11.22)
【出願人】(508335428)トルンプ・レーザー・ウント・システムテクニーク・ゲーエムベーハー (1)
【Fターム(参考)】
【公表日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成19年5月3日(2007.5.3)
【国際出願番号】PCT/EP2007/003900
【国際公開番号】WO2007/131641
【国際公開日】平成19年11月22日(2007.11.22)
【出願人】(508335428)トルンプ・レーザー・ウント・システムテクニーク・ゲーエムベーハー (1)
【Fターム(参考)】
[ Back to top ]