
工作機械用測定方法

【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、測定をすること、より詳細には、工作機械を使って被加工物を入念に測定することに関する。
【背景技術】
【0002】
被加工物を測定するために、被加工物に対して移動する工作機械のスピンドルに測定プローブを取り付けることが知られている。実際に、プローブは、典型的には、例えば、特許文献1に記載されるようなタッチ・トリガー・プローブであった。該プローブは、プローブの針が被加工物の表面に接触するとトリガー信号を発生させる。このトリガー信号は、工作機械の数値制御器のいわゆる“スキップ(skip)”入力にされる。それに応じて、制御器は、機械の位置(すなわち、機械に対するスピンドルとプローブの位置)を瞬間的に読み取る。これは、機械の移動のためのサーボ制御ループにおいて位置フィードバック情報を発生させるエンコーダまたはリゾルバのような機械の測定装置から取られる。
【0003】
座標測定機械(CMMs)の分野においては、上述したようなタッチ・トリガー・プローブまたはアナログ・プローブまたは走査プローブを使って被加工物を測定することが知られている。アナログ・プローブまたは走査プローブの1つの公知のタイプは、被加工物の表面に接触する針、及びプローブ本体に対する針の撓みを測定するプローブ内のトランスデューサを有する。一例が特許文献2に示されている。これは、トリガー・プローブで都合よく実行され得るよりも、被加工物の表面形状の非常にきめ細かい測定を可能とする。プローブは、被加工物表面に対して移動され、結果として、針が該表面を走査する。プローブのトランスデューサからの出力、及びエンコーダまたは機械のその他の測定装置の出力の読み取りが連続的になされる。瞬間的なプローブ出力及び瞬間的な機械出力を付加的に組み合わせることにより、デジタル化された座標データが、走査移動全体にわたって非常にたくさんの点で被加工物表面の位置に対して取得される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許第4、153、998号明細書
【特許文献2】米国特許第4、084、323号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
これまで、CMMsに関して直前に説明した方法で、アナログ・プローブまたは走査プローブを工作機械上で効果的に使用することは困難または不可能であった。一つの理由は、商業的に入手可能な工作機械の制御器の限界にある。CMMsの上述した走査方法は、機械のエンコーダまたはその他の測定装置からの位置データが高速で連続的に入手可能であり、その結果、走査の各点に対しプローブ出力を加えることを必要とすることが注目されるであろう。従来の工作機械制御器は、これをする能力がない。それらの“スキップ”入力は、必要とされる高速で処理することができない。したがって、相応の速さで操作を実行するために、例えば、機械のエンコーダまたはその他の測定装置の出力から、サーボ・フィードバック・ループのデータを直接抽出することができるように、制御器を改良する必要があった。本件出願人であるレニショウは、これをするシステムを登録商標レンスキャン(RENSCAN)で販売してきた。しかしながら、そのような制御器に対する改良は、制御器ごとに異なり、容易ではない。あるいは、該改良は、可能ですらない。
【課題を解決するための手段】
【0006】
本発明の1つの形態は、工作機械上の被加工物を測定する方法を提供する。該方法は、被加工物に対するプローブの規準の位置(nominal positions)を含む所定の軌道(a pre-defined path)に沿うアナログ・プローブまたは走査プローブと被加工物との間の相対的移動を引き起こすステップと、移動中、プローブに対する被加工物表面の位置の測定値をとるステップと、プローブの出力からの前記位置の測定値と前記所定の軌道に基づくデータとを組み合わせるステップとを備えている。
【0007】
したがって、全体にわたって測定されたデータは、所定の軌道からのデータとプローブ出力からの測定値との組み合わせである。所定の軌道からのデータを使うことにより、プローブの実際の位置に関する機械のサーボ・フィードバック・ループからの瞬間的データを取得する必要がない。
【0008】
好ましい実施態様においては、所定の軌道に基づくデータは、少なくとも1つの目標またはプローブ出力の規準の読み取り値(reading)を含んでいる。所定の軌道におけるプローブの規準の位置がその実際の位置を正しく反映しているとすると、被加工物の誤差は、目標またはプローブ出力の規準の読み取り値と実際のプローブ出力の読み取り値との間の差である。
【0009】
方法は、所定の軌道の規準の位置と被加工物に対するプローブの実際の位置との間の差を補償するステップを含み得る。
【図面の簡単な説明】
【0010】
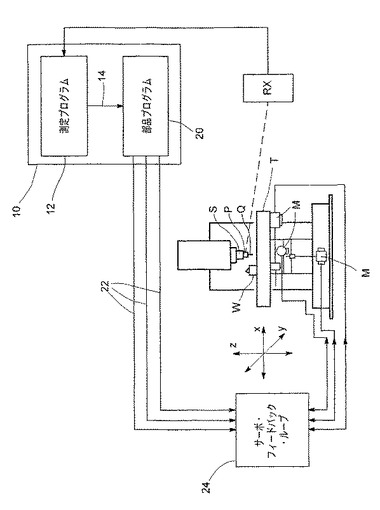
【図1】工作機械を図式的に示す。
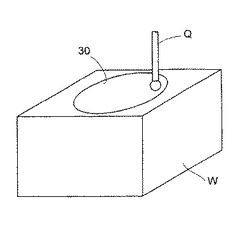
【図2】被加工物を走査する針先端を示す等角投影図である。
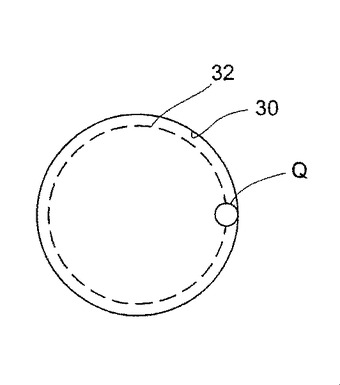
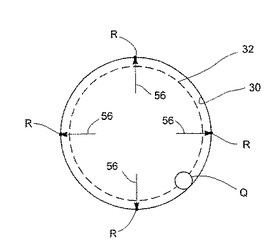
【図3】被加工物を走査する針先端を示す平面図である。
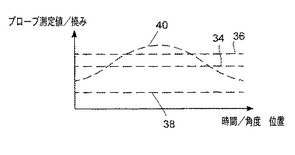
【図4】走査中のプローブ測定値のグラフである。
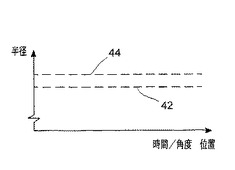
【図5】プローブ測定値と前提の機械の位置データとの組み合わせを示すグラフである。
【図6】走査されている較正用加工製品を示す。
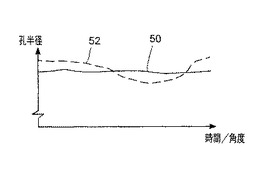
【図7】較正方法を説明するグラフである。
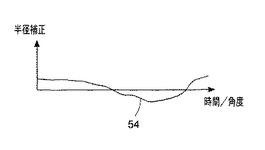
【図8】較正方法を説明するグラフである。
【図9】図3に相当する図であるが、基準点の測定を示す。
【図10】図4に相当するグラフであるが、図9の基準点測定値を使用している。
【図11】図5に相当するグラフであるが、図9の基準点測定値を使用している。
【図12】図4に相当するグラフであるが、直線に沿う測定の実施態様を示す。
【図13】図7及び8の較正方法をさらに発展させて使用された数学上の計算を示す図である。
【図14】図7及び8の較正方法をさらに発展させて使用された数学上の計算を示す図である。
【図15】さらなる補償方法を示す図である。
【発明を実施するための形態】
【0011】
さて、本発明の実施態様が添付する図面を参照して一例として説明されるであろう。
【0012】
図1は、典型的な工作機械を示す。工作機械は、モータMの動作の下で、x、y、z方向に互いに対して移動可能なテーブルTとスピンドルSを含んでいる。この例に示されるように、モータMが、テーブルを移動させ、スピンドルは静止した状態のままである。しかしながら、本発明は、相対的な移動が、機械の静止したテーブルすなわち基台と、移動するスピンドルとの間に発生する場合のような、その他の工作機械装置にも同様に適用可能である。
【0013】
通常、切削工具がスピンドルSに取り付けられるが、図1は、テーブルTに取り付けられている被加工物Wの走査測定を実行するために、アナログ・プローブまたは走査プローブPが、切削工具の代わりにスピンドルに取り付けられていることを示している。プローブPは、被加工物Wの表面に接触する可撓性の針Qを有している。そして、プローブP内のトランスデューサ(不図示)が、例えば、(参照により本明細書に組み込まれる)特許文献2に記載されるように、針Qのx、y、z方向の撓みを測定する。
【0014】
プローブのトランスデューサの出力は、アナログまたはデジタルであってもよい。アナログ・プローブまたは走査プローブの別の形状が使用され得る。該形状は、プローブに対する被加工物表面の位置が非接触な方法、例えば、光学的センサ、静電容量的センサまたは誘導的センサで測定されるものを含む。
【0015】
走査測定中、プローブPは、トランスデューサから受信機RXへデータを連続的に送信する。信号送信は、無線、例えば、光学的または電波であることが好ましいが、代わりに、有線送信が使用されてもよい。
【0016】
プローブPは、その表面を走査するように被加工物Wに対して軌道に沿って移動させられる。これは、制御器10に付け加える被加工物W用部品プログラム(a part program)20の制御下でなされる。部品プログラムは、要求信号を回線にのせてサーボ・フィードバック・ループ24に送り出す。サーボ・フィードバック・ループ24は、モータMを駆動し、要求された軌道に沿う機械の移動を実現する。
【0017】
部品プログラム20が動作する制御器10が工作機械の従来の標準数値制御である場合、サーボ・フィードバック・ループ24も制御器10の一部を形成する。あるいは、制御器10は、要求された軌道データを標準数値制御のサーボ・フィードバック・ループに供給する独立したコンピュータであってもよい。制御器10は、プローブと機械の標準制御との間のインターフェースの一部を形成してもよい。
【0018】
従来と同じように、サーボ・ループ24は、エンコーダまたはリゾルバ(不図示)のような機械の測定システムから位置フィードバック情報を受け取る。サーボ・ループ24は、部品プログラム20からの要求された機械軌道に従って機械の測定システムにより指示されたとき、実際の軌道を維持する傾向があるようにモータを駆動する。
【0019】
図2及び3は、被加工物Wの表面を走査する針Qをより詳細に示す。簡単な例として、真の円形形状からのずれを判別するために、円形の孔30の内面を走査する針が示されている。この場合、部品プログラム20は、プローブと被加工物の所定の円形の機械軌道32に沿う相対的移動を命令する。この機械軌道は、針先端の半径を考慮して選択された、円形の孔30の半径よりわずかに小さい所定の半径を有する。機械軌道は、また、孔30の表面の真の円形形状からの考えられるあらゆるずれに対して、針先端が、表面と接触した状態のままであり、プローブの測定範囲(すなわち、プローブ内のトランスデューサにより測定されるとき針の許容される撓み)内にあることを確保するためにも選択されている。
【0020】
図4は、プローブのトランスデューサにより測定されるときのプローブPに関する針Qの考えられ得る撓みを、孔30を巡って時間的位置または角度的位置に対するグラフで示している。特に、グラフは、半径方向の撓みを示している。該撓みは、本例においては、プローブのx及びy出力から計算され得る。線34は、孔が正しい寸法及び円形形状を有する場合に予想される規準のプローブ出力を示す。線36は、孔が非常に小さい場合のプローブ出力を示す。線38は、孔が過大であることを示す。正弦波曲線40は、孔がその規準の位置から偏心していることを示す。もちろん、例えば、孔30の表面が意図されている円形形状からずれている場合の不規則なずれのような、規準の線34からのその他のずれが考えられ得る。
【0021】
図1に戻って、制御器10は、部品プログラム20に加えて測定プログラム12を走らせる。この測定プログラム12は、図4の時間的/角度的位置軸に沿う位置で、適当に速いデータ速度で、たくさんの測定読み取りをすることを担っている。これをなすために、プログラム12は、2つのデータ・ソースを組み合わせる。1つは、受信機RXから受け取られるプローブPからの出力である。もう1つは、瞬間的な仮定され、要求された機械の位置(すなわち、テーブルTに対するスピンドルSとプローブPの位置)である。後者は、矢印14により示されるように、部品プログラム20により設定される所定の軌道から引き出される。これは、機械のサーボ・フィードバック・ループのエンコーダまたはリゾルバまたはその他の位置測定装置から引き出される従来技術と対照的である。
【0022】
これらのデータ・ソースを組み合わせる唯一の方法は以下の通りである。機械軌道に沿う非常にたくさんのデータ・ポイントのそれぞれに対して、対応するプローブ出力及び仮定された機械の位置が、図5に図形的に示されるように、付加的に組み合わされる。ここで、線42は、測定プログラム12により部品プログラム20から引き出されるような所定の機械軌道32の半径を示す。図4に示されるように、各データ・ポイントに対し(すなわち、各時刻のまたは各角度の位置において)、プローブの出力がこれに加えられる。結果が、図5の線44で示されている。所定の機械軌道の半径は、円形状の軌道の移動を命令する部品プログラム20の従来のGコード(G-code)により使用されるように単に存在し得る。
【0023】
データ・ソースを組み合わせる好ましい別の方法は、以下の通りである。プログラム12は、プローブの撓みに対する目標値または規準値を含んでいる。例えば、所定の機械軌道は、規準のまたは目標のプローブの(半径方向の)撓みDtargetをもたらすように選択され得る。これは、被加工物が規準の寸法及び位置に一致する場合に認められる撓みの値である。値Dtargetは、所定の軌道に基づいてプログラム12に予めプログラムされていてもよい。あるいは、値Dtargetは、所定の軌道について部品プログラム20から受け取った値からプログラム12により計算されてもよい。測定が進行するにつれ、プログラム12もまた、実際のプローブの撓みDactualに対する値を、受信機RXを経由して受け取る。プログラム12は、これらの2つのデータ・ソースを、それらを引き算的に組み合わせることにより比較し、実際の変動誤差をいかなる位置にも与える。
誤差=Dactual−Dtarget
【0024】
例えば、目標撓みが100μmであり、実際の撓みが101μmである場合、被加工物の寸法の誤差は、1μmである。
【0025】
これまでのところ、誤差は、孔30を取り囲む各個別位置で検討されてきた。このことは、さらにいえば、例えば、形状誤差を判別するのに何が望ましいかということにあるかもしれない。しかしながら、全体にわたって誤差を検討するために、プログラム12がデータ・フィッティング・アルゴリズムを実行することも可能である。例えば、図4に40で示されるように正弦波曲線を描く誤差が見つけ出された場合、そのようなアルゴリズムは、孔の真の中心点、及び規準の中心点からのそのずれを判別し得る。及び/または、そのようなアルゴリズムは、孔の平均の半径及びこの値からのずれを判別し得る。
【0026】
もちろん、記載されている方法は、図2−5にあるような円形形状に限られるものではなく、多くのその他の機械加工による特徴を持つ形状を判別するのに使用され得る。
【0027】
例えば、図12は、名目上平坦な被加工物表面に沿う直線を検査する場合を示す。ここでは、線60は、プローブが部品プログラムにより線に沿って駆動されるときのプローブの撓みに関する所定の規準のまたは目標の値を表す。実際の値がプローブからプログラム12により受け取られると、該値は、最適のアルゴリズムにかけられ、最適の直線を判別する。これが線62により表されている。次に、プログラム12が規準の線60に対する線62の傾斜角及び偏り(offset)を計算し、したがって、測定された被加工物表面の位置及び方位の誤差を示すことは簡単である。
【0028】
どんなタイプの特徴が測定されるかを判別するために、データに対して適切な知的アルゴリズムを適用し、次に、その誤差を計算する適切な方法を選別し、実行することも可能である。
【0029】
これまでに記載された方法は、かなり正確な結果をもたらす。例えば、孔30が制御器10からの切削用部品プログラムにしたがって、スピンドルSに設置された切削工具により予め機械加工された場合、工具は、切削中に加えられる負荷により撓む傾向にあったかもしれない。このことは、孔が不正確な寸法及び形状になる結果を招き得る。プローブPは、そのような切削負荷にはさらされないので、そのような誤差を測定することができる。プローブPが走査動作を実行するので、プローブPは、孔の直径または半径及び中心点のような簡単な寸法ばかりでなく円周全体にわたっての正しい形状からのずれを測定し得る。このことは、従来のタッチ・トリガー・プローブよりも有利である。
【0030】
詳細にわたる測定をもたらすばかりでなく、上述の方法は、また、機械加工された被加工物の検査に対しても使用され得る。すなわち、プログラムは、被加工物が望ましい許容誤差の範囲内にあるかどうかを示す合格・不合格の指示を出力し得る。
【0031】
そのような測定は、また、例えば、仕上げ切削(a final cut)の前に機械加工オフセットを更新するプロセス制御に有益である。このことは、仕上げ切削が当該被加工物の特徴に要求される寸法を精密にもたらすことを可能とする。同様に、測定は、この先の機械加工、例えば、測定される特徴の位置がその規準の位置とは異なることを見つけた場合に対する被加工物オフセットを更新するのに使用され得る。
【0032】
図3−5の方法は、また、作業の準備、すなわち、異なる機械で機械加工された特徴を予め持った被加工物を据え付けることに対して使用され得る。次に、方法は、これらの存在する特徴の位置を突き止めるために、新しい機械で実行される。新しい機械は、存在する特徴に対して正確に配置されている被加工物に孔を開けるためのものであるジグ中ぐり盤であってもよい。この場合も、特徴の形状が走査され得るので、また、最適なアルゴリズムが特徴を該特徴の規準の形状に合わせるように使用され得るので、この方法は、従来のタッチ・トリガー・プローブによるよりもより正確な結果をもたらすことを可能とする。
【0033】
しかしながら、これまで述べられた方法は、例えば、サーボ・ループ24におけるサーボ機構の不整合により、若干不正確になる傾向がある。サーボ機構の不整合は、実際の位置と要求された位置との間の差から生じる。例えば、x−y平面における円形軌道の周囲を移動するとき、x軸サーボ機構及びy軸サーボ機構がそれぞれのモータMを駆動する正弦波軌道間の名目上90°の位相差のフェーズ・エラー(phase errors)が存在する。x軸サーボ機構の実際の位置は、異なる応答特性に起因して、y軸サーボ機構より早くまたは遅くその要求される位置に追いつき得る。同様の不整合が、例えば、命令された軌道が機械の軸に対してある角度にある直線である場合に起こり得る。しかし、軌道が軸の1つに平行である場合、たいした問題はない。また、サーボ機構の誤差、例えば、ガタ、または、機械のエンコーダまたはリゾルバまたはその他の測定システムのスケール誤差(scale errors)の別の要因もある。
【0034】
したがって、いかなる瞬間においても、機械の実際の位置(すなわち、テーブルTに対するスピンドルSとプローブPの実際の位置)は、部品プログラム20により回線22に乗って要求される位置に正確には一致していないようである。したがって、測定プログラム12に回線14に乗って供給される前提の位置の値と実際の位置との間に差があるのであろう。
【0035】
したがって、より大きな正確さを求めて、選択が自由の較正プロセスが、図6、7及び8を参照して記載されるであろう。較正は、既知の寸法及び形状を有する加工製品を使用する。該加工製品は、測定される被加工物すなわち特徴に実質的に同じでありことが好ましい(しかし、本質的ではない)。例えば、図2及び3の円形の孔30を測定する場合には、加工製品は、正確に知られている半径と形状(図6)を持つ環状ゲージの内面46であり得る。これが、図3の軌道32に対応する円形軌道48に沿って移動することを機械に命令する部品プログラムにより走査される。
【0036】
図7において、線50は、加工製品の正確に知られている形状及び半径を示す。線52は、上述の方法のいずれかで測定プログラム12によって取得された、測定された値を示す。これらの2つの線の間のずれは、それが命令された機械軌道に沿って移動するときの前提の機械位置の値と実際の位置の値との間の瞬間的な誤差を示す。
【0037】
線50及び線52上の点の対応する値を引くことにより、図8に示される曲線54上に存在する値が取得される。これは、(時間に関し、または円形の測定がなされている場所の角度に関し)機械軌道に沿う全ての位置に対し、前提の機械位置と実際の機械位置との間の差を補正するために必要とされる半径の補正を示す。これらの半径の補正値は、制御器10内に保存される。測定が製造被加工物W上でなされるとき、測定プログラム12は、正確な測定値を取得するために、これらの補正値を前提の機械位置の値及びプローブPからの測定値に組み合わせる。
【0038】
加工製品46が被加工物の特徴と同じ寸法でない(例えば、異なる半径を有する円である)場合、及び/または加工製品及び被加工物の走査が異なる接線速度または角速度で行われる場合、これは、数学的計算により補償される。これは、図13に示される。
【0039】
半径R1を有する円に対し、走査が同じ速度で行われると仮定すると、曲率の変化は、曲率の変化が同じ距離に対し時間とともにより大きくなる、半径R2を有する円に対して、移動が行われている限り、より小さくなる。言い換えれば、角度α1は、α2より小さい。これは、例えば、サーボの不一致の原因となり、結果として円R2に対し、円R1に対するより大きな違いをもたらす。すなわち、サーボの不一致に起因する円は、より大きな誤差に起因するより大きな値により、規準とは異なる最大半径を有するであろう。これは、規準の円と円R1に対して取得された円との間の差を測定し、次に、円R2に対し同様のことをすることで補償され得る。
【0040】
次に、測定された内径がR1とR2との間にある半径を有する場合、これは、補間法を用いて処理される。例えば、R1がR2より大きい場合、
CR1→err1
CR2→err2
【0041】
ここで、CR1は、半径R1の円であり、CR2は、半径R2の円である。
【0042】
また、上述したように、err1は、err2より小さいことが予想される。
【0043】
近似する寸法の間で許容され得る想定である直線性を仮定し、図14を参照すると、
tan(α)=(err−err1)/(R1−R)=(err2−err1)/(R1−R2)となり、したがって、
err=[(err2−err1)*(R1−R)/(R1−R2)]+err1となる。
【0044】
これは、補間法で計算された誤差(実際から規準までの差)である。
【0045】
上記説明は、また、測定が同じ寸法の加工製品に対し異なる速度でなされた場合にも有効である。すなわち、加工製品は、異なるが近似する2つの(線形的;for linearity)速度で測定され、誤差(規準からのずれ)が記録される。次に、補間アルゴリズムが使用され、2つの間に存在する速度に起因する誤差を計算する。このアルゴリズムは、上述のものと同じである。
【0046】
さて、測定の正確性を改善する別の方法が、図9、10及び11を参照して説明されるだろう。これは、測定される被加工物Wの表面の基準点を使用する点で上記方法から変更される。実際には、孔30内の走査されるはずである軌道上の点であるだろう。
【0047】
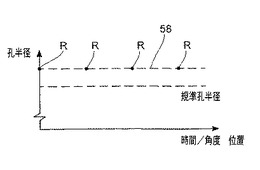
図9において、4つの基準点Rが選択される。針先端Qが、矢印56で示されるように、半径方向の基準点Rに接近するように、これらの基準点の各点において機械が駆動される。プローブPは、トリガー信号が送出される閾値がその測定範囲内に画定されているタッチ・トリガー・モードで使用され得る。次に、このトリガー信号が従来のタッチ・トリガー・プローブと同じ方法で機械の制御器の従来のスキップ入力にされ得る。制御器は、この動作の結果として各基準点Rに対して座標値を提示する。したがって、基準点Rは、真の機械位置の値であって、前提の機械位置の値ではない。
【0048】
トリガー値を取得するためにスキップ入力を使用することに代わる好ましいものとして、機械は、基準点まで駆動され、停止し、次に、プローブ出力が判別され、機械の位置の値に加えられ、値Rを与え得る。静力学的平均により、すなわち、一時期停止位置に停止し、プローブの出力をたくさん読み取り、それらを平均することにより、この値の正確性が増し得る。これは、機械が停止され、したがって、サーボ誤差が全くないので、正確な測定を与える。
【0049】
図10及び11は、図4及び5に対応する。図10及び11は、これらの基準点が結果としての測定値を計算するのにどのように使用されるのかを示している。図10において、線58は、既に述べたような前提位置の値を使い、走査することによるプローブの測定値を示す。これらの値は、図4に示されると同じ方法の規準の値34からずれている。図11は、基準点Rの4つの値を示す。最終的な測定値を提示するために、測定プログラム12は、最適アルゴリズムを使用し、図10の線58からの値をこれらの基準点Rに重ね合わせる。したがって、前提位置を使用することにより判別された値が、これらの既知の値Rに適合するように調整される。
【0050】
値Rが真の値であることが知られているので、図11の線58の中間の値は、別の場合より正確である。したがって、この質の高い方法は、走査と基準点の組み合わせを使用し、走査測定の全体的な正確性を向上させる。
【0051】
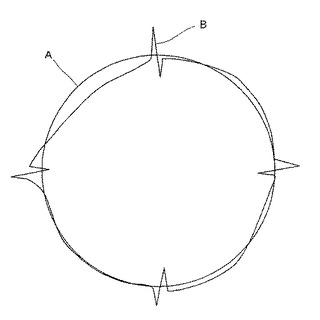
図15は、正確性を向上させることを補償するさらに別の方法を示す。曲線Bは、通常の好ましい速度で円形の特徴を走査した結果を示す。該曲線Bは、バックラッシュ及びその他のサーボ誤差により引き起こされた歪を含んでいる。曲線Aは、より遅い速度で同じ円形の特徴を走査した結果を示す。該曲線Aは、歪が回避されていることが分かる。
【0052】
したがって、本発明のさらなる実施態様は、この事実を利用する。円は、遅い速度及び速い速度の両方で走査され、結果としてのプローブ出力データが記録される。次に、特徴を取り囲む各位置に対する誤差補正値を含む、特徴に対する誤差地図が作り出される。これは、引き算(B−A)によりなされる。各位置に対し、遅い走査Aの間のプローブ出力が、通常の速度走査Bの間の対応する出力から引かれる。
【0053】
この誤差地図は、名目上同一の被加工物の生産工程中の最初の被加工物により作り出され得る。または、望ましい大きさ及び形状を有する加工製品により作り出されうる。あるいは、図13及び14に従う補償が適用されるならば異なる大きさを有する加工製品によってさえも作り出され得る。次に、誤差地図は、この先の被加工物の同様の特徴を測定するとき、将来使うためにプログラム12により保存される。
【0054】
そのような将来の測定は、上述した方法に従って、例えば、図3−5に関連して実行される。先に述べたように、これは、(実際のプローブ出力を部品プログラム20からの前提値と比較することにより)特徴の寸法を判別し得る。あるいは、実際のプローブ出力を目標のプローブ出力と比較する(Dactual−Dtarget)ことにより、特徴の誤差を判別し得る。
【0055】
いずれの場合も、測定は、誤差地図に従う補正を適用し、対応する測定された値から各位置の保存されている誤差の値を引くことにより補償される。
【0056】
その他の実施態様と同様に、図9−11及び15に従う方法は、円形の特徴に適用可能であるばかりでなく、多くのその他の機械加工される特徴の形状を判別するのに使用され得る。
【技術分野】
【0001】
本発明は、測定をすること、より詳細には、工作機械を使って被加工物を入念に測定することに関する。
【背景技術】
【0002】
被加工物を測定するために、被加工物に対して移動する工作機械のスピンドルに測定プローブを取り付けることが知られている。実際に、プローブは、典型的には、例えば、特許文献1に記載されるようなタッチ・トリガー・プローブであった。該プローブは、プローブの針が被加工物の表面に接触するとトリガー信号を発生させる。このトリガー信号は、工作機械の数値制御器のいわゆる“スキップ(skip)”入力にされる。それに応じて、制御器は、機械の位置(すなわち、機械に対するスピンドルとプローブの位置)を瞬間的に読み取る。これは、機械の移動のためのサーボ制御ループにおいて位置フィードバック情報を発生させるエンコーダまたはリゾルバのような機械の測定装置から取られる。
【0003】
座標測定機械(CMMs)の分野においては、上述したようなタッチ・トリガー・プローブまたはアナログ・プローブまたは走査プローブを使って被加工物を測定することが知られている。アナログ・プローブまたは走査プローブの1つの公知のタイプは、被加工物の表面に接触する針、及びプローブ本体に対する針の撓みを測定するプローブ内のトランスデューサを有する。一例が特許文献2に示されている。これは、トリガー・プローブで都合よく実行され得るよりも、被加工物の表面形状の非常にきめ細かい測定を可能とする。プローブは、被加工物表面に対して移動され、結果として、針が該表面を走査する。プローブのトランスデューサからの出力、及びエンコーダまたは機械のその他の測定装置の出力の読み取りが連続的になされる。瞬間的なプローブ出力及び瞬間的な機械出力を付加的に組み合わせることにより、デジタル化された座標データが、走査移動全体にわたって非常にたくさんの点で被加工物表面の位置に対して取得される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許第4、153、998号明細書
【特許文献2】米国特許第4、084、323号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
これまで、CMMsに関して直前に説明した方法で、アナログ・プローブまたは走査プローブを工作機械上で効果的に使用することは困難または不可能であった。一つの理由は、商業的に入手可能な工作機械の制御器の限界にある。CMMsの上述した走査方法は、機械のエンコーダまたはその他の測定装置からの位置データが高速で連続的に入手可能であり、その結果、走査の各点に対しプローブ出力を加えることを必要とすることが注目されるであろう。従来の工作機械制御器は、これをする能力がない。それらの“スキップ”入力は、必要とされる高速で処理することができない。したがって、相応の速さで操作を実行するために、例えば、機械のエンコーダまたはその他の測定装置の出力から、サーボ・フィードバック・ループのデータを直接抽出することができるように、制御器を改良する必要があった。本件出願人であるレニショウは、これをするシステムを登録商標レンスキャン(RENSCAN)で販売してきた。しかしながら、そのような制御器に対する改良は、制御器ごとに異なり、容易ではない。あるいは、該改良は、可能ですらない。
【課題を解決するための手段】
【0006】
本発明の1つの形態は、工作機械上の被加工物を測定する方法を提供する。該方法は、被加工物に対するプローブの規準の位置(nominal positions)を含む所定の軌道(a pre-defined path)に沿うアナログ・プローブまたは走査プローブと被加工物との間の相対的移動を引き起こすステップと、移動中、プローブに対する被加工物表面の位置の測定値をとるステップと、プローブの出力からの前記位置の測定値と前記所定の軌道に基づくデータとを組み合わせるステップとを備えている。
【0007】
したがって、全体にわたって測定されたデータは、所定の軌道からのデータとプローブ出力からの測定値との組み合わせである。所定の軌道からのデータを使うことにより、プローブの実際の位置に関する機械のサーボ・フィードバック・ループからの瞬間的データを取得する必要がない。
【0008】
好ましい実施態様においては、所定の軌道に基づくデータは、少なくとも1つの目標またはプローブ出力の規準の読み取り値(reading)を含んでいる。所定の軌道におけるプローブの規準の位置がその実際の位置を正しく反映しているとすると、被加工物の誤差は、目標またはプローブ出力の規準の読み取り値と実際のプローブ出力の読み取り値との間の差である。
【0009】
方法は、所定の軌道の規準の位置と被加工物に対するプローブの実際の位置との間の差を補償するステップを含み得る。
【図面の簡単な説明】
【0010】
【図1】工作機械を図式的に示す。
【図2】被加工物を走査する針先端を示す等角投影図である。
【図3】被加工物を走査する針先端を示す平面図である。
【図4】走査中のプローブ測定値のグラフである。
【図5】プローブ測定値と前提の機械の位置データとの組み合わせを示すグラフである。
【図6】走査されている較正用加工製品を示す。
【図7】較正方法を説明するグラフである。
【図8】較正方法を説明するグラフである。
【図9】図3に相当する図であるが、基準点の測定を示す。
【図10】図4に相当するグラフであるが、図9の基準点測定値を使用している。
【図11】図5に相当するグラフであるが、図9の基準点測定値を使用している。
【図12】図4に相当するグラフであるが、直線に沿う測定の実施態様を示す。
【図13】図7及び8の較正方法をさらに発展させて使用された数学上の計算を示す図である。
【図14】図7及び8の較正方法をさらに発展させて使用された数学上の計算を示す図である。
【図15】さらなる補償方法を示す図である。
【発明を実施するための形態】
【0011】
さて、本発明の実施態様が添付する図面を参照して一例として説明されるであろう。
【0012】
図1は、典型的な工作機械を示す。工作機械は、モータMの動作の下で、x、y、z方向に互いに対して移動可能なテーブルTとスピンドルSを含んでいる。この例に示されるように、モータMが、テーブルを移動させ、スピンドルは静止した状態のままである。しかしながら、本発明は、相対的な移動が、機械の静止したテーブルすなわち基台と、移動するスピンドルとの間に発生する場合のような、その他の工作機械装置にも同様に適用可能である。
【0013】
通常、切削工具がスピンドルSに取り付けられるが、図1は、テーブルTに取り付けられている被加工物Wの走査測定を実行するために、アナログ・プローブまたは走査プローブPが、切削工具の代わりにスピンドルに取り付けられていることを示している。プローブPは、被加工物Wの表面に接触する可撓性の針Qを有している。そして、プローブP内のトランスデューサ(不図示)が、例えば、(参照により本明細書に組み込まれる)特許文献2に記載されるように、針Qのx、y、z方向の撓みを測定する。
【0014】
プローブのトランスデューサの出力は、アナログまたはデジタルであってもよい。アナログ・プローブまたは走査プローブの別の形状が使用され得る。該形状は、プローブに対する被加工物表面の位置が非接触な方法、例えば、光学的センサ、静電容量的センサまたは誘導的センサで測定されるものを含む。
【0015】
走査測定中、プローブPは、トランスデューサから受信機RXへデータを連続的に送信する。信号送信は、無線、例えば、光学的または電波であることが好ましいが、代わりに、有線送信が使用されてもよい。
【0016】
プローブPは、その表面を走査するように被加工物Wに対して軌道に沿って移動させられる。これは、制御器10に付け加える被加工物W用部品プログラム(a part program)20の制御下でなされる。部品プログラムは、要求信号を回線にのせてサーボ・フィードバック・ループ24に送り出す。サーボ・フィードバック・ループ24は、モータMを駆動し、要求された軌道に沿う機械の移動を実現する。
【0017】
部品プログラム20が動作する制御器10が工作機械の従来の標準数値制御である場合、サーボ・フィードバック・ループ24も制御器10の一部を形成する。あるいは、制御器10は、要求された軌道データを標準数値制御のサーボ・フィードバック・ループに供給する独立したコンピュータであってもよい。制御器10は、プローブと機械の標準制御との間のインターフェースの一部を形成してもよい。
【0018】
従来と同じように、サーボ・ループ24は、エンコーダまたはリゾルバ(不図示)のような機械の測定システムから位置フィードバック情報を受け取る。サーボ・ループ24は、部品プログラム20からの要求された機械軌道に従って機械の測定システムにより指示されたとき、実際の軌道を維持する傾向があるようにモータを駆動する。
【0019】
図2及び3は、被加工物Wの表面を走査する針Qをより詳細に示す。簡単な例として、真の円形形状からのずれを判別するために、円形の孔30の内面を走査する針が示されている。この場合、部品プログラム20は、プローブと被加工物の所定の円形の機械軌道32に沿う相対的移動を命令する。この機械軌道は、針先端の半径を考慮して選択された、円形の孔30の半径よりわずかに小さい所定の半径を有する。機械軌道は、また、孔30の表面の真の円形形状からの考えられるあらゆるずれに対して、針先端が、表面と接触した状態のままであり、プローブの測定範囲(すなわち、プローブ内のトランスデューサにより測定されるとき針の許容される撓み)内にあることを確保するためにも選択されている。
【0020】
図4は、プローブのトランスデューサにより測定されるときのプローブPに関する針Qの考えられ得る撓みを、孔30を巡って時間的位置または角度的位置に対するグラフで示している。特に、グラフは、半径方向の撓みを示している。該撓みは、本例においては、プローブのx及びy出力から計算され得る。線34は、孔が正しい寸法及び円形形状を有する場合に予想される規準のプローブ出力を示す。線36は、孔が非常に小さい場合のプローブ出力を示す。線38は、孔が過大であることを示す。正弦波曲線40は、孔がその規準の位置から偏心していることを示す。もちろん、例えば、孔30の表面が意図されている円形形状からずれている場合の不規則なずれのような、規準の線34からのその他のずれが考えられ得る。
【0021】
図1に戻って、制御器10は、部品プログラム20に加えて測定プログラム12を走らせる。この測定プログラム12は、図4の時間的/角度的位置軸に沿う位置で、適当に速いデータ速度で、たくさんの測定読み取りをすることを担っている。これをなすために、プログラム12は、2つのデータ・ソースを組み合わせる。1つは、受信機RXから受け取られるプローブPからの出力である。もう1つは、瞬間的な仮定され、要求された機械の位置(すなわち、テーブルTに対するスピンドルSとプローブPの位置)である。後者は、矢印14により示されるように、部品プログラム20により設定される所定の軌道から引き出される。これは、機械のサーボ・フィードバック・ループのエンコーダまたはリゾルバまたはその他の位置測定装置から引き出される従来技術と対照的である。
【0022】
これらのデータ・ソースを組み合わせる唯一の方法は以下の通りである。機械軌道に沿う非常にたくさんのデータ・ポイントのそれぞれに対して、対応するプローブ出力及び仮定された機械の位置が、図5に図形的に示されるように、付加的に組み合わされる。ここで、線42は、測定プログラム12により部品プログラム20から引き出されるような所定の機械軌道32の半径を示す。図4に示されるように、各データ・ポイントに対し(すなわち、各時刻のまたは各角度の位置において)、プローブの出力がこれに加えられる。結果が、図5の線44で示されている。所定の機械軌道の半径は、円形状の軌道の移動を命令する部品プログラム20の従来のGコード(G-code)により使用されるように単に存在し得る。
【0023】
データ・ソースを組み合わせる好ましい別の方法は、以下の通りである。プログラム12は、プローブの撓みに対する目標値または規準値を含んでいる。例えば、所定の機械軌道は、規準のまたは目標のプローブの(半径方向の)撓みDtargetをもたらすように選択され得る。これは、被加工物が規準の寸法及び位置に一致する場合に認められる撓みの値である。値Dtargetは、所定の軌道に基づいてプログラム12に予めプログラムされていてもよい。あるいは、値Dtargetは、所定の軌道について部品プログラム20から受け取った値からプログラム12により計算されてもよい。測定が進行するにつれ、プログラム12もまた、実際のプローブの撓みDactualに対する値を、受信機RXを経由して受け取る。プログラム12は、これらの2つのデータ・ソースを、それらを引き算的に組み合わせることにより比較し、実際の変動誤差をいかなる位置にも与える。
誤差=Dactual−Dtarget
【0024】
例えば、目標撓みが100μmであり、実際の撓みが101μmである場合、被加工物の寸法の誤差は、1μmである。
【0025】
これまでのところ、誤差は、孔30を取り囲む各個別位置で検討されてきた。このことは、さらにいえば、例えば、形状誤差を判別するのに何が望ましいかということにあるかもしれない。しかしながら、全体にわたって誤差を検討するために、プログラム12がデータ・フィッティング・アルゴリズムを実行することも可能である。例えば、図4に40で示されるように正弦波曲線を描く誤差が見つけ出された場合、そのようなアルゴリズムは、孔の真の中心点、及び規準の中心点からのそのずれを判別し得る。及び/または、そのようなアルゴリズムは、孔の平均の半径及びこの値からのずれを判別し得る。
【0026】
もちろん、記載されている方法は、図2−5にあるような円形形状に限られるものではなく、多くのその他の機械加工による特徴を持つ形状を判別するのに使用され得る。
【0027】
例えば、図12は、名目上平坦な被加工物表面に沿う直線を検査する場合を示す。ここでは、線60は、プローブが部品プログラムにより線に沿って駆動されるときのプローブの撓みに関する所定の規準のまたは目標の値を表す。実際の値がプローブからプログラム12により受け取られると、該値は、最適のアルゴリズムにかけられ、最適の直線を判別する。これが線62により表されている。次に、プログラム12が規準の線60に対する線62の傾斜角及び偏り(offset)を計算し、したがって、測定された被加工物表面の位置及び方位の誤差を示すことは簡単である。
【0028】
どんなタイプの特徴が測定されるかを判別するために、データに対して適切な知的アルゴリズムを適用し、次に、その誤差を計算する適切な方法を選別し、実行することも可能である。
【0029】
これまでに記載された方法は、かなり正確な結果をもたらす。例えば、孔30が制御器10からの切削用部品プログラムにしたがって、スピンドルSに設置された切削工具により予め機械加工された場合、工具は、切削中に加えられる負荷により撓む傾向にあったかもしれない。このことは、孔が不正確な寸法及び形状になる結果を招き得る。プローブPは、そのような切削負荷にはさらされないので、そのような誤差を測定することができる。プローブPが走査動作を実行するので、プローブPは、孔の直径または半径及び中心点のような簡単な寸法ばかりでなく円周全体にわたっての正しい形状からのずれを測定し得る。このことは、従来のタッチ・トリガー・プローブよりも有利である。
【0030】
詳細にわたる測定をもたらすばかりでなく、上述の方法は、また、機械加工された被加工物の検査に対しても使用され得る。すなわち、プログラムは、被加工物が望ましい許容誤差の範囲内にあるかどうかを示す合格・不合格の指示を出力し得る。
【0031】
そのような測定は、また、例えば、仕上げ切削(a final cut)の前に機械加工オフセットを更新するプロセス制御に有益である。このことは、仕上げ切削が当該被加工物の特徴に要求される寸法を精密にもたらすことを可能とする。同様に、測定は、この先の機械加工、例えば、測定される特徴の位置がその規準の位置とは異なることを見つけた場合に対する被加工物オフセットを更新するのに使用され得る。
【0032】
図3−5の方法は、また、作業の準備、すなわち、異なる機械で機械加工された特徴を予め持った被加工物を据え付けることに対して使用され得る。次に、方法は、これらの存在する特徴の位置を突き止めるために、新しい機械で実行される。新しい機械は、存在する特徴に対して正確に配置されている被加工物に孔を開けるためのものであるジグ中ぐり盤であってもよい。この場合も、特徴の形状が走査され得るので、また、最適なアルゴリズムが特徴を該特徴の規準の形状に合わせるように使用され得るので、この方法は、従来のタッチ・トリガー・プローブによるよりもより正確な結果をもたらすことを可能とする。
【0033】
しかしながら、これまで述べられた方法は、例えば、サーボ・ループ24におけるサーボ機構の不整合により、若干不正確になる傾向がある。サーボ機構の不整合は、実際の位置と要求された位置との間の差から生じる。例えば、x−y平面における円形軌道の周囲を移動するとき、x軸サーボ機構及びy軸サーボ機構がそれぞれのモータMを駆動する正弦波軌道間の名目上90°の位相差のフェーズ・エラー(phase errors)が存在する。x軸サーボ機構の実際の位置は、異なる応答特性に起因して、y軸サーボ機構より早くまたは遅くその要求される位置に追いつき得る。同様の不整合が、例えば、命令された軌道が機械の軸に対してある角度にある直線である場合に起こり得る。しかし、軌道が軸の1つに平行である場合、たいした問題はない。また、サーボ機構の誤差、例えば、ガタ、または、機械のエンコーダまたはリゾルバまたはその他の測定システムのスケール誤差(scale errors)の別の要因もある。
【0034】
したがって、いかなる瞬間においても、機械の実際の位置(すなわち、テーブルTに対するスピンドルSとプローブPの実際の位置)は、部品プログラム20により回線22に乗って要求される位置に正確には一致していないようである。したがって、測定プログラム12に回線14に乗って供給される前提の位置の値と実際の位置との間に差があるのであろう。
【0035】
したがって、より大きな正確さを求めて、選択が自由の較正プロセスが、図6、7及び8を参照して記載されるであろう。較正は、既知の寸法及び形状を有する加工製品を使用する。該加工製品は、測定される被加工物すなわち特徴に実質的に同じでありことが好ましい(しかし、本質的ではない)。例えば、図2及び3の円形の孔30を測定する場合には、加工製品は、正確に知られている半径と形状(図6)を持つ環状ゲージの内面46であり得る。これが、図3の軌道32に対応する円形軌道48に沿って移動することを機械に命令する部品プログラムにより走査される。
【0036】
図7において、線50は、加工製品の正確に知られている形状及び半径を示す。線52は、上述の方法のいずれかで測定プログラム12によって取得された、測定された値を示す。これらの2つの線の間のずれは、それが命令された機械軌道に沿って移動するときの前提の機械位置の値と実際の位置の値との間の瞬間的な誤差を示す。
【0037】
線50及び線52上の点の対応する値を引くことにより、図8に示される曲線54上に存在する値が取得される。これは、(時間に関し、または円形の測定がなされている場所の角度に関し)機械軌道に沿う全ての位置に対し、前提の機械位置と実際の機械位置との間の差を補正するために必要とされる半径の補正を示す。これらの半径の補正値は、制御器10内に保存される。測定が製造被加工物W上でなされるとき、測定プログラム12は、正確な測定値を取得するために、これらの補正値を前提の機械位置の値及びプローブPからの測定値に組み合わせる。
【0038】
加工製品46が被加工物の特徴と同じ寸法でない(例えば、異なる半径を有する円である)場合、及び/または加工製品及び被加工物の走査が異なる接線速度または角速度で行われる場合、これは、数学的計算により補償される。これは、図13に示される。
【0039】
半径R1を有する円に対し、走査が同じ速度で行われると仮定すると、曲率の変化は、曲率の変化が同じ距離に対し時間とともにより大きくなる、半径R2を有する円に対して、移動が行われている限り、より小さくなる。言い換えれば、角度α1は、α2より小さい。これは、例えば、サーボの不一致の原因となり、結果として円R2に対し、円R1に対するより大きな違いをもたらす。すなわち、サーボの不一致に起因する円は、より大きな誤差に起因するより大きな値により、規準とは異なる最大半径を有するであろう。これは、規準の円と円R1に対して取得された円との間の差を測定し、次に、円R2に対し同様のことをすることで補償され得る。
【0040】
次に、測定された内径がR1とR2との間にある半径を有する場合、これは、補間法を用いて処理される。例えば、R1がR2より大きい場合、
CR1→err1
CR2→err2
【0041】
ここで、CR1は、半径R1の円であり、CR2は、半径R2の円である。
【0042】
また、上述したように、err1は、err2より小さいことが予想される。
【0043】
近似する寸法の間で許容され得る想定である直線性を仮定し、図14を参照すると、
tan(α)=(err−err1)/(R1−R)=(err2−err1)/(R1−R2)となり、したがって、
err=[(err2−err1)*(R1−R)/(R1−R2)]+err1となる。
【0044】
これは、補間法で計算された誤差(実際から規準までの差)である。
【0045】
上記説明は、また、測定が同じ寸法の加工製品に対し異なる速度でなされた場合にも有効である。すなわち、加工製品は、異なるが近似する2つの(線形的;for linearity)速度で測定され、誤差(規準からのずれ)が記録される。次に、補間アルゴリズムが使用され、2つの間に存在する速度に起因する誤差を計算する。このアルゴリズムは、上述のものと同じである。
【0046】
さて、測定の正確性を改善する別の方法が、図9、10及び11を参照して説明されるだろう。これは、測定される被加工物Wの表面の基準点を使用する点で上記方法から変更される。実際には、孔30内の走査されるはずである軌道上の点であるだろう。
【0047】
図9において、4つの基準点Rが選択される。針先端Qが、矢印56で示されるように、半径方向の基準点Rに接近するように、これらの基準点の各点において機械が駆動される。プローブPは、トリガー信号が送出される閾値がその測定範囲内に画定されているタッチ・トリガー・モードで使用され得る。次に、このトリガー信号が従来のタッチ・トリガー・プローブと同じ方法で機械の制御器の従来のスキップ入力にされ得る。制御器は、この動作の結果として各基準点Rに対して座標値を提示する。したがって、基準点Rは、真の機械位置の値であって、前提の機械位置の値ではない。
【0048】
トリガー値を取得するためにスキップ入力を使用することに代わる好ましいものとして、機械は、基準点まで駆動され、停止し、次に、プローブ出力が判別され、機械の位置の値に加えられ、値Rを与え得る。静力学的平均により、すなわち、一時期停止位置に停止し、プローブの出力をたくさん読み取り、それらを平均することにより、この値の正確性が増し得る。これは、機械が停止され、したがって、サーボ誤差が全くないので、正確な測定を与える。
【0049】
図10及び11は、図4及び5に対応する。図10及び11は、これらの基準点が結果としての測定値を計算するのにどのように使用されるのかを示している。図10において、線58は、既に述べたような前提位置の値を使い、走査することによるプローブの測定値を示す。これらの値は、図4に示されると同じ方法の規準の値34からずれている。図11は、基準点Rの4つの値を示す。最終的な測定値を提示するために、測定プログラム12は、最適アルゴリズムを使用し、図10の線58からの値をこれらの基準点Rに重ね合わせる。したがって、前提位置を使用することにより判別された値が、これらの既知の値Rに適合するように調整される。
【0050】
値Rが真の値であることが知られているので、図11の線58の中間の値は、別の場合より正確である。したがって、この質の高い方法は、走査と基準点の組み合わせを使用し、走査測定の全体的な正確性を向上させる。
【0051】
図15は、正確性を向上させることを補償するさらに別の方法を示す。曲線Bは、通常の好ましい速度で円形の特徴を走査した結果を示す。該曲線Bは、バックラッシュ及びその他のサーボ誤差により引き起こされた歪を含んでいる。曲線Aは、より遅い速度で同じ円形の特徴を走査した結果を示す。該曲線Aは、歪が回避されていることが分かる。
【0052】
したがって、本発明のさらなる実施態様は、この事実を利用する。円は、遅い速度及び速い速度の両方で走査され、結果としてのプローブ出力データが記録される。次に、特徴を取り囲む各位置に対する誤差補正値を含む、特徴に対する誤差地図が作り出される。これは、引き算(B−A)によりなされる。各位置に対し、遅い走査Aの間のプローブ出力が、通常の速度走査Bの間の対応する出力から引かれる。
【0053】
この誤差地図は、名目上同一の被加工物の生産工程中の最初の被加工物により作り出され得る。または、望ましい大きさ及び形状を有する加工製品により作り出されうる。あるいは、図13及び14に従う補償が適用されるならば異なる大きさを有する加工製品によってさえも作り出され得る。次に、誤差地図は、この先の被加工物の同様の特徴を測定するとき、将来使うためにプログラム12により保存される。
【0054】
そのような将来の測定は、上述した方法に従って、例えば、図3−5に関連して実行される。先に述べたように、これは、(実際のプローブ出力を部品プログラム20からの前提値と比較することにより)特徴の寸法を判別し得る。あるいは、実際のプローブ出力を目標のプローブ出力と比較する(Dactual−Dtarget)ことにより、特徴の誤差を判別し得る。
【0055】
いずれの場合も、測定は、誤差地図に従う補正を適用し、対応する測定された値から各位置の保存されている誤差の値を引くことにより補償される。
【0056】
その他の実施態様と同様に、図9−11及び15に従う方法は、円形の特徴に適用可能であるばかりでなく、多くのその他の機械加工される特徴の形状を判別するのに使用され得る。
【特許請求の範囲】
【請求項1】
被加工物に対するプローブの規準の位置を含む所定の軌道に沿う、アナログ・プローブまたは走査プローブと被加工物との間での相対的移動を引き起こすステップと、
移動中、プローブの出力を利用しながら、プローブに対する被加工物の表面の位置を測定するステップと、
プローブの出力からの前記位置測定値を前記所定の軌道に基づくデータと組み合わせるステップと、
を備えることを特徴とする工作機械の被加工物を測定する方法。
【請求項2】
前記組み合わせるステップの結果が、被加工物の寸法を与えることを特徴とする請求項1に記載の方法。
【請求項3】
所定の軌道に基づくデータは、少なくとも1つの目標のまたは規準のプローブ出力の読み取り値を含んでいることを特徴とする請求項1に記載の方法。
【請求項4】
前記組み合わせるステップの結果が、被加工物の寸法のための誤差値を与えることを特徴とする請求項1または3に記載の方法。
【請求項5】
所定の軌道の規準の位置と被加工物に対するプローブの実際の位置との間の差を補償するステップを含んでいることを特徴とする請求項1乃至4のいずれかに記載の方法。
【請求項6】
補償するステップは、既知の寸法及び形状を持つ加工製品からのデータを使用することを特徴とする請求項5に記載の方法。
【請求項7】
加工製品は、測定される被加工物の特徴と同じ寸法を有することを特徴とする請求項6に記載の方法。
【請求項8】
加工製品は、測定される特徴と異なる寸法を有するか、または、異なる速度で測定され、補償は、そのような異なる寸法または異なる速度を修正する補間法を含むことを特徴とする請求項6に記載の方法。
【請求項9】
補償するステップは、被加工物表面で測定された基準点からのデータを使用することを特徴とする請求項5に記載の方法。
【請求項10】
補償するステップは、遅い速度と速い速度での被加工物表面の走査を比較することにより判別される誤差地図を使用することを特徴とする請求項5に記載の方法。
【請求項11】
請求項1乃至10のいずれかに記載される方法を実行するようにプログラムされた工作機械のための制御器またはプローブ・インターフェース。
【請求項1】
被加工物に対するプローブの規準の位置を含む所定の軌道に沿う、アナログ・プローブまたは走査プローブと被加工物との間での相対的移動を引き起こすステップと、
移動中、プローブの出力を利用しながら、プローブに対する被加工物の表面の位置を測定するステップと、
プローブの出力からの前記位置測定値を前記所定の軌道に基づくデータと組み合わせるステップと、
を備えることを特徴とする工作機械の被加工物を測定する方法。
【請求項2】
前記組み合わせるステップの結果が、被加工物の寸法を与えることを特徴とする請求項1に記載の方法。
【請求項3】
所定の軌道に基づくデータは、少なくとも1つの目標のまたは規準のプローブ出力の読み取り値を含んでいることを特徴とする請求項1に記載の方法。
【請求項4】
前記組み合わせるステップの結果が、被加工物の寸法のための誤差値を与えることを特徴とする請求項1または3に記載の方法。
【請求項5】
所定の軌道の規準の位置と被加工物に対するプローブの実際の位置との間の差を補償するステップを含んでいることを特徴とする請求項1乃至4のいずれかに記載の方法。
【請求項6】
補償するステップは、既知の寸法及び形状を持つ加工製品からのデータを使用することを特徴とする請求項5に記載の方法。
【請求項7】
加工製品は、測定される被加工物の特徴と同じ寸法を有することを特徴とする請求項6に記載の方法。
【請求項8】
加工製品は、測定される特徴と異なる寸法を有するか、または、異なる速度で測定され、補償は、そのような異なる寸法または異なる速度を修正する補間法を含むことを特徴とする請求項6に記載の方法。
【請求項9】
補償するステップは、被加工物表面で測定された基準点からのデータを使用することを特徴とする請求項5に記載の方法。
【請求項10】
補償するステップは、遅い速度と速い速度での被加工物表面の走査を比較することにより判別される誤差地図を使用することを特徴とする請求項5に記載の方法。
【請求項11】
請求項1乃至10のいずれかに記載される方法を実行するようにプログラムされた工作機械のための制御器またはプローブ・インターフェース。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図11】
【図12】

【図13】

【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−88331(P2012−88331A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2011−286416(P2011−286416)
【出願日】平成23年12月27日(2011.12.27)
【分割の表示】特願2006−527472(P2006−527472)の分割
【原出願日】平成16年9月24日(2004.9.24)
【出願人】(391002306)レニショウ パブリック リミテッド カンパニー (166)
【氏名又は名称原語表記】RENISHAW PUBLIC LIMITED COMPANY
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成23年12月27日(2011.12.27)
【分割の表示】特願2006−527472(P2006−527472)の分割
【原出願日】平成16年9月24日(2004.9.24)
【出願人】(391002306)レニショウ パブリック リミテッド カンパニー (166)
【氏名又は名称原語表記】RENISHAW PUBLIC LIMITED COMPANY
【Fターム(参考)】
[ Back to top ]