
工具および工具の製造方法
【課題】表面粗さを確保しつつ、十分な加工硬化を工具基材に付与して、工具基材に対する硬質被膜の密着強度を高めることができる工具および工具の製造方法を提供すること。
【解決手段】超硬合金からなる工具基材11に、フェムト秒レーザーピーニングによる表面処理を施し、その処理表面11aに硬質被膜を被覆する。よって、工具基材11の処理表面11aにおける表面粗さの悪化を抑制しつつ、その処理表面11aに十分な加工硬化を付与することができ、その結果、工具基材11に対する硬質被膜の密着強度を高めることができる。これにより、硬質被膜の剥がれを抑制できるので、硬質被膜による耐磨耗性や耐熱性などの効果を安定して発揮可能とし、工具寿命の優れた工具を得ることができる。
【解決手段】超硬合金からなる工具基材11に、フェムト秒レーザーピーニングによる表面処理を施し、その処理表面11aに硬質被膜を被覆する。よって、工具基材11の処理表面11aにおける表面粗さの悪化を抑制しつつ、その処理表面11aに十分な加工硬化を付与することができ、その結果、工具基材11に対する硬質被膜の密着強度を高めることができる。これにより、硬質被膜の剥がれを抑制できるので、硬質被膜による耐磨耗性や耐熱性などの効果を安定して発揮可能とし、工具寿命の優れた工具を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、工具および工具の製造方法に関し、特に、表面粗さを確保しつつ、十分な加工硬化を工具基材に付与して、工具基材に対する硬質被膜の密着強度を高めることができる工具および工具の製造方法に関するものである。
【背景技術】
【0002】
切削工具や転造工具では、高速度鋼や熱間合金工具鋼、超硬合金などからなる工具基材の表面に、硬質被膜を単層または複層に被覆して、耐摩耗性や耐溶着性、或いは、耐熱性などを向上させることが従来から広く行われている。例えば、特許文献1には、超硬合金からなる切削工具の切れ刃の表面に、硬質カーボン(ダイヤモンド被膜)を被覆する技術が開示される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−148623号公報(段落0016,0019及び第1(b)図など)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した工具では、工具基材と硬質被膜との間の硬度差が大きく、工具基材の変形に対して硬質被膜が追従できない。そのため、硬質被膜の剥離が発生しやすく、工具基材に対する硬質被膜の密着強度が不十分であるという問題点があった。
【0005】
この場合、密着強度を確保するために、硬質被膜の被覆前に、工具基材にショットピーニングを施し、加工硬化させることで、硬度差を低減させることが考えられる。しかしながら、工具基材が超硬合金からなる場合には、ショットとの硬度差が小さいため、工具基材に十分な加工硬化を付与することが困難である一方、加工硬化させるために、投射圧力を高める、或いは、ショットの粒径を大きくすると、工具基材の表面粗さが悪化するという問題点があった。
【0006】
本発明は、上述した問題点を解決するためになされたものであり、表面粗さの悪化を抑制しつつ、十分な加工硬化を工具基材に付与して、工具基材に対する硬質被膜の密着強度を高めることができる工具および工具の製造方法を提供することを目的としている。
【課題を解決するための手段および発明の効果】
【0007】
請求項1記載の工具または請求項5記載の工具の製造方法によれば、超硬合金からなる工具基材は、フェムト秒レーザーピーニングによる表面処理が施された後に、硬質被膜が被覆されるので、工具基材の表面粗さの悪化を抑制しつつ、その表面に十分な加工硬化を付与することができ、その結果、工具基材に対する硬質被膜の密着強度を高めることができる。
【0008】
また、請求項1又は5によれば、ショットピーニングによる表面処理を施す場合のように、ショットの回収を必要としないので、その分、工数を削減できる。また、フェムト秒レーザーピーニングは、レーザーパルス幅が極めて短く、プラズマの発生前にレーザーパルスを終了できる。よって、レーザーがプラズマと干渉せず、レーザーエネルギーの損失を抑制できるので、工具基材に加工硬化を効率的に付与できる。
【0009】
請求項2記載の工具によれば、請求項1記載の工具の奏する効果に加え、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さの増加量が、表面処理が行われていない部位と比較して、100HV以上とされるので、工具基材と硬質被膜との間の硬度差を十分に低減して、工具基材に対する硬質被膜の密着強度を高めることができる。
【0010】
一方、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さの増加量が、表面処理が行われていない部位と比較して、300HV以下とされるので、工具基材に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制することができる。
【0011】
請求項3記載の工具によれば、請求項1又は2に記載の工具の奏する効果に加え、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、1000MPa以上とされるので、工具基材の耐疲労強度を高めることができ、上述した工具基材に対する硬質被膜の密着強度を向上させる効果と相まって、工具の性能を高めることができる。
【0012】
一方、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、2000MPa以下とされるので、上述した工具基材の耐疲労強度を高める効果および工具基材に対する硬質被膜の密着強度を向上させる効果を十分に確保しつつ、工具基材に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制することができる。
【0013】
請求項4記載の工具によれば、請求項1から3のいずれかに記載の工具の奏する効果に加え、硬質被膜は、Ti、Al若しくはCrの内の少なくとも1種以上を含む炭窒化物、又は、硬質カーボンであるので、かかる硬質被膜の特性を利用して、工具の性能を向上させることができる。
【0014】
なお、このような硬質被膜は、従来の工具では、十分な密着強度を確保した状態で、超硬合金からなる工具基材に被覆することが不可能であり、本発明のように、超硬合金からなる工具基材に表面処理を施す手段としてフェムト秒レーザーピーニングを採用することで初めて可能となったものであり、これにより、工具基材の表面粗さの悪化を抑制しつつ、その表面に十分な加工硬化を付与し、工具基材に対する硬質被膜の密着強度を高めることができる。
【図面の簡単な説明】
【0015】
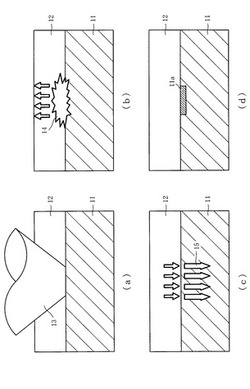
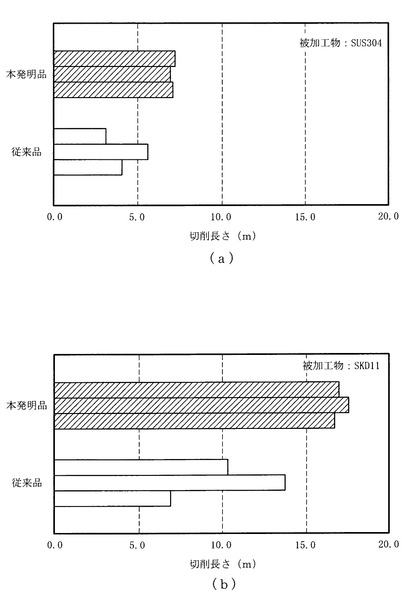
【図1】(a)〜(d)は、本発明の一実施の形態における工具を構成する工具基材の部分拡大断面図であり、フェムト秒レーザーピーニングによる表面処理が施される過程が図示される。
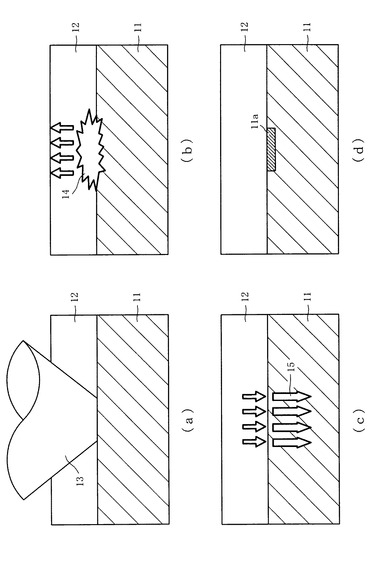
【図2】本発明品の密着強度と従来品の密着強度とを図示するグラフである。
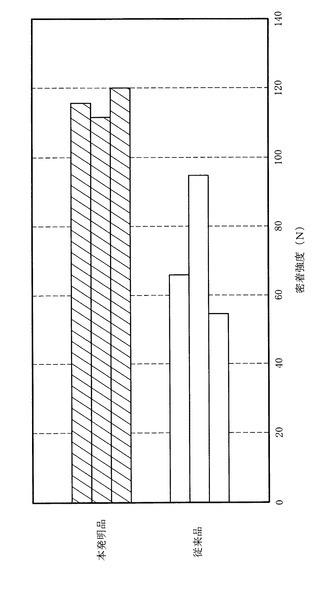
【図3】(a)及び(b)は、本発明品及び従来品により被加工物を切削した際の切削長さを図示するグラフである。
【発明を実施するための形態】
【0016】
以下、本発明の好ましい実施の形態について添付図面を参照して説明する。まず、図1を参照して、工具1の製造方法について説明する。図1(a)〜図1(d)は、本発明の一実施の形態における工具1を構成する工具基材11の部分拡大断面図であり、フェムト秒レーザーピーニングによる表面処理が施される過程が図示される。
【0017】
工具1は、工具基材11の表面に硬質被膜を被覆した切削工具または転造工具であり、本実施の形態では、超硬合金からなる工具基材11の刃部に、TiAlNからなる硬質被膜が被覆されたドリルとして、工具1が構成される。
【0018】
かかる工具1の製造は、まず、WC及びCo等からなる原料を焼結し、砥石により工具基材11を所定の形状(本実施の形態ではドリル形状)に成形する。工具基材11を成形した後は、フェムト秒レーザーピーニングによる表面処理を施す(レーザーピーニング工程)。この表面処理では、フェムト秒レーザー13の照射によって発生する衝撃圧力(衝撃波)を利用して、工具基材11にピーニング処理を施す。その後、硬質被膜(TiAlN)を被覆して(被覆工程)、工具1の製造が完了する。
【0019】
このように、工具1は、フェムト秒レーザーピーニングによる表面処理が工具基材11に施され、その表面処理が施された部分に、硬質被膜が被覆される。よって、工具基材11の表面粗さの悪化を抑制しつつ、その表面に十分な加工硬化を付与することができ、その結果、工具基材11に対する硬質被膜の密着強度(即ち、耐剥離強度)を高めることができる。即ち、工具基材11と硬質被膜との間の硬度差が大きいと、工具基材11の変形に対して硬質被膜が追従できず、硬質被膜の剥離が発生しやすいところ、工具1によれば、この剥離を抑制できる。これにより、表面粗さの悪化抑制による耐溶着性の確保と共に、硬質被膜による耐磨耗性や耐熱性などの効果を安定して発揮可能とし、工具寿命の優れた工具1を得ることができる。
【0020】
なお、フェムト秒レーザー13とは、一定のパルス幅で発振するパルスレーザーであって、そのパルス幅をフェムト秒(1000兆分の1秒)レベルとするレーザーである。フェムト秒レーザー13による工具基材11の表面処理は、まず、工具基材11を透明な液体12中に設置し、図1(a)に示すように、フェムト秒レーザー13を照射する。これにより、工具基材11の表面にフェムト秒レーザー13が吸収され、瞬時に極表面のみが加熱される。
【0021】
その結果、図1(b)に示すように、工具基材11のアブレーション(工具基材11の極表面の急激な蒸発)によって、高温高圧のプラズマ14が発生し、図1(c)に示すように、プラズマ圧力の反力として衝撃圧力15が工具基材11に付与される。この衝撃圧力15により、図1(d)に示すように、工具基材11の処理表面11aが圧縮され、塑性変形が生じることで、ピーニング効果が付与される。
【0022】
なお、液体12中では、液体12の慣性によりプラズマ14の膨張が抑制されるため、プラズマ圧力が非常に高圧となり、気中や真空中で照射する場合と比較して、衝撃圧力15の大きさを数十倍とすることができる。また、液体12の冷却作用により、フェムト秒レーザー13の照射による熱影響を最小限とすることができる。
【0023】
フェムト秒レーザー13のレーザー強度Iは、パルスエネルギーE、ビームスポットの面積S、レーザーパルスの時間幅tを用いて、I=E/(S・t)と表される。即ち、フェムト秒レーザー13は、エネルギー総量が比較的小さくても、そのエネルギーをフェムト秒レベルに圧縮しているので、極めて大きなレーザー強度Iを有する。よって、金属であるCoの含有量が少なく、ピーニング効果を付与するためには、極めて高い出力のレーザーを照射する必要がある超硬合金(工具基材11)に対しても、フェムト秒レーザーピー13を利用することで、Co相を塑性変形させ、ピーニング効果(加工硬化と残留圧縮応力)を確実に付与することができる。
【0024】
また、このように、フェムト秒レーザー13は、時間幅t(レーザーパルス幅)が極めて短いため、熱影響が伝達する前にレーザーパルスを終了できる。よって、加工基材11への熱影響を抑制できる。同様に、プラズマ14の発生前にレーザーパルスを終了できるので、フェムト秒レーザー13がプラズマ14と干渉せず、レーザーエネルギーの損失を抑制できる。よって、工具基材11へのピーニング効果の付与を効率的に行うことができる。
【0025】
工具基材11は、フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さが、表面処理が施されていない部位と比較して、100HV以上、かつ、300HV以下の範囲内で増加されることが好ましい。表面硬さの増加量を、100HV以上とすることで、工具基材11と硬質被膜との間の硬度差を十分に低減して、工具基材11に対する硬質被膜の密着強度を高めることができる一方、300HV以下とすることで、工具基材11に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制できるからである。
【0026】
また、工具基材11は、フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、1000MPa以上、かつ、2000MPaの範囲内であることが好ましい。残留圧縮応力を、1000MPa以上とすることで、工具基材11の耐疲労強度を高めることができ、上述した工具基材11に対する硬質被膜の密着強度を向上させる効果と相まって、工具1の性能を高めることができる一方、2000MPa以下とすることで、上述した工具基材11の耐疲労強度を高める効果および工具基材11に対する硬質被膜の密着強度を向上させる効果を十分に確保しつつ、工具基材11に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制することができるからである。
【0027】
ここで、フェムト秒レーザーピーニングを行うためのシステム構成について説明する。システムは、モード同期チタン・サファイアレーザーを用いたフェムト秒レーザー発振器と、そのフェムト秒レーザー発振器から発振されたレーザー(時間幅t=25fs(フェムト秒)、パルスエネルギーE=5nJ、波長800nm)の時間幅tを伸長するパルス伸長器と、そのパルス伸長器で時間幅tが伸長されたレーザーのパルスエネルギーEを増幅する増幅器と、その増幅器でパルスエネルギーEが増幅されたレーザーの時間幅tを圧縮するパルス圧縮器と、そのパルス圧縮器で時間幅tが圧縮されたレーザー(時間幅t=40fs、パルスエネルギーE=40mJ、繰り返し周波数10Hz及び波長800nmのフェムト秒レーザー)に対し必要に応じて強度の減衰および波長の変換を行う光減衰器および光波長変換器と、パルス圧縮器による時間幅tの圧縮により高強度のフェムト秒レーザーとされたレーザーの偏光制御を行う波長板と、その波長板により偏光制御されたレーザーを通過させて液体12中に設置された工具基材11の表面に照射するためのフィルター及びレンズとを備える。
【0028】
なお、フェムト秒レーザー発振器は、チタン・サファイアレーザーに限られず、フェムト秒レーザーを発振可能なものであれば良い。特に、レーザーの種類には限定されない。また、波長板は、直線偏光や円偏光などを必要に応じて適宜選択すれば良い。エネルギーフルエンス(単位面積当たりのエネルギー量)の調整は、光減衰器およびフィルターにより行われるが、これを光減衰器のみとしても良い。
【0029】
次いで、図2を参照して、スクラッチ強度試験の結果について説明する。スクラッチ試験は、フェムト秒レーザーピーニングによる表面処理を施した上で、硬質被膜を被覆した工具(以下「本発明品」と称す)と、フェムト秒レーザーピーニングによる表面処理を省略した従来品とを試験対象とし、JIS R−3255に準拠して行った。従来品と本発明品との相違点は、フェムト秒レーザーピーニングによる表面処理の有無のみであり、他の構成は同一であるので、その説明は省略する。
【0030】
本発明品は、超硬合金からなる工具基材11に対し、フェムト秒レーザーピーニングによる表面処理を施した後に、硬質被膜(TiAlN)を被覆して構成されるドリルである。詳細には、ドリルの寸法:φ10×130、フェムト秒レーザーピーニングによる表面処理の対象領域:先端刃およびマージン部、工具基材11へ照射されるフェムト秒レーザーのパラメータ:時間幅t=250fs・エネルギーフルエンス=30J/平方cm・ビームスポット=φ30μm、スクラッチ強度試験の測定箇所:先端二番面、である。
【0031】
図2は、本発明品の密着強度と従来品の密着強度とを図示するグラフである。スクラッチ強度試験の結果、従来品の密着強度が、それぞれ57N、65N、及び、94Nとなり、平均72Nであったのに対し、本発明品の密着強度は、それぞれ115N、103N、及び、120Nとなり、平均113Nであった。
【0032】
このように、フェムト秒レーザーピーニングを工具基材11に施した上で、硬質被膜を被覆した結果、工具基材11に対する硬質被膜の密着強度が平均値で約1.6倍に増加することが確認された。また、密着強度の最小値と最大値との差が、従来品では37Nであったのに対し、本発明品では17Nとなり、密着強度のばらつきが減少することも確認された。
【0033】
なお、本発明品の工具基材11は、フェムト秒レーザーピーニングによる表面処理が施された結果、表面処理が施された部位の表面硬さが、表面処理が施されていない部位と比較して、280HV増加した。また、残留圧縮応力が、表面処理前の550MPaから1860MPaに増加した。本発明品は、この工具基材11に対し硬質被膜を被覆して構成された。
【0034】
次いで、図3を参照して、切削試験の結果について説明する。この切削試験は、本発明品および従来品により、被加工物の切削加工(穴あけ加工)を行い、その切削長さを測定する試験である。
【0035】
図3(a)及び図3(b)は、本発明品及び従来品により被加工物を切削した際の切削長さを図示するグラフであり、図3(a)は、被加工物がSUS304であり、図3(b)は、被加工物がSKD11である。なお、本発明品および従来品は、図2において説明した構成と同一であるので、その説明は省略する。
【0036】
図3(a)に示すにように、被加工物をSUS304とする切削試験では、従来品の切削長さが、3.1m、5.3m、及び、4.0mとなり、平均4.1mであったのに対し、本発明品の切削長さが、それぞれ7.2m、6.9m、及び、7.1mとなり、平均7.1mであった。
【0037】
また、図3(b)に示すように、被加工物をSKD11とする切削試験では、従来品の切削長さが、10.4m、13.8m、及び、7.0mとなり、平均10.4mであったのに対し、本発明品の切削長さが、それぞれ17.0m、17.4m、及び、16.8mとなり、平均17.1mであった。
【0038】
切削試験の結果、本発明品の切削長さは、従来品の切削長さに対し、図3(a)に示す切削試験では平均値で約1.7倍に、図3(b)に示す切削試験では平均値で約1.6倍に、それぞれ増加することが確認された。また、切削長さの最小値と最大値との差は、図3(a)に示す切削試験では、従来品が2.2mであったのに対し、本発明品は0.3mに、図3(b)に示す切削試験では、従来品が6.8mであったのに対し、本発明品は0.6mに、それぞれ減少し、切削長さのばらつきが減少することも確認された。
【0039】
このように、本発明品は、フェムト秒レーザーピーニングが工具基材11に施された結果、先端刃およびマージン部に十分な加工硬化が付与され、工具基材11に対する硬質被膜の密着強度が向上されていることが確認された。即ち、工具基材11(先端刃およびマージン部)と硬質被膜との間の硬度差を小さくすることができた結果、切削加工時に外力が作用した場合でも、工具基材11と硬質被膜との界面に大きなずれや歪が発生することを抑制して、剥離を起き難くできていることが確認された。
【0040】
以上、実施の形態に基づき本発明を説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変形が可能であることは容易に推察できるものである。
【0041】
上記実施の形態で挙げた数値は一例であり、他の数値を採用することは当然可能である。特に、下限および上限を指定した数値範囲により特定される値は、その数値範囲内であれば、いずれの値を採用することも可能である。
【0042】
上記実施の形態では、工具1がドリルとして構成される場合を説明したが、必ずしもこれに限られるものではない。即ち、ドリルは、切削工具の一例であり、他の切削工具に本発明を適用することは当然可能である。他の切削工具としては、例えば、バイト、フライス、エンドミル、リーマー、タップ、ホブ、ピニオンカッタ、ダイス、ブローチ、スローアウェイチップなどが例示される。
【0043】
上記実施の形態では、工具1が切削工具として構成される場合を説明したが、必ずしもこれに限られるものではなく、転造工具に本発明を適用しても良い。転造工具としては、例えば、転造丸ダイス、転造平ダイス、プラネタリ転造ダイス、盛上げタップなどが例示される。
【0044】
上記実施の形態では、工具基材11(ドリル)の先端刃およびマージン部に対し、フェムト秒レーザーピーニングによる表面処理を施す場合を説明したが、必ずしもこれに限られるものではなく、これに代えて、或いは、これに加えて、他の領域を処理対象とすることは当然可能である。即ち、工具1が切削工具として構成される場合には、少なくとも切削加工に寄与する部分の一部または全部が、工具1が転造工具として構成される場合には、少なくとも転造加工に寄与する部分の一部または全部が、フェムト秒レーザーピーニングによる処理対象領域に含まれていれば良い。
【0045】
上記実施の形態では、硬質被膜がTiAlNとして構成される場合を説明したが、必ずしもこれに限られるものではなく、他の構成であっても良い。他の構成としては、Ti、Al若しくはCrの内の少なくとも1種以上を含む炭窒化物、或いは、硬質カーボンが例示される。
【符号の説明】
【0046】
1 工具
11 工具基材
11a 処理表面(表面処理が施された部位)
【技術分野】
【0001】
本発明は、工具および工具の製造方法に関し、特に、表面粗さを確保しつつ、十分な加工硬化を工具基材に付与して、工具基材に対する硬質被膜の密着強度を高めることができる工具および工具の製造方法に関するものである。
【背景技術】
【0002】
切削工具や転造工具では、高速度鋼や熱間合金工具鋼、超硬合金などからなる工具基材の表面に、硬質被膜を単層または複層に被覆して、耐摩耗性や耐溶着性、或いは、耐熱性などを向上させることが従来から広く行われている。例えば、特許文献1には、超硬合金からなる切削工具の切れ刃の表面に、硬質カーボン(ダイヤモンド被膜)を被覆する技術が開示される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−148623号公報(段落0016,0019及び第1(b)図など)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した工具では、工具基材と硬質被膜との間の硬度差が大きく、工具基材の変形に対して硬質被膜が追従できない。そのため、硬質被膜の剥離が発生しやすく、工具基材に対する硬質被膜の密着強度が不十分であるという問題点があった。
【0005】
この場合、密着強度を確保するために、硬質被膜の被覆前に、工具基材にショットピーニングを施し、加工硬化させることで、硬度差を低減させることが考えられる。しかしながら、工具基材が超硬合金からなる場合には、ショットとの硬度差が小さいため、工具基材に十分な加工硬化を付与することが困難である一方、加工硬化させるために、投射圧力を高める、或いは、ショットの粒径を大きくすると、工具基材の表面粗さが悪化するという問題点があった。
【0006】
本発明は、上述した問題点を解決するためになされたものであり、表面粗さの悪化を抑制しつつ、十分な加工硬化を工具基材に付与して、工具基材に対する硬質被膜の密着強度を高めることができる工具および工具の製造方法を提供することを目的としている。
【課題を解決するための手段および発明の効果】
【0007】
請求項1記載の工具または請求項5記載の工具の製造方法によれば、超硬合金からなる工具基材は、フェムト秒レーザーピーニングによる表面処理が施された後に、硬質被膜が被覆されるので、工具基材の表面粗さの悪化を抑制しつつ、その表面に十分な加工硬化を付与することができ、その結果、工具基材に対する硬質被膜の密着強度を高めることができる。
【0008】
また、請求項1又は5によれば、ショットピーニングによる表面処理を施す場合のように、ショットの回収を必要としないので、その分、工数を削減できる。また、フェムト秒レーザーピーニングは、レーザーパルス幅が極めて短く、プラズマの発生前にレーザーパルスを終了できる。よって、レーザーがプラズマと干渉せず、レーザーエネルギーの損失を抑制できるので、工具基材に加工硬化を効率的に付与できる。
【0009】
請求項2記載の工具によれば、請求項1記載の工具の奏する効果に加え、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さの増加量が、表面処理が行われていない部位と比較して、100HV以上とされるので、工具基材と硬質被膜との間の硬度差を十分に低減して、工具基材に対する硬質被膜の密着強度を高めることができる。
【0010】
一方、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さの増加量が、表面処理が行われていない部位と比較して、300HV以下とされるので、工具基材に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制することができる。
【0011】
請求項3記載の工具によれば、請求項1又は2に記載の工具の奏する効果に加え、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、1000MPa以上とされるので、工具基材の耐疲労強度を高めることができ、上述した工具基材に対する硬質被膜の密着強度を向上させる効果と相まって、工具の性能を高めることができる。
【0012】
一方、工具基材は、フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、2000MPa以下とされるので、上述した工具基材の耐疲労強度を高める効果および工具基材に対する硬質被膜の密着強度を向上させる効果を十分に確保しつつ、工具基材に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制することができる。
【0013】
請求項4記載の工具によれば、請求項1から3のいずれかに記載の工具の奏する効果に加え、硬質被膜は、Ti、Al若しくはCrの内の少なくとも1種以上を含む炭窒化物、又は、硬質カーボンであるので、かかる硬質被膜の特性を利用して、工具の性能を向上させることができる。
【0014】
なお、このような硬質被膜は、従来の工具では、十分な密着強度を確保した状態で、超硬合金からなる工具基材に被覆することが不可能であり、本発明のように、超硬合金からなる工具基材に表面処理を施す手段としてフェムト秒レーザーピーニングを採用することで初めて可能となったものであり、これにより、工具基材の表面粗さの悪化を抑制しつつ、その表面に十分な加工硬化を付与し、工具基材に対する硬質被膜の密着強度を高めることができる。
【図面の簡単な説明】
【0015】
【図1】(a)〜(d)は、本発明の一実施の形態における工具を構成する工具基材の部分拡大断面図であり、フェムト秒レーザーピーニングによる表面処理が施される過程が図示される。
【図2】本発明品の密着強度と従来品の密着強度とを図示するグラフである。
【図3】(a)及び(b)は、本発明品及び従来品により被加工物を切削した際の切削長さを図示するグラフである。
【発明を実施するための形態】
【0016】
以下、本発明の好ましい実施の形態について添付図面を参照して説明する。まず、図1を参照して、工具1の製造方法について説明する。図1(a)〜図1(d)は、本発明の一実施の形態における工具1を構成する工具基材11の部分拡大断面図であり、フェムト秒レーザーピーニングによる表面処理が施される過程が図示される。
【0017】
工具1は、工具基材11の表面に硬質被膜を被覆した切削工具または転造工具であり、本実施の形態では、超硬合金からなる工具基材11の刃部に、TiAlNからなる硬質被膜が被覆されたドリルとして、工具1が構成される。
【0018】
かかる工具1の製造は、まず、WC及びCo等からなる原料を焼結し、砥石により工具基材11を所定の形状(本実施の形態ではドリル形状)に成形する。工具基材11を成形した後は、フェムト秒レーザーピーニングによる表面処理を施す(レーザーピーニング工程)。この表面処理では、フェムト秒レーザー13の照射によって発生する衝撃圧力(衝撃波)を利用して、工具基材11にピーニング処理を施す。その後、硬質被膜(TiAlN)を被覆して(被覆工程)、工具1の製造が完了する。
【0019】
このように、工具1は、フェムト秒レーザーピーニングによる表面処理が工具基材11に施され、その表面処理が施された部分に、硬質被膜が被覆される。よって、工具基材11の表面粗さの悪化を抑制しつつ、その表面に十分な加工硬化を付与することができ、その結果、工具基材11に対する硬質被膜の密着強度(即ち、耐剥離強度)を高めることができる。即ち、工具基材11と硬質被膜との間の硬度差が大きいと、工具基材11の変形に対して硬質被膜が追従できず、硬質被膜の剥離が発生しやすいところ、工具1によれば、この剥離を抑制できる。これにより、表面粗さの悪化抑制による耐溶着性の確保と共に、硬質被膜による耐磨耗性や耐熱性などの効果を安定して発揮可能とし、工具寿命の優れた工具1を得ることができる。
【0020】
なお、フェムト秒レーザー13とは、一定のパルス幅で発振するパルスレーザーであって、そのパルス幅をフェムト秒(1000兆分の1秒)レベルとするレーザーである。フェムト秒レーザー13による工具基材11の表面処理は、まず、工具基材11を透明な液体12中に設置し、図1(a)に示すように、フェムト秒レーザー13を照射する。これにより、工具基材11の表面にフェムト秒レーザー13が吸収され、瞬時に極表面のみが加熱される。
【0021】
その結果、図1(b)に示すように、工具基材11のアブレーション(工具基材11の極表面の急激な蒸発)によって、高温高圧のプラズマ14が発生し、図1(c)に示すように、プラズマ圧力の反力として衝撃圧力15が工具基材11に付与される。この衝撃圧力15により、図1(d)に示すように、工具基材11の処理表面11aが圧縮され、塑性変形が生じることで、ピーニング効果が付与される。
【0022】
なお、液体12中では、液体12の慣性によりプラズマ14の膨張が抑制されるため、プラズマ圧力が非常に高圧となり、気中や真空中で照射する場合と比較して、衝撃圧力15の大きさを数十倍とすることができる。また、液体12の冷却作用により、フェムト秒レーザー13の照射による熱影響を最小限とすることができる。
【0023】
フェムト秒レーザー13のレーザー強度Iは、パルスエネルギーE、ビームスポットの面積S、レーザーパルスの時間幅tを用いて、I=E/(S・t)と表される。即ち、フェムト秒レーザー13は、エネルギー総量が比較的小さくても、そのエネルギーをフェムト秒レベルに圧縮しているので、極めて大きなレーザー強度Iを有する。よって、金属であるCoの含有量が少なく、ピーニング効果を付与するためには、極めて高い出力のレーザーを照射する必要がある超硬合金(工具基材11)に対しても、フェムト秒レーザーピー13を利用することで、Co相を塑性変形させ、ピーニング効果(加工硬化と残留圧縮応力)を確実に付与することができる。
【0024】
また、このように、フェムト秒レーザー13は、時間幅t(レーザーパルス幅)が極めて短いため、熱影響が伝達する前にレーザーパルスを終了できる。よって、加工基材11への熱影響を抑制できる。同様に、プラズマ14の発生前にレーザーパルスを終了できるので、フェムト秒レーザー13がプラズマ14と干渉せず、レーザーエネルギーの損失を抑制できる。よって、工具基材11へのピーニング効果の付与を効率的に行うことができる。
【0025】
工具基材11は、フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さが、表面処理が施されていない部位と比較して、100HV以上、かつ、300HV以下の範囲内で増加されることが好ましい。表面硬さの増加量を、100HV以上とすることで、工具基材11と硬質被膜との間の硬度差を十分に低減して、工具基材11に対する硬質被膜の密着強度を高めることができる一方、300HV以下とすることで、工具基材11に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制できるからである。
【0026】
また、工具基材11は、フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、1000MPa以上、かつ、2000MPaの範囲内であることが好ましい。残留圧縮応力を、1000MPa以上とすることで、工具基材11の耐疲労強度を高めることができ、上述した工具基材11に対する硬質被膜の密着強度を向上させる効果と相まって、工具1の性能を高めることができる一方、2000MPa以下とすることで、上述した工具基材11の耐疲労強度を高める効果および工具基材11に対する硬質被膜の密着強度を向上させる効果を十分に確保しつつ、工具基材11に付与されるレーザー誘起圧力(衝撃圧力)が過大となり、表面粗さが悪化することを抑制することができるからである。
【0027】
ここで、フェムト秒レーザーピーニングを行うためのシステム構成について説明する。システムは、モード同期チタン・サファイアレーザーを用いたフェムト秒レーザー発振器と、そのフェムト秒レーザー発振器から発振されたレーザー(時間幅t=25fs(フェムト秒)、パルスエネルギーE=5nJ、波長800nm)の時間幅tを伸長するパルス伸長器と、そのパルス伸長器で時間幅tが伸長されたレーザーのパルスエネルギーEを増幅する増幅器と、その増幅器でパルスエネルギーEが増幅されたレーザーの時間幅tを圧縮するパルス圧縮器と、そのパルス圧縮器で時間幅tが圧縮されたレーザー(時間幅t=40fs、パルスエネルギーE=40mJ、繰り返し周波数10Hz及び波長800nmのフェムト秒レーザー)に対し必要に応じて強度の減衰および波長の変換を行う光減衰器および光波長変換器と、パルス圧縮器による時間幅tの圧縮により高強度のフェムト秒レーザーとされたレーザーの偏光制御を行う波長板と、その波長板により偏光制御されたレーザーを通過させて液体12中に設置された工具基材11の表面に照射するためのフィルター及びレンズとを備える。
【0028】
なお、フェムト秒レーザー発振器は、チタン・サファイアレーザーに限られず、フェムト秒レーザーを発振可能なものであれば良い。特に、レーザーの種類には限定されない。また、波長板は、直線偏光や円偏光などを必要に応じて適宜選択すれば良い。エネルギーフルエンス(単位面積当たりのエネルギー量)の調整は、光減衰器およびフィルターにより行われるが、これを光減衰器のみとしても良い。
【0029】
次いで、図2を参照して、スクラッチ強度試験の結果について説明する。スクラッチ試験は、フェムト秒レーザーピーニングによる表面処理を施した上で、硬質被膜を被覆した工具(以下「本発明品」と称す)と、フェムト秒レーザーピーニングによる表面処理を省略した従来品とを試験対象とし、JIS R−3255に準拠して行った。従来品と本発明品との相違点は、フェムト秒レーザーピーニングによる表面処理の有無のみであり、他の構成は同一であるので、その説明は省略する。
【0030】
本発明品は、超硬合金からなる工具基材11に対し、フェムト秒レーザーピーニングによる表面処理を施した後に、硬質被膜(TiAlN)を被覆して構成されるドリルである。詳細には、ドリルの寸法:φ10×130、フェムト秒レーザーピーニングによる表面処理の対象領域:先端刃およびマージン部、工具基材11へ照射されるフェムト秒レーザーのパラメータ:時間幅t=250fs・エネルギーフルエンス=30J/平方cm・ビームスポット=φ30μm、スクラッチ強度試験の測定箇所:先端二番面、である。
【0031】
図2は、本発明品の密着強度と従来品の密着強度とを図示するグラフである。スクラッチ強度試験の結果、従来品の密着強度が、それぞれ57N、65N、及び、94Nとなり、平均72Nであったのに対し、本発明品の密着強度は、それぞれ115N、103N、及び、120Nとなり、平均113Nであった。
【0032】
このように、フェムト秒レーザーピーニングを工具基材11に施した上で、硬質被膜を被覆した結果、工具基材11に対する硬質被膜の密着強度が平均値で約1.6倍に増加することが確認された。また、密着強度の最小値と最大値との差が、従来品では37Nであったのに対し、本発明品では17Nとなり、密着強度のばらつきが減少することも確認された。
【0033】
なお、本発明品の工具基材11は、フェムト秒レーザーピーニングによる表面処理が施された結果、表面処理が施された部位の表面硬さが、表面処理が施されていない部位と比較して、280HV増加した。また、残留圧縮応力が、表面処理前の550MPaから1860MPaに増加した。本発明品は、この工具基材11に対し硬質被膜を被覆して構成された。
【0034】
次いで、図3を参照して、切削試験の結果について説明する。この切削試験は、本発明品および従来品により、被加工物の切削加工(穴あけ加工)を行い、その切削長さを測定する試験である。
【0035】
図3(a)及び図3(b)は、本発明品及び従来品により被加工物を切削した際の切削長さを図示するグラフであり、図3(a)は、被加工物がSUS304であり、図3(b)は、被加工物がSKD11である。なお、本発明品および従来品は、図2において説明した構成と同一であるので、その説明は省略する。
【0036】
図3(a)に示すにように、被加工物をSUS304とする切削試験では、従来品の切削長さが、3.1m、5.3m、及び、4.0mとなり、平均4.1mであったのに対し、本発明品の切削長さが、それぞれ7.2m、6.9m、及び、7.1mとなり、平均7.1mであった。
【0037】
また、図3(b)に示すように、被加工物をSKD11とする切削試験では、従来品の切削長さが、10.4m、13.8m、及び、7.0mとなり、平均10.4mであったのに対し、本発明品の切削長さが、それぞれ17.0m、17.4m、及び、16.8mとなり、平均17.1mであった。
【0038】
切削試験の結果、本発明品の切削長さは、従来品の切削長さに対し、図3(a)に示す切削試験では平均値で約1.7倍に、図3(b)に示す切削試験では平均値で約1.6倍に、それぞれ増加することが確認された。また、切削長さの最小値と最大値との差は、図3(a)に示す切削試験では、従来品が2.2mであったのに対し、本発明品は0.3mに、図3(b)に示す切削試験では、従来品が6.8mであったのに対し、本発明品は0.6mに、それぞれ減少し、切削長さのばらつきが減少することも確認された。
【0039】
このように、本発明品は、フェムト秒レーザーピーニングが工具基材11に施された結果、先端刃およびマージン部に十分な加工硬化が付与され、工具基材11に対する硬質被膜の密着強度が向上されていることが確認された。即ち、工具基材11(先端刃およびマージン部)と硬質被膜との間の硬度差を小さくすることができた結果、切削加工時に外力が作用した場合でも、工具基材11と硬質被膜との界面に大きなずれや歪が発生することを抑制して、剥離を起き難くできていることが確認された。
【0040】
以上、実施の形態に基づき本発明を説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変形が可能であることは容易に推察できるものである。
【0041】
上記実施の形態で挙げた数値は一例であり、他の数値を採用することは当然可能である。特に、下限および上限を指定した数値範囲により特定される値は、その数値範囲内であれば、いずれの値を採用することも可能である。
【0042】
上記実施の形態では、工具1がドリルとして構成される場合を説明したが、必ずしもこれに限られるものではない。即ち、ドリルは、切削工具の一例であり、他の切削工具に本発明を適用することは当然可能である。他の切削工具としては、例えば、バイト、フライス、エンドミル、リーマー、タップ、ホブ、ピニオンカッタ、ダイス、ブローチ、スローアウェイチップなどが例示される。
【0043】
上記実施の形態では、工具1が切削工具として構成される場合を説明したが、必ずしもこれに限られるものではなく、転造工具に本発明を適用しても良い。転造工具としては、例えば、転造丸ダイス、転造平ダイス、プラネタリ転造ダイス、盛上げタップなどが例示される。
【0044】
上記実施の形態では、工具基材11(ドリル)の先端刃およびマージン部に対し、フェムト秒レーザーピーニングによる表面処理を施す場合を説明したが、必ずしもこれに限られるものではなく、これに代えて、或いは、これに加えて、他の領域を処理対象とすることは当然可能である。即ち、工具1が切削工具として構成される場合には、少なくとも切削加工に寄与する部分の一部または全部が、工具1が転造工具として構成される場合には、少なくとも転造加工に寄与する部分の一部または全部が、フェムト秒レーザーピーニングによる処理対象領域に含まれていれば良い。
【0045】
上記実施の形態では、硬質被膜がTiAlNとして構成される場合を説明したが、必ずしもこれに限られるものではなく、他の構成であっても良い。他の構成としては、Ti、Al若しくはCrの内の少なくとも1種以上を含む炭窒化物、或いは、硬質カーボンが例示される。
【符号の説明】
【0046】
1 工具
11 工具基材
11a 処理表面(表面処理が施された部位)
【特許請求の範囲】
【請求項1】
工具基材に硬質被膜が被覆され、切削工具または転造工具として構成される工具において、
前記工具基材は、超硬合金からなり、フェムト秒レーザーピーニングによる表面処理が施された後に、前記硬質被膜が被覆されることを特徴とする工具。
【請求項2】
前記工具基材は、前記フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さが、前記表面処理が施されていない部位と比較して、100HV以上、かつ、300HV以下の範囲内で増加されることを特徴とする請求項1記載の工具。
【請求項3】
前記工具基材は、前記フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、1000MPa以上、かつ、2000MPaの範囲内であることを特徴とする請求項1又は2に記載の工具。
【請求項4】
前記硬質被膜は、Ti、Al若しくはCrの内の少なくとも1種以上を含む炭窒化物、又は、硬質カーボンであることを特徴とする請求項1から3のいずれかに記載の工具。
【請求項5】
超硬合金からなる工具基材に硬質被膜が被覆された工具の製造方法であって、
前記工具基材にフェムト秒レーザーピーニングによる表面処理を施すレーザーピーニング工程と、
そのレーザーピーニング工程により前記フェムト秒レーザーピーニングが施された工具基材に硬質被膜を被覆する被覆工程と、を備えることを特徴とする工具の製造方法。
【請求項1】
工具基材に硬質被膜が被覆され、切削工具または転造工具として構成される工具において、
前記工具基材は、超硬合金からなり、フェムト秒レーザーピーニングによる表面処理が施された後に、前記硬質被膜が被覆されることを特徴とする工具。
【請求項2】
前記工具基材は、前記フェムト秒レーザーピーニングによる表面処理が施された部位の表面硬さが、前記表面処理が施されていない部位と比較して、100HV以上、かつ、300HV以下の範囲内で増加されることを特徴とする請求項1記載の工具。
【請求項3】
前記工具基材は、前記フェムト秒レーザーピーニングによる表面処理が施された部位の残留圧縮応力が、1000MPa以上、かつ、2000MPaの範囲内であることを特徴とする請求項1又は2に記載の工具。
【請求項4】
前記硬質被膜は、Ti、Al若しくはCrの内の少なくとも1種以上を含む炭窒化物、又は、硬質カーボンであることを特徴とする請求項1から3のいずれかに記載の工具。
【請求項5】
超硬合金からなる工具基材に硬質被膜が被覆された工具の製造方法であって、
前記工具基材にフェムト秒レーザーピーニングによる表面処理を施すレーザーピーニング工程と、
そのレーザーピーニング工程により前記フェムト秒レーザーピーニングが施された工具基材に硬質被膜を被覆する被覆工程と、を備えることを特徴とする工具の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−107143(P2013−107143A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252055(P2011−252055)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000103367)オーエスジー株式会社 (180)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000103367)オーエスジー株式会社 (180)
【Fターム(参考)】
[ Back to top ]