
工業用構成要素を検査して再製するための方法
使用済みまたは損傷を受けた工業用構成要素の再製が、磨耗されたか、または損傷を受けた重要な表面から材料を除去するために、減法表面技法プロセスを用いて行われる。方法は、表面から第1の量の材料を除去するために、構成要素に最初にプロセスを行うことと、損傷の範囲を決定するために、構成要素の表面を検査することと、続いて、必要に応じて、さらなる量の材料を除去するために、プロセスをさらに行うこととを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は、2007年8月28日出願の米国特許仮出願番号第60/966417号の優先権を主張し、その内容は、全体が本明細書に参照により組み込まれる。
【0002】
本発明は一般に、幾何的な公差内で構成要素を維持する減法表面工学技法を用いて、許容可能な使用状態まで金属構成要素を再製または修復する方法に関する。方法は特に、メタルツーメタルコンタクト機構において用いられる厳しい公差に製作または仕上げられた構成要素であって、元の製作幾何仕様が存在しないか、または利用可能でない場合に適用可能である。方法はさらに、再製およびその再製された製品用のそのような構成要素の評価方法に関する。
【背景技術】
【0003】
カムシャフト、クランクシャフト、軸受、歯車などをはじめとする使用済み、磨耗または損傷を受けた高価な金属構成要素および保管、処理、組立または輸送中に損傷を受けた新しい構成要素は、構成要素の重要な使用表面に再研磨または再機械加工(たとえば、フライス加工、旋盤加工など)を施すことによって、再製されることができることが時々ある。作業がうまくいく場合には、構成要素は、新たな部品に構成要素を交換する場合より少ないコストで、使用状態に戻すことができる可能性がある。しかしながら、これを実現するためには、機械工は、重要な表面を正確に再製することができるようにするために、構成要素の設計仕様図面(ESD)のコピーまたは同等な仕様書を有していなければならない。ESDは、構成要素を元来製作するために用いられるすべての寸法、すべての寸法に対する公差、構成要素の材料および熱処理などの情報を含む。この情報は、機械工が構成要素の重要な表面に正確に再研磨または再機械加工を施し、結果を検査することを可能にするために必要である。
【0004】
また、複雑で高価であることが多い構成要素に特有のツーリング(CST)が、任意の再研磨または再機械加工作業および/または構成要素に特有の検査のために、金属構成要素を取り付けるために必要とされる。機械工は、構成要素の取り付けおよび/または検査のために、一連のこのCSTを有していなければならないか、または適切なツーリングを製作することができなければならない。
【0005】
再製は、相手先ブランド製造業者(OEM)の施設以外の施設で行われることが多いため、ESDおよび/またはCSTは、利用可能ではなく、おそらくOEMから入手可能ではない可能性が高い。実際に、多くのOEMは、第3者に対して自社のESDを利用可能にしていない。おそらく、これらの構成要素は、莫大な費用をかけて廃棄される。多くの場合には、交換用構成要素は、もはや製作されないか、または購入するために長いリードタイムを必要とする。このことは、機械の利用可能性のコスト損失または使用される構成要素が生じる全体的な機械の早期廃棄を生じる可能性がある。
【0006】
さらに、ESDおよびCSTが利用可能である場合であっても、再研磨または再機械加工プロセスをセットアップして実行する際には、相当量の人的資源および高価な機器が必要とされる。わずか1つの個別の品目の場合には、再機械加工のコストは、必要な努力を正当化しない可能性がある。これは、唯一の機械が分解修理される場合、さまざまな形状およびサイズを有する少数の異なる構成要素が、再製される必要がある場合に多い。再研磨または再機械加工プロセスによる再製のコストは、あまりにも高価すぎて商業的に実現可能ではない可能性がある。
【0007】
さらなる問題が、元の公差に関連している。ある環境において、再研磨は、材料を除去しすぎるために、構成要素が小さくなる可能性がある。これは常に、作業開始前に決定することができず、そのようなプロセスにおける大量の廃棄物は、作業の全体コストを相当増大させる。通常、再研磨作業は、研磨機または旋盤に構成要素をセットアップして位置合わせを行い、第1のパスを行い、構成要素の位置合わせを検査して調整し、所望の量の材料を除去するために、さらなるパスを行うことを含む。時々、正確な位置合わせを実現するためにのみ、複数回のパスが必要とされる可能性がある。一部のプロセスにおいて、1回のパスにおいて効果的に研磨されることができる最小量の材料は、10から20ミクロンである。構成要素を完成するために3回のパスが必要とされる場合には、せいぜい60ミクロンが除去される可能性がある。たとえば、材料が歯の両面から除去された歯車の歯の場合には、120ミクロンの全体的な寸法の変化が結果として生じる可能性がある。
【0008】
さらなる問題は、これらの再製の方法が、表面材料の移動、変形、含浸、裂け、汚れか、および/または金属の重なりを結果として生じる可能性があることである。以下では「表面歪み」と呼ばれる材料の損傷からなるこれらの形態は、検査技術の有効性を消す可能性があり、その結果、表面損傷が特定されることができず、構成要素が完全に修復されることなく使用状態に戻されることがあり得る。
【0009】
製作の最終段階における工業用構成要素の超仕上げは、長年にわたり知られている。超仕上げの1つの方法は、REM Chemicals,Inc.から入手可能な化学的に加速される振動仕上げ手順である。手順は、一定量の非研磨媒体と共に振動仕上げ装置に構成要素と共に導入される弱酸性りん酸塩溶液などの活性化学作用を用いる。化学作用は、構成要素の金属表面における比較的柔らかい化成被覆を形成することができる。媒体要素の振動作用は、凹凸のピークから被覆を除去することに過ぎず、被覆の凹んだ領域は完全なまま残る。活性化学作用によって金属表面を常に湿潤させることによって、被覆は常に再形成され、下地の金属が新たに露出される領域を覆い、新たな層を形成する。そのような部分が、隣接する領域より高くなる場合には、粗さが視覚的に低減されるまで、擦られ続けることになる。この超仕上げプロセスの一般的な説明は、一般的に所有される米国特許第4,491,500号明細書、米国特許第4,818,333号明細書、米国特許第7,005,080号明細書、米国特許出願公開第2002−0106978号明細書、米国特許出願公開第2002−0088773号明細書において提供されており、そのそれぞれは、参照により本明細書に組み込まれる。大きなサイズの歯車の表面に対するそのようなプロセスの適用は、国際公開第2004/108356号パンフレットに記載され、その内容もまた、参照により本明細書に組み込まれる。
【0010】
使用済み歯車の再製におけるそのようなプロセスの有用性を決定するための研究が、行われてきている。そのような研究に基づき、有益な効果が、異物損傷(FOD)、引っかき傷、マイクロピッチング、ピッチング、剥離、腐食などの損傷を除去する際に実際に達成される可能性があることが決定されている。構成要素が再製可能である範囲は、これまでは、部品の初期検査に基づき、損傷の深さによって決定されてきた。損傷の深さが0.1×AGMA(米国歯車製造業者協会)推奨最大バックラッシ未満であった歯車の場合には、再製は一般に、可能であると考えられた。この深さを超える損傷の場合には、部品は一般に、廃棄が推奨された。この損傷評価に基づき、初期に評価された歯車の大部分は、再製に適切であると見なされなかった。その上、超仕上げを用いた再製が実行されたそれらの構成要素の中には、多数の構成要素が、処置で唯一明らかになった過度の損傷の存在のために、処置後、続いて廃棄された。これらの場合には、廃棄された構成要素だけでなく、完全な再製サイクルを行うためにかかった時間もまた、無駄になった。
【発明の概要】
【発明が解決しようとする課題】
【0011】
表面損傷の範囲を決定するために、金属構成要素の非破壊検査のための手順が、利用可能である。しかしながら、顕微鏡写真法および蛍光浸透探傷検査をはじめとするそのような手順は、きわめて複雑であり、それらの性能は、再製手順の全体的なコストを著しく増大する。したがって、修復に成功した構成要素当たりの全体的なコストおよび時間をむやみに増大することなく、多数の構成要素を修復することを可能にする再製のための構成要素候補を評価する改善した手順を有することが望ましい。
【課題を解決するための手段】
【0012】
本発明の第1の態様によれば、構成要素の磨耗または損傷を受けた重要な表面から材料を除去するために、減法表面技法(SSE)プロセスを用いて、使用済みまたは他の損傷を受けた構成要素の検査および/または再製を行うための方法であって、表面から第1の量の材料を除去するために、構成要素に最初にプロセスを行うことと、損傷の範囲を決定するために、構成要素の表面を検査することと、続いて、さらなる量の材料を除去するために、プロセスをさらに行うこととを含む方法が提供される。SSEプロセスを最初に行った後でのみ、損傷の決定を実行することによって、材料除去のこの方法は、表面歪みを生じないために、再製用の候補を評価する際に、改善した精度を達成される可能性があることが驚くべきことに分かった。このような方法で、完全な再製プロセスを受けるための候補数が増大する可能性があり、誤った損傷決定に起因して続いて廃棄される再製される構成要素の数が、削減される。第1の量の材料を除去するために、最初のプロセスを行うさらなる作業は、廃棄される構成要素の削減によって相殺される可能性がある。同様に、検査中に下の損傷を隠すことに起因する再研磨または再機械加工の方法の後の表面損傷に起因して、構成要素を誤って使用状態に戻す確率は、このSSEプロセスを用いた場合に削減される。
【0013】
本文脈において、「プロセスを最初に行うこと」は、この段階が、構成要素自体からの任意の他の材料の除去の前に行われるということを指すためであると理解される。これは、グリース、埃、酸化、コーキング、デブリ含浸および他の被覆層を含む構成要素の表面における他の材料を除去することができることを除外するわけではない。
【0014】
検査は、目に見える損傷の範囲を決定するのに適した任意の従来の方法によって行われてもよい。これに関連して、「範囲」は、損傷の任意の適切な尺度を網羅するためと理解されるが、深さ、領域、粗さなどが挙げられるがこれらに限定されるわけではない。これに関連して、「深さ」は、表面に対して垂直である最も深い地点であると理解され、「領域」は、表面の平面における損傷の領域を指すためと理解され、「目に見える」は、損傷が裸眼または拡大した状態のいずれかで、マーカまたは蛍光浸透剤の有無に関係なく、外部から目に見えるということを指すことを意図している。損傷決定は、プロセスを最初に行った後に実行されるということに言及することは、表面条件に基づく構成要素の初期の事前選択(たとえば、廃棄)が、SSEプロセスを行う前に実行されないということを指すことを意図している。破損した歯または軸受などの目に見えるマクロスケールの損傷に起因する構成要素の選択および廃棄は、処理前の最初の段階で行われてもよいことは理解される。
【0015】
検査の好ましい方法は、明るい領域で、FOD、磨耗またはマイクロピッチングなどの損傷を目で識別して印を付け、定規などの測定機器を用いて位置を写真に記録し、損傷にわたって直接的な表面形状測定を行い、損傷の範囲を文書記録することによって実行される。同様に、別の検査の好ましい方法は、McNiff,B、Musial,W.、Errichello,R.著、「Documenting the Progression of Gear Micropitting in the NREL Dynamometer Test Facility」、2002 Conference Proceedings of the American Wind Energy Association WindPower 2002 Conference,3−5 June 2002,Portland,Oregon,Washington,DC:American Wind Energy Association,2002、5pp(その内容は、全体が本明細書に参照により組み込まれる)に記載されたグラファイトアンドテープリフティング法である。このグラファイトアンドテープリフティング法は、構成要素の再製の修理段階中に、比較のために損傷の位置をマッピングするのに特に有用である。
【0016】
以下において、SSEプロセスへの言及は、表面歪みを生じることなく、小さくて、実質的に均一であり制御可能な量で金属構成要素の処理表面から材料を同時に除去することができる、平坦化プロセスを指すことを意図している。SSEプロセスは、単独または1回で大量の構成要素に実行されることができる。SSEプロセスの定義内に収まるプロセスとしては、振動仕上げ、非研磨剤媒体プロセスを用いた化学的に加速された振動仕上げプロセス、研磨剤媒体プロセス、ドラッグ仕上げ、スピンドルバリ取り装置、遠心ディスク装置、研磨剤媒体タンブリング、遊離砥粒研磨タンブリング、スピンドルバリ取り装置、遠心ディスク装置、Abral(TM)プロセスおよびペーストに基づくプロセスなどが挙げられるがこれらに限定されるわけではない。好ましいプロセスは本質的に、等方性であり、仕上げた表面に指向的に向けられた残留跡は実質的に生じない。
【0017】
SSEプロセスを用いることによって、最小量の材料が、少なくとも磨耗または損傷された重要な表面から安全かつコスト効果的に除去されることができる。したがって、高価な使用済み金属構成要素の再製を達成することができる。留意すべき特に重要なことは、SSEプロセスが表面歪みを生じることなく材料を除去し、したがって、結果として生じる表面の特性の検査に関する正確な実態をあらわにすることである。特に、一旦、金属構成要素の表面層が除去されると、マイクロピッチング、ピッチング、かき傷,腐食または動的疲労亀裂の可能な範囲がよりよく決定することができる。特に、SSEプロセスを介して外層の除去後に、表面下の微小亀裂などの表面下の損傷の存在および/または範囲が、明らかになるだけであってもよく、および/または測定可能であってもよいことが分かっている。機械加工(研削、旋削)、研磨、サンドブラスティングを含む他のプロセスは、表面を物理的に歪める。そのような表面歪みは実際には、表面下の損傷を隠すか、または悪化させる可能性があり、次の損傷決定をあまり正確にせず、場合によっては、うまく再製されなかった構成要素を使用状態に戻す可能性がある。
【0018】
提案されたSSEプロセスはまた、既に使用済みのものの再研磨または再機械加工プロセスよりさらにフェイルセーフであると考えられる。特に、処置装置において、構成要素の誤った位置に起因するセットアップ不良の影響を受けにくい。さらに、研削および機械加工プロセスは、テンパバーン(temper burn)として知られている冶金の損傷を受けやすい可能性がある。これらの機械加工プロセスは通常、テンパバーンが構成要素を損なわなかったことを保証するために、最後のNitalエッチ検査を必要とする。本発明は、テンパバーン検査を必要としないが、これは他の理由から実行されてもよいことは理解される。
【0019】
本発明の好ましい実施形態によれば、方法は、表面損傷を覆わないようにするために、短期間、SSEを行うことと、表面を検査することと、表面損傷の範囲を決定することと、取り代を最初に予測することと、すなわち、取り代予測が幾何的な公差を超える場合には、構成要素は廃棄され、取り代予測が許容可能な幾何的な公差内にある場合には、そのまま続行することと、表面下の損傷を覆わないようにするために、SSEを行うことと、表面下の損傷の範囲または存在を決定するために、構成要素の表面を監視することと、必要に応じて、最初の取り代推定値を修正することと、すなわち、取り代予測が幾何的な公差を超える場合には、構成要素は廃棄され、取り代予測が許容可能な幾何的な公差内にある場合には、そのまま続行することと、予測された取り代を除去するために、SSEを続行することと、最後に、構成要素が再使用に適しているかどうかを決定するために、処置を施した表面を検査することとを含んでもよい。このような方法で、材料が除去されるときに、表面下の損傷の進行が観測されることができ、構成要素が十分に再製されているかどうかに関しての決定が行われることができる。
【0020】
特に、SSEプロセスに関する重要な指標は常に、損傷の全体の深さではなく、損傷の最大表面領域の点または最大表面粗さの点であることが分かっている。表面材料の最初の除去は、目に見える損傷が範囲を大きくさせる可能性がある。そのような隠された損傷は、材料の除去であらわになる。一旦、その最大範囲に達して、領域および/または深さおよび/または粗さにおいて減少し始めると、残留マイクロピッチングまたは腐食ピッチングなどの損傷が依然として残っていたとしても、プロセスは終了されてもよい。このような方法で、構成要素は、損傷の全体の深さが、構成要素を公差以上になることなく、許容可能に除去されることができる場合より大きい場合であっても、うまく処置される可能性がある。これに関連して、マイクロピッチング自体は必ずしも有害ではなく、長期の使用中、安定したままである可能性があることを指摘しておく。アンダーカットされ、覆われて安定していない金属の除去は、使用状態に戻すときに、さらにデブリとならないか、またはデブリを形成しない一般に安定した残留マイクロピット領域を残すと考えられる。マイクロピッチングおよび他の表面および表面下の損傷の性質に関するさらなる情報は、R.L.Errichelloによって組み込まれる上記によって提供される。
【0021】
本発明のさらなる態様によれば、たとえば、マイクロピッチングを含む損傷を有する構成要素の場合には、方法は、少なくとも一定のマイクロピット領域の範囲および位置を決定することを含み、それにより、次の段階中に、マイクロピット領域の深さ、粗さおよび/または表面領域が監視され、一旦、これが減少する傾向を示すと、プロセスは終了される。これは、次の測定が、損傷の前に決定された範囲に等しいか、または好ましくは損傷の前に決定された範囲未満である損傷の範囲を明らかにする点に留意することによって決定することができる。SSEプロセスの重要な利点によれば、構成要素は、「セットアップ」または正確に位置決めされる必要がないため、必要に応じて、検査のために構成要素を容易に除去してもよい。さらに、SSEプロセスは、効果的に連続プロセスであるため、検査は、所望に応じた頻度で繰り返されることができ、損傷除去の進行のきわめて正確な監視を可能にする。理解されるように、そのような増分監視は、各パスにおいて決定された量の材料を除去する機械加工手順の場合には可能ではない。表面形状測定装置、カリパス、定規、マイクロメータ、試験片(witness coupon)、指標および/またはグラファイトアンドテープリフティング法の使用によって、SSEプロセスは、構成要素がその品質等級などの構成要素の一般的な知識のみに基づき、幾何的な公差内にとどまっていることを保証している間に、実行されることができる。
【0022】
本発明のさらなる別の利点によれば、プロセスは、残っている損傷の量に基づき、または損傷が実質的に除去された場合に、終了されてもよい。深さおよび範囲の両方に関して、損傷の正確な監視の結果および、SSEを用いた材料除去の増分性質の結果として、損傷が実質的に除去される点が、正確に決定することができる。これに関連して、「実質的に除去される」とは、必要な所望の仕上げに基づき、その都度、定義されてもよい。たとえば、最も深い損傷に処置が施される場合には、損傷が完全に消失した点、損傷深さがその元の深さの5%未満である点、損傷深さが10ミクロン未満である点、損傷領域がその元の範囲の50%、30%または10%未満である点、表面粗さが低減しつつある点、Raが0.25ミクロン未満である点として選択されてもよい。
【0023】
方法の好ましい実施形態によれば、材料の0.1ミクロンから10ミクロンの厚さが、最初のSSEプロセス段階中に除去される。この量の材料は、大部分の場合には、実際の損傷の最初の範囲を明らかにするのに適していることが分かっている。より多量またはより少量の材料が、損傷をさらに明らかにして、監視し、除去するために、次の段階で除去されてもよいことは理解される。除去のための次の量の材料の計算は、最初の処理後の検査に基づいてもよい。
【0024】
本発明の重要な態様は、除去される材料の量の監視である。多くのSSEプロセスの場合には、再製を受ける構成要素と同一の材料または類似の材料の試験片が、用いられてもよい。これは、構成要素と同一の条件下に置かれ、サイズにおけるその減少は、マイクロメータを用いて監視されてもよい。しかしながら、そのような手順は、一定の要因に敏感である。試験片は、同一の速度で消費するために、構成要素と同一または類似の冶金構造からなっていなければならない。さらに、その異なる幾何構成のために、サイズにおけるその削減は、構成要素の削減と同一ではない。あるいは、知られている手順の場合には、材料除去は、処理時間に基づいてもよい。化学的に加速される振動仕上げの好ましいプロセスの場合には、作業員は、一定の鋼等級が1時間当たり1ミクロンの速度で消費されることを認識し、したがって、プロセスを調整してもよい。そのようなプロセスはまた、未知の構成要素の場合には、たとえば、鋼等級の推定が必要とされ、腐食または表面仕上げなどの他の要因が結果に影響を及ぼす可能性があるため、エラーを生じやすい。本発明の好ましい態様によれば、手順は、処理される構成要素の表面に設けられる深さの指標によって監視されてもよい。これらは、知られている深さまたは幾何構成の溝、切欠き、パターンなどであってもよく、それにより、所与の量の材料の除去が、指標を変化させるか、または消失させる。そのような指標は、関連表面上の1つ以上の位置に設けられてもよく、1つの深さまたは一連の深さを示すように形成されてもよい。深さの指標はまた、たとえば、工業用構成要素の場合には、構成要素に既に存在する知られているマーキングの形態であってもよく、残留研削線の除去が用いられてもよい。そのような研削線の深さは、構成要素間で変化してもよいが、深さが一般に、再製される構成要素の品質および公差に関連しているため、それらの使用が驚くべきことに、好都合であることが分かっている。高い公差の構成要素は、1ミクロンの深さのきわめて細かい残留研削線を有してもよく、より低い公差の構成要素は、10ミクロンの深さの研削線を有する可能性がある。研削線(または他の指標)の除去は、たとえば、10倍の倍率を用いて、目視検査によって現場で容易に確認されることができる。指標もまた、さらなる材料除去のためのプロセスを較正するために用いられてもよい。したがって、化学的に加速される振動仕上げを用いて1時間の処理において、2ミクロンが除去される場合には、8時間のプロセスで16ミクロンを除去することを予想することが可能である。
【0025】
本発明の有利な実施形態において、方法は、複数の使用済みの構成要素で実行されてもよく、それにより、最初にプロセスが行われた後、検査で、損傷の範囲が所定の許容量(たとえば、動的疲労亀裂が明らかになる場合)を超えている場合には、それらの構成要素は廃棄される。このような方法で、数千の構成要素が、特にコスト効果の高い方法で一度に再製されることができる。すべての構成要素に最初の手順を行い、このプロセスの後にのみ検査を行うことによって、効率の増大を達成する可能性があり、修復率が全体に増大する(すなわち、廃棄物が削減される)。最も好ましくは、複数の使用済み構成要素が、同時に再製され、それにより、少なくともSSEプロセス中に、構成要素はすべて、同一の処理状態を受けてもよい。
【0026】
本発明のさらなる態様によれば、大量の構成要素の場合には、すべての構成要素が、除去される統計的に計算された最大材料量に基づき、所定の時間期間、最初の検査を行うことなく、SSEプロセスを受けてもよい。その後で、部品が個別にまたはサンプルごとに検査されてもよく、部品が許容されるかまたは廃棄されるかどうかに関する決定が行われてもよい。この特定の事例において、材料除去が幾何的な公差にある間、最大の統計的に許容可能な除去を達成するように最初に計算されるため、次のさらなる処理は実行されない。
【0027】
一括処理の場合には、構成要素は、同一であってもよく、または異なっていてもよい。したがって、同時処理は、大量の同一の構成要素または複数の異なる構成要素、たとえば、1つの機械から歯車、シャフト、軸受などのすべてに対して実行されてもよい。個別のセットアップが必要ではないため、構成要素は少なくとも最初は、共に容易に処置が施され、したがって、同一の処理条件を受けてもよい。これは、表面仕上げのための1つの構成要素の試験が別の構成要素に等しく適用すると予想することが可能であるために、たとえば、品質制御の観点から有益である可能性がある。これは、特にすべての構成要素が冶金学的に類似である場合に適用可能である可能性があるが、似ていない材料の場合にも適用される可能性がある。一定の環境において、処置を意図していない構成要素の部品は覆われてもよく、または手順の部分終了後に覆われてもよい。
【0028】
SSEプロセスは、研磨剤媒体プロセス、研磨剤コンパウンドプロセス、または研磨剤媒体または非研磨剤媒体による化学的に加速される振動機械加工プロセスを用いた振動ボウルおよびタブ、スピンドルおよびドラッグ仕上げ装置などの大量仕上げ機器を介して、実行されることができる。最も好ましい手順は、化学的に加速される振動超仕上げプロセスである。このプロセスは、きわめて低い表面粗さ(0.1ミクロン未満のRa)の等方性仕上げを製作する際にきわめて有効であることが示されている。さらに、軽度のリン酸塩の活性化学作用が、酸化鉄をリン酸第二鉄に変換する能力があるため、残留腐食ピットが安定する可能性があり、したがって、さらなる拡大を防ぐという追加の利点を有する。
【0029】
本発明の重要な利点によれば、SSEプロセスは、0.25ミクロン未満の表面仕上げRaを達成することが可能である。このような方法で、構成要素は再製されるだけではなく、超仕上げの超滑らかな表面という知られている利点も享受する。これは、1つの設備で1回の手順で達成されてもよい。
【0030】
一般に、方法は、構成要素の設計仕様図面または同等な仕様書を参照することなく、行われてもよい。したがって、方法を行う人は、特に、たとえESDが第3者に利用可能でない可能性がある環境において、メーカによって課せられる可能性がある制限にあまり縛られることがない。したがって、同一のSSEプロセスおよび機器もまた、数が少数であるか、または数千であるかに関係なく、幾何的に異なる構成要素を経済的に再製するために、用いられることができる。最も重要なことは、手順が、再研磨または再機械加工プロセスよりセットアップおよび処理に必要な人手、時間および時間がはるかに少なくて済み、表面損傷を覆う可能性がある表面歪みを生じないことである。プロセスはまた、構成要素に特有のツーリングを用いることなく行われてもよく、たとえば、1回限りの仕事のために相当の経費削減を結果として生じる。しかしながら、一定の特定のツーリングが、構成要素の持ち上げ、支持、分解に必要である可能性があることは除外しない。
【0031】
一実施形態において、本発明はさらに、上述した方法によって再製される工業用構成要素に関する。再製される構成要素は、たとえば、異物損傷、引っかき傷、マイクロピッチング、ピッチング、剥離、腐食などに起因する損傷を安定させるのに十分な除去される材料の量を有してもよい。構成要素は特に、残留する安定した損傷の存在によって区別されてもよい。
【0032】
最も好ましくは、構成要素は、0.25ミクロン未満の表面粗さRaに仕上げられた表面を有するが、0.1ミクロン未満または0.05ミクロン未満の仕上げも達成され得る。重大なことは、FODなどの大規模な損傷の場合には、ピットの縁または境界は、領域にさらに損傷を誘発することなく、プロセスによって平坦化されてもよい。
【0033】
本発明による構成要素は、歯車、シャフト、軸受、ピストン、アクスル、カム、シート、シールからなる群から選択される任意の金属工業用構成要素であってもよい。本発明はまた、たとえば、1つの機械のために、各構成要素が同一のプロセスによって同一の最終状態に仕上げられる一連の構成要素を含むと考えられる。
【0034】
別の態様において、本発明は、表面下の損傷に関する使用済み工業用構成要素を検査し、構成要素の重要な表面から材料を除去するために、減法表面技法プロセスを用いる方法であって、表面から一定量の材料を除去するために、構成要素においてプロセスを行うことと、目に見える損傷の範囲を決定するために、構成要素の表面を検査することと、検査に基づき、構成要素が再使用に適しているか、または構成要素を廃棄すべきかどうかに関して決定することとを含む方法に関する。本発明の簡素な形態において、すべての構成要素は、必要な公差内で構成要素を維持するのに十分な量だけ処理されてもよい。次に、たとえば、残留損傷の絶対的な最大サイズまたは深さに基づき、決定が行われてもよい。このように記載された手順に従うことによって、表面損傷に基づき、第1に行う検査および構成要素の事前選択を行うことなく、効率における有益な増大が、再製のために達成されてもよく、早期決定手順のコストおよび不正確さを回避する。
【0035】
好ましい実施形態において、方法はさらに、決定がなされる前に、材料除去および検査からなる少なくとも1回のさらなる検査サイクルを行ってもよい。検査サイクルは、目に見える損傷の範囲が安定化されるまで繰り返されてもよい。たとえば、マイクロピッチングの場合には、これは、少なくとも1つのマイクロピット領域のサイズ、深さおよび/または粗さを決定することと、これを前のサイクルにおいて決定された範囲と比較することとを含んでもよい。プロセスはたとえば、マイクロピッチングの範囲が、前のサイクルにおいて決定された範囲未満であるときに終了されてもよい。あるいは、プロセスは、損傷が実質的に除去された点で終了されてもよい。検査方法の他の特徴は、再製に関して実質的に上述したような特徴であってもよい。
【0036】
本発明のさらなる特徴および利点は、以下の図面を参照すれば明白となる。
【図面の簡単な説明】
【0037】
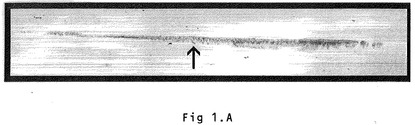
【図1A】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
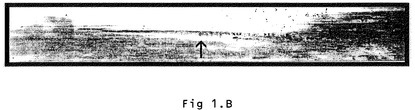
【図1B】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
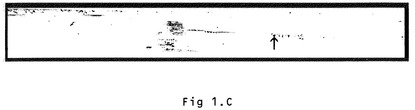
【図1C】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
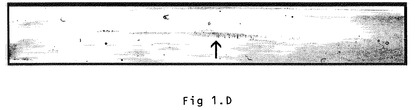
【図1D】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
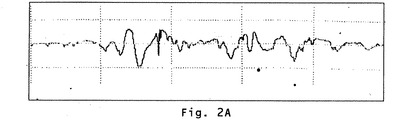
【図2A】図1Aに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
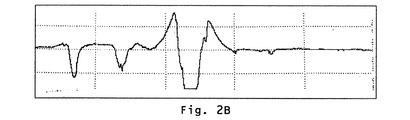
【図2B】図1Bに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
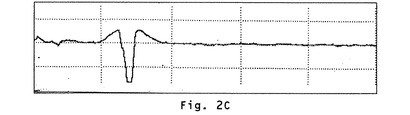
【図2C】図1Cに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
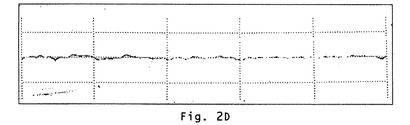
【図2D】図1Dに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
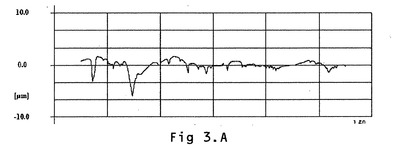
【図3A】本発明の第2の例示的実施形態による歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
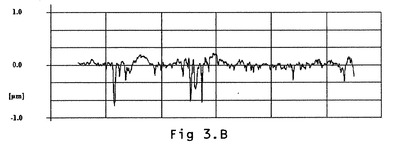
【図3B】本発明の第2の例示的実施形態による歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【発明を実施するための形態】
【0038】
実施例1
以下は、表Iに詳述されたような52”(130cm)風力タービン入力段リング歯車を実行される本発明の例示的実施形態の説明である。
【表1】

【0039】
歯車は、梱包から開梱され、破損された歯または亀裂の入った歯および著しいFODなどのマクロスケールの損傷に関して目視によって検査された。実施例のために、FOD、腐食、マイクロピッチングおよびマクロピッチングなどの表面損傷が、表IIによる表面形状測定装置を用いて、写真、グラファイトリフトおよび形状測定法によって文書記録された。
【表2】
【0040】
図1Aは、歯1として次に識別される歯のフランクにおけるマイクロピッチングであると推測されるもののグラファイトリフトを示す。矢印は、表面形状測定装置による測定に関する損傷の領域を示す。この領域は、損傷の深刻度に起因する例示の測定位置として選択され、損傷スポットの一意性が試験を通じて容易に見つけやすくする。
【0041】
図2Aは、歯1において識別されたマイクロピッチングの領域にわたる表面形状測定装置の表面粗さのトレースであり、Ra−18マイクロインチ(.457ミクロン)、Rmax−158マイクロインチ(4.0ミクロン)およびRz−90マイクロインチ(2.29ミクロン)を示している。トレースの縦軸は、100マイクロインチ(0.25ミクロン)である。結果は、以下の表VIIに示されている。
【0042】
歯車は、表IVによる媒体で充填された表IIIによる振動ボウルにローディングされ、表Vによる精製化学成分によって供給された。
【表3】
【表4】
【表5】
【0043】
機械は、精製化学成分の流れと共に開始された。歯車は、媒体の下に全体的に浸漬され、精製化学成分によって完全に湿潤された。振動ボウルは、常にその中に精製化学成分の連続流れを有する。振動ボウルには、精製化学成分が3つの個別のスロットの排水位置から継続的に排水されるように排水弁は取り付けられなかった。歯車は、1時間の精製のために処理され、次に検査のためにボウルから除去された。振動ボウルおよび精製化学成分の流れは、検査中、停止された。歯1が位置決めされ、湿った布で洗浄され、乾燥された。
【0044】
歯1のマイクロピッチング領域における変化が、図1Bに示されているように、グラファイトリフトによって文書記録された。全体のマイクロピッチング領域における削減および歯車の元の製作中に与えられた残留研削線における削減が、観察された。表面粗さRa、RmaxおよびRzが、図1Bの矢印によって示されるように、初期検査中と同一の位置で、表面形状測定装置によって文書記録された。歯車はまた、明るい領域で、初期処理後にさらなる損傷が明らかになったかどうかを確認するために、目視検査された。この検査中、歯の大部分に対する大量のFOD損傷が、認められた。大部分のFOD損傷は、マクロな損傷検査中に見られたが、その全範囲は、初期処理および検査後にさらに明白となった。表面形状測定装置の読み取りは、表面粗さが初期処理期間後に増大し、Ra−20マイクロインチ(.737ミクロン)、Rmax−427マイクロインチ(10.8ミクロン)およびRz−154マイクロインチ(3.91ミクロン)を示した。表面粗さ(Ra、RmaxおよびRz)におけるこの増大は、表面上に見られる損傷の真の深さを覆った「表面歪み」であったことを示している。
【0045】
歯車は次に、さらに1時間の精製で処理され、検査のための除去された。振動ボウルおよび精製化学成分の流れは、検査中、停止された。歯1が位置決めされ、湿った布で洗浄され、乾燥された。歯1のマイクロピッチング領域における削減が、図1Cに示されているように、グラファイトリフトによって文書記録され、マイクロピッチング領域における削減を示す。また、歯車の元の製作中に与えられた残留研削線が、実質的に除去されたことも分かる。
【0046】
表面粗さRa、RmaxおよびRzは、初期検査中と同一の位置で、表面形状測定装置によって文書記録された。図2Cは、初期検査中に歯1において識別されたマイクロピッチングの領域にわたる表面粗さのトレースである。Ra−11マイクロインチ(.279ミクロン)、Rmax−282マイクロインチ(7.16ミクロン)およびRz−71マイクロインチ(1.80ミクロン)の値を示している。表面粗さはここでは、1時間の処理後に測定された値から減少したことを留意されたい。
【0047】
歯車は次に、さらに2時間の精製で処理され、検査のための除去された。振動ボウルおよび精製化学成分の流れは、検査中、停止された。歯1が位置決めされ、湿った布で洗浄され、乾燥された。歯1のマイクロピッチング領域における変化が、図1Dに示されているように、グラファイトリフトによって文書記録された。ここで、損傷の範囲が著しく削減され、研削線が完全に除去されたことが分かる。
【0048】
表面粗さ(Ra、RmaxおよびRz)は、初期検査中と同一の位置で、表面形状測定装置によって文書記録された。図2Dは、初期検査中に歯1において識別されたマイクロピッチングの領域にわたる表面粗さのトレースである。Ra−3マイクロインチ(.76ミクロン)、Rmax−23マイクロインチ(.58ミクロン)およびRz−17マイクロインチ(.43ミクロン)の値を示している。表面粗さは、延長プロセス中に、初期値を著しく下回った値に減少したことを留意されたい。
【0049】
歯車は、残留表面損傷の安定して減少した粗さおよび領域と、12マイクロインチ(0.3ミクロン)未満のRaの値に基づき、4時間の検査後に再製されると考えられる。残っている残留表面損傷は、個別の領域において小さく、広く離隔されているため、著しく安定した表面領域が残留損傷の間に残っている。さらに、元の製作中に与えられたすべての残留研削線が、歯のフランクから除去された。しかしながら、プロセスの終了時に、新たな損傷は観察されなかったが、残留損傷は目視検査およびグラファイトリフト検査を通じて明らかである。
【0050】
歯車は、表VIの磨き仕上げ(burnish)化学成分を用いて、プロセスの磨き仕上げ段階のために、振動ボウルに戻された。
【表6】
【0051】
精製化学成分は停止された。磨き仕上げ化学成分は、ボウルから精製化学成分を流して洗い、歯車表面から精製段階中に形成された化成被覆を除去するために、ボウルに導入された。歯車は、1.5時間磨き仕上げされて、完成と見なされた。最後の目視検査は、少量の残留損傷がプロセス後に歯1に残ったことを示した。前の測定値に基づき、400マイクロインチ(10ミクロン)以下の材料が、4時間の処理中に、各歯のフランクから除去されたと推定される。
【0052】
表VIIに開示されたような結果によれば、測定される表面の粗さの値は、1時間の初期処理後に増大したことが分かる。さらに1時間の処理後、これらの値は再び、元の領域と類似の大きさになった。4時間の処理後、粗さにおける著しい削減が観察されることが可能となり、損傷の全体範囲が著しく低減された。
【表7】
【0053】
部品の定性分析もまた、損傷の全体範囲が著しく削減されたことを示した。
【0054】
実施例2
表VIIIによる第2の大きな入力段遊星歯車が、処理された。
【表8】
【0055】
歯車は、梱包から開梱され、マクロスケールの損傷に関して目視によって検査された。FODおよびマイクロピッチングなどの表面損傷が、写真、形状測定法およびグラファイトリフト技術によって文書記録された。図3Aは、縦軸10ミクロンで、表IXによる表面形状測定装置を用いたマイクロピッチングの領域にわたる表面粗さのトレースである。
【表9】
【0056】
初期検査によれば、Ra−0.68ミクロン、Rmax−7.63ミクロンおよびRz−4.02ミクロンの表面粗さの値が、記録された。
【0057】
歯車は、上記の表Vによる媒体を含む表Xによる振動タブにローディングされた。
【表10】
【0058】
機械は、上記の表IVに示されるように、精製化学成分の流れと共に開始されるが、32リットル/時のわずかに高速の流速であった。歯車は、媒体の下に全体的に浸漬され、精製化学成分によって完全に湿潤された。歯車は、対応する新たな構成要素に関する近似材料除去速度のこれまでの知識に基づき、6時間の精製で処理され、最大約15ミクロンが除去された。歯車は、定期的に検査された。検査は、タブおよび精製化学成分の停止、少数の歯からの媒体の移動および損傷除去の進行の目視評価からなる。許容される最大時間/材料除去に達すると、精製化学成分の流れは、停止され、磨き仕上げ化学成分の流れが、表VIの磨き仕上げ化学成分を用いて直ちに開始された。歯車は、3時間磨き仕上げされ、完成と見なされた。
【0059】
FODおよびマイクロピッチングなどの表面損傷は、写真、表面形状測定装置およびグラファイトリフト技術によって文書記録された。図3Bは、縦軸1ミクロンで、マイクロピッチングの領域にわたる表面粗さのトレースである。Ra−0.07ミクロン、Rmax−0.94ミクロンおよびRz−0.61ミクロンの値を示した。最後の目視検査は、残留マイクロピッチングがプロセス後に歯に残ったことを示した。グラファイトリフトの結果は、マイクロピッチングの領域が著しく削減しなかったことを示したが、表面形状測定装置測定は、深さが著しく削減されたことを示した。プロセス中の構成要素の目視監視は、損傷が安定であり、新たな損傷が観察されなかったことを示した。残留表面損傷の領域は、0.3ミクロン未満のRaの値を有した。歯車は、元の製作中に与えられたすべての研削線が、歯のフランクから除去されたことを確実にするために、決まった量の時間の精製サイクルで処理された。これらの観察に基づき、部品は、再製されたと見なされた。
【0060】
明確にするために、本発明の方法のすべての可能な実装が、本明細書に記載されるわけではない。方法の実際の実施形態の発展および実装中に、種々の実装に特有の決定が、実装ごとに変わるシステムに関連する制約条件およびビジネスに関連する制約条件に関する遵守などの特定の目的を達成するために行われてもよいことは認識される。さらに、そのような発展努力は複雑で時間がかかる可能性があるが、本開示の利点を有する当業者が行う定石であることも十分に認識される。
【0061】
上述した修正に加えてさらなる修正が、本発明の精神および範囲を逸脱することなく、本明細書に記載される構造および技術に行われてもよい。したがって、特定の実施形態が記載されているが、これらは例示に過ぎず、本発明の範囲を限定するわけではない。
【技術分野】
【0001】
本出願は、2007年8月28日出願の米国特許仮出願番号第60/966417号の優先権を主張し、その内容は、全体が本明細書に参照により組み込まれる。
【0002】
本発明は一般に、幾何的な公差内で構成要素を維持する減法表面工学技法を用いて、許容可能な使用状態まで金属構成要素を再製または修復する方法に関する。方法は特に、メタルツーメタルコンタクト機構において用いられる厳しい公差に製作または仕上げられた構成要素であって、元の製作幾何仕様が存在しないか、または利用可能でない場合に適用可能である。方法はさらに、再製およびその再製された製品用のそのような構成要素の評価方法に関する。
【背景技術】
【0003】
カムシャフト、クランクシャフト、軸受、歯車などをはじめとする使用済み、磨耗または損傷を受けた高価な金属構成要素および保管、処理、組立または輸送中に損傷を受けた新しい構成要素は、構成要素の重要な使用表面に再研磨または再機械加工(たとえば、フライス加工、旋盤加工など)を施すことによって、再製されることができることが時々ある。作業がうまくいく場合には、構成要素は、新たな部品に構成要素を交換する場合より少ないコストで、使用状態に戻すことができる可能性がある。しかしながら、これを実現するためには、機械工は、重要な表面を正確に再製することができるようにするために、構成要素の設計仕様図面(ESD)のコピーまたは同等な仕様書を有していなければならない。ESDは、構成要素を元来製作するために用いられるすべての寸法、すべての寸法に対する公差、構成要素の材料および熱処理などの情報を含む。この情報は、機械工が構成要素の重要な表面に正確に再研磨または再機械加工を施し、結果を検査することを可能にするために必要である。
【0004】
また、複雑で高価であることが多い構成要素に特有のツーリング(CST)が、任意の再研磨または再機械加工作業および/または構成要素に特有の検査のために、金属構成要素を取り付けるために必要とされる。機械工は、構成要素の取り付けおよび/または検査のために、一連のこのCSTを有していなければならないか、または適切なツーリングを製作することができなければならない。
【0005】
再製は、相手先ブランド製造業者(OEM)の施設以外の施設で行われることが多いため、ESDおよび/またはCSTは、利用可能ではなく、おそらくOEMから入手可能ではない可能性が高い。実際に、多くのOEMは、第3者に対して自社のESDを利用可能にしていない。おそらく、これらの構成要素は、莫大な費用をかけて廃棄される。多くの場合には、交換用構成要素は、もはや製作されないか、または購入するために長いリードタイムを必要とする。このことは、機械の利用可能性のコスト損失または使用される構成要素が生じる全体的な機械の早期廃棄を生じる可能性がある。
【0006】
さらに、ESDおよびCSTが利用可能である場合であっても、再研磨または再機械加工プロセスをセットアップして実行する際には、相当量の人的資源および高価な機器が必要とされる。わずか1つの個別の品目の場合には、再機械加工のコストは、必要な努力を正当化しない可能性がある。これは、唯一の機械が分解修理される場合、さまざまな形状およびサイズを有する少数の異なる構成要素が、再製される必要がある場合に多い。再研磨または再機械加工プロセスによる再製のコストは、あまりにも高価すぎて商業的に実現可能ではない可能性がある。
【0007】
さらなる問題が、元の公差に関連している。ある環境において、再研磨は、材料を除去しすぎるために、構成要素が小さくなる可能性がある。これは常に、作業開始前に決定することができず、そのようなプロセスにおける大量の廃棄物は、作業の全体コストを相当増大させる。通常、再研磨作業は、研磨機または旋盤に構成要素をセットアップして位置合わせを行い、第1のパスを行い、構成要素の位置合わせを検査して調整し、所望の量の材料を除去するために、さらなるパスを行うことを含む。時々、正確な位置合わせを実現するためにのみ、複数回のパスが必要とされる可能性がある。一部のプロセスにおいて、1回のパスにおいて効果的に研磨されることができる最小量の材料は、10から20ミクロンである。構成要素を完成するために3回のパスが必要とされる場合には、せいぜい60ミクロンが除去される可能性がある。たとえば、材料が歯の両面から除去された歯車の歯の場合には、120ミクロンの全体的な寸法の変化が結果として生じる可能性がある。
【0008】
さらなる問題は、これらの再製の方法が、表面材料の移動、変形、含浸、裂け、汚れか、および/または金属の重なりを結果として生じる可能性があることである。以下では「表面歪み」と呼ばれる材料の損傷からなるこれらの形態は、検査技術の有効性を消す可能性があり、その結果、表面損傷が特定されることができず、構成要素が完全に修復されることなく使用状態に戻されることがあり得る。
【0009】
製作の最終段階における工業用構成要素の超仕上げは、長年にわたり知られている。超仕上げの1つの方法は、REM Chemicals,Inc.から入手可能な化学的に加速される振動仕上げ手順である。手順は、一定量の非研磨媒体と共に振動仕上げ装置に構成要素と共に導入される弱酸性りん酸塩溶液などの活性化学作用を用いる。化学作用は、構成要素の金属表面における比較的柔らかい化成被覆を形成することができる。媒体要素の振動作用は、凹凸のピークから被覆を除去することに過ぎず、被覆の凹んだ領域は完全なまま残る。活性化学作用によって金属表面を常に湿潤させることによって、被覆は常に再形成され、下地の金属が新たに露出される領域を覆い、新たな層を形成する。そのような部分が、隣接する領域より高くなる場合には、粗さが視覚的に低減されるまで、擦られ続けることになる。この超仕上げプロセスの一般的な説明は、一般的に所有される米国特許第4,491,500号明細書、米国特許第4,818,333号明細書、米国特許第7,005,080号明細書、米国特許出願公開第2002−0106978号明細書、米国特許出願公開第2002−0088773号明細書において提供されており、そのそれぞれは、参照により本明細書に組み込まれる。大きなサイズの歯車の表面に対するそのようなプロセスの適用は、国際公開第2004/108356号パンフレットに記載され、その内容もまた、参照により本明細書に組み込まれる。
【0010】
使用済み歯車の再製におけるそのようなプロセスの有用性を決定するための研究が、行われてきている。そのような研究に基づき、有益な効果が、異物損傷(FOD)、引っかき傷、マイクロピッチング、ピッチング、剥離、腐食などの損傷を除去する際に実際に達成される可能性があることが決定されている。構成要素が再製可能である範囲は、これまでは、部品の初期検査に基づき、損傷の深さによって決定されてきた。損傷の深さが0.1×AGMA(米国歯車製造業者協会)推奨最大バックラッシ未満であった歯車の場合には、再製は一般に、可能であると考えられた。この深さを超える損傷の場合には、部品は一般に、廃棄が推奨された。この損傷評価に基づき、初期に評価された歯車の大部分は、再製に適切であると見なされなかった。その上、超仕上げを用いた再製が実行されたそれらの構成要素の中には、多数の構成要素が、処置で唯一明らかになった過度の損傷の存在のために、処置後、続いて廃棄された。これらの場合には、廃棄された構成要素だけでなく、完全な再製サイクルを行うためにかかった時間もまた、無駄になった。
【発明の概要】
【発明が解決しようとする課題】
【0011】
表面損傷の範囲を決定するために、金属構成要素の非破壊検査のための手順が、利用可能である。しかしながら、顕微鏡写真法および蛍光浸透探傷検査をはじめとするそのような手順は、きわめて複雑であり、それらの性能は、再製手順の全体的なコストを著しく増大する。したがって、修復に成功した構成要素当たりの全体的なコストおよび時間をむやみに増大することなく、多数の構成要素を修復することを可能にする再製のための構成要素候補を評価する改善した手順を有することが望ましい。
【課題を解決するための手段】
【0012】
本発明の第1の態様によれば、構成要素の磨耗または損傷を受けた重要な表面から材料を除去するために、減法表面技法(SSE)プロセスを用いて、使用済みまたは他の損傷を受けた構成要素の検査および/または再製を行うための方法であって、表面から第1の量の材料を除去するために、構成要素に最初にプロセスを行うことと、損傷の範囲を決定するために、構成要素の表面を検査することと、続いて、さらなる量の材料を除去するために、プロセスをさらに行うこととを含む方法が提供される。SSEプロセスを最初に行った後でのみ、損傷の決定を実行することによって、材料除去のこの方法は、表面歪みを生じないために、再製用の候補を評価する際に、改善した精度を達成される可能性があることが驚くべきことに分かった。このような方法で、完全な再製プロセスを受けるための候補数が増大する可能性があり、誤った損傷決定に起因して続いて廃棄される再製される構成要素の数が、削減される。第1の量の材料を除去するために、最初のプロセスを行うさらなる作業は、廃棄される構成要素の削減によって相殺される可能性がある。同様に、検査中に下の損傷を隠すことに起因する再研磨または再機械加工の方法の後の表面損傷に起因して、構成要素を誤って使用状態に戻す確率は、このSSEプロセスを用いた場合に削減される。
【0013】
本文脈において、「プロセスを最初に行うこと」は、この段階が、構成要素自体からの任意の他の材料の除去の前に行われるということを指すためであると理解される。これは、グリース、埃、酸化、コーキング、デブリ含浸および他の被覆層を含む構成要素の表面における他の材料を除去することができることを除外するわけではない。
【0014】
検査は、目に見える損傷の範囲を決定するのに適した任意の従来の方法によって行われてもよい。これに関連して、「範囲」は、損傷の任意の適切な尺度を網羅するためと理解されるが、深さ、領域、粗さなどが挙げられるがこれらに限定されるわけではない。これに関連して、「深さ」は、表面に対して垂直である最も深い地点であると理解され、「領域」は、表面の平面における損傷の領域を指すためと理解され、「目に見える」は、損傷が裸眼または拡大した状態のいずれかで、マーカまたは蛍光浸透剤の有無に関係なく、外部から目に見えるということを指すことを意図している。損傷決定は、プロセスを最初に行った後に実行されるということに言及することは、表面条件に基づく構成要素の初期の事前選択(たとえば、廃棄)が、SSEプロセスを行う前に実行されないということを指すことを意図している。破損した歯または軸受などの目に見えるマクロスケールの損傷に起因する構成要素の選択および廃棄は、処理前の最初の段階で行われてもよいことは理解される。
【0015】
検査の好ましい方法は、明るい領域で、FOD、磨耗またはマイクロピッチングなどの損傷を目で識別して印を付け、定規などの測定機器を用いて位置を写真に記録し、損傷にわたって直接的な表面形状測定を行い、損傷の範囲を文書記録することによって実行される。同様に、別の検査の好ましい方法は、McNiff,B、Musial,W.、Errichello,R.著、「Documenting the Progression of Gear Micropitting in the NREL Dynamometer Test Facility」、2002 Conference Proceedings of the American Wind Energy Association WindPower 2002 Conference,3−5 June 2002,Portland,Oregon,Washington,DC:American Wind Energy Association,2002、5pp(その内容は、全体が本明細書に参照により組み込まれる)に記載されたグラファイトアンドテープリフティング法である。このグラファイトアンドテープリフティング法は、構成要素の再製の修理段階中に、比較のために損傷の位置をマッピングするのに特に有用である。
【0016】
以下において、SSEプロセスへの言及は、表面歪みを生じることなく、小さくて、実質的に均一であり制御可能な量で金属構成要素の処理表面から材料を同時に除去することができる、平坦化プロセスを指すことを意図している。SSEプロセスは、単独または1回で大量の構成要素に実行されることができる。SSEプロセスの定義内に収まるプロセスとしては、振動仕上げ、非研磨剤媒体プロセスを用いた化学的に加速された振動仕上げプロセス、研磨剤媒体プロセス、ドラッグ仕上げ、スピンドルバリ取り装置、遠心ディスク装置、研磨剤媒体タンブリング、遊離砥粒研磨タンブリング、スピンドルバリ取り装置、遠心ディスク装置、Abral(TM)プロセスおよびペーストに基づくプロセスなどが挙げられるがこれらに限定されるわけではない。好ましいプロセスは本質的に、等方性であり、仕上げた表面に指向的に向けられた残留跡は実質的に生じない。
【0017】
SSEプロセスを用いることによって、最小量の材料が、少なくとも磨耗または損傷された重要な表面から安全かつコスト効果的に除去されることができる。したがって、高価な使用済み金属構成要素の再製を達成することができる。留意すべき特に重要なことは、SSEプロセスが表面歪みを生じることなく材料を除去し、したがって、結果として生じる表面の特性の検査に関する正確な実態をあらわにすることである。特に、一旦、金属構成要素の表面層が除去されると、マイクロピッチング、ピッチング、かき傷,腐食または動的疲労亀裂の可能な範囲がよりよく決定することができる。特に、SSEプロセスを介して外層の除去後に、表面下の微小亀裂などの表面下の損傷の存在および/または範囲が、明らかになるだけであってもよく、および/または測定可能であってもよいことが分かっている。機械加工(研削、旋削)、研磨、サンドブラスティングを含む他のプロセスは、表面を物理的に歪める。そのような表面歪みは実際には、表面下の損傷を隠すか、または悪化させる可能性があり、次の損傷決定をあまり正確にせず、場合によっては、うまく再製されなかった構成要素を使用状態に戻す可能性がある。
【0018】
提案されたSSEプロセスはまた、既に使用済みのものの再研磨または再機械加工プロセスよりさらにフェイルセーフであると考えられる。特に、処置装置において、構成要素の誤った位置に起因するセットアップ不良の影響を受けにくい。さらに、研削および機械加工プロセスは、テンパバーン(temper burn)として知られている冶金の損傷を受けやすい可能性がある。これらの機械加工プロセスは通常、テンパバーンが構成要素を損なわなかったことを保証するために、最後のNitalエッチ検査を必要とする。本発明は、テンパバーン検査を必要としないが、これは他の理由から実行されてもよいことは理解される。
【0019】
本発明の好ましい実施形態によれば、方法は、表面損傷を覆わないようにするために、短期間、SSEを行うことと、表面を検査することと、表面損傷の範囲を決定することと、取り代を最初に予測することと、すなわち、取り代予測が幾何的な公差を超える場合には、構成要素は廃棄され、取り代予測が許容可能な幾何的な公差内にある場合には、そのまま続行することと、表面下の損傷を覆わないようにするために、SSEを行うことと、表面下の損傷の範囲または存在を決定するために、構成要素の表面を監視することと、必要に応じて、最初の取り代推定値を修正することと、すなわち、取り代予測が幾何的な公差を超える場合には、構成要素は廃棄され、取り代予測が許容可能な幾何的な公差内にある場合には、そのまま続行することと、予測された取り代を除去するために、SSEを続行することと、最後に、構成要素が再使用に適しているかどうかを決定するために、処置を施した表面を検査することとを含んでもよい。このような方法で、材料が除去されるときに、表面下の損傷の進行が観測されることができ、構成要素が十分に再製されているかどうかに関しての決定が行われることができる。
【0020】
特に、SSEプロセスに関する重要な指標は常に、損傷の全体の深さではなく、損傷の最大表面領域の点または最大表面粗さの点であることが分かっている。表面材料の最初の除去は、目に見える損傷が範囲を大きくさせる可能性がある。そのような隠された損傷は、材料の除去であらわになる。一旦、その最大範囲に達して、領域および/または深さおよび/または粗さにおいて減少し始めると、残留マイクロピッチングまたは腐食ピッチングなどの損傷が依然として残っていたとしても、プロセスは終了されてもよい。このような方法で、構成要素は、損傷の全体の深さが、構成要素を公差以上になることなく、許容可能に除去されることができる場合より大きい場合であっても、うまく処置される可能性がある。これに関連して、マイクロピッチング自体は必ずしも有害ではなく、長期の使用中、安定したままである可能性があることを指摘しておく。アンダーカットされ、覆われて安定していない金属の除去は、使用状態に戻すときに、さらにデブリとならないか、またはデブリを形成しない一般に安定した残留マイクロピット領域を残すと考えられる。マイクロピッチングおよび他の表面および表面下の損傷の性質に関するさらなる情報は、R.L.Errichelloによって組み込まれる上記によって提供される。
【0021】
本発明のさらなる態様によれば、たとえば、マイクロピッチングを含む損傷を有する構成要素の場合には、方法は、少なくとも一定のマイクロピット領域の範囲および位置を決定することを含み、それにより、次の段階中に、マイクロピット領域の深さ、粗さおよび/または表面領域が監視され、一旦、これが減少する傾向を示すと、プロセスは終了される。これは、次の測定が、損傷の前に決定された範囲に等しいか、または好ましくは損傷の前に決定された範囲未満である損傷の範囲を明らかにする点に留意することによって決定することができる。SSEプロセスの重要な利点によれば、構成要素は、「セットアップ」または正確に位置決めされる必要がないため、必要に応じて、検査のために構成要素を容易に除去してもよい。さらに、SSEプロセスは、効果的に連続プロセスであるため、検査は、所望に応じた頻度で繰り返されることができ、損傷除去の進行のきわめて正確な監視を可能にする。理解されるように、そのような増分監視は、各パスにおいて決定された量の材料を除去する機械加工手順の場合には可能ではない。表面形状測定装置、カリパス、定規、マイクロメータ、試験片(witness coupon)、指標および/またはグラファイトアンドテープリフティング法の使用によって、SSEプロセスは、構成要素がその品質等級などの構成要素の一般的な知識のみに基づき、幾何的な公差内にとどまっていることを保証している間に、実行されることができる。
【0022】
本発明のさらなる別の利点によれば、プロセスは、残っている損傷の量に基づき、または損傷が実質的に除去された場合に、終了されてもよい。深さおよび範囲の両方に関して、損傷の正確な監視の結果および、SSEを用いた材料除去の増分性質の結果として、損傷が実質的に除去される点が、正確に決定することができる。これに関連して、「実質的に除去される」とは、必要な所望の仕上げに基づき、その都度、定義されてもよい。たとえば、最も深い損傷に処置が施される場合には、損傷が完全に消失した点、損傷深さがその元の深さの5%未満である点、損傷深さが10ミクロン未満である点、損傷領域がその元の範囲の50%、30%または10%未満である点、表面粗さが低減しつつある点、Raが0.25ミクロン未満である点として選択されてもよい。
【0023】
方法の好ましい実施形態によれば、材料の0.1ミクロンから10ミクロンの厚さが、最初のSSEプロセス段階中に除去される。この量の材料は、大部分の場合には、実際の損傷の最初の範囲を明らかにするのに適していることが分かっている。より多量またはより少量の材料が、損傷をさらに明らかにして、監視し、除去するために、次の段階で除去されてもよいことは理解される。除去のための次の量の材料の計算は、最初の処理後の検査に基づいてもよい。
【0024】
本発明の重要な態様は、除去される材料の量の監視である。多くのSSEプロセスの場合には、再製を受ける構成要素と同一の材料または類似の材料の試験片が、用いられてもよい。これは、構成要素と同一の条件下に置かれ、サイズにおけるその減少は、マイクロメータを用いて監視されてもよい。しかしながら、そのような手順は、一定の要因に敏感である。試験片は、同一の速度で消費するために、構成要素と同一または類似の冶金構造からなっていなければならない。さらに、その異なる幾何構成のために、サイズにおけるその削減は、構成要素の削減と同一ではない。あるいは、知られている手順の場合には、材料除去は、処理時間に基づいてもよい。化学的に加速される振動仕上げの好ましいプロセスの場合には、作業員は、一定の鋼等級が1時間当たり1ミクロンの速度で消費されることを認識し、したがって、プロセスを調整してもよい。そのようなプロセスはまた、未知の構成要素の場合には、たとえば、鋼等級の推定が必要とされ、腐食または表面仕上げなどの他の要因が結果に影響を及ぼす可能性があるため、エラーを生じやすい。本発明の好ましい態様によれば、手順は、処理される構成要素の表面に設けられる深さの指標によって監視されてもよい。これらは、知られている深さまたは幾何構成の溝、切欠き、パターンなどであってもよく、それにより、所与の量の材料の除去が、指標を変化させるか、または消失させる。そのような指標は、関連表面上の1つ以上の位置に設けられてもよく、1つの深さまたは一連の深さを示すように形成されてもよい。深さの指標はまた、たとえば、工業用構成要素の場合には、構成要素に既に存在する知られているマーキングの形態であってもよく、残留研削線の除去が用いられてもよい。そのような研削線の深さは、構成要素間で変化してもよいが、深さが一般に、再製される構成要素の品質および公差に関連しているため、それらの使用が驚くべきことに、好都合であることが分かっている。高い公差の構成要素は、1ミクロンの深さのきわめて細かい残留研削線を有してもよく、より低い公差の構成要素は、10ミクロンの深さの研削線を有する可能性がある。研削線(または他の指標)の除去は、たとえば、10倍の倍率を用いて、目視検査によって現場で容易に確認されることができる。指標もまた、さらなる材料除去のためのプロセスを較正するために用いられてもよい。したがって、化学的に加速される振動仕上げを用いて1時間の処理において、2ミクロンが除去される場合には、8時間のプロセスで16ミクロンを除去することを予想することが可能である。
【0025】
本発明の有利な実施形態において、方法は、複数の使用済みの構成要素で実行されてもよく、それにより、最初にプロセスが行われた後、検査で、損傷の範囲が所定の許容量(たとえば、動的疲労亀裂が明らかになる場合)を超えている場合には、それらの構成要素は廃棄される。このような方法で、数千の構成要素が、特にコスト効果の高い方法で一度に再製されることができる。すべての構成要素に最初の手順を行い、このプロセスの後にのみ検査を行うことによって、効率の増大を達成する可能性があり、修復率が全体に増大する(すなわち、廃棄物が削減される)。最も好ましくは、複数の使用済み構成要素が、同時に再製され、それにより、少なくともSSEプロセス中に、構成要素はすべて、同一の処理状態を受けてもよい。
【0026】
本発明のさらなる態様によれば、大量の構成要素の場合には、すべての構成要素が、除去される統計的に計算された最大材料量に基づき、所定の時間期間、最初の検査を行うことなく、SSEプロセスを受けてもよい。その後で、部品が個別にまたはサンプルごとに検査されてもよく、部品が許容されるかまたは廃棄されるかどうかに関する決定が行われてもよい。この特定の事例において、材料除去が幾何的な公差にある間、最大の統計的に許容可能な除去を達成するように最初に計算されるため、次のさらなる処理は実行されない。
【0027】
一括処理の場合には、構成要素は、同一であってもよく、または異なっていてもよい。したがって、同時処理は、大量の同一の構成要素または複数の異なる構成要素、たとえば、1つの機械から歯車、シャフト、軸受などのすべてに対して実行されてもよい。個別のセットアップが必要ではないため、構成要素は少なくとも最初は、共に容易に処置が施され、したがって、同一の処理条件を受けてもよい。これは、表面仕上げのための1つの構成要素の試験が別の構成要素に等しく適用すると予想することが可能であるために、たとえば、品質制御の観点から有益である可能性がある。これは、特にすべての構成要素が冶金学的に類似である場合に適用可能である可能性があるが、似ていない材料の場合にも適用される可能性がある。一定の環境において、処置を意図していない構成要素の部品は覆われてもよく、または手順の部分終了後に覆われてもよい。
【0028】
SSEプロセスは、研磨剤媒体プロセス、研磨剤コンパウンドプロセス、または研磨剤媒体または非研磨剤媒体による化学的に加速される振動機械加工プロセスを用いた振動ボウルおよびタブ、スピンドルおよびドラッグ仕上げ装置などの大量仕上げ機器を介して、実行されることができる。最も好ましい手順は、化学的に加速される振動超仕上げプロセスである。このプロセスは、きわめて低い表面粗さ(0.1ミクロン未満のRa)の等方性仕上げを製作する際にきわめて有効であることが示されている。さらに、軽度のリン酸塩の活性化学作用が、酸化鉄をリン酸第二鉄に変換する能力があるため、残留腐食ピットが安定する可能性があり、したがって、さらなる拡大を防ぐという追加の利点を有する。
【0029】
本発明の重要な利点によれば、SSEプロセスは、0.25ミクロン未満の表面仕上げRaを達成することが可能である。このような方法で、構成要素は再製されるだけではなく、超仕上げの超滑らかな表面という知られている利点も享受する。これは、1つの設備で1回の手順で達成されてもよい。
【0030】
一般に、方法は、構成要素の設計仕様図面または同等な仕様書を参照することなく、行われてもよい。したがって、方法を行う人は、特に、たとえESDが第3者に利用可能でない可能性がある環境において、メーカによって課せられる可能性がある制限にあまり縛られることがない。したがって、同一のSSEプロセスおよび機器もまた、数が少数であるか、または数千であるかに関係なく、幾何的に異なる構成要素を経済的に再製するために、用いられることができる。最も重要なことは、手順が、再研磨または再機械加工プロセスよりセットアップおよび処理に必要な人手、時間および時間がはるかに少なくて済み、表面損傷を覆う可能性がある表面歪みを生じないことである。プロセスはまた、構成要素に特有のツーリングを用いることなく行われてもよく、たとえば、1回限りの仕事のために相当の経費削減を結果として生じる。しかしながら、一定の特定のツーリングが、構成要素の持ち上げ、支持、分解に必要である可能性があることは除外しない。
【0031】
一実施形態において、本発明はさらに、上述した方法によって再製される工業用構成要素に関する。再製される構成要素は、たとえば、異物損傷、引っかき傷、マイクロピッチング、ピッチング、剥離、腐食などに起因する損傷を安定させるのに十分な除去される材料の量を有してもよい。構成要素は特に、残留する安定した損傷の存在によって区別されてもよい。
【0032】
最も好ましくは、構成要素は、0.25ミクロン未満の表面粗さRaに仕上げられた表面を有するが、0.1ミクロン未満または0.05ミクロン未満の仕上げも達成され得る。重大なことは、FODなどの大規模な損傷の場合には、ピットの縁または境界は、領域にさらに損傷を誘発することなく、プロセスによって平坦化されてもよい。
【0033】
本発明による構成要素は、歯車、シャフト、軸受、ピストン、アクスル、カム、シート、シールからなる群から選択される任意の金属工業用構成要素であってもよい。本発明はまた、たとえば、1つの機械のために、各構成要素が同一のプロセスによって同一の最終状態に仕上げられる一連の構成要素を含むと考えられる。
【0034】
別の態様において、本発明は、表面下の損傷に関する使用済み工業用構成要素を検査し、構成要素の重要な表面から材料を除去するために、減法表面技法プロセスを用いる方法であって、表面から一定量の材料を除去するために、構成要素においてプロセスを行うことと、目に見える損傷の範囲を決定するために、構成要素の表面を検査することと、検査に基づき、構成要素が再使用に適しているか、または構成要素を廃棄すべきかどうかに関して決定することとを含む方法に関する。本発明の簡素な形態において、すべての構成要素は、必要な公差内で構成要素を維持するのに十分な量だけ処理されてもよい。次に、たとえば、残留損傷の絶対的な最大サイズまたは深さに基づき、決定が行われてもよい。このように記載された手順に従うことによって、表面損傷に基づき、第1に行う検査および構成要素の事前選択を行うことなく、効率における有益な増大が、再製のために達成されてもよく、早期決定手順のコストおよび不正確さを回避する。
【0035】
好ましい実施形態において、方法はさらに、決定がなされる前に、材料除去および検査からなる少なくとも1回のさらなる検査サイクルを行ってもよい。検査サイクルは、目に見える損傷の範囲が安定化されるまで繰り返されてもよい。たとえば、マイクロピッチングの場合には、これは、少なくとも1つのマイクロピット領域のサイズ、深さおよび/または粗さを決定することと、これを前のサイクルにおいて決定された範囲と比較することとを含んでもよい。プロセスはたとえば、マイクロピッチングの範囲が、前のサイクルにおいて決定された範囲未満であるときに終了されてもよい。あるいは、プロセスは、損傷が実質的に除去された点で終了されてもよい。検査方法の他の特徴は、再製に関して実質的に上述したような特徴であってもよい。
【0036】
本発明のさらなる特徴および利点は、以下の図面を参照すれば明白となる。
【図面の簡単な説明】
【0037】
【図1A】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
【図1B】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
【図1C】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
【図1D】本発明の実施形態によるその再製中の一段階における風力タービンの歯車の歯のグラファイトリフト記録を示す。
【図2A】図1Aに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【図2B】図1Bに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【図2C】図1Cに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【図2D】図1Dに記録された歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【図3A】本発明の第2の例示的実施形態による歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【図3B】本発明の第2の例示的実施形態による歯のマイクロピッチングの領域にわたる表面形状測定装置のトレースを示す。
【発明を実施するための形態】
【0038】
実施例1
以下は、表Iに詳述されたような52”(130cm)風力タービン入力段リング歯車を実行される本発明の例示的実施形態の説明である。
【表1】
【0039】
歯車は、梱包から開梱され、破損された歯または亀裂の入った歯および著しいFODなどのマクロスケールの損傷に関して目視によって検査された。実施例のために、FOD、腐食、マイクロピッチングおよびマクロピッチングなどの表面損傷が、表IIによる表面形状測定装置を用いて、写真、グラファイトリフトおよび形状測定法によって文書記録された。
【表2】
【0040】
図1Aは、歯1として次に識別される歯のフランクにおけるマイクロピッチングであると推測されるもののグラファイトリフトを示す。矢印は、表面形状測定装置による測定に関する損傷の領域を示す。この領域は、損傷の深刻度に起因する例示の測定位置として選択され、損傷スポットの一意性が試験を通じて容易に見つけやすくする。
【0041】
図2Aは、歯1において識別されたマイクロピッチングの領域にわたる表面形状測定装置の表面粗さのトレースであり、Ra−18マイクロインチ(.457ミクロン)、Rmax−158マイクロインチ(4.0ミクロン)およびRz−90マイクロインチ(2.29ミクロン)を示している。トレースの縦軸は、100マイクロインチ(0.25ミクロン)である。結果は、以下の表VIIに示されている。
【0042】
歯車は、表IVによる媒体で充填された表IIIによる振動ボウルにローディングされ、表Vによる精製化学成分によって供給された。
【表3】
【表4】
【表5】
【0043】
機械は、精製化学成分の流れと共に開始された。歯車は、媒体の下に全体的に浸漬され、精製化学成分によって完全に湿潤された。振動ボウルは、常にその中に精製化学成分の連続流れを有する。振動ボウルには、精製化学成分が3つの個別のスロットの排水位置から継続的に排水されるように排水弁は取り付けられなかった。歯車は、1時間の精製のために処理され、次に検査のためにボウルから除去された。振動ボウルおよび精製化学成分の流れは、検査中、停止された。歯1が位置決めされ、湿った布で洗浄され、乾燥された。
【0044】
歯1のマイクロピッチング領域における変化が、図1Bに示されているように、グラファイトリフトによって文書記録された。全体のマイクロピッチング領域における削減および歯車の元の製作中に与えられた残留研削線における削減が、観察された。表面粗さRa、RmaxおよびRzが、図1Bの矢印によって示されるように、初期検査中と同一の位置で、表面形状測定装置によって文書記録された。歯車はまた、明るい領域で、初期処理後にさらなる損傷が明らかになったかどうかを確認するために、目視検査された。この検査中、歯の大部分に対する大量のFOD損傷が、認められた。大部分のFOD損傷は、マクロな損傷検査中に見られたが、その全範囲は、初期処理および検査後にさらに明白となった。表面形状測定装置の読み取りは、表面粗さが初期処理期間後に増大し、Ra−20マイクロインチ(.737ミクロン)、Rmax−427マイクロインチ(10.8ミクロン)およびRz−154マイクロインチ(3.91ミクロン)を示した。表面粗さ(Ra、RmaxおよびRz)におけるこの増大は、表面上に見られる損傷の真の深さを覆った「表面歪み」であったことを示している。
【0045】
歯車は次に、さらに1時間の精製で処理され、検査のための除去された。振動ボウルおよび精製化学成分の流れは、検査中、停止された。歯1が位置決めされ、湿った布で洗浄され、乾燥された。歯1のマイクロピッチング領域における削減が、図1Cに示されているように、グラファイトリフトによって文書記録され、マイクロピッチング領域における削減を示す。また、歯車の元の製作中に与えられた残留研削線が、実質的に除去されたことも分かる。
【0046】
表面粗さRa、RmaxおよびRzは、初期検査中と同一の位置で、表面形状測定装置によって文書記録された。図2Cは、初期検査中に歯1において識別されたマイクロピッチングの領域にわたる表面粗さのトレースである。Ra−11マイクロインチ(.279ミクロン)、Rmax−282マイクロインチ(7.16ミクロン)およびRz−71マイクロインチ(1.80ミクロン)の値を示している。表面粗さはここでは、1時間の処理後に測定された値から減少したことを留意されたい。
【0047】
歯車は次に、さらに2時間の精製で処理され、検査のための除去された。振動ボウルおよび精製化学成分の流れは、検査中、停止された。歯1が位置決めされ、湿った布で洗浄され、乾燥された。歯1のマイクロピッチング領域における変化が、図1Dに示されているように、グラファイトリフトによって文書記録された。ここで、損傷の範囲が著しく削減され、研削線が完全に除去されたことが分かる。
【0048】
表面粗さ(Ra、RmaxおよびRz)は、初期検査中と同一の位置で、表面形状測定装置によって文書記録された。図2Dは、初期検査中に歯1において識別されたマイクロピッチングの領域にわたる表面粗さのトレースである。Ra−3マイクロインチ(.76ミクロン)、Rmax−23マイクロインチ(.58ミクロン)およびRz−17マイクロインチ(.43ミクロン)の値を示している。表面粗さは、延長プロセス中に、初期値を著しく下回った値に減少したことを留意されたい。
【0049】
歯車は、残留表面損傷の安定して減少した粗さおよび領域と、12マイクロインチ(0.3ミクロン)未満のRaの値に基づき、4時間の検査後に再製されると考えられる。残っている残留表面損傷は、個別の領域において小さく、広く離隔されているため、著しく安定した表面領域が残留損傷の間に残っている。さらに、元の製作中に与えられたすべての残留研削線が、歯のフランクから除去された。しかしながら、プロセスの終了時に、新たな損傷は観察されなかったが、残留損傷は目視検査およびグラファイトリフト検査を通じて明らかである。
【0050】
歯車は、表VIの磨き仕上げ(burnish)化学成分を用いて、プロセスの磨き仕上げ段階のために、振動ボウルに戻された。
【表6】
【0051】
精製化学成分は停止された。磨き仕上げ化学成分は、ボウルから精製化学成分を流して洗い、歯車表面から精製段階中に形成された化成被覆を除去するために、ボウルに導入された。歯車は、1.5時間磨き仕上げされて、完成と見なされた。最後の目視検査は、少量の残留損傷がプロセス後に歯1に残ったことを示した。前の測定値に基づき、400マイクロインチ(10ミクロン)以下の材料が、4時間の処理中に、各歯のフランクから除去されたと推定される。
【0052】
表VIIに開示されたような結果によれば、測定される表面の粗さの値は、1時間の初期処理後に増大したことが分かる。さらに1時間の処理後、これらの値は再び、元の領域と類似の大きさになった。4時間の処理後、粗さにおける著しい削減が観察されることが可能となり、損傷の全体範囲が著しく低減された。
【表7】
【0053】
部品の定性分析もまた、損傷の全体範囲が著しく削減されたことを示した。
【0054】
実施例2
表VIIIによる第2の大きな入力段遊星歯車が、処理された。
【表8】
【0055】
歯車は、梱包から開梱され、マクロスケールの損傷に関して目視によって検査された。FODおよびマイクロピッチングなどの表面損傷が、写真、形状測定法およびグラファイトリフト技術によって文書記録された。図3Aは、縦軸10ミクロンで、表IXによる表面形状測定装置を用いたマイクロピッチングの領域にわたる表面粗さのトレースである。
【表9】
【0056】
初期検査によれば、Ra−0.68ミクロン、Rmax−7.63ミクロンおよびRz−4.02ミクロンの表面粗さの値が、記録された。
【0057】
歯車は、上記の表Vによる媒体を含む表Xによる振動タブにローディングされた。
【表10】
【0058】
機械は、上記の表IVに示されるように、精製化学成分の流れと共に開始されるが、32リットル/時のわずかに高速の流速であった。歯車は、媒体の下に全体的に浸漬され、精製化学成分によって完全に湿潤された。歯車は、対応する新たな構成要素に関する近似材料除去速度のこれまでの知識に基づき、6時間の精製で処理され、最大約15ミクロンが除去された。歯車は、定期的に検査された。検査は、タブおよび精製化学成分の停止、少数の歯からの媒体の移動および損傷除去の進行の目視評価からなる。許容される最大時間/材料除去に達すると、精製化学成分の流れは、停止され、磨き仕上げ化学成分の流れが、表VIの磨き仕上げ化学成分を用いて直ちに開始された。歯車は、3時間磨き仕上げされ、完成と見なされた。
【0059】
FODおよびマイクロピッチングなどの表面損傷は、写真、表面形状測定装置およびグラファイトリフト技術によって文書記録された。図3Bは、縦軸1ミクロンで、マイクロピッチングの領域にわたる表面粗さのトレースである。Ra−0.07ミクロン、Rmax−0.94ミクロンおよびRz−0.61ミクロンの値を示した。最後の目視検査は、残留マイクロピッチングがプロセス後に歯に残ったことを示した。グラファイトリフトの結果は、マイクロピッチングの領域が著しく削減しなかったことを示したが、表面形状測定装置測定は、深さが著しく削減されたことを示した。プロセス中の構成要素の目視監視は、損傷が安定であり、新たな損傷が観察されなかったことを示した。残留表面損傷の領域は、0.3ミクロン未満のRaの値を有した。歯車は、元の製作中に与えられたすべての研削線が、歯のフランクから除去されたことを確実にするために、決まった量の時間の精製サイクルで処理された。これらの観察に基づき、部品は、再製されたと見なされた。
【0060】
明確にするために、本発明の方法のすべての可能な実装が、本明細書に記載されるわけではない。方法の実際の実施形態の発展および実装中に、種々の実装に特有の決定が、実装ごとに変わるシステムに関連する制約条件およびビジネスに関連する制約条件に関する遵守などの特定の目的を達成するために行われてもよいことは認識される。さらに、そのような発展努力は複雑で時間がかかる可能性があるが、本開示の利点を有する当業者が行う定石であることも十分に認識される。
【0061】
上述した修正に加えてさらなる修正が、本発明の精神および範囲を逸脱することなく、本明細書に記載される構造および技術に行われてもよい。したがって、特定の実施形態が記載されているが、これらは例示に過ぎず、本発明の範囲を限定するわけではない。
【特許請求の範囲】
【請求項1】
工業用構成要素の重要な表面から材料を除去するために、減法表面技法プロセスを用いて、表面下の損傷に関する工業用構成要素を検査する方法であって、
a)表面から一定の量の材料を除去するために、構成要素にプロセスを行うことと、
b)目に見える損傷の範囲を決定するために、構成要素の表面を検査することと、
c)検査に基づき、
i.構成要素が再使用のために十分に再製されるかどうか、または
ii.構成要素を廃棄すべきかどうかを決定することとを含む、方法。
【請求項2】
少なくとも1つのさらなる検査サイクルを行うことを含み、それぞれのさらなる検査サイクルに関して、少なくとも段階a)、b)およびc)iが繰り返される、請求項1に記載の方法。
【請求項3】
目に見える損傷の範囲が安定化されるまで、検査サイクルが繰り返される、請求項2に記載の方法。
【請求項4】
損傷が、マイクロピッチングを含み、段階b)が、少なくとも1つのマイクロピット領域の範囲を決定することを含み、段階c)が、マイクロピット領域の範囲を前のサイクルにおいて決定された範囲と比較することを含む、請求項2または3に記載の方法。
【請求項5】
マイクロピット領域の範囲が前のサイクルにおいて決定された範囲未満であるときに、プロセスが終了される、請求項4に記載の方法。
【請求項6】
損傷が実質的に除去されたときに、プロセスが終了される、請求項1から5のいずれか一項に記載の方法。
【請求項7】
段階a)中に、0.1ミクロンから10ミクロンの厚さの材料が、除去される、請求項1から6のいずれか一項に記載の方法。
【請求項8】
複数の使用済みの構成要素を検査するために、段階a)が、同一のプロセス状態の下ですべての構成要素に関して同時に行われる、請求項1から7のいずれか一項に記載の方法。
【請求項9】
減法表面技法プロセスが、化学的に加速される振動プロセスである、請求項1から8のいずれか一項に記載の方法。
【請求項10】
表面から材料を除去するためのプロセスが、0.25ミクロン未満の表面仕上げRaを達成するために行われる、請求項1から9のいずれか一項に記載の方法。
【請求項11】
構成要素の設計仕様図面または同等な仕様書を参照することなく行われる、請求項1から10のいずれか一項に記載の方法。
【請求項12】
プロセスが、構成要素に特有のツーリングを用いることなく行われる、請求項1から11のいずれか一項に記載の方法。
【請求項13】
処置の施される表面に指標を提供することと、除去される一定の量の材料を決定するために、指標を検査することとをさらに含む、請求項1から12のいずれか一項に記載の方法。
【請求項14】
磨耗されたか、または損傷を受けた重要な工業用構成要素の表面から材料を除去するために、減法表面技法プロセスを用いて、工業用構成要素を再製するための方法であって、
a)表面から第1の量の材料を除去するために、構成要素に最初にプロセスを行うことと、
b)損傷の範囲を決定するために、構成要素の表面を検査することと、
c)続いて、さらなる量の材料を除去するために、プロセスをさらに行うこととを含む、方法。
【請求項15】
段階b)およびc)の繰り返しをさらに含む、請求項14に記載の方法。
【請求項16】
損傷の範囲が安定化されるまで、段階b)およびc)が繰り返される、請求項15に記載の方法。
【請求項17】
損傷が、マイクロピッチングを含み、段階b)が、少なくとも一定のマイクロピット領域の範囲を決定し、それにより、次の段階b)およびc)中に、マイクロピット領域の範囲が監視され、一旦、マイクロピット領域の範囲が安定化されると、プロセスが終了される、請求項15または16に記載の方法。
【請求項18】
損傷が実質的に除去されたときに、プロセスが終了される、請求項14から17のいずれか一項に記載の方法。
【請求項19】
段階a)中に、0.1ミクロンから10ミクロンの厚さの材料が、除去される、請求項14から18のいずれか一項に記載の方法。
【請求項20】
複数の使用済みの構成要素を再製するために、プロセスが最初に行われた後、損傷の範囲が所定の量を超えている場合には、それらの構成要素が廃棄される、請求項14から19のいずれか一項に記載の方法。
【請求項21】
複数の使用済みの構成要素を同時に再製するために、少なくとも段階c)中に、構成要素がすべて、同一のプロセス条件を受ける、請求項14から20のいずれか一項に記載の方法。
【請求項22】
減法表面技法プロセスが、化学的に加速される振動プロセスである、請求項14から21のいずれか一項に記載の方法。
【請求項23】
プロセスが、表面に関して0.25ミクロン未満の表面仕上げRaを達成するために行われる、請求項14から22のいずれか一項に記載の方法。
【請求項24】
構成要素の設計仕様図面または同等な仕様書を参照することなく行われる、請求項14から23のいずれか一項に記載の方法。
【請求項25】
プロセスが、構成要素に特有のツーリングを用いることなく行われる、請求項14から24のいずれか一項に記載の方法。
【請求項26】
処置の施される表面に指標を提供することと、除去される一定の量の材料を決定するために、指標を検査することとをさらに含む、請求項14から25のいずれか一項に記載の方法。
【請求項27】
残留表面損傷および0.25ミクロン未満の表面粗さRaを有する、請求項1から26のいずれか一項に記載の方法によって再製される工業用構成要素。
【請求項28】
歯車、シャフト、軸受、ピストン、アクスル、カム、シート、シールからなる群から選択される、請求項27に記載の構成要素。
【請求項1】
工業用構成要素の重要な表面から材料を除去するために、減法表面技法プロセスを用いて、表面下の損傷に関する工業用構成要素を検査する方法であって、
a)表面から一定の量の材料を除去するために、構成要素にプロセスを行うことと、
b)目に見える損傷の範囲を決定するために、構成要素の表面を検査することと、
c)検査に基づき、
i.構成要素が再使用のために十分に再製されるかどうか、または
ii.構成要素を廃棄すべきかどうかを決定することとを含む、方法。
【請求項2】
少なくとも1つのさらなる検査サイクルを行うことを含み、それぞれのさらなる検査サイクルに関して、少なくとも段階a)、b)およびc)iが繰り返される、請求項1に記載の方法。
【請求項3】
目に見える損傷の範囲が安定化されるまで、検査サイクルが繰り返される、請求項2に記載の方法。
【請求項4】
損傷が、マイクロピッチングを含み、段階b)が、少なくとも1つのマイクロピット領域の範囲を決定することを含み、段階c)が、マイクロピット領域の範囲を前のサイクルにおいて決定された範囲と比較することを含む、請求項2または3に記載の方法。
【請求項5】
マイクロピット領域の範囲が前のサイクルにおいて決定された範囲未満であるときに、プロセスが終了される、請求項4に記載の方法。
【請求項6】
損傷が実質的に除去されたときに、プロセスが終了される、請求項1から5のいずれか一項に記載の方法。
【請求項7】
段階a)中に、0.1ミクロンから10ミクロンの厚さの材料が、除去される、請求項1から6のいずれか一項に記載の方法。
【請求項8】
複数の使用済みの構成要素を検査するために、段階a)が、同一のプロセス状態の下ですべての構成要素に関して同時に行われる、請求項1から7のいずれか一項に記載の方法。
【請求項9】
減法表面技法プロセスが、化学的に加速される振動プロセスである、請求項1から8のいずれか一項に記載の方法。
【請求項10】
表面から材料を除去するためのプロセスが、0.25ミクロン未満の表面仕上げRaを達成するために行われる、請求項1から9のいずれか一項に記載の方法。
【請求項11】
構成要素の設計仕様図面または同等な仕様書を参照することなく行われる、請求項1から10のいずれか一項に記載の方法。
【請求項12】
プロセスが、構成要素に特有のツーリングを用いることなく行われる、請求項1から11のいずれか一項に記載の方法。
【請求項13】
処置の施される表面に指標を提供することと、除去される一定の量の材料を決定するために、指標を検査することとをさらに含む、請求項1から12のいずれか一項に記載の方法。
【請求項14】
磨耗されたか、または損傷を受けた重要な工業用構成要素の表面から材料を除去するために、減法表面技法プロセスを用いて、工業用構成要素を再製するための方法であって、
a)表面から第1の量の材料を除去するために、構成要素に最初にプロセスを行うことと、
b)損傷の範囲を決定するために、構成要素の表面を検査することと、
c)続いて、さらなる量の材料を除去するために、プロセスをさらに行うこととを含む、方法。
【請求項15】
段階b)およびc)の繰り返しをさらに含む、請求項14に記載の方法。
【請求項16】
損傷の範囲が安定化されるまで、段階b)およびc)が繰り返される、請求項15に記載の方法。
【請求項17】
損傷が、マイクロピッチングを含み、段階b)が、少なくとも一定のマイクロピット領域の範囲を決定し、それにより、次の段階b)およびc)中に、マイクロピット領域の範囲が監視され、一旦、マイクロピット領域の範囲が安定化されると、プロセスが終了される、請求項15または16に記載の方法。
【請求項18】
損傷が実質的に除去されたときに、プロセスが終了される、請求項14から17のいずれか一項に記載の方法。
【請求項19】
段階a)中に、0.1ミクロンから10ミクロンの厚さの材料が、除去される、請求項14から18のいずれか一項に記載の方法。
【請求項20】
複数の使用済みの構成要素を再製するために、プロセスが最初に行われた後、損傷の範囲が所定の量を超えている場合には、それらの構成要素が廃棄される、請求項14から19のいずれか一項に記載の方法。
【請求項21】
複数の使用済みの構成要素を同時に再製するために、少なくとも段階c)中に、構成要素がすべて、同一のプロセス条件を受ける、請求項14から20のいずれか一項に記載の方法。
【請求項22】
減法表面技法プロセスが、化学的に加速される振動プロセスである、請求項14から21のいずれか一項に記載の方法。
【請求項23】
プロセスが、表面に関して0.25ミクロン未満の表面仕上げRaを達成するために行われる、請求項14から22のいずれか一項に記載の方法。
【請求項24】
構成要素の設計仕様図面または同等な仕様書を参照することなく行われる、請求項14から23のいずれか一項に記載の方法。
【請求項25】
プロセスが、構成要素に特有のツーリングを用いることなく行われる、請求項14から24のいずれか一項に記載の方法。
【請求項26】
処置の施される表面に指標を提供することと、除去される一定の量の材料を決定するために、指標を検査することとをさらに含む、請求項14から25のいずれか一項に記載の方法。
【請求項27】
残留表面損傷および0.25ミクロン未満の表面粗さRaを有する、請求項1から26のいずれか一項に記載の方法によって再製される工業用構成要素。
【請求項28】
歯車、シャフト、軸受、ピストン、アクスル、カム、シート、シールからなる群から選択される、請求項27に記載の構成要素。
【図1A】

【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図2C】
【図2D】
【図3A】
【図3B】
【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図2C】
【図2D】
【図3A】
【図3B】
【公表番号】特表2010−538264(P2010−538264A)
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2010−522972(P2010−522972)
【出願日】平成20年8月28日(2008.8.28)
【国際出願番号】PCT/US2008/010286
【国際公開番号】WO2009/032221
【国際公開日】平成21年3月12日(2009.3.12)
【出願人】(507333753)アール・イー・エム・テクノロジーズ・インコーポレーテツド (2)
【Fターム(参考)】
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成20年8月28日(2008.8.28)
【国際出願番号】PCT/US2008/010286
【国際公開番号】WO2009/032221
【国際公開日】平成21年3月12日(2009.3.12)
【出願人】(507333753)アール・イー・エム・テクノロジーズ・インコーポレーテツド (2)
【Fターム(参考)】
[ Back to top ]