
差厚めっきの製造方法およびこれに用いる差厚めっきの製造装置
【課題】本発明は電子部品等の端子材料等のフープめっきに係るものであり、特にめっき厚の異なる部位を同一フープ内に形成する差厚めっきの製造方法および製造装置に係るものであり、接触の信頼性と防錆等異なっためっき厚の要求に対応した低コストの差厚めっき方法とその製造装置を提供するものである。
【解決手段】本発明のめっきの製造方法は、陽電極12と、これに対向して配置された陰電極となるフープ状薄板20と、第1、第2の露出部20a,20bを残して覆うように形成したマスク21、各露出部20a,20bに対応する開口22aを有するスパージャー22とからなり、前記露出部20a,20bに当接するめっき液10aの流量を制御してめっき厚の異なる部位を容易に形成するものである。
【解決手段】本発明のめっきの製造方法は、陽電極12と、これに対向して配置された陰電極となるフープ状薄板20と、第1、第2の露出部20a,20bを残して覆うように形成したマスク21、各露出部20a,20bに対応する開口22aを有するスパージャー22とからなり、前記露出部20a,20bに当接するめっき液10aの流量を制御してめっき厚の異なる部位を容易に形成するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子部品等に用いられる端子材等のフープめっきに係るものであり、特にめっき厚の異なる部位を同一フープ内に形成する差厚めっきの製造方法および製造装置に係るものである。
【背景技術】
【0002】
近年、電子機器の小型・薄型・軽量化に伴い、これらに用いられる電気音響変換器の端子についても小型化、薄型化、軽量化、高実装化することが必要となり、製品性能面でもその部品に使用されるめっきの多様化と高機能めっきが強く望まれている。代表的なめっき方法として膜厚の異なるめっき膜を形成するいわゆる差厚めっきによる製造方法について図3の概念図により説明する。
【0003】
同図によると、1は陰極となるフープ状の金属帯であり、2は対向して設けられた陽極であり、高電流密度部2aと、低電流密度部2bを有している。
【0004】
3は前記フープ状の金属帯1および陽極2が浸漬されるめっき液4を満たしためっき槽である。
【0005】
以上のように構成しためっき槽においては、陰極となるフープ状の金属帯1と陽極体2間の電流密度の差から、高電流密度部2a部分に対応するフープ状の金属帯1上のめっき層1aの厚みは厚く、低電流密度部2bに対応するフープ状の金属帯1上のめっき層1aのめっき厚は薄く形成され、本従来技術においては、高電流密度部2a部分と低電流密度部2b部分の境界部分を傾斜して設けているので、この境界部分においてはめっき厚は順次厚みを連続的に変化する形にめっきは形成されている。
【0006】
なお、この出願の発明に関する先行技術文献情報としては、例えば、特許文献1が知られている。
【特許文献1】特開昭62−40392号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、電子部品の電極部分等においては、他部品との接触部分を例えば金めっき厚を厚くし、その他の部分で露出される部分は防錆のためのめっきを行うことになる。
【0008】
このような場合前述の接触部分よりめっき厚を薄くしてコストの上昇を抑える事となるが、めっきを2度実施していれば、本来の目的が阻害されることとなる。
【0009】
また、従来技術に記載した方法では、めっきを精度良く行えるものの電極の陽極2の構造が複雑なものとなり、コスト上昇の一因となる可能性がある。
【0010】
本発明は、めっき厚の異なる複数箇所のめっきを、しかもめっき厚の精度を要求される部分とそれほどでもない部分のめっきを同時に処理して、低コストでの差厚めっきの前記課題を解決しようとするものである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明の差厚めっきの製造方法は、陽電極と、これに対向して配置された陰電極となる前記フープ状薄板と、このフープ状薄板上を覆い、少なくとも覆われていない第1、第2の露出部を形成するマスクと、この第1、第2の露出部に対応する孔を有するスパージャーとからなり、前記露出部に当接するめっき液流量を制御してめっき厚の異なる部位を形成するものであり、めっき液流量を制御することで第1、第2の露出部のめっき厚を異なるように形成するものである。
【0012】
本発明の請求項2の差厚めっきの製造装置は、請求項1に記載の製造方法に用いる差厚めっきの製造装置であって、少なくとも導電体よりなるフープ状薄板をめっき液から離間して配置し、このフープ状薄板に形成した第1の露出部に向けてめっき液を直接当接させ、所定のめっき厚を得ると共に、めっき液を第2の露出部にも間接的に当接させるめっき液の吹出し部を設けた差厚めっきの製造装置であり、第1の露出部にはめっき液を直接当接させ、第2の露出部には間接的にめっき液を当接させることで、当接するめっき液流量を第1の露出部の方が第2の露出部より多く、しかも確実に前記流量を調節して、第1の露出部には所定の厚みのめっき厚層を第2の露出部には第1の露出部より薄いめっき厚層を形成する差厚めっきの製造装置を提供するものである。
【0013】
本発明の請求項3の差厚めっきの製造装置は、請求項2の差厚めっきの製造装置において、隙間が設けられた陽電極と、この陽電極の隙間からめっき液を吹き出す吹出し部を設けたものであり、めっき液の吹出し方向と電極間の方向を略合致させて、めっき形成の安定化を図ったものである。
【発明の効果】
【0014】
以上のように本発明の差厚めっきの製造方法は、不連続な位置にめっき厚の異なるめっき層をめっき液流量を制御することで容易に形成できる実用価値の高いものである。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施の形態を図1〜図2により説明する。
【0016】
(実施の形態1)
本発明の差厚めっきの製造方法を図1〜図2により説明する。
【0017】
図1は本発明の差厚めっきの製造方法を用いた噴流タイプのめっき装置の一実施の形態の概念図であり、図2は同要部である吹出し装置の吹出し流量とめっき厚の関係を示す相関図である。
【0018】
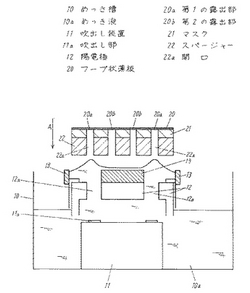
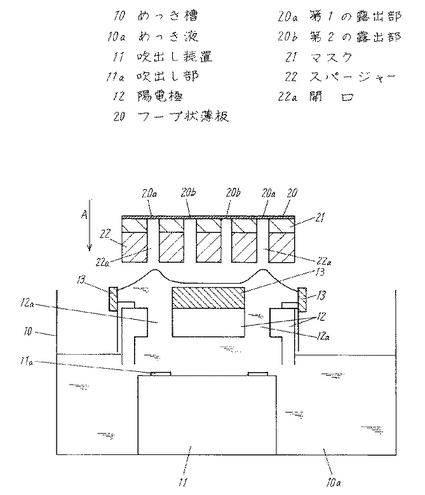
同図によると、10はめっき槽であり、11はめっき槽に設けられた吹出し部11aを設けた吹出し装置であり、めっき槽10内の金めっき用のめっき液10aを取り入れて吹出し部11aから後述する陽電極12の隙間12aに向けてめっき液10aを吹き出すものである。なお、図1から理解されるように、めっき液10aはめっき槽10内を吹出し装置11を介して循環することになる。
【0019】
めっき槽10内のめっき液10aは後述する陰電極となるフープ状薄板20(例えば、電子部品の端子に使用されるステンレス鋼板や燐青銅板などのフープ状薄板)の第1露出部20aに対応した位置に隙間12aを設けた陽電極であり、13は陽電極12とフープ状薄板20との間に設けられた遮蔽板である。
【0020】
20bはフープ状薄板20に設けられた第2の露出部であり、前記第1の露出部20aと第2の露出部20bはいずれも前記フープ状薄板20の表面を第1、第2の露出部20a、20bを除いてマスク21で覆われている。
【0021】
22はマスク21に重畳して設けられたスパージャーであり、前記第1、第2の露出部20a、20bに対応した開口22aが設けられている。
【0022】
この開口22aは、めっき槽10内の吹出し装置11の駆動によって吹出し部11aから吹き出しためっき液10aを前記第1、第2の露出部20a、20bに導くためのものである。
【0023】
なお、特に図示しないが、めっき装置には、スパージャー22、マスク21を装着したフープ状薄板20を吹出し装置11によるめっき液10aの吹き出しにより盛り上がった部分に当接させ、フープ状薄板20の第1、第2の露出部20a、20bにめっき液10aが到達する程度までA方向に下降させる保持下降部を有している。
【0024】
次に、本実施の形態におけるめっき方法について詳述すると、前記保持下降部によって、めっき槽10内のめっき液10aはフープ状薄板20と接触しない程度であって、吹出し装置11の駆動時にスパージャー22の開口22aに吹き出して前記第1、第2の露出部20a、20bに当接するように、フープ状薄板20を下降させる。
【0025】
このとき、陽電極12とフープ状薄板20の間に電圧を印加するとともに、陽電極12の隙間12aを介して吹き上げられためっき液10aは遮蔽板13によって方向を制御され、陽電極12の隙間12aと対峙した第1の露出部20aに直接当接し、第2の露出部20bに関しては遮蔽板13とスパージャー22に導かれ、吹き上げられためっき液10aがスパージャー22の開口22bを経て第2の露出部20bと当接することになり、第1、第2の露出部20a、20b上にめっき層が形成されることになる。
【0026】
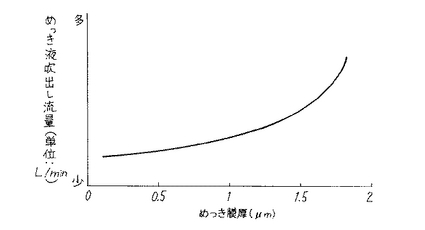
なお、吹き上げられためっき液10aが、前述のごとく直接当接する第1の露出部20a部分において形成されためっき層の厚みは、第2の露出部20bのように遮蔽板13等によって流量が減衰された第2の露出部20bより厚く形成される。これは各露出部20a、20bに当接するめっき液の流量の差によるものと考えられる。
【0027】
図2は吹出し装置11の吹出し流量とめっき層の厚みの相関を示すものであり、第1の露出部20aで所定のめっき厚を必要とする場合、めっき液の吹出し流量を制御して、第1の露出部20aへの当接流量を制御することで所定のめっき厚を得ると共に、第2の露出部20bにおいてはこのめっき厚以下のめっき層で形成されることになる。
【0028】
従って、上記実施の形態においては、接触部分のようにめっき厚の厚い部分とより薄いめっき層で許容される部分(例えば、金属端子における他部品との接触やはんだ付け部分等のめっき厚みを要求される部分とその他の防錆上の保護部分等)の形成を同一めっき処理の中で行うことが可能となる。
【0029】
なお、上記実施の形態の説明においては、めっき厚を必要とする部分とそれ以下のめっき厚で良い部分を有する部材について説明したが、最小のめっき厚を必要とする部分を第2の露出部で設定することで、第1の露出部側のめっき厚をより厚くすることも可能である。
【0030】
また、本実施の形態においては、吹出し装置11をめっき槽10内に設けるものとして説明したが、めっき槽10外に設けパイプ等により吹出し部11aとめっき液10aの取り入れ口を設けたり、めっき液10aの補充液槽を他に設けても良いものである。
【産業上の利用可能性】
【0031】
本発明は、めっき必要部分に当接するめっき液流量を制御することで、めっき厚の異なるめっき層を同一めっき槽内で同時に形成する事を可能とするものであり、複数のめっき厚を必要とする部材において、少なくとも1ヶ所のめっき厚を所定のものとし、他のめっき部分においては、前記所定の厚み以下又は以上のめっき厚で許容される部材のめっき方法として広く使用されるものである。
【図面の簡単な説明】
【0032】
【図1】本発明の差厚めっきの製造方法を用いた噴流タイプのめっき装置の一実施形態の概念図
【図2】同要部である吹出し装置の吹出し流量とめっき厚の関係を示す相関図
【図3】従来の差厚めっきによる製造方法を説明するめっき装置の概念図
【符号の説明】
【0033】
10 めっき槽
10a めっき液
11 吹出し装置
11a 吹出し部
12 陽電極
20 フープ状薄板
20a 第1の露出部
20b 第2の露出部
21 マスク
22 スパージャー
22a 開口
【技術分野】
【0001】
本発明は電子部品等に用いられる端子材等のフープめっきに係るものであり、特にめっき厚の異なる部位を同一フープ内に形成する差厚めっきの製造方法および製造装置に係るものである。
【背景技術】
【0002】
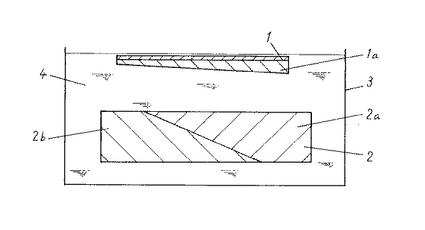
近年、電子機器の小型・薄型・軽量化に伴い、これらに用いられる電気音響変換器の端子についても小型化、薄型化、軽量化、高実装化することが必要となり、製品性能面でもその部品に使用されるめっきの多様化と高機能めっきが強く望まれている。代表的なめっき方法として膜厚の異なるめっき膜を形成するいわゆる差厚めっきによる製造方法について図3の概念図により説明する。
【0003】
同図によると、1は陰極となるフープ状の金属帯であり、2は対向して設けられた陽極であり、高電流密度部2aと、低電流密度部2bを有している。
【0004】
3は前記フープ状の金属帯1および陽極2が浸漬されるめっき液4を満たしためっき槽である。
【0005】
以上のように構成しためっき槽においては、陰極となるフープ状の金属帯1と陽極体2間の電流密度の差から、高電流密度部2a部分に対応するフープ状の金属帯1上のめっき層1aの厚みは厚く、低電流密度部2bに対応するフープ状の金属帯1上のめっき層1aのめっき厚は薄く形成され、本従来技術においては、高電流密度部2a部分と低電流密度部2b部分の境界部分を傾斜して設けているので、この境界部分においてはめっき厚は順次厚みを連続的に変化する形にめっきは形成されている。
【0006】
なお、この出願の発明に関する先行技術文献情報としては、例えば、特許文献1が知られている。
【特許文献1】特開昭62−40392号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、電子部品の電極部分等においては、他部品との接触部分を例えば金めっき厚を厚くし、その他の部分で露出される部分は防錆のためのめっきを行うことになる。
【0008】
このような場合前述の接触部分よりめっき厚を薄くしてコストの上昇を抑える事となるが、めっきを2度実施していれば、本来の目的が阻害されることとなる。
【0009】
また、従来技術に記載した方法では、めっきを精度良く行えるものの電極の陽極2の構造が複雑なものとなり、コスト上昇の一因となる可能性がある。
【0010】
本発明は、めっき厚の異なる複数箇所のめっきを、しかもめっき厚の精度を要求される部分とそれほどでもない部分のめっきを同時に処理して、低コストでの差厚めっきの前記課題を解決しようとするものである。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明の差厚めっきの製造方法は、陽電極と、これに対向して配置された陰電極となる前記フープ状薄板と、このフープ状薄板上を覆い、少なくとも覆われていない第1、第2の露出部を形成するマスクと、この第1、第2の露出部に対応する孔を有するスパージャーとからなり、前記露出部に当接するめっき液流量を制御してめっき厚の異なる部位を形成するものであり、めっき液流量を制御することで第1、第2の露出部のめっき厚を異なるように形成するものである。
【0012】
本発明の請求項2の差厚めっきの製造装置は、請求項1に記載の製造方法に用いる差厚めっきの製造装置であって、少なくとも導電体よりなるフープ状薄板をめっき液から離間して配置し、このフープ状薄板に形成した第1の露出部に向けてめっき液を直接当接させ、所定のめっき厚を得ると共に、めっき液を第2の露出部にも間接的に当接させるめっき液の吹出し部を設けた差厚めっきの製造装置であり、第1の露出部にはめっき液を直接当接させ、第2の露出部には間接的にめっき液を当接させることで、当接するめっき液流量を第1の露出部の方が第2の露出部より多く、しかも確実に前記流量を調節して、第1の露出部には所定の厚みのめっき厚層を第2の露出部には第1の露出部より薄いめっき厚層を形成する差厚めっきの製造装置を提供するものである。
【0013】
本発明の請求項3の差厚めっきの製造装置は、請求項2の差厚めっきの製造装置において、隙間が設けられた陽電極と、この陽電極の隙間からめっき液を吹き出す吹出し部を設けたものであり、めっき液の吹出し方向と電極間の方向を略合致させて、めっき形成の安定化を図ったものである。
【発明の効果】
【0014】
以上のように本発明の差厚めっきの製造方法は、不連続な位置にめっき厚の異なるめっき層をめっき液流量を制御することで容易に形成できる実用価値の高いものである。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施の形態を図1〜図2により説明する。
【0016】
(実施の形態1)
本発明の差厚めっきの製造方法を図1〜図2により説明する。
【0017】
図1は本発明の差厚めっきの製造方法を用いた噴流タイプのめっき装置の一実施の形態の概念図であり、図2は同要部である吹出し装置の吹出し流量とめっき厚の関係を示す相関図である。
【0018】
同図によると、10はめっき槽であり、11はめっき槽に設けられた吹出し部11aを設けた吹出し装置であり、めっき槽10内の金めっき用のめっき液10aを取り入れて吹出し部11aから後述する陽電極12の隙間12aに向けてめっき液10aを吹き出すものである。なお、図1から理解されるように、めっき液10aはめっき槽10内を吹出し装置11を介して循環することになる。
【0019】
めっき槽10内のめっき液10aは後述する陰電極となるフープ状薄板20(例えば、電子部品の端子に使用されるステンレス鋼板や燐青銅板などのフープ状薄板)の第1露出部20aに対応した位置に隙間12aを設けた陽電極であり、13は陽電極12とフープ状薄板20との間に設けられた遮蔽板である。
【0020】
20bはフープ状薄板20に設けられた第2の露出部であり、前記第1の露出部20aと第2の露出部20bはいずれも前記フープ状薄板20の表面を第1、第2の露出部20a、20bを除いてマスク21で覆われている。
【0021】
22はマスク21に重畳して設けられたスパージャーであり、前記第1、第2の露出部20a、20bに対応した開口22aが設けられている。
【0022】
この開口22aは、めっき槽10内の吹出し装置11の駆動によって吹出し部11aから吹き出しためっき液10aを前記第1、第2の露出部20a、20bに導くためのものである。
【0023】
なお、特に図示しないが、めっき装置には、スパージャー22、マスク21を装着したフープ状薄板20を吹出し装置11によるめっき液10aの吹き出しにより盛り上がった部分に当接させ、フープ状薄板20の第1、第2の露出部20a、20bにめっき液10aが到達する程度までA方向に下降させる保持下降部を有している。
【0024】
次に、本実施の形態におけるめっき方法について詳述すると、前記保持下降部によって、めっき槽10内のめっき液10aはフープ状薄板20と接触しない程度であって、吹出し装置11の駆動時にスパージャー22の開口22aに吹き出して前記第1、第2の露出部20a、20bに当接するように、フープ状薄板20を下降させる。
【0025】
このとき、陽電極12とフープ状薄板20の間に電圧を印加するとともに、陽電極12の隙間12aを介して吹き上げられためっき液10aは遮蔽板13によって方向を制御され、陽電極12の隙間12aと対峙した第1の露出部20aに直接当接し、第2の露出部20bに関しては遮蔽板13とスパージャー22に導かれ、吹き上げられためっき液10aがスパージャー22の開口22bを経て第2の露出部20bと当接することになり、第1、第2の露出部20a、20b上にめっき層が形成されることになる。
【0026】
なお、吹き上げられためっき液10aが、前述のごとく直接当接する第1の露出部20a部分において形成されためっき層の厚みは、第2の露出部20bのように遮蔽板13等によって流量が減衰された第2の露出部20bより厚く形成される。これは各露出部20a、20bに当接するめっき液の流量の差によるものと考えられる。
【0027】
図2は吹出し装置11の吹出し流量とめっき層の厚みの相関を示すものであり、第1の露出部20aで所定のめっき厚を必要とする場合、めっき液の吹出し流量を制御して、第1の露出部20aへの当接流量を制御することで所定のめっき厚を得ると共に、第2の露出部20bにおいてはこのめっき厚以下のめっき層で形成されることになる。
【0028】
従って、上記実施の形態においては、接触部分のようにめっき厚の厚い部分とより薄いめっき層で許容される部分(例えば、金属端子における他部品との接触やはんだ付け部分等のめっき厚みを要求される部分とその他の防錆上の保護部分等)の形成を同一めっき処理の中で行うことが可能となる。
【0029】
なお、上記実施の形態の説明においては、めっき厚を必要とする部分とそれ以下のめっき厚で良い部分を有する部材について説明したが、最小のめっき厚を必要とする部分を第2の露出部で設定することで、第1の露出部側のめっき厚をより厚くすることも可能である。
【0030】
また、本実施の形態においては、吹出し装置11をめっき槽10内に設けるものとして説明したが、めっき槽10外に設けパイプ等により吹出し部11aとめっき液10aの取り入れ口を設けたり、めっき液10aの補充液槽を他に設けても良いものである。
【産業上の利用可能性】
【0031】
本発明は、めっき必要部分に当接するめっき液流量を制御することで、めっき厚の異なるめっき層を同一めっき槽内で同時に形成する事を可能とするものであり、複数のめっき厚を必要とする部材において、少なくとも1ヶ所のめっき厚を所定のものとし、他のめっき部分においては、前記所定の厚み以下又は以上のめっき厚で許容される部材のめっき方法として広く使用されるものである。
【図面の簡単な説明】
【0032】
【図1】本発明の差厚めっきの製造方法を用いた噴流タイプのめっき装置の一実施形態の概念図
【図2】同要部である吹出し装置の吹出し流量とめっき厚の関係を示す相関図
【図3】従来の差厚めっきによる製造方法を説明するめっき装置の概念図
【符号の説明】
【0033】
10 めっき槽
10a めっき液
11 吹出し装置
11a 吹出し部
12 陽電極
20 フープ状薄板
20a 第1の露出部
20b 第2の露出部
21 マスク
22 スパージャー
22a 開口
【特許請求の範囲】
【請求項1】
導電体よりなるフープ状薄板上にめっき厚の異なる部位を形成する差厚めっき方法であって、陽電極と、これに対向して配置された陰電極となる前記フープ状薄板と、このフープ状薄板上を覆い、少なくとも覆われていない第1、第2の露出部を形成するマスクと、この第1、第2の露出部に対応する孔を有するスパージャーとからなり、前記露出部に当接するめっき液流量を制御してめっき厚の異なる部位を形成する差厚めっきの製造方法。
【請求項2】
請求項1に記載の製造方法に用いる差厚めっきの製造装置であって、少なくとも導電体よりなるフープ状薄板をめっき液から離間して配置し、このフープ状薄板に形成した第1の露出部に向けてめっき液を直接当接させ、所定のめっき厚を得ると共に、めっき液を第2の露出部にも間接的に当接させるめっき液の吹出し装置を設けた差厚めっきの製造装置。
【請求項3】
隙間が設けられた陽電極と、この陽電極の隙間からめっき液を吹き出す吹出し部を設けた請求項2に記載の差厚めっきの製造装置。
【請求項1】
導電体よりなるフープ状薄板上にめっき厚の異なる部位を形成する差厚めっき方法であって、陽電極と、これに対向して配置された陰電極となる前記フープ状薄板と、このフープ状薄板上を覆い、少なくとも覆われていない第1、第2の露出部を形成するマスクと、この第1、第2の露出部に対応する孔を有するスパージャーとからなり、前記露出部に当接するめっき液流量を制御してめっき厚の異なる部位を形成する差厚めっきの製造方法。
【請求項2】
請求項1に記載の製造方法に用いる差厚めっきの製造装置であって、少なくとも導電体よりなるフープ状薄板をめっき液から離間して配置し、このフープ状薄板に形成した第1の露出部に向けてめっき液を直接当接させ、所定のめっき厚を得ると共に、めっき液を第2の露出部にも間接的に当接させるめっき液の吹出し装置を設けた差厚めっきの製造装置。
【請求項3】
隙間が設けられた陽電極と、この陽電極の隙間からめっき液を吹き出す吹出し部を設けた請求項2に記載の差厚めっきの製造装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−299321(P2006−299321A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−120572(P2005−120572)
【出願日】平成17年4月19日(2005.4.19)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年4月19日(2005.4.19)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]