
差厚鋼板のスラブ編成方法およびスラブ編成装置
【課題】複数の差厚鋼板のオーダの圧延能率を向上させること。
【解決手段】スラブ編成装置4が、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成し、作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択する。これにより、1枚の差厚鋼板に対し1本以下のスラブで圧延が可能となり、また差厚鋼板を選択する順序に左右されずに最適なスラブ編成を作成できるので、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
【解決手段】スラブ編成装置4が、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成し、作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択する。これにより、1枚の差厚鋼板に対し1本以下のスラブで圧延が可能となり、また差厚鋼板を選択する順序に左右されずに最適なスラブ編成を作成できるので、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の差厚鋼板のオーダをスラブに引き当てる差厚鋼板のスラブ編成方法およびスラブ編成装置に関する。
【背景技術】
【0002】
貨物船の船倉の横方向隔壁においては、軽量化のために船底から上部に向かって板厚を薄くする必要があり、このような部位に使われる造船用鋼材には鋼板の長手方向に板厚差を設けた差厚鋼板が使用されている。一般に、差厚鋼板は、可逆式の圧延機を利用してスラブに対し正パスの圧延と逆パスの圧延とを繰り返し実行することによって製造される(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−59211号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来、1本のスラブに引き当てる差厚鋼板のオーダを決定する際には、オペレータが、圧延能率(スラブ平均重量)が高くなるように差厚鋼板との合計長が所定長以上になる平鋼板のオーダの組み合わせを1本のスラブに引き当てていた。しかしながら、従来のスラブ編成処理によれば、差厚鋼板のオーダ毎に平鋼板のオーダを組み合わせるために、差厚鋼板1枚につき、必ず1本のスラブが必要になる。また、従来のスラブ編成処理によれば、オペレータは、平鋼板のオーダを他の差厚鋼板のオーダに組み合わせた場合の圧延能率を評価していない。このため、従来のスラブ編成処理では、差厚鋼板のオーダの選択順序を変更すると、スラブ編成処理の結果が変化する。以上のことから、従来のスラブ編成処理では、複数の差厚鋼板のオーダ全体から見た際、必ずしも圧延能率が最大になるスラブ編成になっていなかった。
【0005】
本発明は、上記課題に鑑みてなされたものであって、その目的は、複数の差厚鋼板のオーダの圧延能率を向上可能な差厚鋼板のスラブ編成方法およびスラブ編成装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決し、目的を達成するために、本発明に係る差厚鋼板のスラブ編成方法は、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成ステップと、前記スラブパターン作成ステップにおいて作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択ステップと、を含むことを特徴とする。
【0007】
本発明に係る差厚鋼板のスラブ編成方法は、上記発明において、前記スラブパターン作成ステップは、圧延設備の入側に設置された加熱炉および圧延設備が有する鋼板の寸法制約を考慮してスラブパターンを作成するステップを含むことを特徴とする。
【0008】
本発明に係る差厚鋼板のスラブ編成方法は、上記発明において、前記スラブパターン選択ステップは、スラブパターンを構成する鋼板の総重量からスラブパターンを構成する鋼板の数を減算した値が最大になるスラブパターンを選択するステップを含むことを特徴とする。
【0009】
上記課題を解決し、目的を達成するために、本発明に係る差厚鋼板のスラブ編成装置は、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成手段と、前記スラブパターン作成手段によって作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択手段と、を備えることを特徴とする。
【発明の効果】
【0010】
本発明に係る差厚鋼板のスラブ編成方法およびスラブ編成装置によれば、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の一実施形態であるスラブ編成システムの構成を示すブロック図である。
【図2】図2は、図1に示すオーダ情報データベース内に格納されているオーダ情報の一例を示す図である。
【図3】図3は、差厚鋼板の寸法の定義を説明するための差厚鋼板の平面図および側面図である。
【図4】図4は、本発明の一実施形態であるスラブ編成処理の流れを示すフローチャートである。
【図5】図5は、平鋼板長さ方向パーツの一例を示す図である。
【図6】図6は、平鋼板幅方向パーツの一例を示す図である。
【図7】図7は、厚部薄部反転パーツの一例を示す図である。
【図8】図8は、スラブパターンの一例を示す図である。
【発明を実施するための形態】
【0012】
以下、図面を参照して、本発明の一実施形態であるスラブ編成システムの構成およびそのスラブ編成方法について説明する。
【0013】
〔スラブ編成システムの構成〕
始めに、図1乃至図3を参照して、本発明の一実施形態であるスラブ編成システムの構成について説明する。図1は、本発明の一実施形態であるスラブ編成システムの構成を示すブロック図である。図2は、図1に示すオーダ情報データベース2内に格納されているオーダ情報の一例を示す図である。図3(a),(b)はそれぞれ、差厚鋼板の寸法の定義を説明するための平面図および側面図である。
【0014】
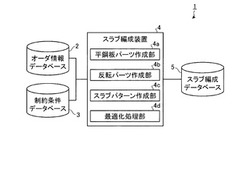
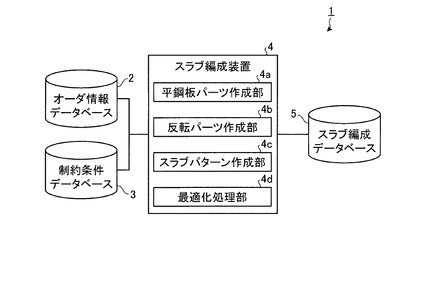
図1に示すように、本発明の一実施形態であるスラブ編成システム1は、オーダ情報データベース2と、制約条件データベース3と、スラブ編成装置4と、スラブ編成データベース5と、を主な構成要素として備えている。スラブ編成装置4は、本発明に係るスラブパターン作成手段およびスラブパターン選択手段として機能する。
【0015】
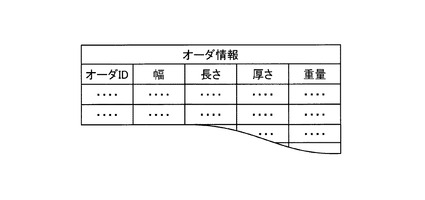
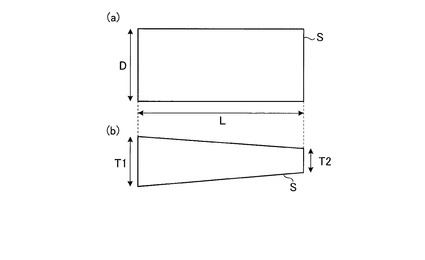
オーダ情報データベース2は、スラブ編成装置4に電気的に接続され、差厚鋼板および平鋼板のオーダ情報を格納している。オーダ情報は、図2に示すように、オーダ毎に付与された固有の識別情報(オーダID)と、オーダIDに対応する差厚鋼板又は平鋼板の幅、長さ、厚さ、および重量に関するデータとを含んでいる。なお、差厚鋼板のオーダ情報には、図3(a),(b)に示すように、差厚鋼板Sの幅Dおよび長さLのデータと共に差厚鋼板Sの厚部厚T1および薄部厚T2のデータが含まれている。
【0016】
制約条件データベース3は、スラブ編成装置4に電気的に接続されている。制約条件データベース3は、差厚鋼板および平鋼板を製造する圧延設備の入側に配置された加熱炉に装入可能な鋼板の長さ、圧延設備が圧延可能な鋼板の幅の範囲、および圧延設備の出側に配置された剪断設備が切断可能な鋼板の長さの範囲など、差厚鋼板および平鋼板の製造に利用される製造設備の制約条件に関するデータを格納している。
【0017】
スラブ編成装置4は、ワークステーションやパーソナルコンピュータなどの情報処理装置によって構成されている。スラブ編成装置4は、情報処理装置内部のCPUなどの演算処理装置がコンピュータプログラムを実行することによって、平鋼板パーツ作成部4a、反転パーツ作成部4b、スラブパターン作成部4c、および最適化処理部4dとして機能する。これら各部の機能については後述する。
【0018】
スラブ編成データベース5は、スラブ編成装置4に電気的に接続され、スラブ編成装置4によって作成されたスラブ編成情報を格納している。スラブ編成情報は、スラブに引き当てられた差厚鋼板および平鋼板のオーダに関するデータをスラブ毎に示す情報を含んでいる。
【0019】
このような構成を有するスラブ編成システム1は、以下に示すスラブ編成処理を実行することによって、複数の差厚鋼板のオーダの圧延能率(スラブ平均重量)を向上させる。以下、図4に示すフローチャートを参照して、スラブ編成処理を実行する際のスラブ編成システム1の動作について説明する。
【0020】
〔スラブ編成処理〕
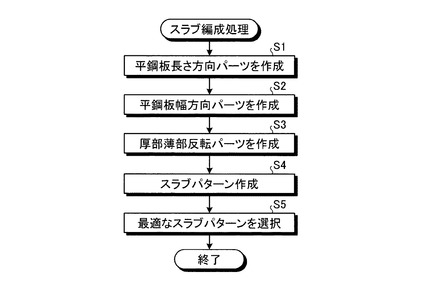
図4は、本発明の一実施形態であるスラブ編成処理の流れを示すフローチャートである。図4に示すフローチャートはスラブ編成装置4にスラブ編成処理の実行命令が入力されたタイミングで開始となり、スラブ編成処理はステップS1の処理に進む。
【0021】
ステップS1の処理では、平鋼板パーツ作成部4aが、オーダ情報データベース2から差厚鋼板のオーダ情報を抽出し、抽出されたオーダ情報に基づいて差厚鋼板の厚部又は薄部の厚さ(図3に示す厚さT1,T2)と同一の厚さを有する平鋼板のオーダ情報をオーダ情報データベース2から差厚鋼板毎に抽出する。そして、平鋼板パーツ作成部4aは、抽出された平鋼板のオーダ情報と制約条件データベース3に格納されている剪断設備の制約条件とを用いて、圧延後の剪断設備でのハンドリング制約を考慮して複数の平鋼板のオーダを長さ方向に組み合わせた平鋼板長さ方向パーツを作成する。なお、この際、平鋼板長さ方向パーツ間での同一の平鋼板の重複使用を許可する。
【0022】
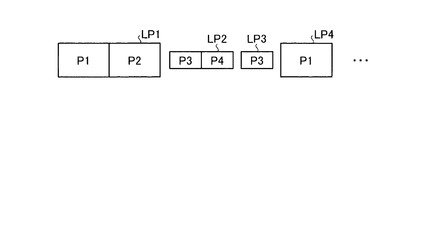
図5は、平鋼板長さ方向パーツの一例を示す図である。図5に示す例では、平鋼板P1のオーダと平鋼板P2のオーダとの組み合わせによって平鋼板長さ方向パーツLP1が作成され、平鋼板P3のオーダと平鋼板P4のオーダとの組み合わせによって平鋼板長さ方向パーツLP2が作成され、平鋼板P3のオーダによって平鋼板長さ方向パーツLP3が作成され、平鋼板P4のオーダによって平鋼板長さ方向パーツLP4が作成されている。これにより、ステップS1の処理は完了し、スラブ編成処理はステップS2の処理に進む。
【0023】
ステップS2の処理では、平鋼板パーツ作成部4aが、差厚鋼板の幅のデータと制約条件データベース3に格納されている圧延設備の制約条件とを考慮して、ステップS1の処理によって作成された複数の平鋼板長さ方向パーツを幅方向に組み合わせた複数の平鋼板幅方向パーツを作成する。すなわち、平鋼板パーツ作成部4aは、組み合わせた幅が差厚鋼板の幅に略一致し、且つ、圧延設備の制約条件を満たすように複数の平鋼板長さ方向パーツを幅方向に組み合わせる。なお、この際、平鋼板幅方向パーツ間での同一の平鋼板幅方向パーツの重複使用を許可する。
【0024】
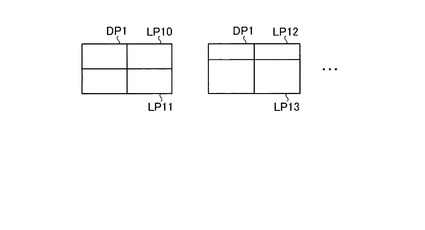
図6は、平鋼板幅方向パーツの一例を示す図である。図6に示す例では、平鋼板長さ方向パーツLP10と平鋼板長さ方向パーツLP11との組み合わせによって平鋼板幅方向パーツDP1が作成され、平鋼板長さ方向パーツLP12と平鋼板長さ方向パーツLP13との組み合わせによって平鋼板幅方向パーツDP2が作成されている。これにより、ステップS2の処理は完了し、スラブ編成処理はステップS3の処理に進む。
【0025】
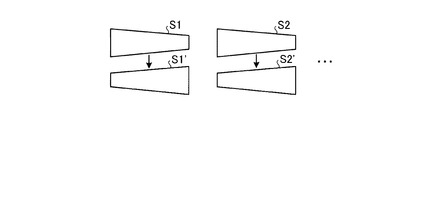
ステップS3の処理では、反転パーツ作成部4aが、ステップS1の処理によって抽出された差厚鋼板のオーダ情報を用いて、厚部と薄部とを長さ方向に逆転させた厚部薄部反転パーツを作成する。具体的には、図3に示す寸法定義によれば、反転パーツ作成部4bは、厚部の厚さT1が薄部の厚さT2になり、薄部の厚さT2が厚部の厚さT1になる差厚鋼板を厚部薄部反転パーツとして作成する。
【0026】
図7は、厚部薄部反転パーツの一例を示す図である。図7に示す例では、差厚鋼板S1の厚部と薄部とを長さ方向に逆転させることによって厚部薄部反転パーツS1’が作成され、差厚鋼板S2の厚部と薄部とを長さ方向に逆転させることによって厚部薄部反転パーツS2’が作成されている。これにより、ステップS3の処理は完了し、スラブ編成処理はステップS4の処理に進む。
【0027】
ステップS4の処理では、スラブパターン作成部4cが、ステップS1の処理によって作成された平鋼板長さ方向パーツ、ステップS2の処理によって作成された平鋼板幅方向パーツ、およびステップS3の処理によって作成された厚部薄部反転パーツと、複数の差厚鋼板のオーダとを組み合わせることによって、複数のスラブパターンを作成する。なお、この際、スラブパターン作成部4cは、加熱炉や圧延設備が有する鋼板の寸法制約を考慮する。また、スラブパターン間では同一の平鋼板および差厚鋼板の重複使用を許可する。
【0028】
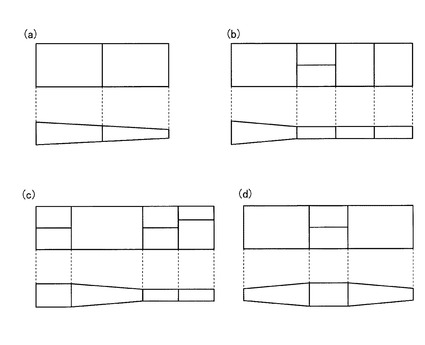
図8は、スラブパターンの一例を示す図である。図8(a)に示すスラブパターンは2つの差厚鋼板を組み合わされたものであり、図8(b)に示すスラブパターンは差厚鋼板の薄部に平鋼板幅方向パーツおよび平鋼板長さ方向パーツを組み合わせたものであり、図8(c)に示すスラブパターンは差厚鋼板の厚部および薄部に平鋼板幅方向パーツを組み合わせものであり、図8(d)に示すスラブパターンは2つの差厚鋼板の間に平鋼板幅方向パーツを組み合わせたものである。これにより、ステップS4の処理は完了し、スラブ編成処理はステップS5の処理に進む。
【0029】
ステップS5の処理では、最適化処理部4dが、混合整数計画法を利用して、ステップS4の処理によって作成された複数のスラブパターンの中から同一の平鋼板および差厚鋼板の重複を許さずに以下の数式(1)によって表される評価関数の値が最大になるスラブパターンを選択する。すなわち、最適化処理部4dは、スラブパターンを構成する鋼板の総重量(選択したスラブの合計重量)からスラブパターンを構成する鋼板の数(選択したスラブの本数)を減算した値が最大になるスラブパターンを選択する。そして、最適化処理部4dは、選択されたスラブパターンを構成する差厚鋼板および平鋼板のオーダ情報をスラブ編成情報としてスラブパターン毎にスラブ編成データベース5内に格納する。これにより、ステップS5の処理は完了し、一連のスラブ編成処理は終了する。
【0030】
【数1】

【0031】
以上の説明から明らかなように、本発明の一実施形態であるスラブ編成処理では、スラブ編成装置4が、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成し、作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択する。このようなスラブ編成処理によれば、1枚の差厚鋼板に対し1本以下のスラブで圧延が可能となり、また差厚鋼板を選択する順序に左右されずに最適なスラブ編成を作成できるので、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
【0032】
以上、本発明者によってなされた発明を適用した実施の形態について説明したが、本実施形態による本発明の開示の一部をなす記述及び図面により本発明は限定されることはない。すなわち、本実施形態に基づいて当業者等によりなされる他の実施の形態、実施例及び運用技術等は全て本発明の範疇に含まれる。
【符号の説明】
【0033】
1 スラブ編成システム
2 オーダ情報データベース
3 制約条件データベース
4 スラブ編成装置
4a 平鋼板パーツ作成部
4b 反転パーツ作成部
4c スラブパターン作成部
4d 最適化処理部
5 スラブ編成データベース
【技術分野】
【0001】
本発明は、複数の差厚鋼板のオーダをスラブに引き当てる差厚鋼板のスラブ編成方法およびスラブ編成装置に関する。
【背景技術】
【0002】
貨物船の船倉の横方向隔壁においては、軽量化のために船底から上部に向かって板厚を薄くする必要があり、このような部位に使われる造船用鋼材には鋼板の長手方向に板厚差を設けた差厚鋼板が使用されている。一般に、差厚鋼板は、可逆式の圧延機を利用してスラブに対し正パスの圧延と逆パスの圧延とを繰り返し実行することによって製造される(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−59211号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来、1本のスラブに引き当てる差厚鋼板のオーダを決定する際には、オペレータが、圧延能率(スラブ平均重量)が高くなるように差厚鋼板との合計長が所定長以上になる平鋼板のオーダの組み合わせを1本のスラブに引き当てていた。しかしながら、従来のスラブ編成処理によれば、差厚鋼板のオーダ毎に平鋼板のオーダを組み合わせるために、差厚鋼板1枚につき、必ず1本のスラブが必要になる。また、従来のスラブ編成処理によれば、オペレータは、平鋼板のオーダを他の差厚鋼板のオーダに組み合わせた場合の圧延能率を評価していない。このため、従来のスラブ編成処理では、差厚鋼板のオーダの選択順序を変更すると、スラブ編成処理の結果が変化する。以上のことから、従来のスラブ編成処理では、複数の差厚鋼板のオーダ全体から見た際、必ずしも圧延能率が最大になるスラブ編成になっていなかった。
【0005】
本発明は、上記課題に鑑みてなされたものであって、その目的は、複数の差厚鋼板のオーダの圧延能率を向上可能な差厚鋼板のスラブ編成方法およびスラブ編成装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決し、目的を達成するために、本発明に係る差厚鋼板のスラブ編成方法は、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成ステップと、前記スラブパターン作成ステップにおいて作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択ステップと、を含むことを特徴とする。
【0007】
本発明に係る差厚鋼板のスラブ編成方法は、上記発明において、前記スラブパターン作成ステップは、圧延設備の入側に設置された加熱炉および圧延設備が有する鋼板の寸法制約を考慮してスラブパターンを作成するステップを含むことを特徴とする。
【0008】
本発明に係る差厚鋼板のスラブ編成方法は、上記発明において、前記スラブパターン選択ステップは、スラブパターンを構成する鋼板の総重量からスラブパターンを構成する鋼板の数を減算した値が最大になるスラブパターンを選択するステップを含むことを特徴とする。
【0009】
上記課題を解決し、目的を達成するために、本発明に係る差厚鋼板のスラブ編成装置は、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成手段と、前記スラブパターン作成手段によって作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択手段と、を備えることを特徴とする。
【発明の効果】
【0010】
本発明に係る差厚鋼板のスラブ編成方法およびスラブ編成装置によれば、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の一実施形態であるスラブ編成システムの構成を示すブロック図である。
【図2】図2は、図1に示すオーダ情報データベース内に格納されているオーダ情報の一例を示す図である。
【図3】図3は、差厚鋼板の寸法の定義を説明するための差厚鋼板の平面図および側面図である。
【図4】図4は、本発明の一実施形態であるスラブ編成処理の流れを示すフローチャートである。
【図5】図5は、平鋼板長さ方向パーツの一例を示す図である。
【図6】図6は、平鋼板幅方向パーツの一例を示す図である。
【図7】図7は、厚部薄部反転パーツの一例を示す図である。
【図8】図8は、スラブパターンの一例を示す図である。
【発明を実施するための形態】
【0012】
以下、図面を参照して、本発明の一実施形態であるスラブ編成システムの構成およびそのスラブ編成方法について説明する。
【0013】
〔スラブ編成システムの構成〕
始めに、図1乃至図3を参照して、本発明の一実施形態であるスラブ編成システムの構成について説明する。図1は、本発明の一実施形態であるスラブ編成システムの構成を示すブロック図である。図2は、図1に示すオーダ情報データベース2内に格納されているオーダ情報の一例を示す図である。図3(a),(b)はそれぞれ、差厚鋼板の寸法の定義を説明するための平面図および側面図である。
【0014】
図1に示すように、本発明の一実施形態であるスラブ編成システム1は、オーダ情報データベース2と、制約条件データベース3と、スラブ編成装置4と、スラブ編成データベース5と、を主な構成要素として備えている。スラブ編成装置4は、本発明に係るスラブパターン作成手段およびスラブパターン選択手段として機能する。
【0015】
オーダ情報データベース2は、スラブ編成装置4に電気的に接続され、差厚鋼板および平鋼板のオーダ情報を格納している。オーダ情報は、図2に示すように、オーダ毎に付与された固有の識別情報(オーダID)と、オーダIDに対応する差厚鋼板又は平鋼板の幅、長さ、厚さ、および重量に関するデータとを含んでいる。なお、差厚鋼板のオーダ情報には、図3(a),(b)に示すように、差厚鋼板Sの幅Dおよび長さLのデータと共に差厚鋼板Sの厚部厚T1および薄部厚T2のデータが含まれている。
【0016】
制約条件データベース3は、スラブ編成装置4に電気的に接続されている。制約条件データベース3は、差厚鋼板および平鋼板を製造する圧延設備の入側に配置された加熱炉に装入可能な鋼板の長さ、圧延設備が圧延可能な鋼板の幅の範囲、および圧延設備の出側に配置された剪断設備が切断可能な鋼板の長さの範囲など、差厚鋼板および平鋼板の製造に利用される製造設備の制約条件に関するデータを格納している。
【0017】
スラブ編成装置4は、ワークステーションやパーソナルコンピュータなどの情報処理装置によって構成されている。スラブ編成装置4は、情報処理装置内部のCPUなどの演算処理装置がコンピュータプログラムを実行することによって、平鋼板パーツ作成部4a、反転パーツ作成部4b、スラブパターン作成部4c、および最適化処理部4dとして機能する。これら各部の機能については後述する。
【0018】
スラブ編成データベース5は、スラブ編成装置4に電気的に接続され、スラブ編成装置4によって作成されたスラブ編成情報を格納している。スラブ編成情報は、スラブに引き当てられた差厚鋼板および平鋼板のオーダに関するデータをスラブ毎に示す情報を含んでいる。
【0019】
このような構成を有するスラブ編成システム1は、以下に示すスラブ編成処理を実行することによって、複数の差厚鋼板のオーダの圧延能率(スラブ平均重量)を向上させる。以下、図4に示すフローチャートを参照して、スラブ編成処理を実行する際のスラブ編成システム1の動作について説明する。
【0020】
〔スラブ編成処理〕
図4は、本発明の一実施形態であるスラブ編成処理の流れを示すフローチャートである。図4に示すフローチャートはスラブ編成装置4にスラブ編成処理の実行命令が入力されたタイミングで開始となり、スラブ編成処理はステップS1の処理に進む。
【0021】
ステップS1の処理では、平鋼板パーツ作成部4aが、オーダ情報データベース2から差厚鋼板のオーダ情報を抽出し、抽出されたオーダ情報に基づいて差厚鋼板の厚部又は薄部の厚さ(図3に示す厚さT1,T2)と同一の厚さを有する平鋼板のオーダ情報をオーダ情報データベース2から差厚鋼板毎に抽出する。そして、平鋼板パーツ作成部4aは、抽出された平鋼板のオーダ情報と制約条件データベース3に格納されている剪断設備の制約条件とを用いて、圧延後の剪断設備でのハンドリング制約を考慮して複数の平鋼板のオーダを長さ方向に組み合わせた平鋼板長さ方向パーツを作成する。なお、この際、平鋼板長さ方向パーツ間での同一の平鋼板の重複使用を許可する。
【0022】
図5は、平鋼板長さ方向パーツの一例を示す図である。図5に示す例では、平鋼板P1のオーダと平鋼板P2のオーダとの組み合わせによって平鋼板長さ方向パーツLP1が作成され、平鋼板P3のオーダと平鋼板P4のオーダとの組み合わせによって平鋼板長さ方向パーツLP2が作成され、平鋼板P3のオーダによって平鋼板長さ方向パーツLP3が作成され、平鋼板P4のオーダによって平鋼板長さ方向パーツLP4が作成されている。これにより、ステップS1の処理は完了し、スラブ編成処理はステップS2の処理に進む。
【0023】
ステップS2の処理では、平鋼板パーツ作成部4aが、差厚鋼板の幅のデータと制約条件データベース3に格納されている圧延設備の制約条件とを考慮して、ステップS1の処理によって作成された複数の平鋼板長さ方向パーツを幅方向に組み合わせた複数の平鋼板幅方向パーツを作成する。すなわち、平鋼板パーツ作成部4aは、組み合わせた幅が差厚鋼板の幅に略一致し、且つ、圧延設備の制約条件を満たすように複数の平鋼板長さ方向パーツを幅方向に組み合わせる。なお、この際、平鋼板幅方向パーツ間での同一の平鋼板幅方向パーツの重複使用を許可する。
【0024】
図6は、平鋼板幅方向パーツの一例を示す図である。図6に示す例では、平鋼板長さ方向パーツLP10と平鋼板長さ方向パーツLP11との組み合わせによって平鋼板幅方向パーツDP1が作成され、平鋼板長さ方向パーツLP12と平鋼板長さ方向パーツLP13との組み合わせによって平鋼板幅方向パーツDP2が作成されている。これにより、ステップS2の処理は完了し、スラブ編成処理はステップS3の処理に進む。
【0025】
ステップS3の処理では、反転パーツ作成部4aが、ステップS1の処理によって抽出された差厚鋼板のオーダ情報を用いて、厚部と薄部とを長さ方向に逆転させた厚部薄部反転パーツを作成する。具体的には、図3に示す寸法定義によれば、反転パーツ作成部4bは、厚部の厚さT1が薄部の厚さT2になり、薄部の厚さT2が厚部の厚さT1になる差厚鋼板を厚部薄部反転パーツとして作成する。
【0026】
図7は、厚部薄部反転パーツの一例を示す図である。図7に示す例では、差厚鋼板S1の厚部と薄部とを長さ方向に逆転させることによって厚部薄部反転パーツS1’が作成され、差厚鋼板S2の厚部と薄部とを長さ方向に逆転させることによって厚部薄部反転パーツS2’が作成されている。これにより、ステップS3の処理は完了し、スラブ編成処理はステップS4の処理に進む。
【0027】
ステップS4の処理では、スラブパターン作成部4cが、ステップS1の処理によって作成された平鋼板長さ方向パーツ、ステップS2の処理によって作成された平鋼板幅方向パーツ、およびステップS3の処理によって作成された厚部薄部反転パーツと、複数の差厚鋼板のオーダとを組み合わせることによって、複数のスラブパターンを作成する。なお、この際、スラブパターン作成部4cは、加熱炉や圧延設備が有する鋼板の寸法制約を考慮する。また、スラブパターン間では同一の平鋼板および差厚鋼板の重複使用を許可する。
【0028】
図8は、スラブパターンの一例を示す図である。図8(a)に示すスラブパターンは2つの差厚鋼板を組み合わされたものであり、図8(b)に示すスラブパターンは差厚鋼板の薄部に平鋼板幅方向パーツおよび平鋼板長さ方向パーツを組み合わせたものであり、図8(c)に示すスラブパターンは差厚鋼板の厚部および薄部に平鋼板幅方向パーツを組み合わせものであり、図8(d)に示すスラブパターンは2つの差厚鋼板の間に平鋼板幅方向パーツを組み合わせたものである。これにより、ステップS4の処理は完了し、スラブ編成処理はステップS5の処理に進む。
【0029】
ステップS5の処理では、最適化処理部4dが、混合整数計画法を利用して、ステップS4の処理によって作成された複数のスラブパターンの中から同一の平鋼板および差厚鋼板の重複を許さずに以下の数式(1)によって表される評価関数の値が最大になるスラブパターンを選択する。すなわち、最適化処理部4dは、スラブパターンを構成する鋼板の総重量(選択したスラブの合計重量)からスラブパターンを構成する鋼板の数(選択したスラブの本数)を減算した値が最大になるスラブパターンを選択する。そして、最適化処理部4dは、選択されたスラブパターンを構成する差厚鋼板および平鋼板のオーダ情報をスラブ編成情報としてスラブパターン毎にスラブ編成データベース5内に格納する。これにより、ステップS5の処理は完了し、一連のスラブ編成処理は終了する。
【0030】
【数1】
【0031】
以上の説明から明らかなように、本発明の一実施形態であるスラブ編成処理では、スラブ編成装置4が、複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成し、作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択する。このようなスラブ編成処理によれば、1枚の差厚鋼板に対し1本以下のスラブで圧延が可能となり、また差厚鋼板を選択する順序に左右されずに最適なスラブ編成を作成できるので、複数の差厚鋼板のオーダの圧延能率を向上させることができる。
【0032】
以上、本発明者によってなされた発明を適用した実施の形態について説明したが、本実施形態による本発明の開示の一部をなす記述及び図面により本発明は限定されることはない。すなわち、本実施形態に基づいて当業者等によりなされる他の実施の形態、実施例及び運用技術等は全て本発明の範疇に含まれる。
【符号の説明】
【0033】
1 スラブ編成システム
2 オーダ情報データベース
3 制約条件データベース
4 スラブ編成装置
4a 平鋼板パーツ作成部
4b 反転パーツ作成部
4c スラブパターン作成部
4d 最適化処理部
5 スラブ編成データベース
【特許請求の範囲】
【請求項1】
複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成ステップと、
前記スラブパターン作成ステップにおいて作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択ステップと、
を含むことを特徴とする差厚鋼板のスラブ編成方法。
【請求項2】
前記スラブパターン作成ステップは、圧延設備の入側に設置された加熱炉および圧延設備が有する鋼板の寸法制約を考慮してスラブパターンを作成するステップを含むことを特徴とする請求項1に記載の差厚鋼板のスラブ編成方法。
【請求項3】
前記スラブパターン選択ステップは、スラブパターンを構成する鋼板の総重量からスラブパターンを構成する鋼板の数を減算した値が最大になるスラブパターンを選択するステップを含むことを特徴とする請求項1又は2に記載の差厚鋼板のスラブ編成方法。
【請求項4】
複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成手段と、
前記スラブパターン作成手段によって作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択手段と、
を備えることを特徴とする差厚鋼板のスラブ編成装置。
【請求項1】
複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成ステップと、
前記スラブパターン作成ステップにおいて作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択ステップと、
を含むことを特徴とする差厚鋼板のスラブ編成方法。
【請求項2】
前記スラブパターン作成ステップは、圧延設備の入側に設置された加熱炉および圧延設備が有する鋼板の寸法制約を考慮してスラブパターンを作成するステップを含むことを特徴とする請求項1に記載の差厚鋼板のスラブ編成方法。
【請求項3】
前記スラブパターン選択ステップは、スラブパターンを構成する鋼板の総重量からスラブパターンを構成する鋼板の数を減算した値が最大になるスラブパターンを選択するステップを含むことを特徴とする請求項1又は2に記載の差厚鋼板のスラブ編成方法。
【請求項4】
複数の差厚鋼板および平鋼板のオーダ情報を用いて、差厚鋼板、該差厚鋼板の厚部と薄部とを長さ方向に逆転させた差厚鋼板、および平鋼板をスラブ単位で組み合わせたスラブパターンを複数作成するスラブパターン作成手段と、
前記スラブパターン作成手段によって作成された複数のスラブパターンの中から圧延能率が最大になるスラブパターンを選択するスラブパターン選択手段と、
を備えることを特徴とする差厚鋼板のスラブ編成装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−111579(P2013−111579A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−256719(P2011−256719)
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]